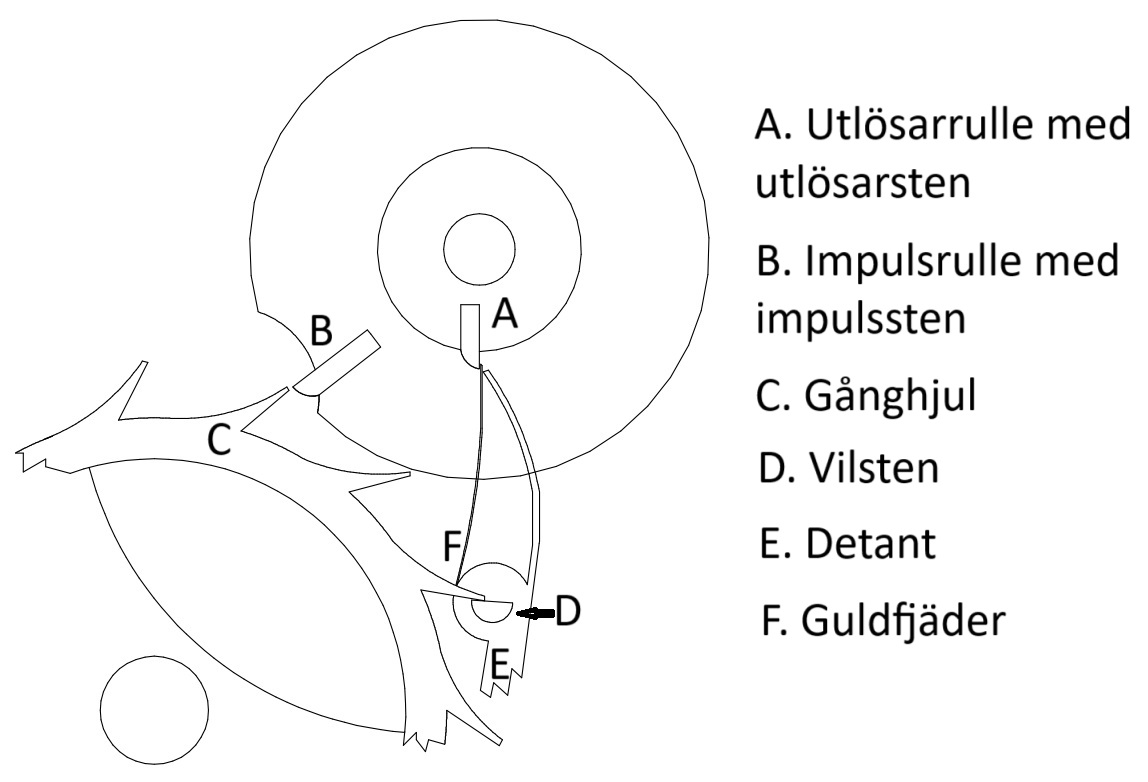
Jag har publicerat en artikel i Svensk Urmakeritidning – Nr 1 mars 2026 om renoveringen av ångbåtsuret, men jag tänkte utveckla mig lite mer här i denna blogg.
(Du vet väl alla är välkomna som medlem i SUF – Sveriges Urmakareförbund, något som jag tycker alla med urmakeriintresse, företagare med anställd urmakare eller utbildade urmakare ska vara. För att urmakarskolan ska fungera och för att vårt yrke ska bevaras och blomstra även i framtiden krävs ett starkt urmakarförbund där gesällproven har en central betydelse. För att kvalitén på gesällproven ska garanteras bestäms och kontrolleras de av en yrkesnämnd som är tillsatt av Sveriges Urmakareförbund. Swisha 400:- till 123-0027532, ange din epost som referens. Du kommer att få tidningen samt inbjudan till öppet hus på urmakarskolan samt till middag på kvällen. I år 2026 går detta av stapeln i Motala lördagen den 18/4. Läs mer på SUF:s hemsida.)
Inledning
Jag blev kontaktad av en person som undrade om jag kunde hjälpa till med ett skeppsur av speciellt slag. Det hade nyligen varit på reparation hos flera urmakare men det fungerade ändå inte. Jag lovade att ta en titt för att se om jag kunde se vad som var fel.

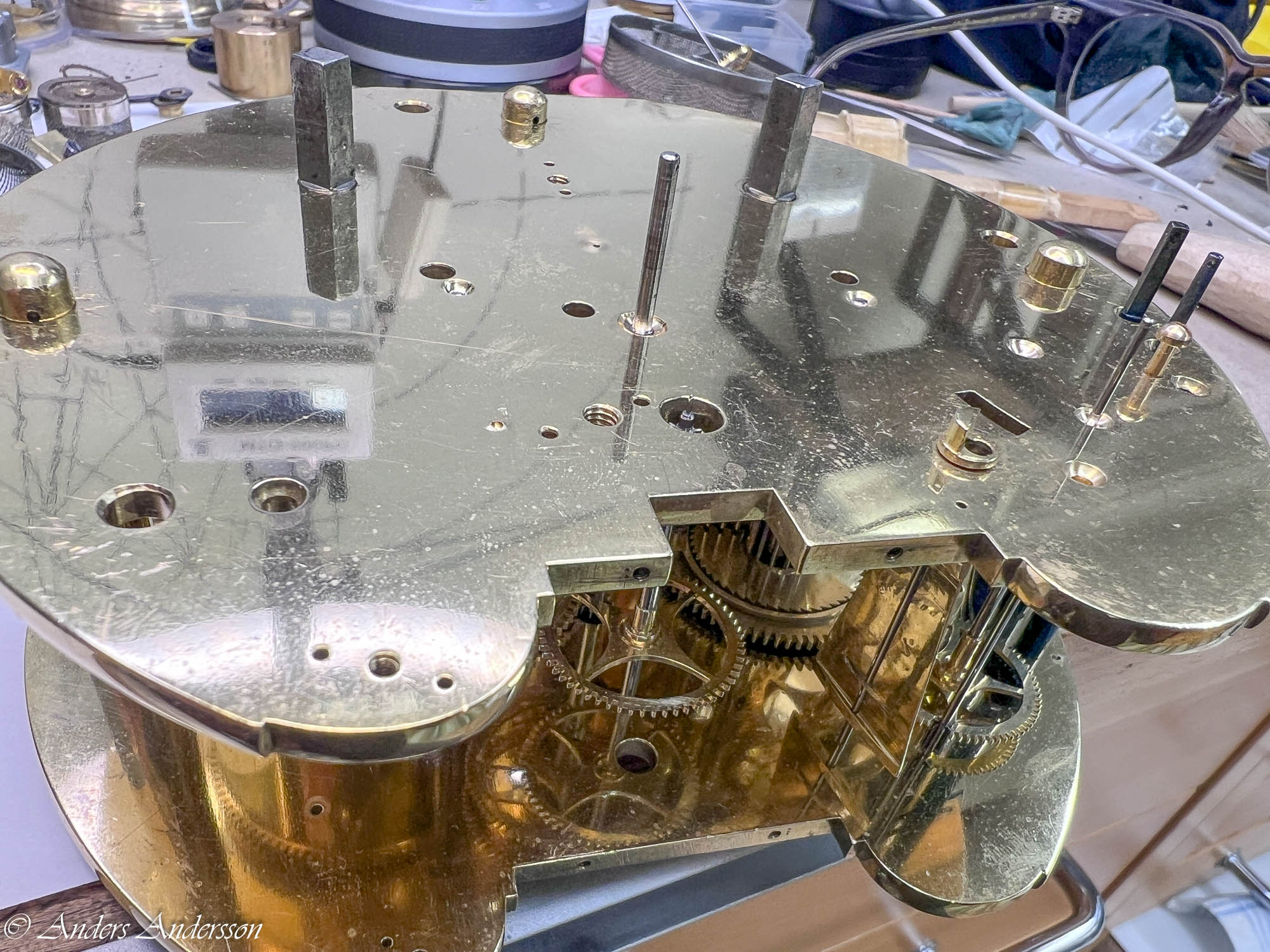
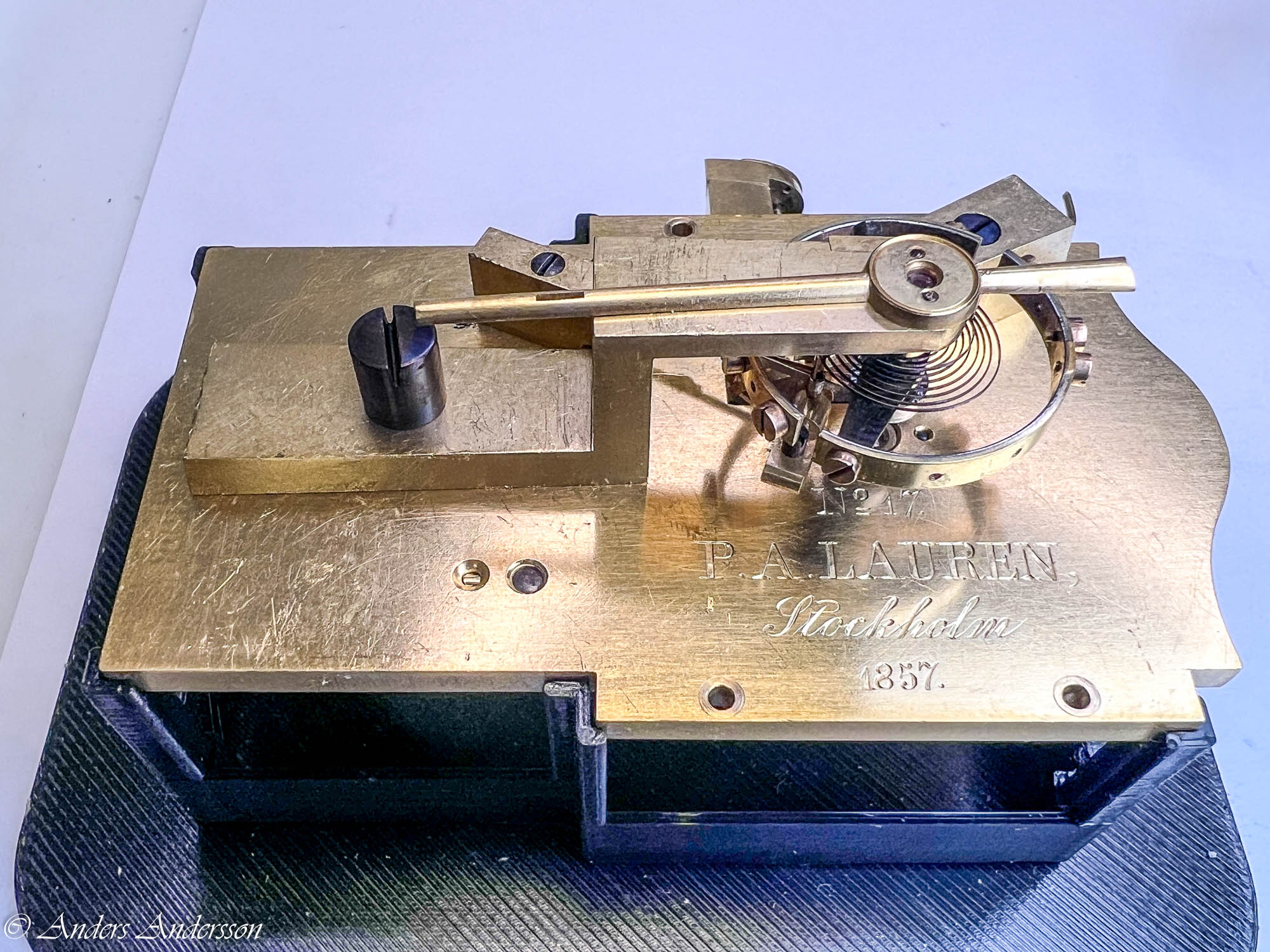
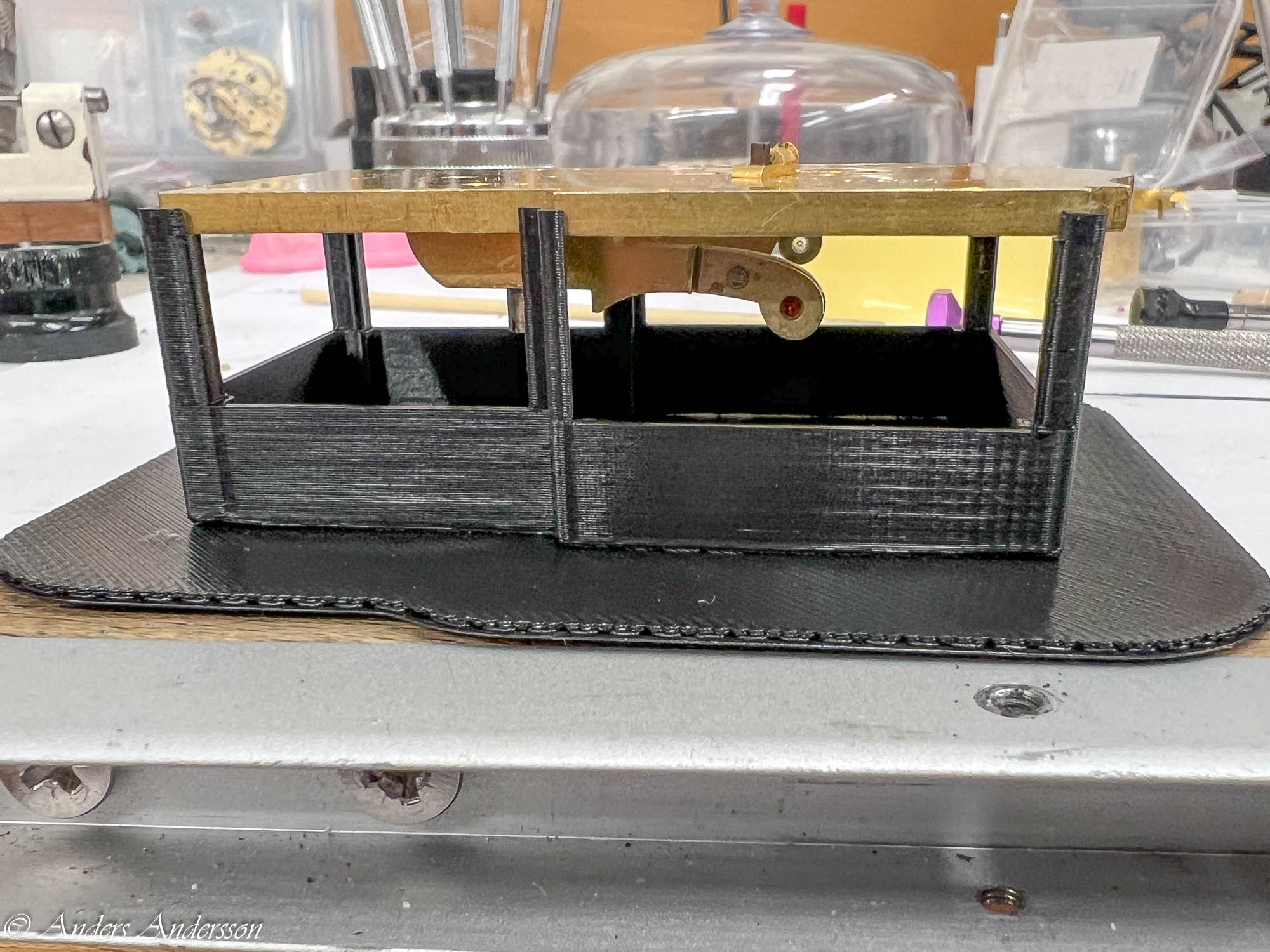
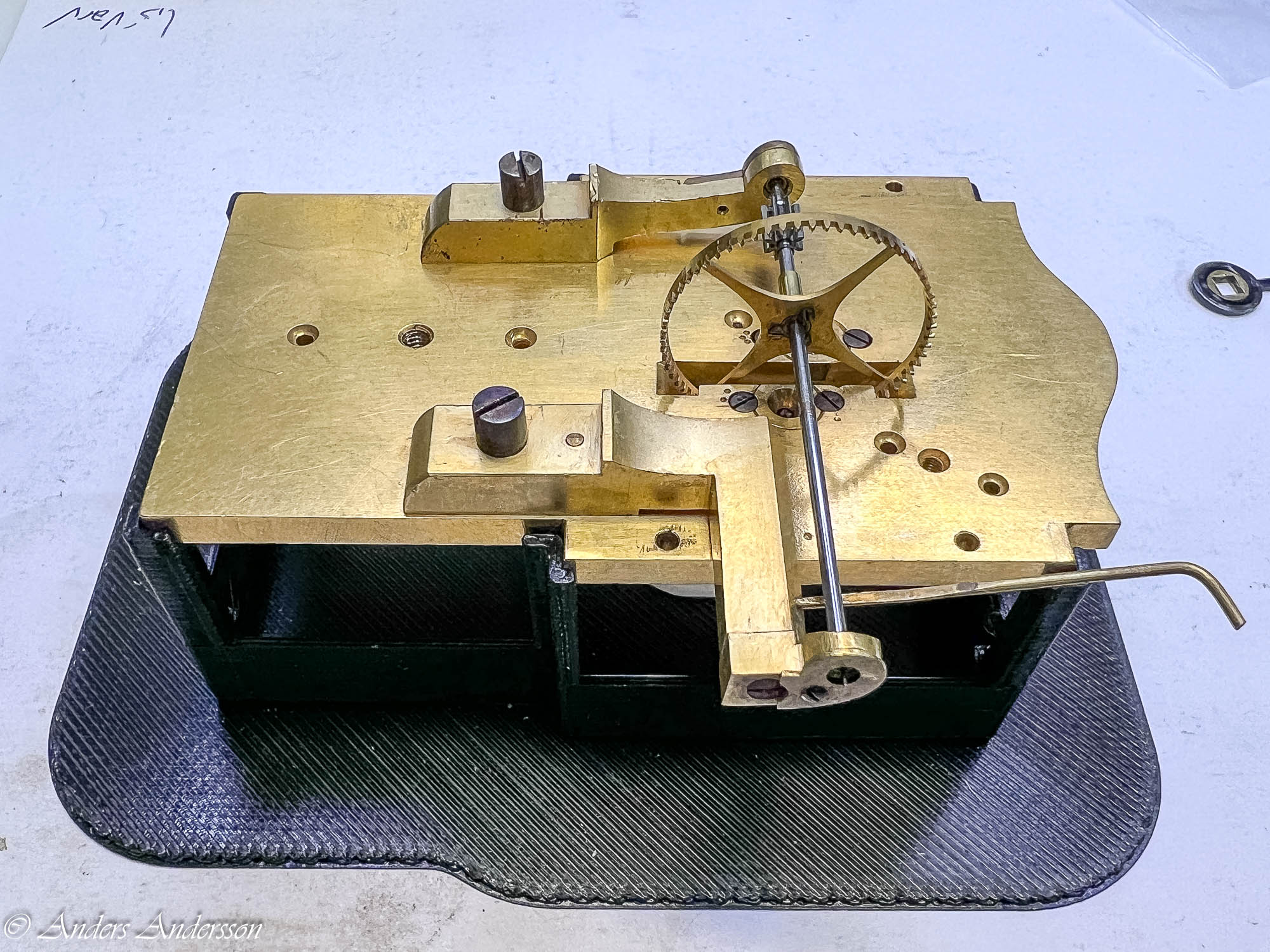
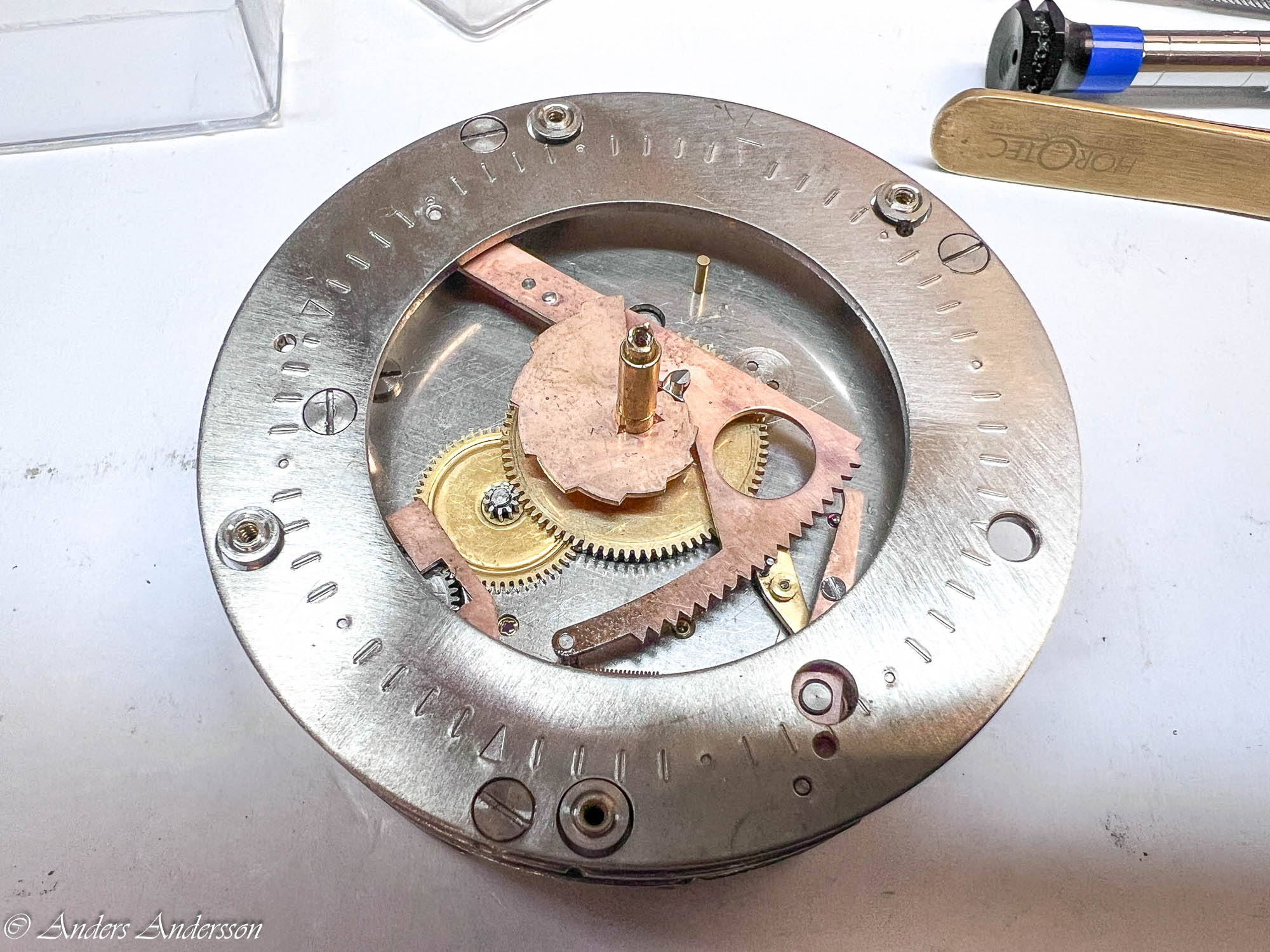
Urverket på arbetsbänken.
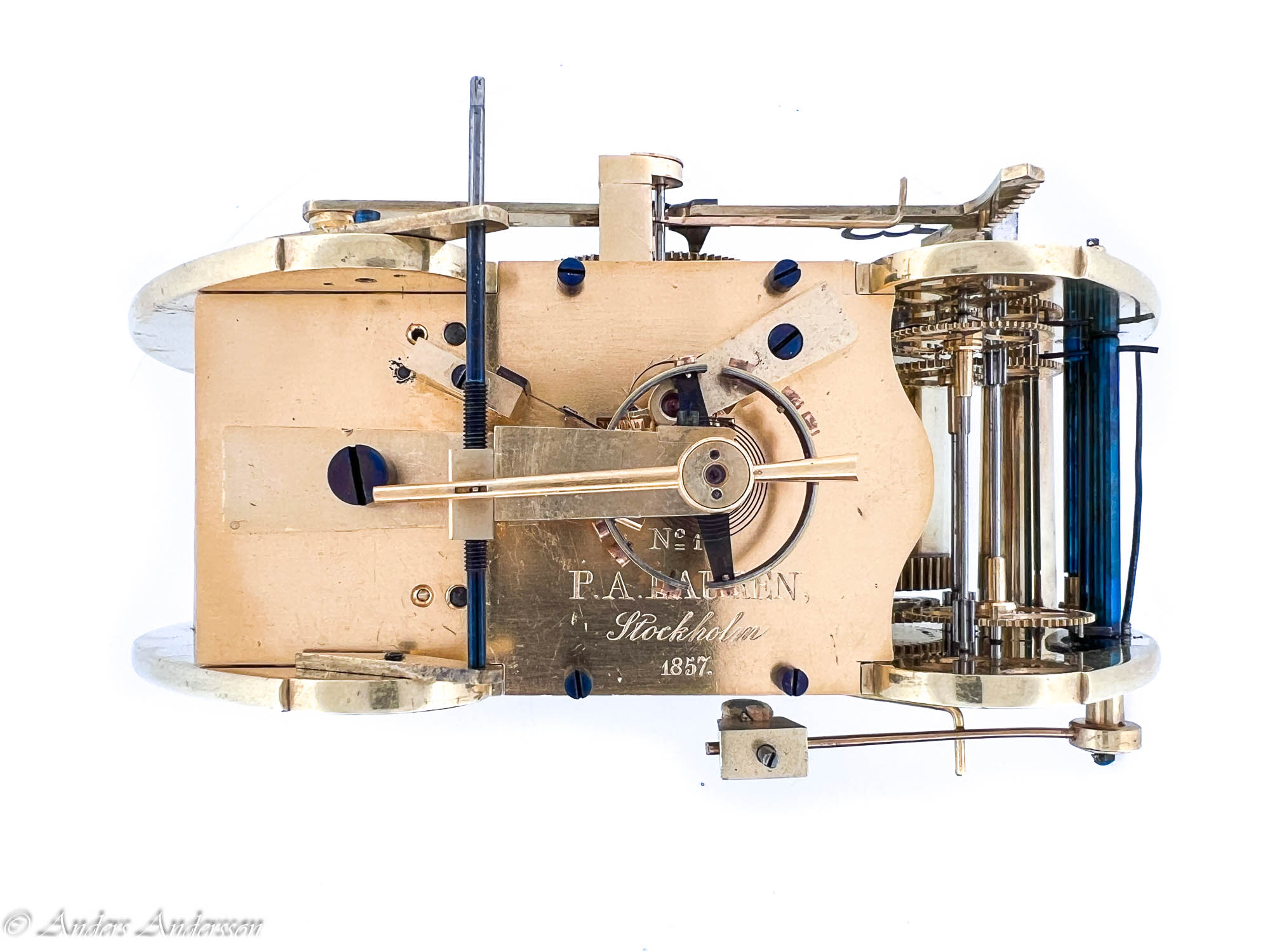
Urtavlan var märkt med ”Skåne” och namnet P. A. Laurén, Stockholm. Fodral i mässing med en diameter av 180 mm. Glasringen sitter fast med en snillrik konstruktion av bajonettyp.
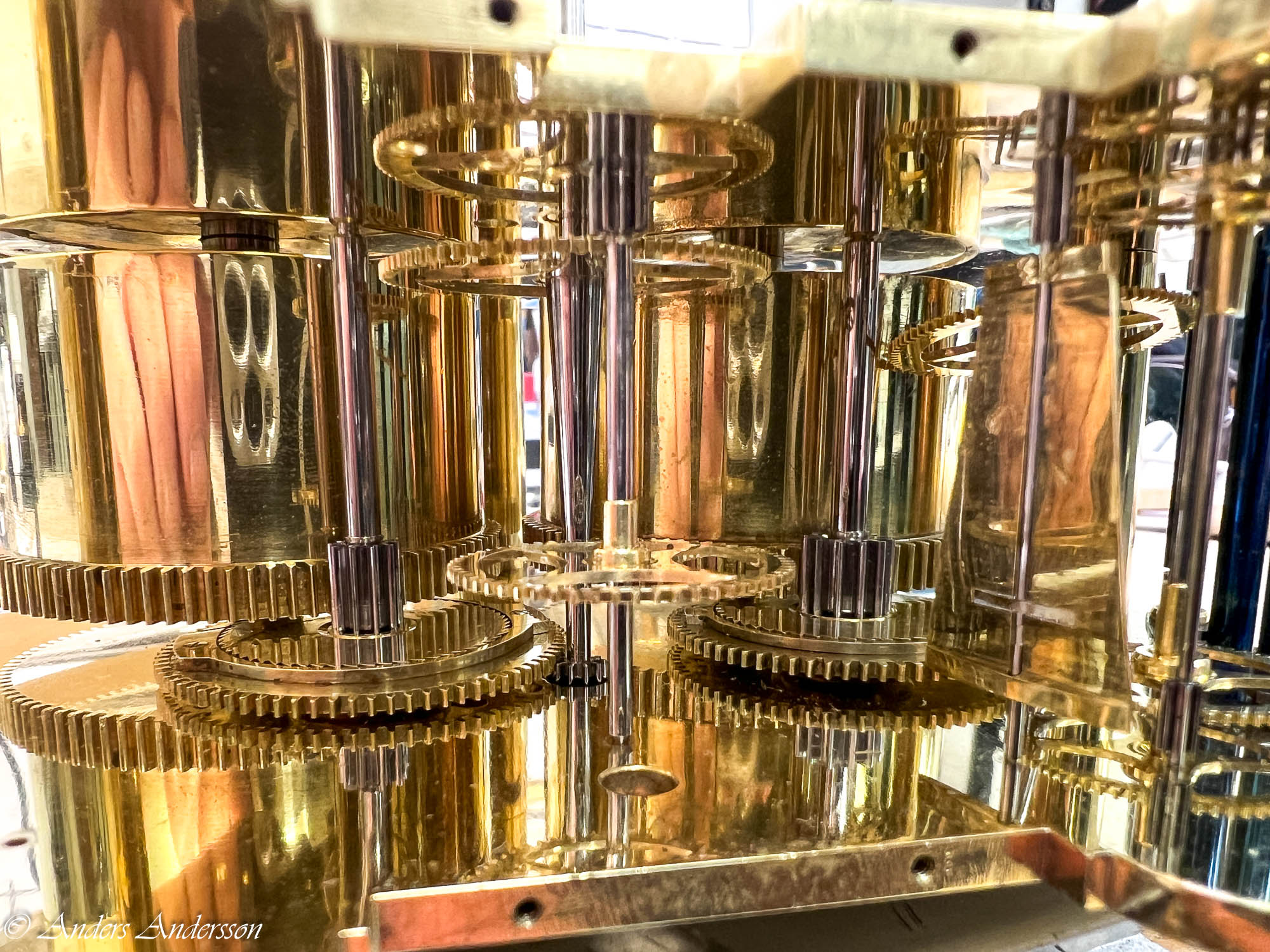
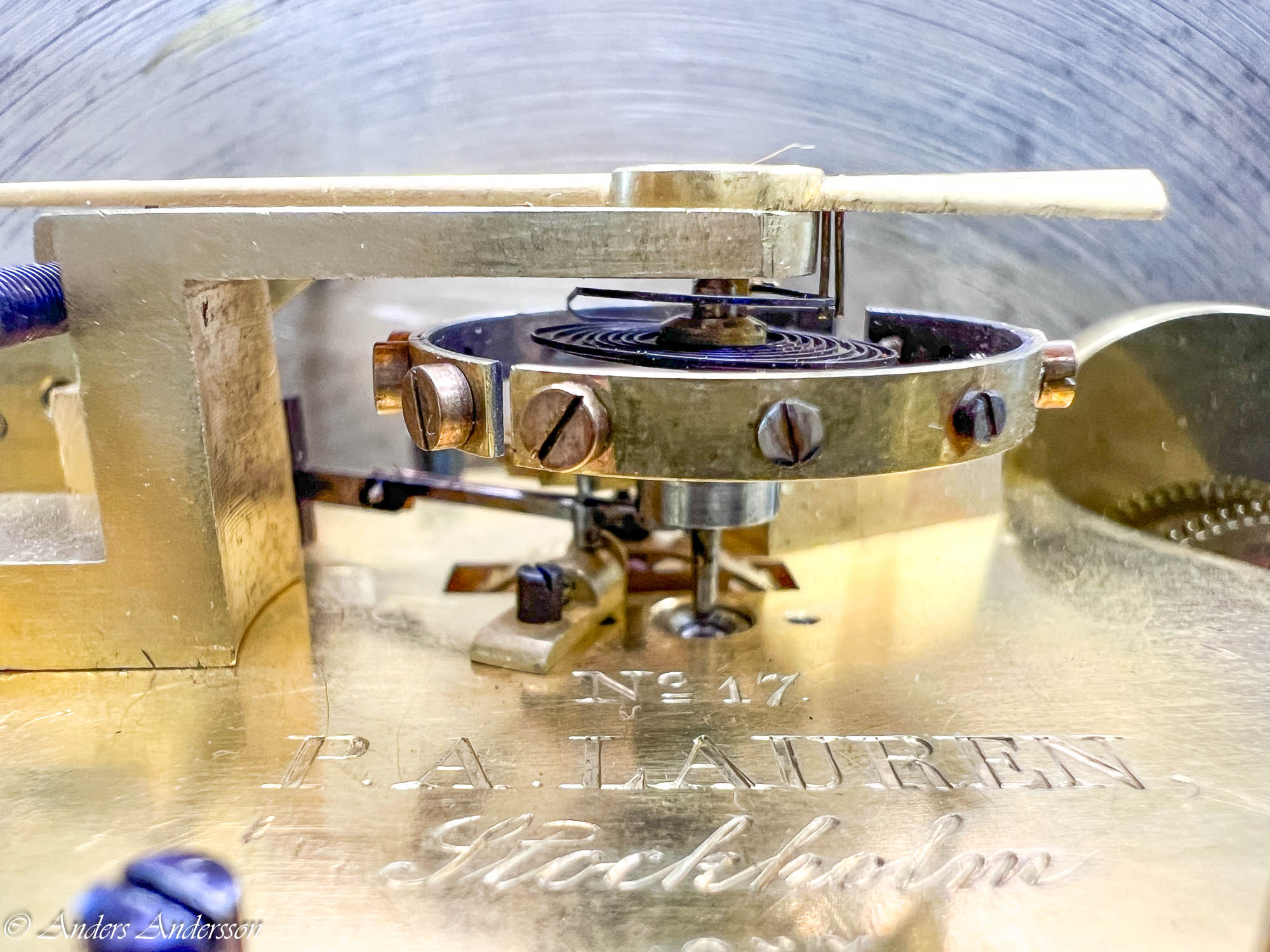
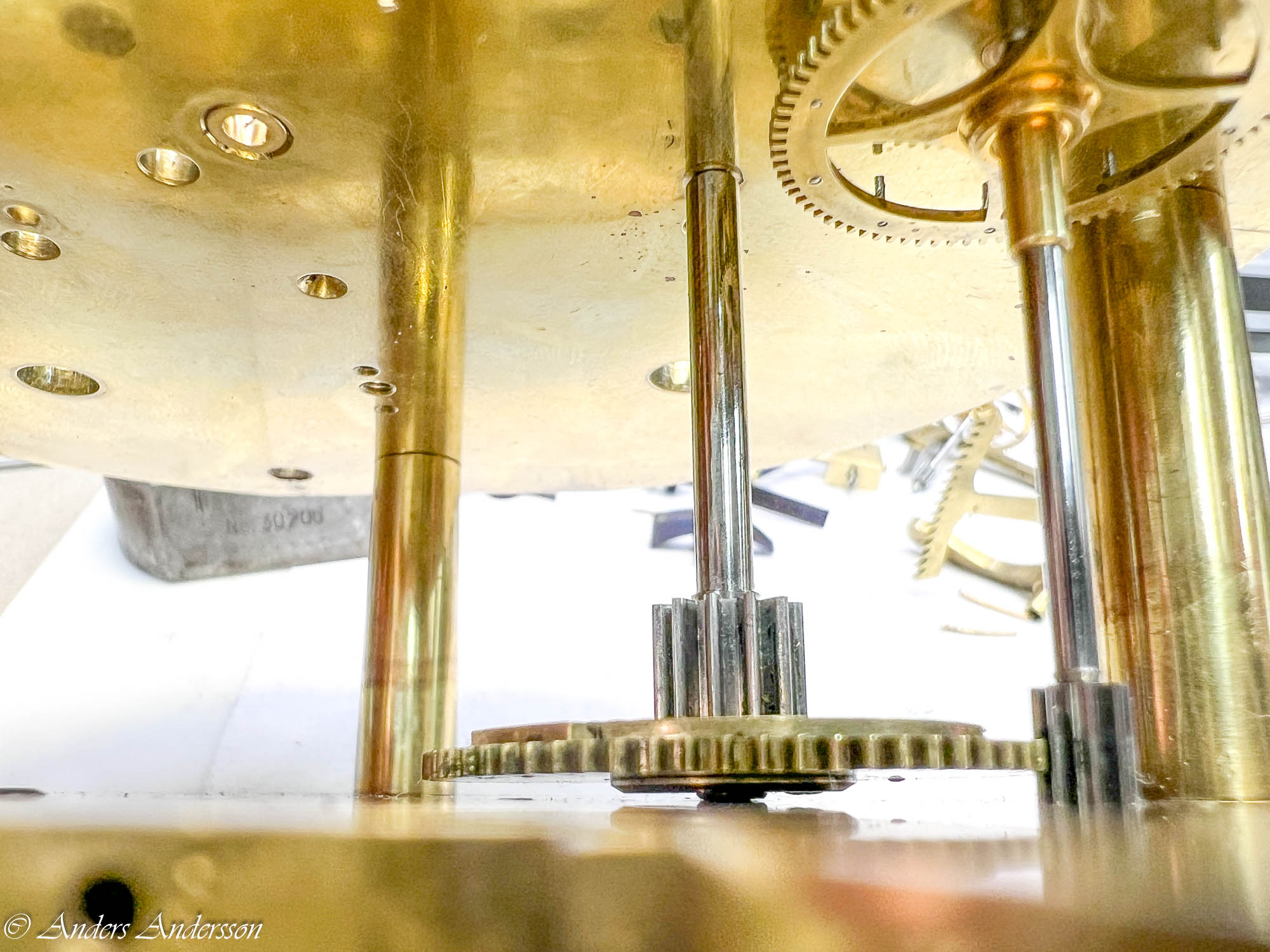
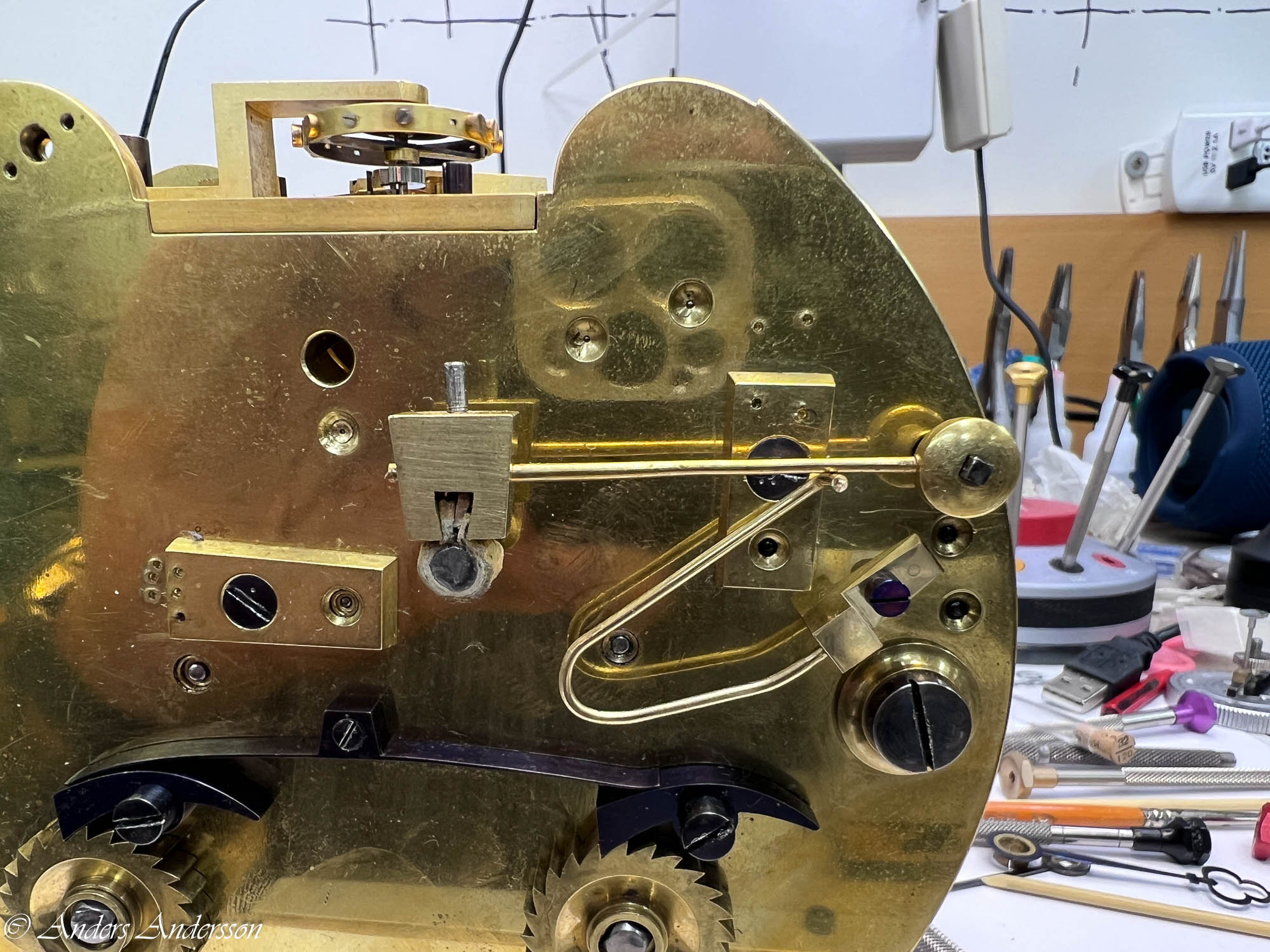
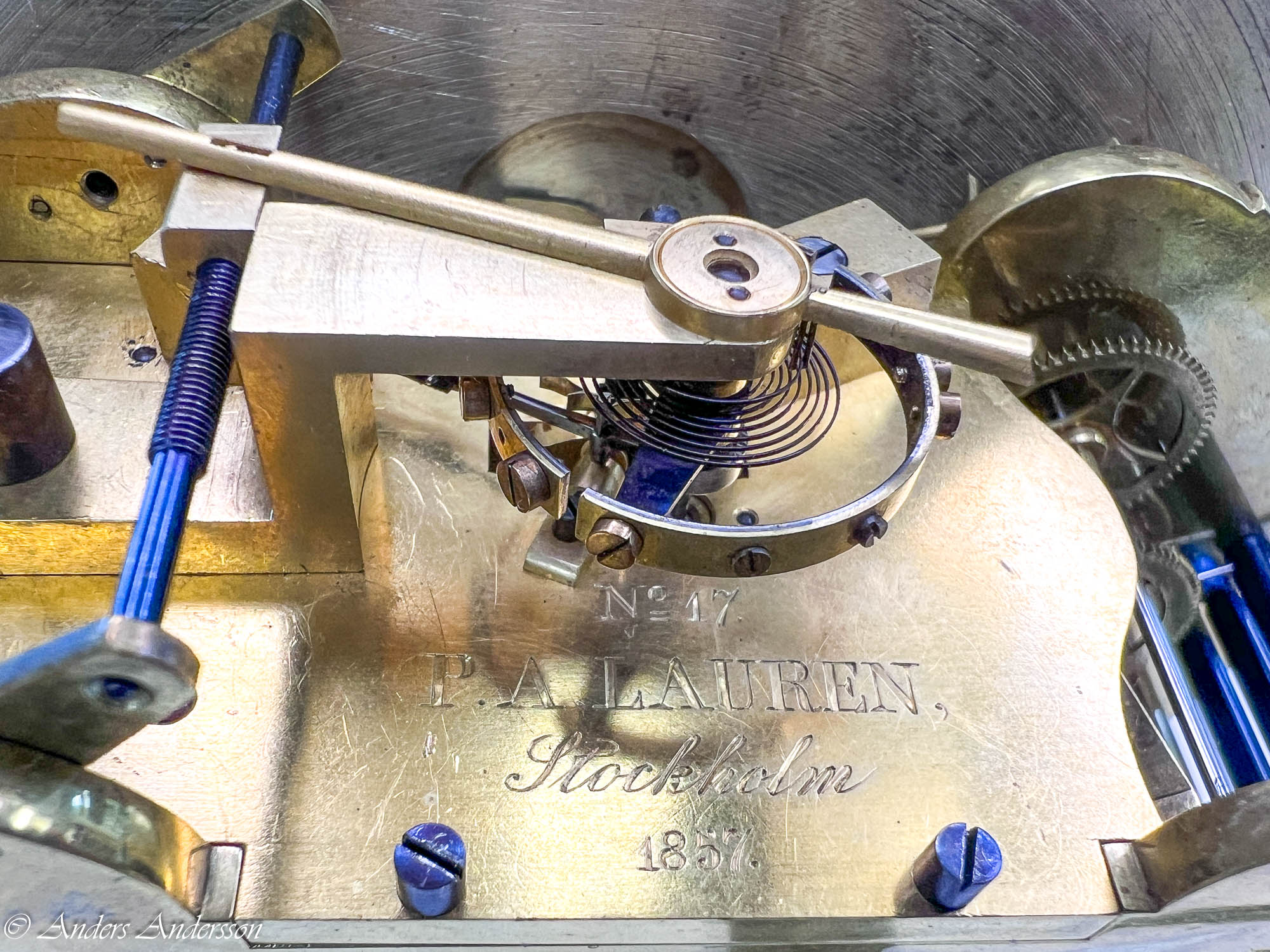
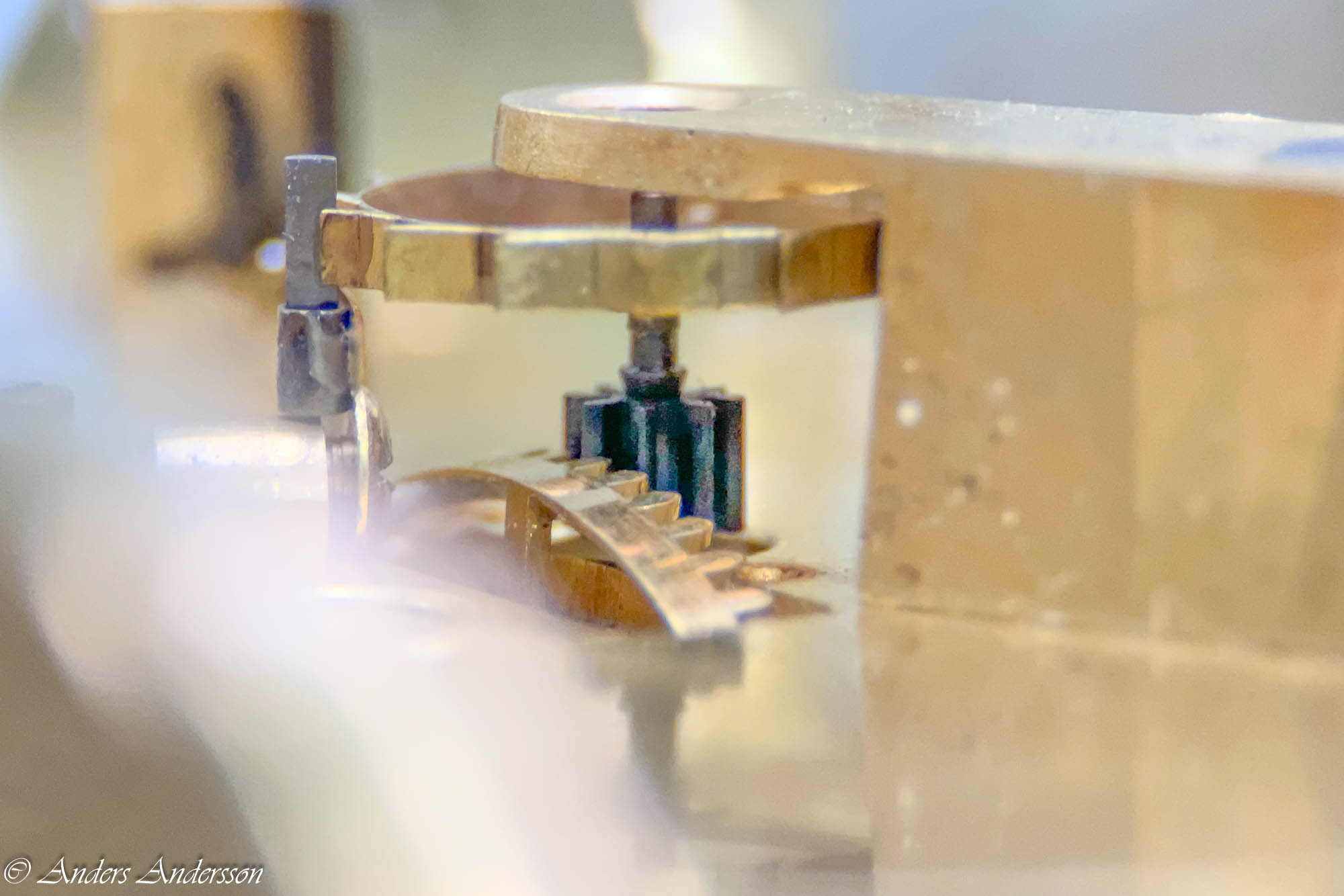
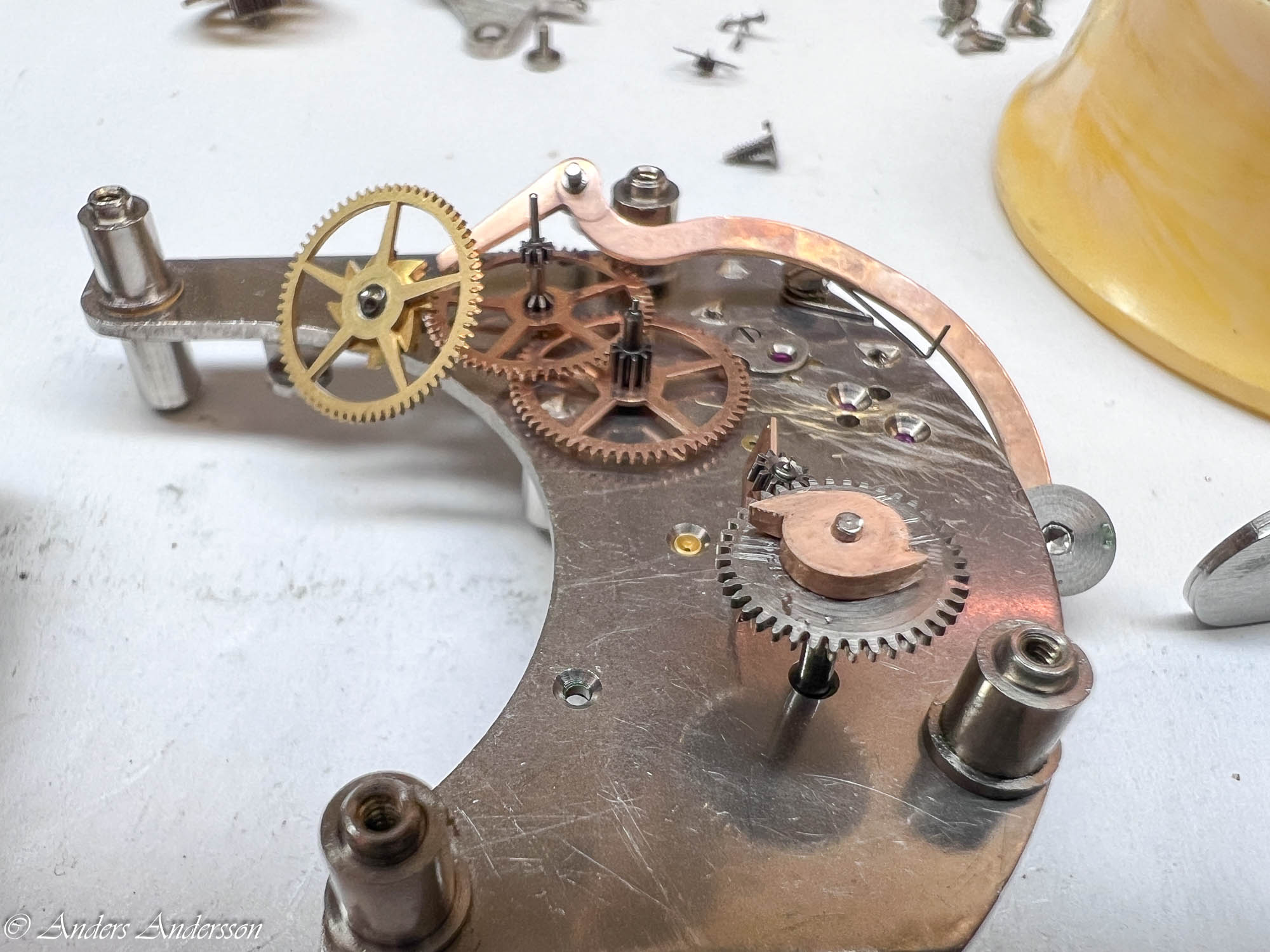
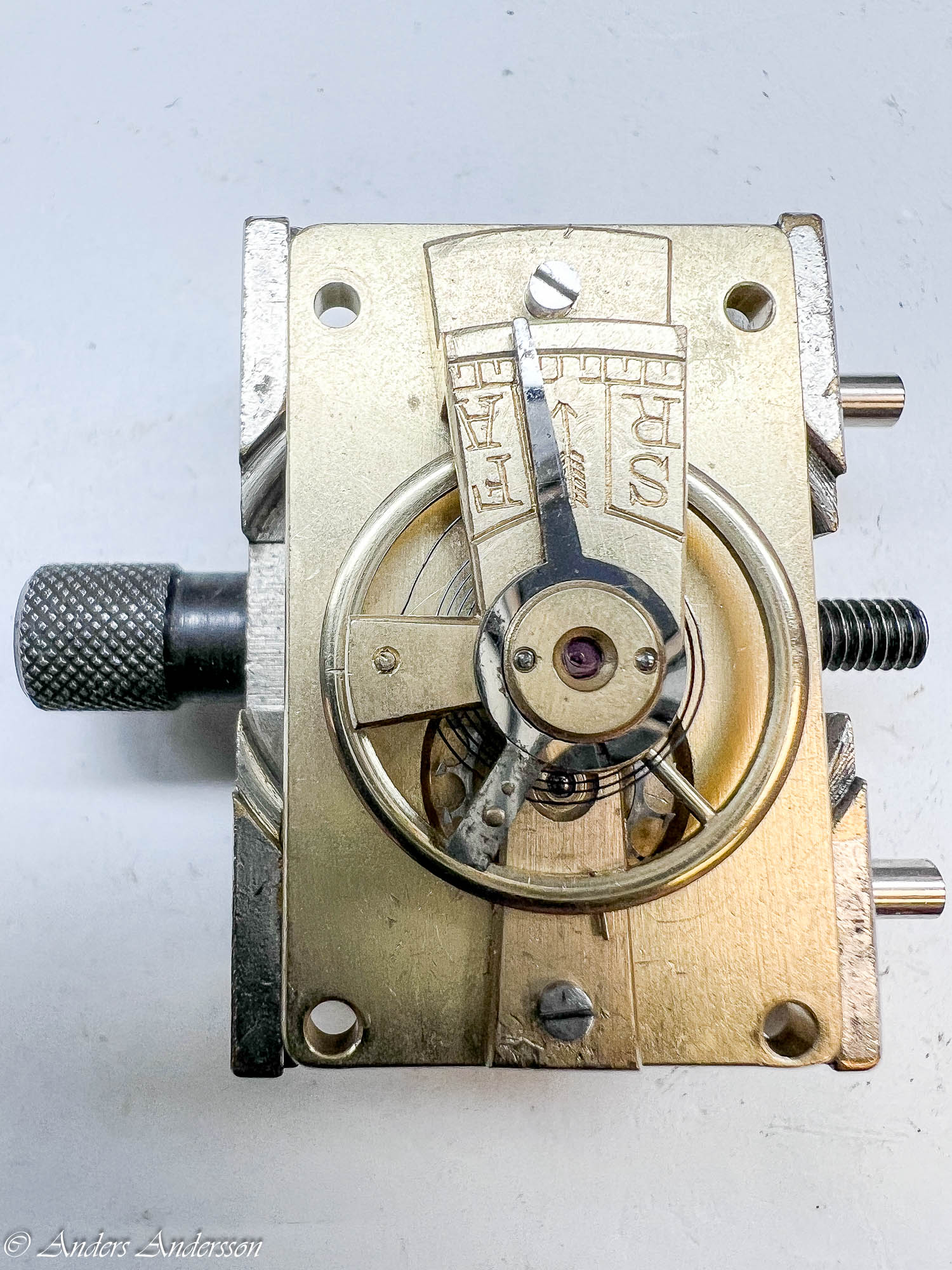
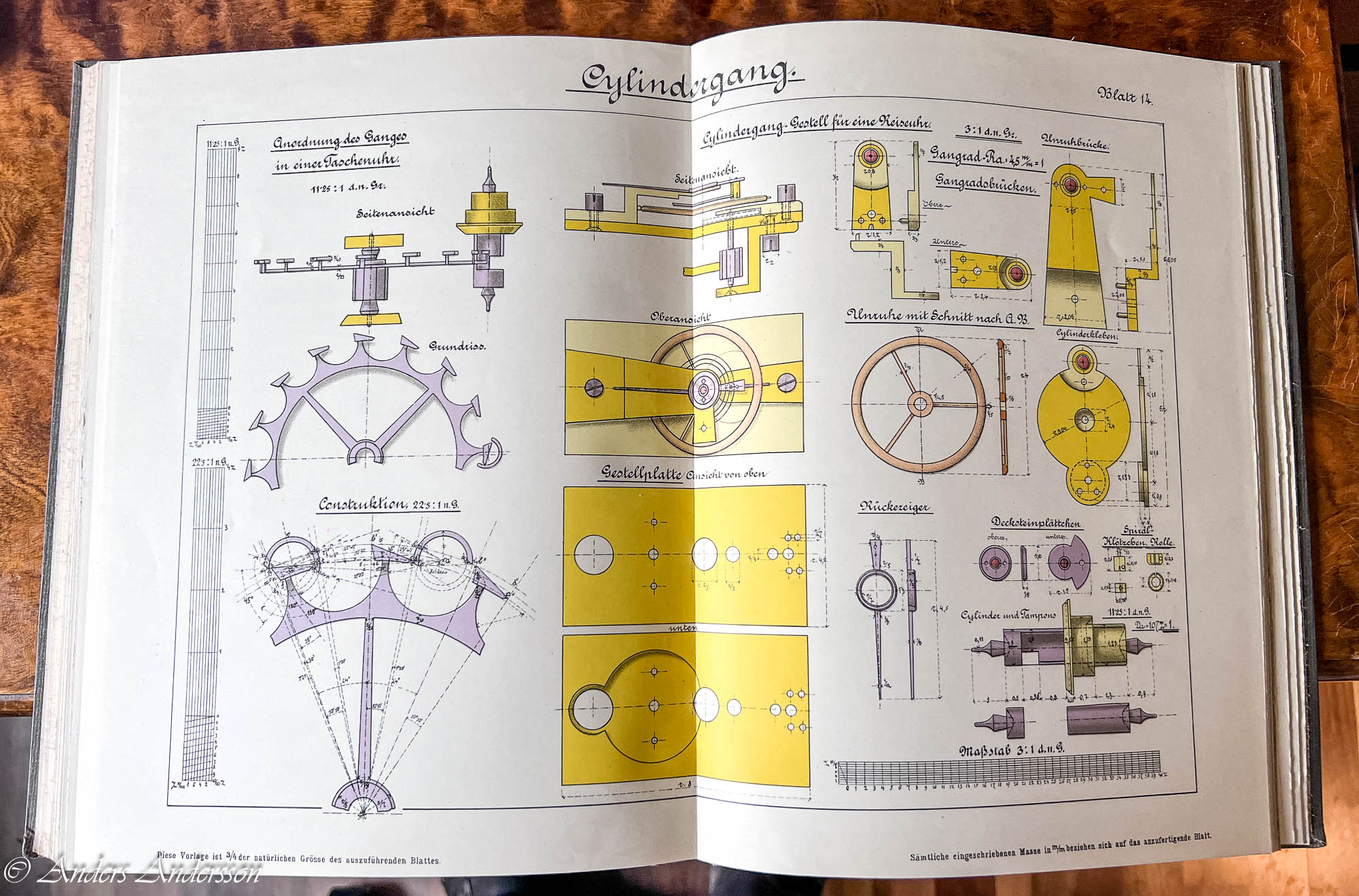
Verket var vackert med kraftiga verkbottnar i tjock polerad mässing, gångpartiet satt monterat i en plattform överst på verket. Även plattformen var vackert utförd i förgylld mässing, märkt med No 17, P. A. Laurén, Stockholm, 1857. Gångpartiet har kronometergång. Plattformen med gångparti kallas på svenska för ”echappement” som ju betyder gång på franska.
Vi uttalar det på vårt försvenskade sätt eʃapmaŋː – ungefär – e sjapp mang.
Dags att undersöka vad som var fel.
Kostnadsförslag
Enligt videon tickade verket på ganska bra (och högt vilket antyder att detantfjäderns inställning är för hårt ansatt), men vid närmare granskning ser man att balansringen hoppar och far, den undre tappen ser ut att vara böjd. Efter en stund stannade klockan.

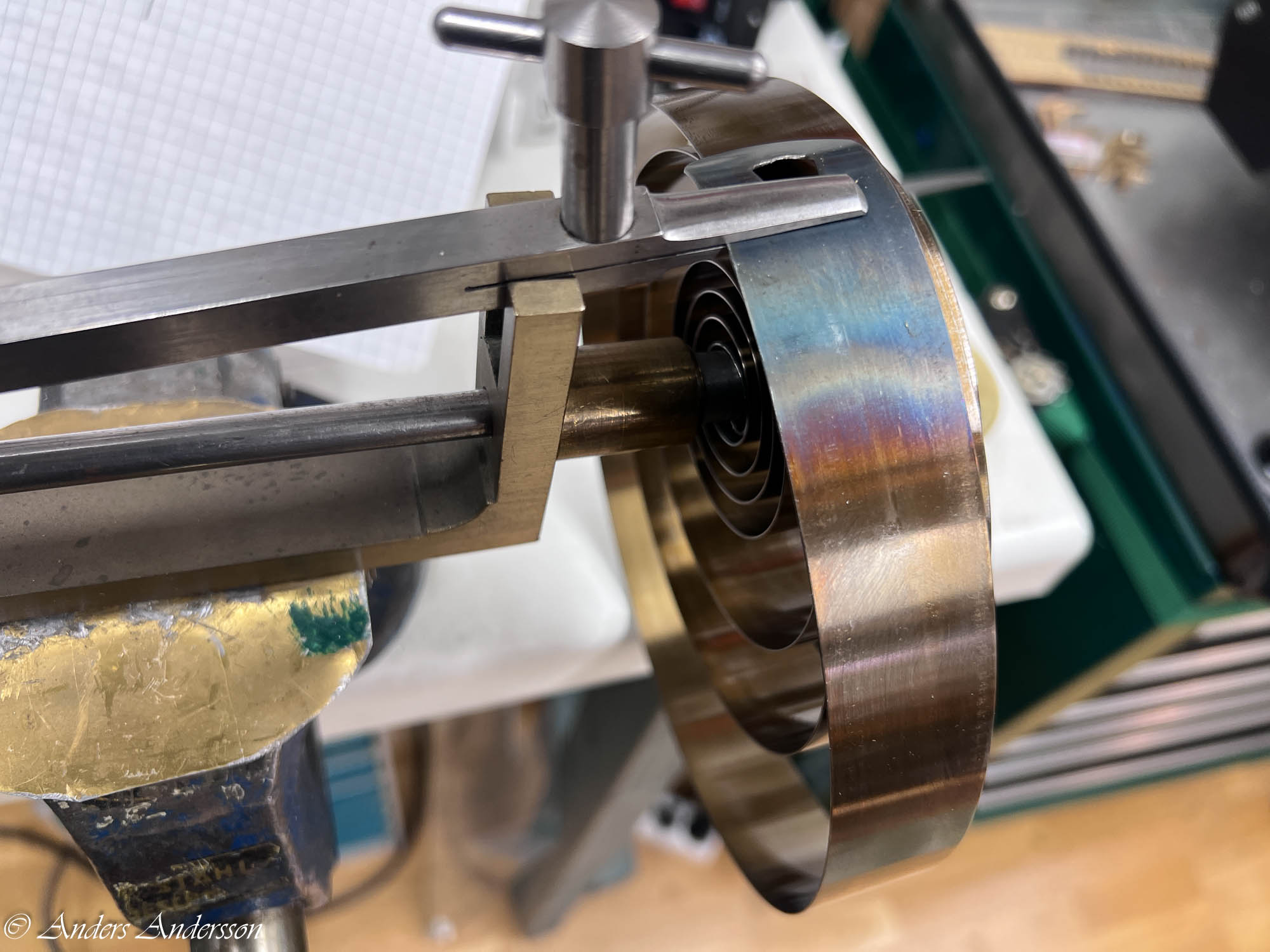
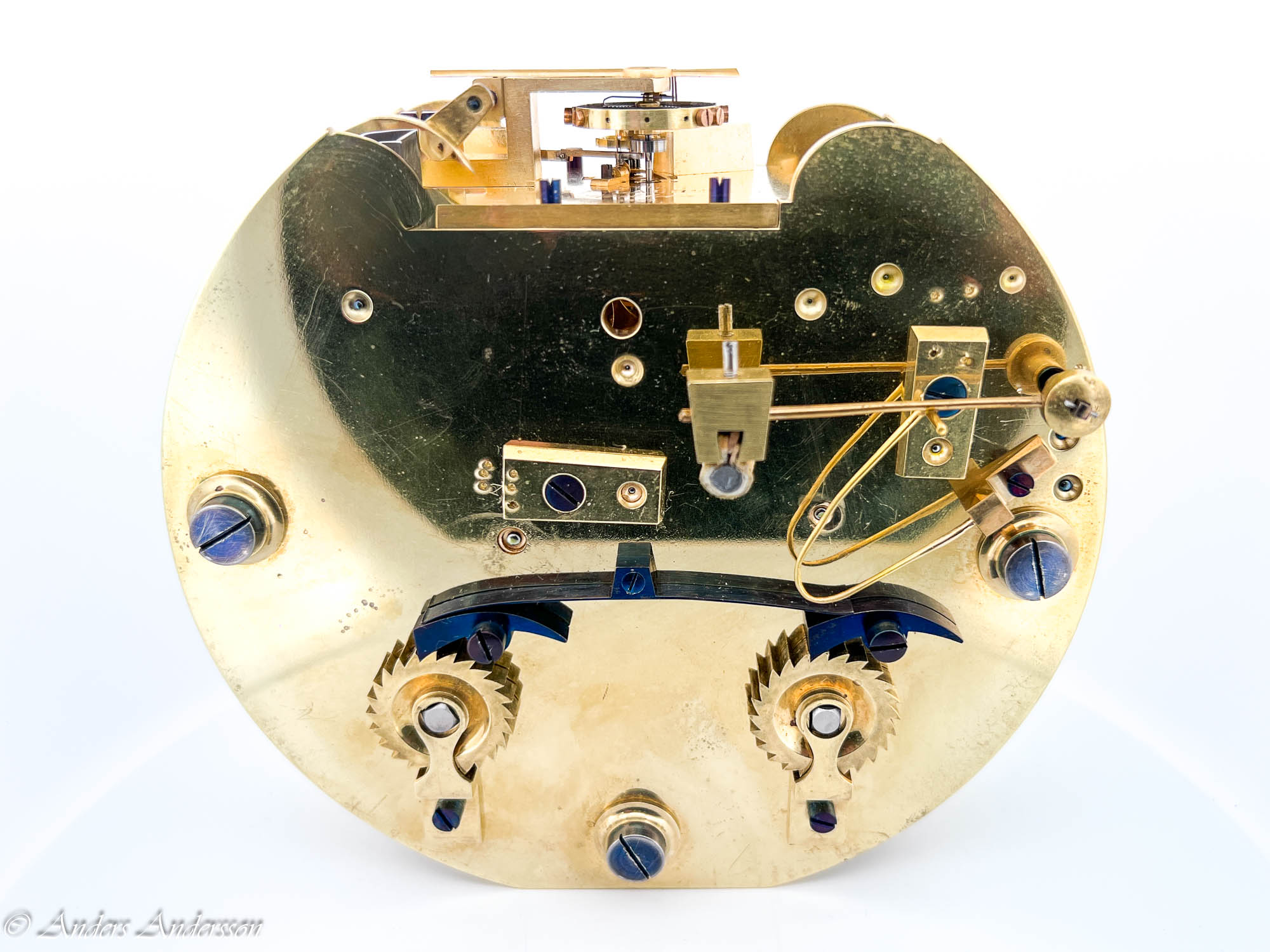
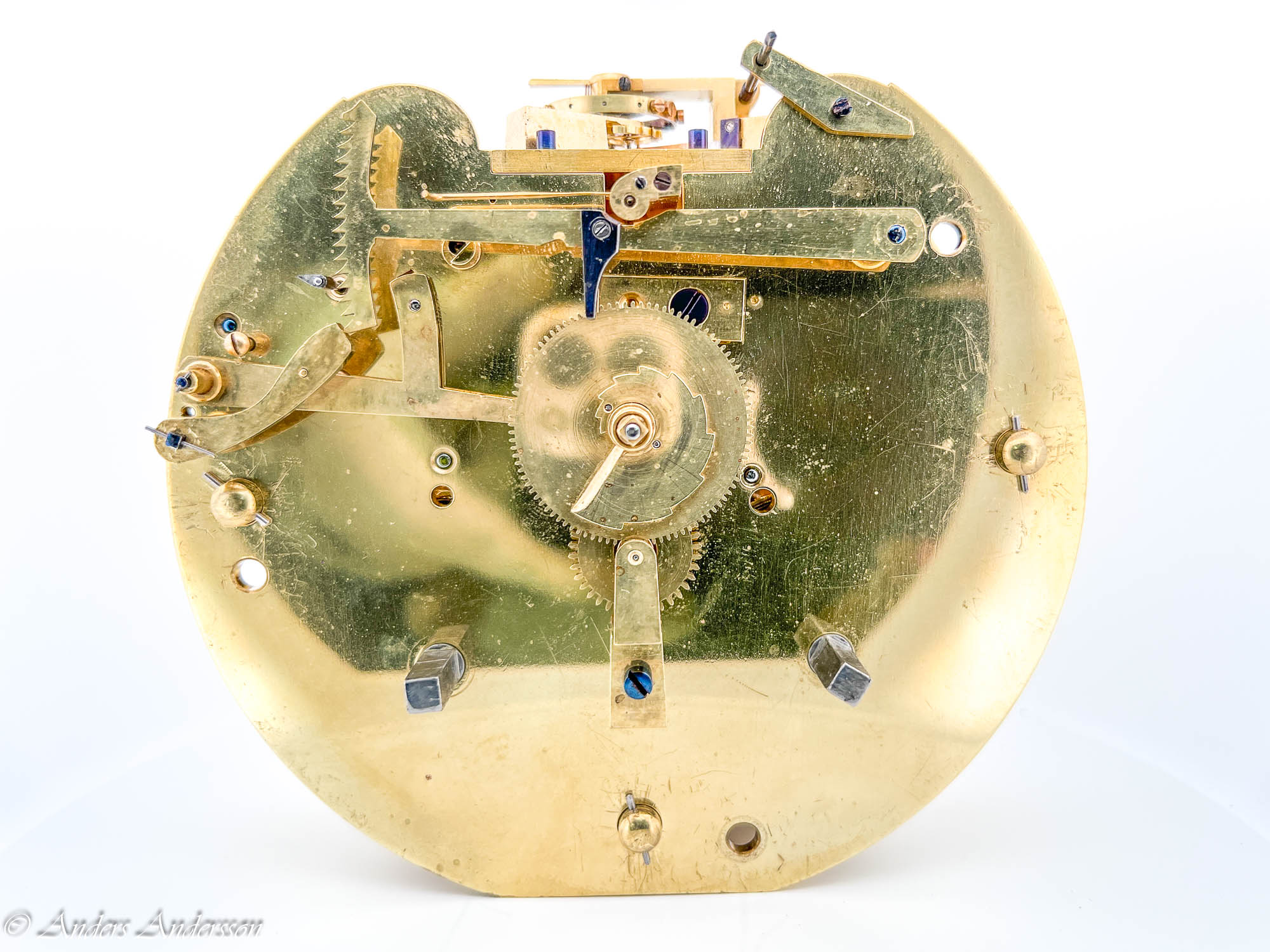
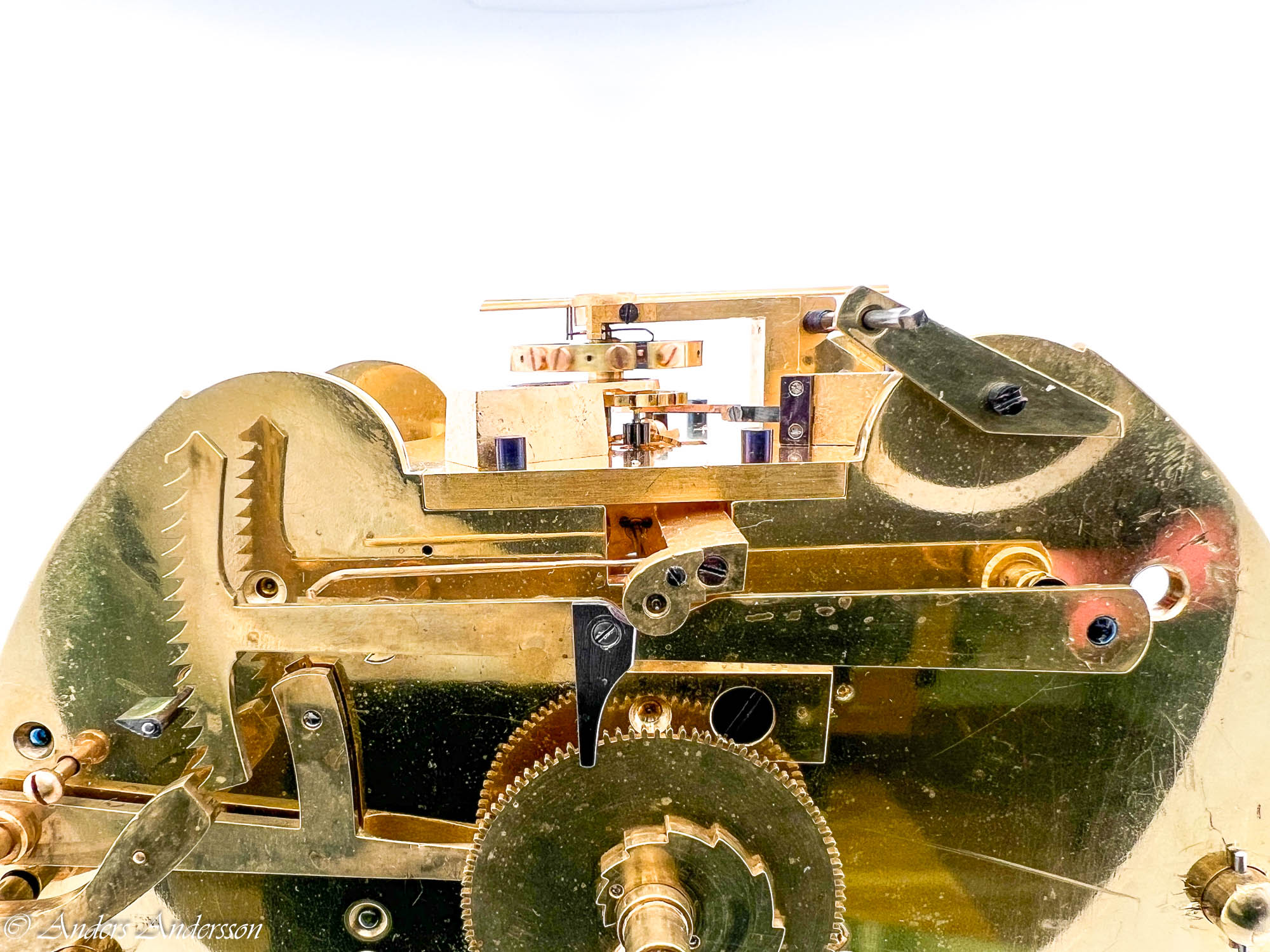
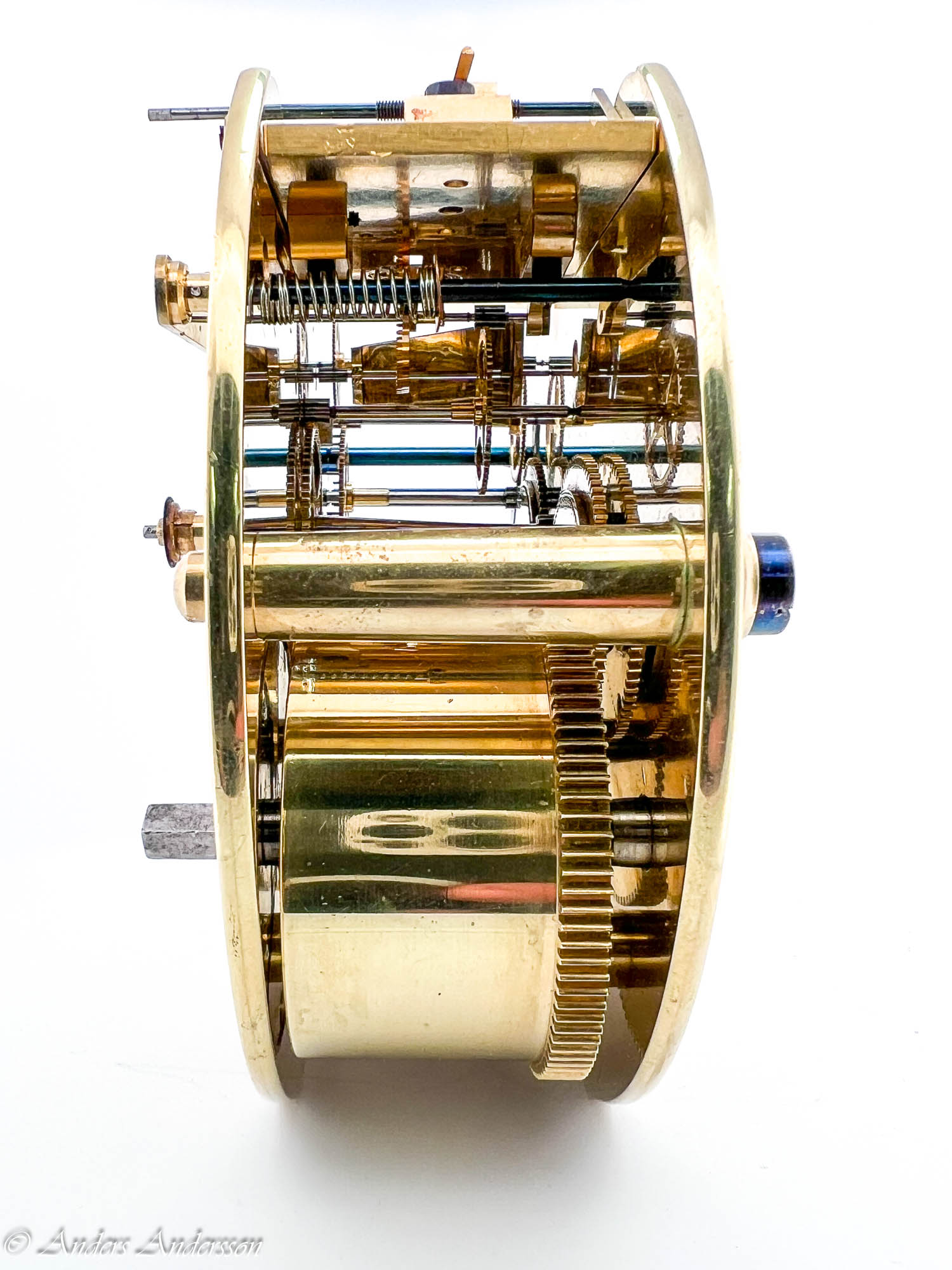
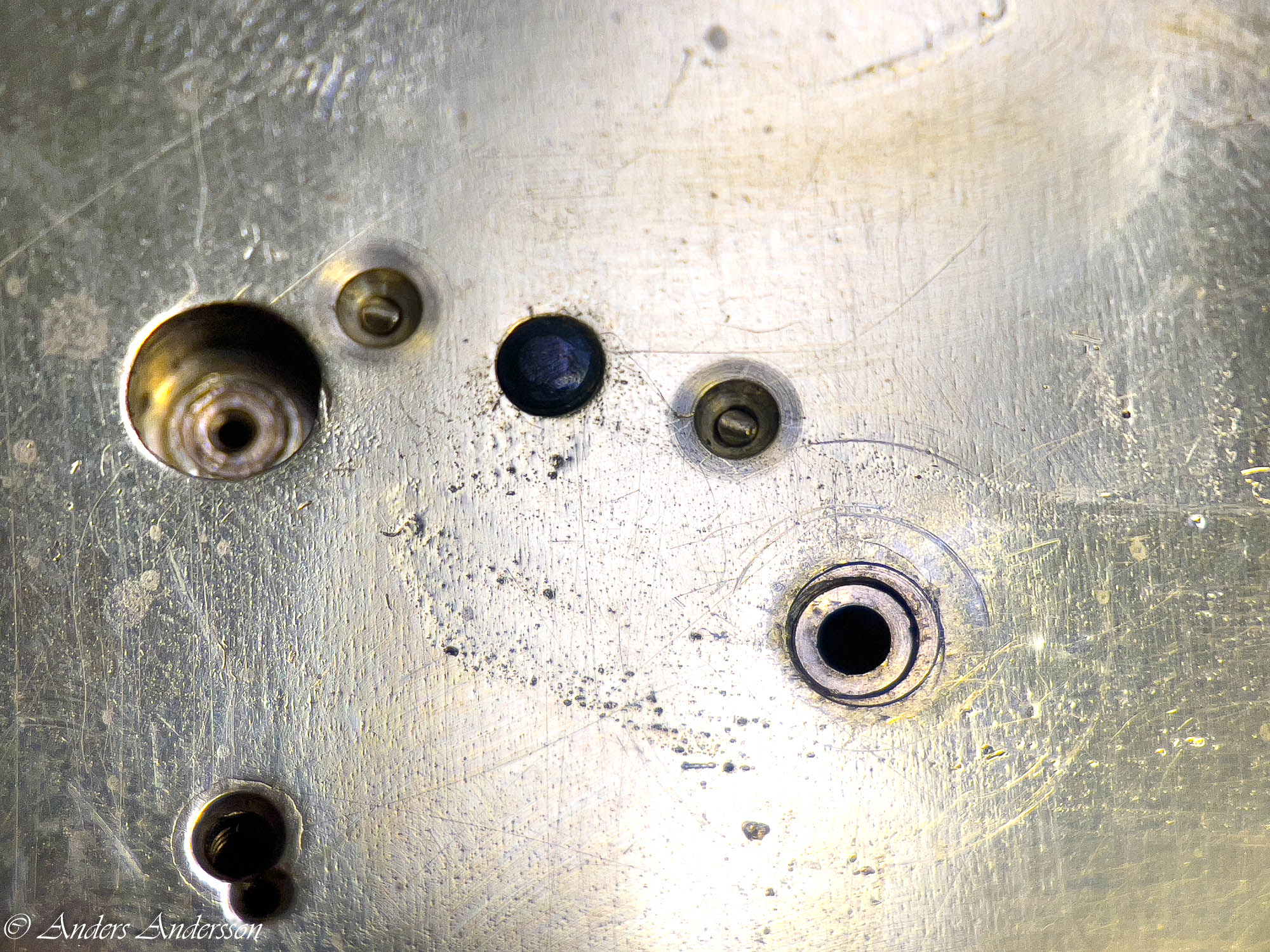
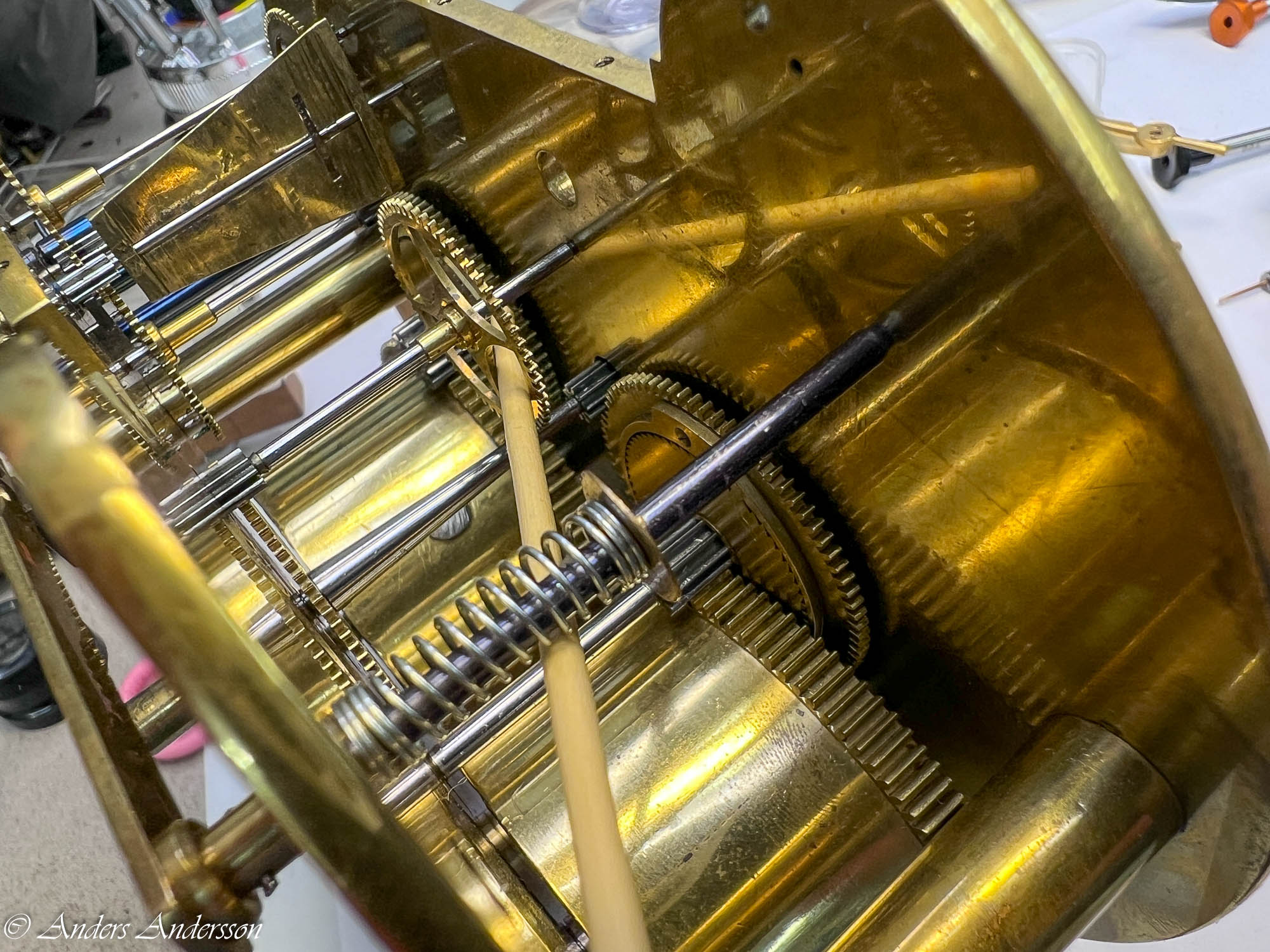
Vid en snabb titt på verkbottnen sågs flera omfodringar där en fodring satts i en annan, som dessutom var ocentrerade i förhållande till varandra. Var detta medvetet eller?
Hammaren för slaget hade ingen dämpning och hoppade som en trumvirvel.
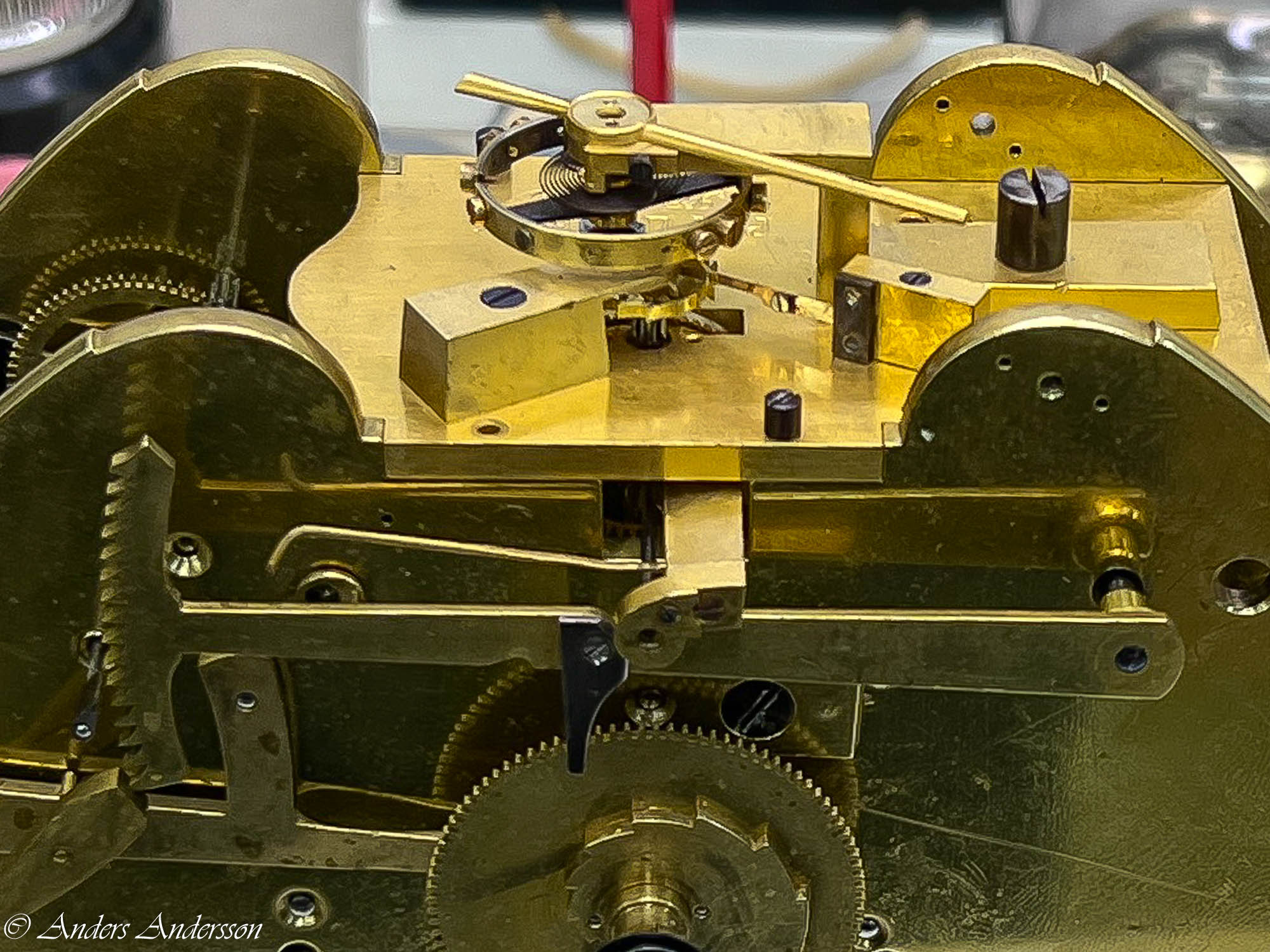
Jag beslöt mig för att titta närmare på gångpartiet.
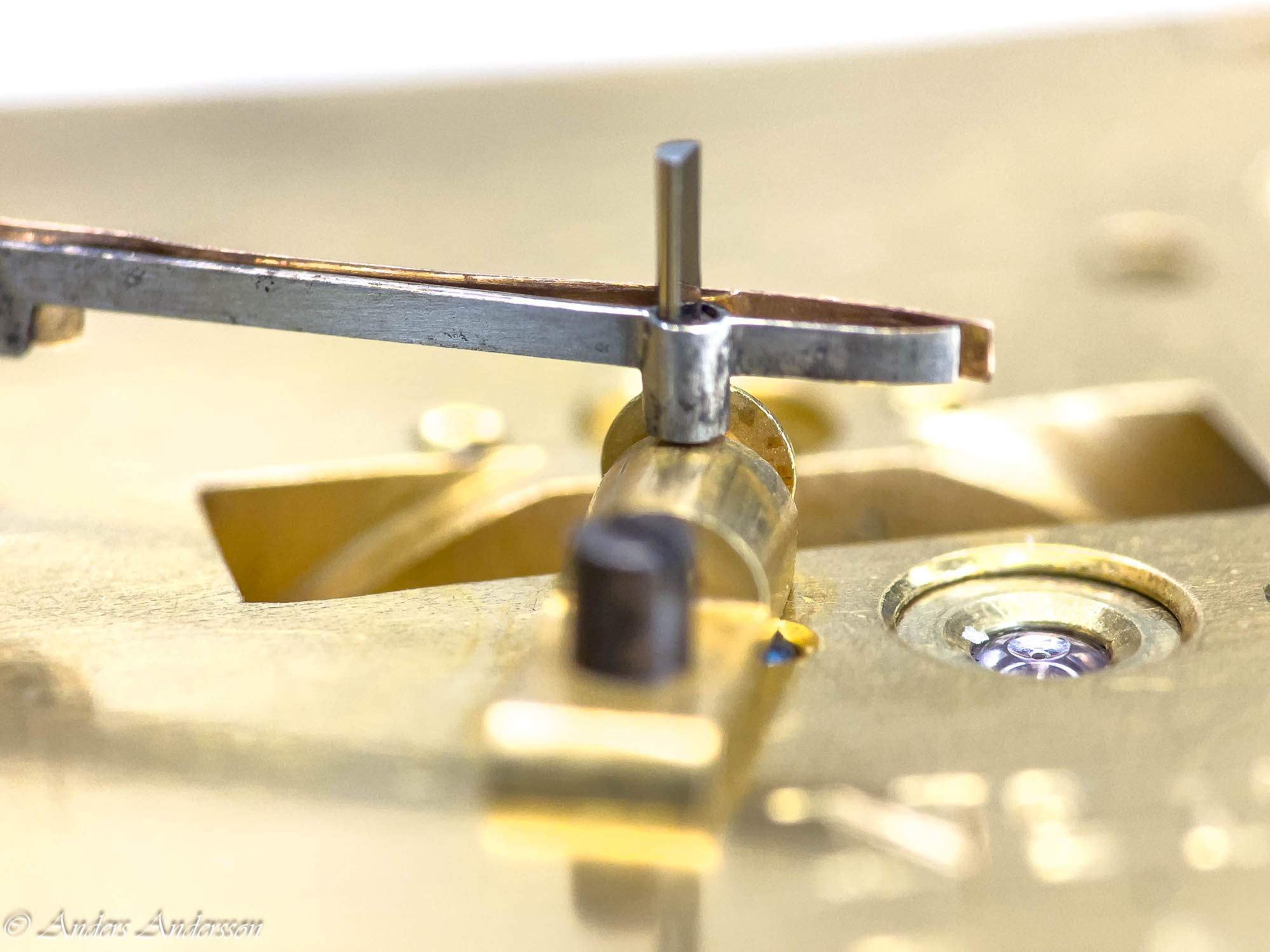
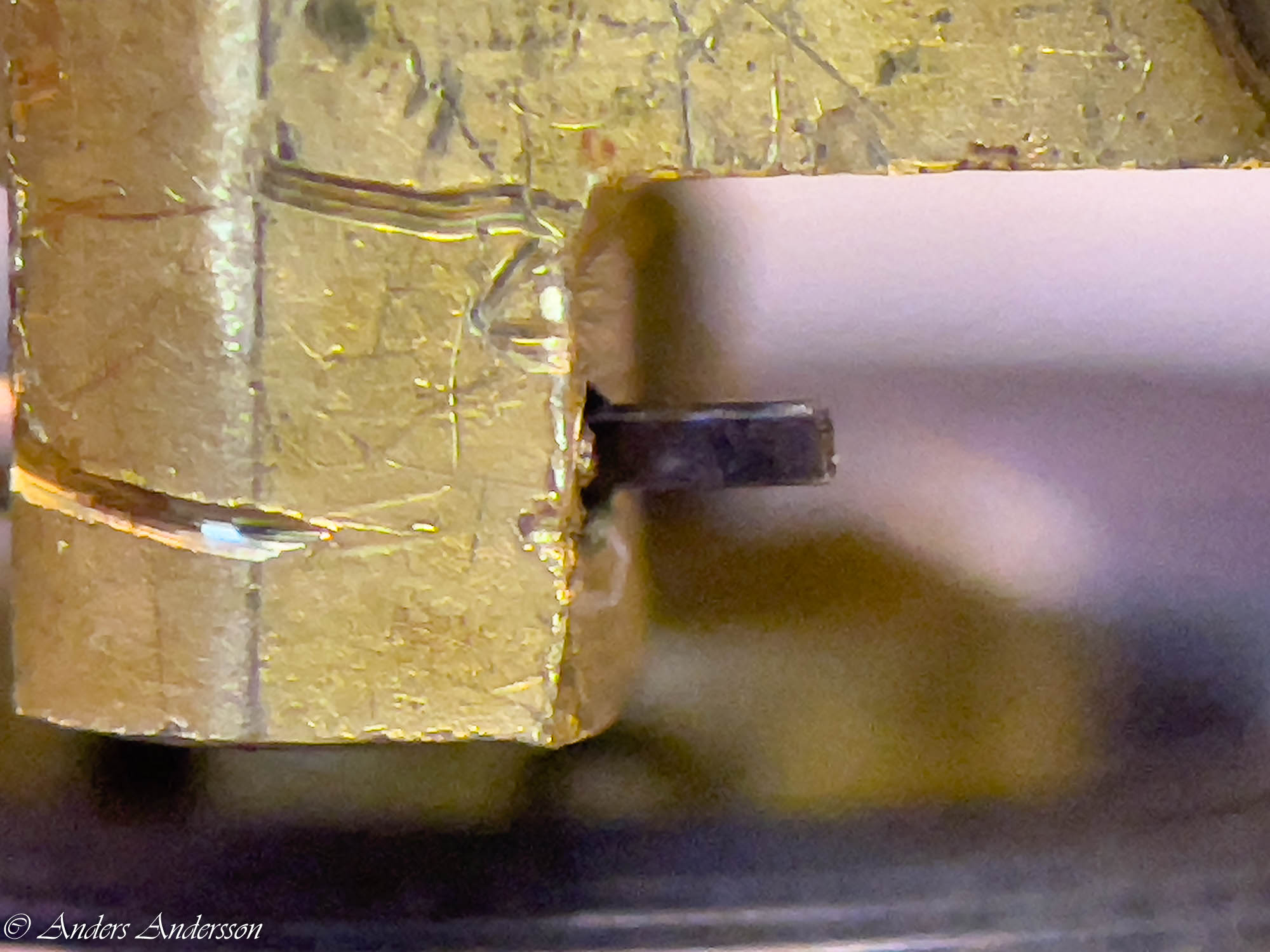
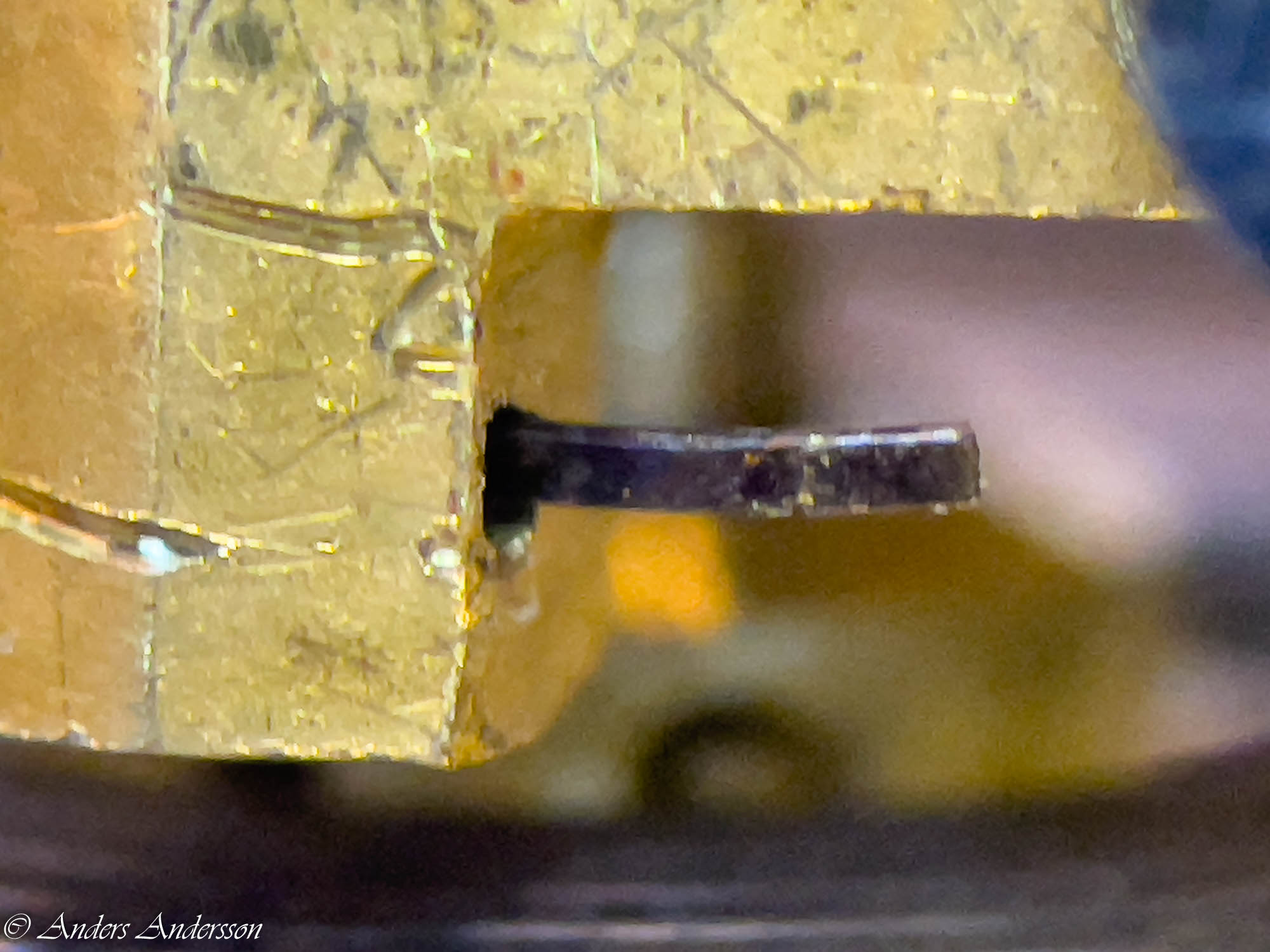
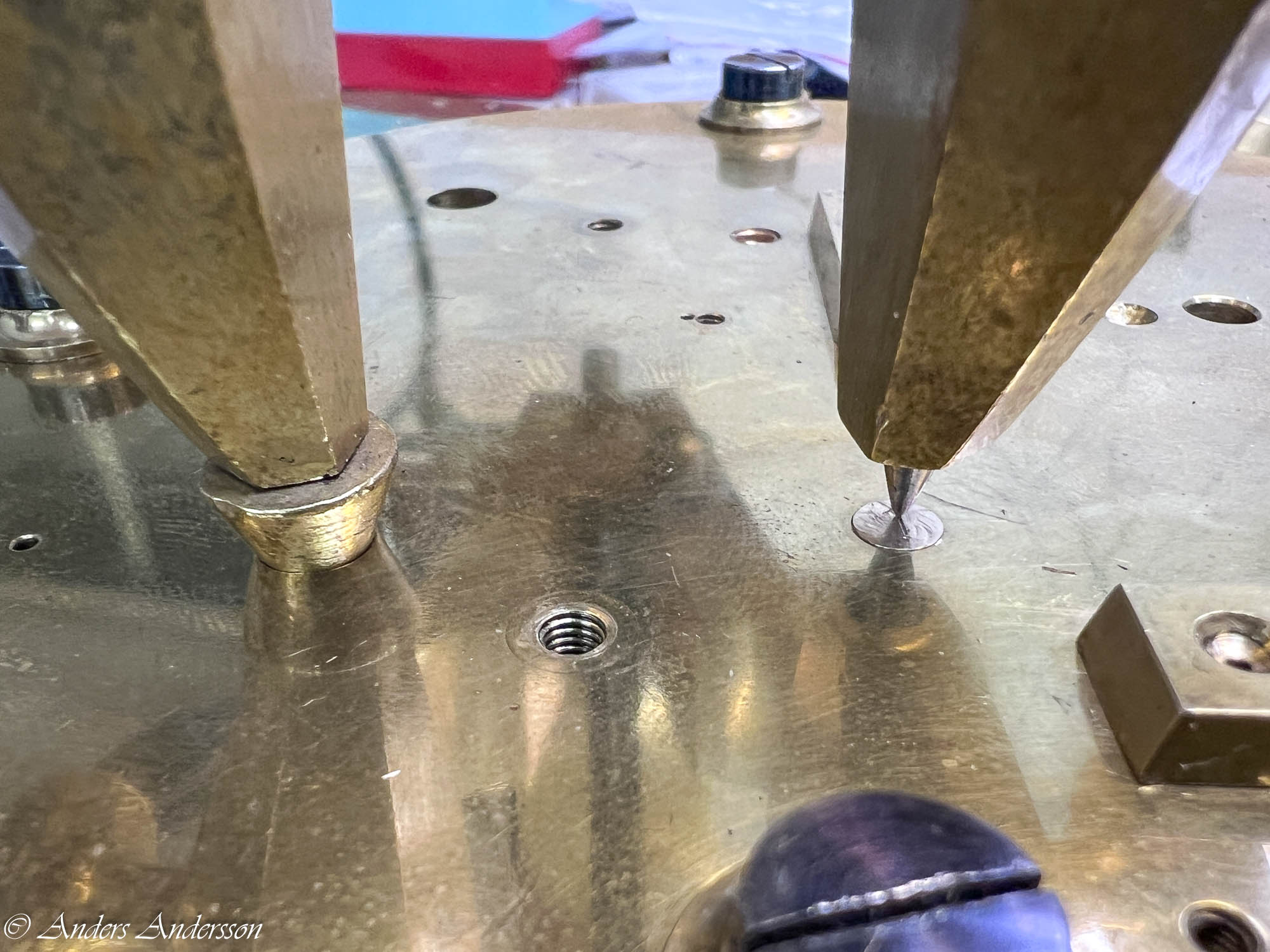
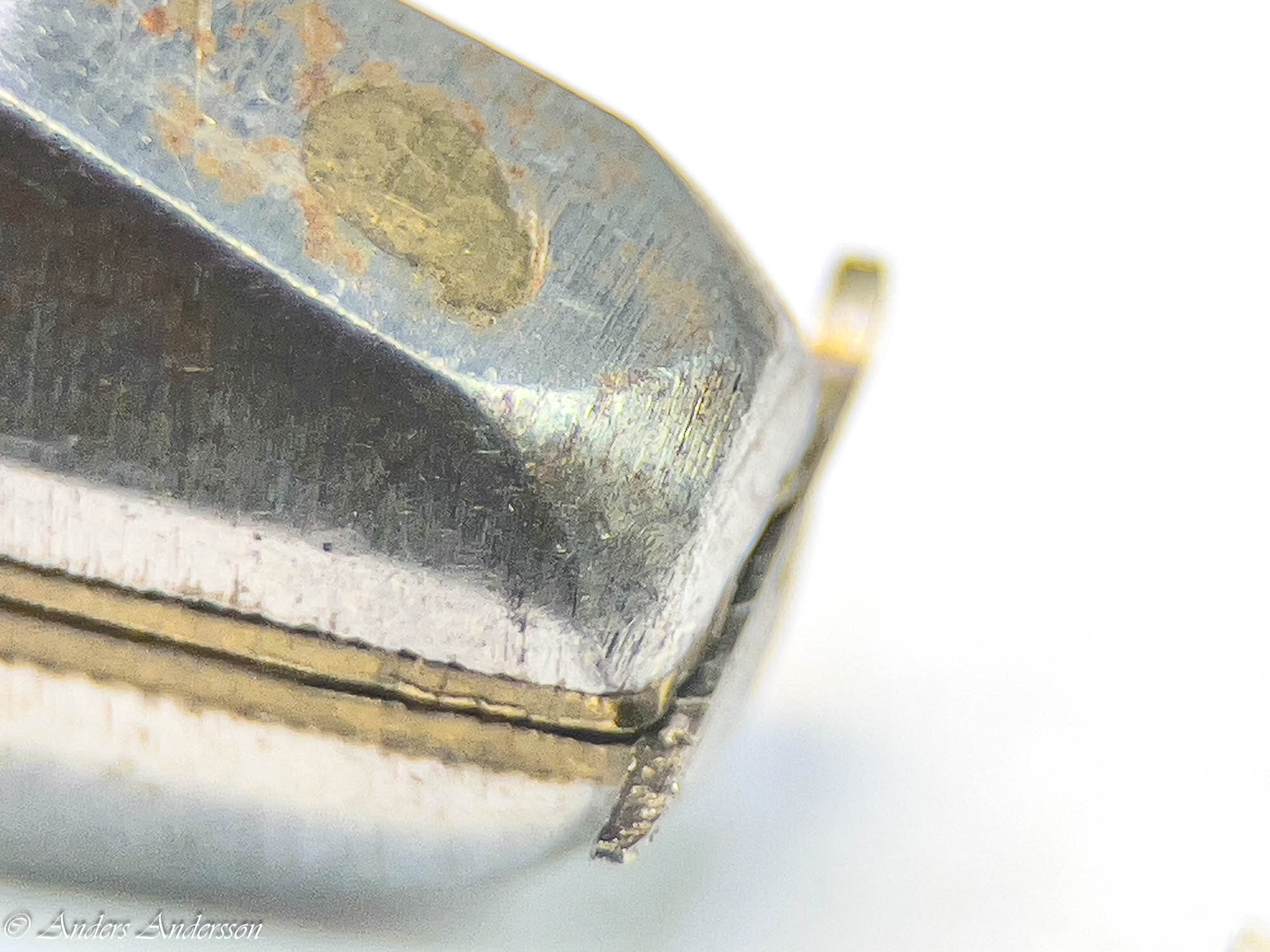
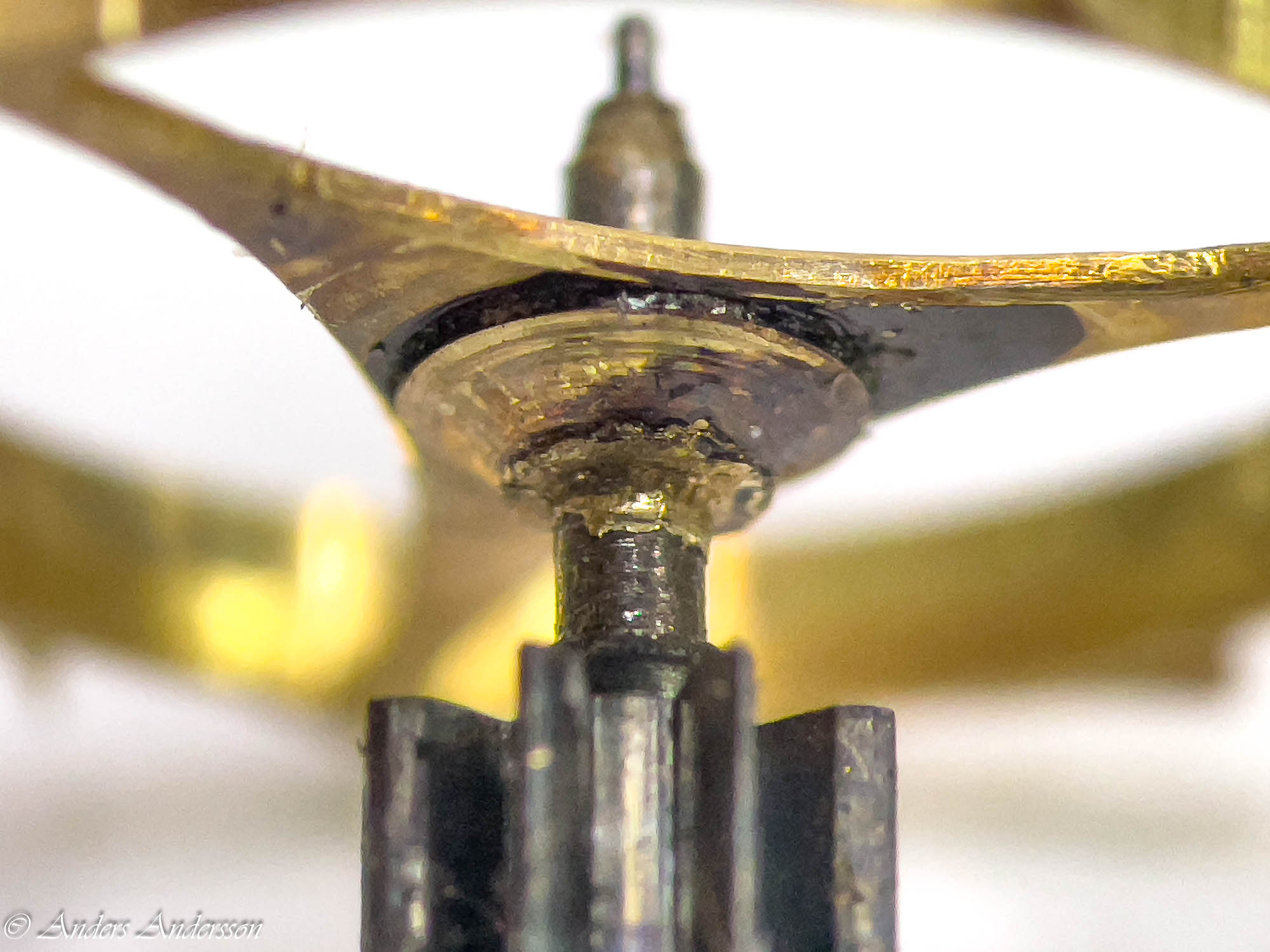
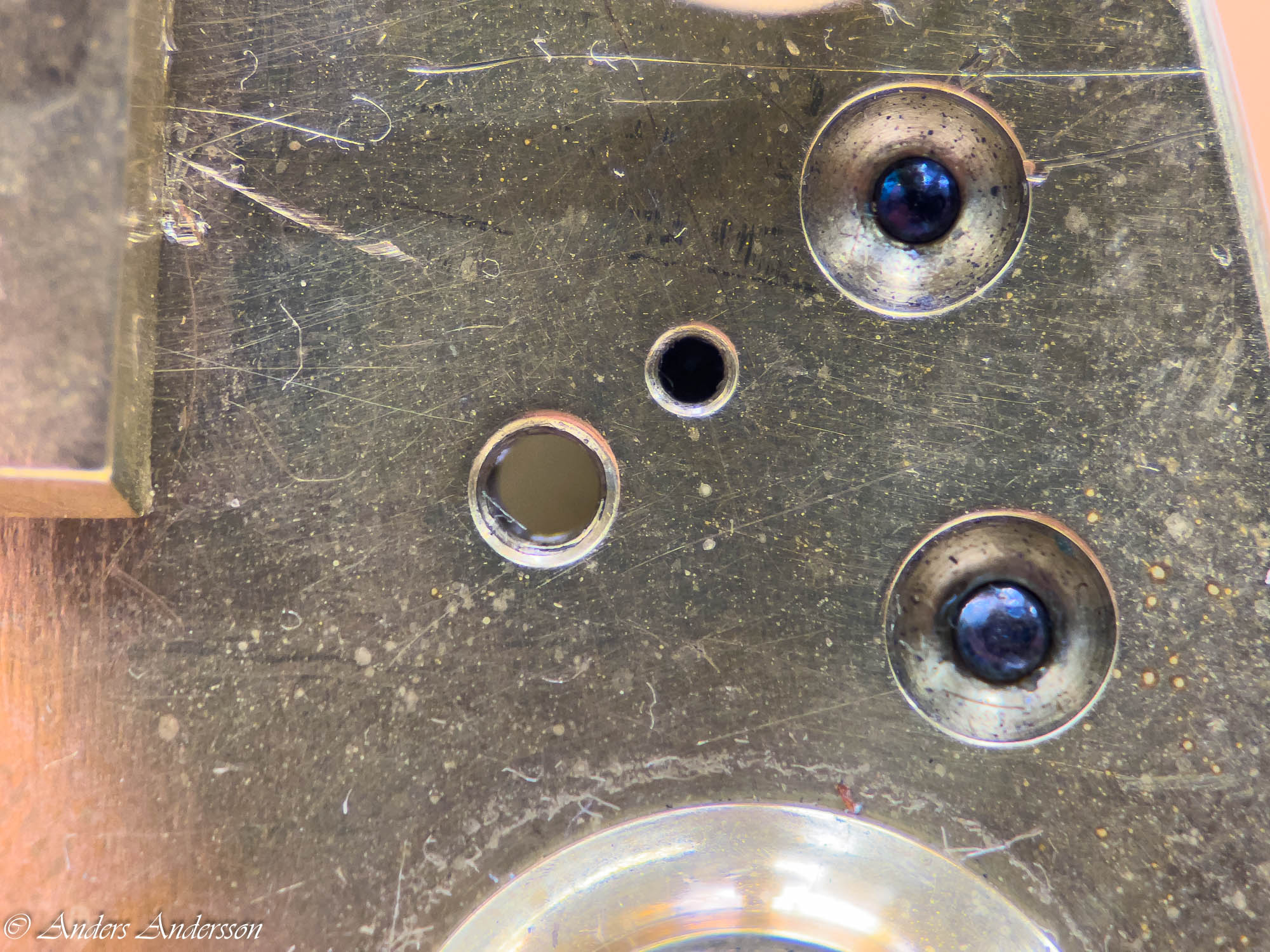
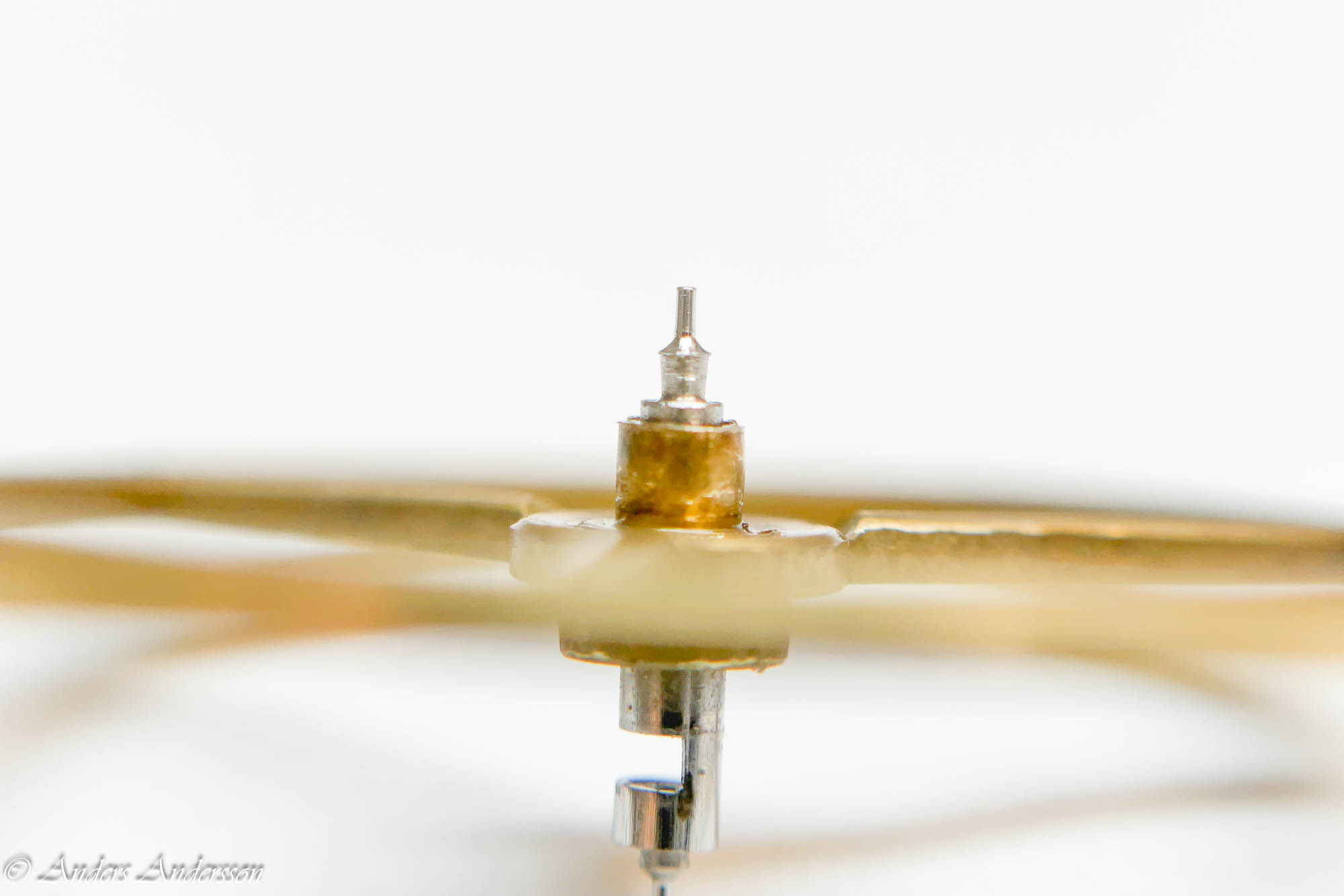
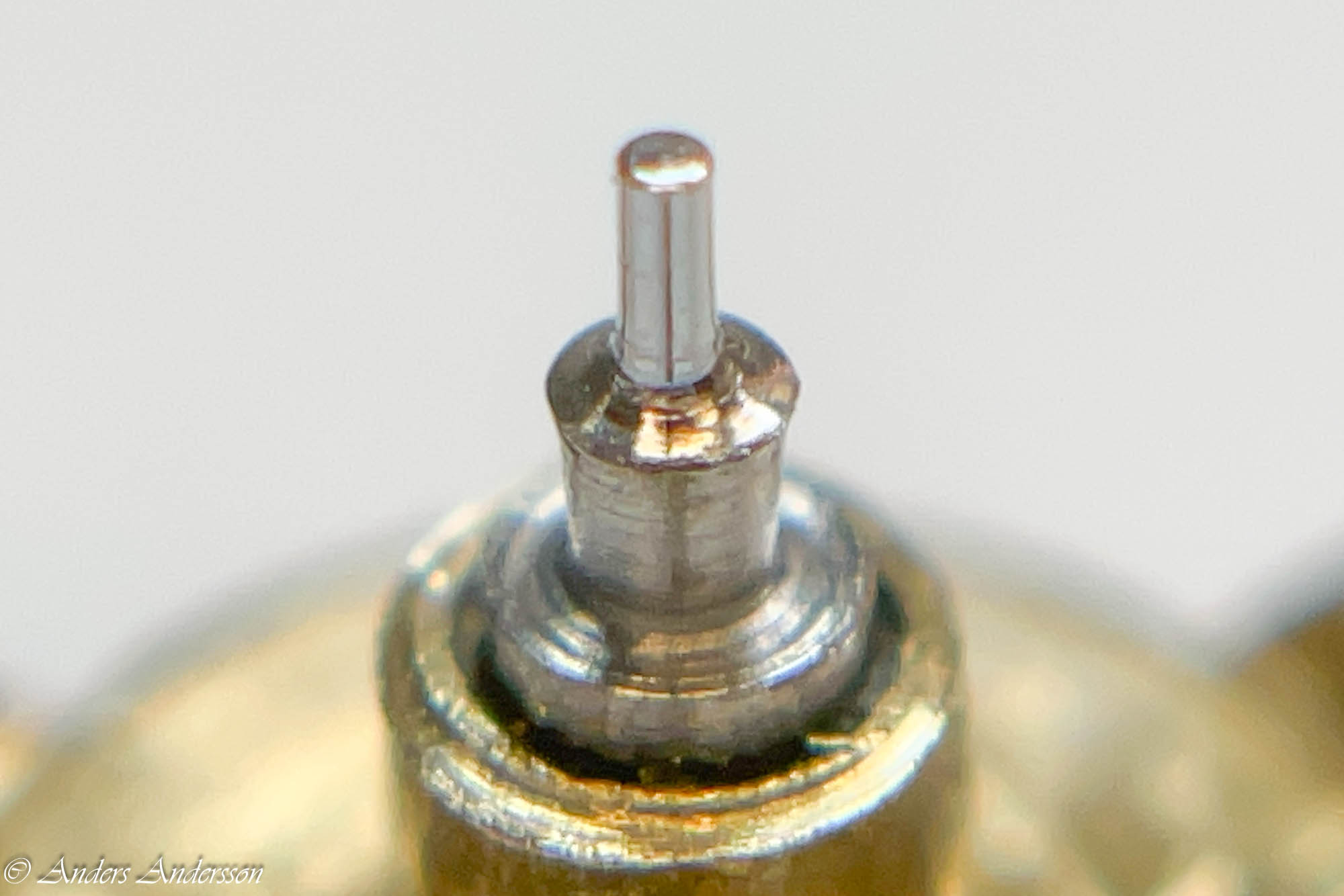
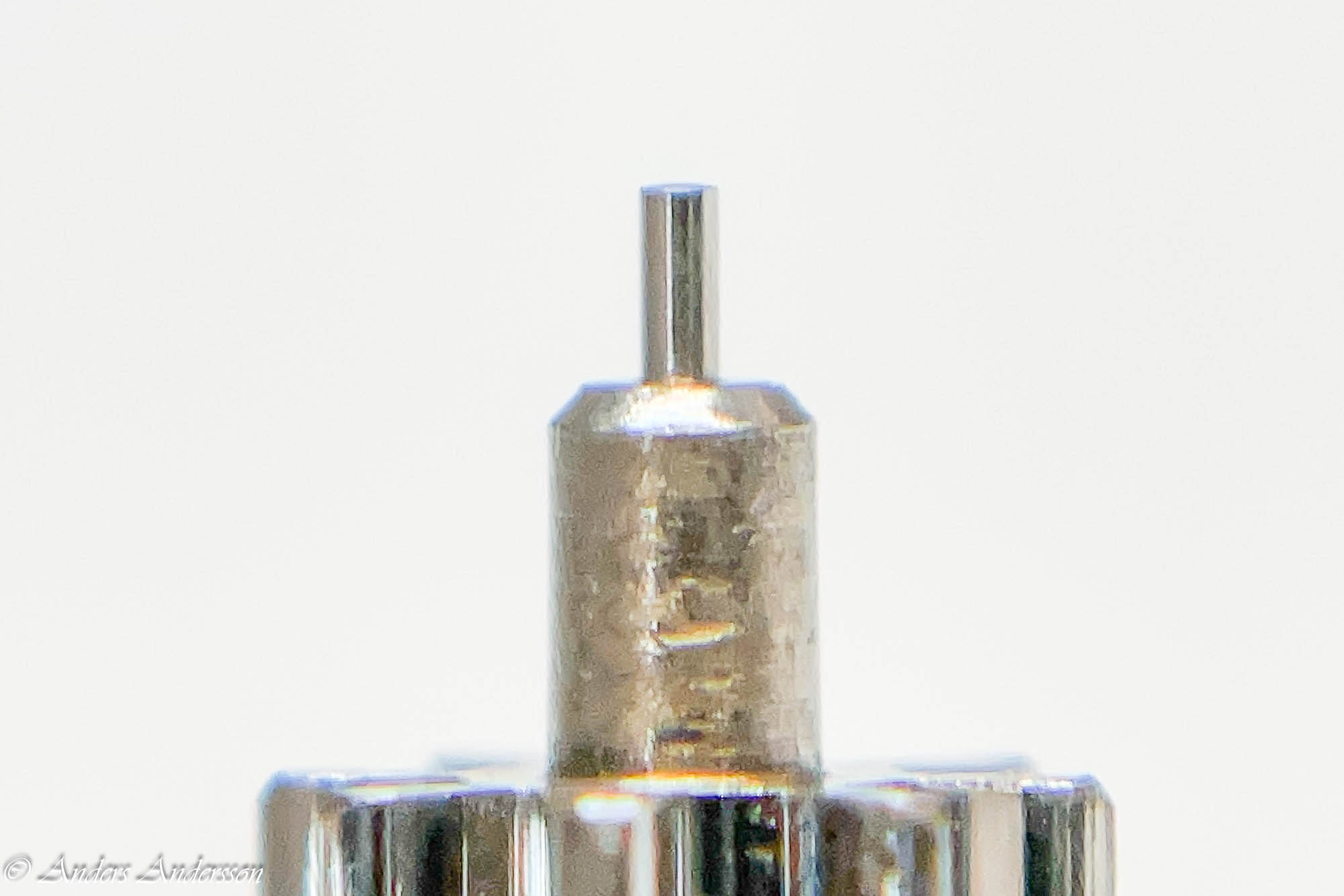
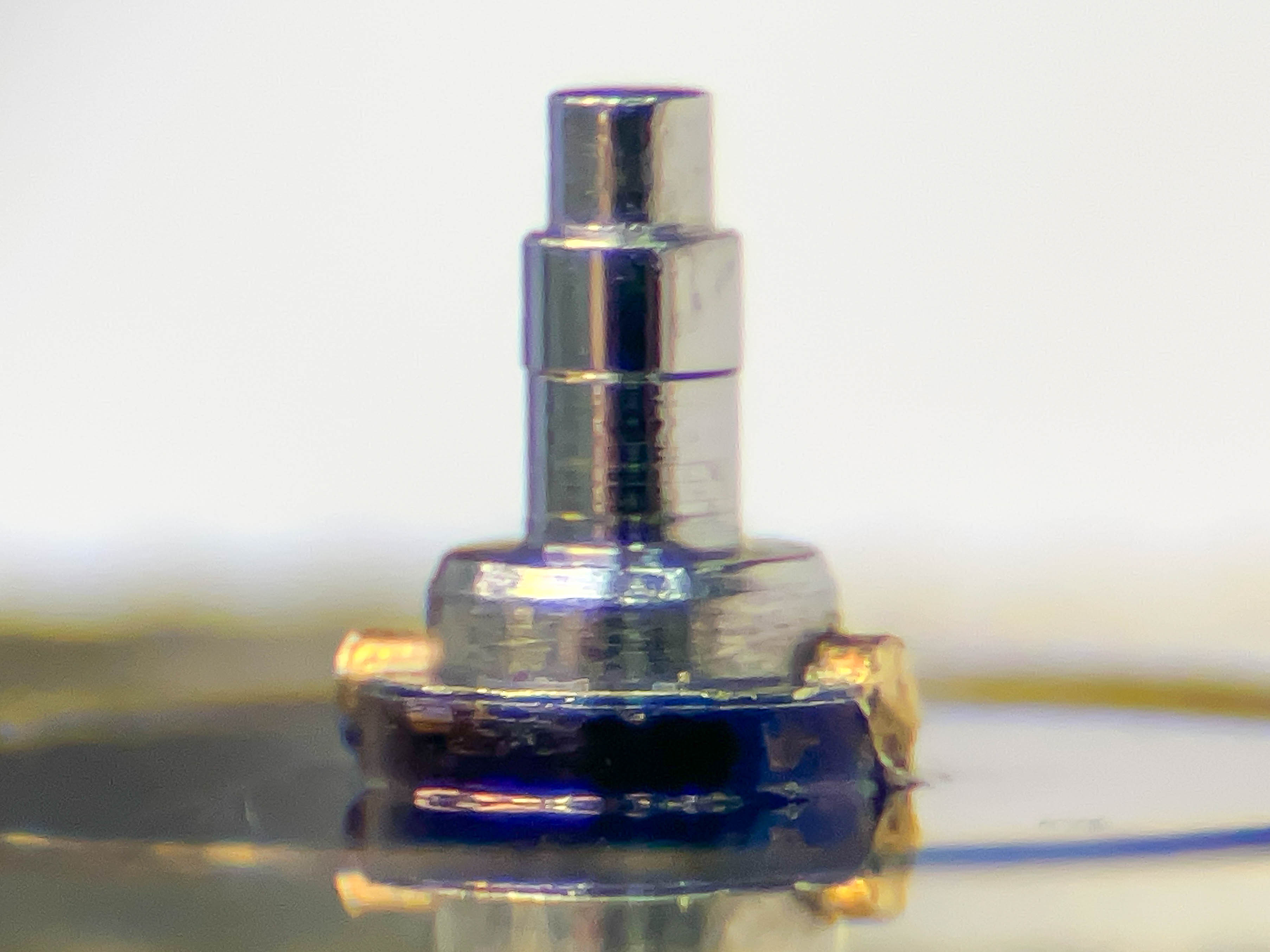
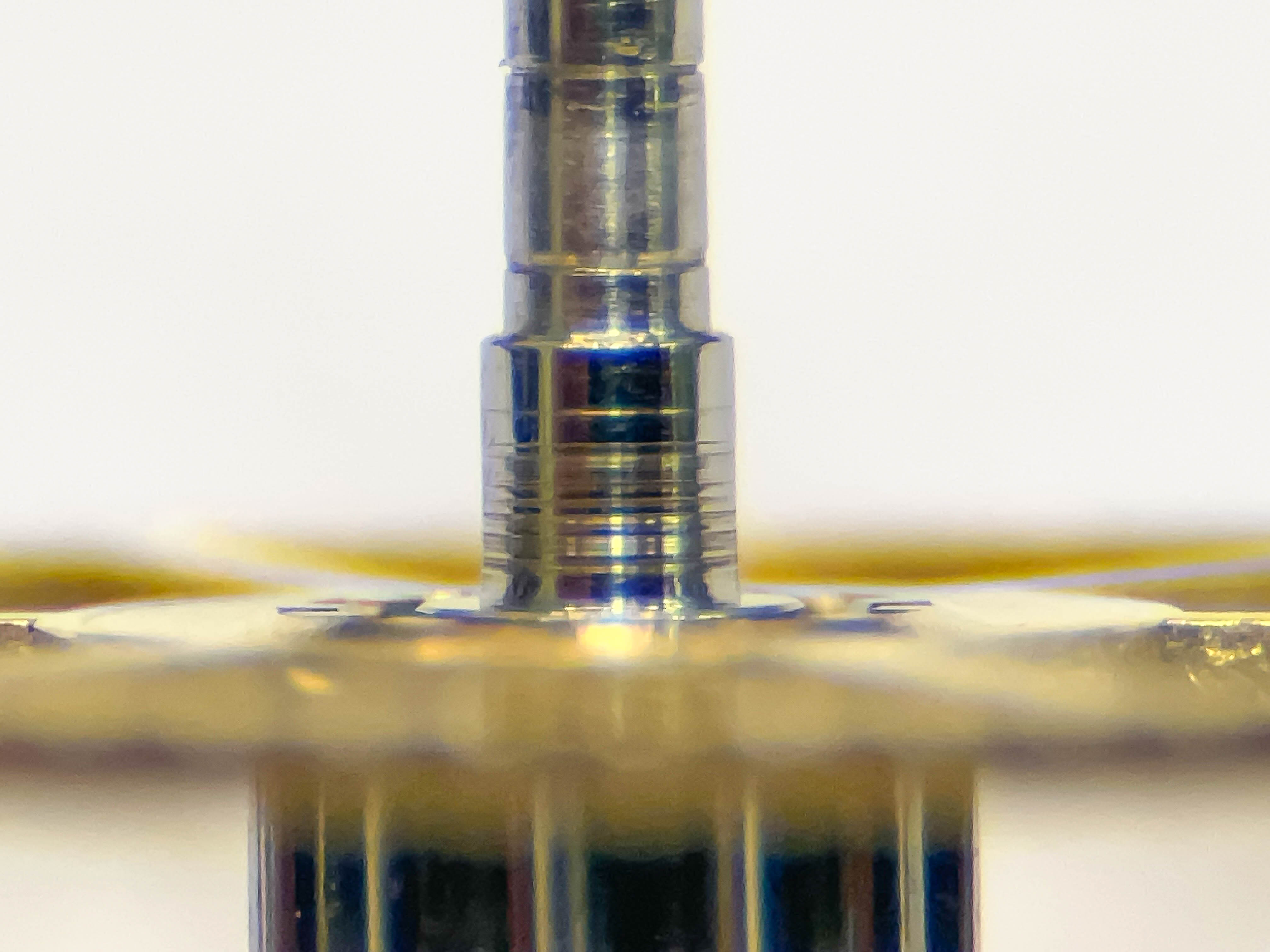
 Man kan ana den övre gånghjulstappen långt nere i hålet, vid en kontroll är höjdluften alldeles för stor.
Man kan ana den övre gånghjulstappen långt nere i hålet, vid en kontroll är höjdluften alldeles för stor.
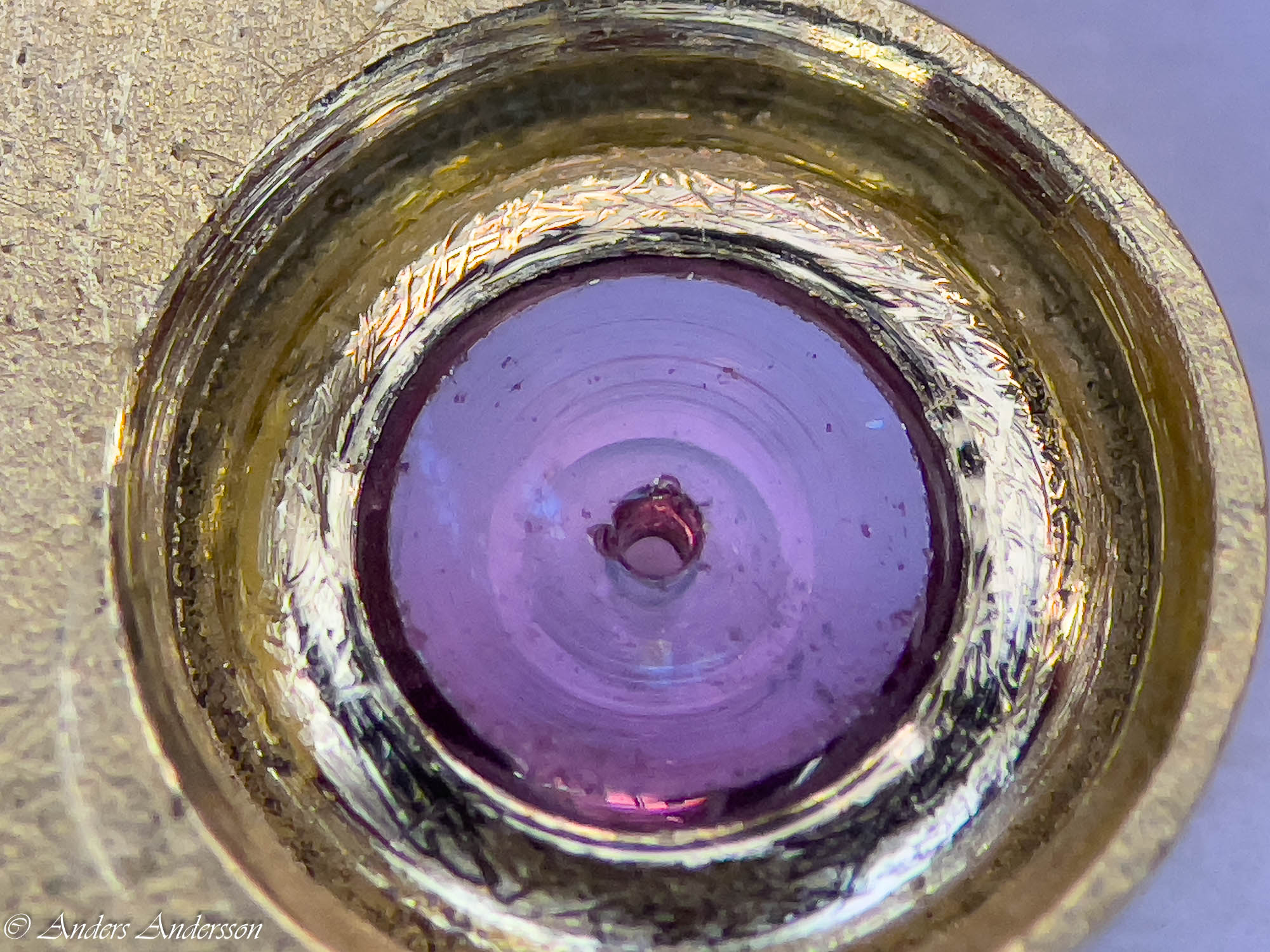
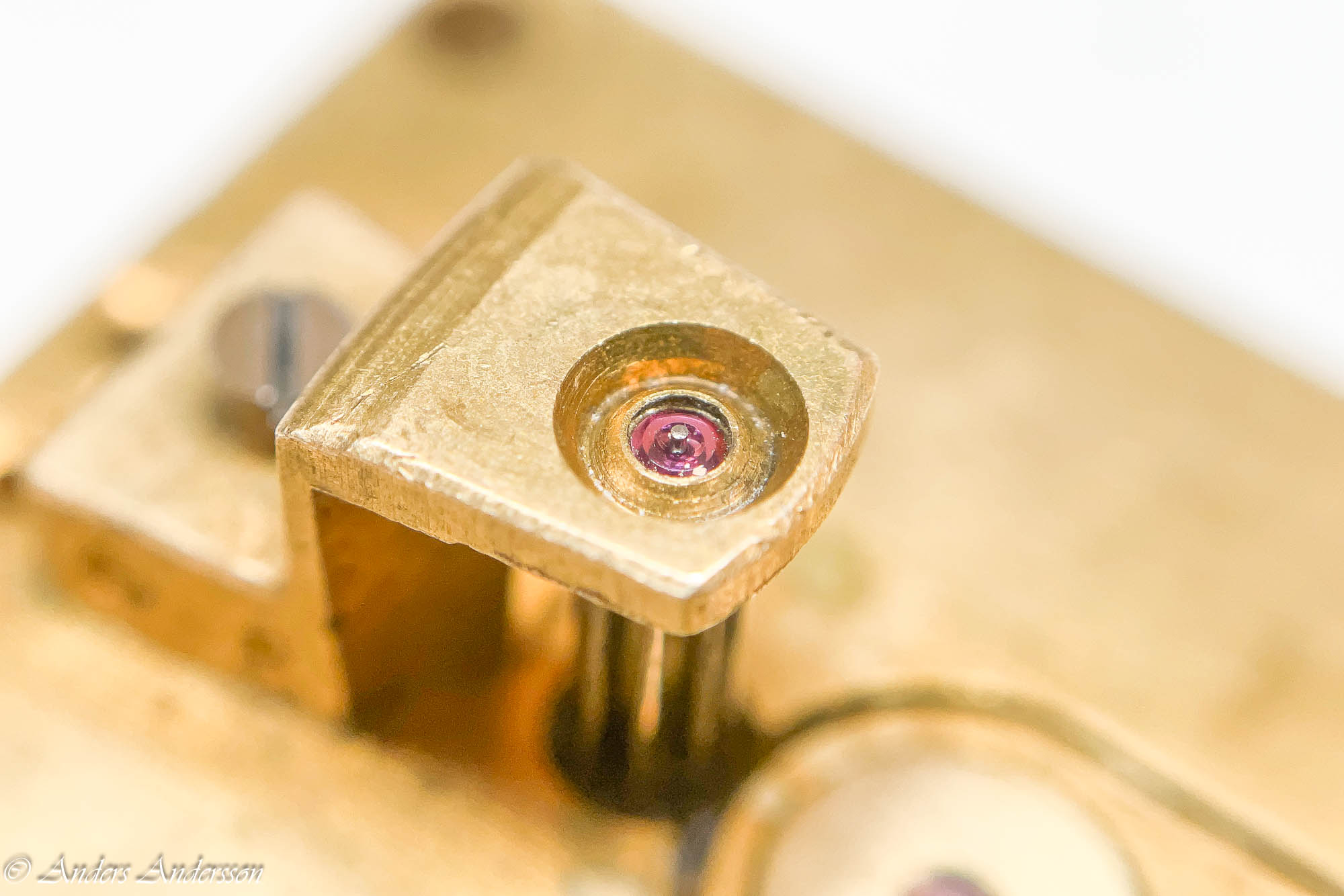
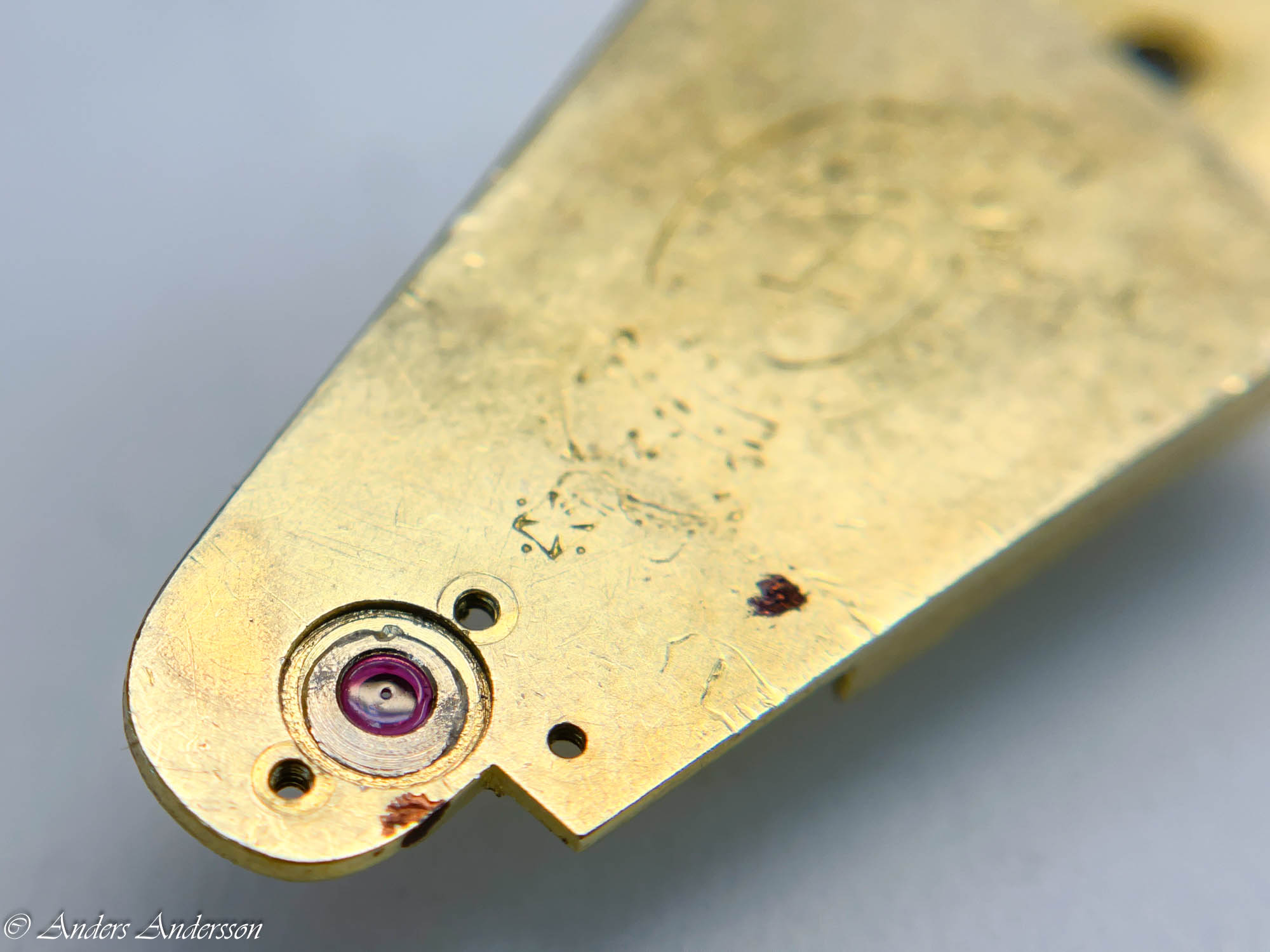
Titta noga på filmen, ser du att även stenhålet rör sig?
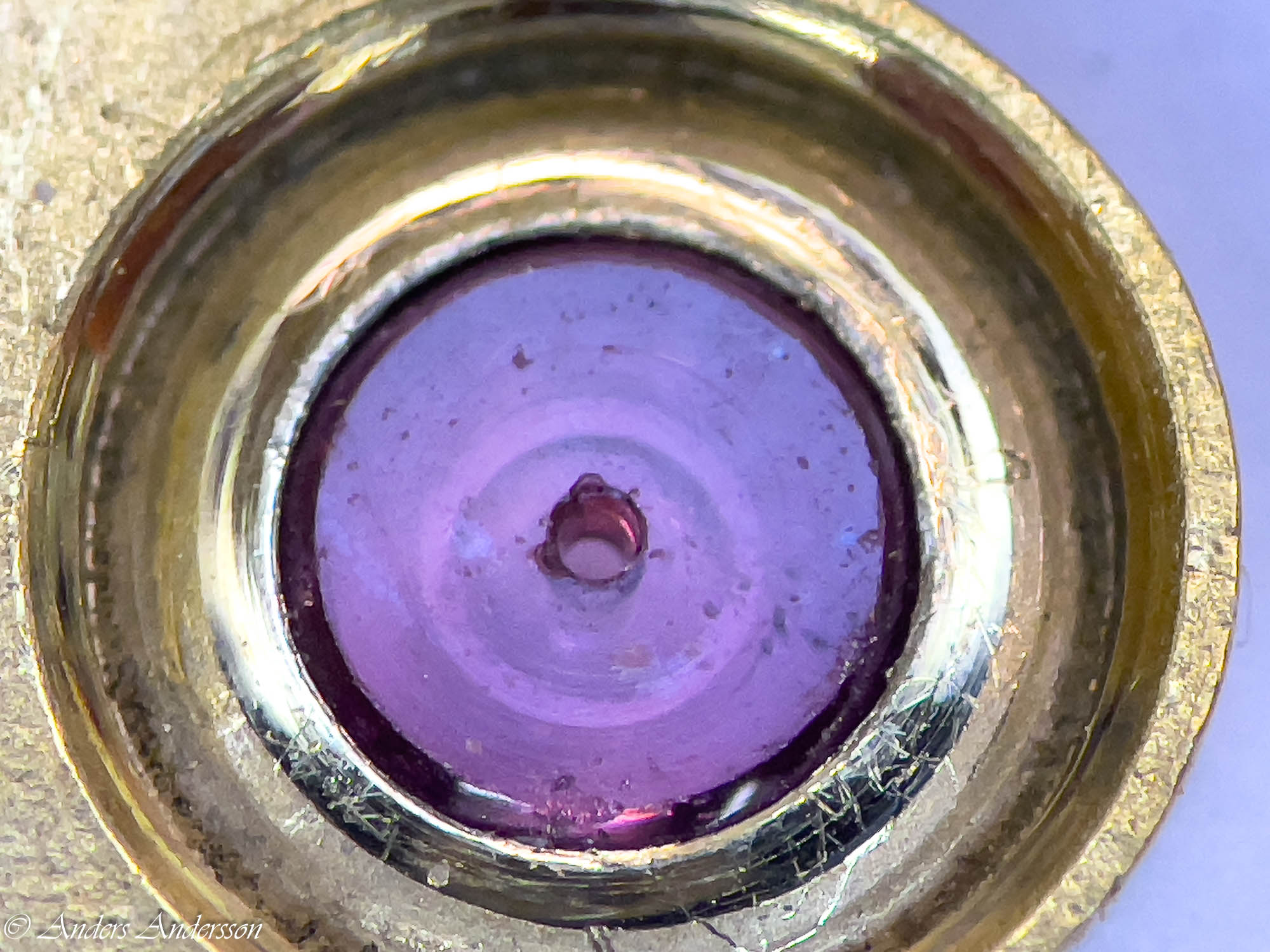
Stenen sitter lös i sin fattning som är av en ovanlig sort. Kanske Lauréns egna fattning?
Har en bok om stenfattningar i klockor, där kan jag inte hitta exakt denna typ.
(Vill du läsa mer om stenfattningar? Gå med i SUF och läs artikeln i urmakartidningen!)
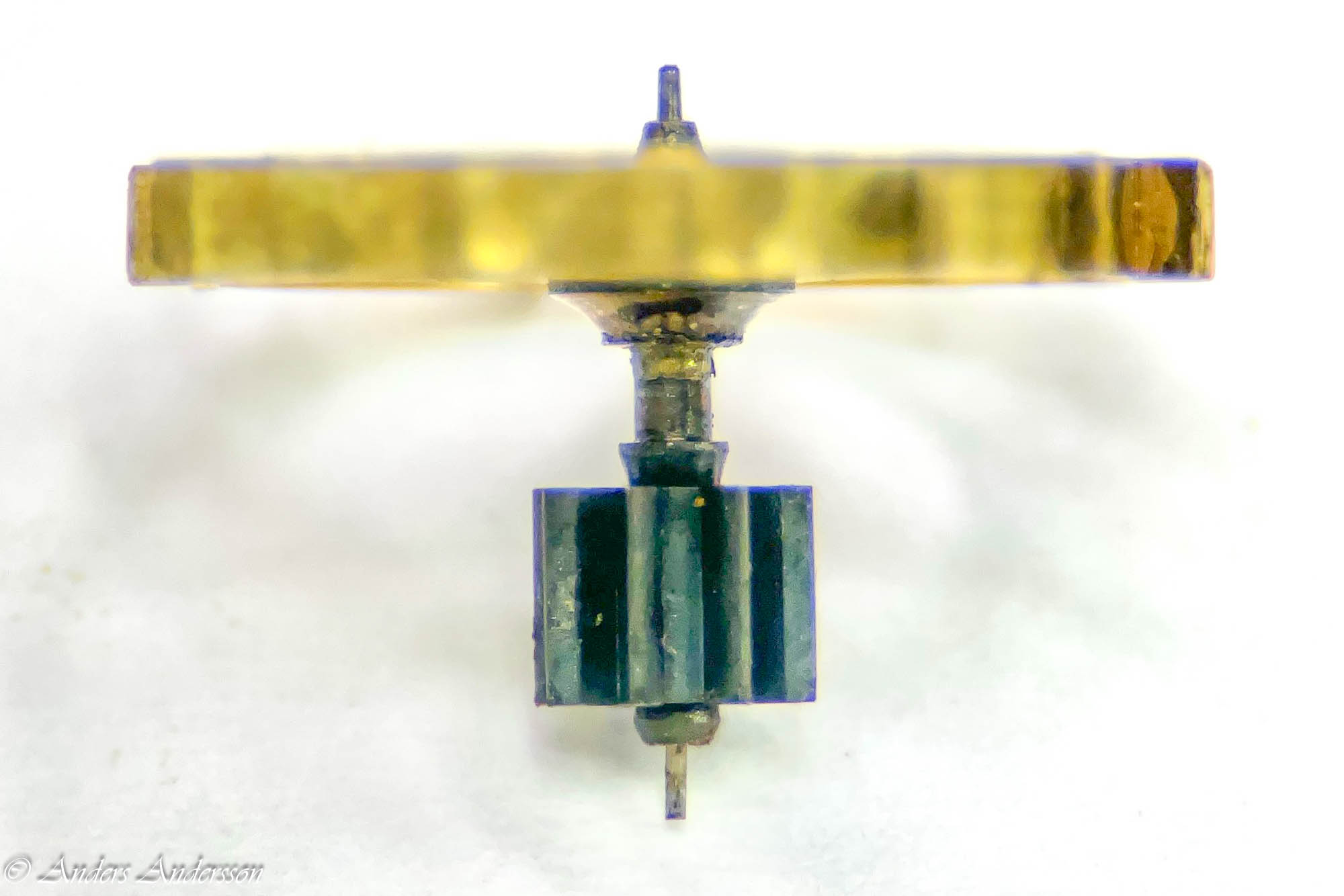
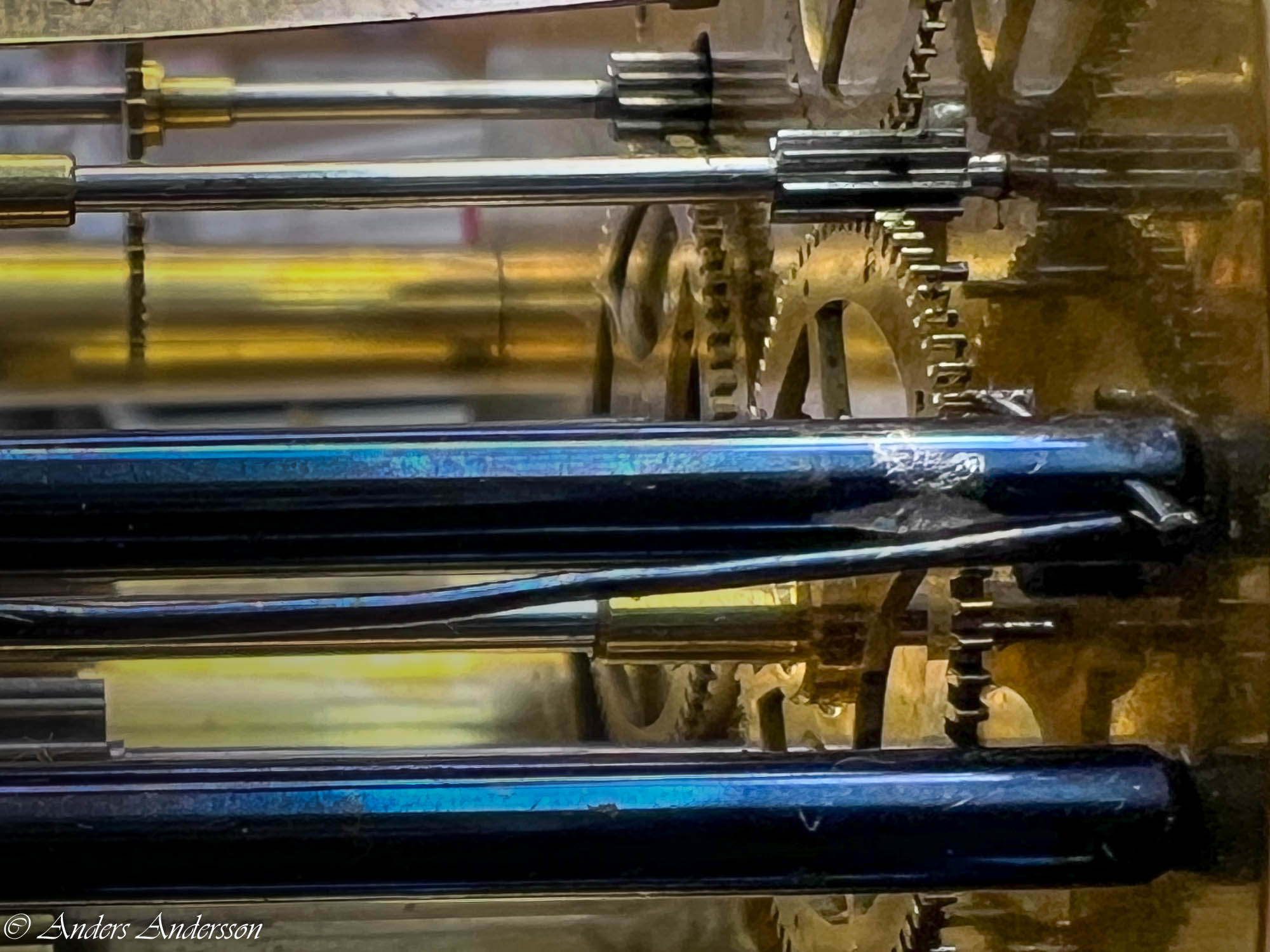
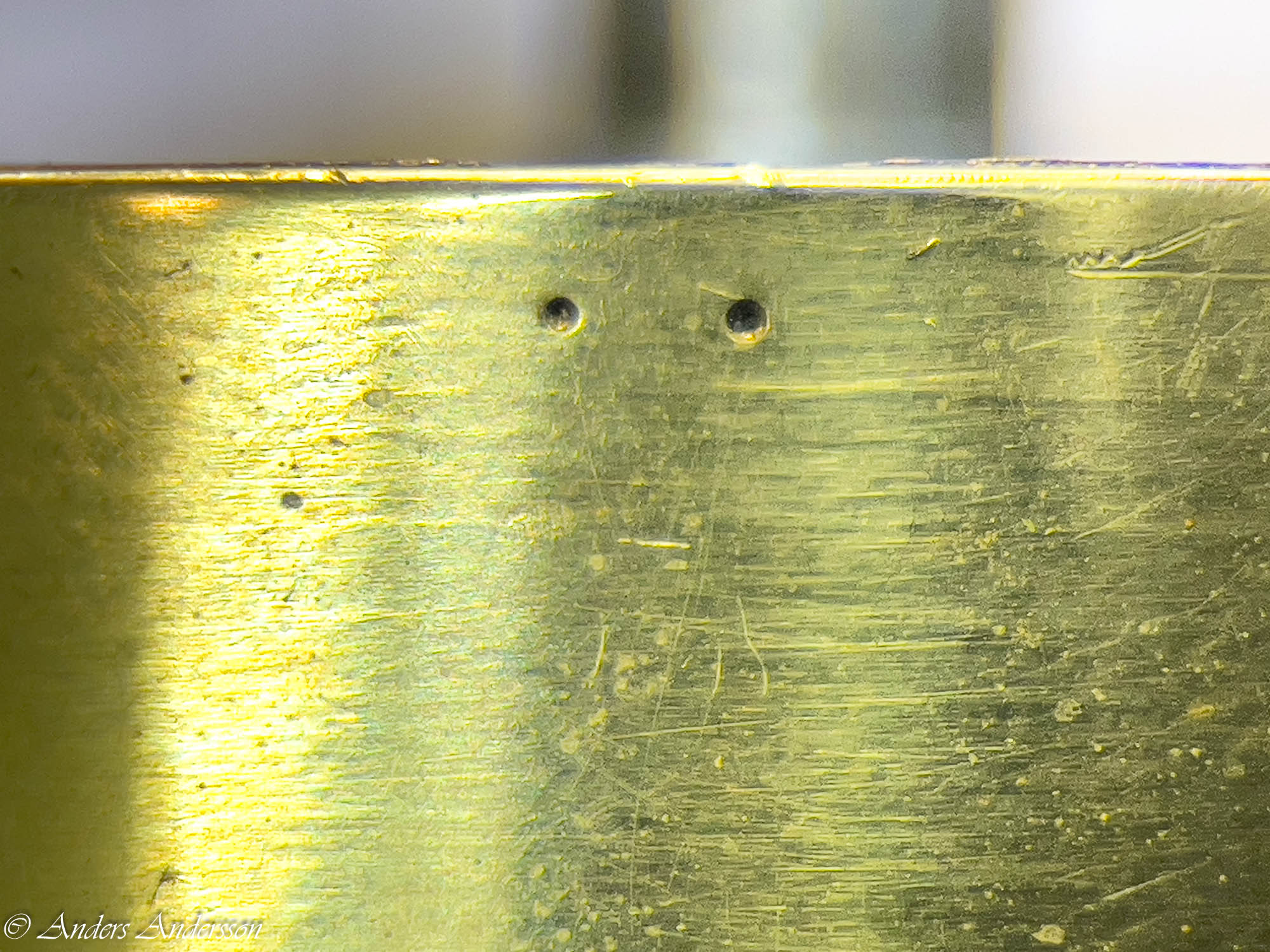
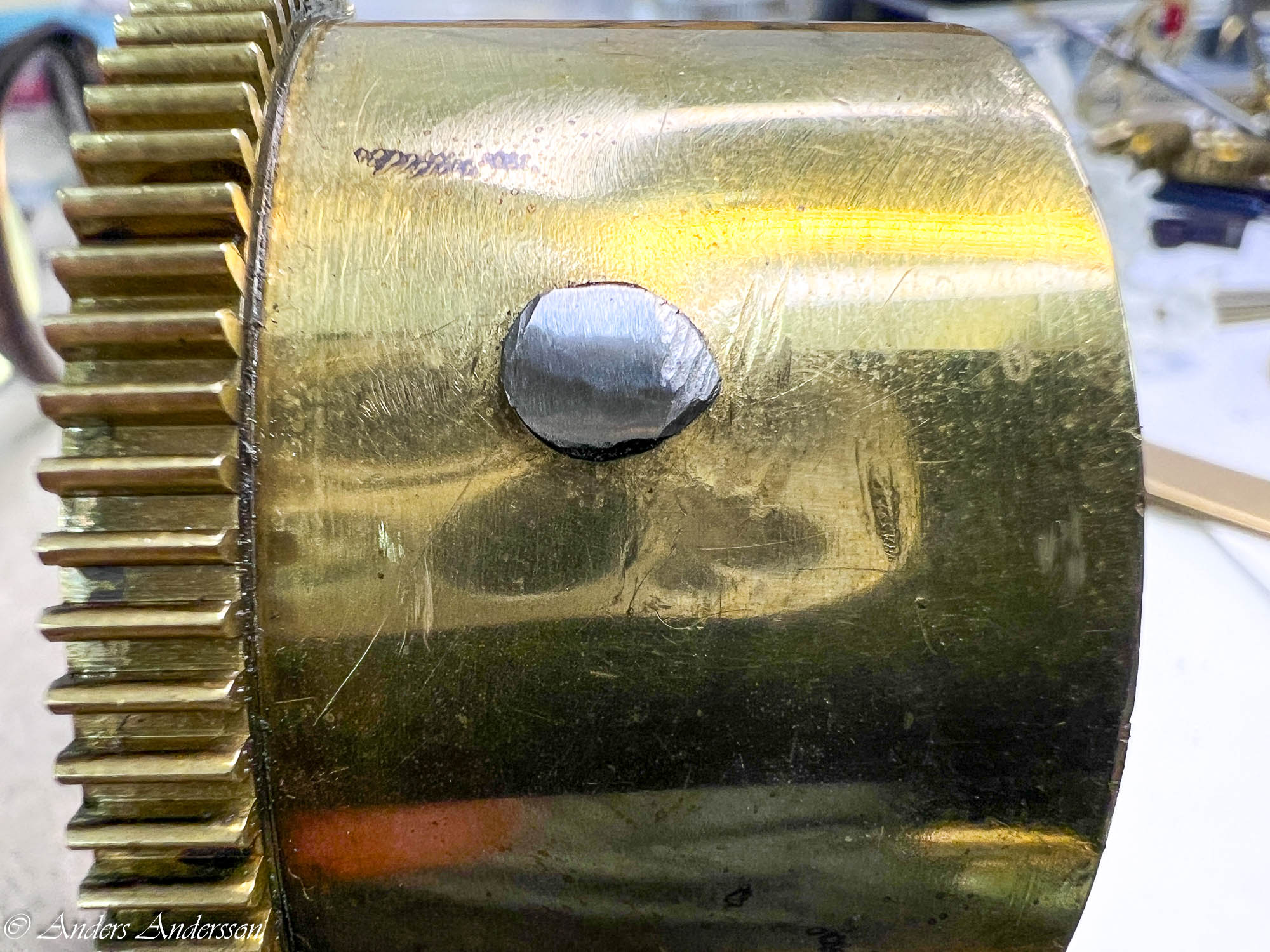
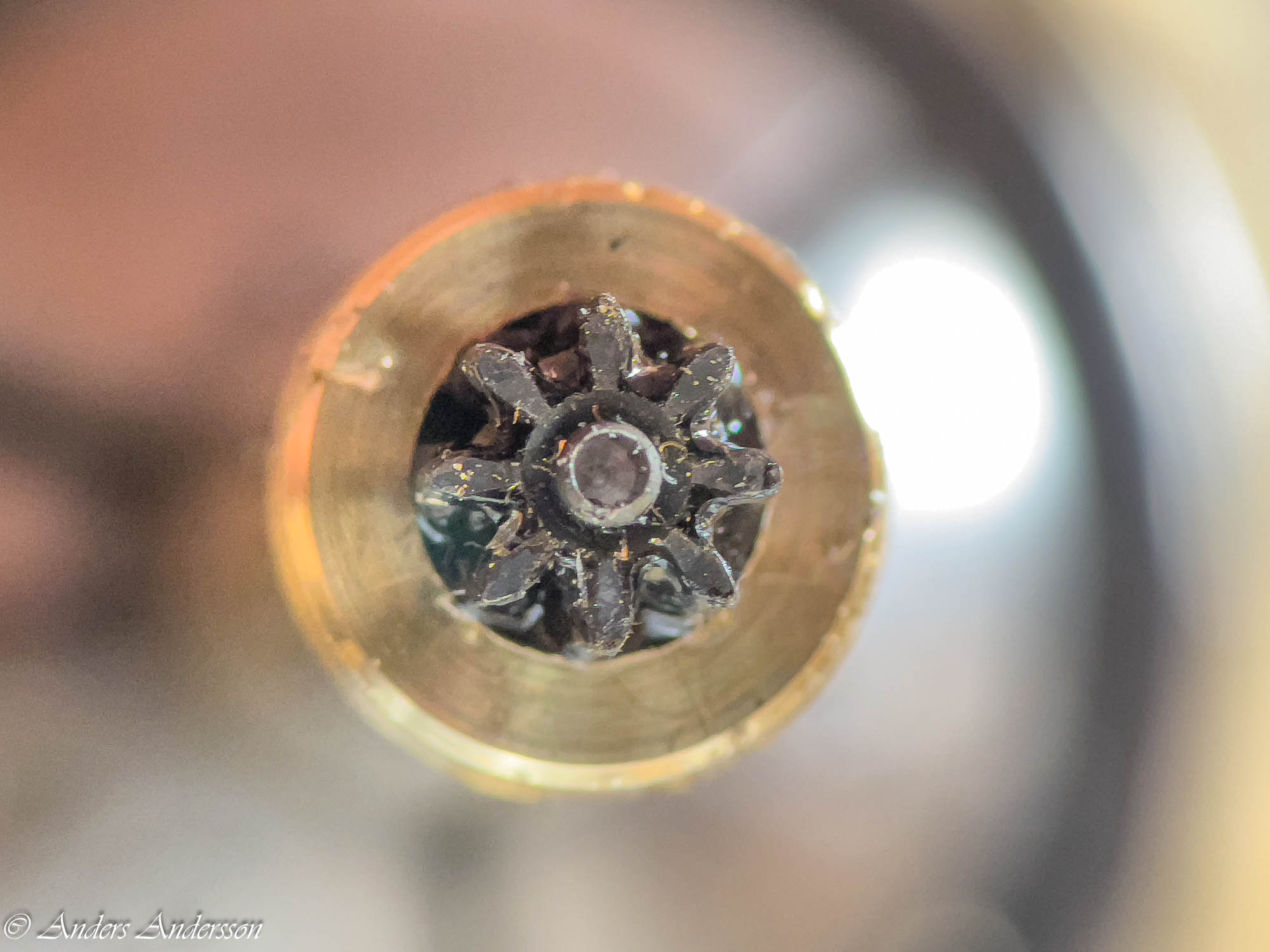
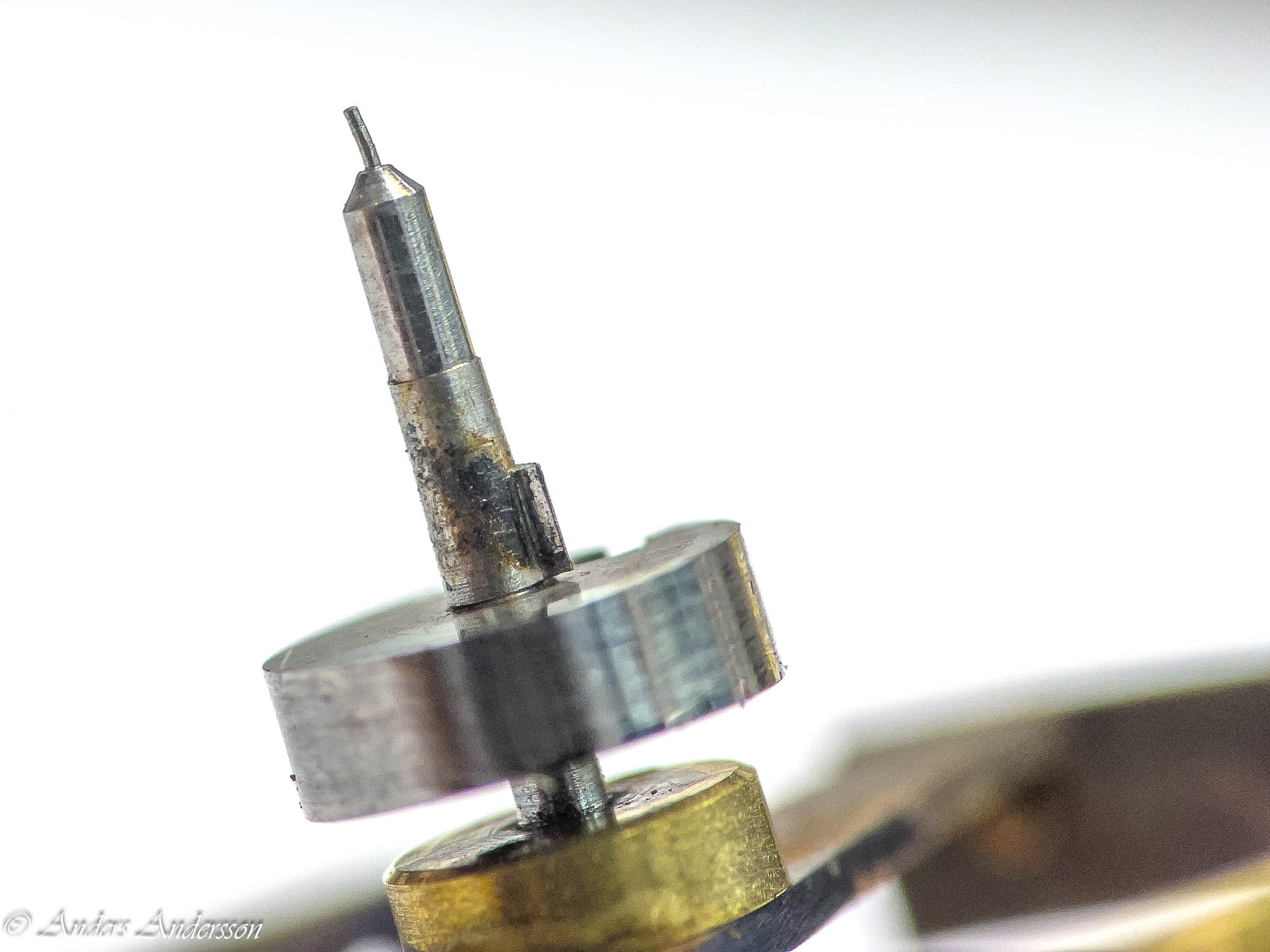
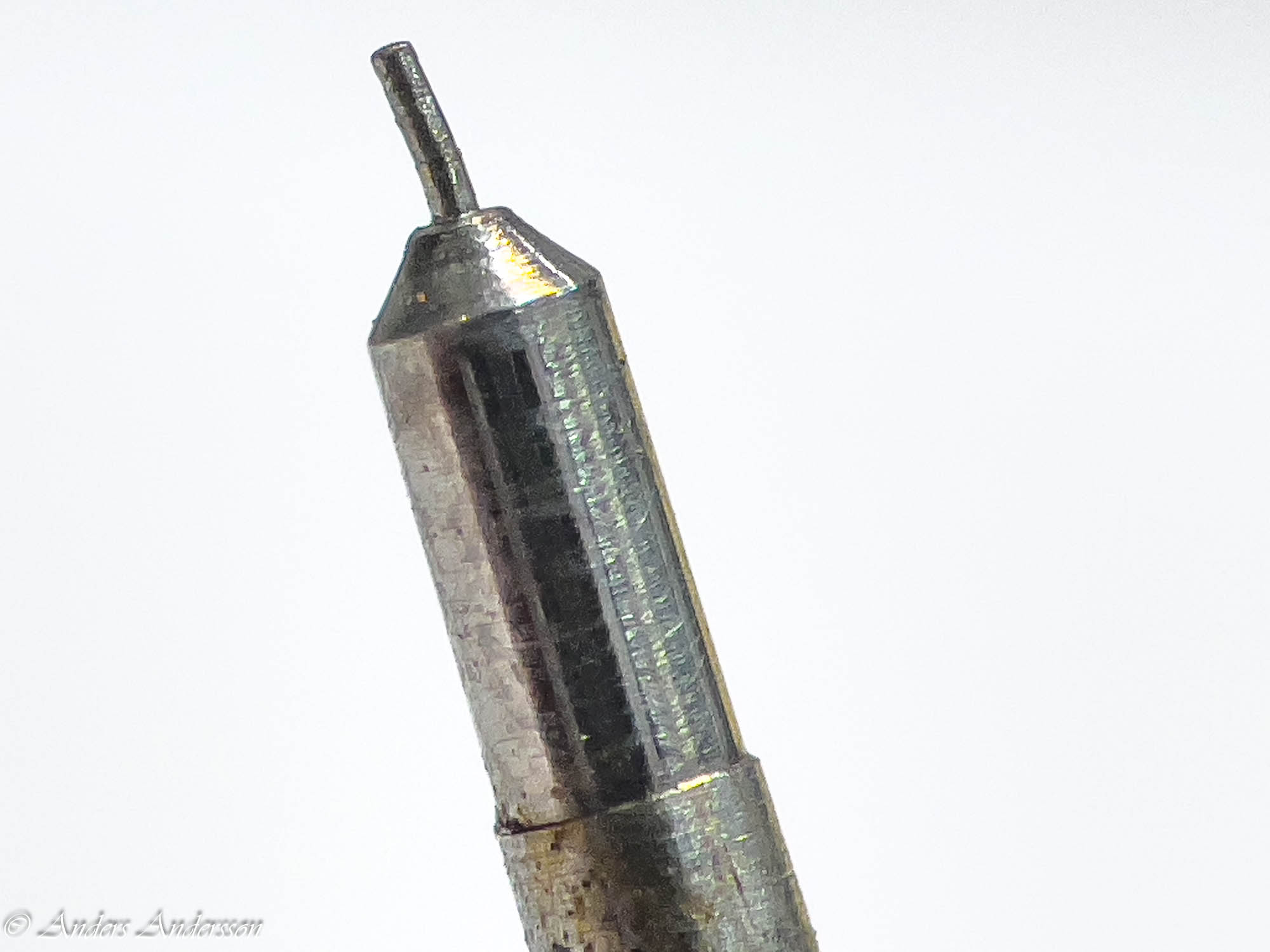
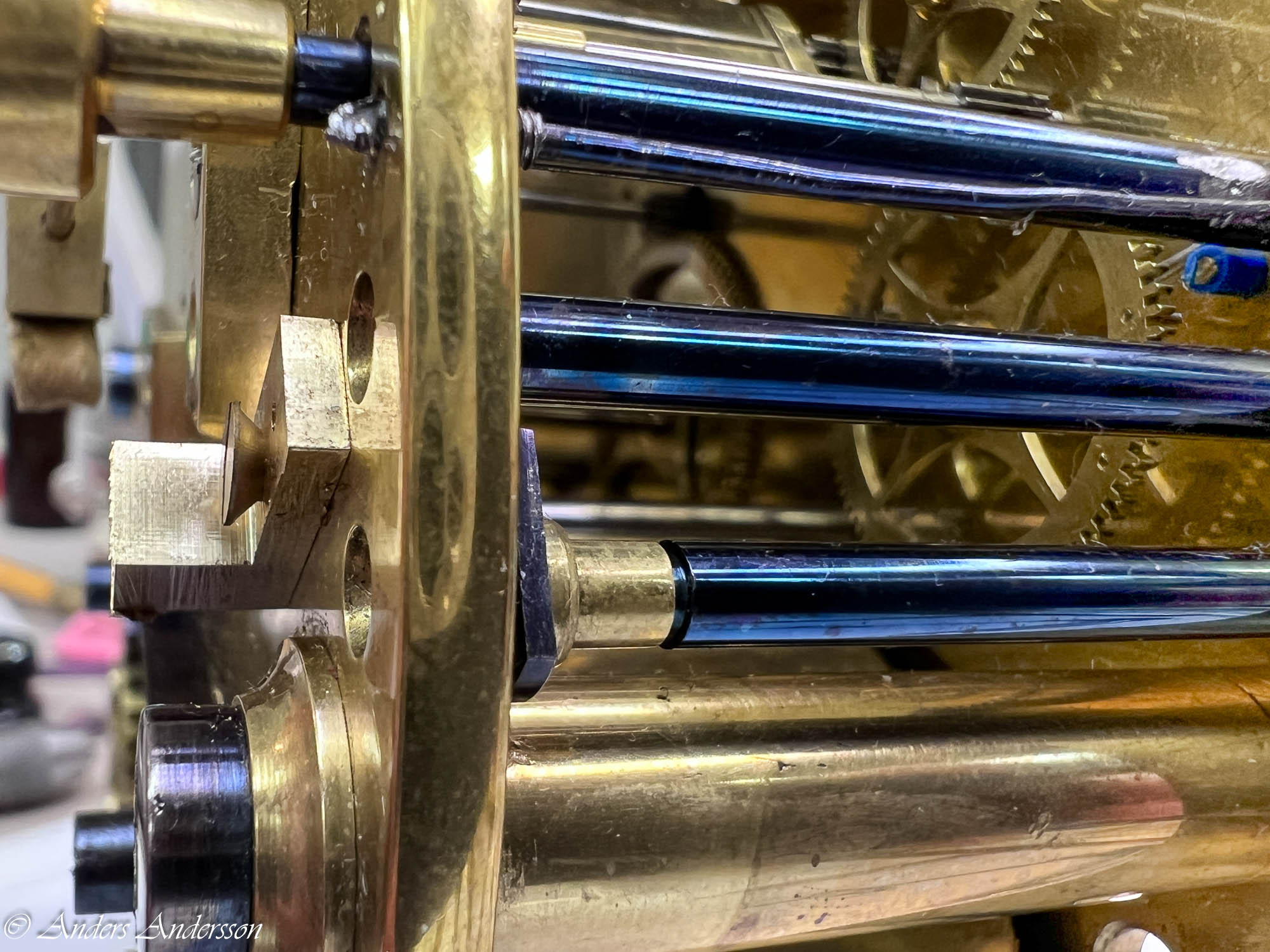
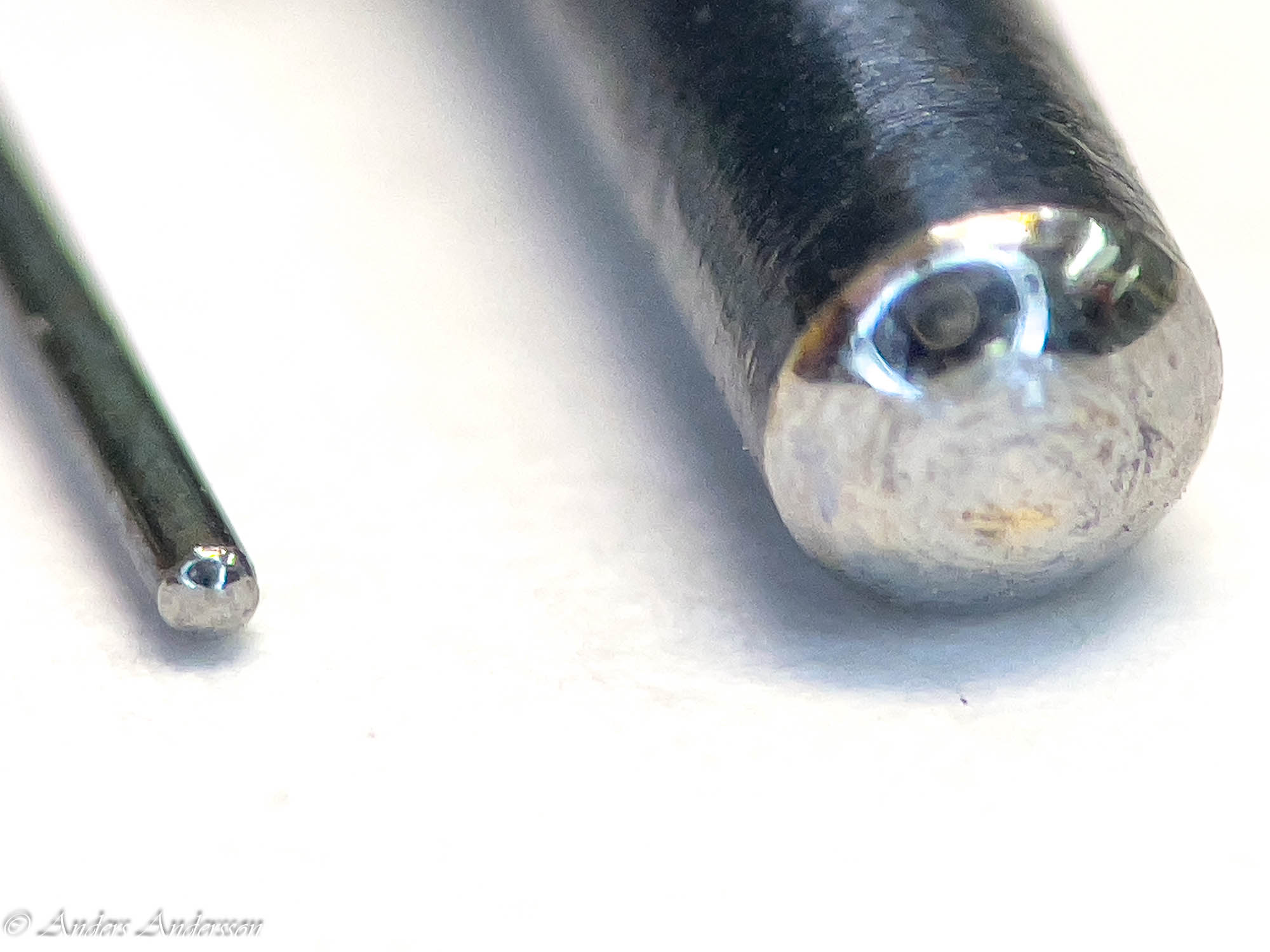
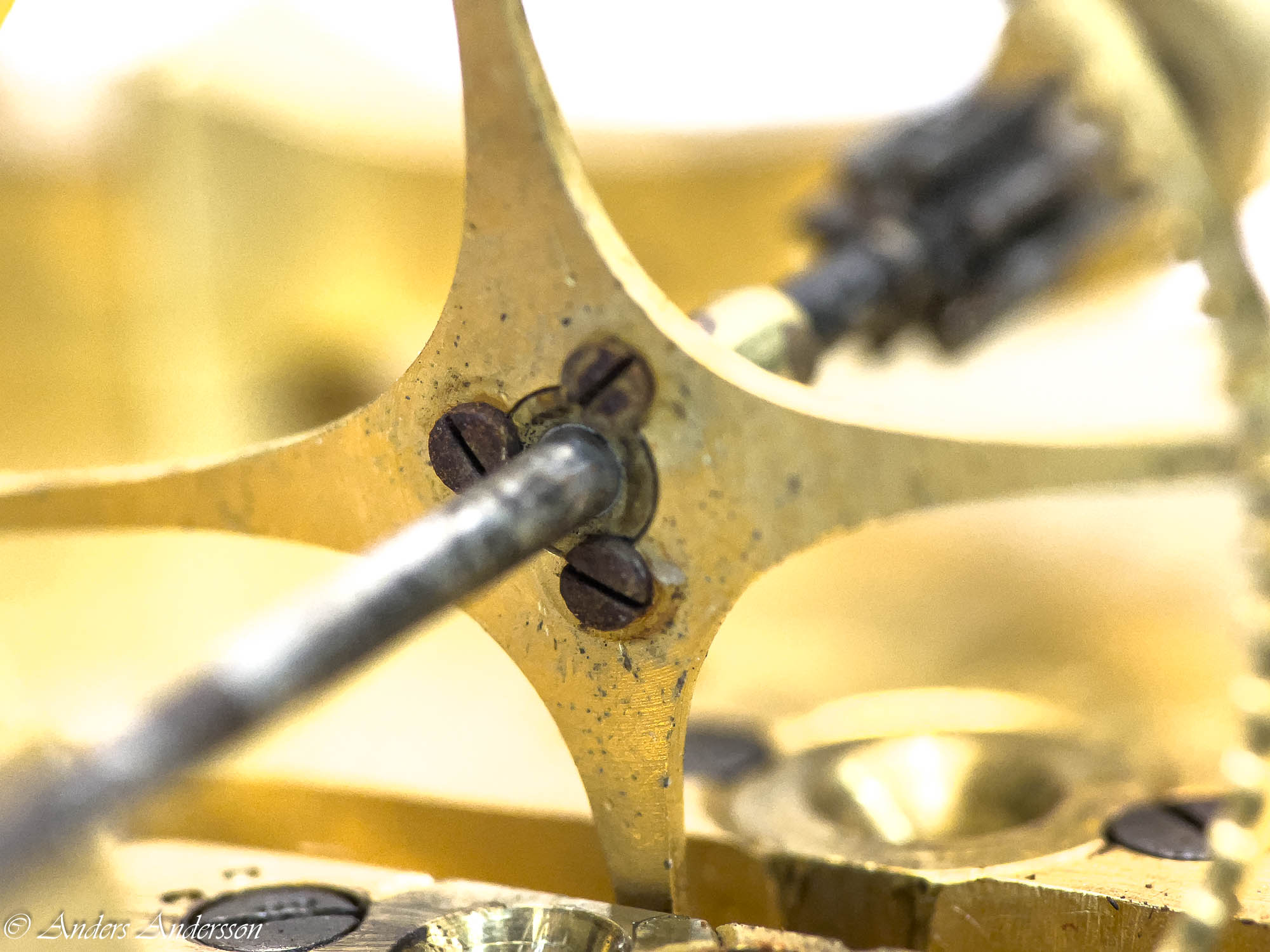
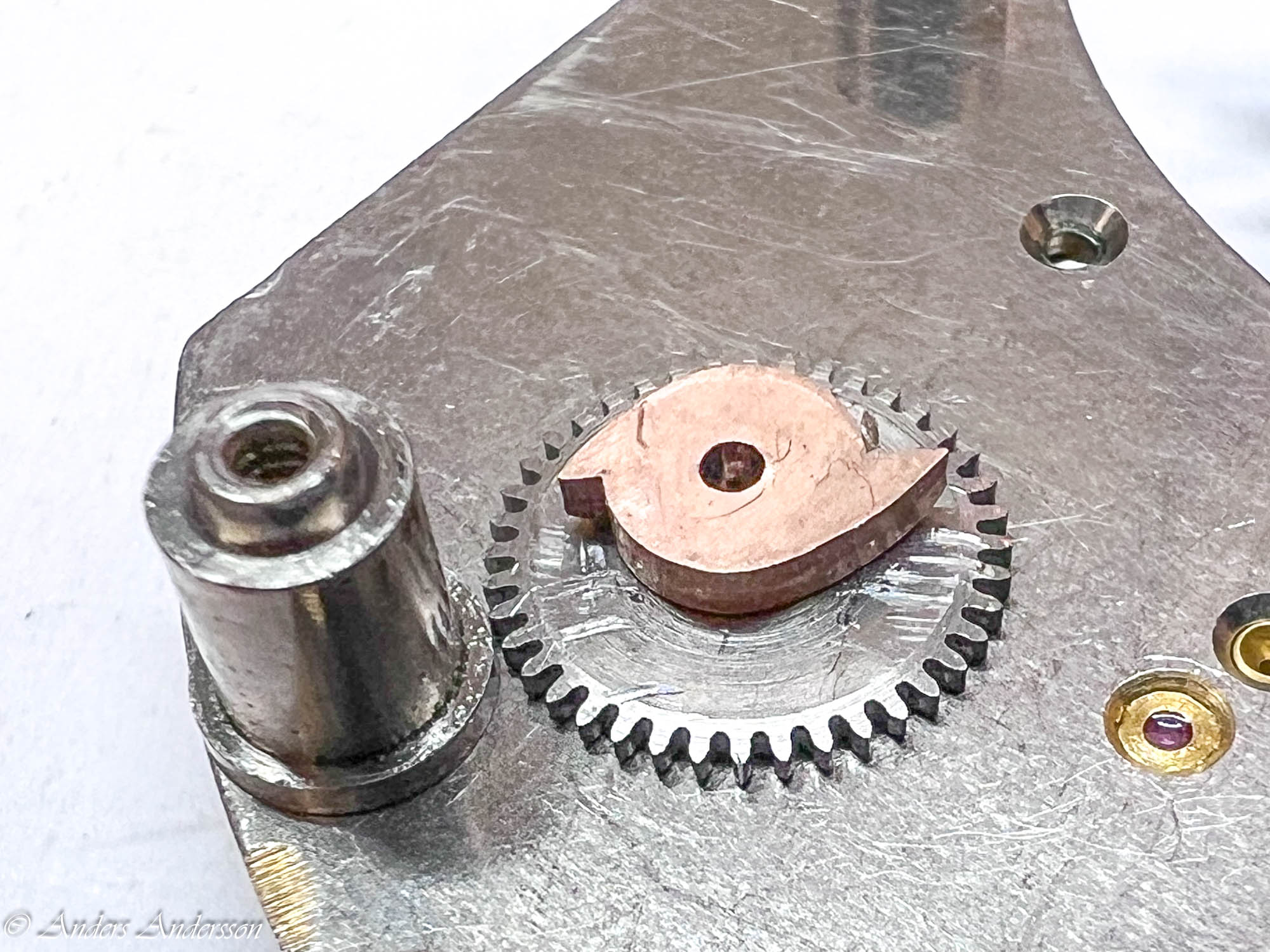
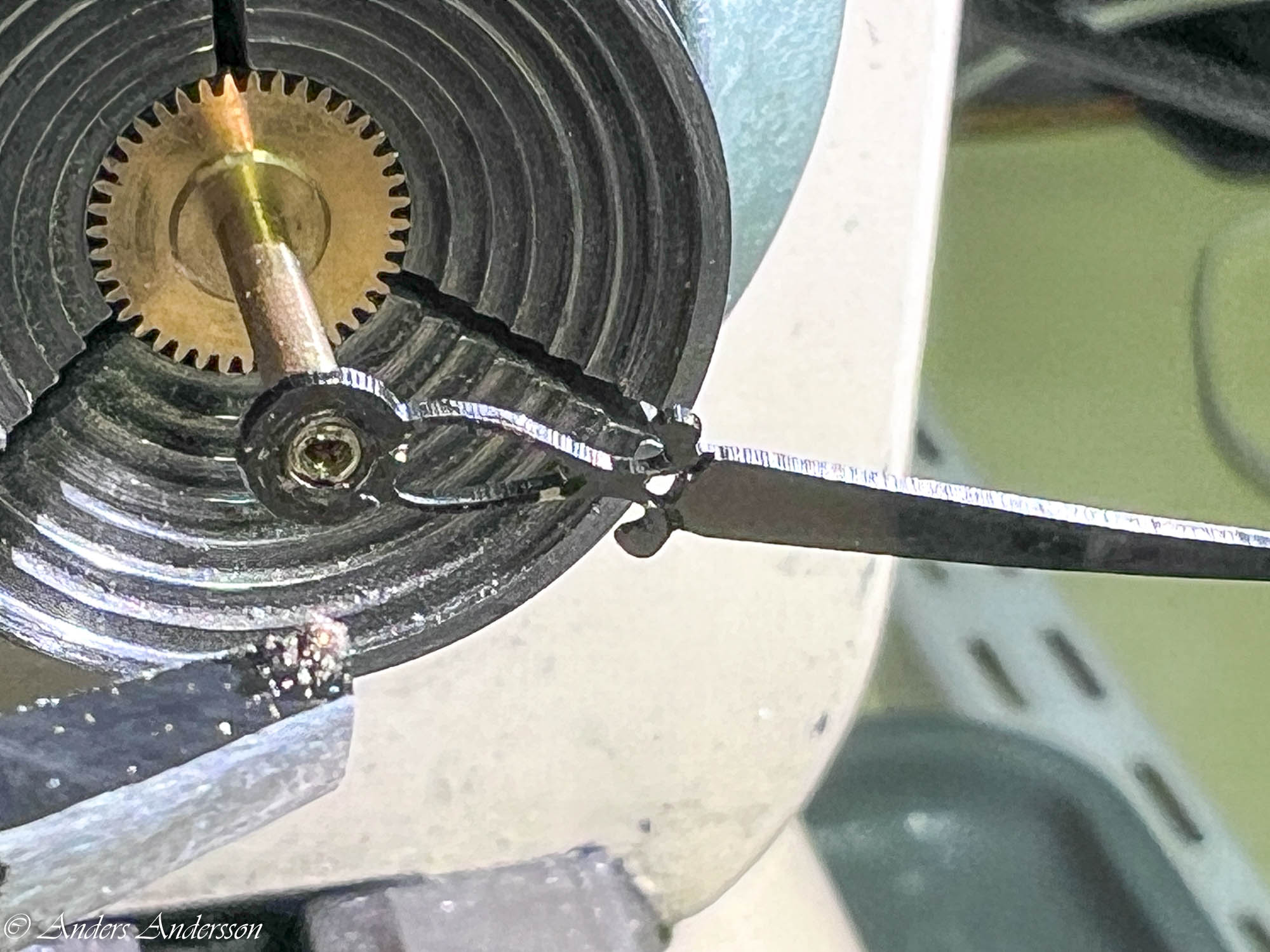
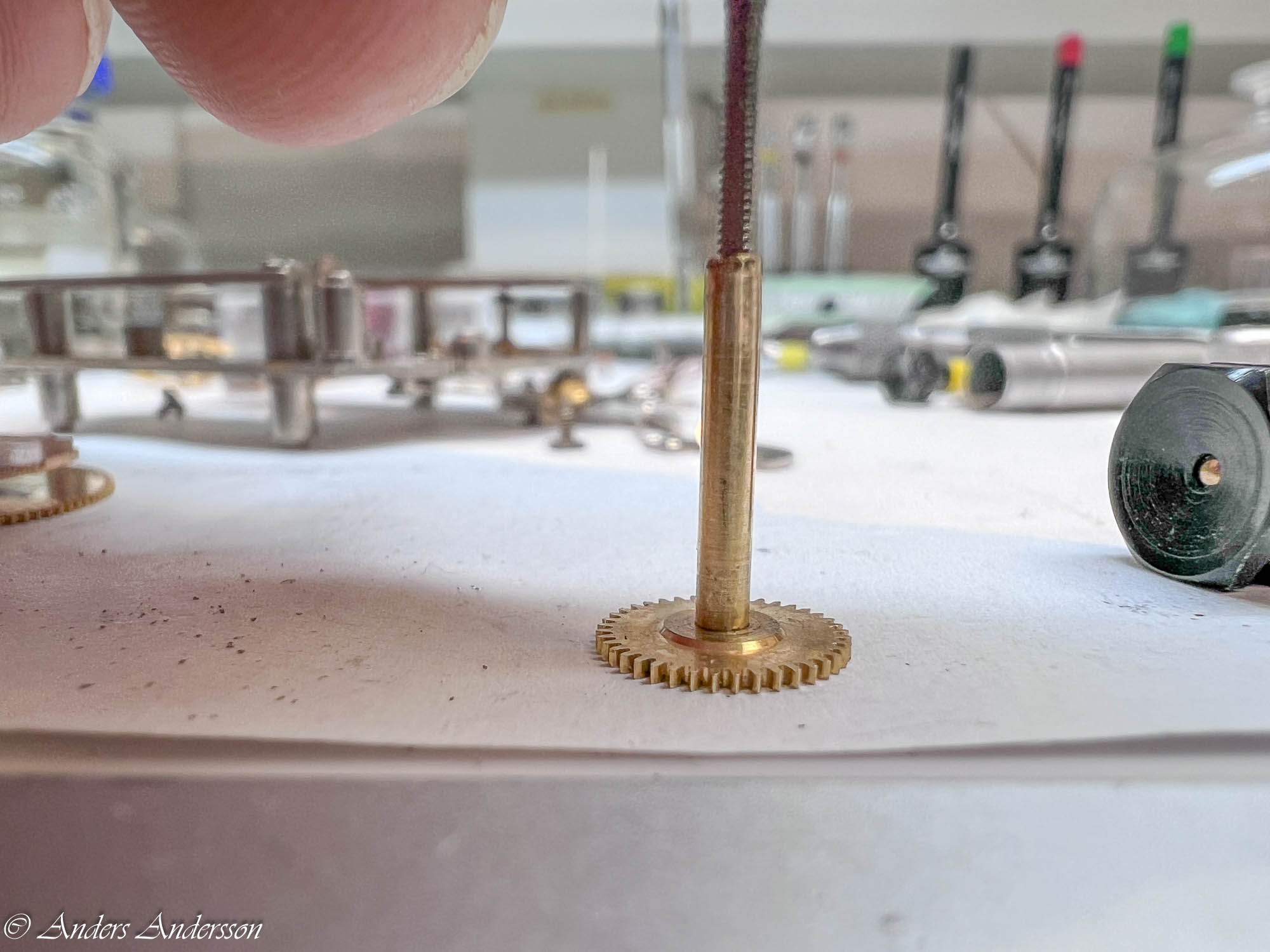
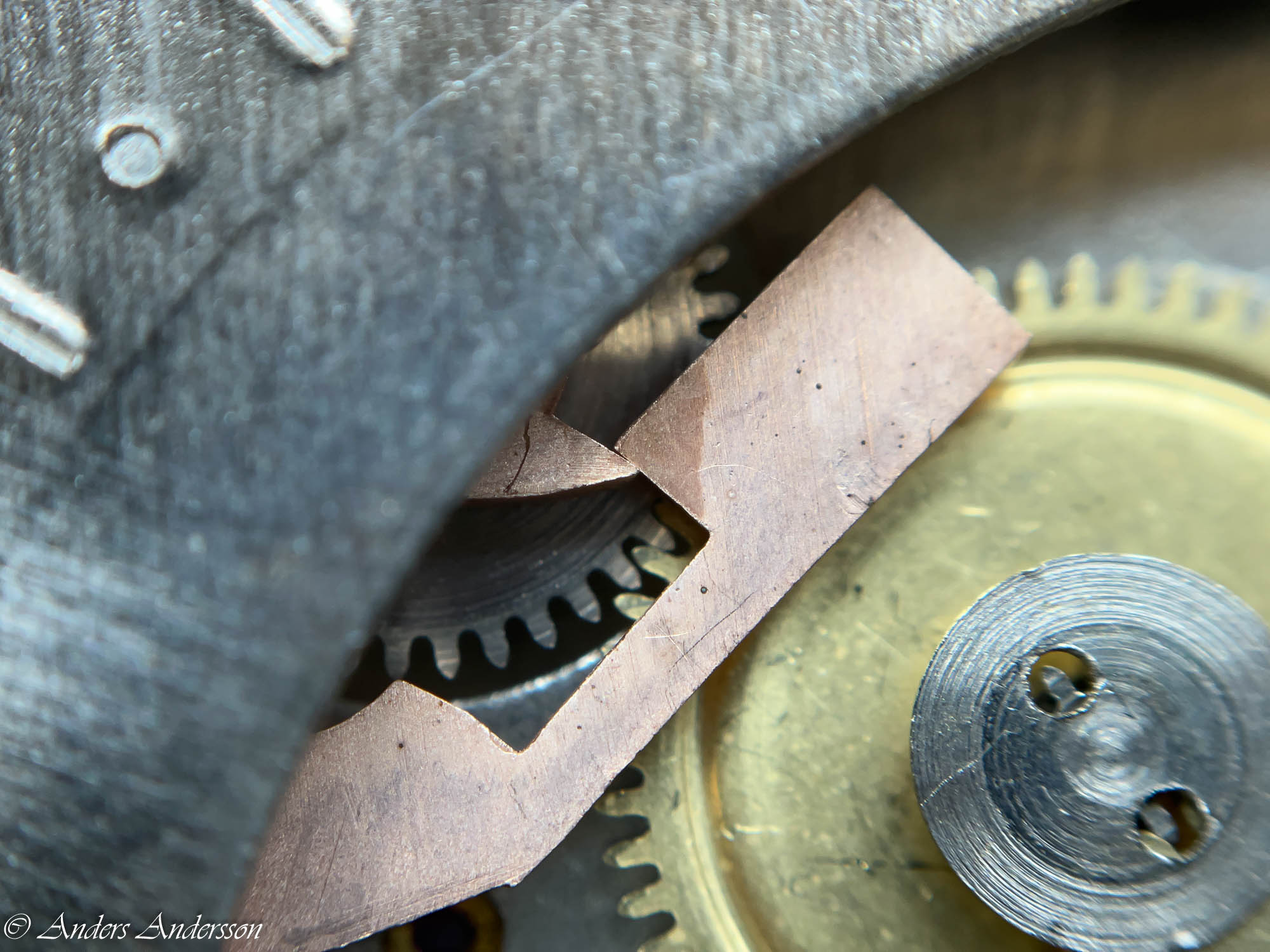
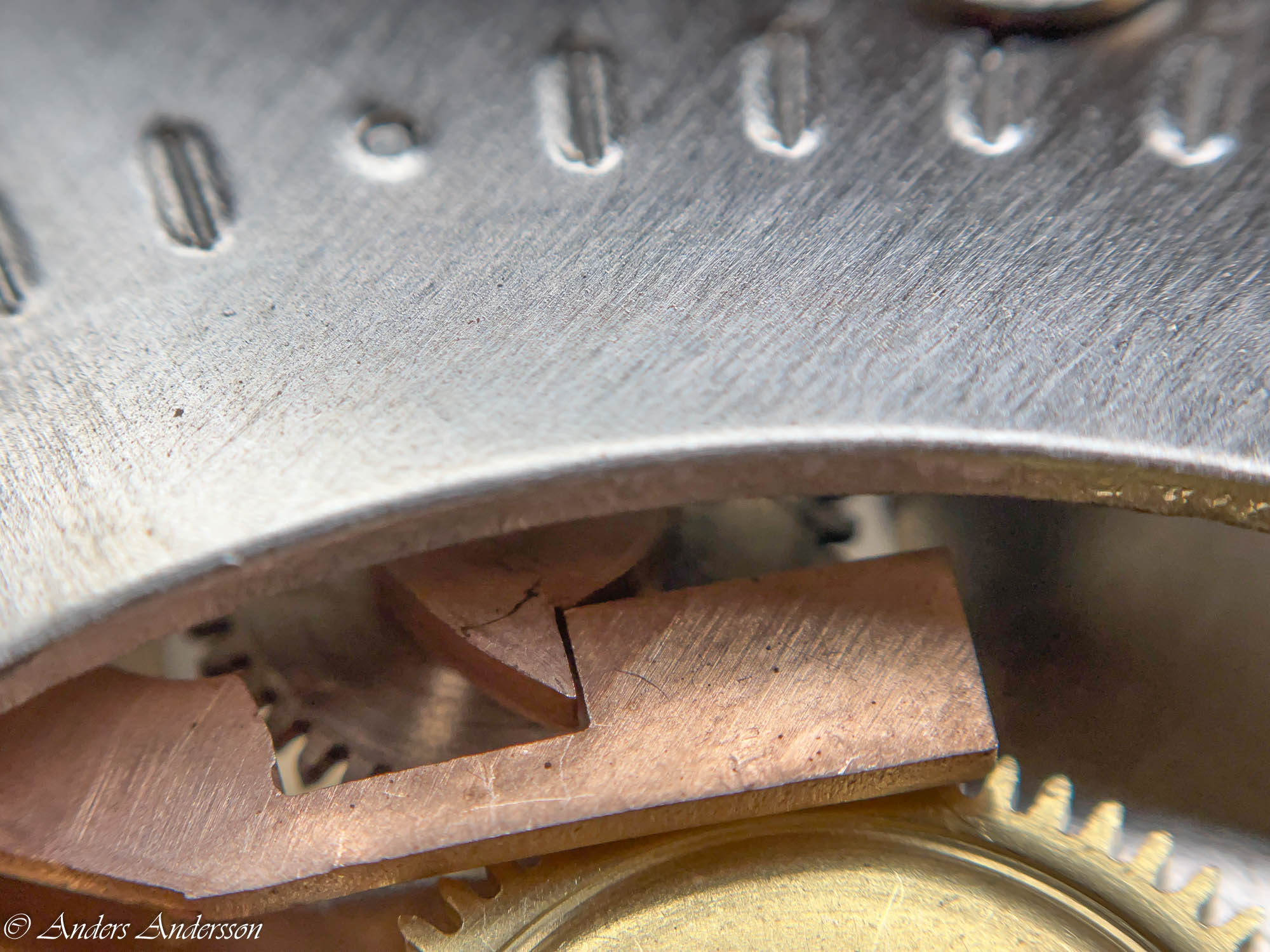
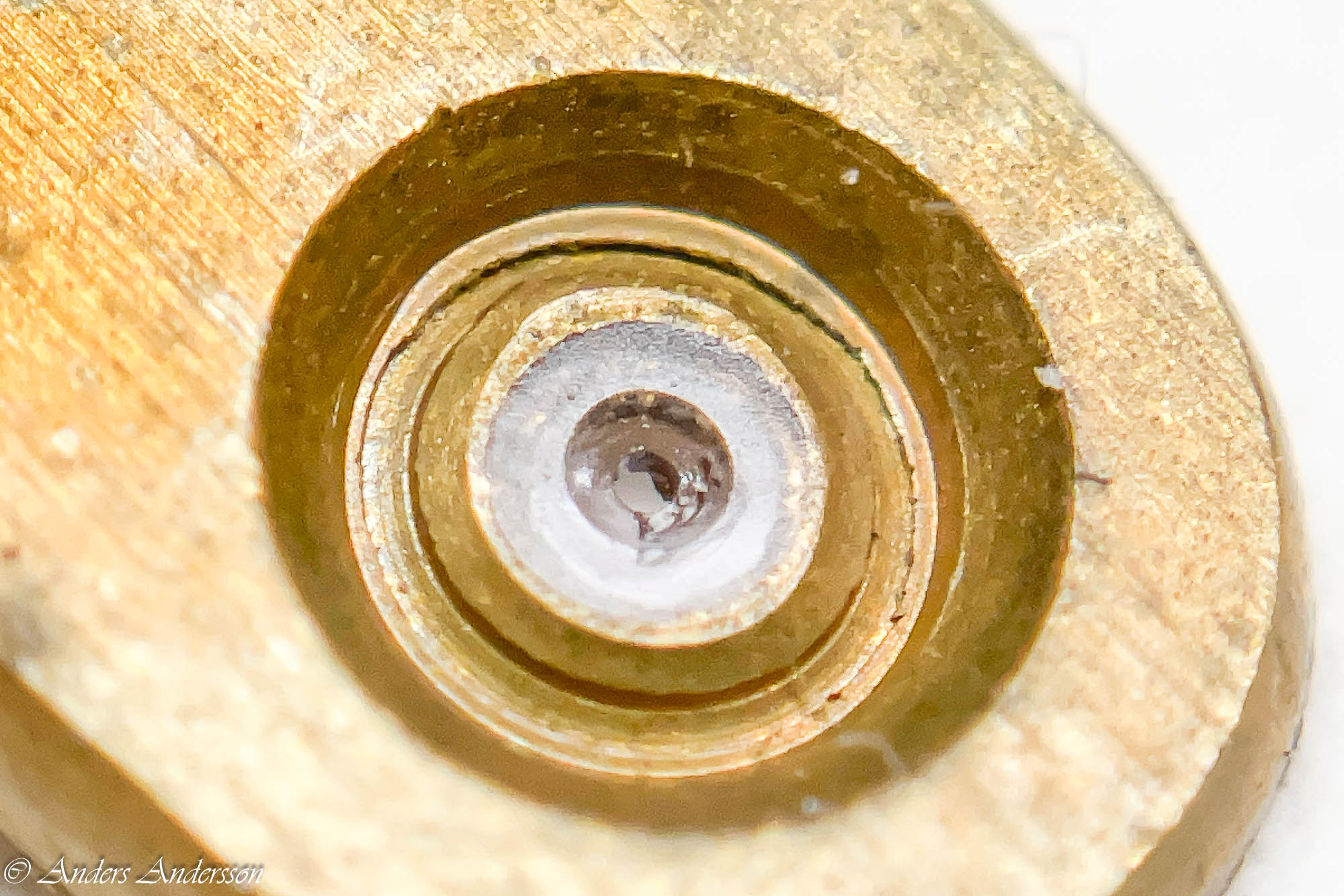
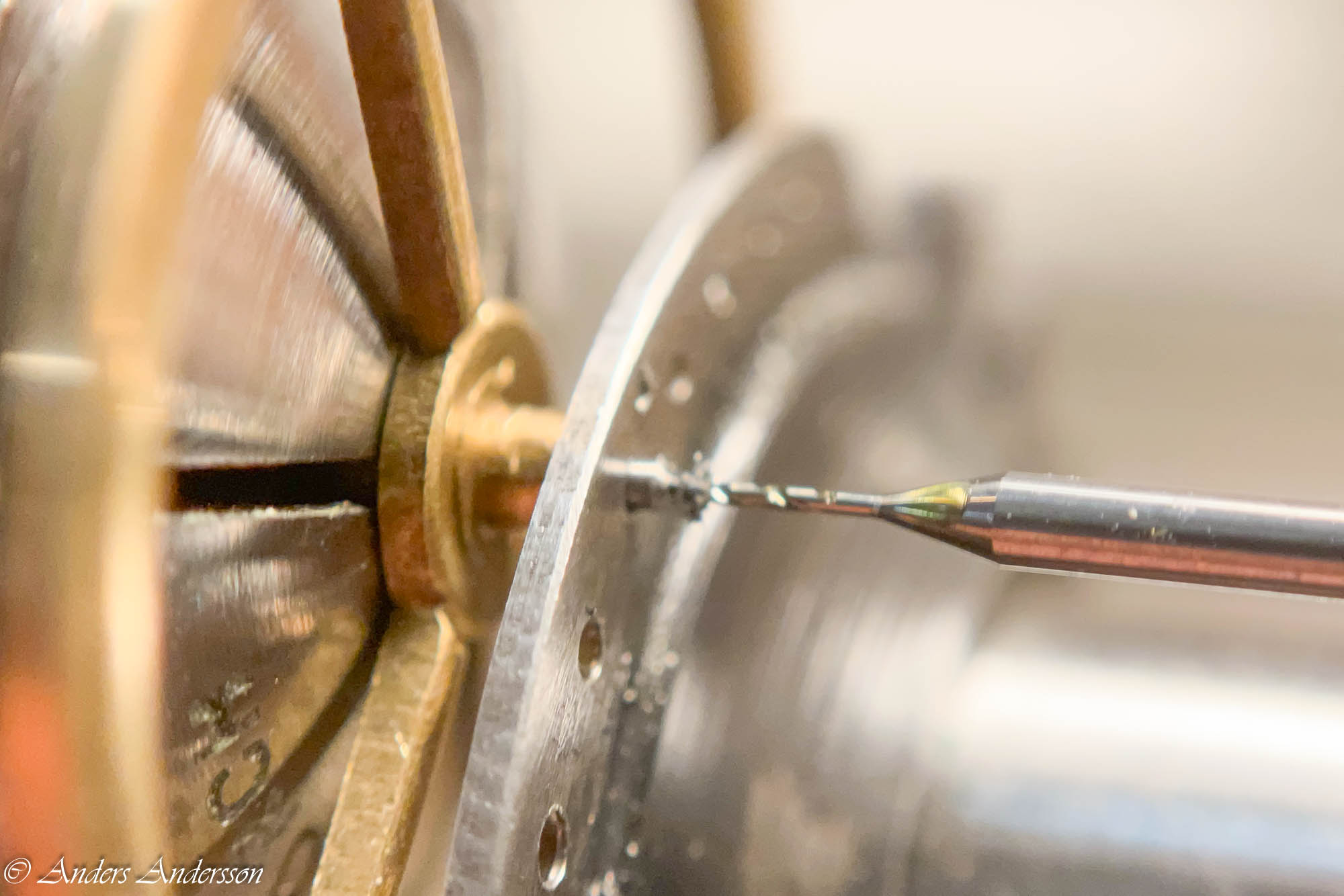
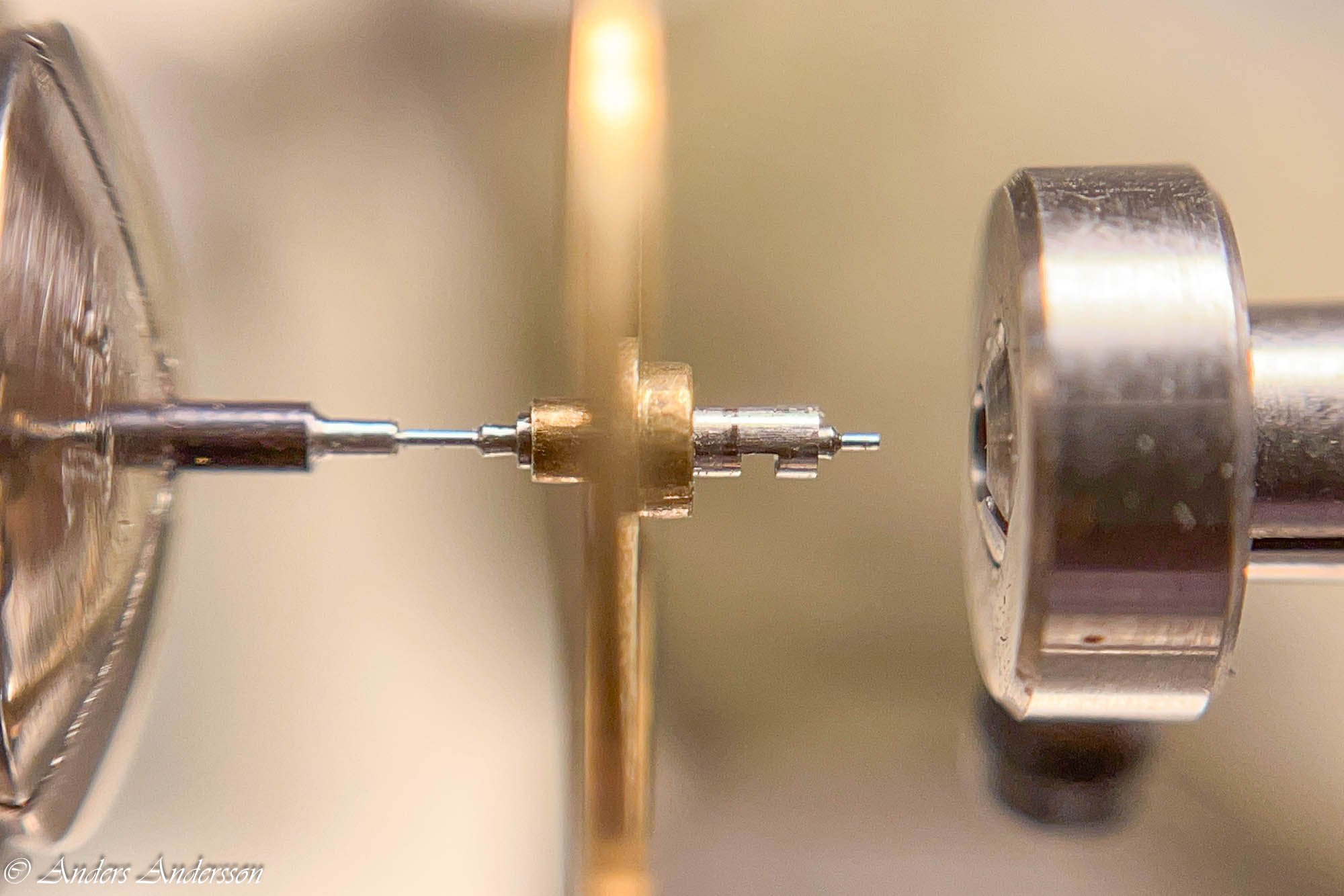
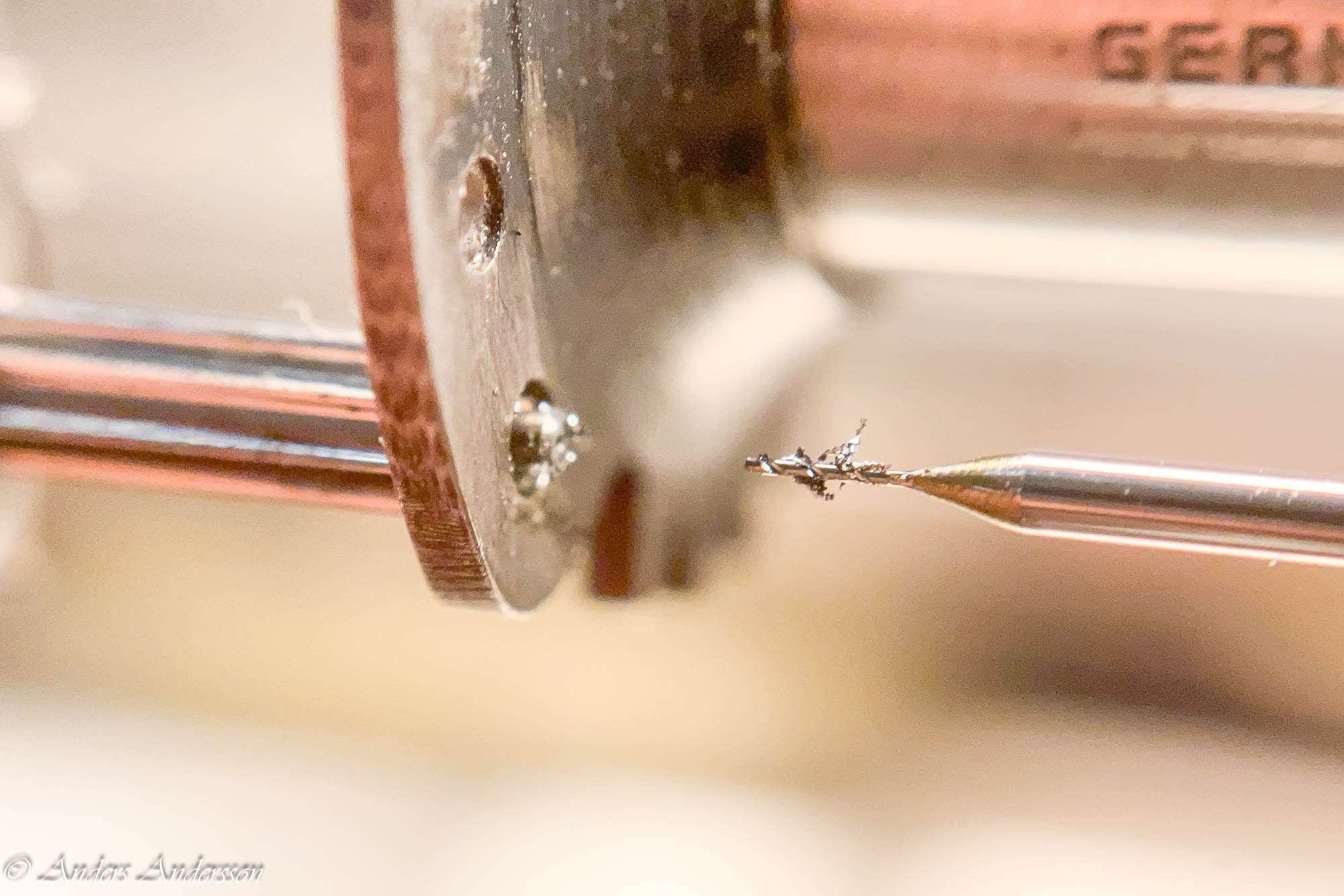
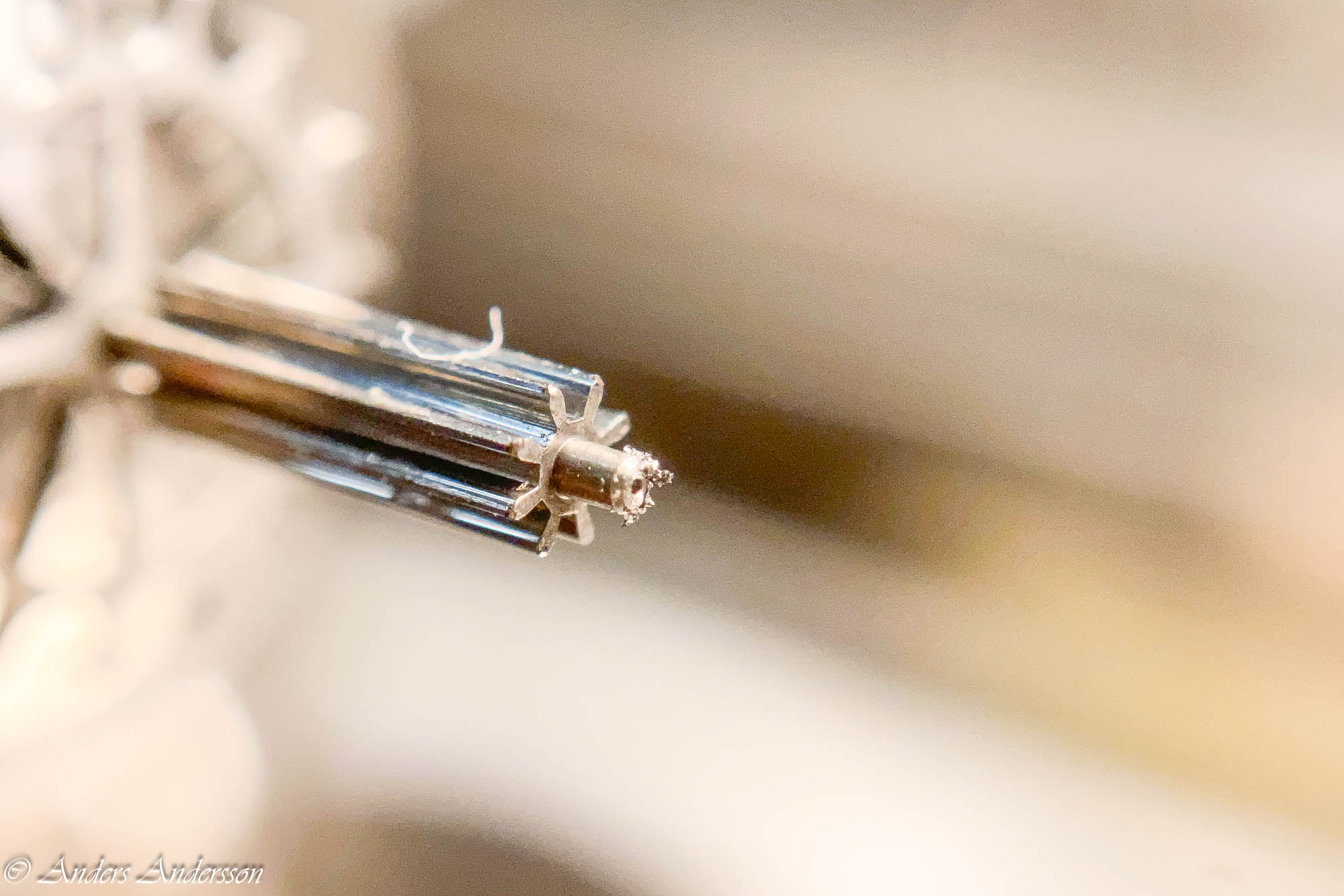
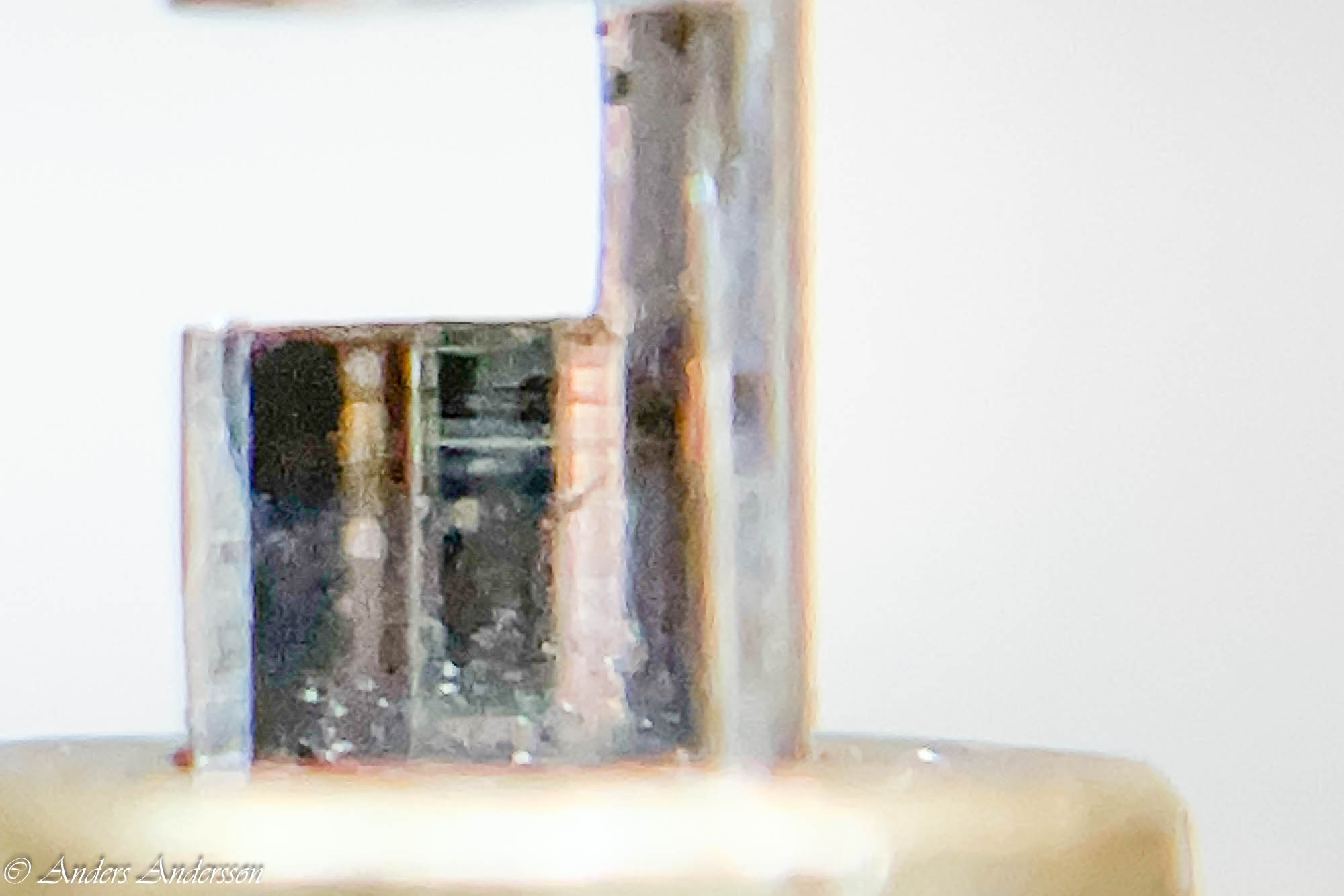
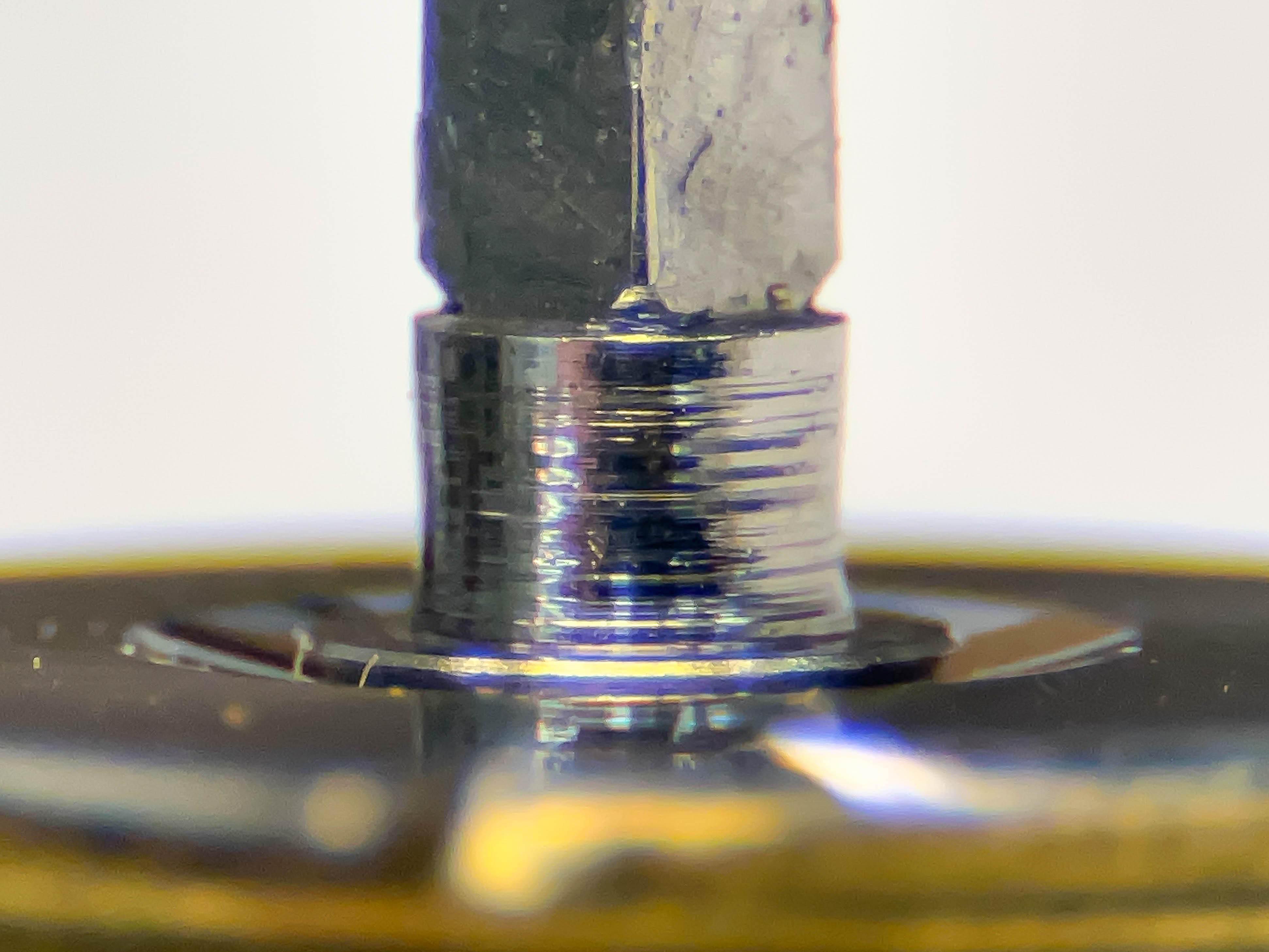
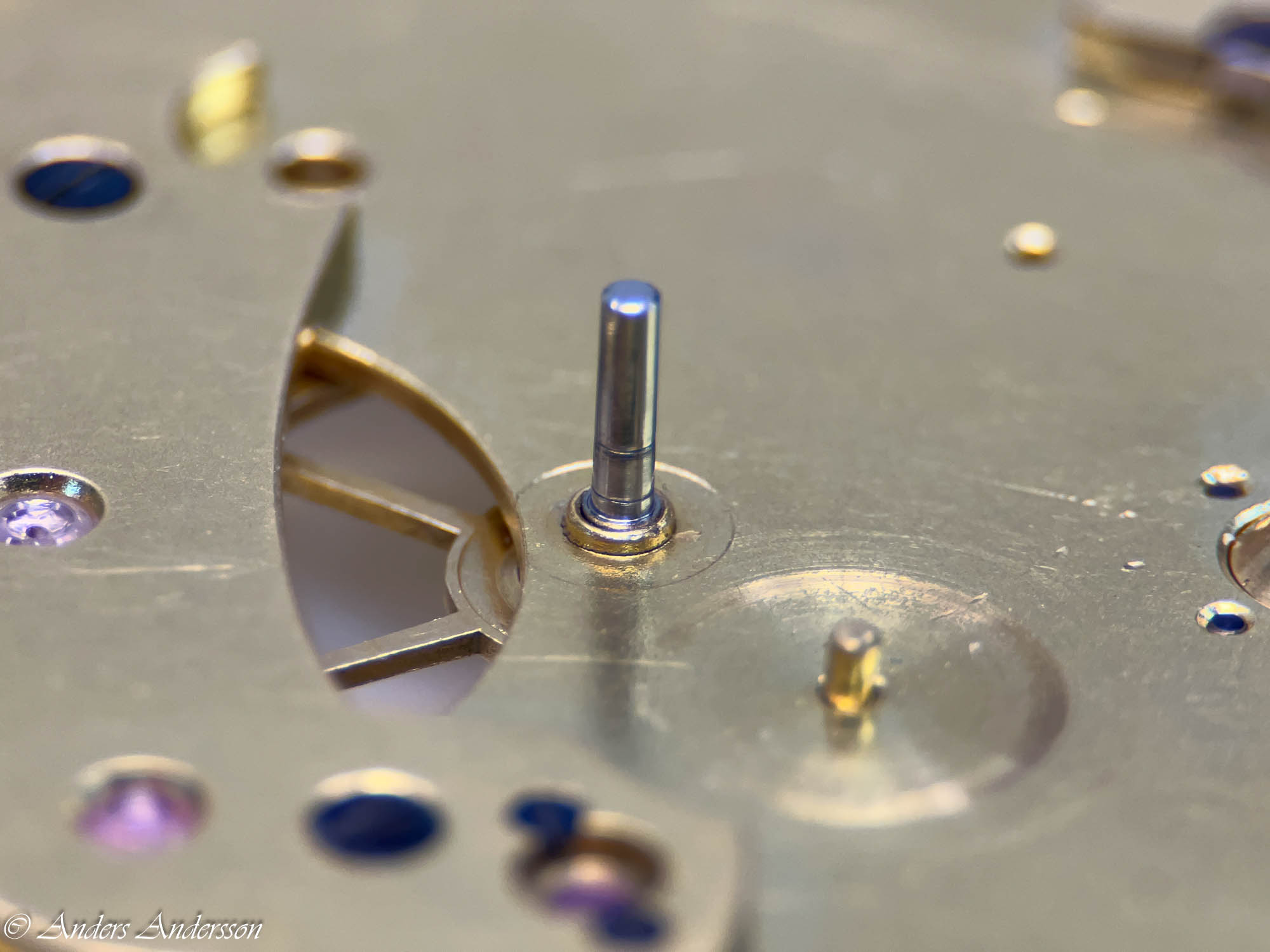
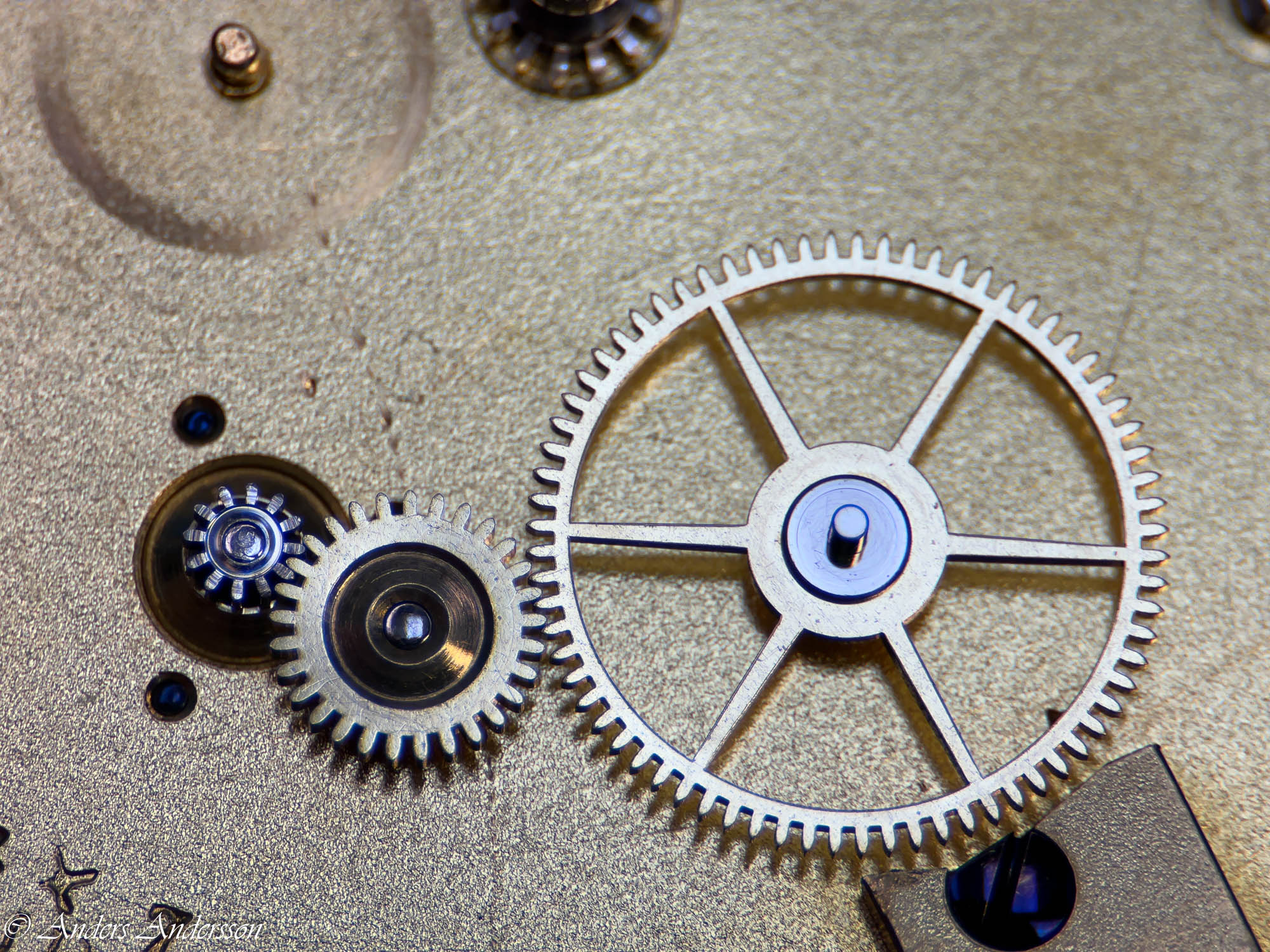
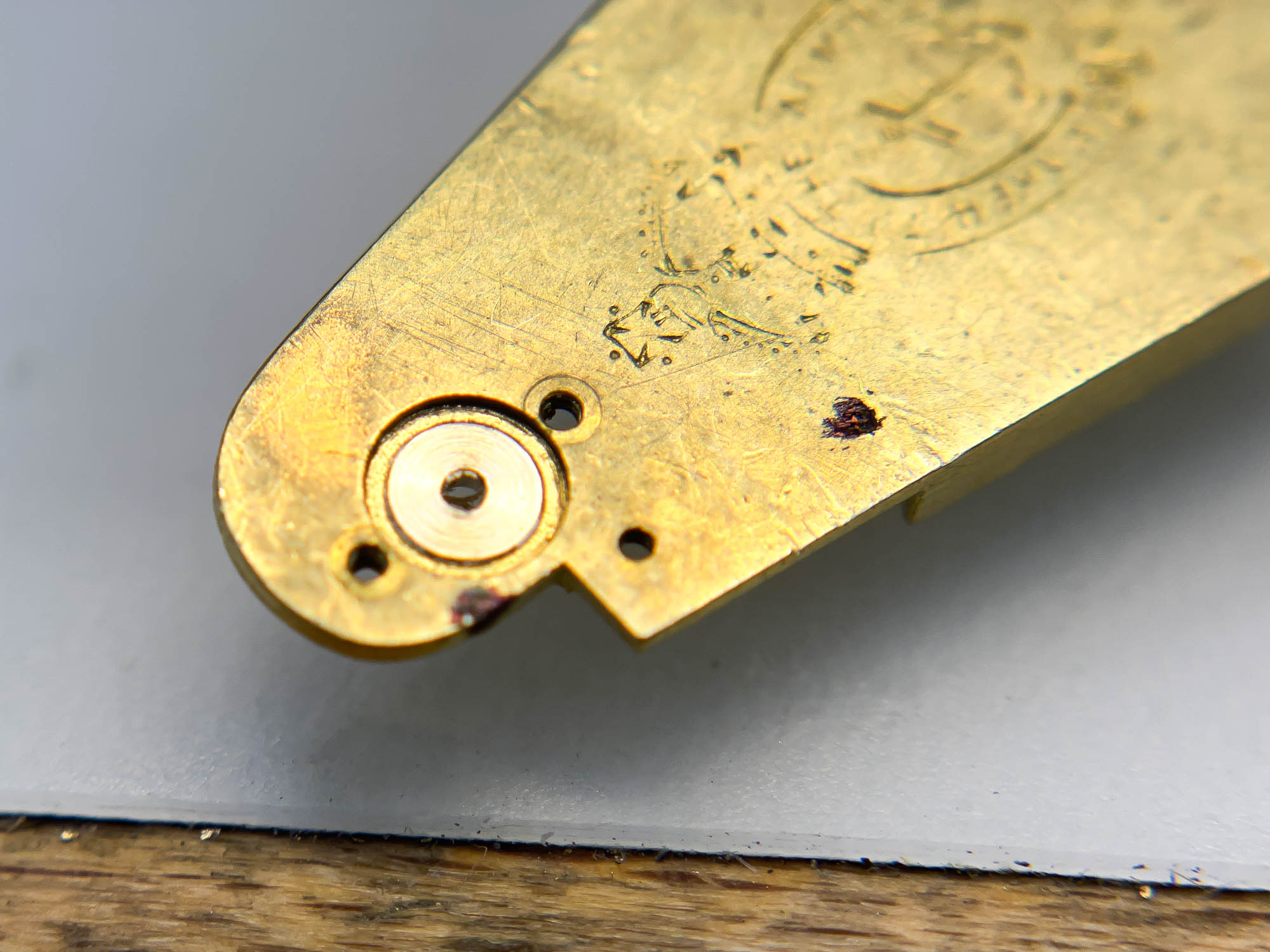
Här ser man att driven är blåanlöpt, det antyder att någon försökt borra in en tapp.
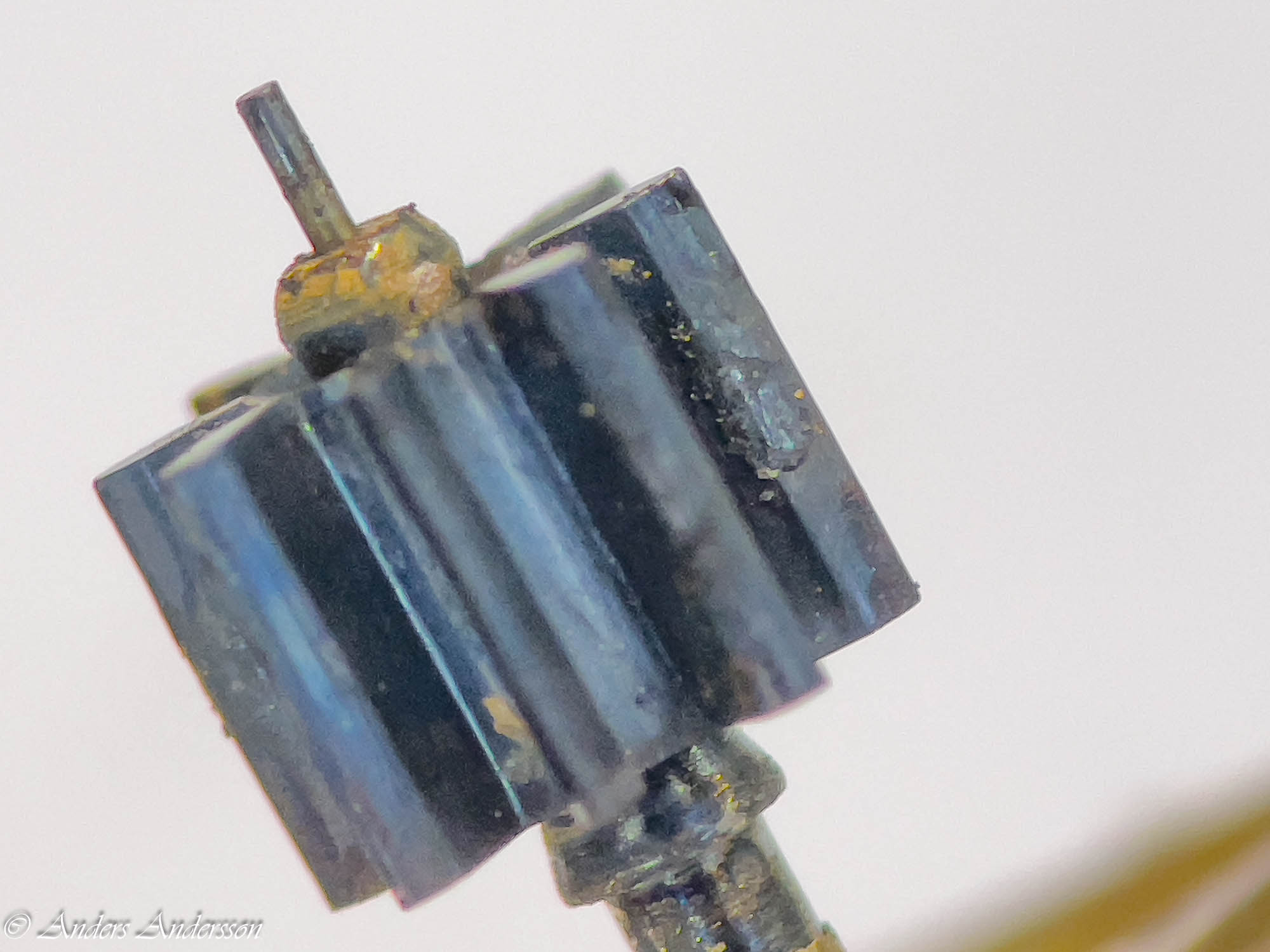
Tittar man noga ser man att tappen inte sitter i centrum av axeln. Rost.
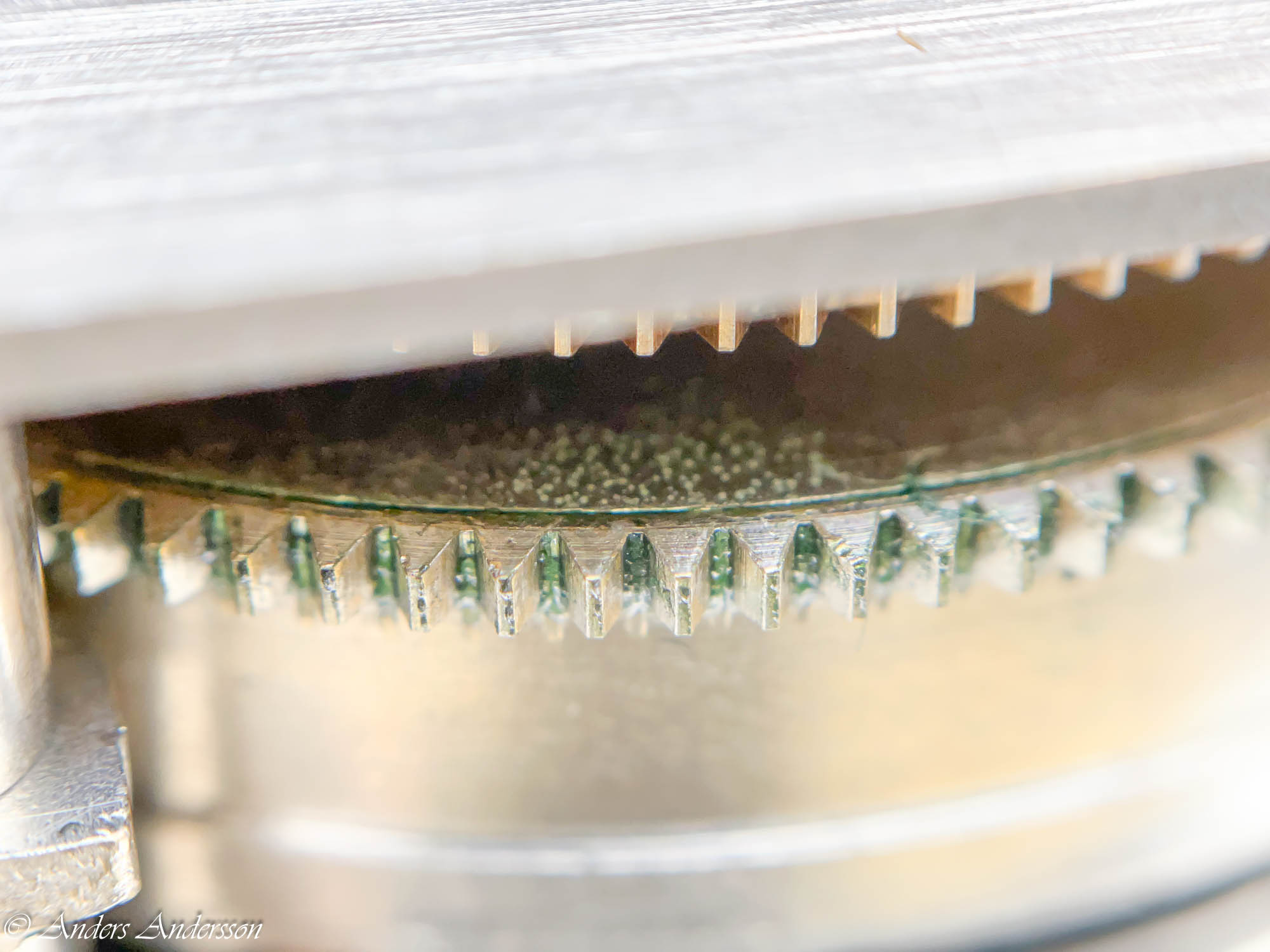
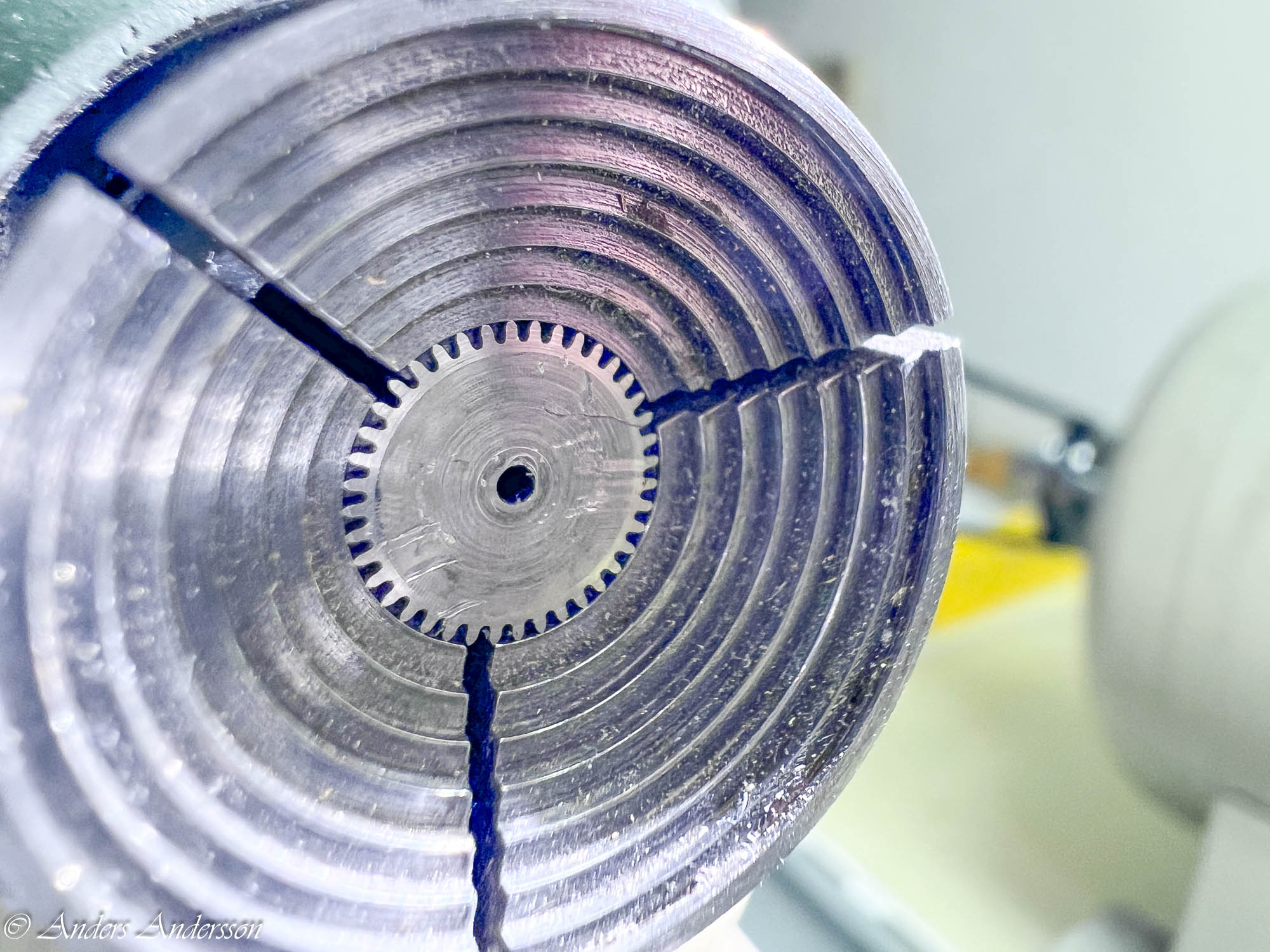
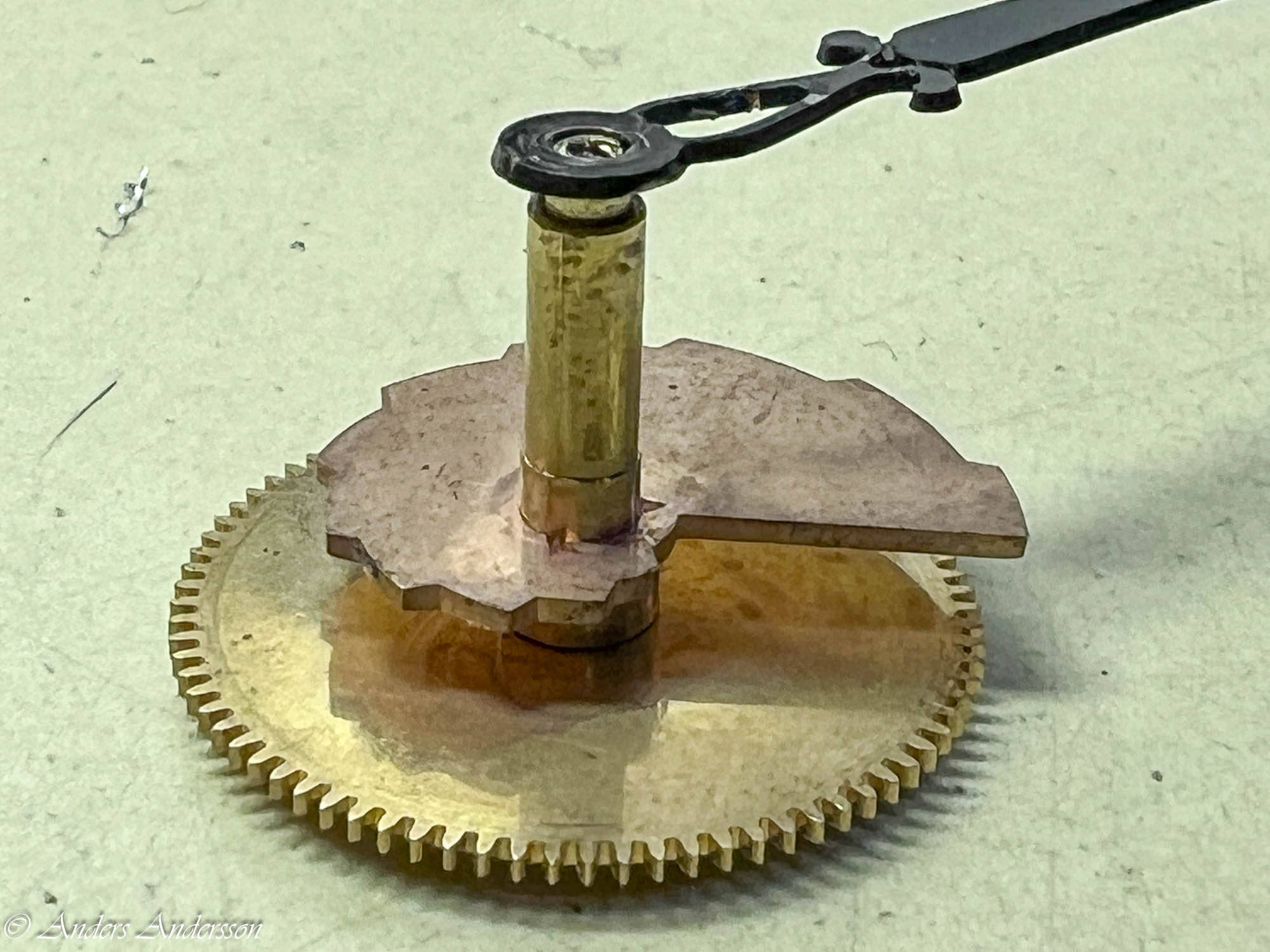
Kontroll av rundgång av hjulet. Det ser inte så bra ut.
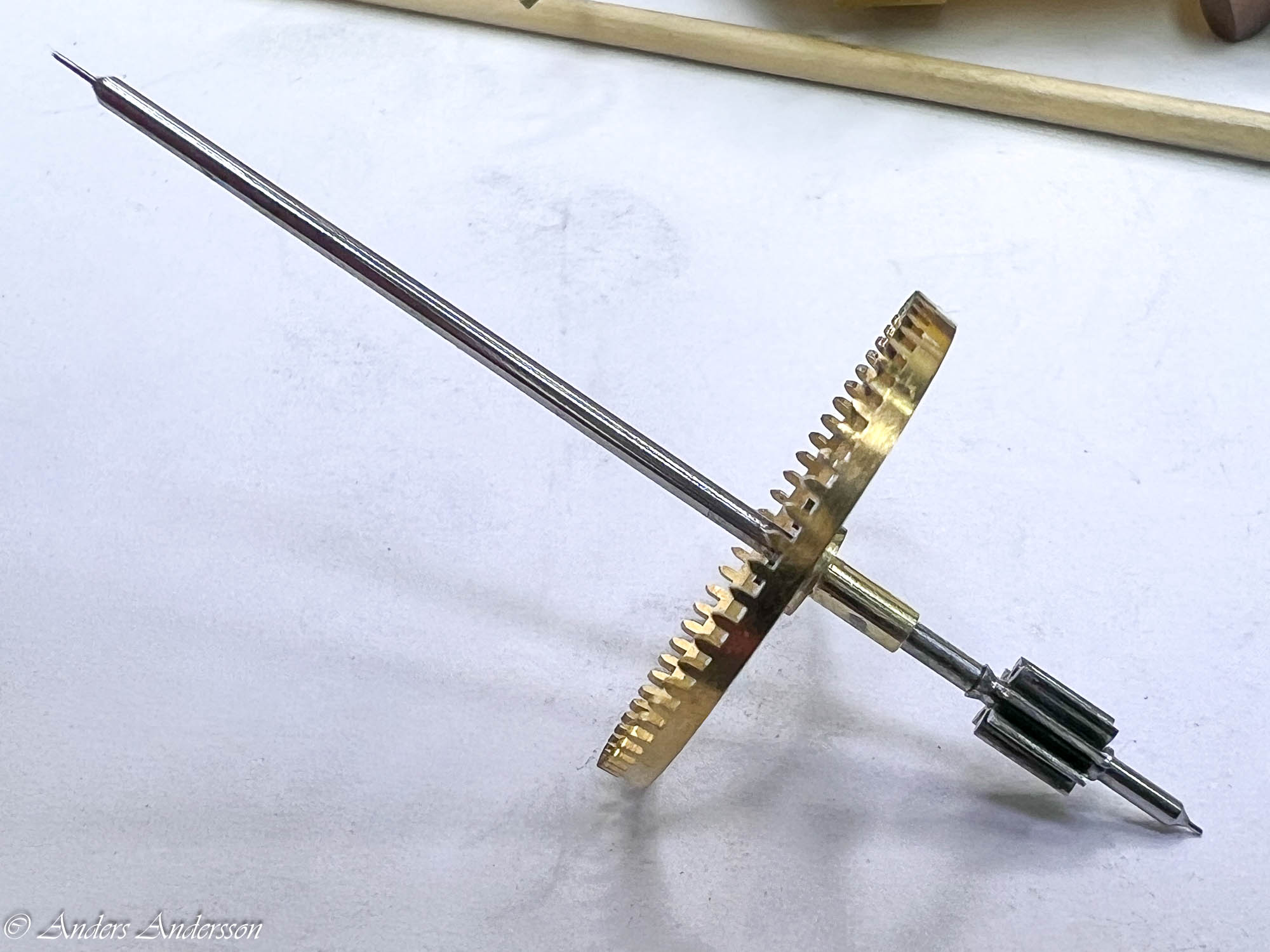
Näst på tur – balansen.
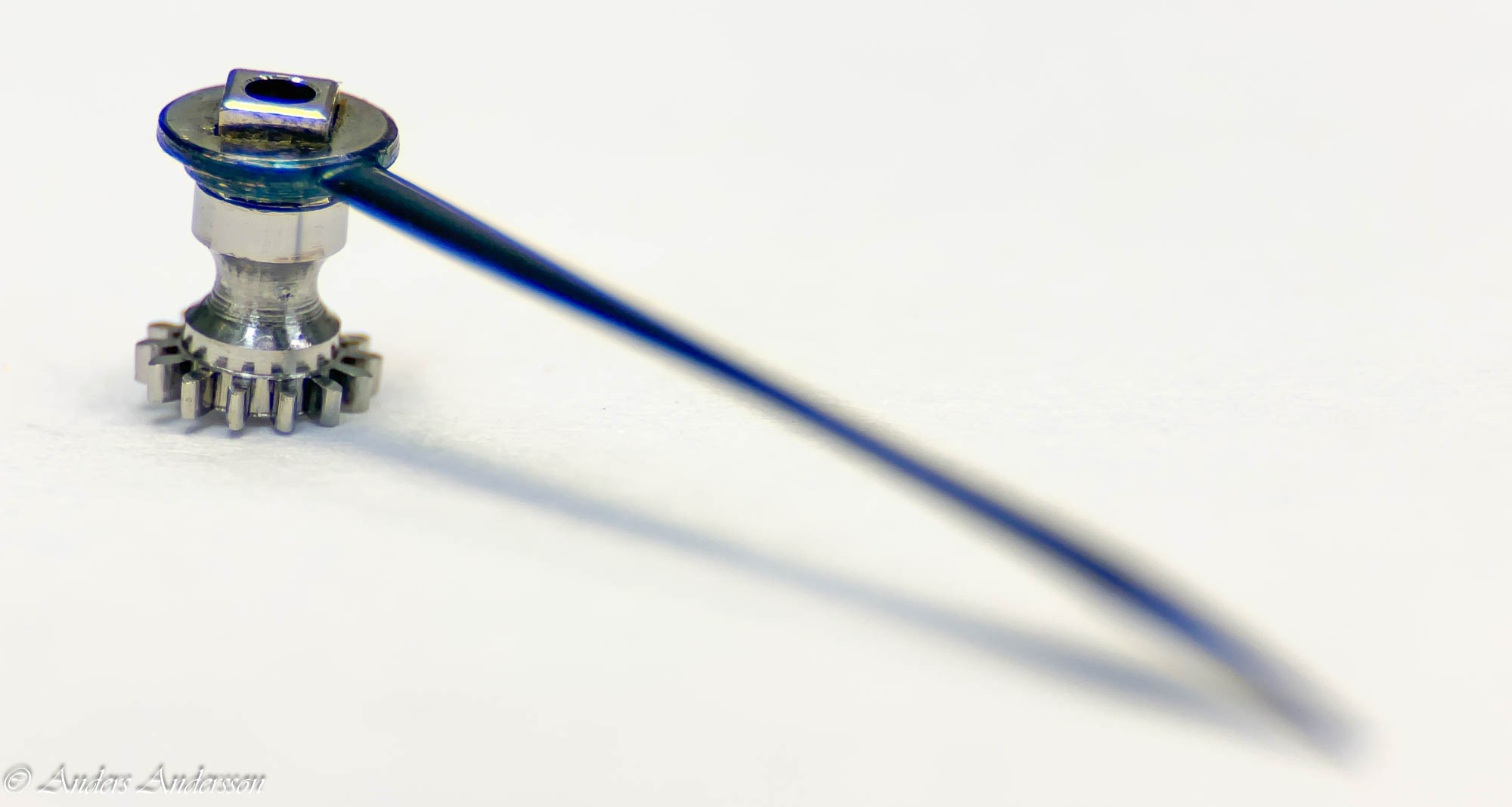
 Undre balanstappen rejält böjd. Man antyder rost på balansskänkeln.
Undre balanstappen rejält böjd. Man antyder rost på balansskänkeln.
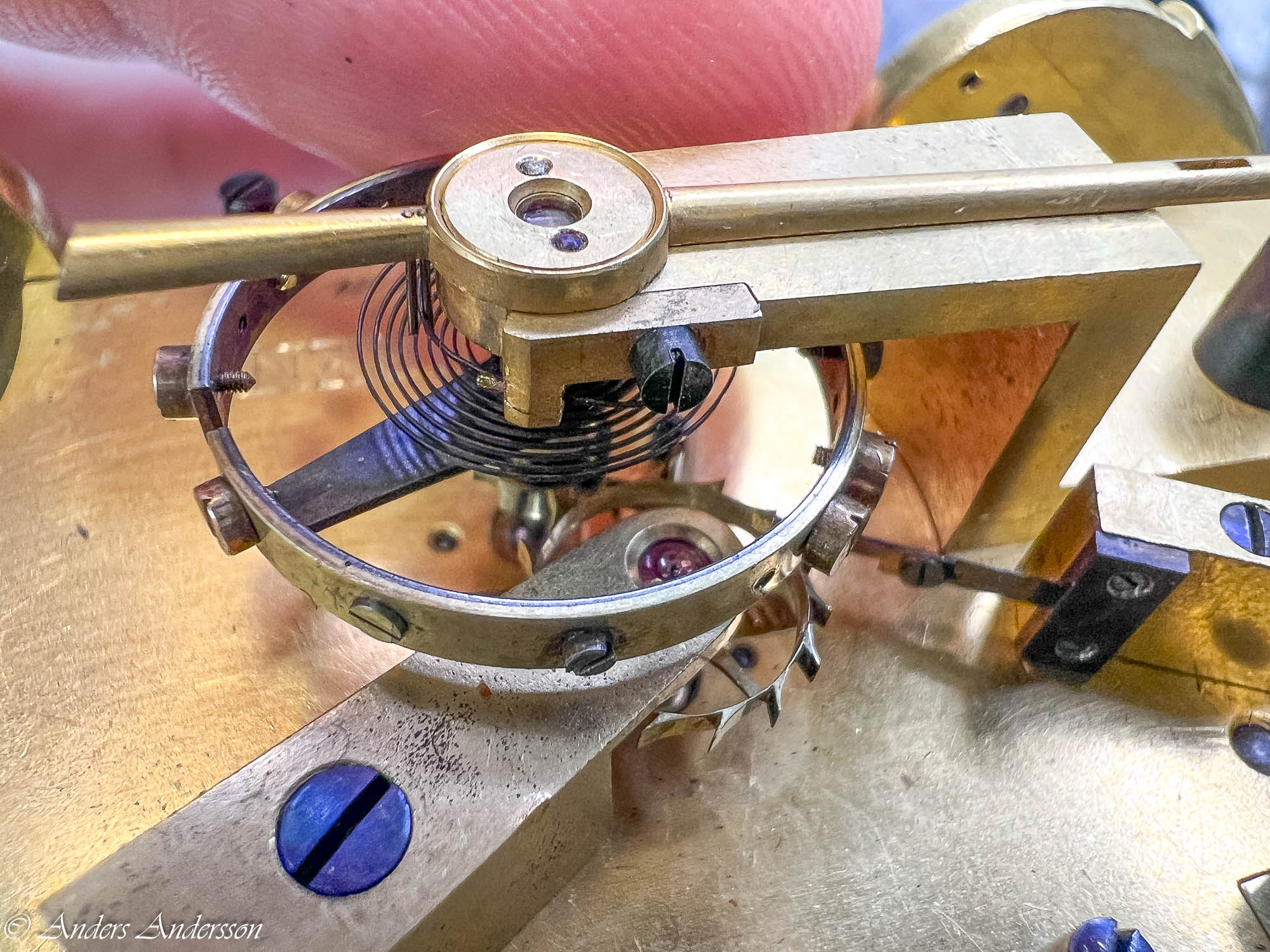
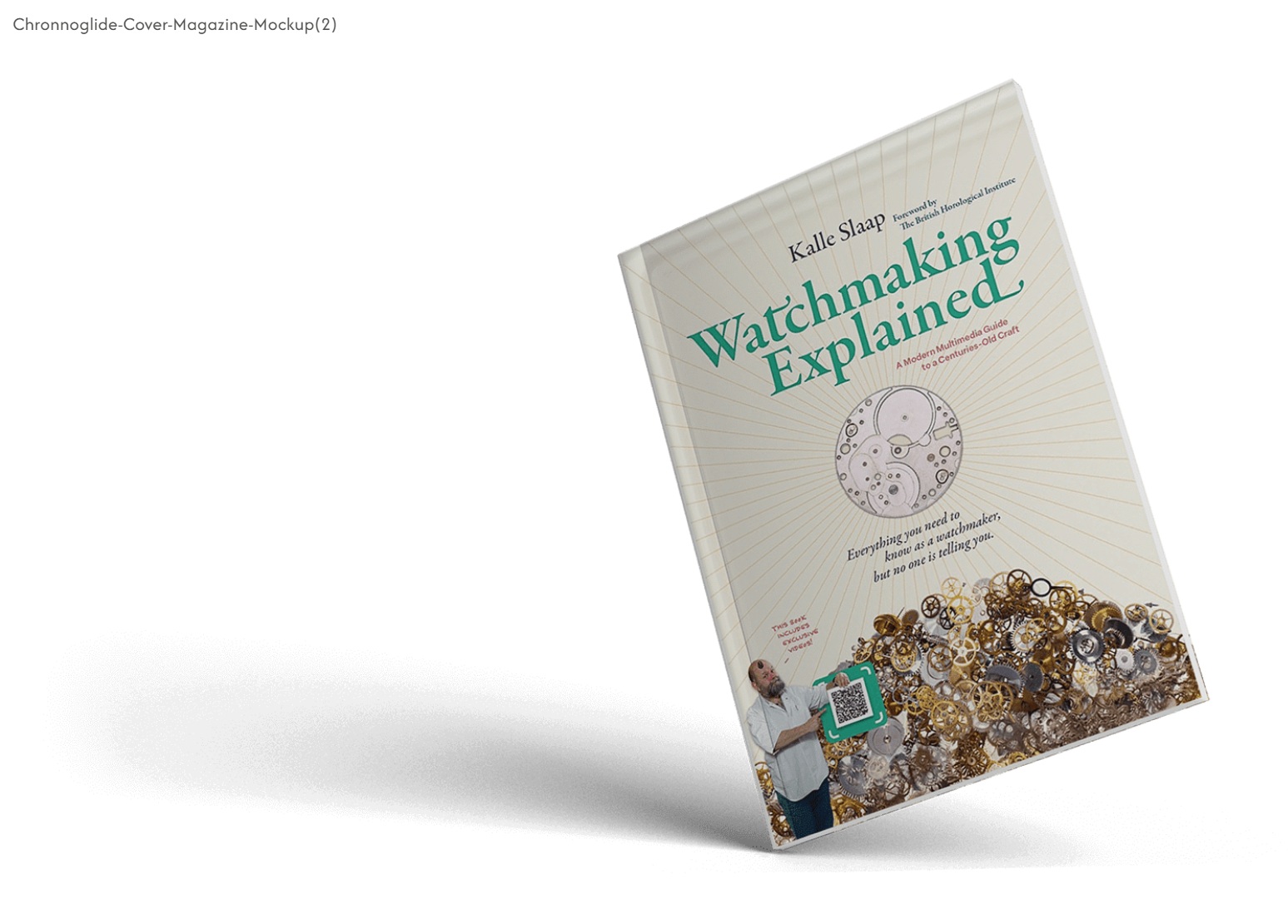
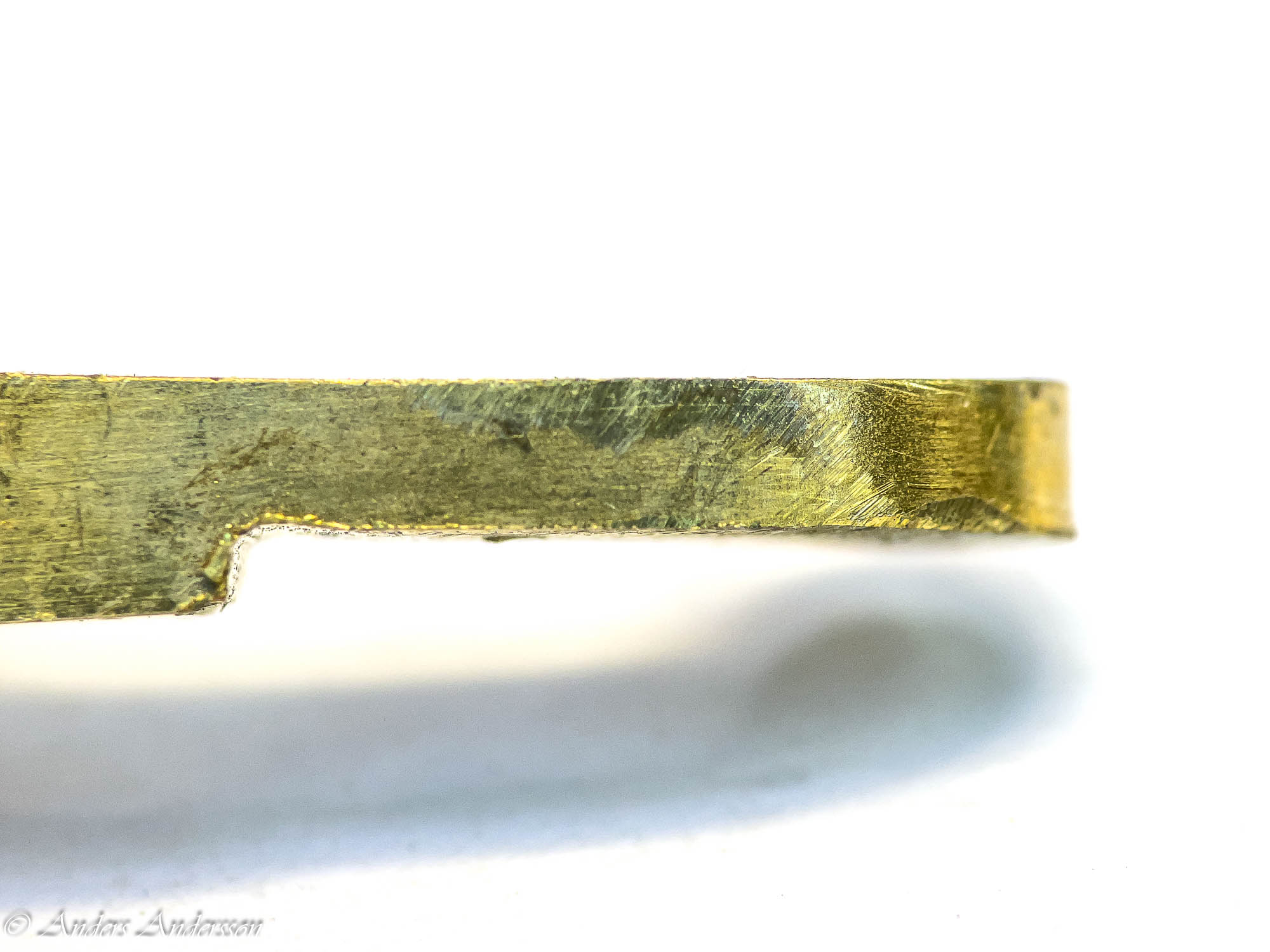
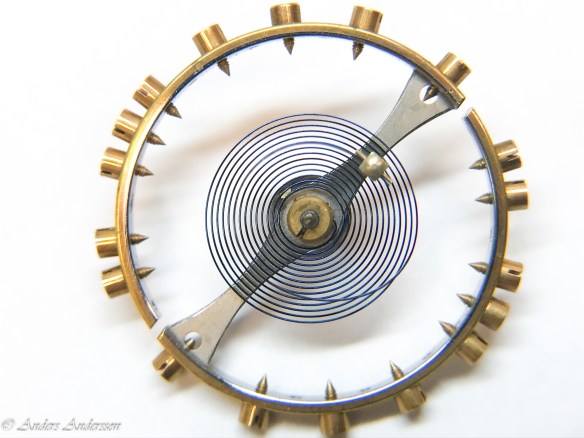
Intressant nog har gången inga stenar på balansen, utlösning- och impuls-ytor är i stål.
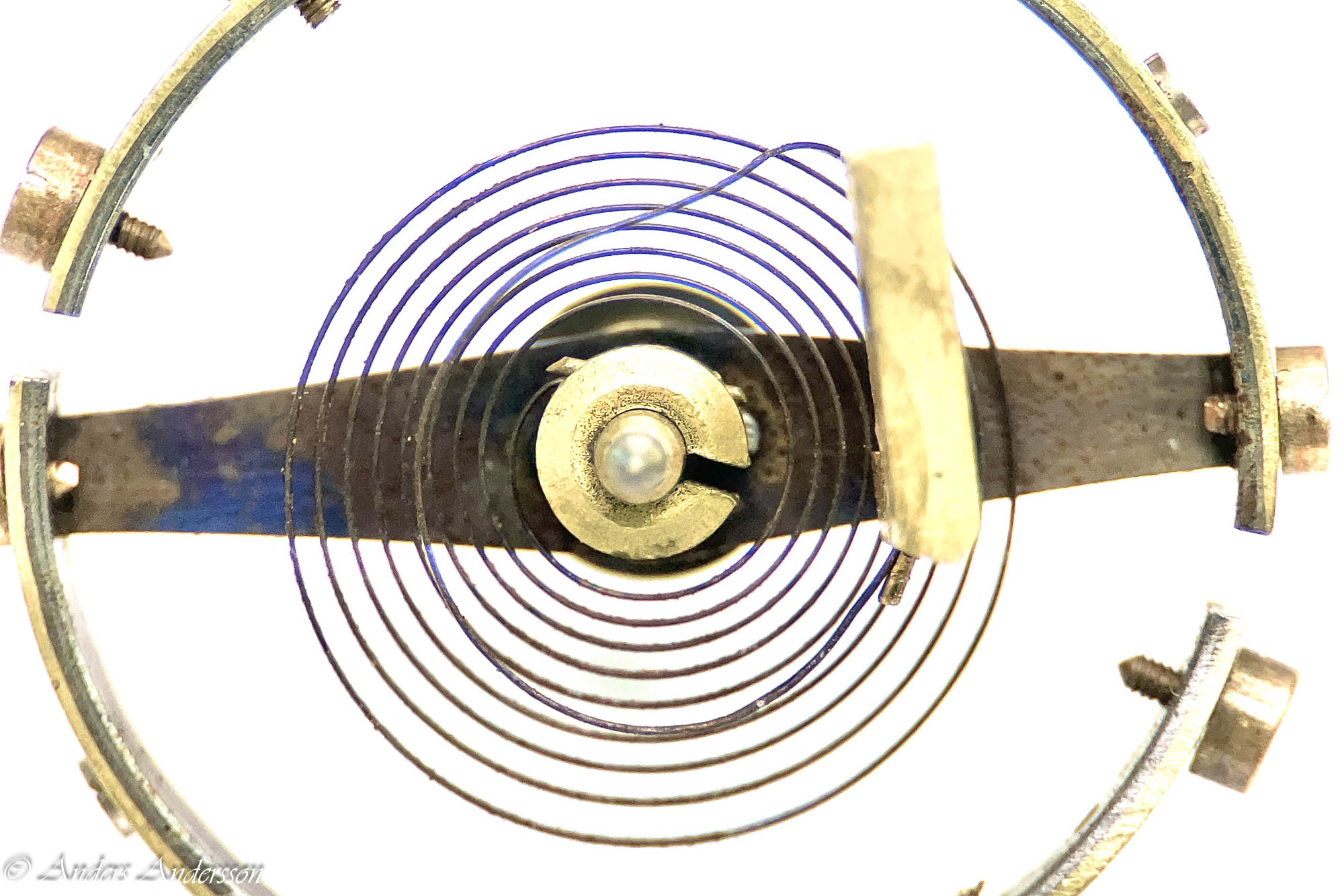
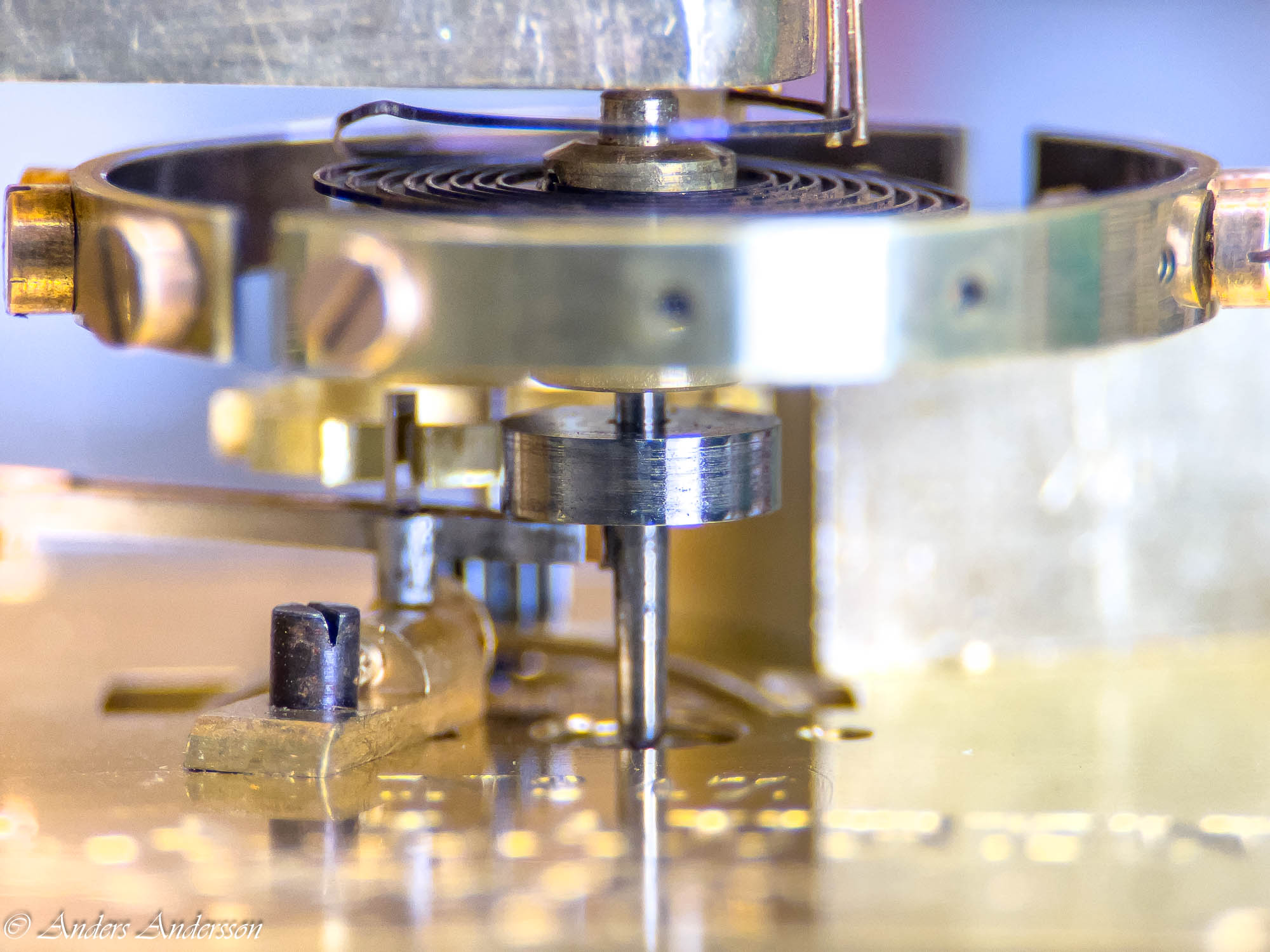
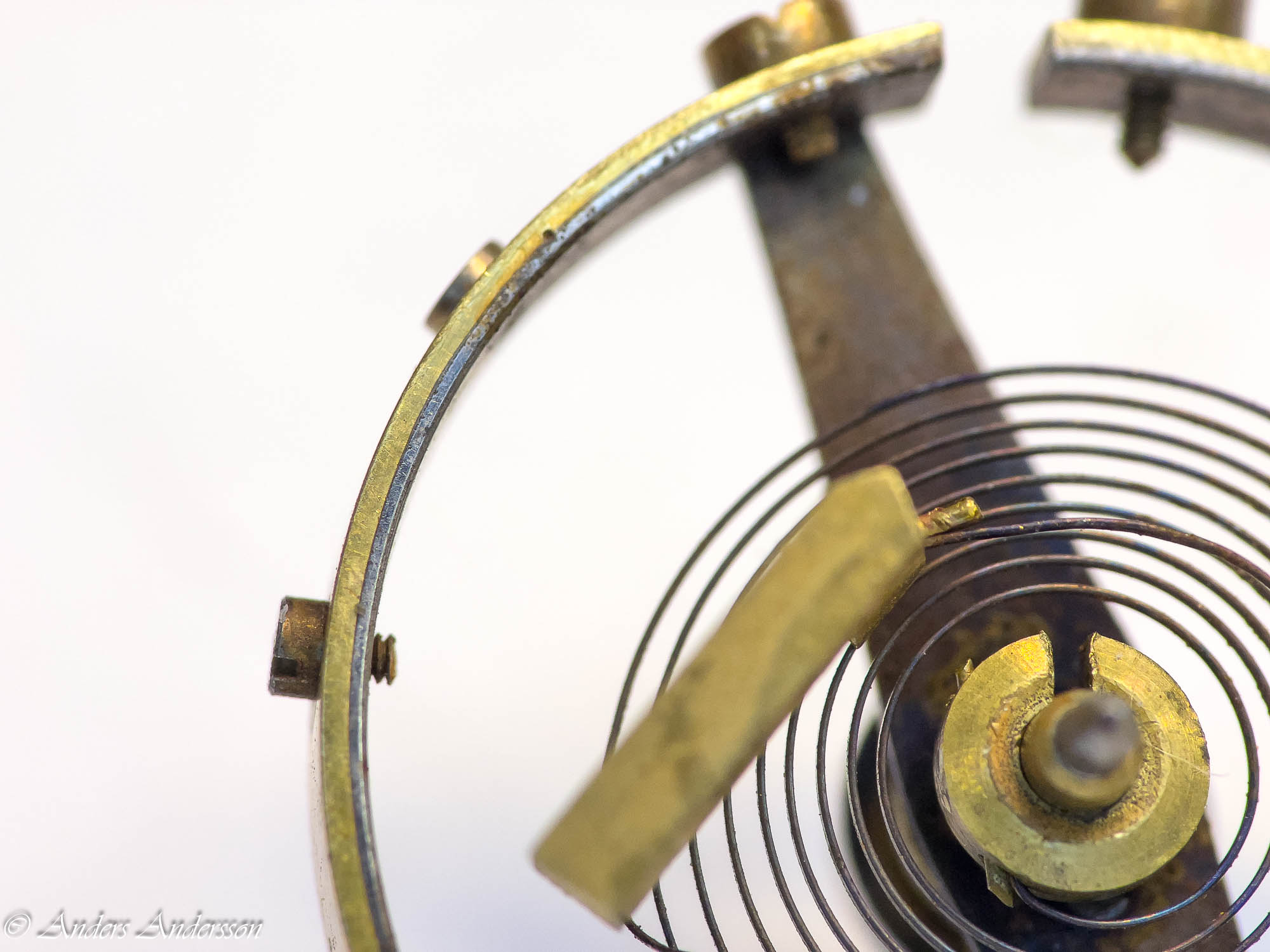
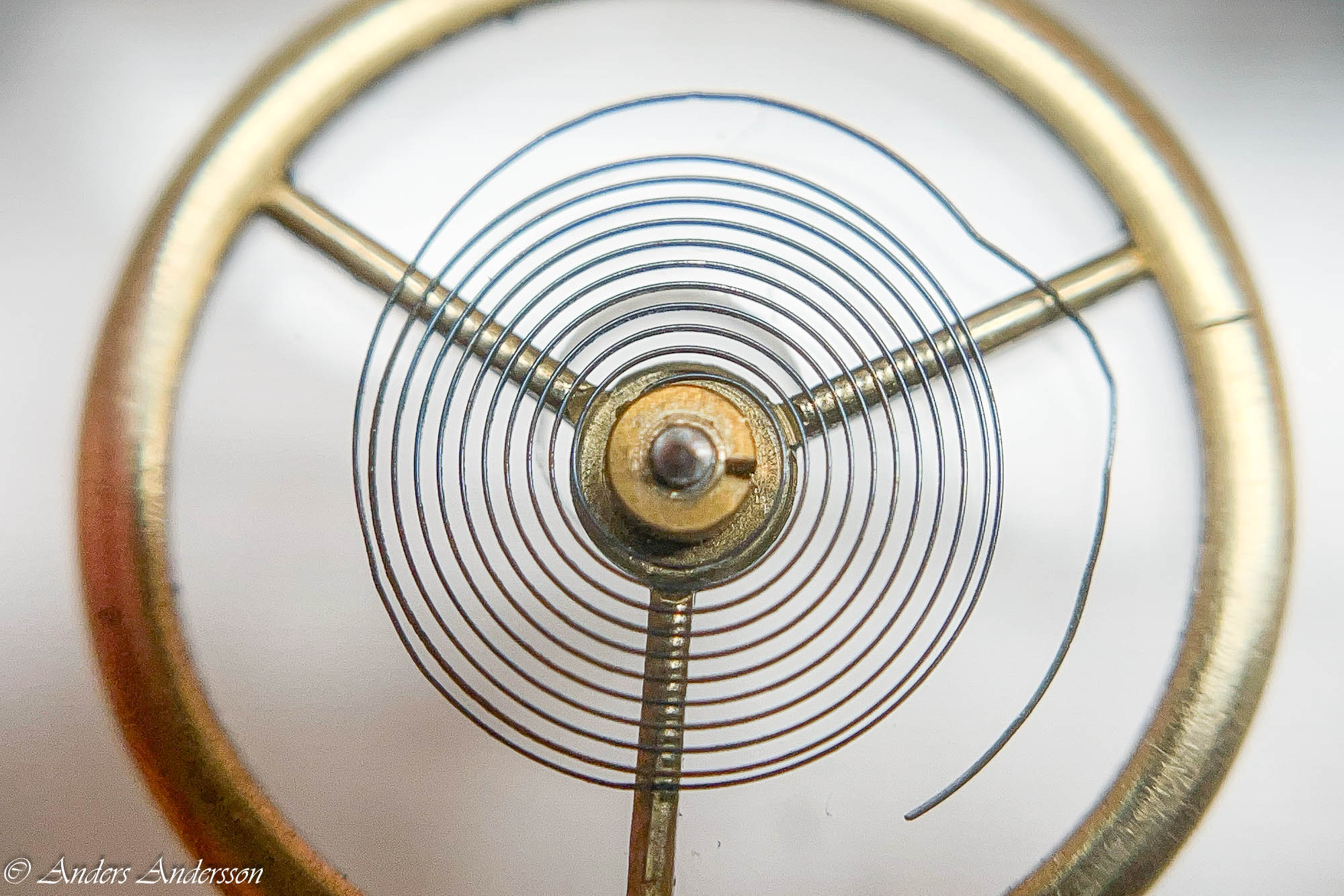
Breguetkurvan har en felaktig form, spiralen är rostig.

Spiralens plan är helt deformerat, håller man balansen vertikalt blir inte spiralen plan. Rost på spiralvarven.
Själva balansringen är också skev och deformerad.
Till slut blev det en lång lista av fel som behövs åtgärdas. Vad behövs mer?
Finns det ytterligare överraskningar? Ja, troligen när man ser hur en del av reparationerna utförts.
(Bönhasar
I Svenska akademins ordbok läser man, bönhas <mest vid beskrivning av äldre förhållanden> person som utövar (hantverks) yrke utan fackkunskaper ursprungligen utan att tillhöra visst skrå. Jämför – klåpare.)
Hur beräknar man tid och pris för att kunna ge ett rimligt kostnadsförslag till kunden?
När jag får så här komplicerade reparationer brukar jag bryta ner renoveringen i olika delmoment, dessutom delade jag upp i ytterligare moment som kunde gå snett eller kräva extra mycket tid – ett slags värsta scenario:
- Urverk – normal tidsåtgång. Demontering, åtgärda ”normalt slitage”, rengöring, epilamisering, montering, inställning av slag och gång. Tillverka hammardämpning.
- Urverk – extra tidsåtgång. Med tanke på fodring i fodring; kontrollera och åtgärda eventuella ingreppsfel. Jag kunde se att det ena ytterfästet i fjäderhuset var omgjort och fult nitat. Hur är fjädrarnas skick? Kanske behöver de bytas, kanske låta tillverka nya om måtten är ovanliga. Andra dolda fel, rost, fula skruvar.
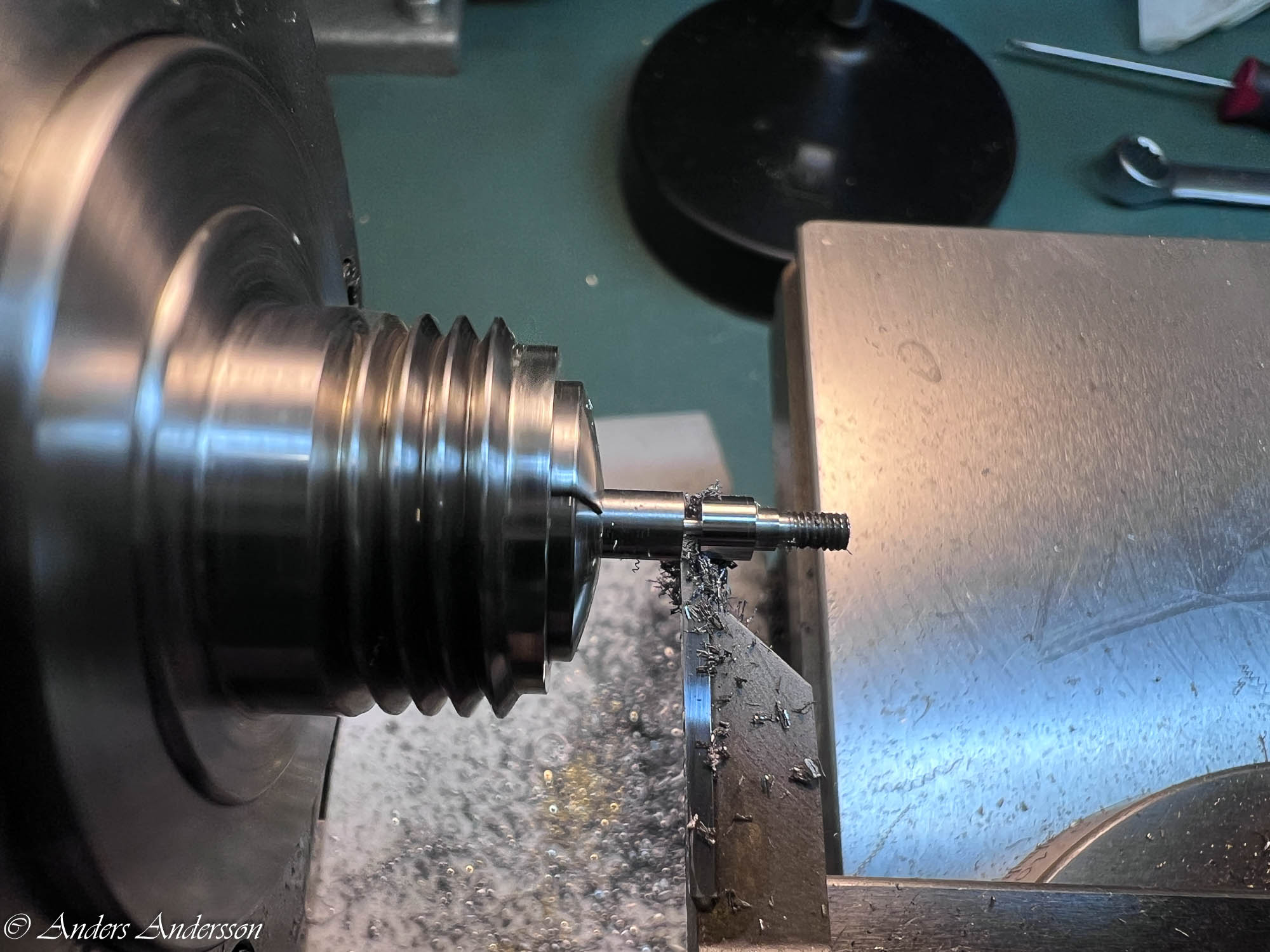
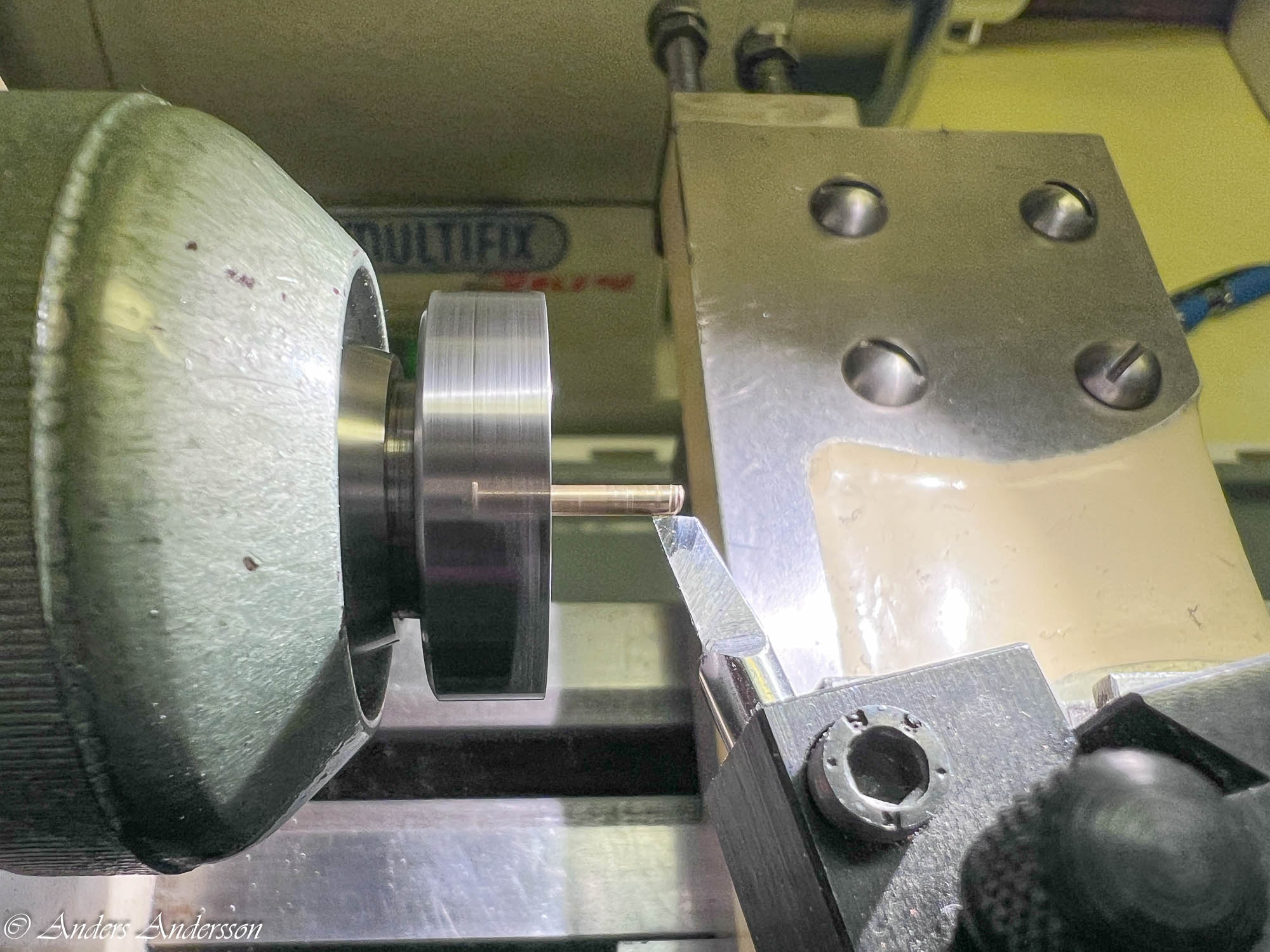
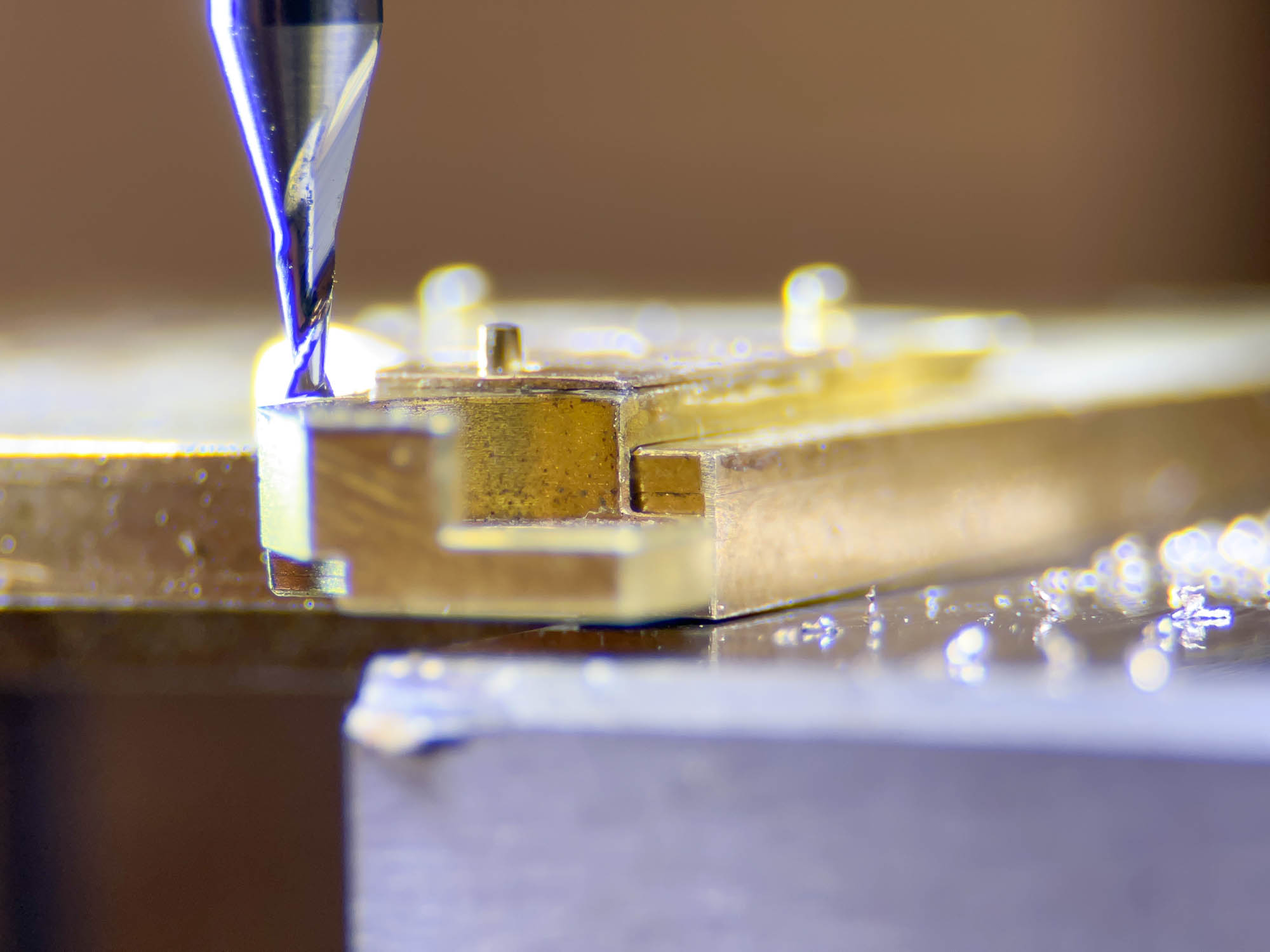
- Gånghjul – normal tidsåtgång. Borra in en ny och längre tapp. Ta bort blåneringen. Rikta hjulet.
- Gånghjul – extra tidsåtgång. Om det blir problem att sätta upp driven, få bort ocentreringen. Svårigheter vid nitningen av hjulet, kanske tillverka ny puts för hjulet. Svårigheter att rikta hjulet, tänder sneda och skeva etc. I allra värsta fall behöva tillverka ny driv, anskaffa fräs.
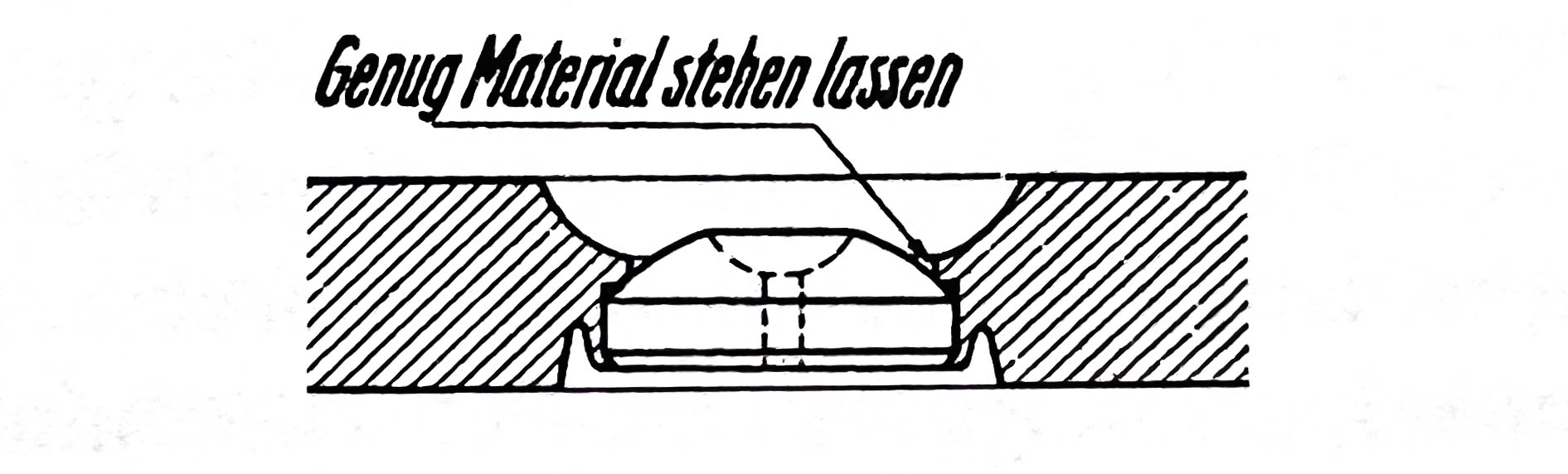
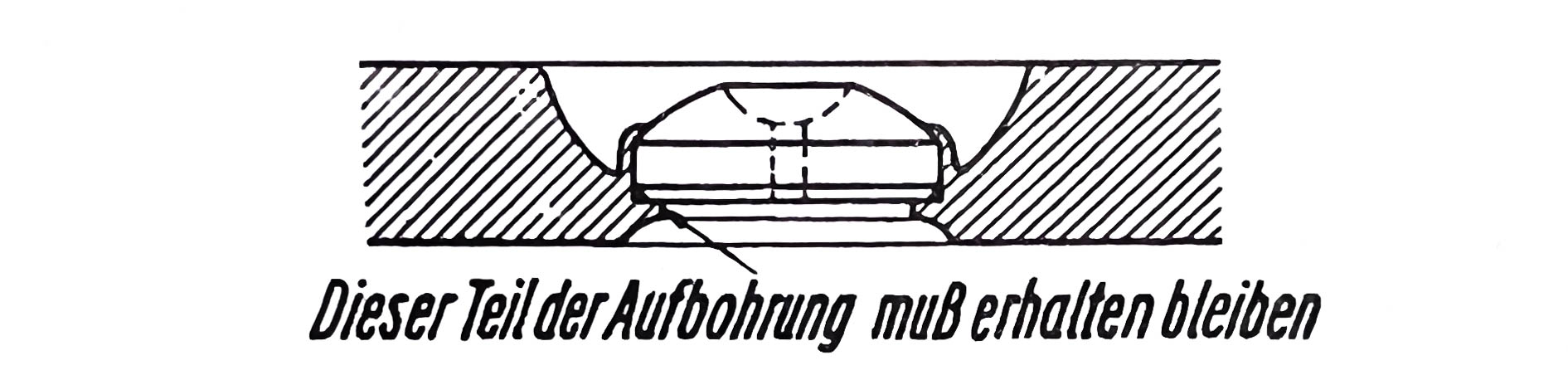
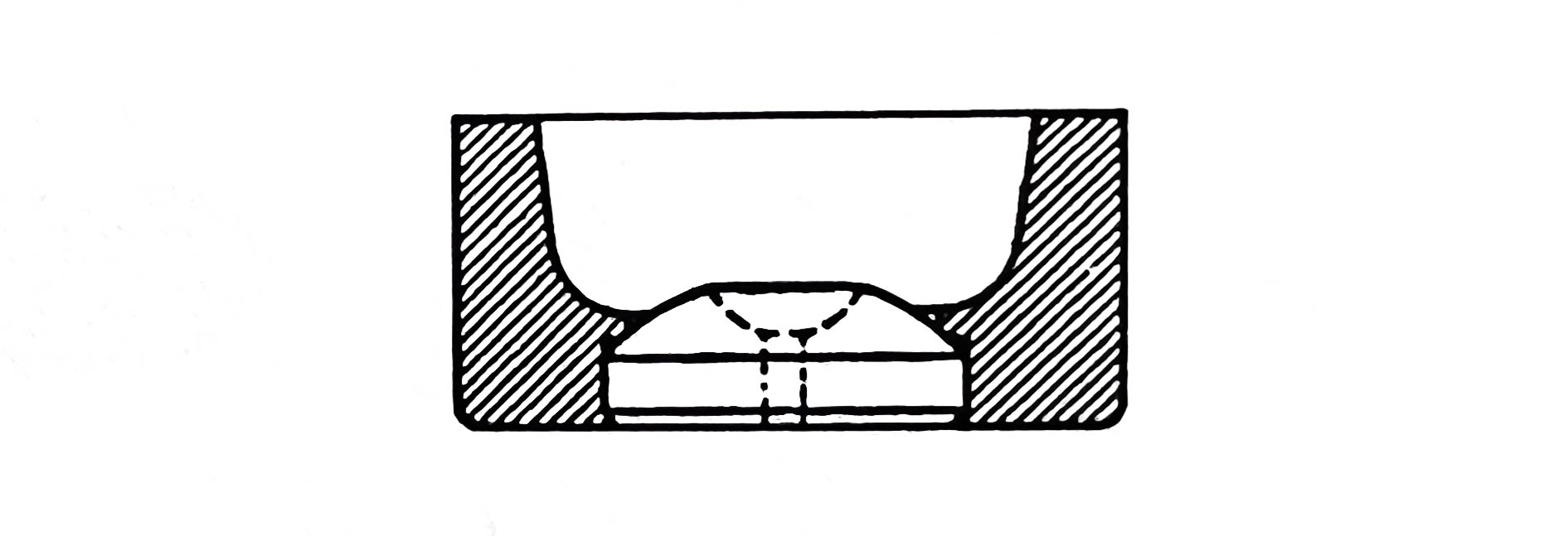
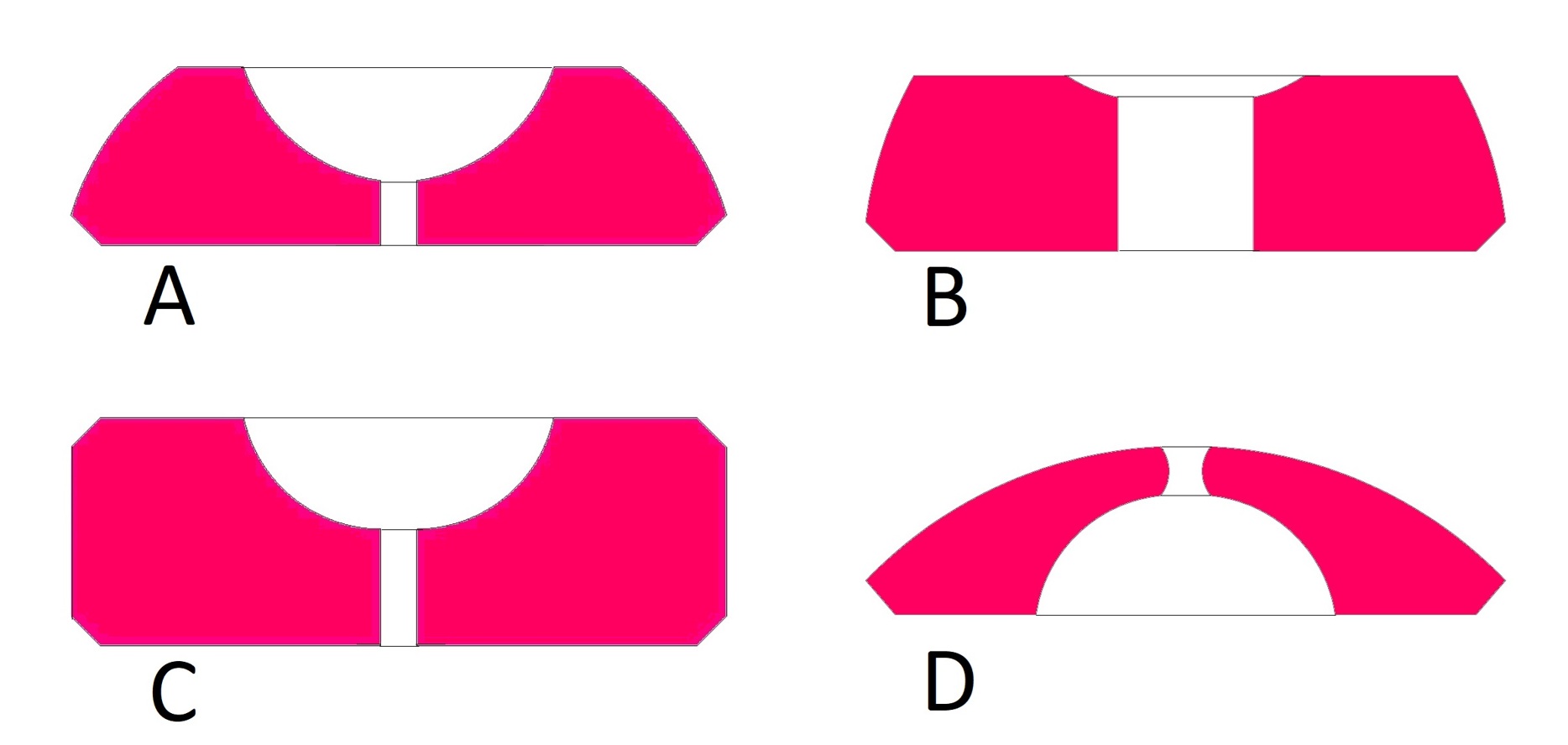
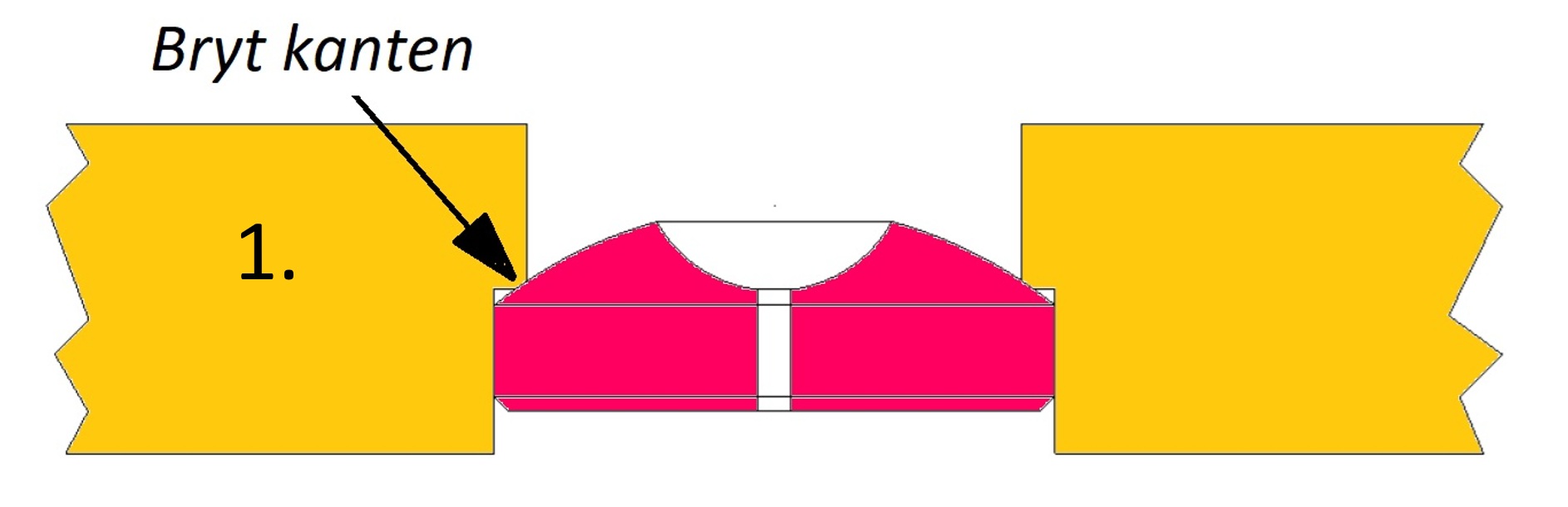
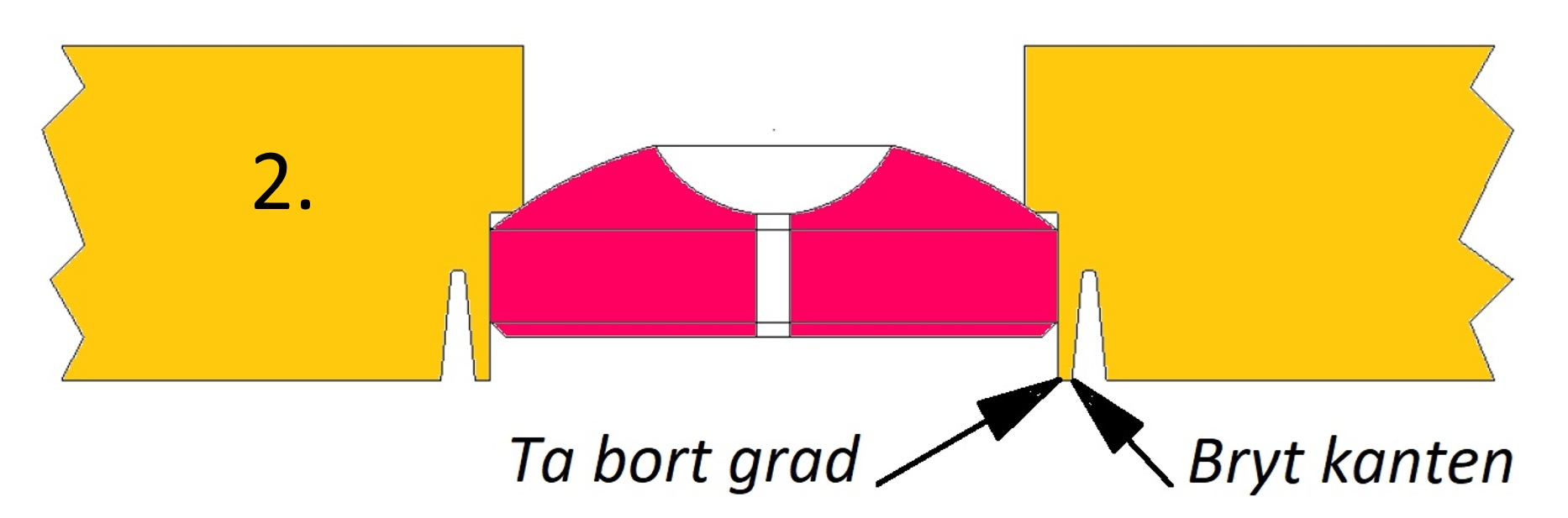
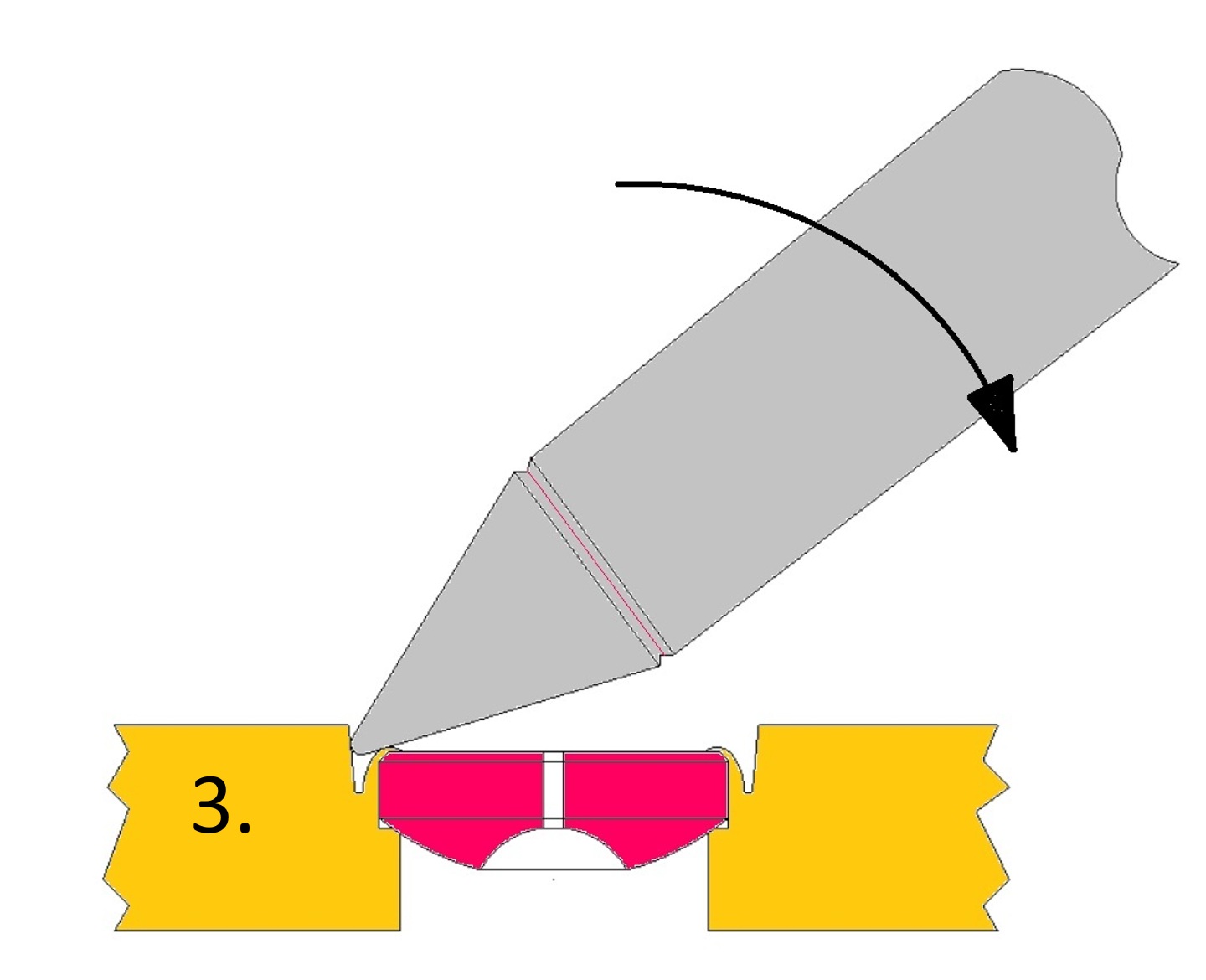
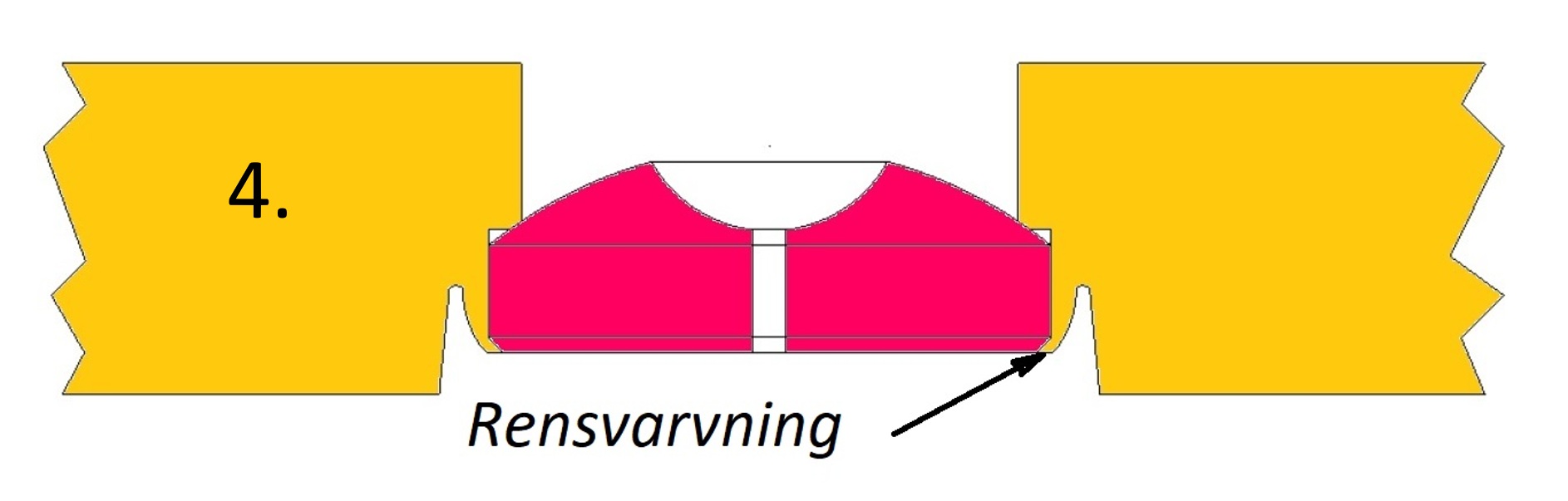
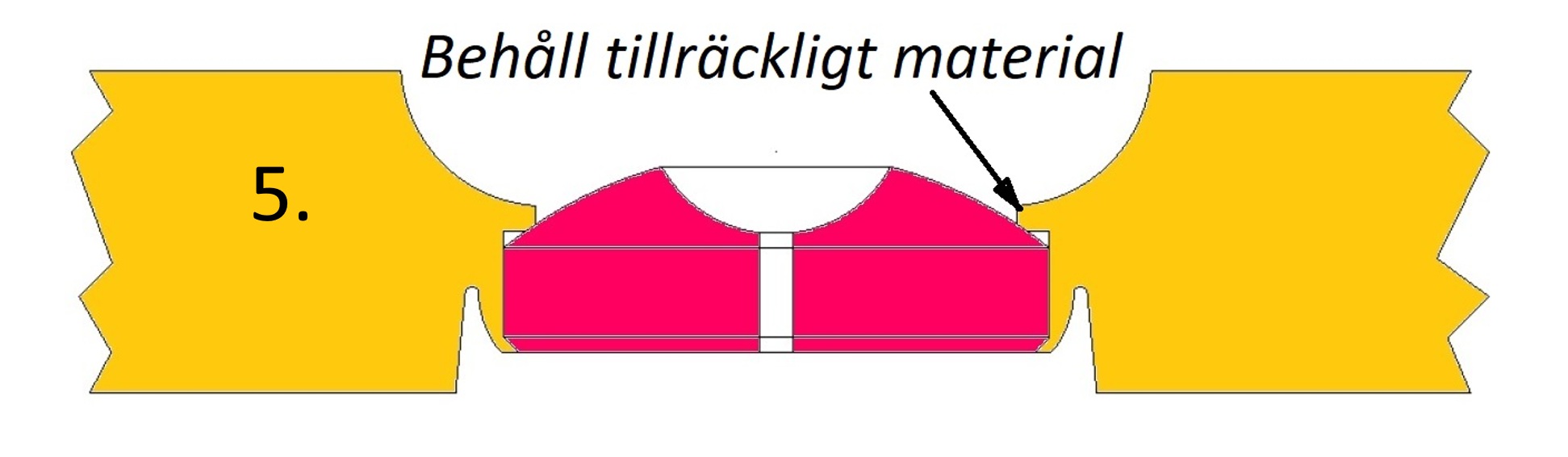
- Stenfattning – normal tidsåtgång. Bara att vika ner fattningens kanter.
- Stenfattning – extra tidsåtgång. Om det är fel på fattningen. Varför lossade ens stenen? Behövs nya verktyg tillverkas?
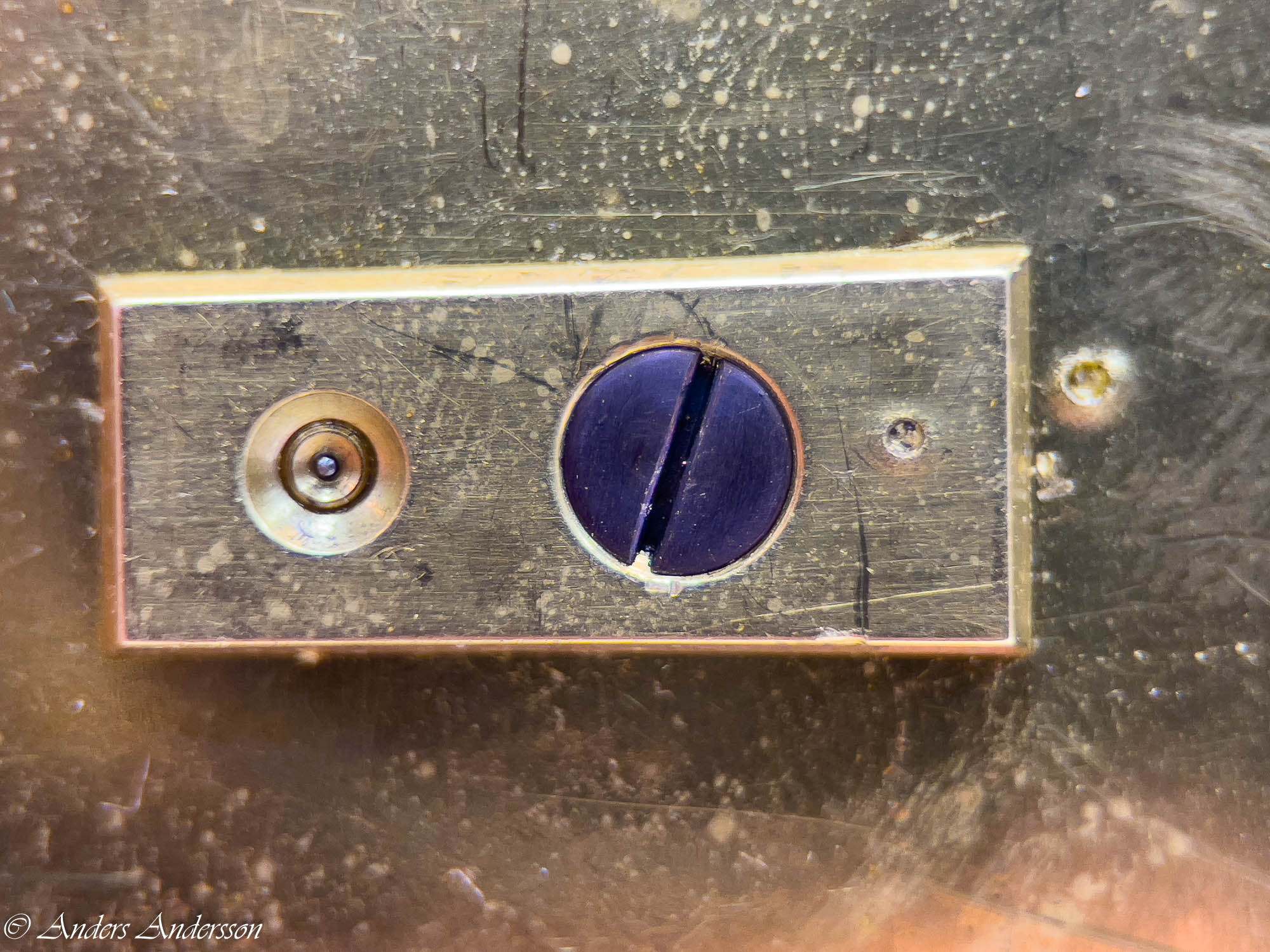
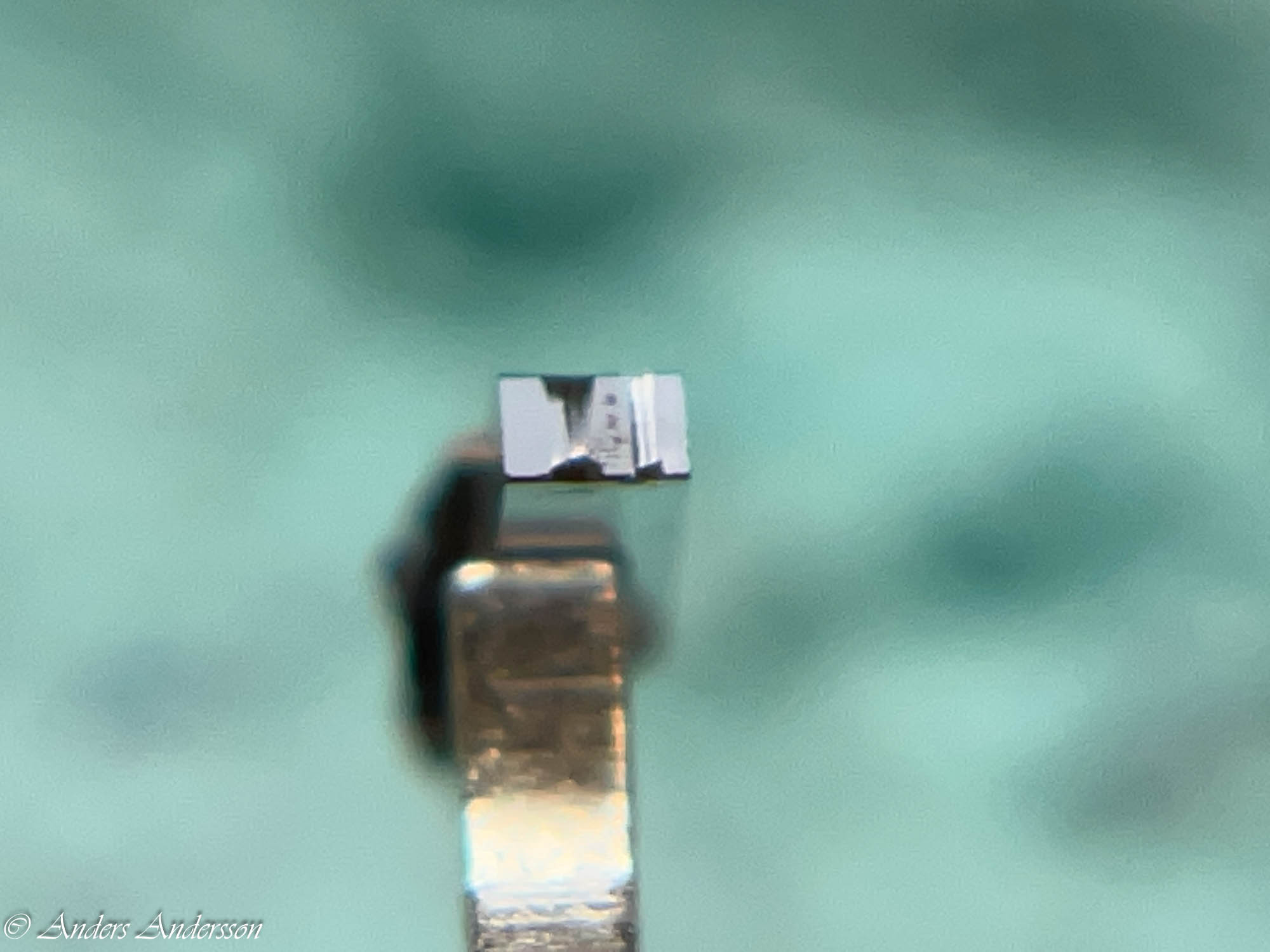
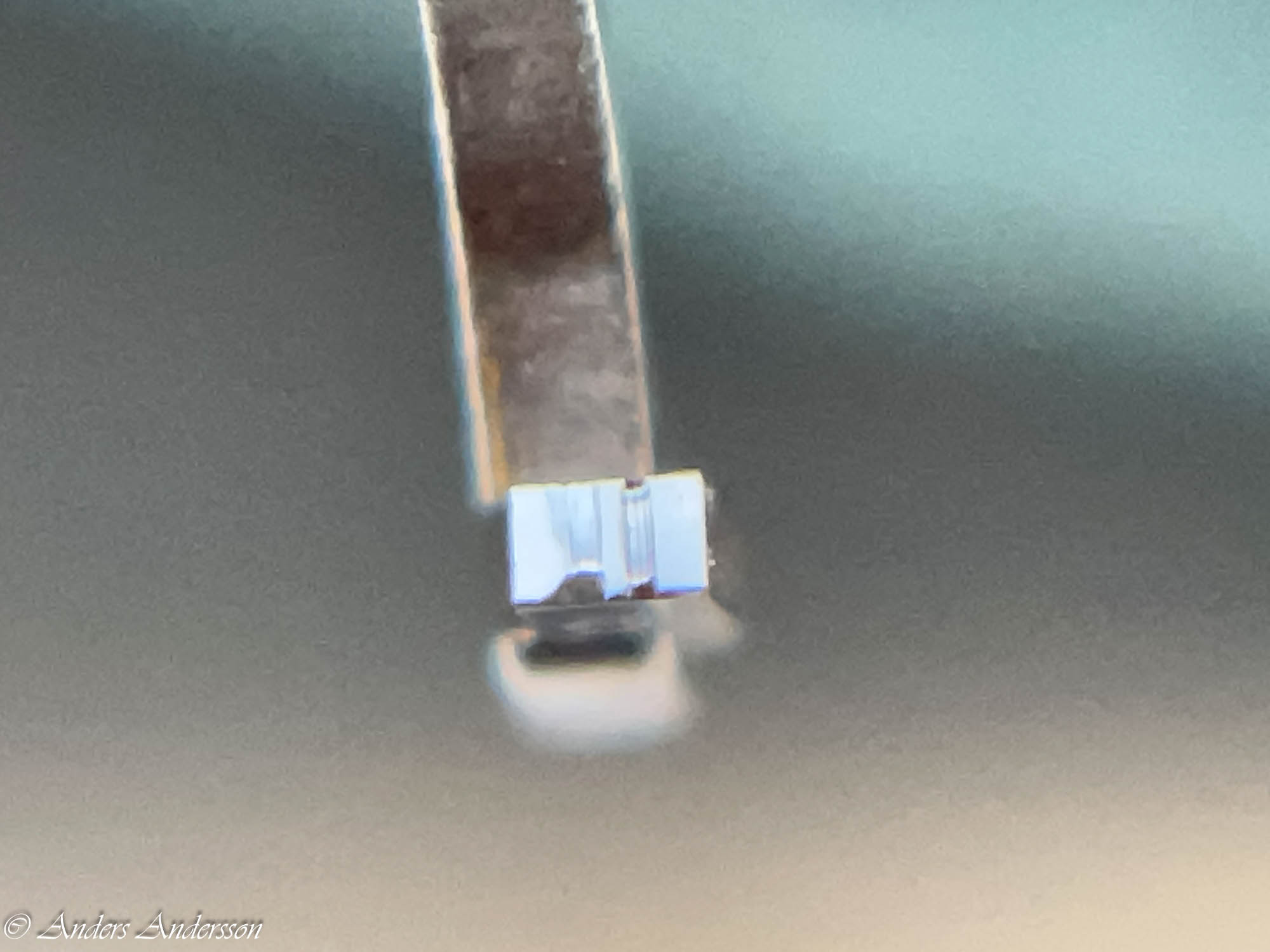
- Detant – normal tidsåtgång. Rengöra från oxid, smuts och rost.
- Detant – extra tidsåtgång. Vilskruven behöver omformas på grund av slitage. Guldfjäderns form och anspänning fel. Vil”stenen” sliten, justera position.
- Balans och balansaxel – normal tidsåtgång. Rikta den böjda tappen. Jag beslöt mig för att låta balansens skevheter i stort sett vara.
- Balans och balansaxel – extra tidsåtgång. Balanstappen går av när jag försöker rikta den – borra in tapp. I värsta fall svarva ny axel, ta bort impuls- och utlösar- ”stenar”. Kanske behöver tillverka verktyg för att kunna göra detta på ett säkert sätt utan att skada den extremt tunna utlösarstenen.
- Spiral – extra tidsåtgång. Jag beslöt mig tidigt för att inte försöka rikta eller justera spiralen. När jag granskade spiralen noga i mikroskopet såg jag att rosten på några ställen trängt ner djupare i materialet. Att försöka rikta den skulle innebära stor risk att spiralen kunde gå av. (Jag har vid tidigare renoveringar av ur där rost varit inblandat konserverat/hämmat rosten att spridas genom att doppa den rostiga detaljen/föremålet i en tunn oljeblandning. Man tar då olja och löser i bensin som man sedan doppar i.) Efter att alla ovanstående punkter åtgärdats kanske ändå gångresultatet är kasst. Spiralen är rostig och deformerad, breguetkurvan är felformad. Kanske skulle jag även behöva räkna in en ny spiral.
När jag räknat ihop de olika tiderna hamnade jag på minst 60 timmar och i värsta fall upp emot 150 timmar om allt gick snett. Att det skulle bli en kostsam renovering stod klart.
Att förklara alla dessa moment för kunden är inte lätt. Kunden hade ju dessutom redan betalt två olika urmakare för någon form av reparation. Vem som gjort eller inte gjort vad var svårt för mig att bedöma, gammal eller ny reparation är också svårt att avgöra.
Jag försökte förklara hur jag tänker och beskrev med hjälp av bilder – desamma som ovan – vad som behövdes åtgärdas och vad som kunde hända i värsta fall.
Jag gjorde ett kostnadsförslag där jag skiljde de olika momenten och gjorde ett pris för varje där även värstascenariot var medtaget och skickade till kunden.
Lite om Pehr August Laurén.
Under tiden kunden funderade försökte jag ta reda på mer om vem P. A. Laurén var.
I boken Urmakare och klockor i Sverige och Finland står en mycket kort text om Laurén. Vid en sökning på nätet hittar man i stort sett ingenting, varken om personen, fabrikören eller de klockor han tillverkade. Hittade inte en enda klocka som sålts eller beskrivits i någon text. Med hjälp av det lilla jag visste fick jag reda på lite mer när jag sökte i diverse arkiv på nätet.
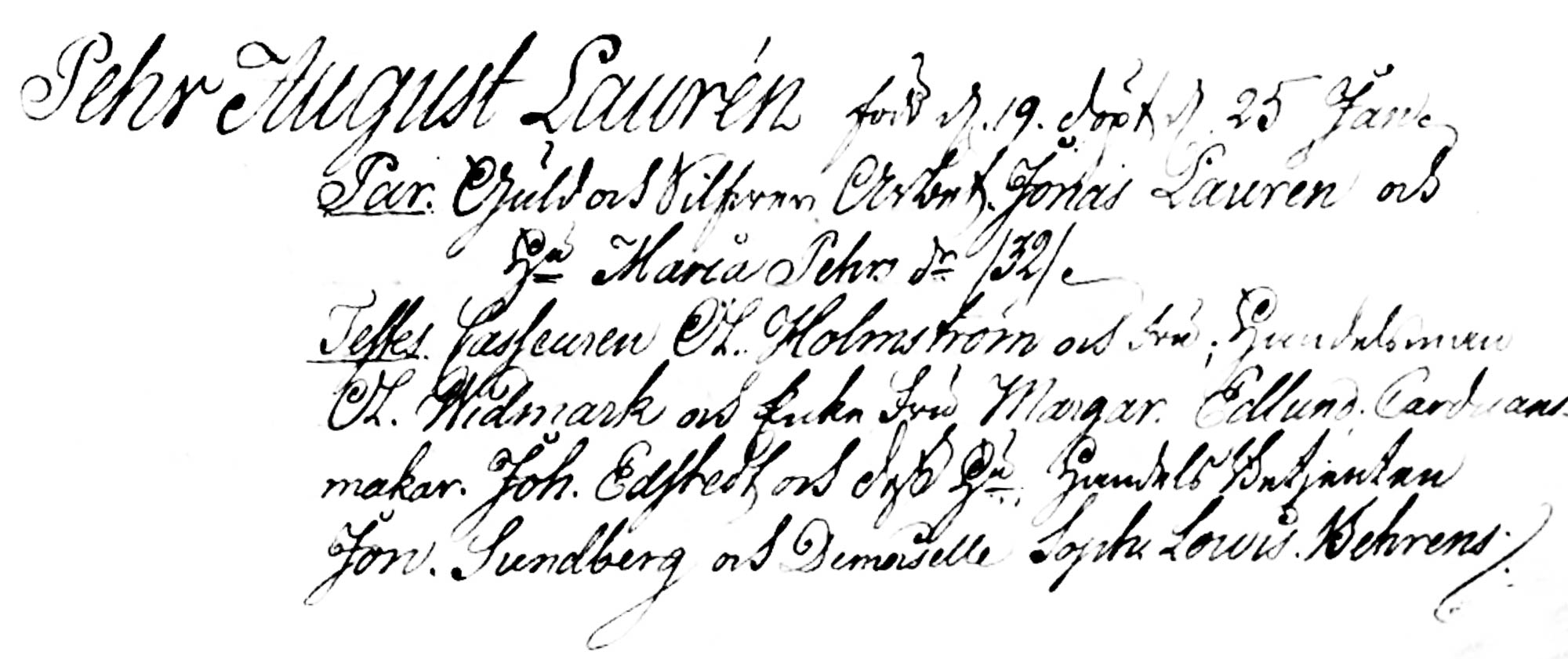
Pehr August Laurén föddes den 19 januari 1818 i Umeå. Hans föräldrar var guld- och silverarbetaren Jonas Laurén och Maria Pehrsdotter.
Han erhöll den 20 november 1844 Kommerskollegii tillstånd att i Stockholm driva urfabrik. Samma år fick han även burskap. Burskapet uppsades 1875. Att inneha burskap innebar att man blev borgare i staden med rätt att bedriva handel och hantverk.
20/5 1859 gifte sig Pehr August med Birgitta Christina Fröklin. Vad jag sett fick de inga barn. 1875 flyttar paret från Nicolai församling dvs Storkyrkoförsamlingen (Gamla Stan) till Norrtullsgatan 6. Per August Laurén dog som änkling i en ålder av 82 år den 13 juni 1900.
I Stockholms stadsarkiv under rubriken ”Personarkiv” finns ett eget arkiv för
Urfabrikör Per August Laurén I beskrivningen av arkivet står det: De samlade arkivalierna, vilka av okänd anledning omhändertagits av hovurmakaren Linderoth, överlämnades i samband med vindsröjningen hösten 1938 till stadsarkivet, där de ordnats och förtecknats.
Stockholm den 14 juni 1940.
Arkivet omfattar 0,6 hyllmeter, där finns bland annat reparationsböcker, försäljningsböcker och olika böcker med bokföring. Så för den som vill veta mer finns det möjlighet att forska vidare.
I Sveriges Urmakareförbunds (SUF) samlingar finns föremål från Lauréns sterbhus.
I en katalog över Svenska Urmuseet från 1927 kan man läsa:
40 st urnycklar av messing (gamla modeller), Finicheringsmaskin med 6 linjaler,
2 ingripningscirklar (liten modell) 2 rullbänkar, Oroklämmare, sammansättare,
2 krumcirklar, 8 st gamla urboetter, En handsåg.
Bland det mer intressanta finns även: Skeppskronometerverk, Wiktor Kullbergs första arbete. (Här väcks mitt intresse. Varför hade Laurén Kullbergs första arbete? Under åren 1840-49 lärde och arbetade Kullberg hos kronometermakaren Viktor Söderberg. Kanske träffades Kullberg och Laurén hos Söderberg? Spännande frågor!).
Det finns även: Ångbåtsur, kronometergång, halvfärdigt.

Här är en bild av urverket som liknar No 17 fotograferat av Philip Andersson under arbetet med att packa ner samlingen.
Fortsättningsvis läser man: Resurs-verk, kronometergång, påbörjat.
En kronometergång, sign. P. A. Laurén, Sthlm, N:o 24, år 1860. (Här tänker jag att det kan vara samma typ av plattform som finns i nr 17 från 1857.) Toalett-ur, inläggning av pärlemor.
Man kan anta att vid vindsröjningen hos Linderoth som nämnts ovan fanns utöver dokument även olika saker som tillverkats eller samlats av Laurén. (En fråga jag ställer mig är om Laurén samarbetat eller rentav arbetat hos Linderoth efter att Lauréns burskap dragits in? Han var 57 år vid tillfället. Tja det är bara mina spekulationer, kanske framtida forskning kan berätta mer.)
Tyvärr är samlingen just nu nedpackad men i framtiden finns det möjlighet att också där kunna ta reda på mer om Laurén.
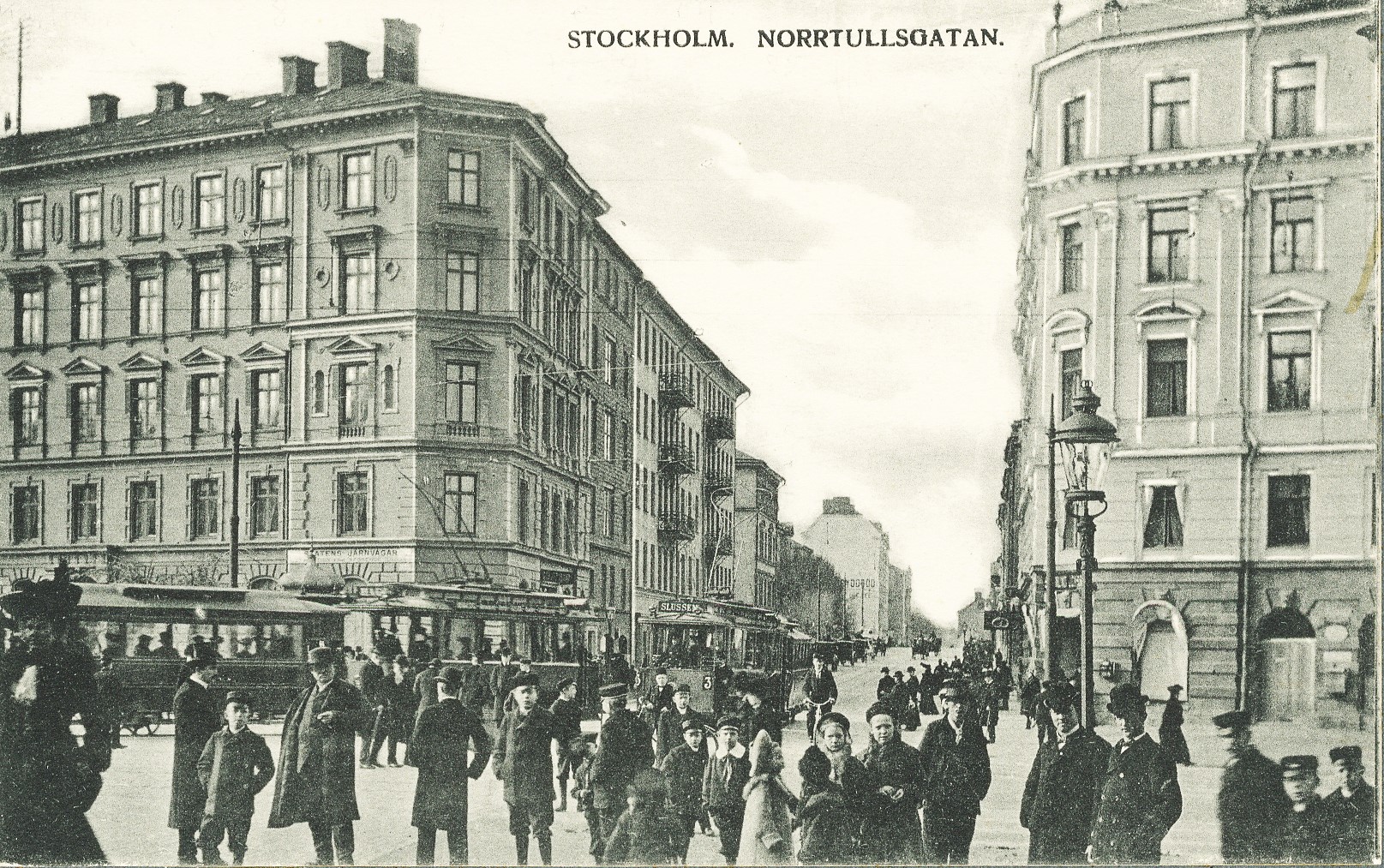
Norrtullsgatan norrut från Odenplan, ca 1910.
Efter en tid hade kunden bestämt sig för att låta mig renovera ångbåtsuret, mer om detta i nästa inlägg.
Jag benämner uret som ångbåtsur enligt förteckningen från urmakarförbundets samling. Men benämningen ångbåtskronometer förekommer även.
I boken om G. W. Linderoths Urfabrik nämns att Linderoth tillverkade både skeppsur utan slagverk och ångbåtskronometrar med slagverk. Där visas utdrag ur Urfabrikens minnesskrift från 1916 (av John G. Linderoth) med ovanstående benämningar.
I ”Sveriges industri – dess stormän och befrämjare” läser man följande om
G. W. Linderoths Urfabrik:
Fabrikens första alster bestod af en bordpendyl med slagverk, urtafla af guld
med inlagda kulörta emaljer infattadt i fodral af silfver; sedan efterföljdes den
under de första åren af väggur, pendyler, fickur med cylinder och ankargång,
ångbåtsur, skeppskronometrar m. m.
Begreppet kronometer är förvirrande. Formellt är en kronometer ett instrument för noggrann tidmätning som officiellt testats vid ett observatorium. Vilken typ av gång som uret har spelar ingen roll, det är urets prestanda som mäts och kontrolleras. Att ha noggrann koll på tiden krävs för noggrann positionsbestämning till lands eller sjöss. Att man ofta använder kronometergången i kronometrar är dess fina egenskaper där största fördelen (i alla fall innan syntetiska oljor uppfanns) var att gången fungerade helt utan olja. Oljor förr i tiden hade en förmåga att härskna och bli tröga. Jag har skrivit mycket om kronometrar i tidigare inlägg här på bloggen för dig som vill veta mer.
Bland annat här finns en mer ingående förklaring.

Interiör från ett modernare fartyg. År 1963. Gävle Varv. M/S Nova. Kommandobrygga. Carl Larssons Fotografiska Ateljé AB (1893 – 2003) / Länsmuseet Gävleborg
Mer att läsa om renoveringen av ångbåtsuret Skåne P. A. Laurén no 17 följer i del 2.
Källor:
https://digitalastadsmuseet.stockholm.se/fotoweb/archives/5000-Alla-fotografier/Skiss/E_29825_0_0S.jpg.info#c=%2Ffotoweb%2Farchives%2F5000-Alla-fotografier%2F%3Fq%3Dnorrtullsgatan%25206
https://stockholmskallan.stockholm.se/post/9685
https://www.facebook.com/photo/?fbid=8803697193052531&set=gm.10162094476608431&idorvanity=44427853430
Norrtullsgatan norrut från Odenplan, ca 1910.
Vykort, DSSM gråark
Umeå stadsförsamlings kyrkoarkiv, Födelse- och dopböcker, SE/HLA/1010220/C/3 (1813-1851)
Adolf Fredriks kyrkoarkiv, Död- och begravningsböcker, SE/SSA/0001/F I/16 (1900-1902)
Adolf Fredriks kyrkoarkiv, Inflyttningslängder, SE/SSA/0001/B I a/10 (1872-1875)
Storkyrkoförsamlingens kyrkoarkiv, Utflyttningslängder, huvudserie, SE/SSA/0016/B II a/14 (1875-1878)
https://sok.riksarkivet.se/fritext/?Sokord=Per+August+Laur%c3%a9n&EndastDigitaliserat=false&page=1&postid=Arkis+EE76DAD0-A58B-4421-96CB-126CB73CC243&tab=post#tab
Boken G. W. Linderoths Urfabrik, Lundin & Borgelin, tryckt 2008.
Boken Urmakare och Klockor i Sverige och Finland, Pipping, G., tryckt 1995.
https://runeberg.org/rhasvindus/2/0169.html
Sveriges industri – dess stormän och befrämjare / Del 2 / 169 (1894-1907)
Author: Herman A. Ring
https://digitaltmuseum.se/021017043267/ar-1963-gavle-varv-m-s-nova-kommandobrygga/media?slide=0
Sjömansrullor, Sjömanshuset i Göteborg, Riksarkivet i Göteborg
https://sok.riksarkivet.se/arkiv/sU8NHe5B9qwzFMNXUumpd0
gamlagoteborg.se, Göteborgs historia.
Klicka för att komma åt 1979_2.pdf





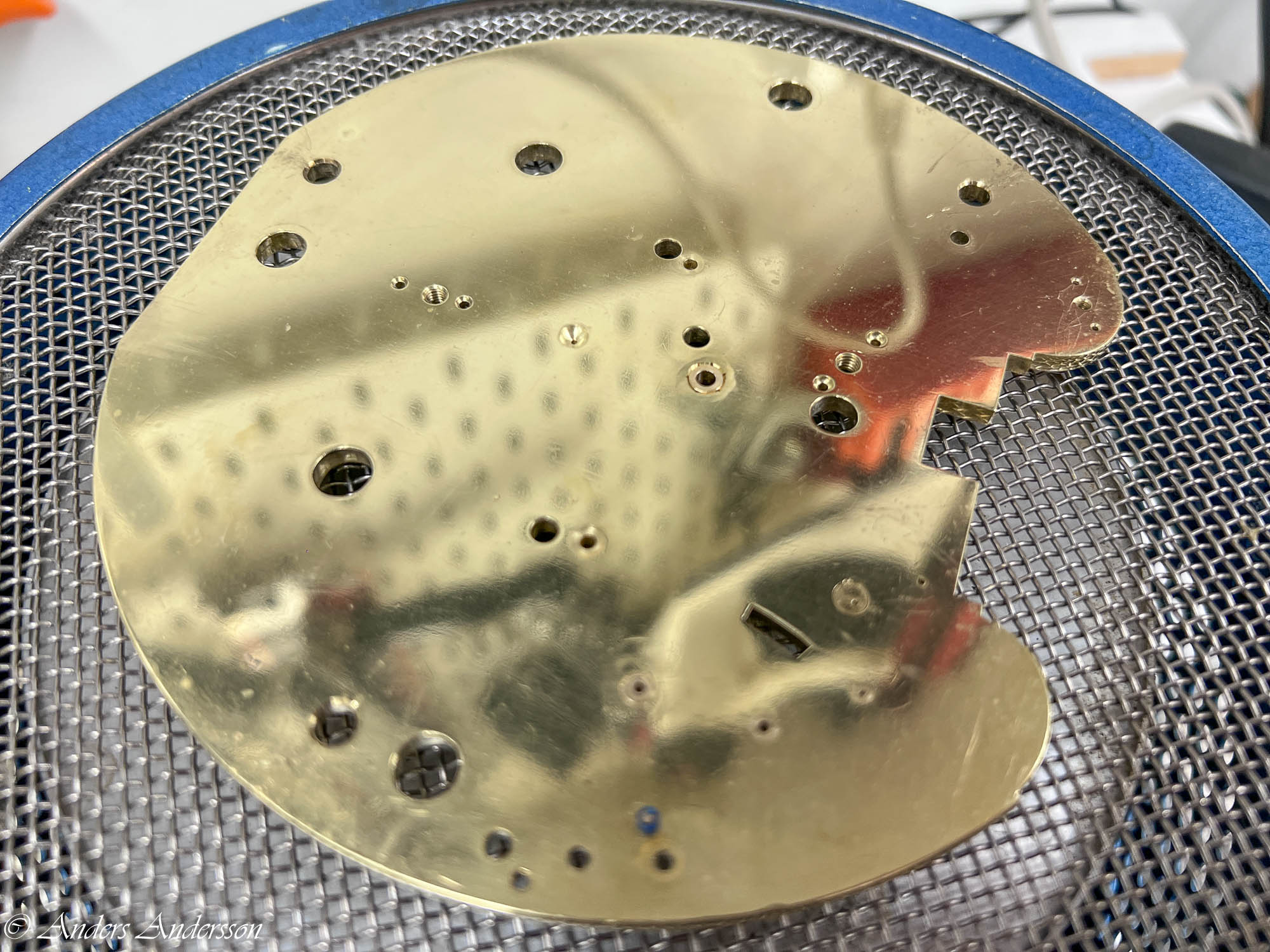














































































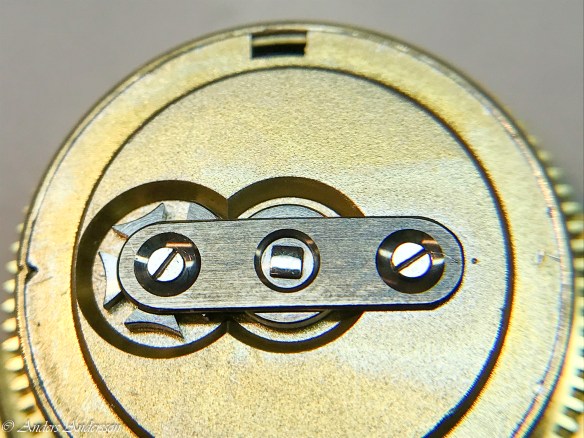
 Här ser man att verket är ”rengjort” men inte tillräckligt.
Här ser man att verket är ”rengjort” men inte tillräckligt.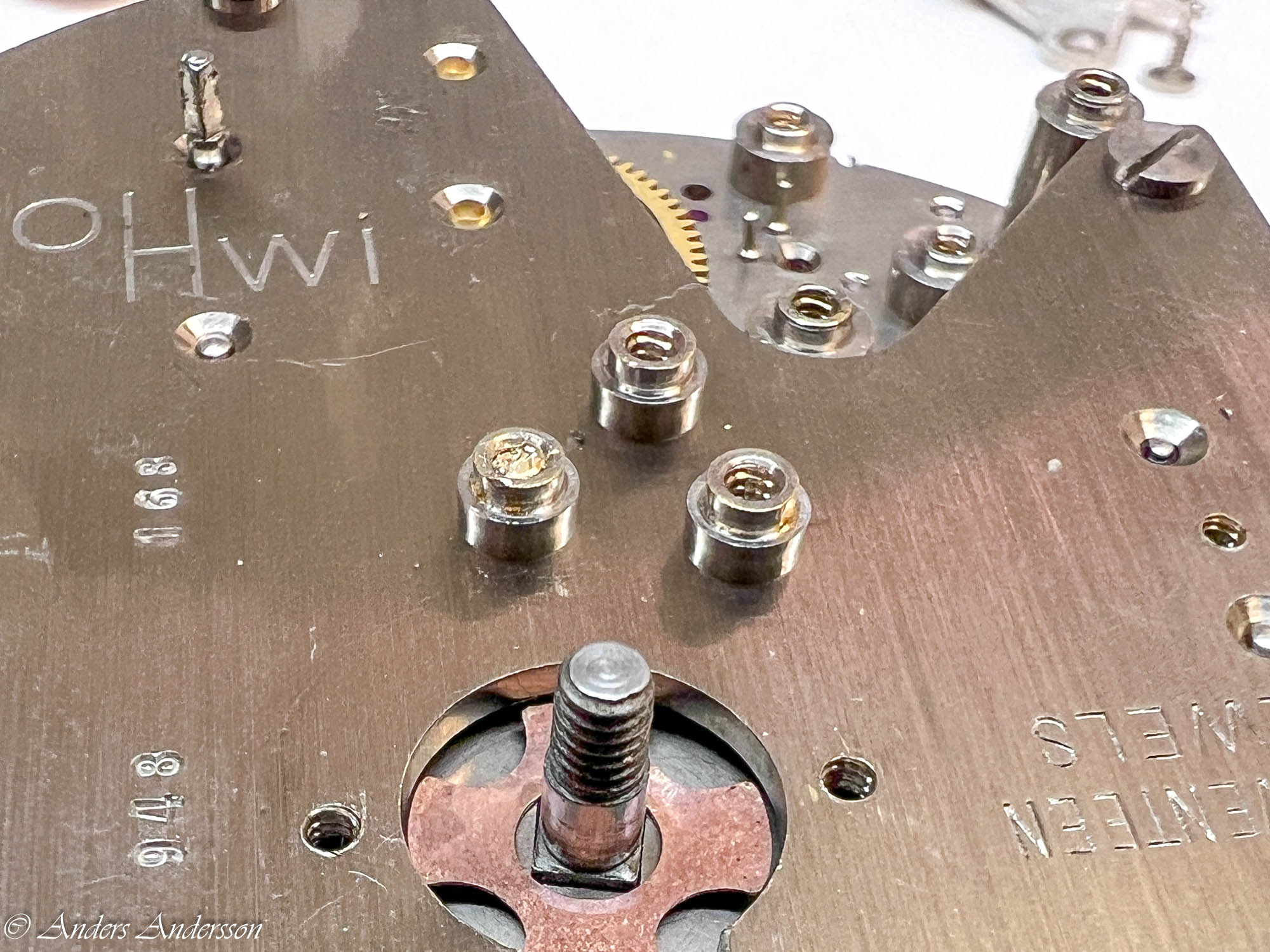














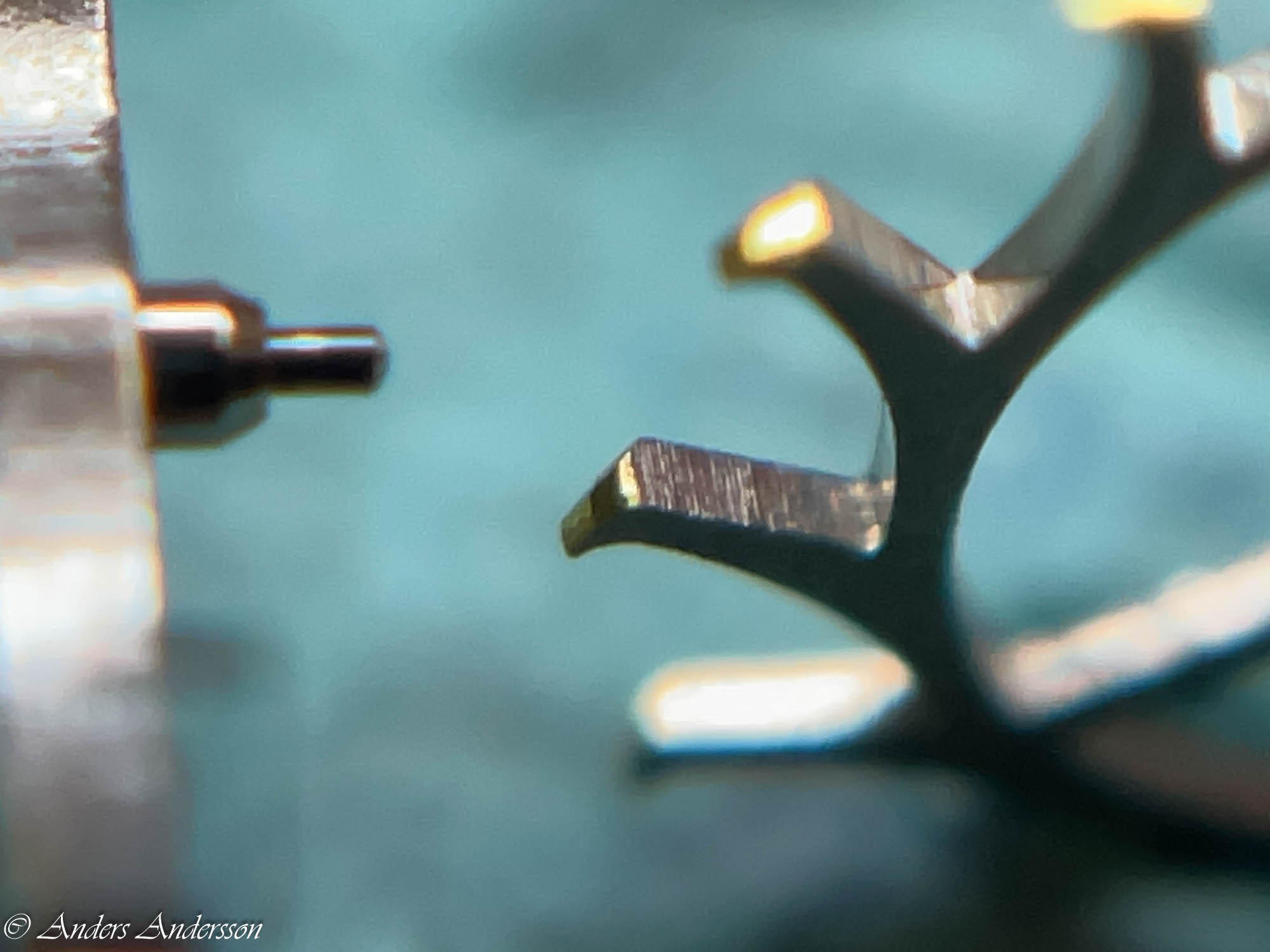














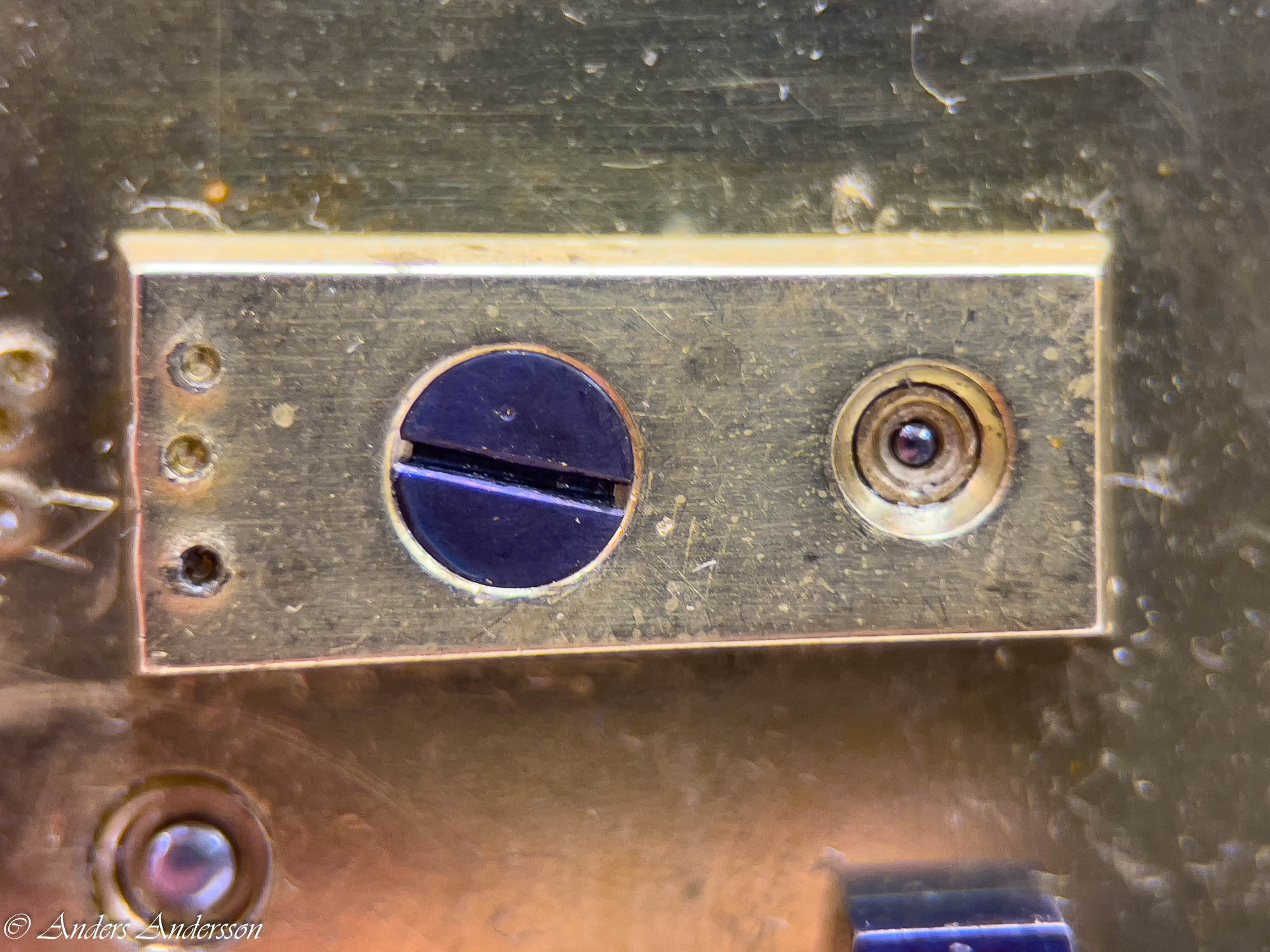
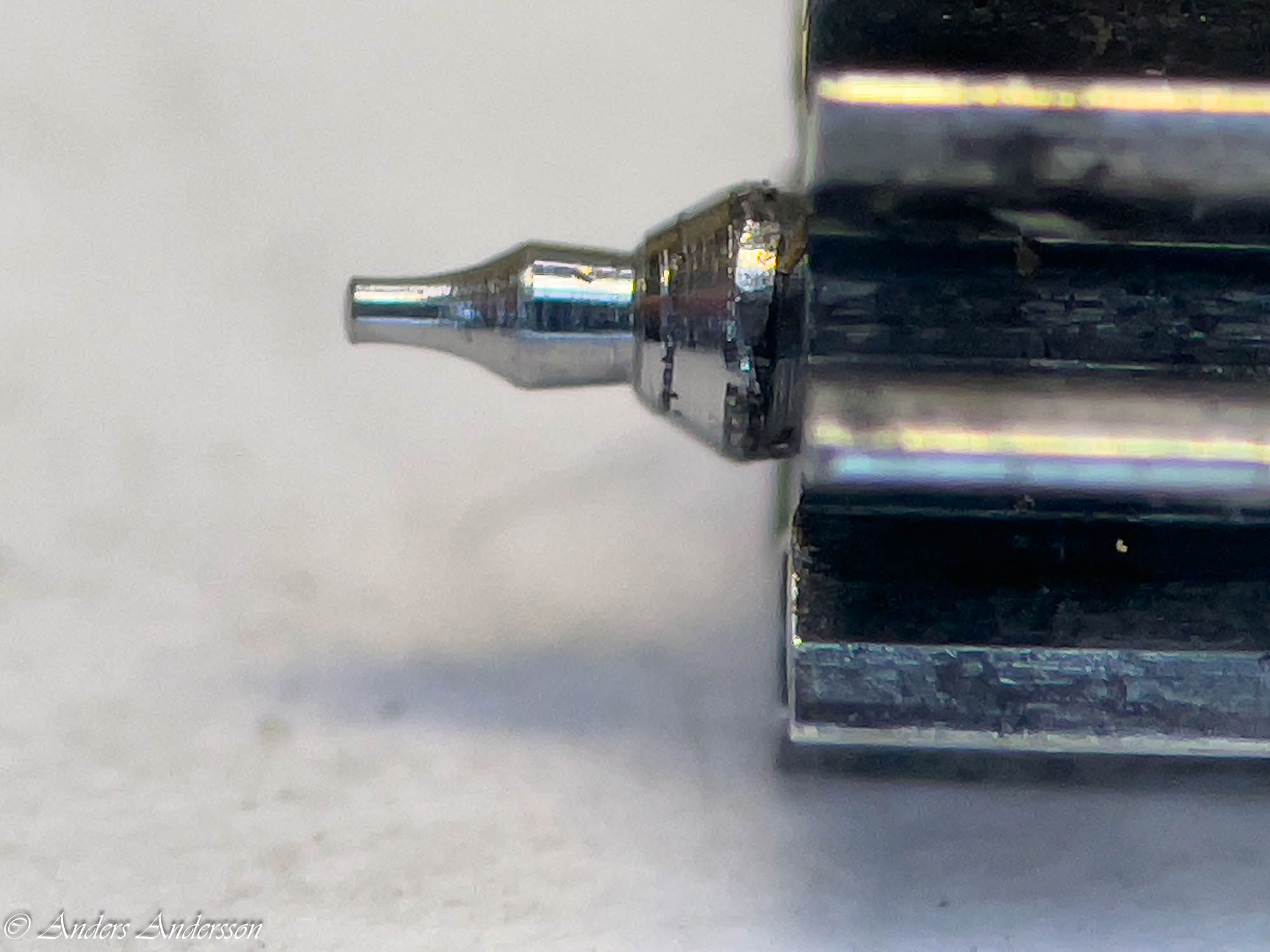
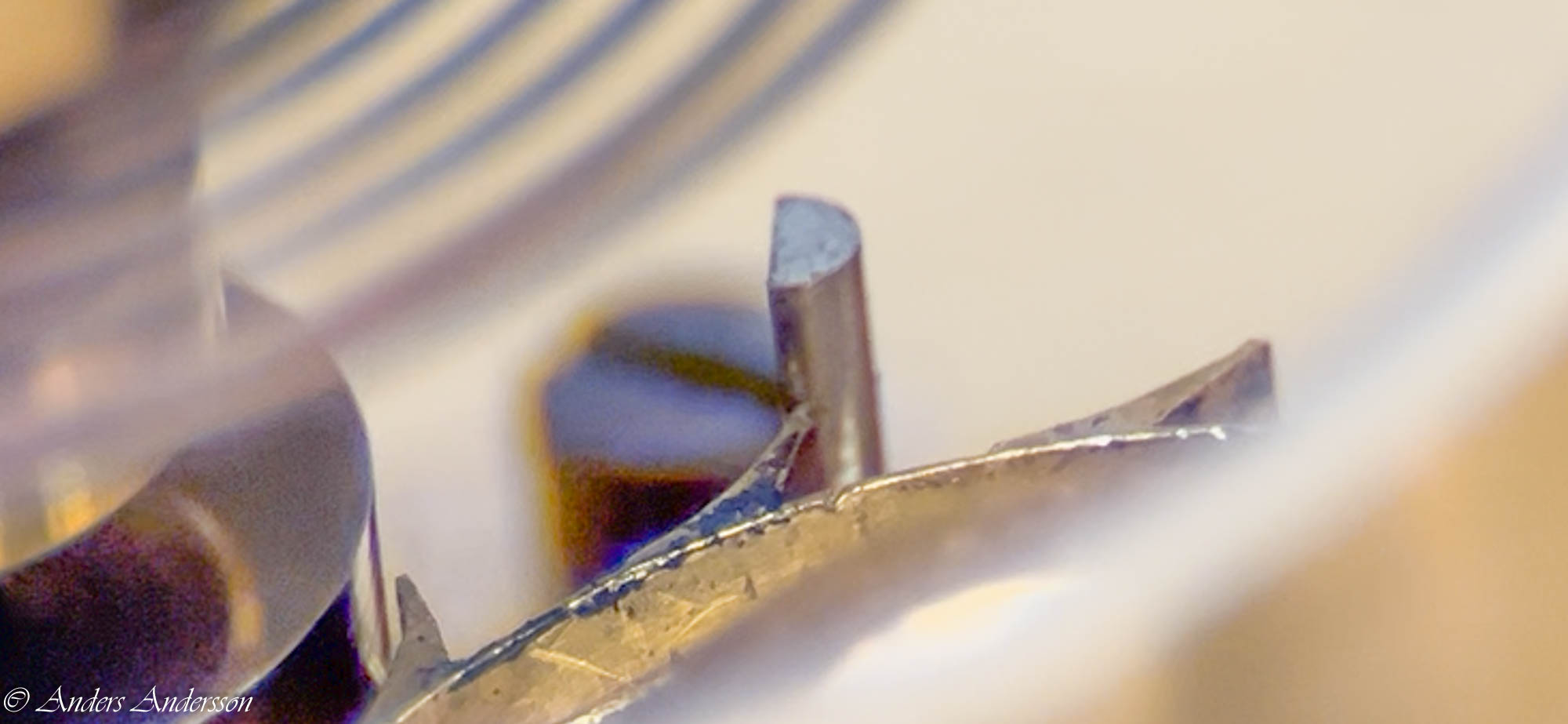
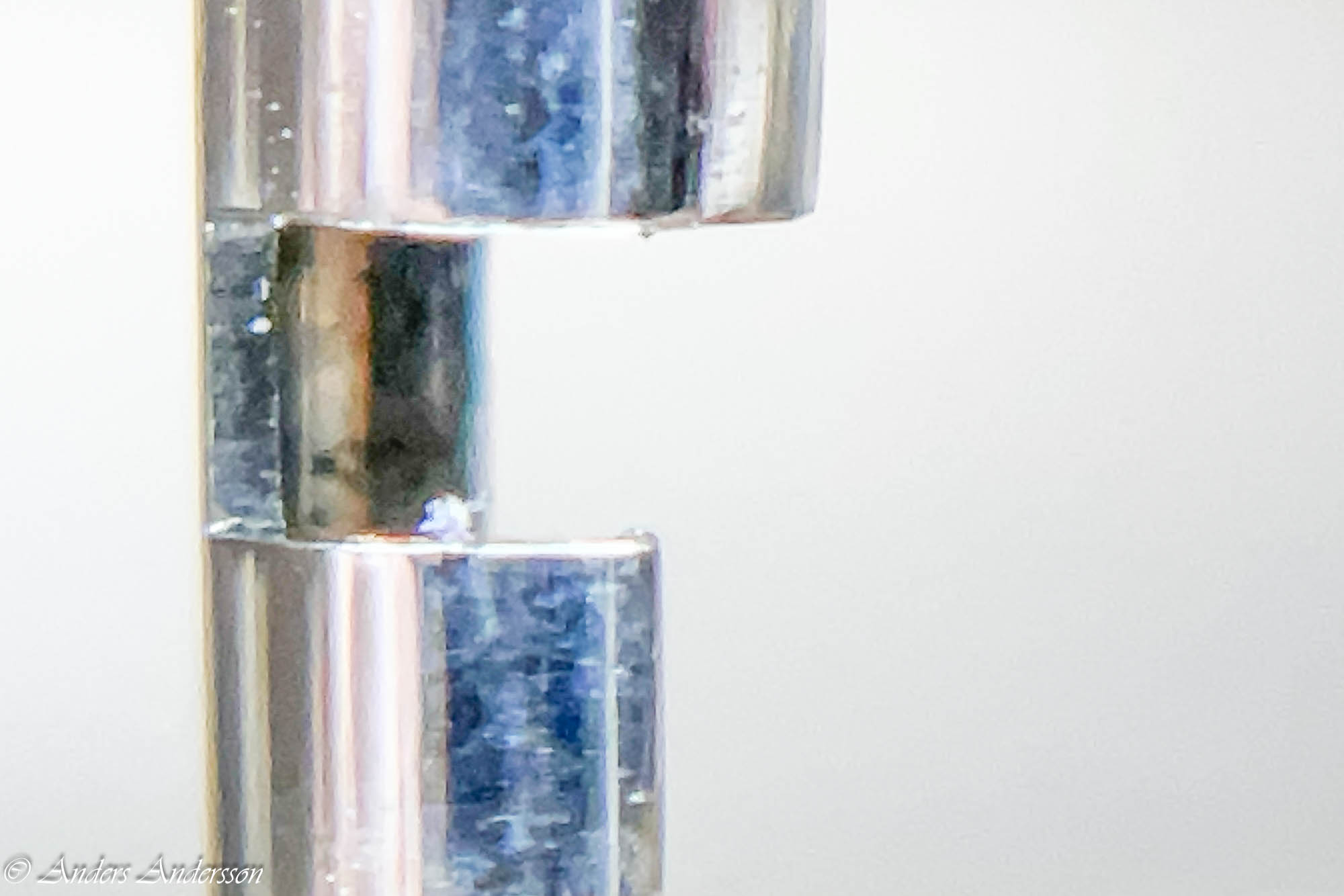
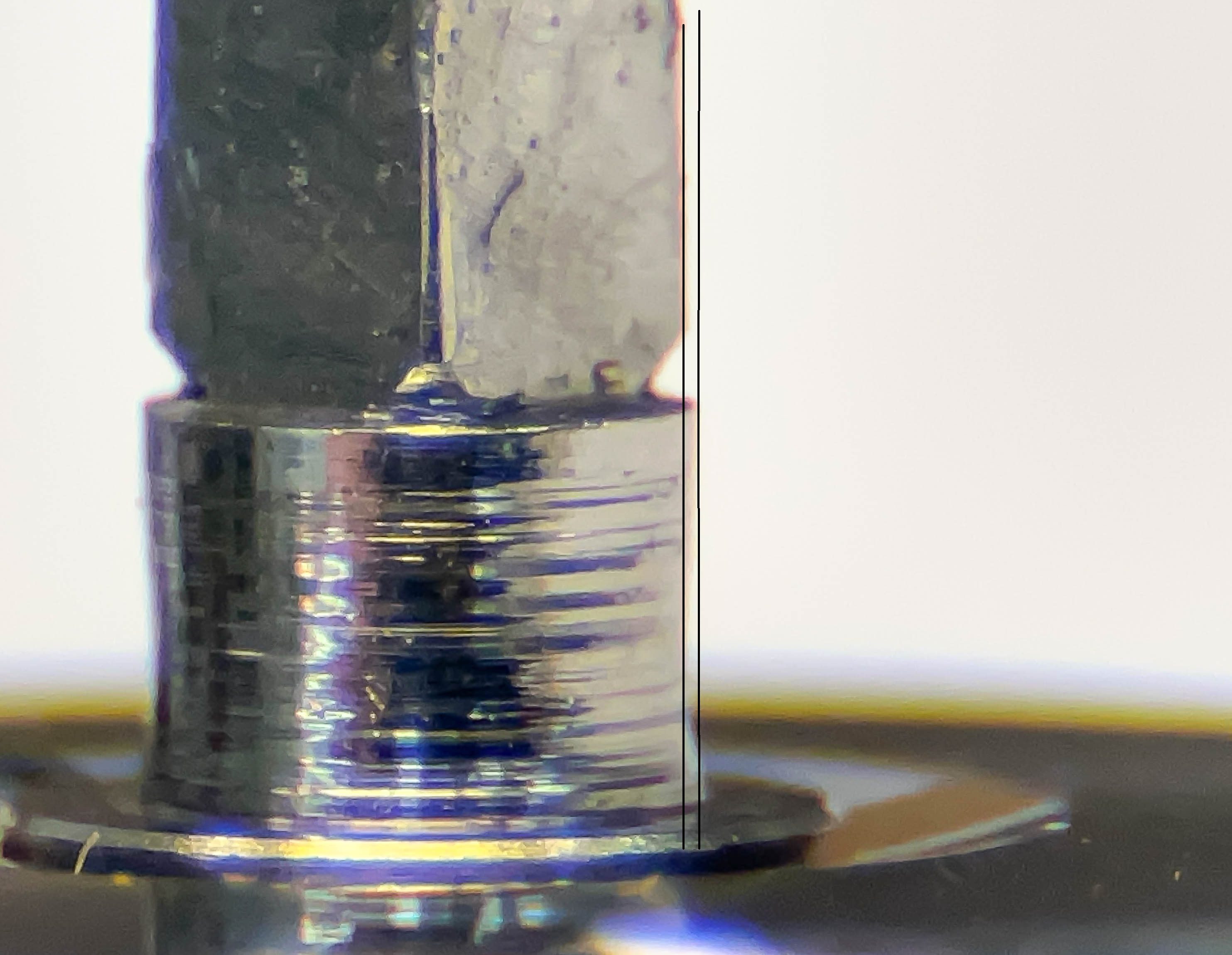
 Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.
Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.

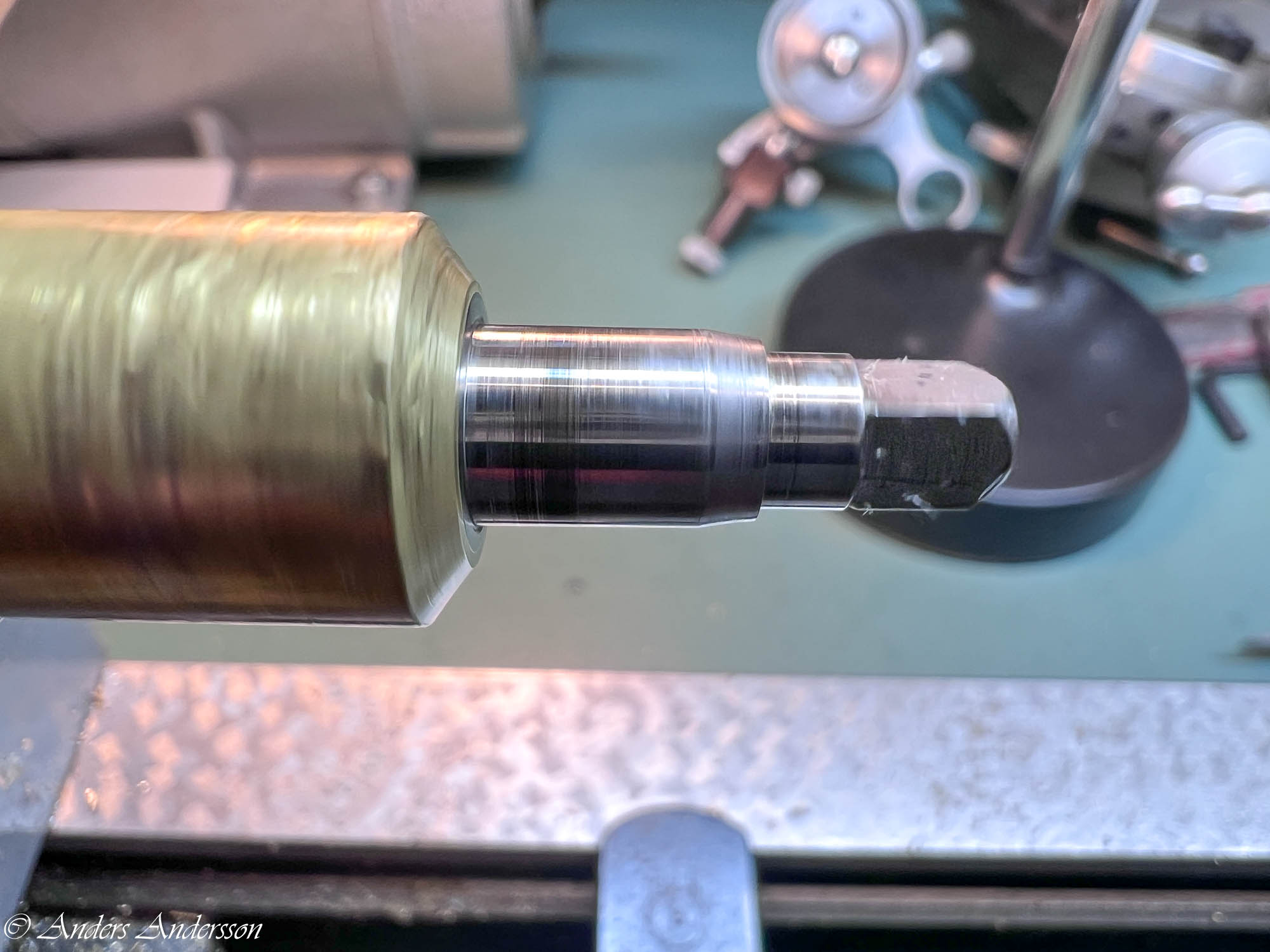
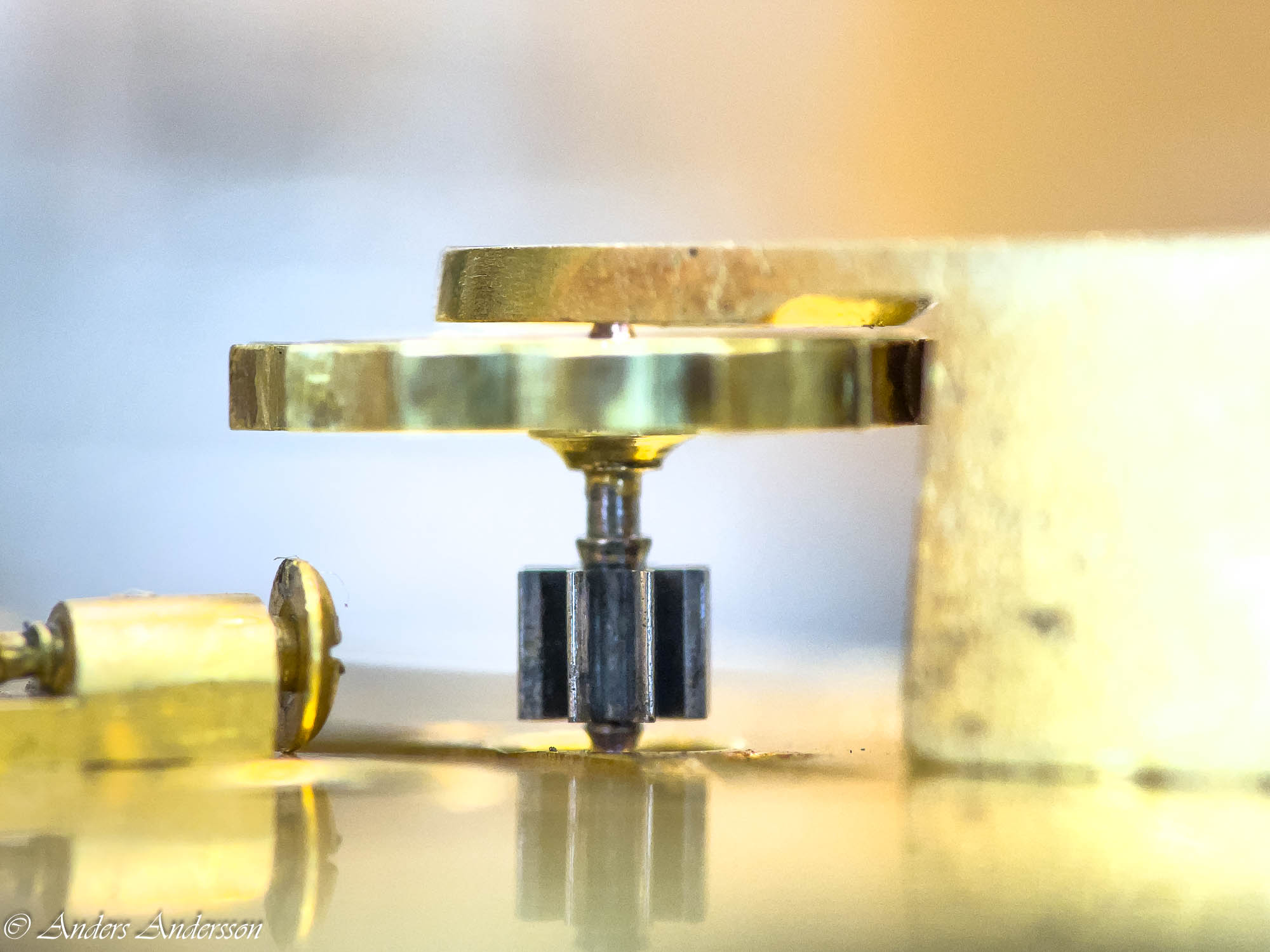
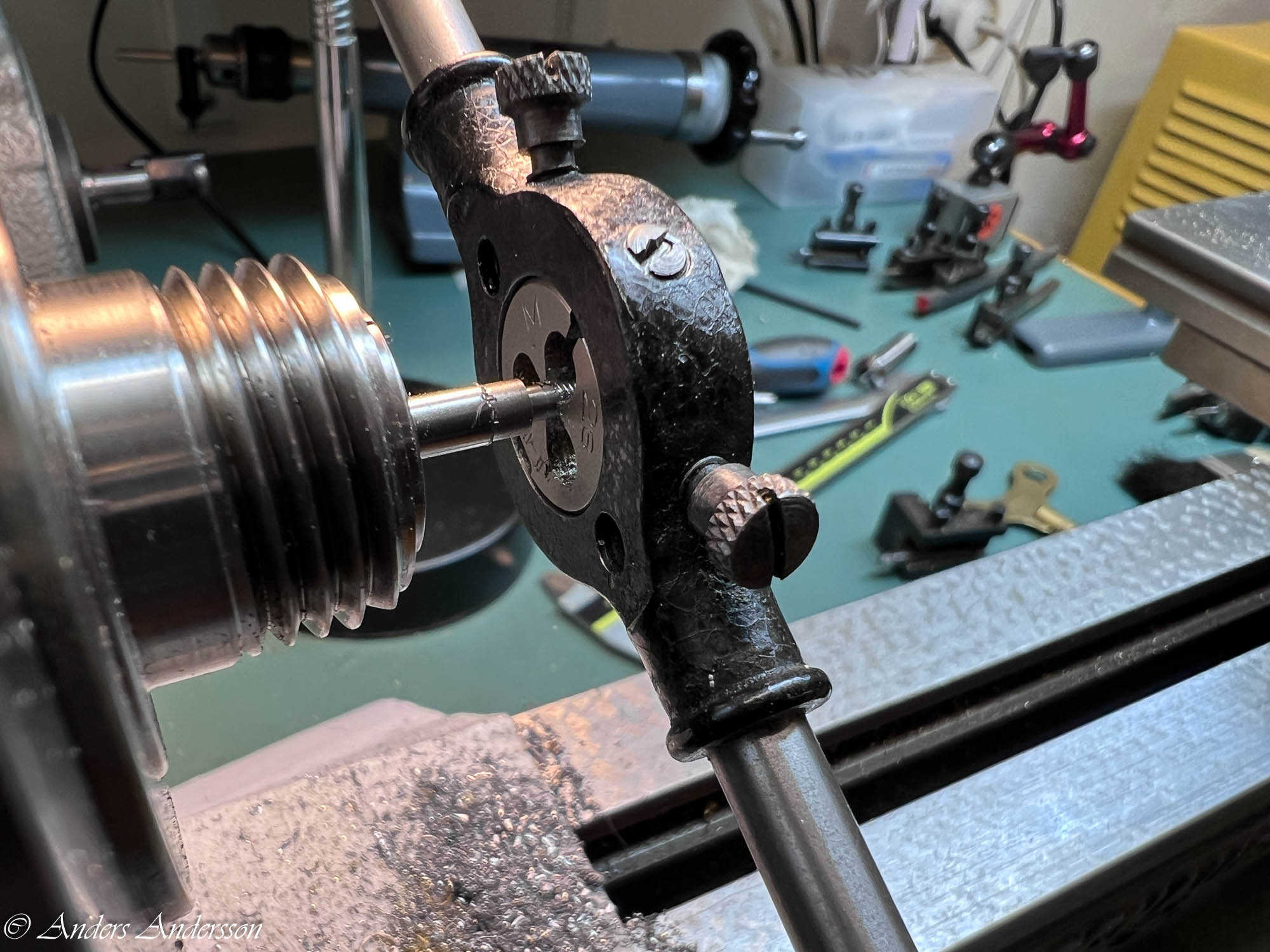
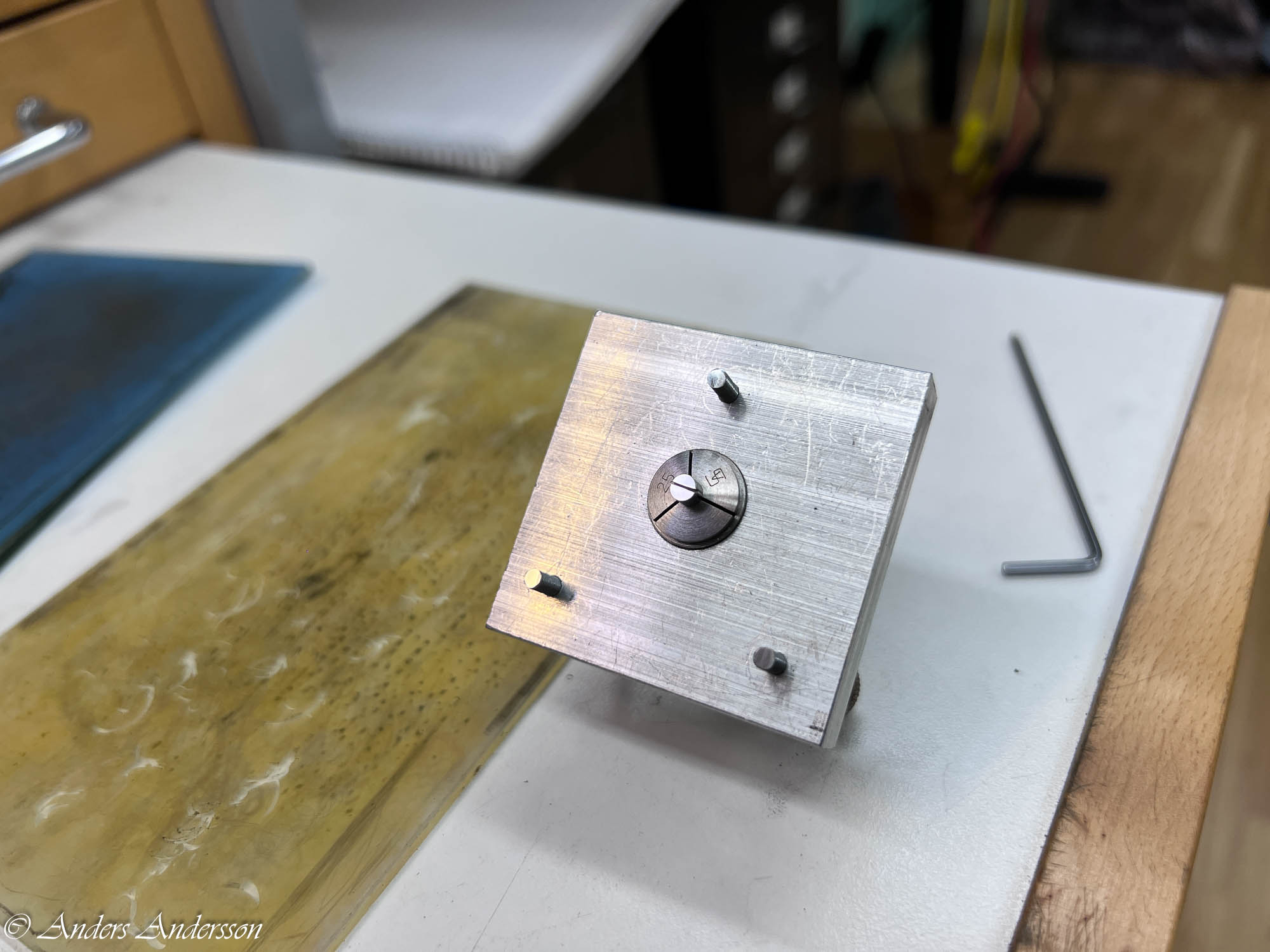
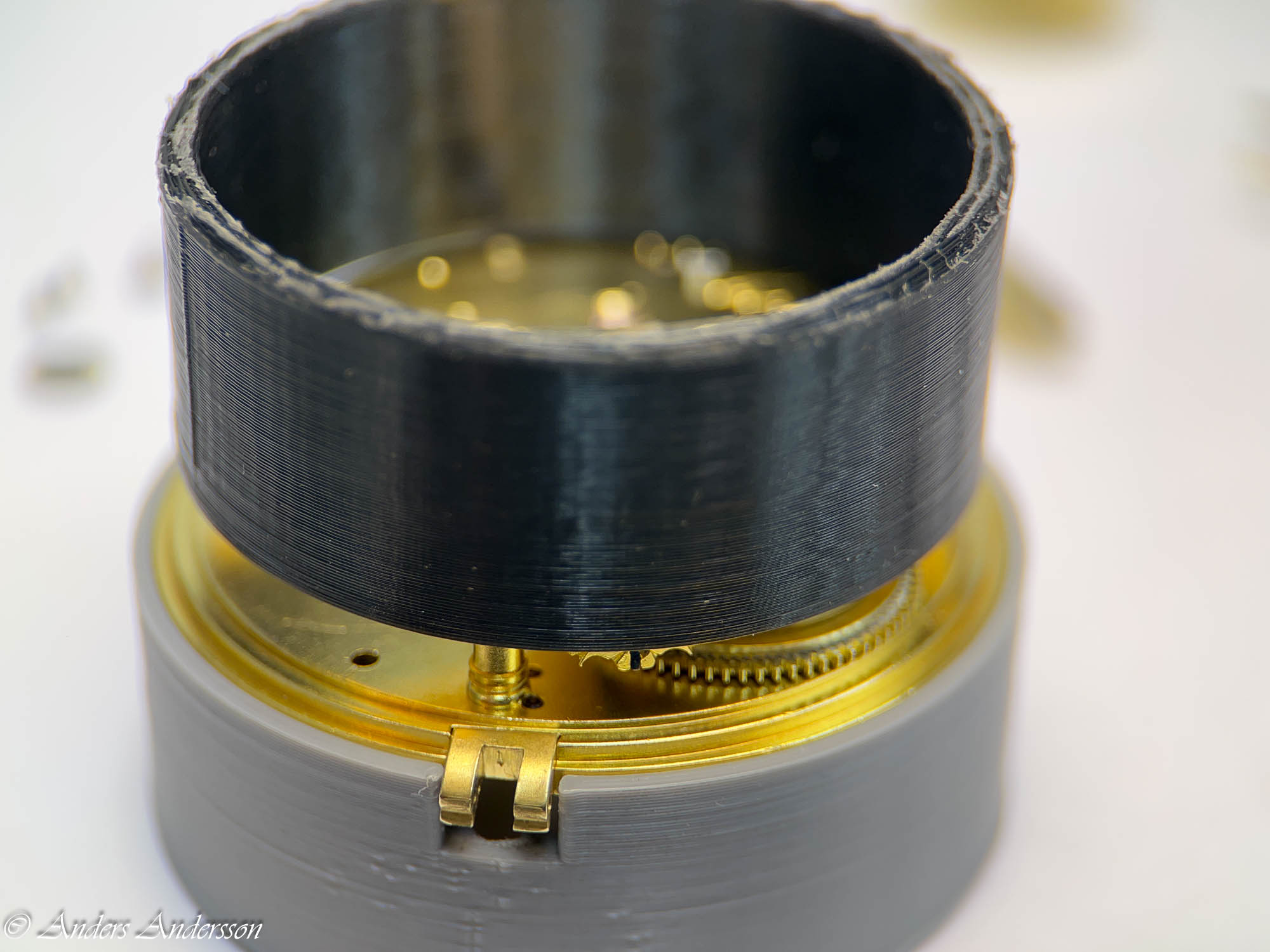
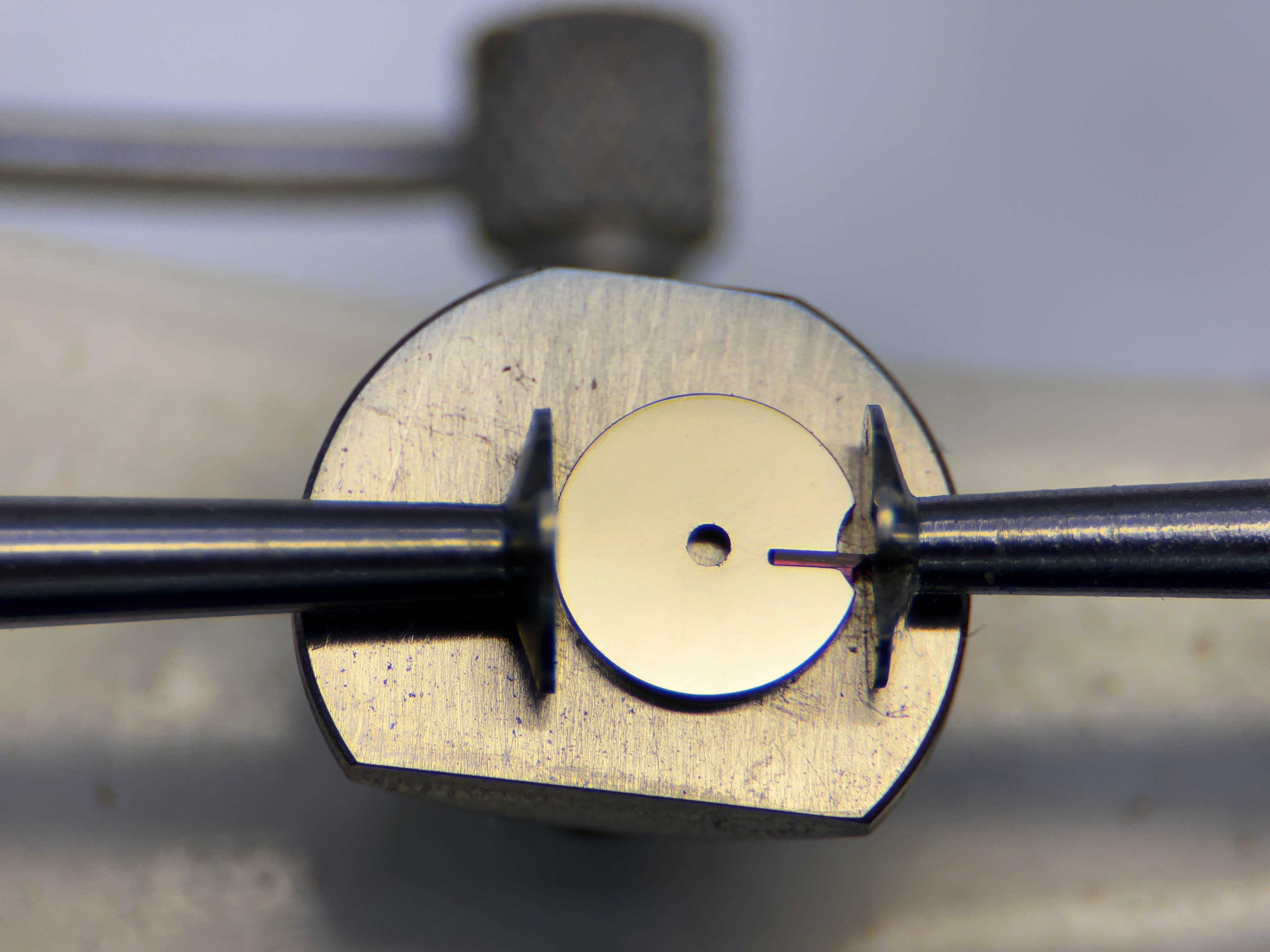
 Balansen centreras med hålskivan i svarven.
Balansen centreras med hålskivan i svarven.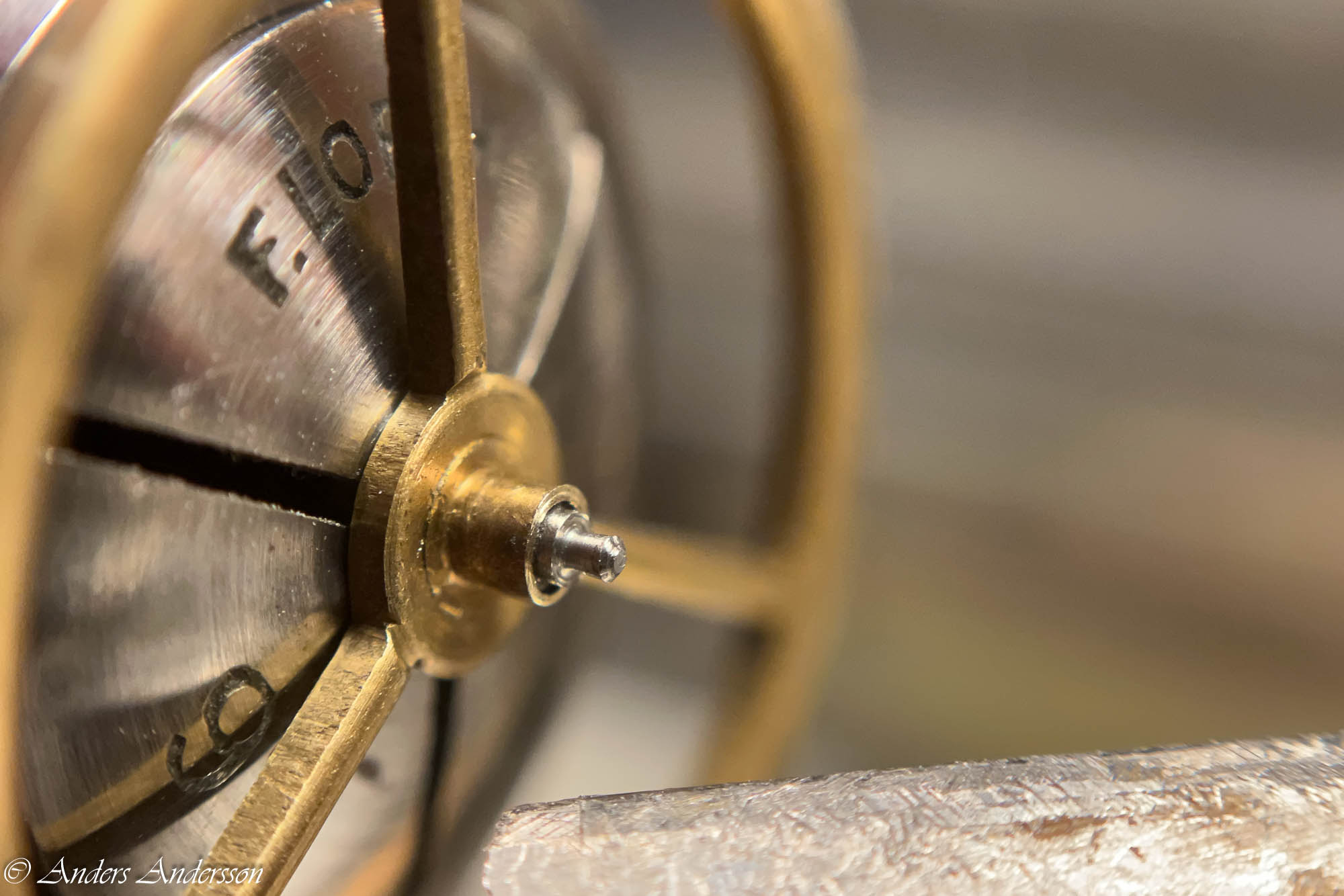














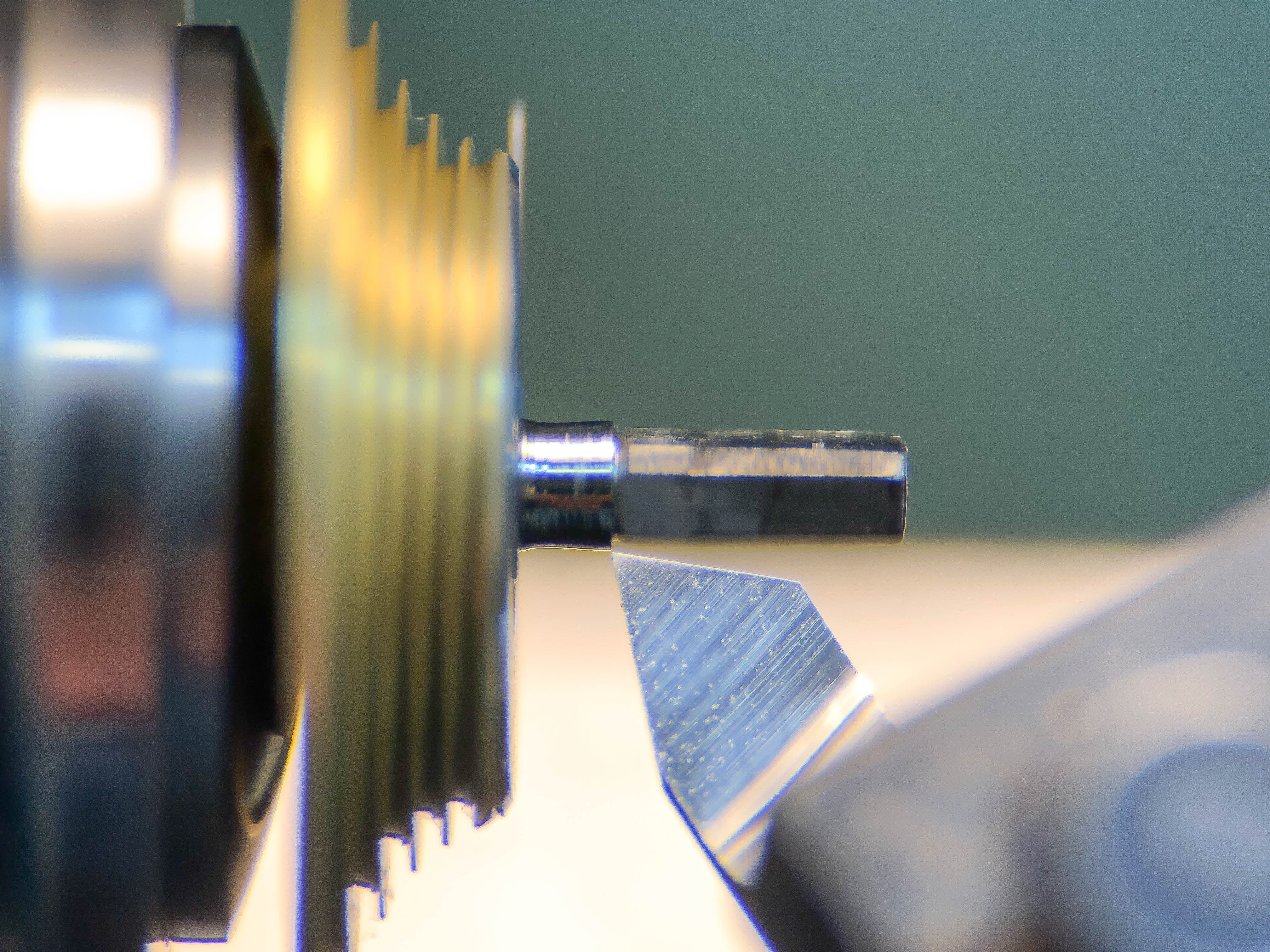






















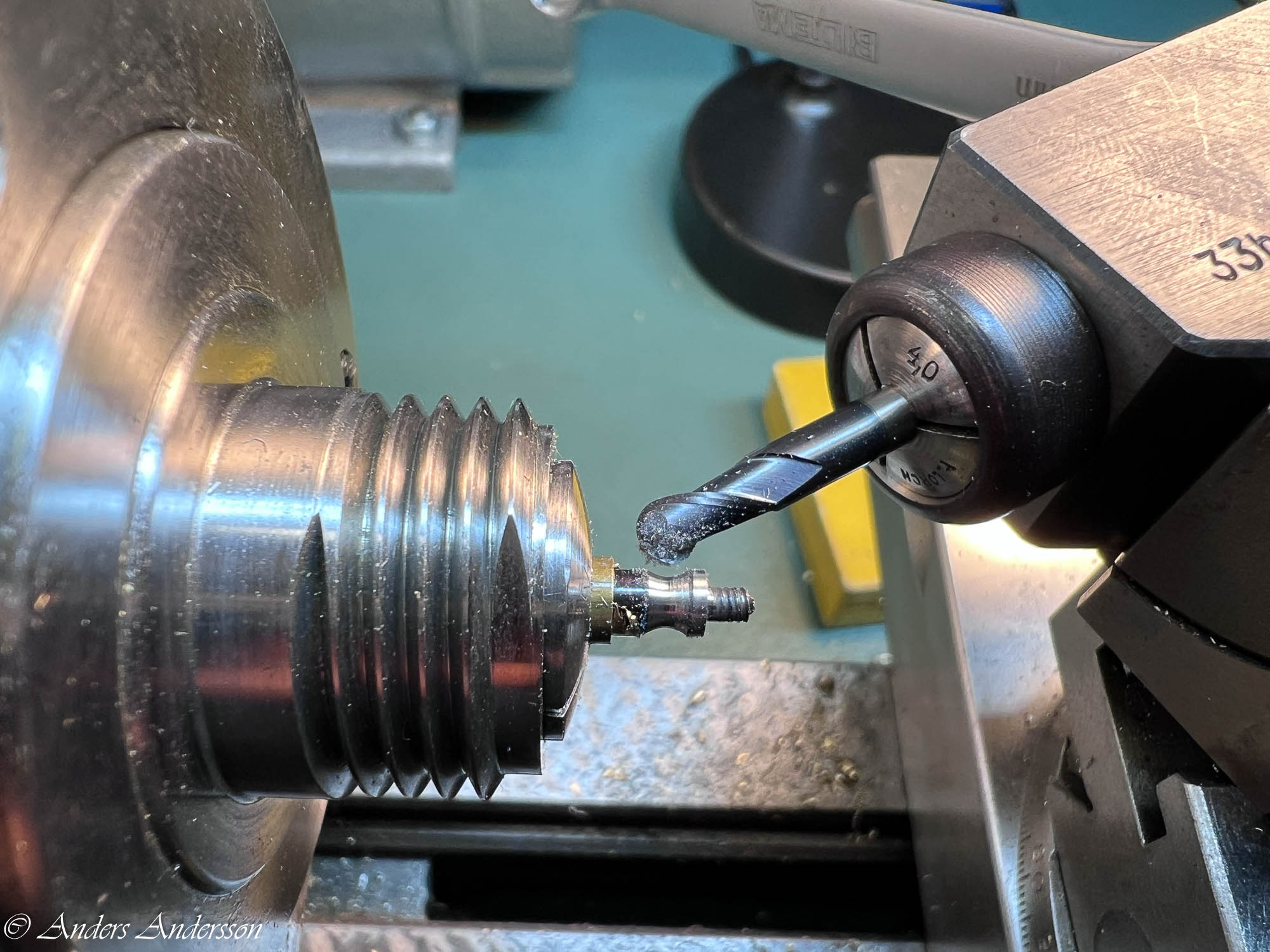



















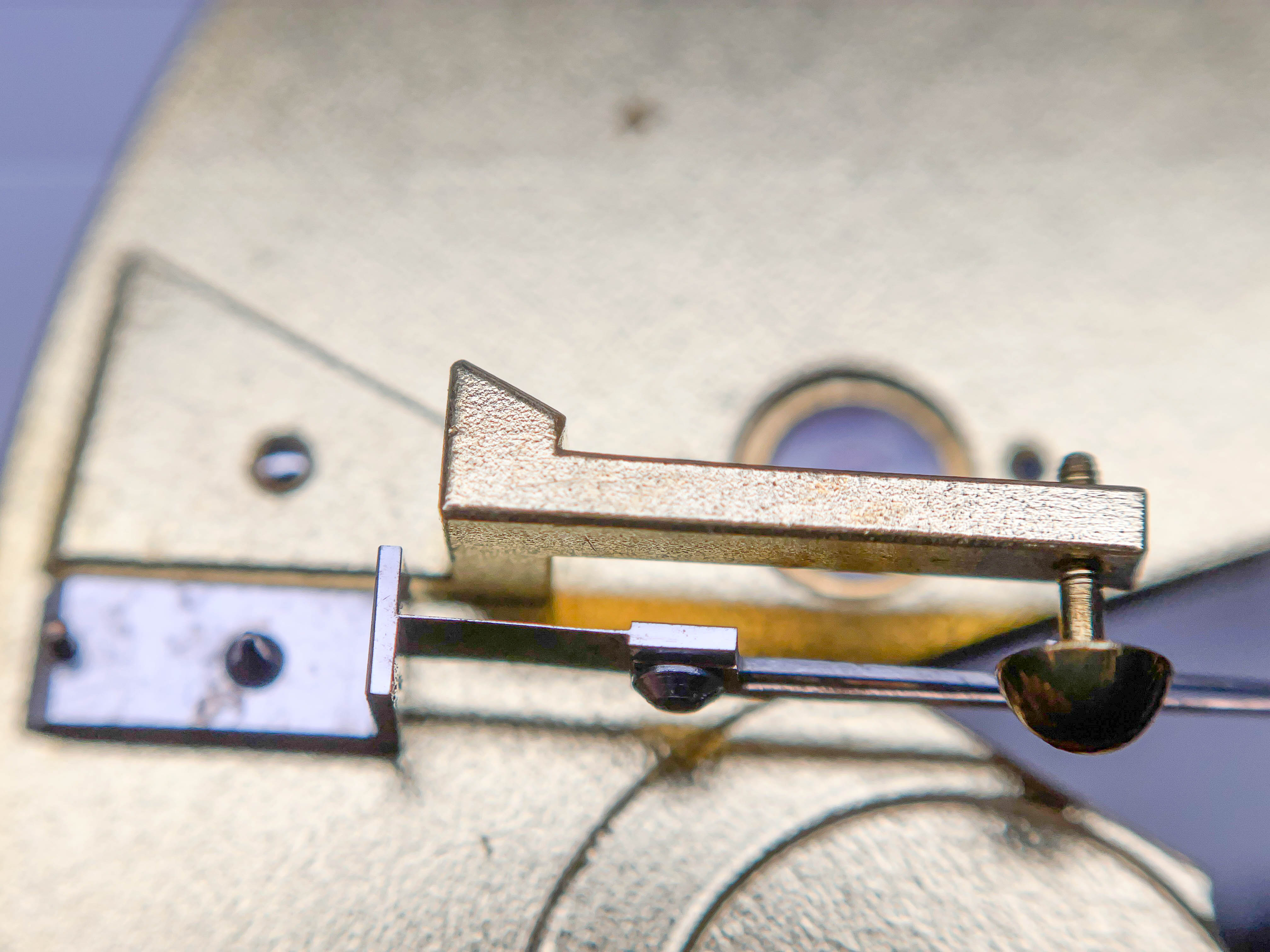
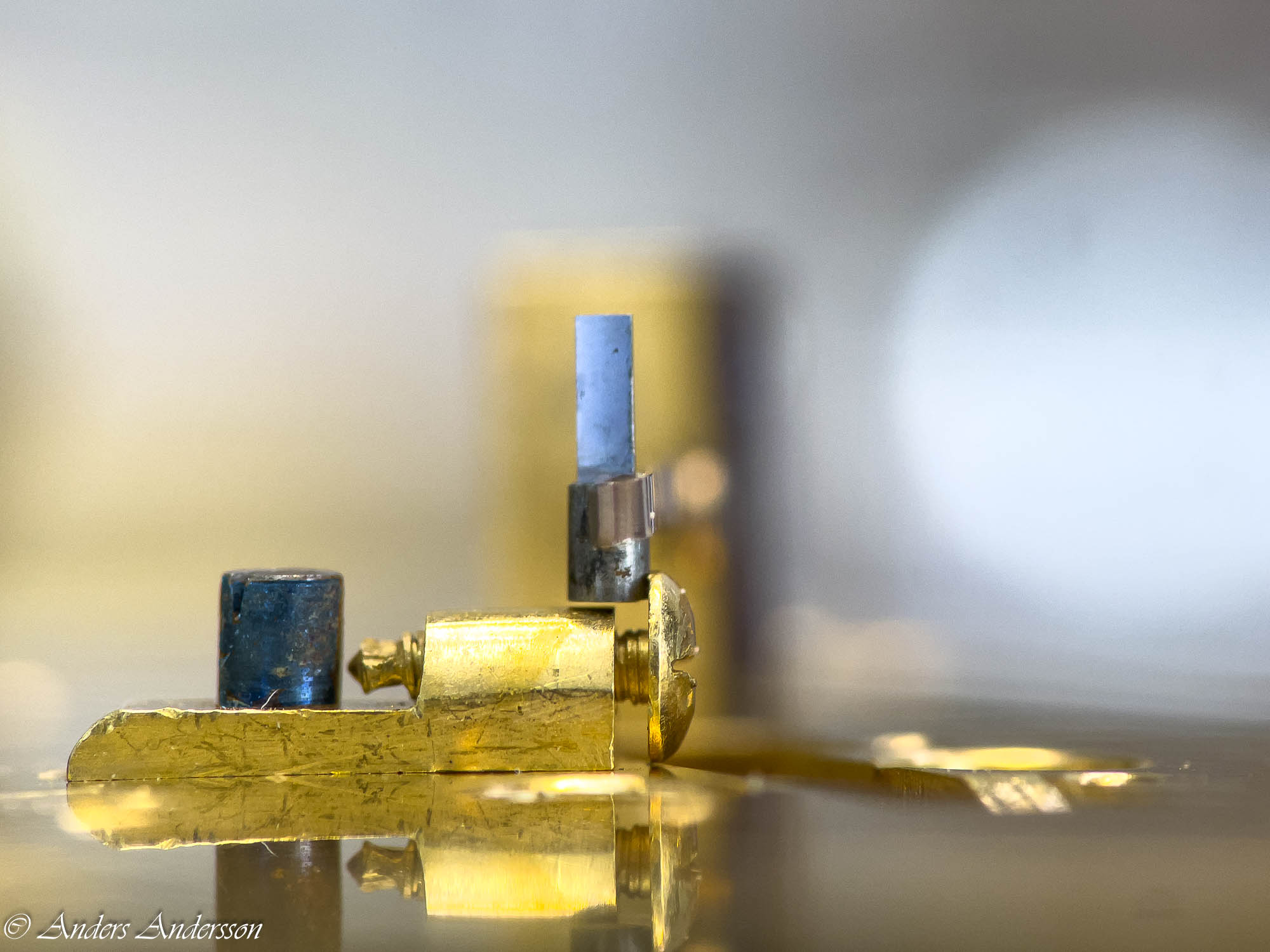
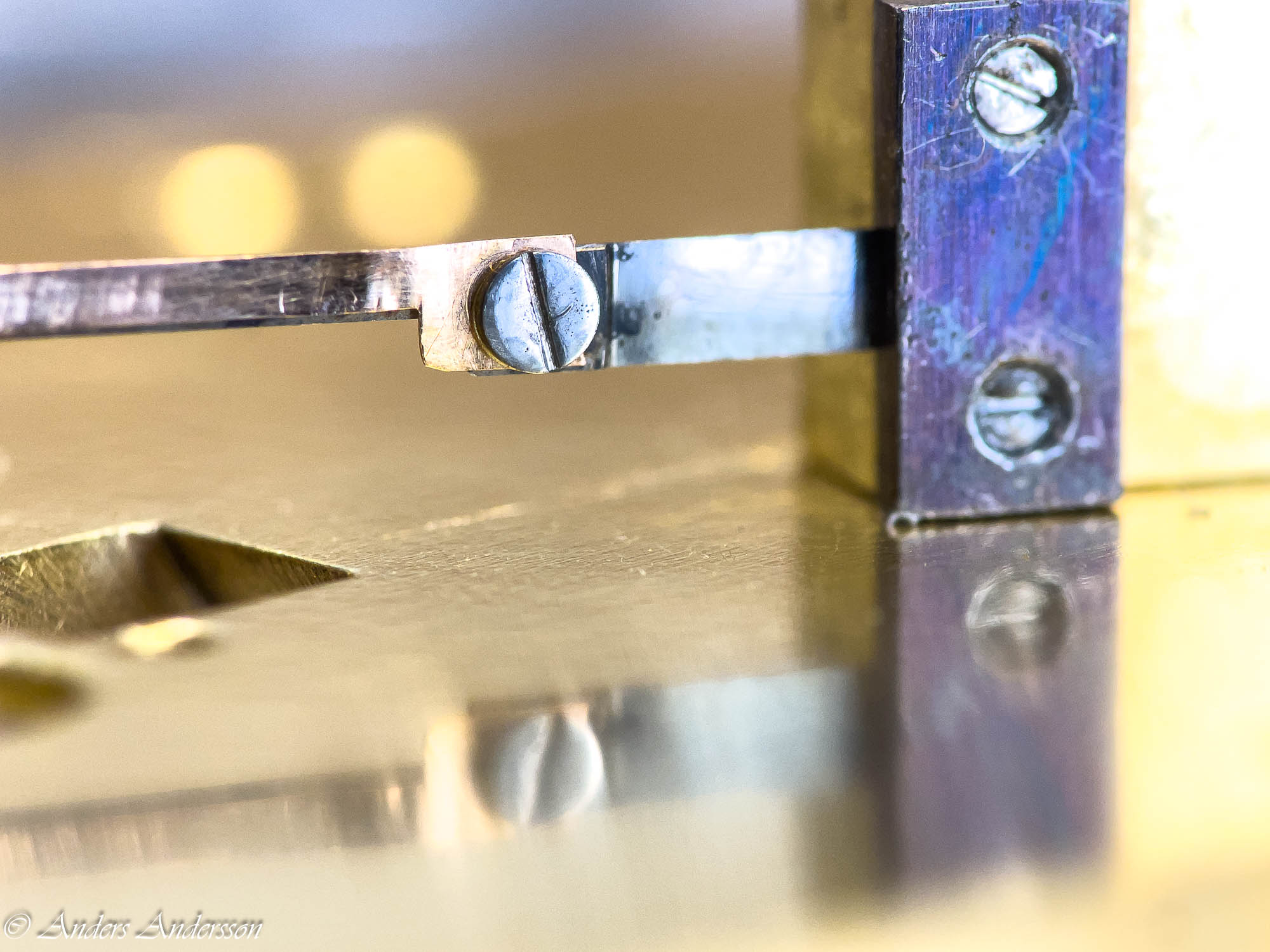
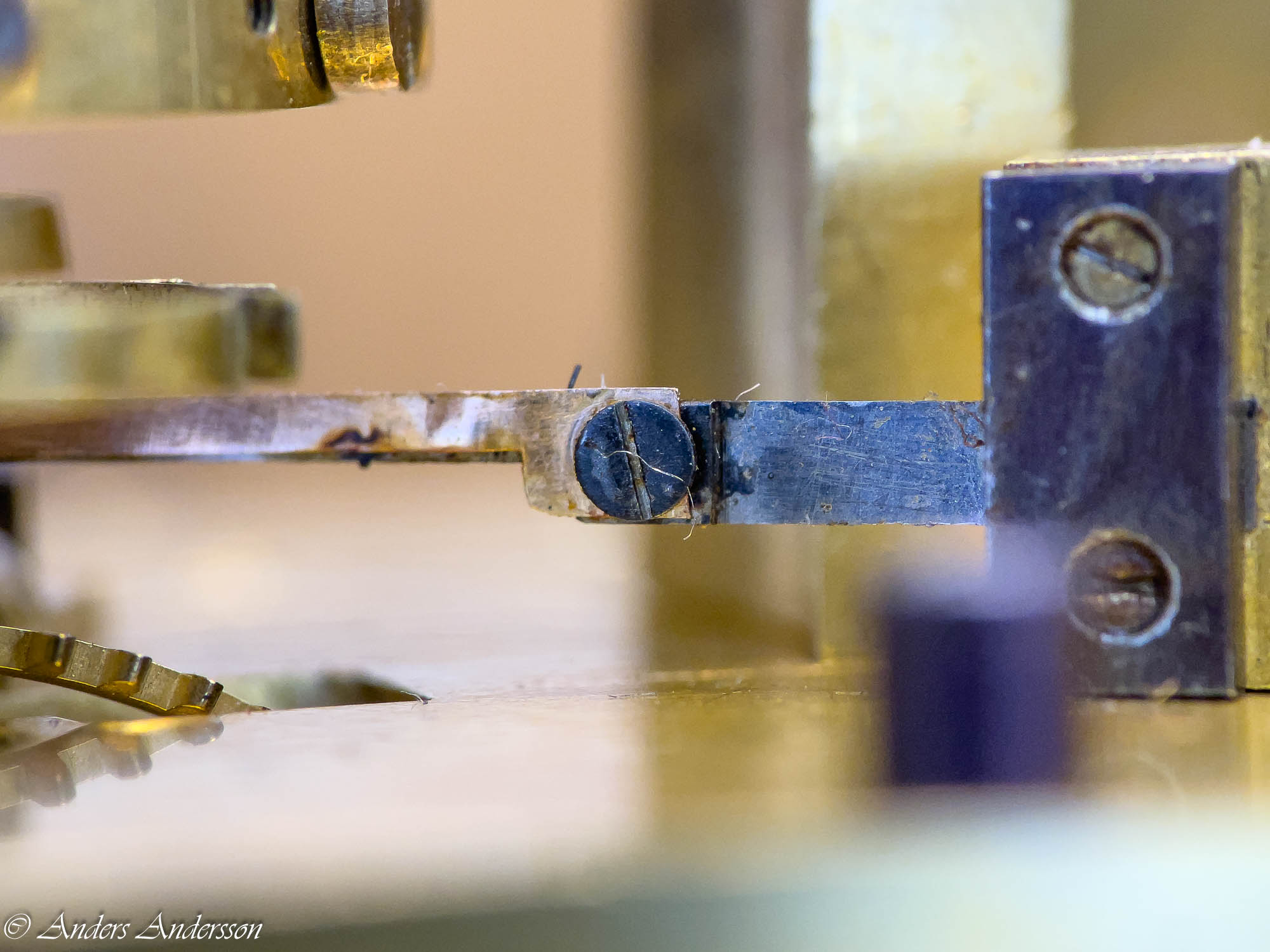
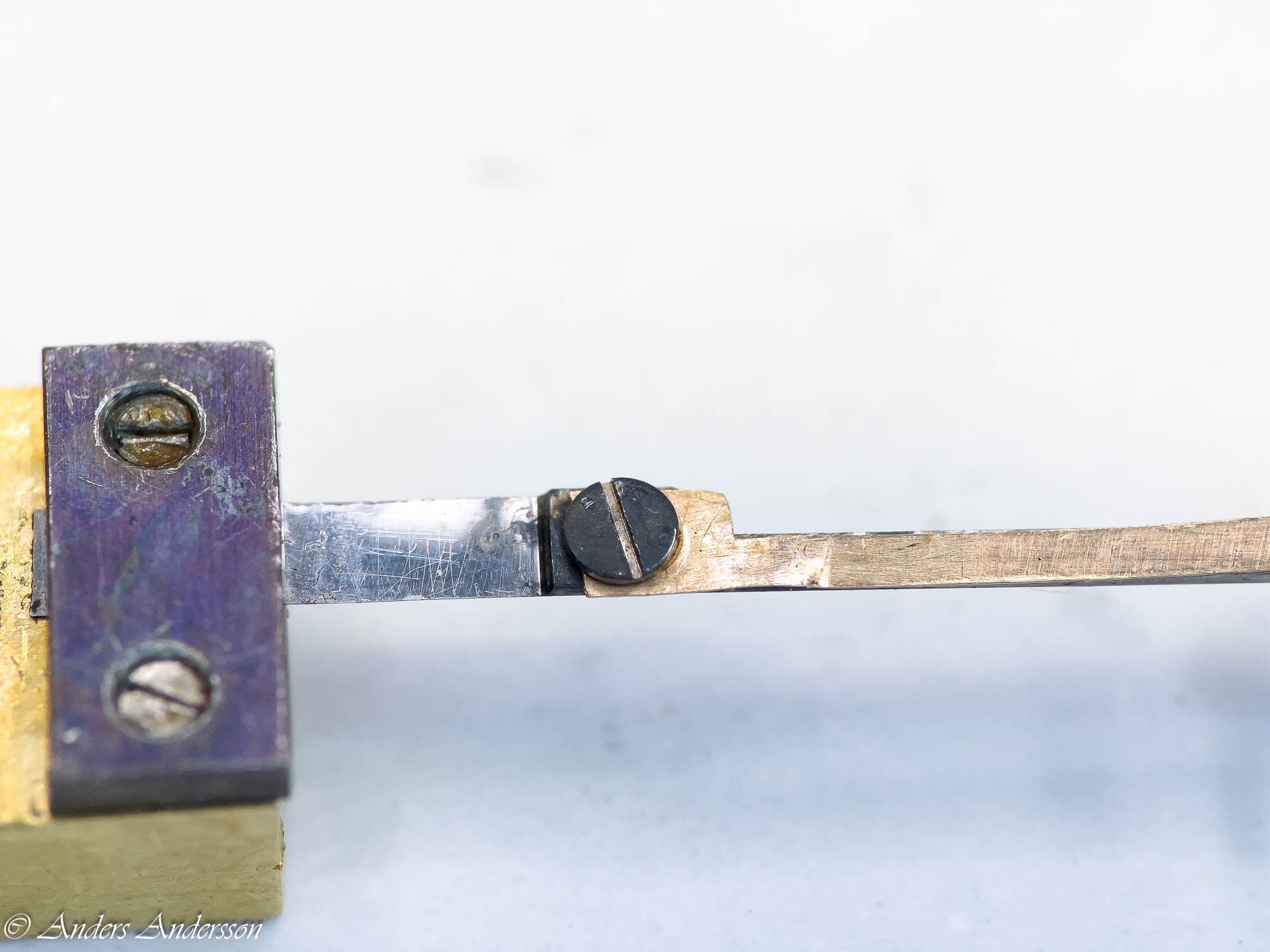
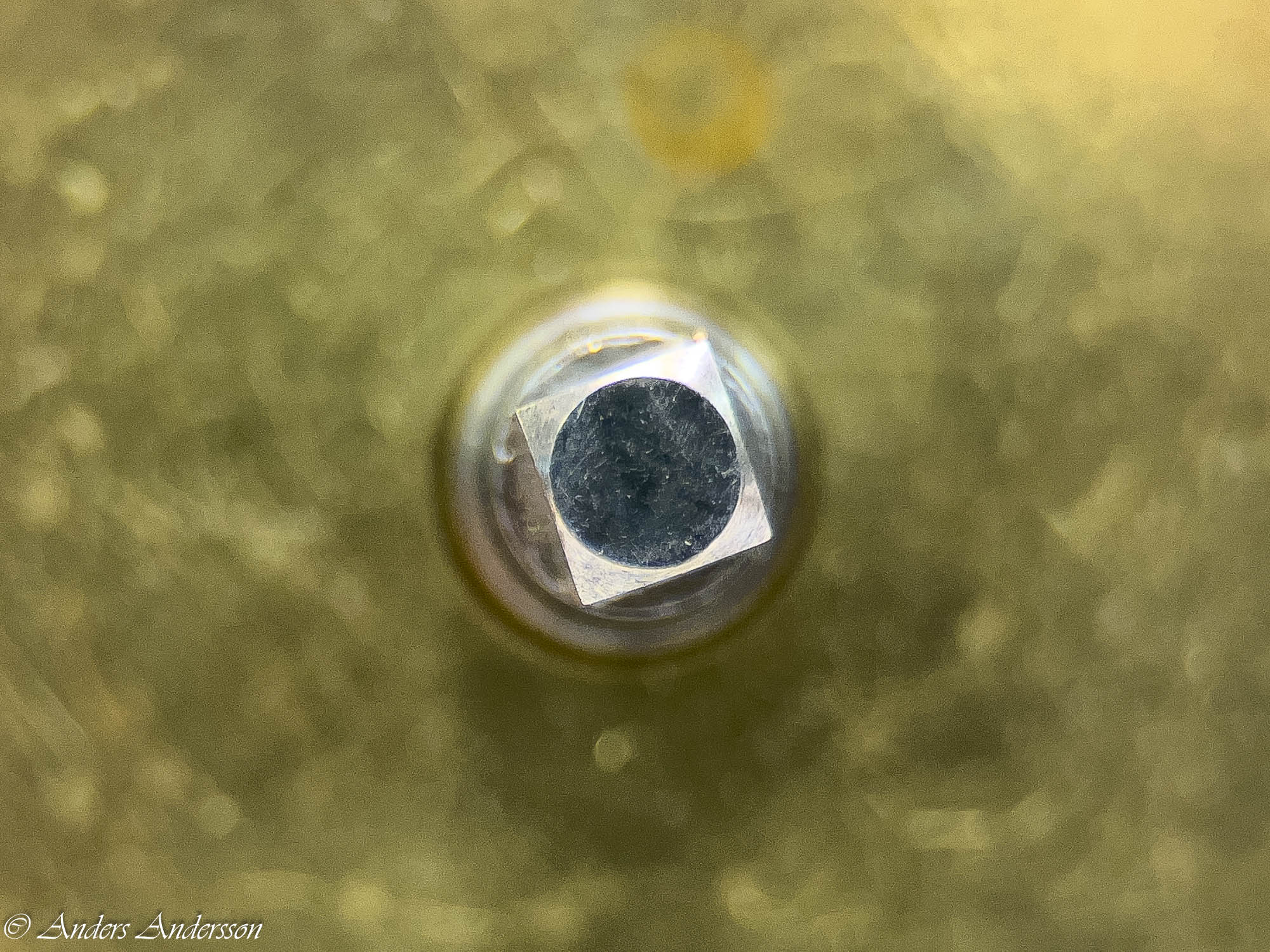
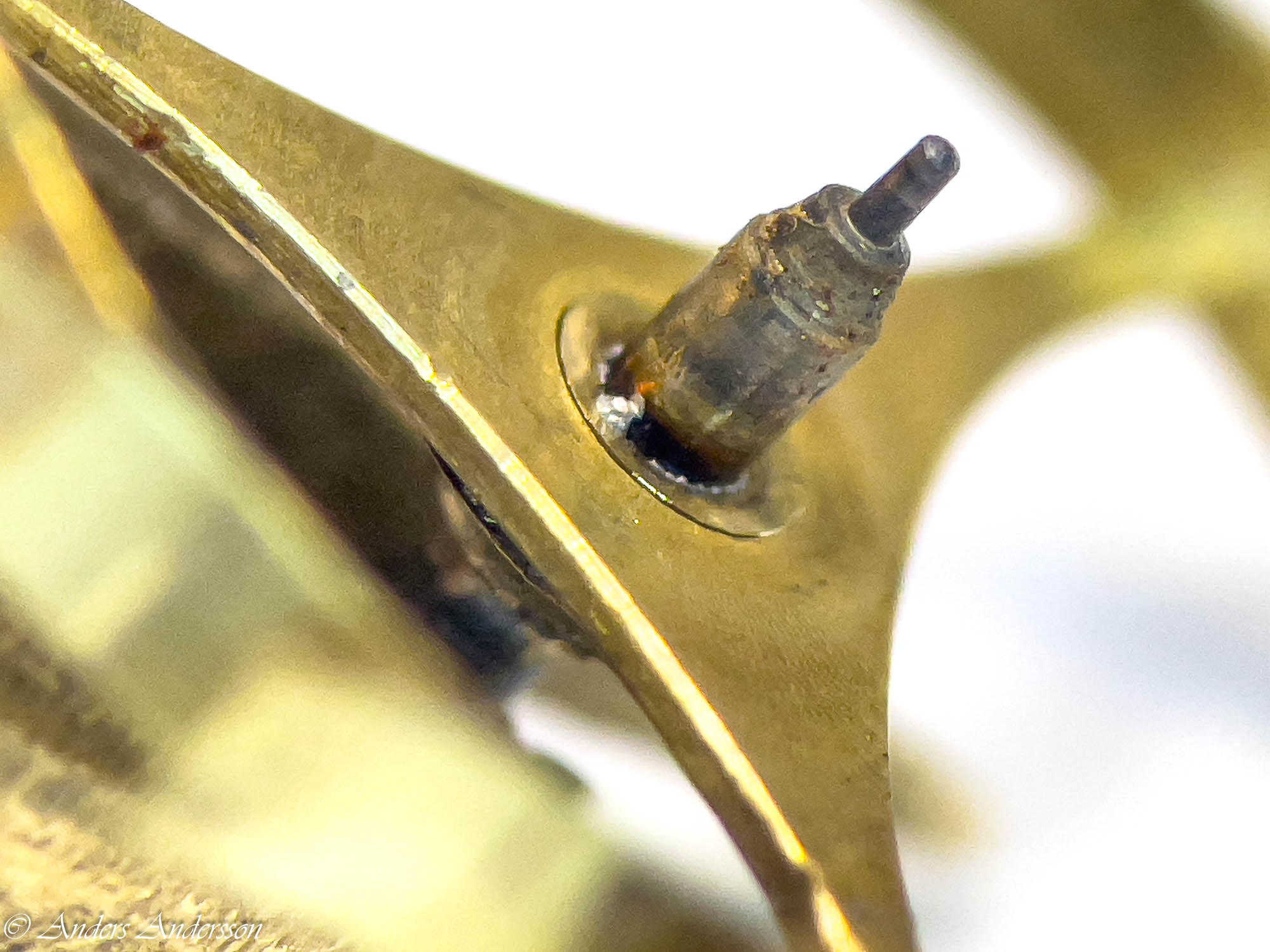
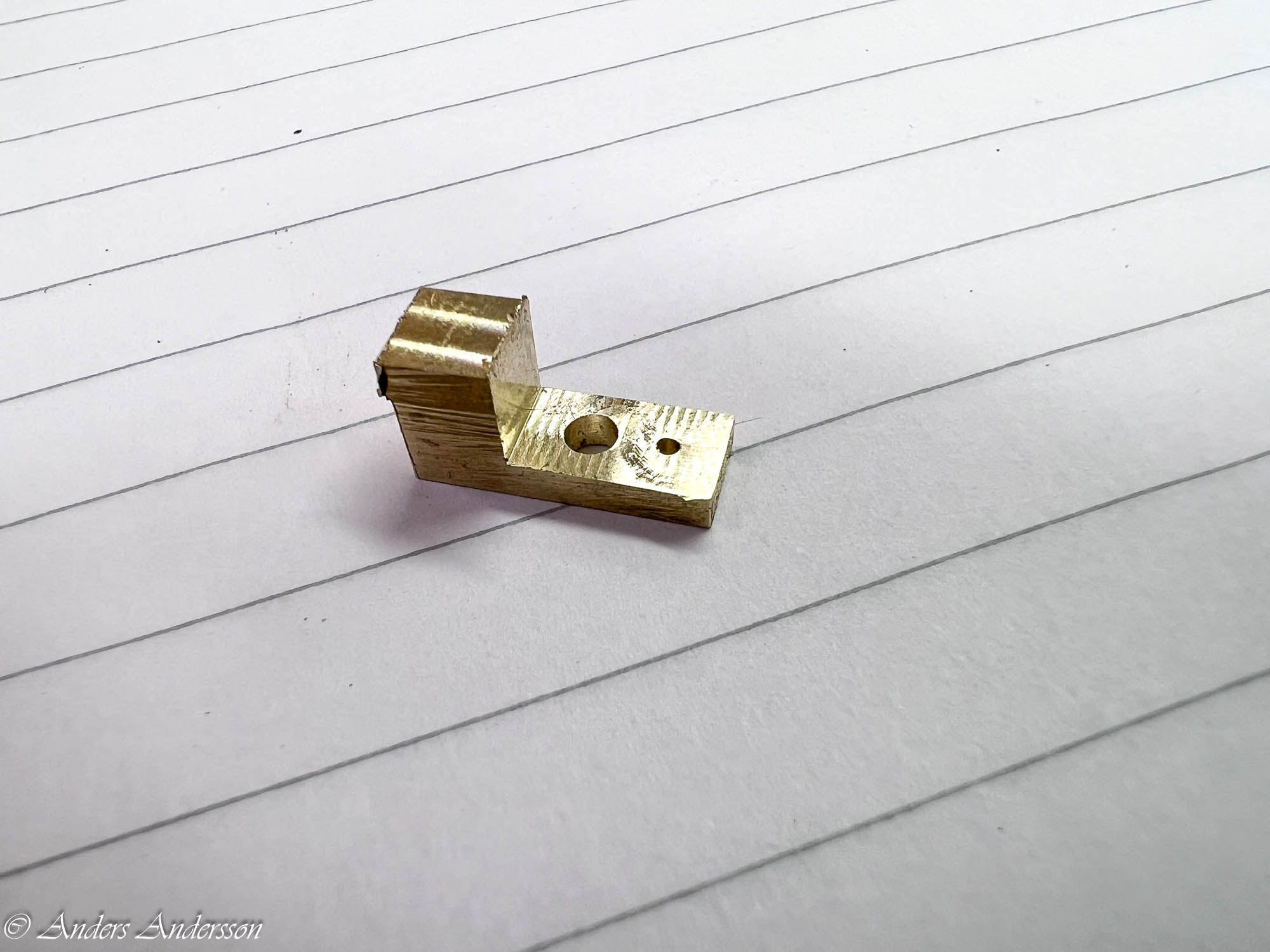
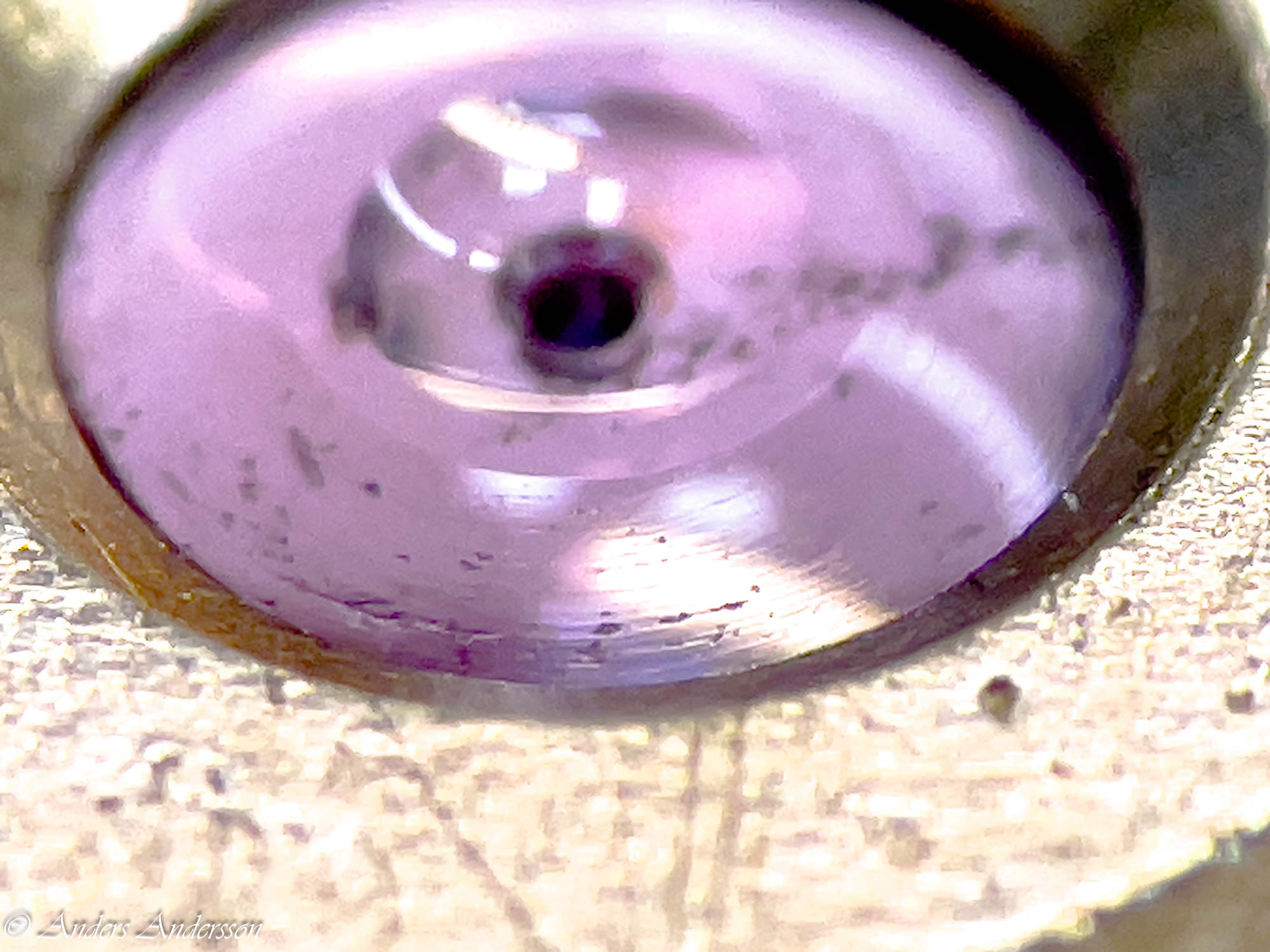
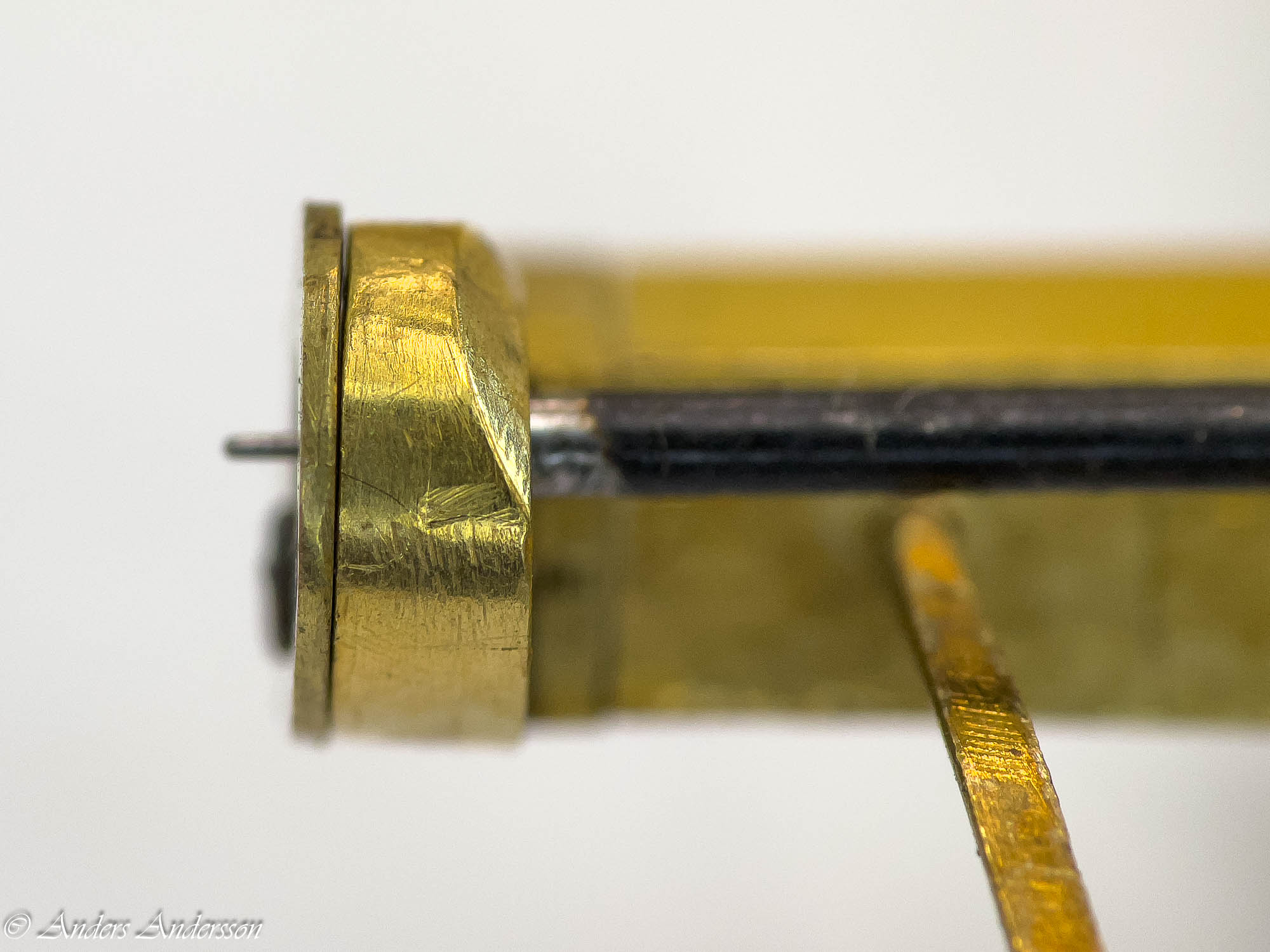
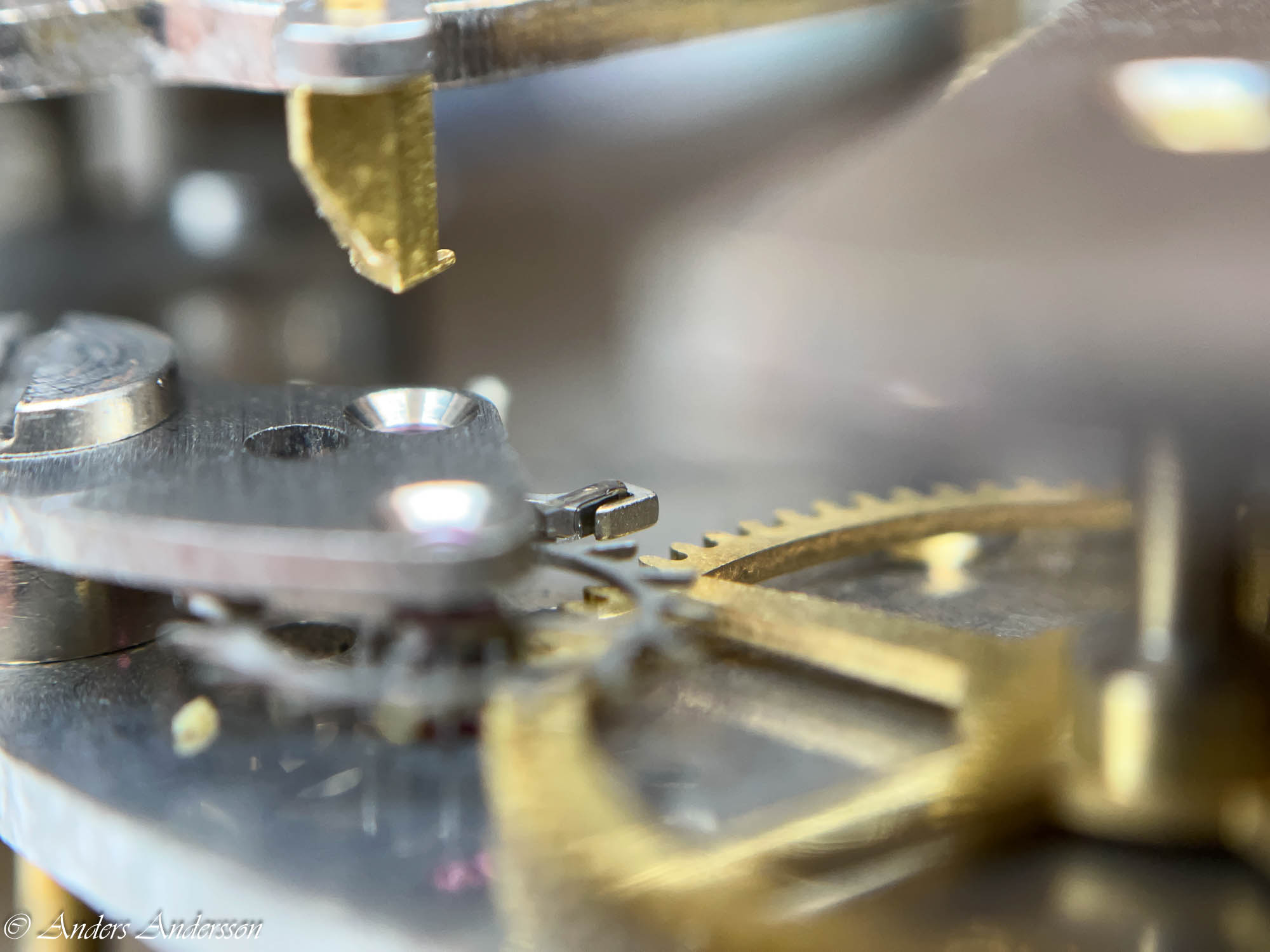
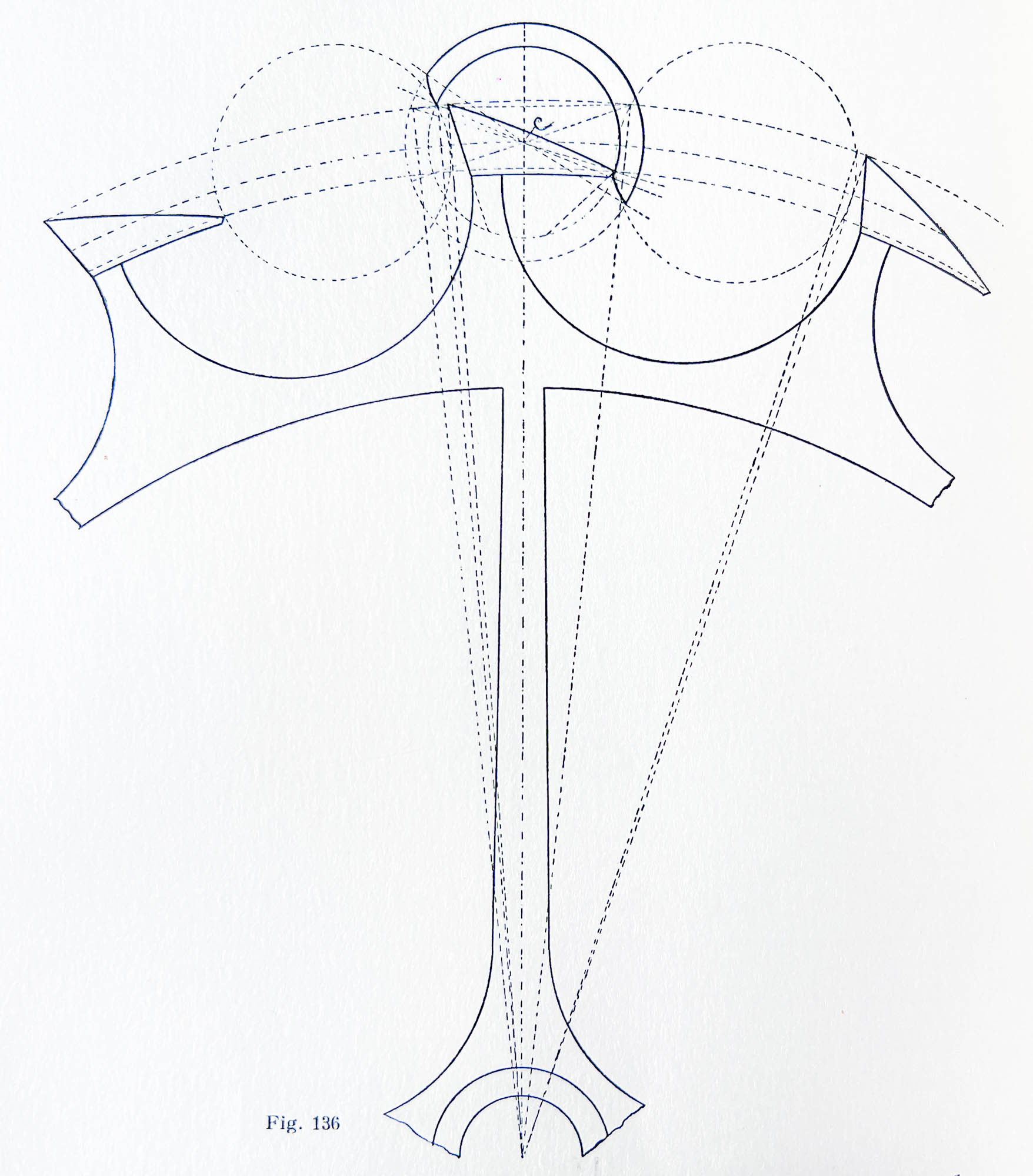
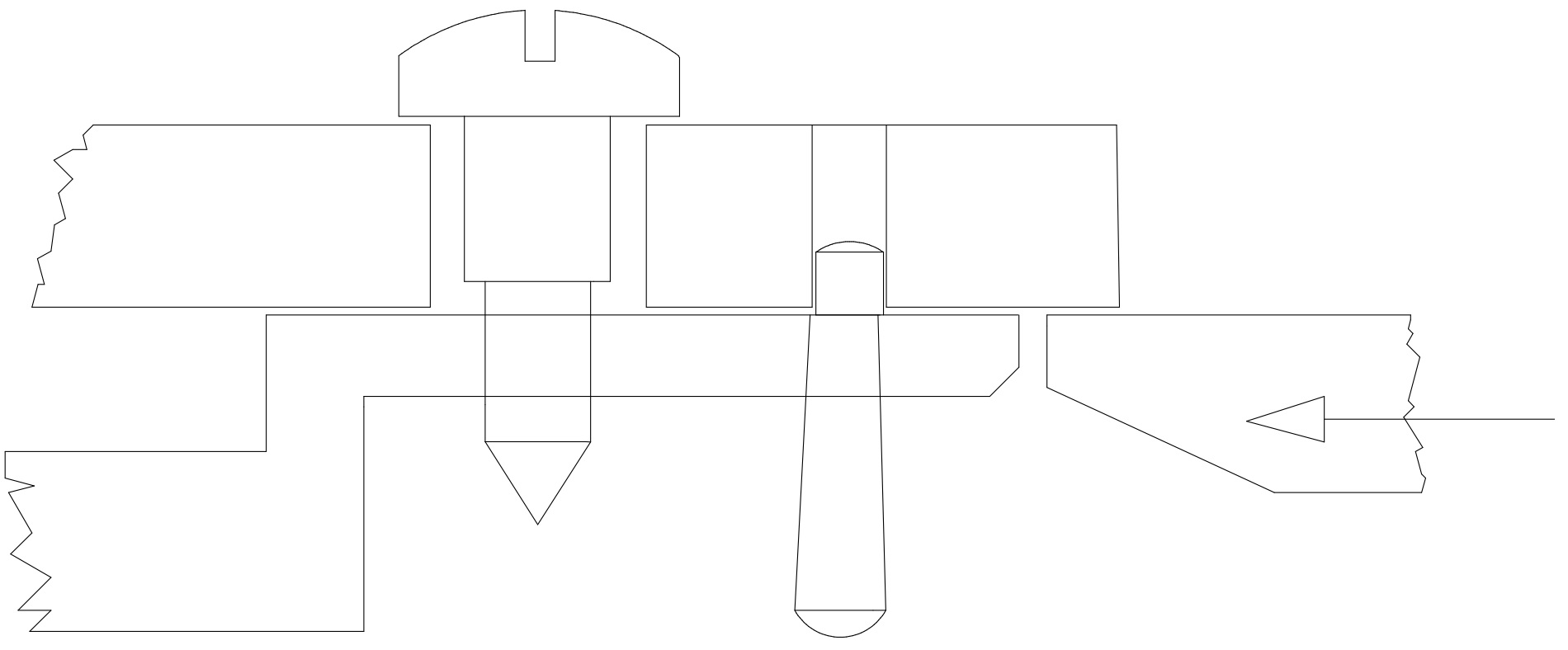
 Nu kontrollerar jag att ytan där detantfjädern vilar mot skruven är fin. Det kan slitas in märke i skruven efter många års gång. Det är bara en liten yta av skruven som vilar mot fjädern, skruven har en något konisk insvarvning för att minska skruvens vilyta. Gånghjulstanden ska vila 1/3 in på vilstenen, detta justeras genom att vrida på vilskruven.
Nu kontrollerar jag att ytan där detantfjädern vilar mot skruven är fin. Det kan slitas in märke i skruven efter många års gång. Det är bara en liten yta av skruven som vilar mot fjädern, skruven har en något konisk insvarvning för att minska skruvens vilyta. Gånghjulstanden ska vila 1/3 in på vilstenen, detta justeras genom att vrida på vilskruven.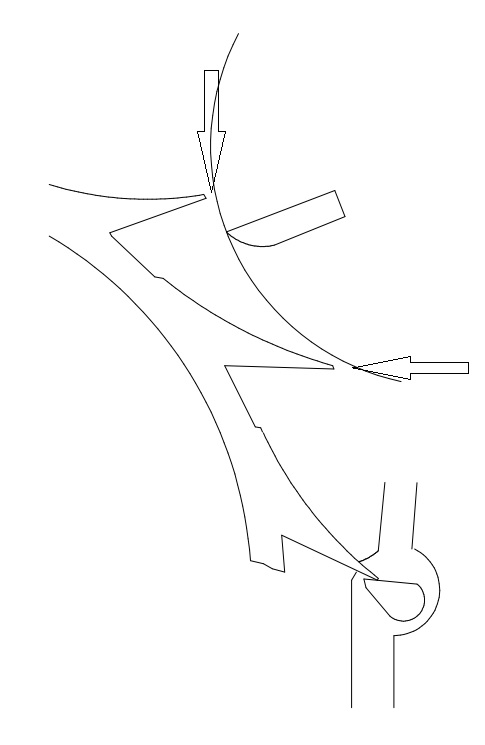


















































{kind=link}