
Under tiden som vi grejar med olika uppgifter inom urmakeridelen i projektet händer det lite andra saker.
Bland annat tar jag en tur till färgaffären som blandar till rostskyddsfärg i rätt blå kulör. Jag har sett ett Tornbergverk som är vitt, de övriga jag sett har en ljusblå färg. Det gick att se spår av en vit färg under den blå, men jag vet inte om den målats vit i original eller om det var ett rostskydd. Vi valde i alla fall den färg som verket hade när vi tog emot klockan.

Fundamentet till verket var sprucket. Det går att svetsa gjutjärn, men det är svårt och komplicerat. Efter rådfrågning av en smed – Jan-Erik Svensson – kom vi överens om att han skulle använda en gammal metod att laga sprickan. Han drog ihop fundamentet med ett spännband, tillverkade en vinkel, borrade hål och nitade ihop sprickan.

Bild från video, tre nitar på varje sida håller ihop fundamentet.

Nitarna och sprickan överspacklade.

Insidan av fundamentet efter målning. Blecket sluter tätt emot fundamentet. De sex nitarna kan anas.
Nästa större projekt var att fixa till hävarmen för slaget. Lagringen var väldigt sliten och hävytan alldeles randig och ful.

Hävytan renslipad och polerad.

Borrar upp hålet i hävarmen.

Svarvar en fodring.

Trycker in fodringen.

Axeln för hävarmen är svagt konisk.
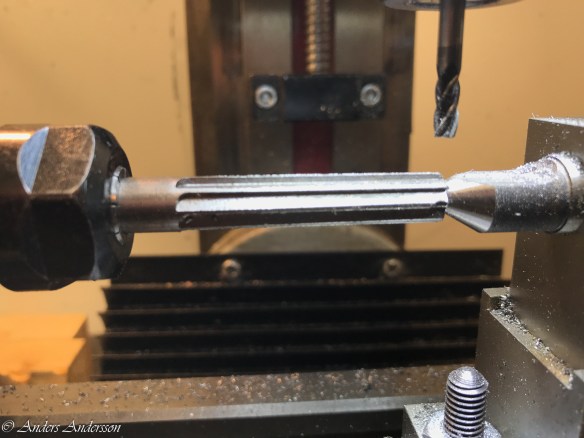
Blir tvungen att tillverka en brotsch med rätt konicitet.
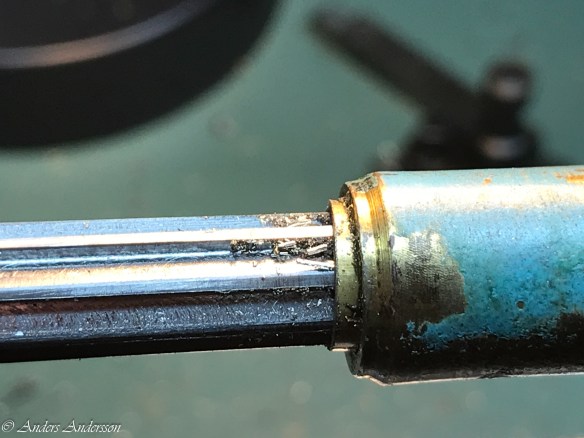
Efter härdning och anlöpning, slipas brotschen. Nu skär den fint i mässingen. Sista biten av fodringen fräser jag bort.

Mer slitage att åtgärda. Just denna yta gider på snapparhjulet. Ifallarfingret anas i mitten.

Delar i slagmekanismen som behöver fixas till. Klackar för stopp och varning syns till vänster.

Spärren för slagskivan hårt sliten.

Rejäla hack.

Svarvat till ny spärr, härdad och anlöpt, nitad på plats.

Ett av blecken i pendelfjädern var avbrutet.

Dags att ta isär beslagen och byta ut fjäderblecken.

Tagit isär beslagen för att kunna sätta in nya fjädrar i pendelfjädern.

Planfräser ytan för fjädrarna så att den blir plan och fin så att hela paketet blir stabilt när jag nitar ihop allt.

Tillverkat nya fjädrar av rostfri shims – tolkstål. Använder det gamla blecket som mall.

Svarvade till nya nitar, nitade och såg till att allt blev stabilt. Mässingen måste sluta absolut tätt emot ståblecken.
Fram till nu hade vi inte tagit isär hela urverket, vi hade endast plockat ut de delar som hade synliga fel. Så när de flesta felen var åtgärdade var det dags att plocka isär allt. Man ser på bilderna hur hårt allt är slitet och hur ingrodd all gammal olja och fett är. Det gröna är hartsad olja – den är hård och sitter som berget. Inte många lösningsmedel som biter på den, värme påverkar den mycket lite. Mer om detta längre fram.

Armen som går tvärs över verket är slagets utlösararm. Det stora hjulet längst ner till höger är slagskivan – den bestämmer hur många slag klockan ska slå.

Dessa två stift sitter på centrumaxeln, de löser ut halv- och helslagen. I centrum sitter medbringaren som ser till att alla visarna rör på sig. Ett mässingsrör med två slitsar sluter tätt om medbringaren – röret fortsätter sedan in i centralväxeln – som i sin tur driver de tre visarparen.

Slagskivan från sidan. Märken för varje timslag syns på kammarna – det är fingret som gjort dessa avtryck. Slag åtta och nio syns skarpa på bilden, man anar två, tre och fyra i bakgrunden.

Snapparen som för fram slagskivan ett snäpp för varje slag. Ett finger går ned mot slagskivan när urtaget i mässingsskivan passerar. Så länge fingret hindras av slagskivans olika långa kammar fortsätter klockan att slå. När armen faller ned i ett av urtagen stannar slaget. Urtaget är så långt att ett halvslag kan genomföras. Kammen för sju slag syns på bilden.

Armen tvärs över bilden har ett par stift åt höger som ser till att slaget ”varnar” samt stoppar när det ska.

Den L-formade delen till vänster sitter på axeln för vindfånget. Klacken stannar emot en stoppklack på utlösararmen. När slagverket ”varnar” rör sig slagverket en liten bit – avståndet mellan stopp- och varningsstift. Det gör att hjulen positionerar sig och är förberedda att slå, de kan inte röra sig bakåt. Om man inte har en varning kan slaget ibland missa att utlösas.

Snappartanden hade också ett stort slitage, denna yta reparerades med hjälp av svetsen.

Några hjul kvar.

Allt grönt är hartsad olja.

Alla axlar slipas rena från rost, hjulens mässingssidor slipas också rena och zaponlackas. De nakna ståldelarna behandlas med ”Renaissance Wax”.

Stiften på hävstiftshjulet var hårt slitna. Dessa stift lyfter hammaren som slår på slagklockan.

Alla stiften var numrerade.

Stiften var något koniska och anpassade var och en för ”sitt” hål. Vi slog ut alla stiften, slipade hjulets sidor och rengjorde.

Alla stift borttagna, hjulet rengjort. Alla stiften återmonterades med lite loctite på. Vi vred alla stiften 180 grader så att en ny yta blev verksam. Om 100 år kanske näste urmakare får byta alla hävstift.
Alla delar rengjordes i gammalt rengöringsmedel från vår rengöringsmaskin för armbandsur. Vi sparar förbrukat rengöringsmedel i dunkar som vi sedan lämnar på återvinningscentralen. Det visade sig att gammalt Regulin fungerade väldigt bra för att lösa upp gammal hartsad olja. Men på vissa ställen krävdes ändå mekanisk borttagning av hårt ingrodd smuts. Till det använde vi olika typer av mässingsborstar.

Valshjulet för slaget. Man anar märken på tappen efter en chuck. Någon har satt upp axeln i en svarv. Vi använde mässingsshims mellan axel och chuck på de axlar där vi var tvungna att sätta upp i den större svarven.

Kontraspärrhjulet fiskas upp ur rengöringsbadet. Tunna nitrilhandskar skyddar händerna.

Borstning av hårt smutsade delar.

Valshjulet i badet. Den mesta smutsen borstades bort när delarna var nedsänkta i badet.

Smutsen släpper efter ett tag i badet.

Efter ytterligare tid löstes färgen upp.

Den enda delen vi hade lite problem med att få isär var valshjulet för slaget. Man ser en ring som ligger på själva hjulet, den ringen har ett genomgående hål som även går igenom axeln. I det hålet sitter ett koniskt stålstift som låser hela konstruktionen. Stiftet lossnade lätt men axeln satt hårt fast i låsringen, men det löste sig med hjälp av en träkloss på axeln och en större hammare. Alla andra delar lossade / gick isär väldigt fint utan att större kraft behövdes. När vi senare satte ihop alla delar var vi noga med att anolja delarna. Detta för att ingen rost ska uppstå och att det ska gå lätt att ta isär.

Tandborstning.

För att få bort den hårt sittande smutsen mellan tänderna använde vi en roterande mässingsborste.

All ingrodd smuts borta.

Ett sista dopp i rengöringsmedlet tar bort den sista smutsen. Därefter torkades hjulet av med papper, då fanns en tunn film av rengöringsmedel kvar vilket gav ett temporärt rostskydd innan slutrengöring, målning och rostskyddsbehandling.

De rengjorda delarna lades i plastpåsar. I mitten ser man det mässingsrör med två slitsar i var ände som överför kraft till visarnas centralväxel från urverket.

Benen ska rengöras.

På dessa ytor vilar verket.

Pendelns delar tas isär för rengöring och tillfixning.

Skivan för visarställning med minutindikationer.
Verket ihopsatt för gångkontroll.
Test för att se om de nya tänderna fungerar som de ska.
I nästa del skriver jag om det sista arbetet med urverket och monteringen i tornet.
Några länkar och källor:
Här beställer vi shims: https://www.empiro.se/
Jan-Erik Svensson, smed: https://www.sme-den.se/kontakt/
