En dag ringde en person till företaget och frågade om vi kunde laga ett tornur. Verket satt i Ahlafors fabriker i Ale kommun. Det lät spännande, kunden hade tagit ned urverket från tornet och tagit bort en hel del smuts från verket.
De erbjöd sig att komma till oss med verket så att vi kunde inspektera det.

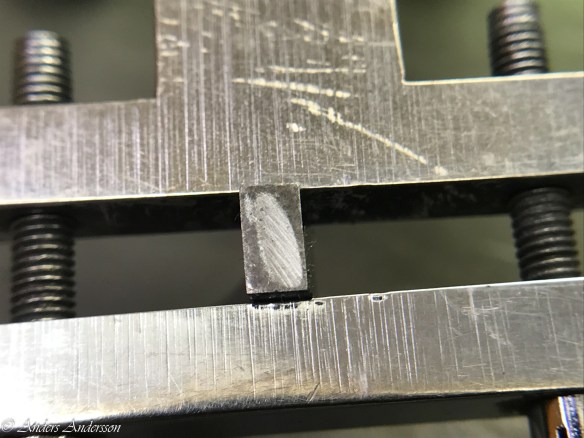
Så här såg verket ut när det kom till oss.

Så här såg verket ut när det kom till oss.

Verket var ett Tornberg, tillverkat 1906.

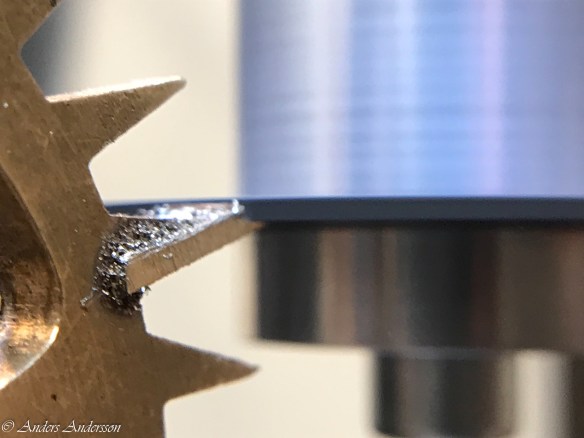
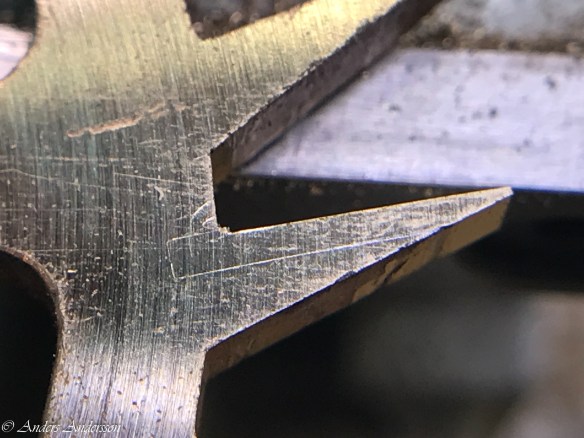
En lite mer noggrann undersökning. Man ser tydligt att några gånghjulständer var skadade och böjda.

Gånghjulet var kraftigt nedsmutsat av gammal olja och fett.

Den gamla oljan hade ”hartsat” som man sa förr, dvs blivit hård och seg som harts. Oljans smörjande egenskaper hade för längesedan gått förlorad och fungerade nu precis tvärtom. Den låg som ett klister på hjulet.

En en de skadade tänderna i gånghjulet.

Flera tänder var skadade. Eftersom allt gått trögt hade haken förmodligen inte förmått flytta på hjulet när man försökt starta klockan. Hakpaletterna hade kraschat emot tänderna och deformerat flera.

Ytterligare skador.

Gånghjulsdriven var full med gammal olja. Man kan ana ett slitage på drivtänderna under smutsen.

Helt rundade hörn på hakpaletten – slitage. Gångtypen är grahamgång. Ingångspalett.

Helt rundade hörn även på utgångspaletten – slitage. Gångtypen är grahamgång.

Gjutgodset i verkets fundament var sprucket.

Här ser man det kraftiga slitaget i gånghjulsdriven.

Flera ståldelar var slitna. Här jag vi tagit reda på stålets hårdhet. Var materialet härdat eller inte? Hur hårt? Det visade sig vara stor skillnad mellan de olika delarna.

Hävstiften för slaget var också mycket slitna.
Efter en ingående undersökning av urverket konstaterade vi att verket hade generella slitage som inte var speciellt allvarliga men det hade även några stora fel som skulle kräva mer omfattande reparationer eller nytillverkning av delar.
De största och mest allvarliga felen var:
- Flera tänder på gånghjulet var böjda, slitna och deformerade. Driven var mycket nedsliten och skulle behöva åtgärdas.
- Hammarlyftarens lager hade mycket stort slitage.
- Hävstiften på hävstiftshjulet var slitna.
- Verkets fundament var sprucket och behövde lagas.
- Pendelfjädern var avbruten.
Verket var också otroligt smutsigt, vi provade att rengöra ett av hjulen för att få en uppfattning om tidsåtgången för enbart rengöringen.
Vi gjorde en grov uppskattning om tidsåtgång och försökte göra ett kostnadsförslag till kunden. Det är nästan lika svårt att beräkna tid som att utföra själva jobbet!
Att renovera tornur hör ju inte till vardagen precis.
Kunden accepterade vårt förslag. Det är väldigt kul att kunden ville satsa pengar på att renovera urverket istället för att sätta in något elektriskt verk.
Dags att sätta igång med arbetet!
Valshjulen fanns kvar i tornet. Vi gjorde en resa till Alafors för att hämta dem och samtidigt inspektera urtavlor, visarväxlar, loden etc.
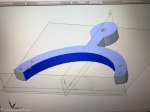
En av lagerbockarna för ett av valshjulen var nytillverkad.
Några av rören för drivningen av visarna hade vissa skador på överföringsytorna.
Nu hade vi alla delar och visste mer hur vi skulle planera och gå vidare med jobbet.

Loden finns i våningen under verket.

Överföringen var utsliten på några av visarnas rör.

Centralväxeln för drivningen av visarna för de tre urtavlorna.

En av visarväxlarna. De är placerade precis bakom urtavlorna.

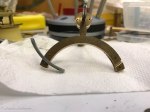
Valshjulen på verkstaden.

Lageröverfallen till valshjulen.
Innan jag visar mer av renoveringen tänkte jag berätta lite mer om byggnaden där tornuret är placerat och lite om tillverkaren av urverket – F. W. Tornbergs urfabrik.

Vintervy från sydost. Från boken Almedahlsföretagen genom tiderna.
Innan väveriet i Alafors började byggas 1854 fanns det bara jordbruk i närheten. Väveriets placering hade valts på grund av tillgången av vatten. Man valde att leda vatten i en rörledning från vattendrag i närheten via en damm. 1855 stod fabriken klar. Produktionen bestod av bomullsgarn.
Runt fabriken växte samhället Alafors så småningom fram. Det började med bostäder till tjänstemännen och arbetarna. Tre skolor byggdes, mindre verksamheter och butiker startades. Det bildades fackförening, nykterhetsförening, Elimförsamling och idrottsförening.
27 mars 1905 startade en brand i fabrikens maskinlager som ödelade den gamla spinneribyggnaden, den brann ner till grunden. Man startade omedelbart återuppbyggnaden av fabriken där arbetarna fick hjälpa till. Redan i april 1906 stod den nuvarande byggnaden klar. Det var nu man byggde tornet där tornuret placerades. I våningen under tornuret finns en stor vattencistern. Man pumpade upp vatten till cisternen för att använda i den sprinkleranläggning som samtidigt byggdes. Säkerheten ökades betydligt och inga större bränder utbröt igen.
Spinneriets garntillverkning hade en kapacitet av 450 ton per år före branden, med de nya moderna maskinerna som installerades efter branden kunde årsproduktionen av garn ökas till 570 ton år 1907.
Det kan nämnas att under första världskriget drabbades man av råvarubrist, produktionen sjönk så mycket att man till slut blev tvungen att stänga fabriken under ett år. Arbetarna fick då ägna sig åt reservarbeten, till exempel att plantera skog eller att arbeta på bolagets jordbruk. Efter mer än hundra års produktion lades till slut fabriken ned 1966.
Sedan dess utnyttjas lokalerna till flera olika verksamheter, bland annat verkstäder och en färgfirma. Ahlafors bryggerier som brygger öl finns i byggnaden. De har tornet med tornuret i sin logotyp och har bland annat en ölsort som heter AM : PM.
Kanske blir det ett Tornbergöl i framtiden?


Tornet i juletid.

Tidig vår.

Höst.

Vy från östra sidan.
F. W. Tornberg

Fredrik Wilhelm Tornberg. Bild från SUOT 1972-12.
Fredrik Wilhelm Tornberg, född 12 juli 1838, död 10 maj 1893.
Tornberg fick burskap 1859, samma år etablerade han sig som urfabrikör och handlande i Stockholm. Tornberg specialiserade sig på tillverkning av tornur och järnvägsur.
Man hade butik och visningslokal vid Gustaf Adolfs torg 14 på hörnet av Regeringsgatan. 1914 revs den byggnaden och man flyttade till Regeringsgatan 6 där företaget fanns kvar ända fram till 1973 då uraffären stängdes.
Tornbergs söner Karl Fredrik (död 1899) och Sven (1883-1922) var båda urmakare och arbetade i faderns rörelse. Sven tog över rörelsen efter sin bror Karls död 1899.
I Sveriges Urmakeri och Optiktidning (SUOT) nr 12 från 1972 kan man läsa följande reportage om när firman Tornberg upphörde vid jultid 1972:
RIKSBEKANT URFIRMA UPPHÖR
F. W. TORNBERG offer för grusgroparna i City
Då ses vi vid Tornbergs klocka…
Hur många sådana träffar har inte arrangerats i Stockholm sedan 100 år tillbaka!
För att ta det versifierat enligt ett gammalt skaldestycke:
Då träffas vi ikväll – du kommer säkert ju?
Vid Tornbergs klocka står jag och väntar klockan sju…

Tornbergs klocka vid Nybroplan 1917. Stockholms stadsarkiv.
Nu måste SUOT rapportera den bedrövliga nyheten att den rikskända urfirman
F. W. Tornberg, grundad 1859, upphör i dessa dagar strax före jul. Företaget faller offer för omvandlingen och förödelsen på Nedre Norrmalm. Rörelsen läggs ner av den siste ägaren, urmakarmästaren Olof Selmer, som just i år kunde fira sitt 40-årsjubileum som ”Tornbergare”. Som 24-åring anställdes han i oktober 1932 efter att han genomgått Stockholms urmakarskola och fått sitt gesällprov belönat med silvermedalj.
Det har blivit omöjligt att driva en affärsrörelse här intill ruinhögarna och grusgroparna i City, suckade Olof Selmer när SUOT kom på en avskedsvisit i butikslokalerna Regeringsgatan 6, där skyltfönstren upptogs av stora plakat med texter som ”Total utförsäljning… Allt måste bort… Affären upphör…” Den affär – som alltid burit numret 1 i SUOF:s medlemsmatrikel.
Träffpunkt sedan 1873
Tornbergs klocka – ett riksbekant begrepp. I förstone hörde den samman med bilden av Gustav Adolfs torg. Det var 1859 som Fredrik Wilhelm Tornberg efter läroår hos Stockholmsurmakaren C. A. Wassberg – öppnade affär i Celsingska huset Regeringsgatan 1, samma kvarter som hyste det anrika Hotel Rydberg med den berömda baren. Först 1873 uppsattes det fyrsidiga skylturet (av Tornbergs egen tillverkning) i själva hörnan ut mot torget. Där fungerade klockan i nära 40 år som träffpunkt för både unga och gamla
På förhösten 1914 måste firman maka sig upp till Regeringsgatan 6 för att i kvarteret mot torget ge rum för Skandinavbankens palats. I 6:an har Tornbergs sedan dess residerat – men det gamla skylturet följde med till den nya adressen. I början av 20-talet var uret dock så slitet att det ersattes med en replik (av firmans egen tillverkning). Denna råkade 1960 ut för olycksödet att slås ned av en grävmaskin. Varpå firman fick ett nytt skyltur av mera ordinär modell.
I ny gestalt 1916
Men ”Tornbergs klocka” som institution måste ju bestå trots firmans flyttning. Det insåg också stadens myndigheter och upplät plats på Nybroplan för en ny klocka. Här uppsattes 1916 den klockpelare, som nu blev ny mötesplats för stockholmarna. Och där står ”Tornbergs klocka” alltjämt kvar. I pelarens sockel finns en lucka in till urverket, som varje onsdag dragits upp genom firmans försorg.
Hur det hädanefter kommer att bli med pelarklockan på Nybroplan vilar i gudarnas knän.
Verket är hårt förslitet efter 56 års tjänst i ur och skur, konstaterar Olof Selmer och anser att uret borde elektrifieras.
Ytterligare en ”Tornbergs klocka” uppsattes i början av seklet på en järnstolpe ute på Djurgården, närmare bestämt mitt för mynningen av Allmänna Gränd och nedanför Hasselbacken. En halkig vinterdag på nyåret 1926 blev denna klocka omkullkörd av en slirande droskbil – och den tätnande trafiken tillät inte att den sattes upp igen.
Gammal fin tradition
Firman Tornberg var på sin tid också känd tillverkare av tornur, signalur, väggur och andra större ur. Denna rörelse drevs till ca 1920.
Grundaren Fredrik Wilhelm Tornberg gick ur tiden 1893 och var då vice ordförande i Stockholms Urmakare Societet. Han hade vunnit anseende som en skicklig yrkesman både praktiskt och teoretiskt; bl. a. medverkade han vid översättningen till svenska av en tysk bok betitlad ”Förstudier för urmakare” och utgiven 1871.

F. W. Tornberg efterlämnade flera barn, av vilka äldste sonen Karl Fredrik inträdde i firman men avled 1899 vid 32 års ålder. Yngste sonen Sven, f. 1883, fick sedermera stå för rörelsen. Strax efter första världskrigets slut råkade företaget i svårigheter, och 1922 avled Sven Tornberg. Redan 1920 hade firman övertagits av urmakare Knut (Kurt) Bergström från Härnösand. Denne drev företaget till sin död 1945, varefter Olof Selmer blev innehavare.
Den Tornbergska firman har under sin 113-åriga tillvaro alltid åtnjutit högt anseende, och detta har Olof Selmer vetat att hålla vid makt under sina 27 år som företagets ledare. För honom måste det nu kännas vemodigt att nödgas nedlägga rörelsen.
– Jag har alltid strävat att upprätthålla Tornbergs gamla fina traditioner: precision, kvalitet och perfekt service, säger hr Selmer. Detta tror jag också att våra kunder värdesatt.
Men förhållandena har blivit mig övermäktiga. Tyvärr återstår intet annat än att ”lägga upp”. Men, tillägger han med ett litet leende, hemma i Enskedevillan tänker jag inte alldeles lägga verktygen på hyllan. Alltid skall det väl finnas något att göra för en gammal yrkesman.
Poesi kring Tornbergs klocka

Nybroplan med Tornbergs klocka. Foto från 15 augusti 1925. Upphov: Okänd. Spårvägsmuseet
Att ”Tornbergs klocka” under alla år varit en omhuldad institution i Stockholm framgår bl. a. av de mer eller mindre poetiska skaldestycken, som ägnats uret ifråga. Här till en början ett prosabidrag av ingen mindre än Hjalmar Söderberg, som i ”En Stockholmskrönika” i Svenska Dagbladets julnummer 1900 skildrade hur han efter hemkomsten från en Parisvistelse satt och filosoferade på Rydbergs Café tills det var dags att betala kaffet och gå ”ut i staden, ut i julsnön”:
– Den första ledstjärna du ser skymta genom snötjockan är Tornbergs klocka, Stockholms klassiska rendez-vous för herrar, som ämna sig ut att festa… Du stannar ett ögonblick under klockan försänkt i grubbel öfver hvart du skall ta vägen…
Vid firmans flyttning 1914 skaldade tidningspoeten Charley (bevarat klipp anger ej ur vilken tidning hans opus är hämtat) fritt efter Tegnér en drapa, varur här några strofer:
Dig jag sjunger en sång,
dig celebrast bland ur.
Huru säker din gång
var i ur och i skur
där i hörnet du satt
både dagar och natt.
Du ju fyrbåken var
för de mötande par –
många älskande tu,
ibland man, ibland fru,
som ej voro minsann
gifta just med hvarann…
I Aftonbladet skaldade signaturen S:t E:son 1930 bl. a. följande:
Hon kom från Norr, jag kom från Norrbro,
och under Tornbergs klocka rendez-vous vi stämde varje afton klockan sju…
Under klockans tid på Nybroplan fick den en gång flytta några meter från sin ursprungliga plats eftersom ”myndigheterna tyckte att den stod i vägen för trafiken”. Men, berättades det i en kåserande artikel i Aftonbladet, den var inte så svår att flytta för gubbarna gick bara före och Tornbergs klocka gick efter…” Det där sista var en dålig och elak vits för Tornbergs klocka har alltid haft stadgat rykte om sig att osvikligen visa korrekt tid.

Från 1873 till hösten 1914 låg. F.W. Tornbergs Urhandel på hörnet Gustav Adolfs torg och Regeringsgatan. Tornbergs klocka var en stockholmsk träffpunkt. I bakgrunden Arvfurstens Palats (utrikesdepartementet) och gamla Riksdagshuset. Fotot taget 14 september 1914 kort före firmans flytt till Regeringsgatan 6. Bild från Wikipedia

F.W. Tornbergs Urhandel. Bild från Wikipedia

Interiör från Urutställningen 1902. Bild från Urmakaren.se

Reklam för F.W. Tornbergs Urhandel. Bild från Wikipedia

”Farväl till alltihopa…” Siste innehavaren av firman Tornberg, Olof Selmer, lägger ned rörelsen efter sina 40 år i företaget. Bild från SUOT 1972-12.
Till skillnad från Tornberg finns mycket skrivet om Tornbergs största konkurrent –
G. W. Linderoths Urfabrik. För dig som vill läsa mer kan man till exempel nämna boken – G. W. Linderoths Urfabrik av J. Lundin och P. Borgelin.
Jag antar att själva tillverkningen av tornur och stationsur skedde på liknande sätt hos båda tillverkarna.
Min erfarenhet är att Linderoths tornursverk är betydligt vanligare än Tornberg i Sverige. Av en norsk kollega har jag fått höra att det är precis tvärtom i Norge. Kanske exporterade Tornberg mer av sin produktion. Kan det ha något att göra med att Sverige och Norge var i union mellan 1814 och 1905?
I Finland är endast ett tornur av Tornbergs fabrikat känt, det sitter i Rådhuset i Kristinestad (Enligt Wikipedia).

Tornbergs klocka vid Nybroplan. Dramaten i bakgrunden.

Klockan stannat på 11.56…
Klockan vid Nybroplan i Stockholm gick endast rätt två gånger per dag vid ett besök i februari -23. Den hade stannat på 11.56. Tråkigt!
De styrande i staden borde se till att klockan sätts igång!

Tornberg var även kreativ på ett annat sätt – i augusti 1886 han fick han i USA patent på en roterande tandborste!
Borstade tänderna vertikalt både på in- och utsidan.

Nästa inlägg kommer att handla om renoveringen av urverket.
Källor på internet:
https://sv.wikipedia.org/wiki/Fredrik_Wilhelm_Tornberg
https://stockholmskallan.stockholm.se/post/29406?fbclid=IwAR1zD2sy8s3nbRPxX3xr8sMD1d15QlbLdOt0kEUxLdDqnl9nFX-C-x-Zlng
https://stockholmskallan.stockholm.se/post/13531
https://stockholmskallan.stockholm.se/sok/?q=tornberg
https://patents.google.com/patent/US347900
Klicka för att komma åt Urutst%C3%A4llningen-1902.pdf
Historia
Ahlafors Spinneri
Tryckta källor:
G. W. Linderoths Urfabrik. J. Lundin & P. Borgelin. 2008. ISBN: 978-91-633-2115-3
Urmakare & Klockor, G. Pipping. Norsteds förlag.
Almedahlsföretagen genom tiderna. En minnesskrift vid Almedahls fabrikers 100-års jubileum. (Bok) 1946.
Muntlig källa:
Erik Ödegård, urmakarmästare. Sarpsborg, Norge.
Tack till Clas-Henrik Pihl som skannade SUOT 1972 till mig!