Ytterligare en observatorietestad fickurskronometer – denna gång en Borel & Courvoisier. Åter ett slaktat löst verk utan boett, en ny boett skulle tillpassas och verket renoveras.
En kort historik.
Företaget Borel & Courvoisier startades 1859 av svågrarna Jules Borel och Paul Courvoisier. Man startade sin produktion med tre verk – ett herr, ett dam och ett 14 linjers cylinderur. Man beställde råverk från franska Japy Frères samt från de schweiziska Robert & Cie, Mauler & Ducommun och Frotte Cholet. Finisheringen utfördes av verkstäder i La Sagne. Gångpartiet tillverkades av Bayards. Spiralen kom från Le Locle, balansen från Placemont, drivarna tillverkades i Mont-Saxonnex i Frankrike. Boetten tillverkades i La Neuveille och dekorerades i Fleurier, Le Locle och Genéve. Visarna kom från Le Locle och tavlan från Genève.

Ett exempelutdrag från Jules Jurgensen där man ser alla olika leverantörer av delar och arbetsmoment.
Ihopsättningen och reglaget utfördes i Borel & Courvoisier’s ateljé i Neuchâtel. Denna mix av delar och olika tillverkare var typisk för den tiden (Så även i våra dagar). B & C använde också verk från bland annat Girard-Perregaux, Dubois & Leroy, Aubert Frères och Roskopf.
Man startade tillverkningen i en liten ateljé i Neuchâtel, men företaget växte snabbt och en ny modern fabrik byggdes. De inriktade sig på att tillverka observatoriestestade klockor med hög precision för den Amerikanska marknaden. B & C vann första pris vid observatoriet i Neuchâtel1866.
Klockorna spreds över världen och fanns bland annat representerade i New York, London, La Plata, Hamburg, och Odessa. B & C fortsatte att kamma hem förstapriser vid observatoriet i Neuchâtel, 1870, 1875, 1876 och 1880.
Paul Courvoisier blev sjuk och Jules Borels son Ernest tar vid i styrelsen 1894. Jules Borel avlider 1898, då ändras namnet till Ernest Borel & Cie successeur de Borel-Courvoisier. 1910 registrerade man märket Union Watch. 1936 efter 67 år lämnade Ernest över till sin son Jean-Louis Borel. 1955 tillverkade man urverk för A. Schild, Fontainemelon och ETA. Man tillverkade flera armbandsur bland annat kultklockan Cocktail med en slags kalejdoskoptavla.

Så här skriver Eric om klockan och om testningen vid observatoriet i Neuchâtel:
Testningen av kronometerar påbörjades år 1860 på observatoriet i Neuchâtel. Den 20:e juni år 1866 introducerades ett nytt regelverk som tog bort begränsningen vad gäller gångtyp. Tidigare hade ankarverk testats separat från urverk med kronometergång (med vippa och detantfjäder) och under kortare period och mindre strikta gränsvärden. I regelverket bestämdes också att tre testkategorier skulle införas, nämligen:
– Kategorin för marinkronometrar
– Kategorin för fickkronometrar vilka testats i 30 dagar i två positioner och i värmeugn
– Kategorin för fickkronometrar vilka testats i 15 dagar i en position och vid rumstemperatur
För fickkronometrar i 30-dagarskategorin betyder det att följande 5 parametrar testades:
1. Den genomsnittliga dagliga gångavvikelsen
2. Den genomsnittliga dagliga gångvariationen
3. Skillnaden i gång mellan urverket liggandes och ståendes
4. Skillnaden i gång för varje grad Celcius i temperaturförändring
5. Skillnaden mellan den högsta och lägsta uppmätta gången
Testningen av fickkronometrar i 15-dagarskategorin innefattade ej parameter 3 och 4.
De första två kategorierna räknades som tävlingar där de bästa urverken tilldelades priser. I kategorin för marinkronometrar gavs den bästa ett pris och i 30-dagarskategorin för fickkronometrar gavs de fyra bästa priser.
Utöver ovannämnda kategorisering indelades också fickkronometrar i fyra (senare endast tre) klasser beroende på genomsnittlig gångvariation (oavsett kategori). Urverk som uppvisade en genomsnittling gångvariation på:
under 0,5s benämndes första klassens kronometrar
mellan 0,5s och 1s benämndes andra klassens kronometrar
mellan 1s och 2s benämndes tredje klassens kronometrar
över 2s benämndes fjärde klassens kronometrar
1866 års regelverk kom att nyttjas 1867 till 1872. Den 27:e december år 1872 kom regelverket att göras om igen (det nya togs i bruk år 1873). Nu introducerades en tredje klass för fickkronometrar, vilken innebar en testningsperiod på 44 dagar. Det är också denna längre testningskategori för fickkronometrar som starkast har kommit att förknippas med observatorietestning och observatorietävlingar, men då under benämningen första klassens kronometrar. Kategorisystemet som beskrevs ovan med kategorier som bestämde testningslängd och med indelning i olika klasser beroende på resultat kom med tiden att göras om till ett system där kategorierna istället benämndes klasser. Prissystemet kom dessutom att utökas från att endast premiera ett fåtal av de bästa urverken. I det senare klassystemet, som introducerades tidigt 1900-tal, definierade klasserna testningslängd och tillåtna gränsvärden, likt de tidigare kategorierna, och de deltagande bättre urverken kom att tilldelas exempelvis första-, andra- och tredjepriser beroende på resultat (guld, silver och brons på vissa observatorier – alla urverk tilldelades inte pris). I någon mening kan det väl sammanfattas med att de tidigare kategorierna blev klasser och de tidigare klasserna blev priser.
Borel & Courvoisier nummer 53629 är troligen byggt på ett råverk från Piguet Frères (L’Orient-de-l’Orbe) eller Aubert Frères (Derrière-la-Côte). Urverkstypen benämns ofta Jürgensen-kaliber efter tillverkaren Jules Jürgensens omfattande användning av liknande urverk.
Nummer 53629 testades år 1872 enligt 1866 års regelverk. Urverket testades i 30-dagarskategorin för fickkronometrar och uppvisade under testningen en genomsnittlig gångvariation på 0,39s, vilket alltså innebar att den räknades till den första klassen.
Totalt testades 160 fickkronometrar år 1872, 108 i 30-dagarskategorin och 52 i 15-dagarskategorin. Av de 108 urverk som testades i 30-dagarskategorin kategorin kom Borel & Courvoisier 53629 på plats 36.
Urverken testade i 30 dagars-kategorin år 1872 för fickkronometrar klassificerades enligt följande:
Platserna 1 till 56 som första klassens kronometrar
Platserna 57 till 104 som andra klassens kronometrar
Platserna 105 till 108 som tredje klassens kronometrar
Av de totalt 160 fickkronometrar i båda kategorierna var 113 ankarverk, 31 hade kronometergång med vippa, 11 hade kronometergång med detantfjäder och 5 var tourbilloner. Bredden vad gäller gångtyper bland de 160 testade urverken ger en intressant insyn i eventuella prestandaskillnaden. I dokumentationen från 1872 års testning ges den genomsnittliga gångvariationen för alla gångtyper:
Kronometergång med vippa: 0,46s
Kronometergång med detantfjäder: 0,54s
Ankargång: 0,53s
Tourbilloner (alla gångtyper): 0,58s


Nu över till klockan och kortfattat om reparationen.
Jag hade fått ett urverk med tavla samt en visningsboett – jag skulle försöka få ihop detta till en fungerande klocka. Börjar med att noggrant mäta upp boett och verk för att se om verket skulle passa i boetten. Det såg ut som om det skulle fungera, fräste och filade bort en del material från boetten – verket passade.
Eftersom verket saknade uppdragsaxel blev det nästa steg – att anpassa en axel. Hittade en lämplig kandidat som jag svarvade till. Efter det svarvade jag ett rör som sattes in i boetten så att det skulle gå att ställa visarna. Efter det rengjordes verket och sattes igång. Man slås av det enorma arbete som lagts ner på alla detaljer och hur väl utformat allt är. Mer förklaringar vid bilderna. Varsågod och njut!
-

- Härligt perlage – hantverksmässigt utfört.
-

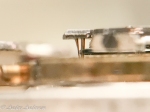
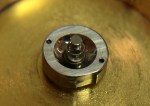
- Centrumstiftet slås ut.
-

- Stiftet löst.
-

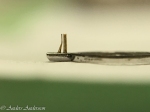
- Stiftet är något böjt vid midjan, detta skapar visarfriktionen.
-

- Visarväxelhjulsaxeln sliten. Visarväxelhjulet satt fast, klockan stannat.
-

- Visarväxelhjulsstiftet innan polering.
-

- Stiftet polerat.
-

- Det polerade stiftet på plats.
-
- Blåser med dammpusten – hjulet snurrar lätt igen!
-

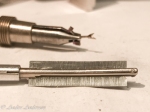
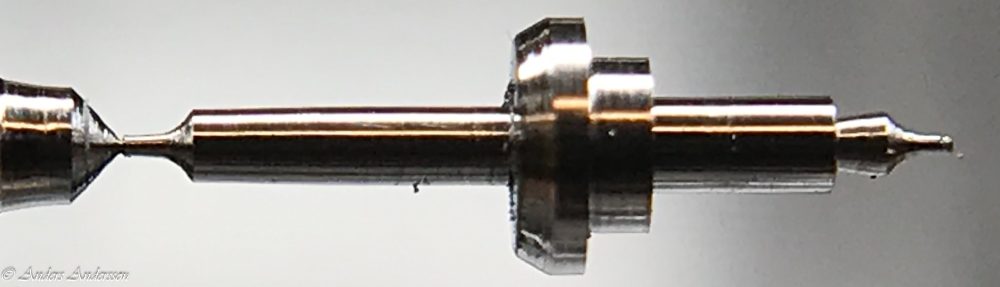
- Nu är det dags att leta reda på en passande uppdragsaxel.
-

- Börjar med att mäta F-måttet.
-

- Söker i DCN-katalogen efter en passande axel. F-måttet 665, 1361, kan den passa?
-

- DCN-1361 skall provas.
-

- Ja, passar rätt bra. Styrtappen är lite för lång.
-

- Transmissionshjulet passar precis över fyrkanten, men inte på den dela av axeln där den ska passa. Inga problem, bara att svarva lite.
-

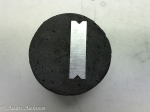
- Muffhjulet passar perfekt.
-

- Spåret för regeln lite för smalt.
-

- Mäter regelns tjocklek.
-

- Kortar av styrstiftet i svarven.
-

- Sätter av den nya spårbredden med ett bladmått.
-

- Breddat spåret för regeln i svarven.
-

- Svarvar en ansats för transmissionshjulet, kommer att fungera fint.
-

- Uppdragsaxeln fungerar!
-

- Kontrollerar så att verket hamnar i rätt position i boetten.
-

- Märker ut placeringen av visarställningsröret.
-

- Märker ut placeringen av visarställningen.
-

- Borrat hål i boetten och anpassat ett nysilverrör för visarställningen.
-

- Svarvar ett visarställstift i nysilver, samma material som i boetten.
-

- Stiftet passar.
-

- Ska testa om visarställningen fungerar.
-

- Stiftet intryckt – i visarställäge.
-

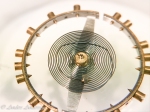
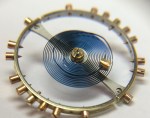
- Balansen.
-

- ”Långa” kurvknän till breguetkurvan.
-

- Spiralrulle och ytterfäste. Tittar du noga på de inre spiralvarven ser du att avstånden inte är lika – varvfel. Låter dessa fel passera.
-

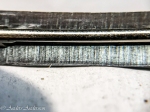
- Här syns tydligt de olika skikten i kompensationsbalansen.
-

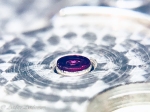
- Liverrullen fint polerad. Liverstenen i safir.
-

- Verkbottnen efter rengöring.
-

- Verkbottnens tavelsida efter rengöring.
-

- Centrumstenen spräckt. Letade efter en passande fattningssten, men hade ingen. Hade ingen modern sten heller, alternativet skulle vara att svarva en fodring i mässing. Jag valde att inte göra någonting.
-

- Fjäderhus med fjäder.
-

- Vackert utformat gånghjul. Anlöpningen tyder på att någon borrat in en tapp.
-

- Slitage på gånghjulsdriven.
-

- Centrumdriven.
-

- Centrumhjulet.
-

- Ett av visarställhjulen.
-

- Bryggan för gång- och sekundhjul innan motstenen för gånghjulet kommit på plats.
-

- Otroligt vackert utformad hake, med välvda hakstenar individuellt inslipade i korrekt längd. Den ringformade delen till vänster är en motvikt.
-

- Haktappar utformade för motstenar.
-

- Hakgaffel och säkerhetskniv.
-

- Hakbrygga med motsten.
-

- Den vackert graverade centrumhjulsbryggan.
-

- Kronhjulet.
-

- Stoppverket för en gångs skull komplett.
-

- Gångpartiet.
-

- Gångparti med den säregna haken.
-

- Balanskloven – ”örat” till vänster är till för att skydda spiralen från att haka upp sig vid en stöt.
-

- Verket klart.
-

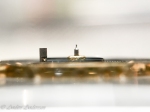
- Stoppverket till vänster.
-

- Uppdrag och visarställning fungerar nu som det ska.
-

- Tavelsidan i stort sett klar.
-

- Verket ihopsatt.
-

- Balansklove och balans.
-

- Lagerstenarna infattade i skruvade guldjeatonger.
-

- Detalj av centrumhjulet.

-

- Tavlan har inga tavelpelare. Den kläms fast direkt på verket.
-

- Urtavla och visare.
-

- Detalj av tavlan.
-

- Detalj av tavlan.
-

- Rör tillverkat i nysilver. Inlött i boetten.
-

- Det nytillverkade stiftet till visarställningen.
-

- Klockan klar.
-

- Klockan klar.
En liten videosnutt om hur stoppverket fungerar: