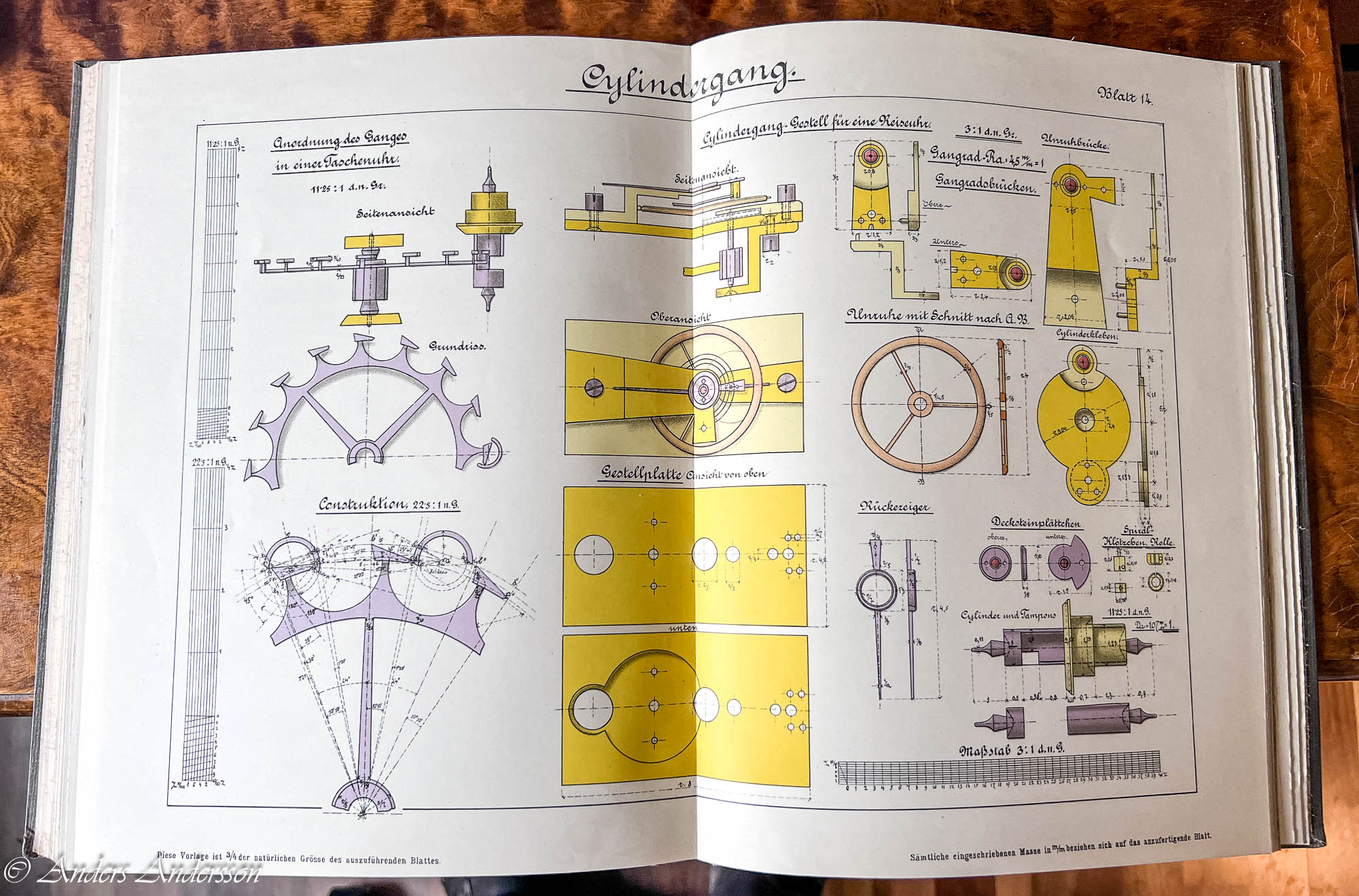
Renoveringen
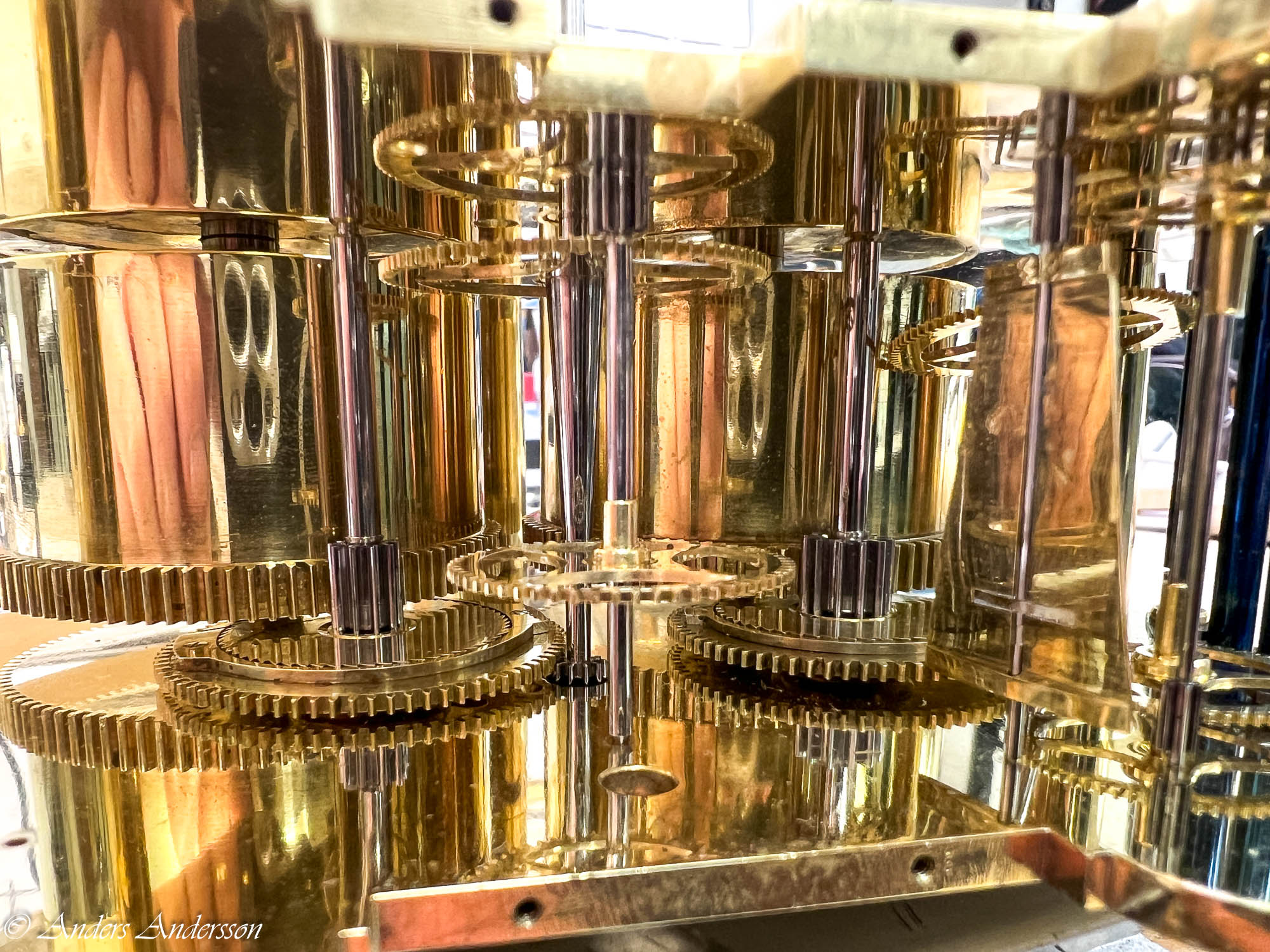
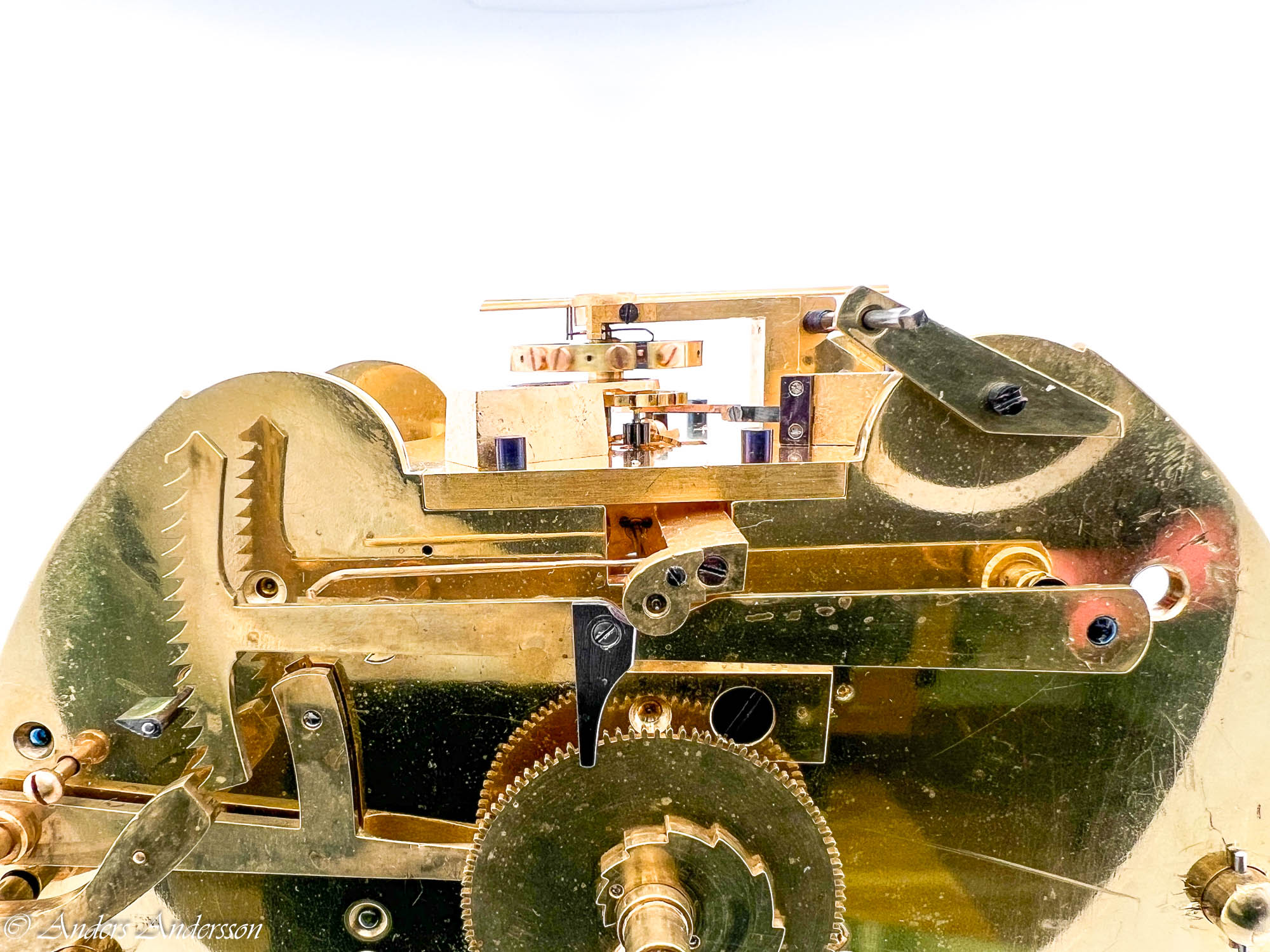
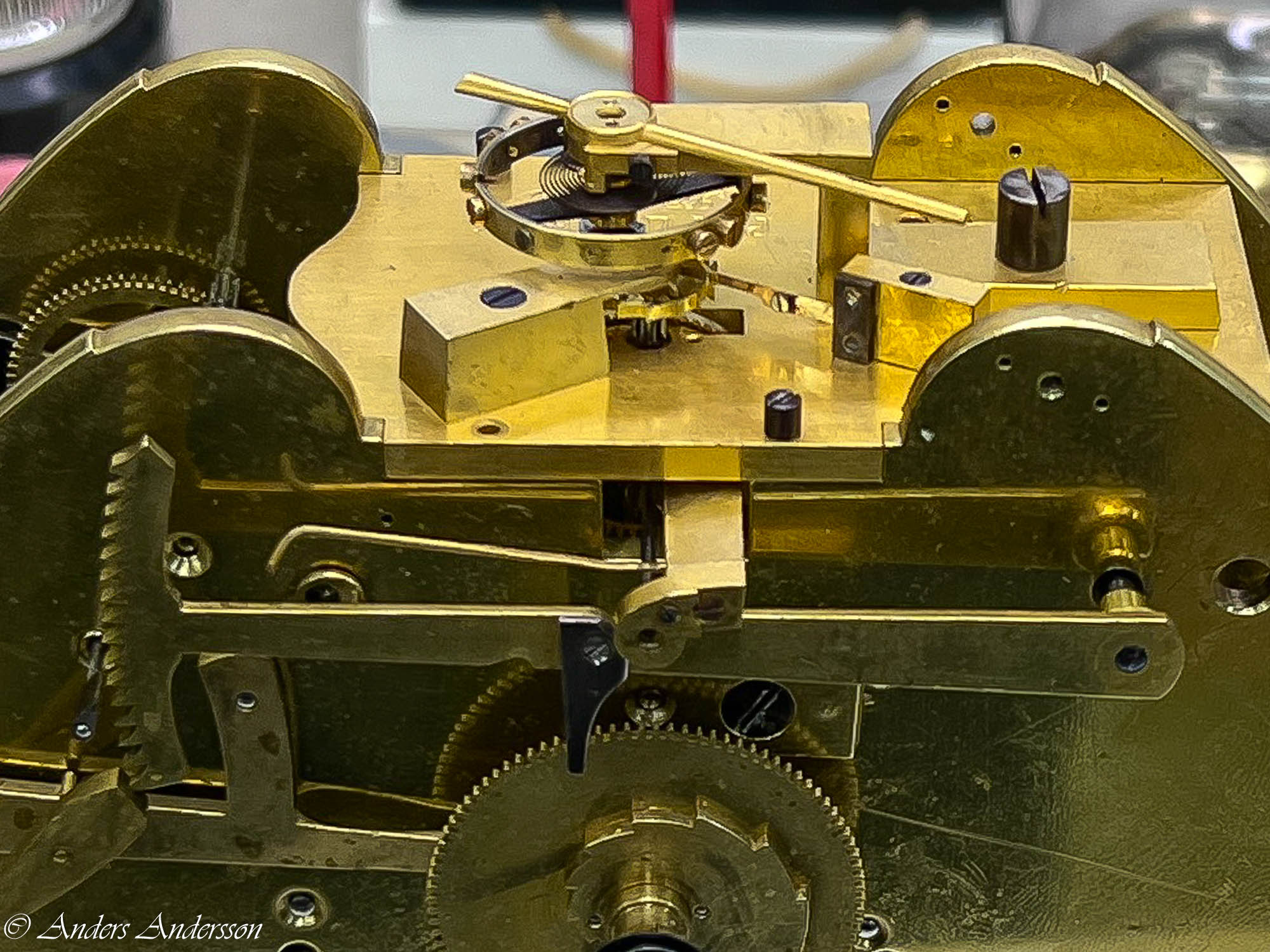
Dags att sätta igång med renoveringen. Jag bestämmer mig för att först försöka få ordning på gångpartiet.
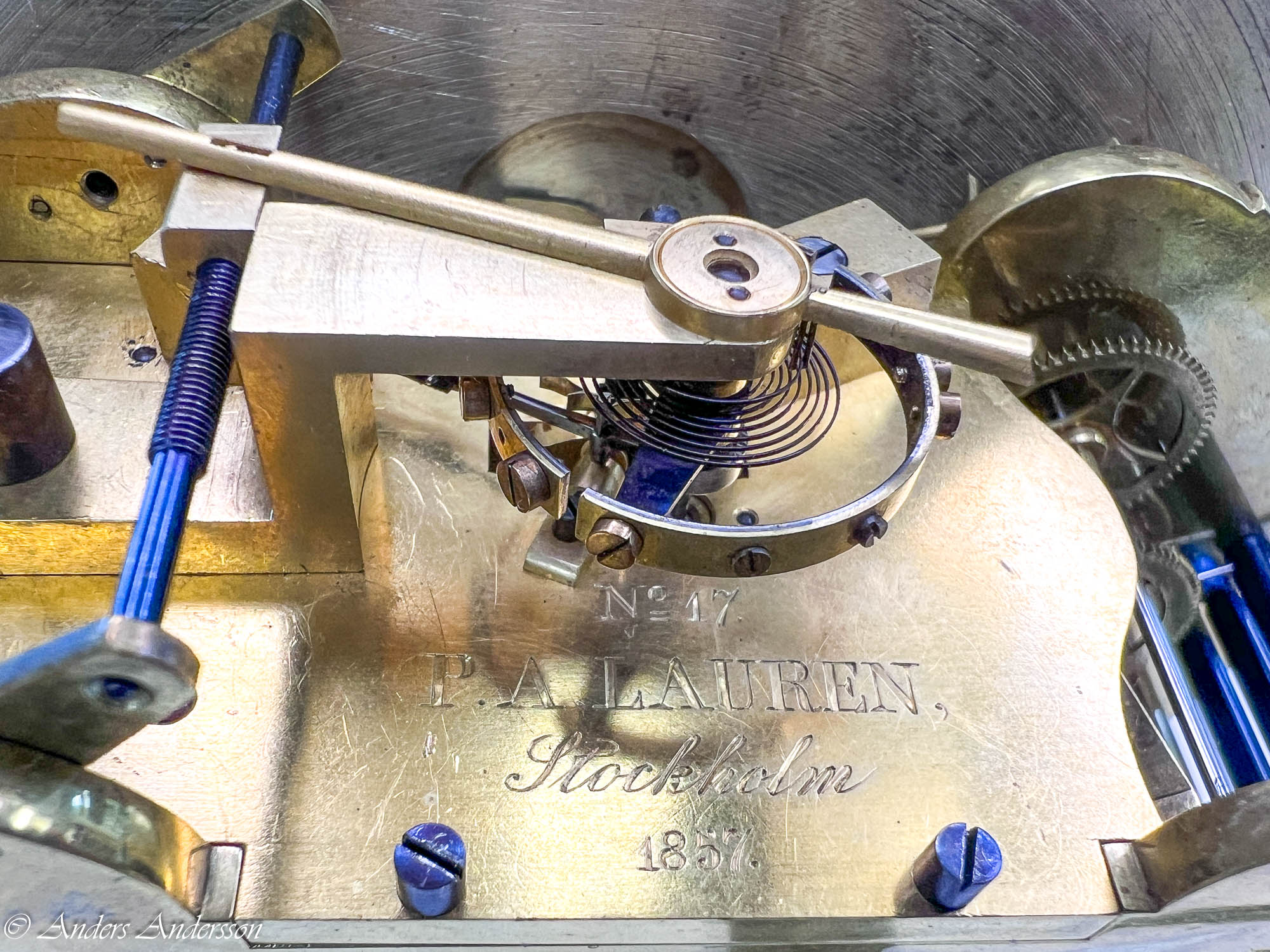
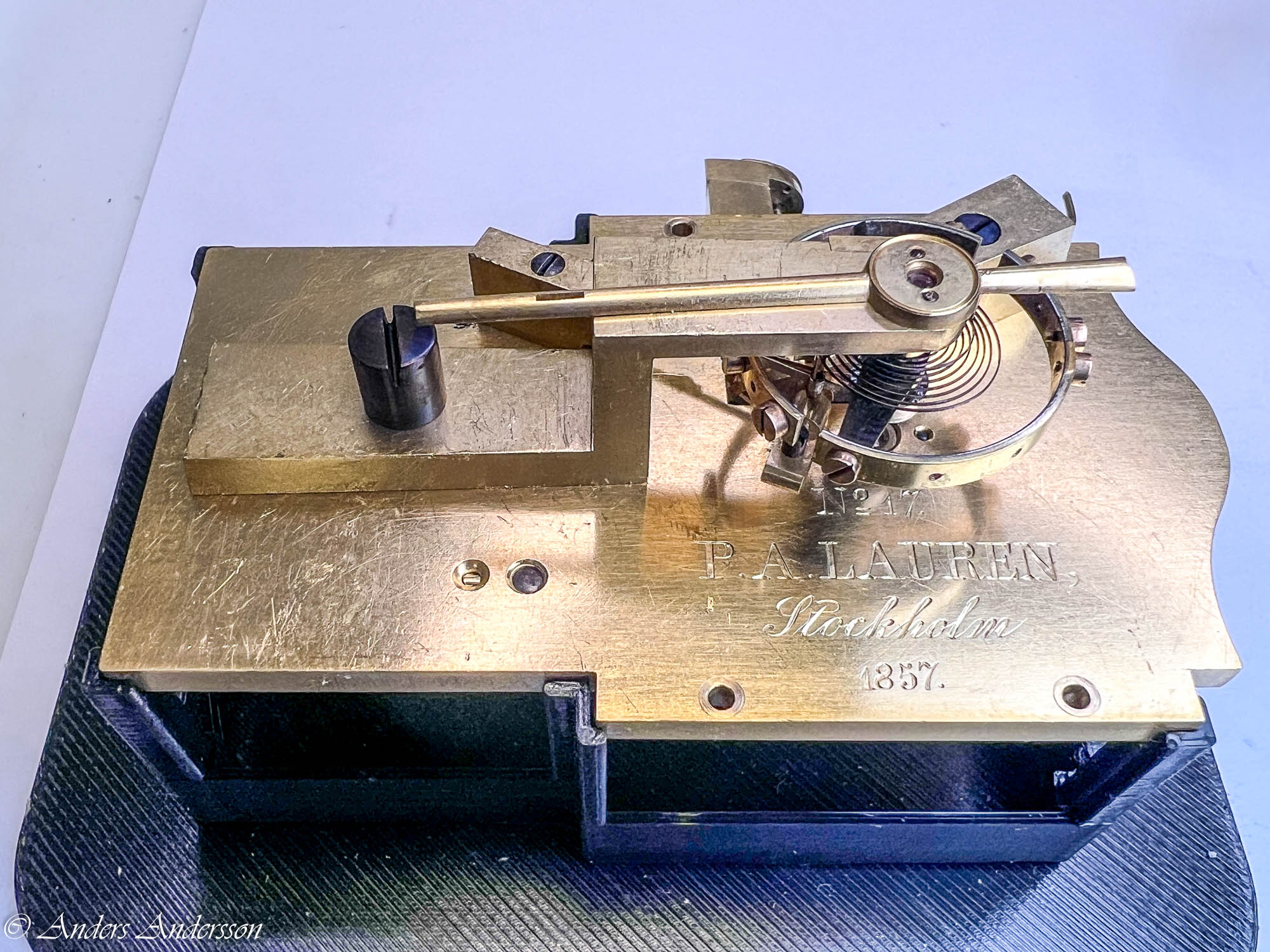
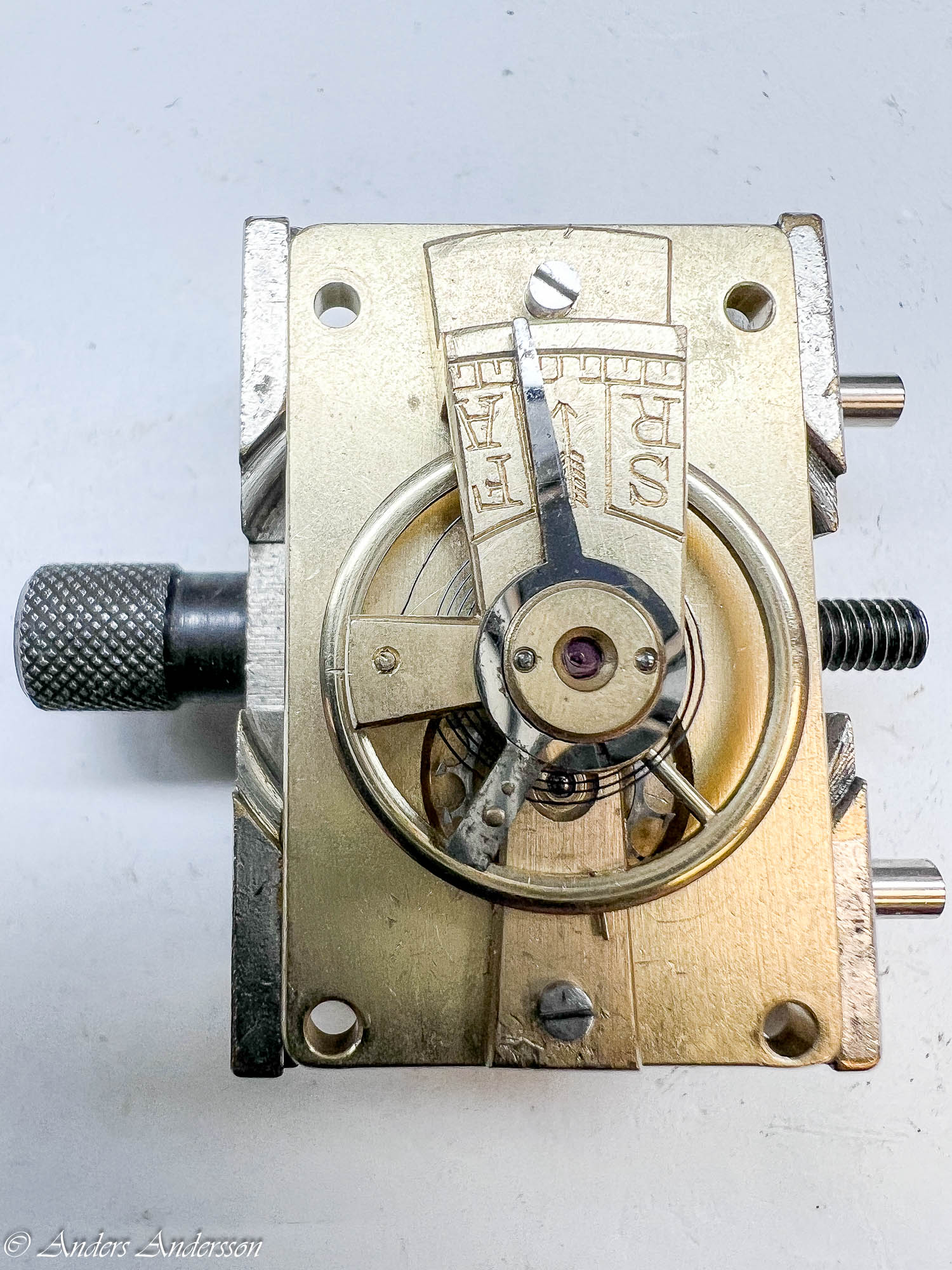
Jag tar bort den tjocka försilvrade, vackert graverade urtavlan. Efter det kommer man åt att ta bort finruckningsmekanismen.
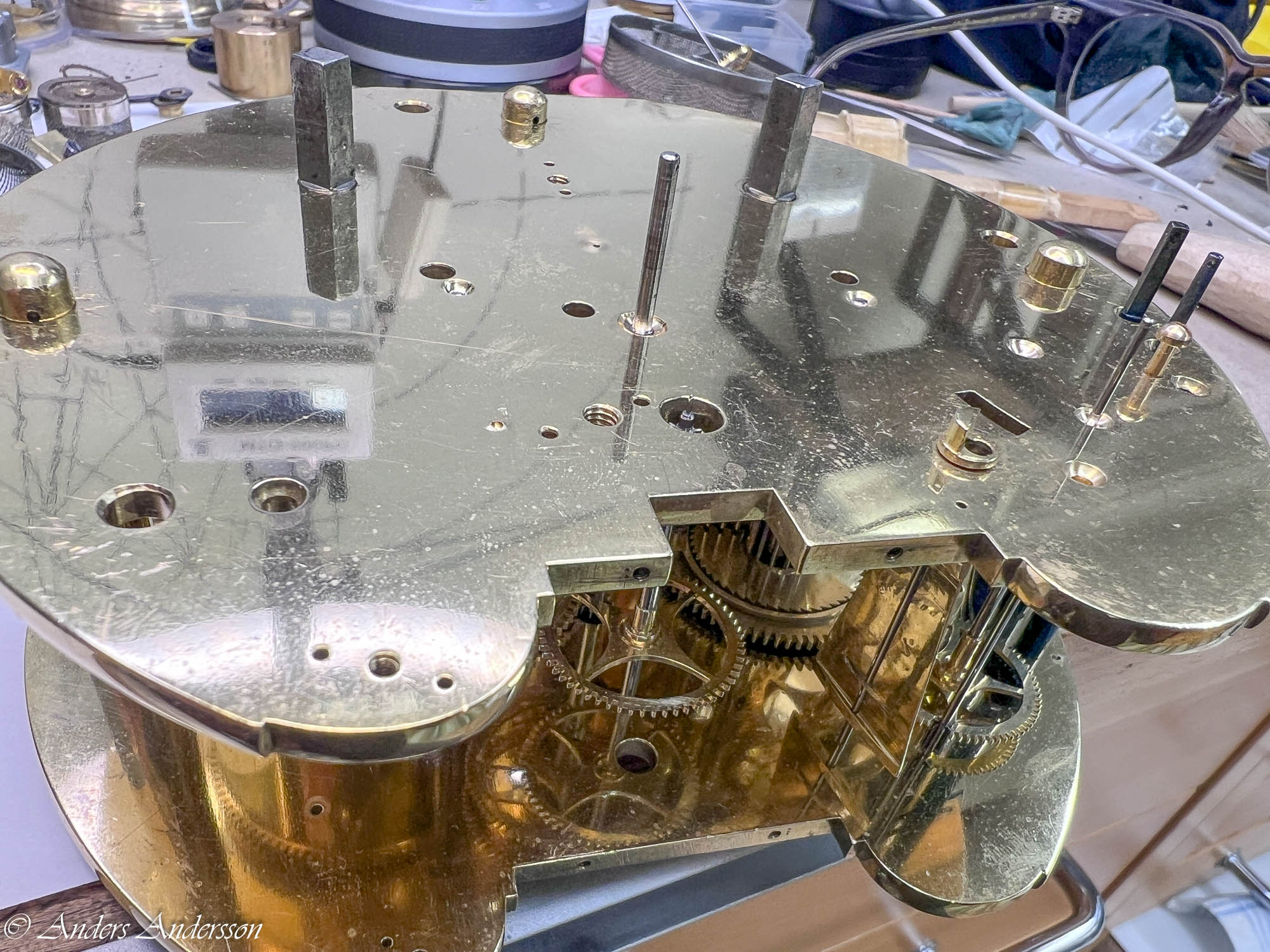
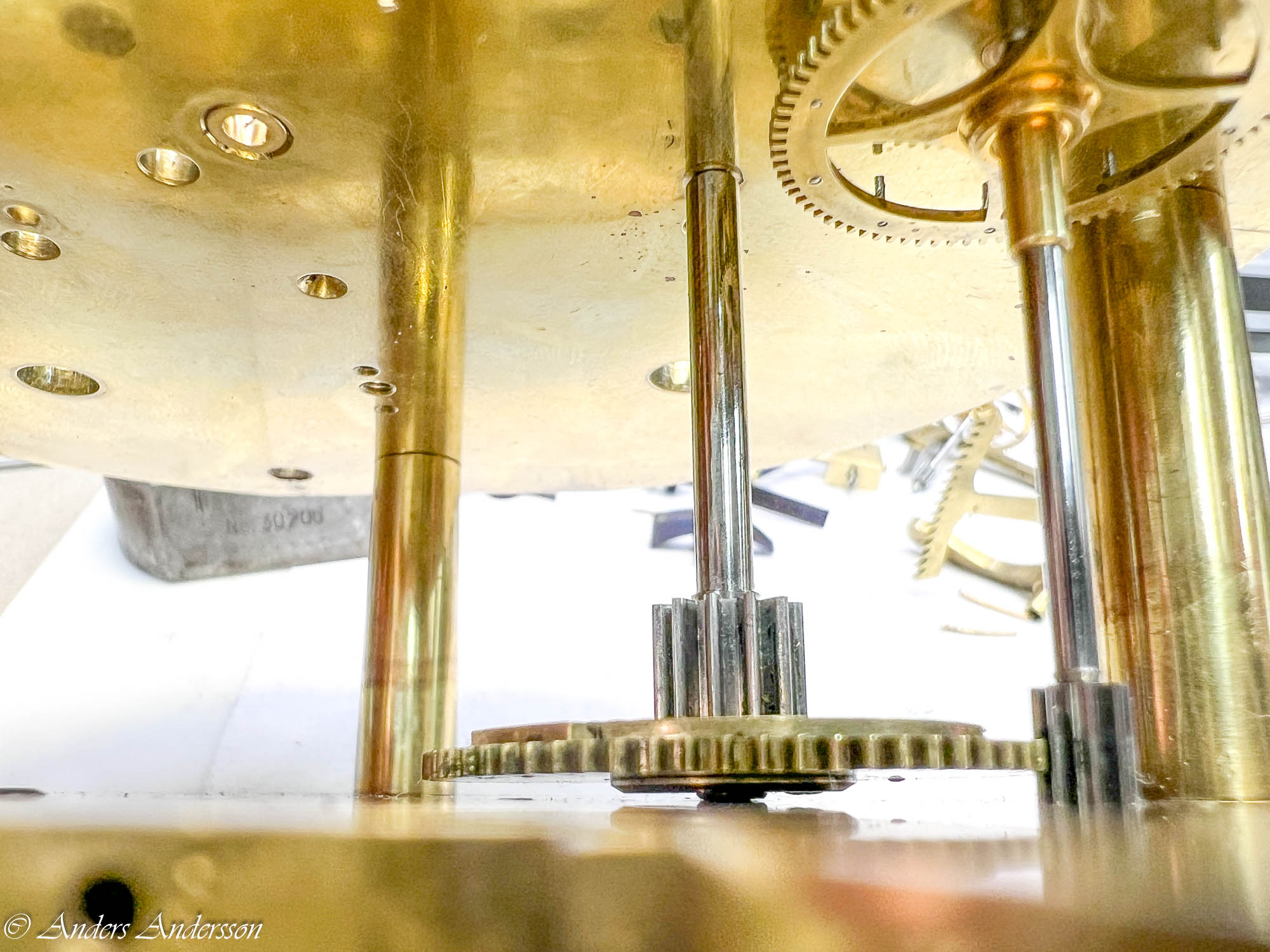
Jag blockerar löpverket med en putspinne och lossar de fyra skruvarna för plattformen.
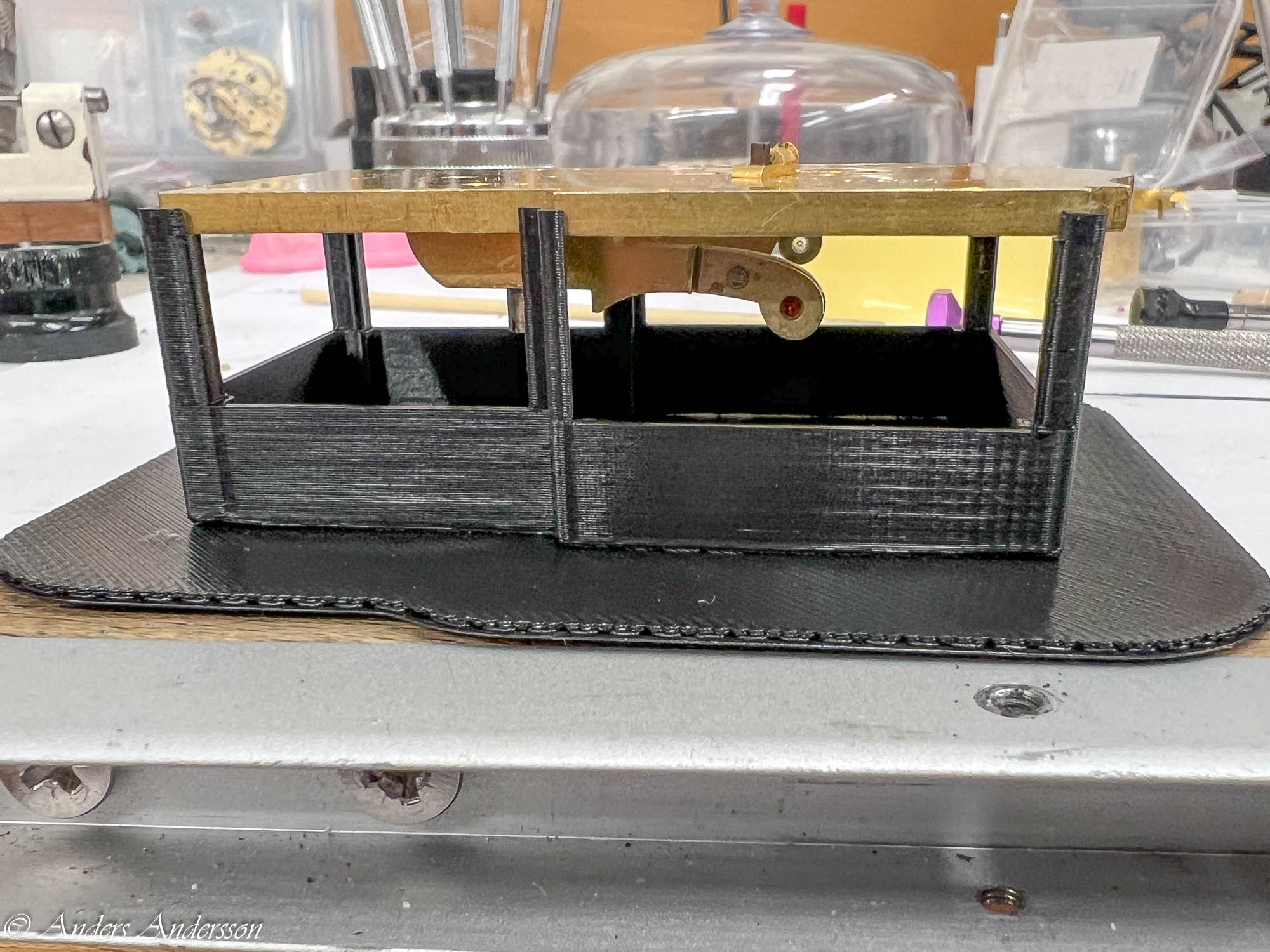
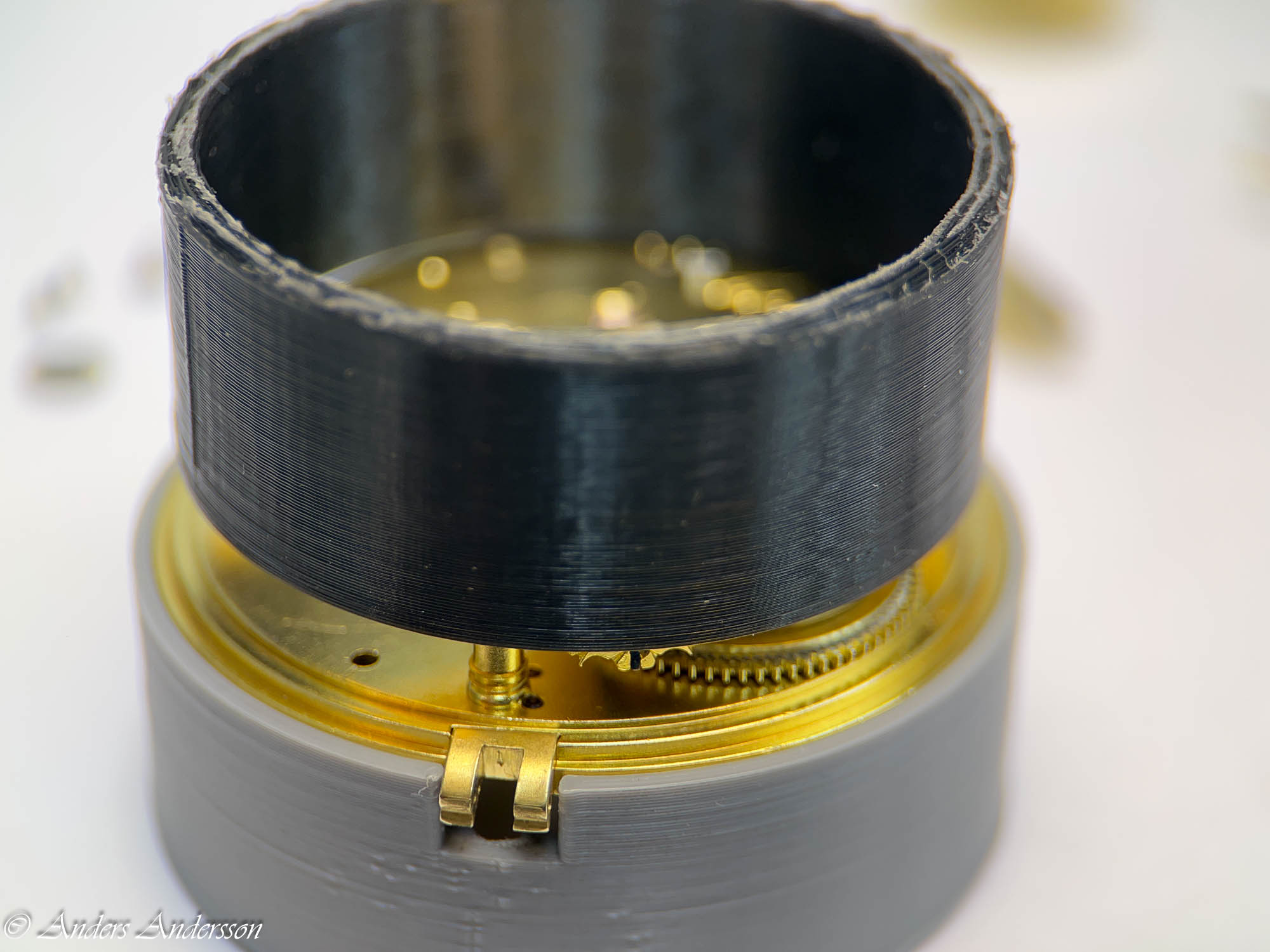
För att lättare kunna jobba med plattformen 3D-printar jag en enkel hållare för echappementet.
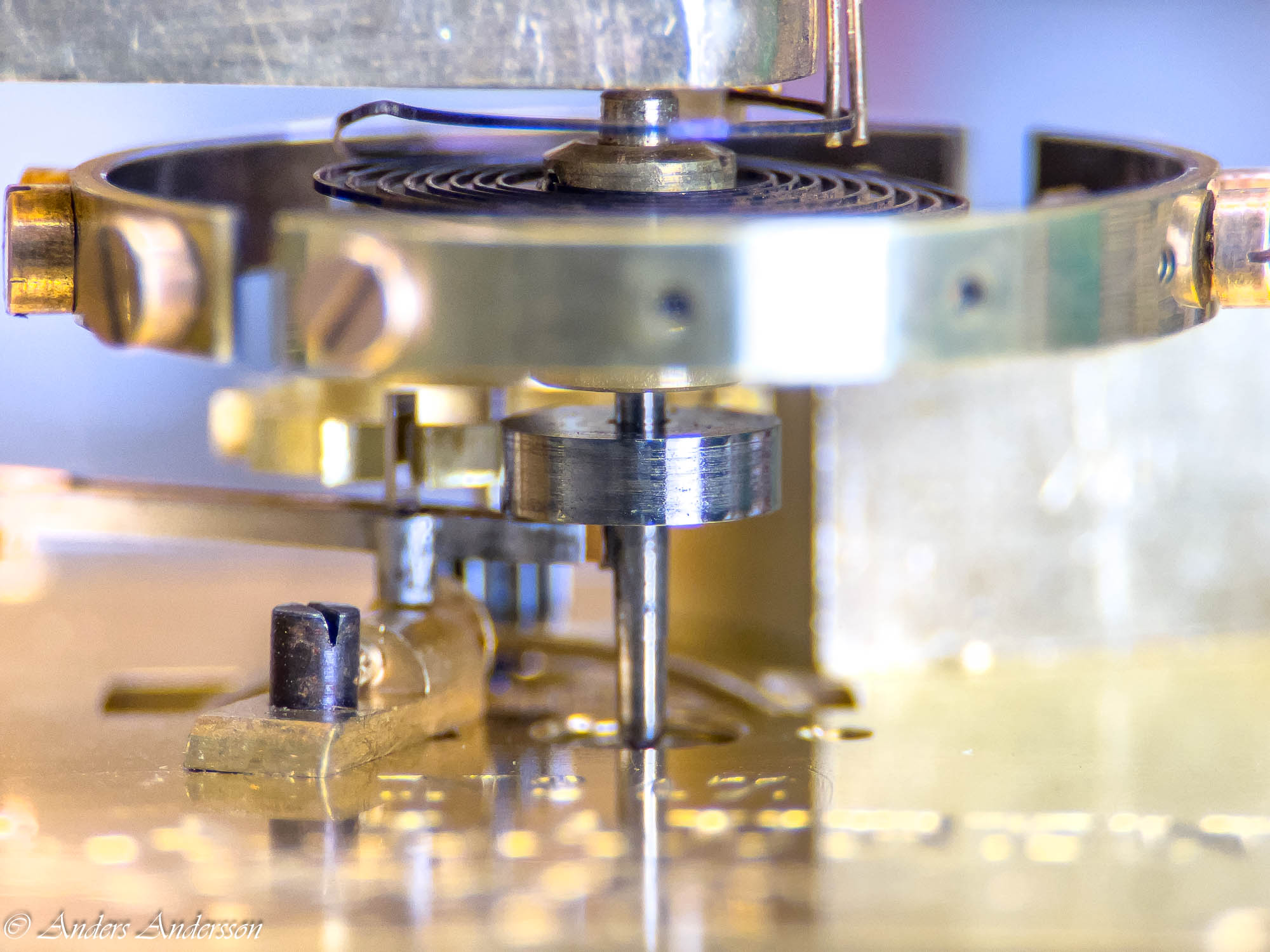
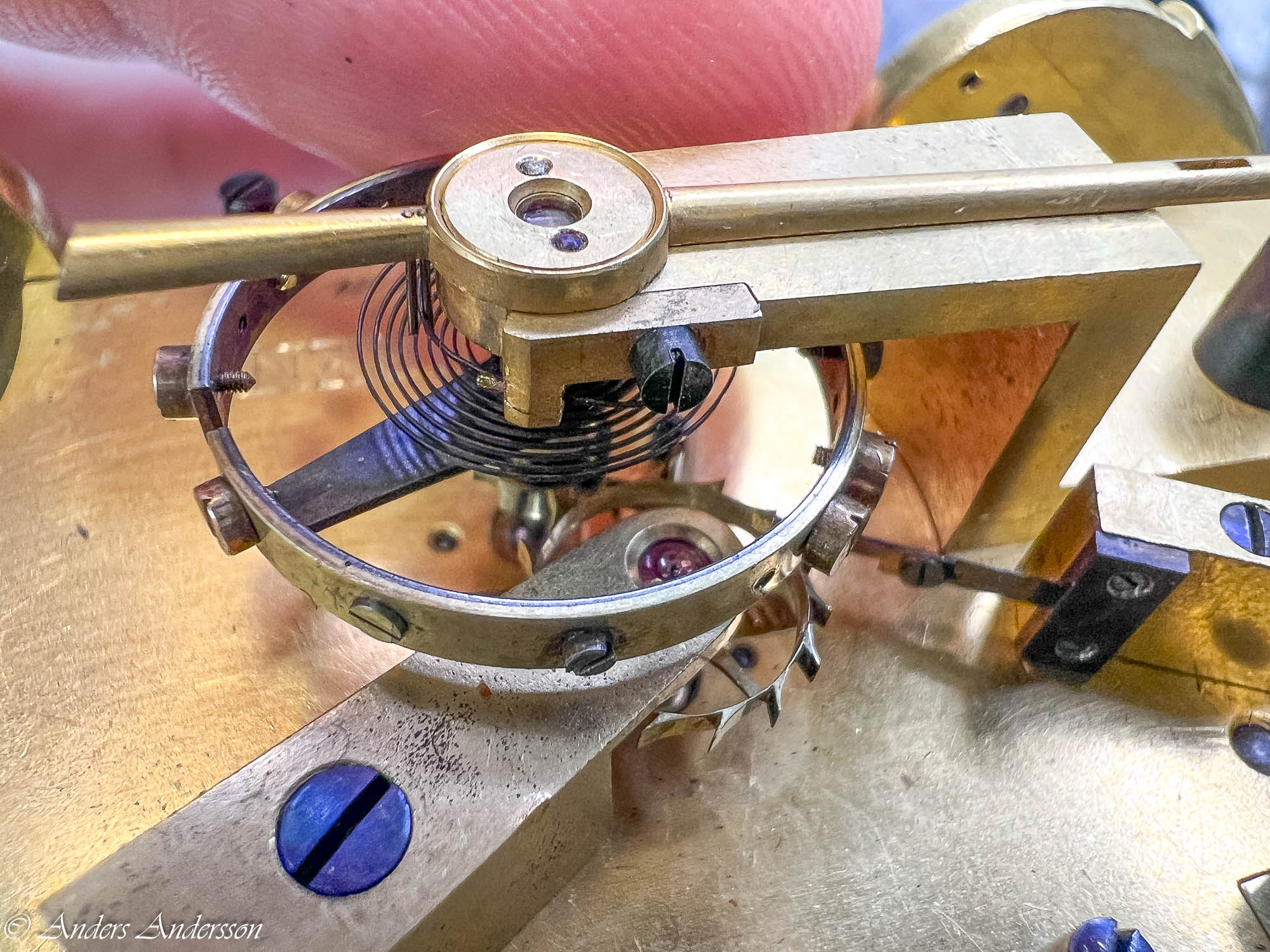
Nu är det dags att i tur och ordning ta itu med de fel jag upptäckt tidigare. Jag börjar med den övre stenfattningen för gånghjulet. Hur kan en sten som en gång fattats sitta löst i sin fattning?
När jag känner på stenen är den helt lös trots att kanten är nedvikt. Jag började fundera på om fattningen varit fylld med till exempel schellack som någon tvättat bort? Kollade i litteraturen och frågade kollegor om de hade hört talas om det men ingen hade sett det förut. Det verkar märkligt att stenarna skulle vara lösa ända från 1857, för då borde klockan alltid gått konstigt. Men just nu har jag ingen annan förklaring än att stenarna är dåligt infattade.
Tänkte berätta lite mer om infattade stenar innan jag går vidare med renoveringen.
Stenfattning

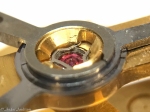
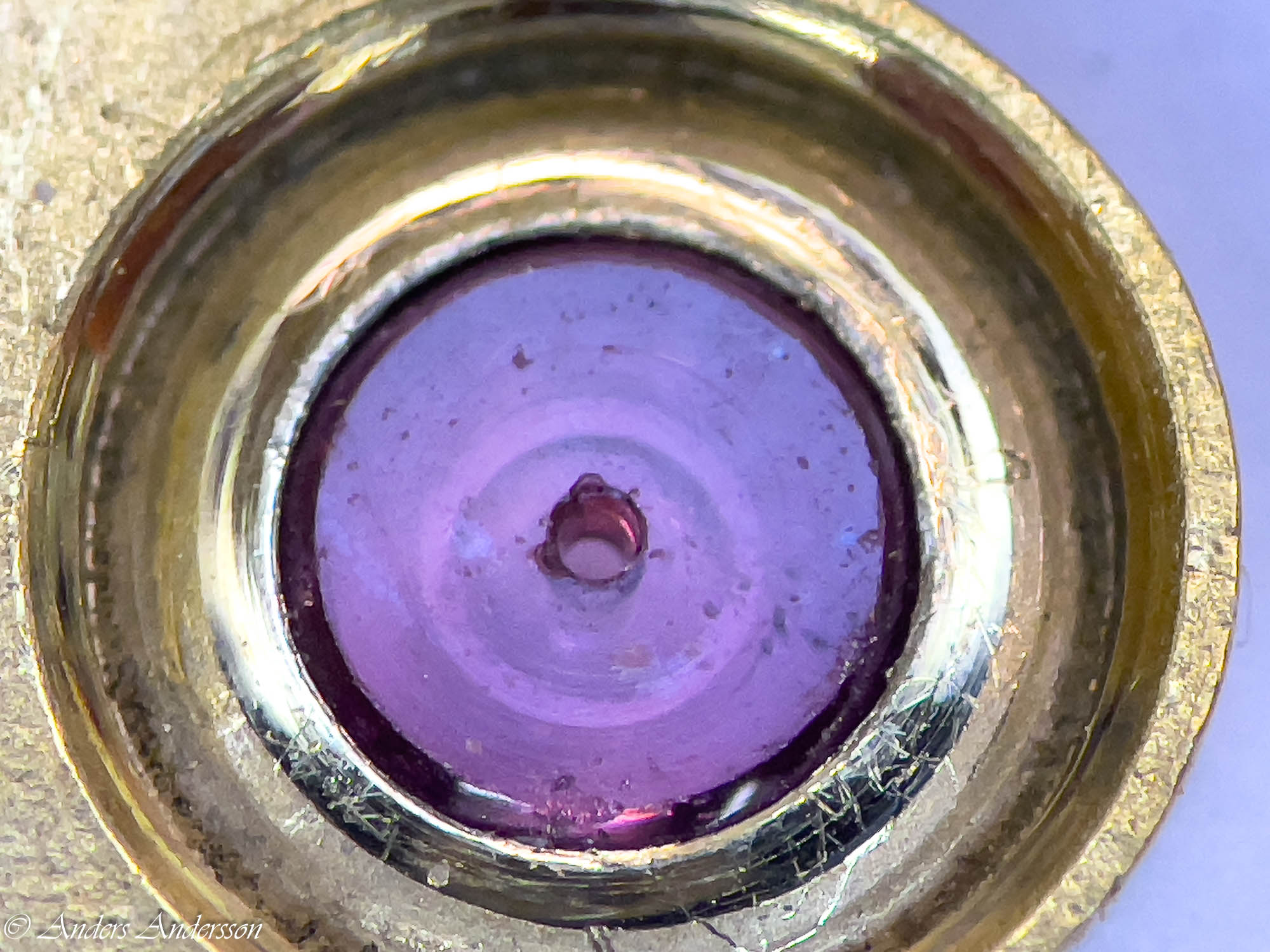
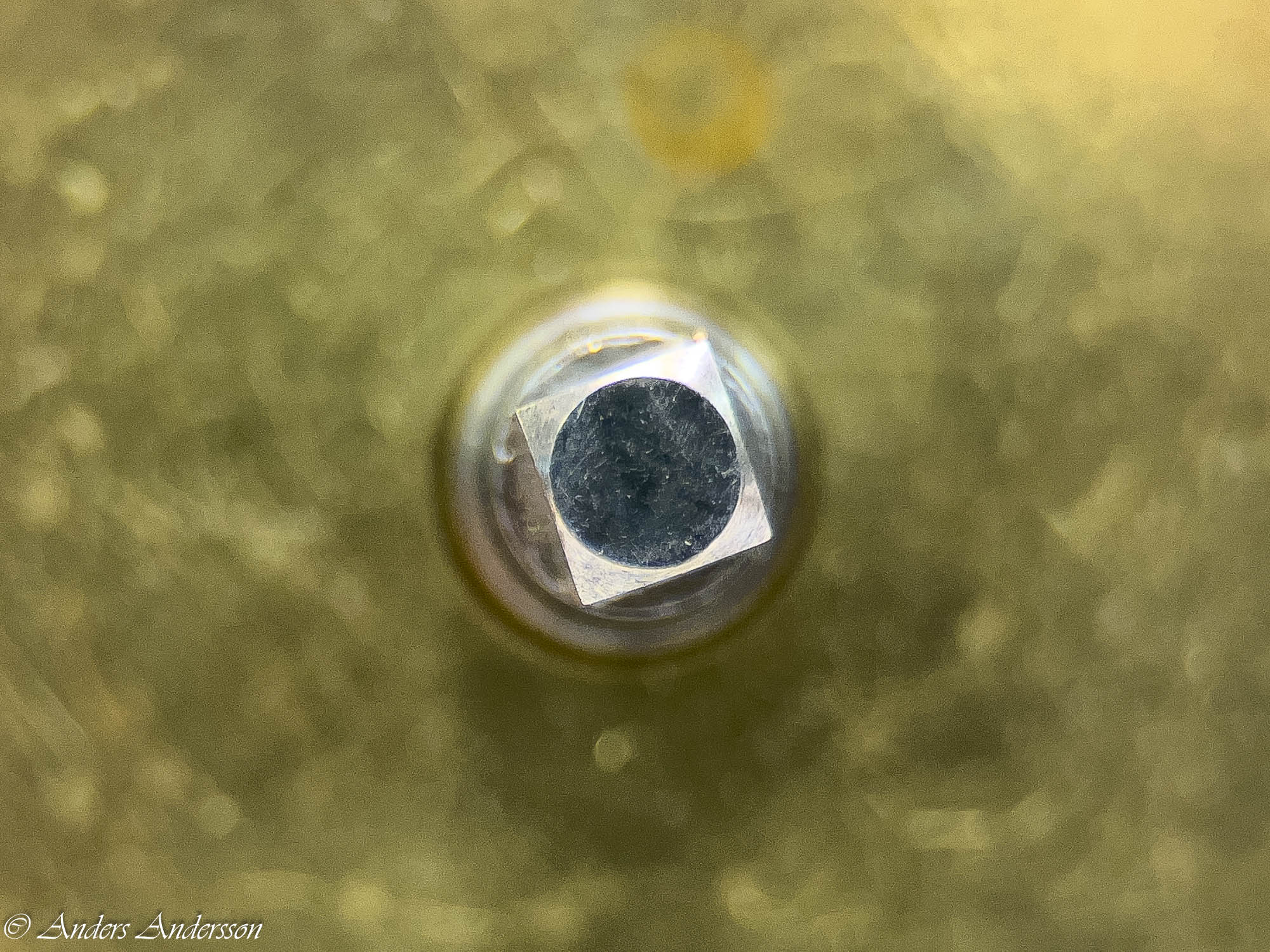
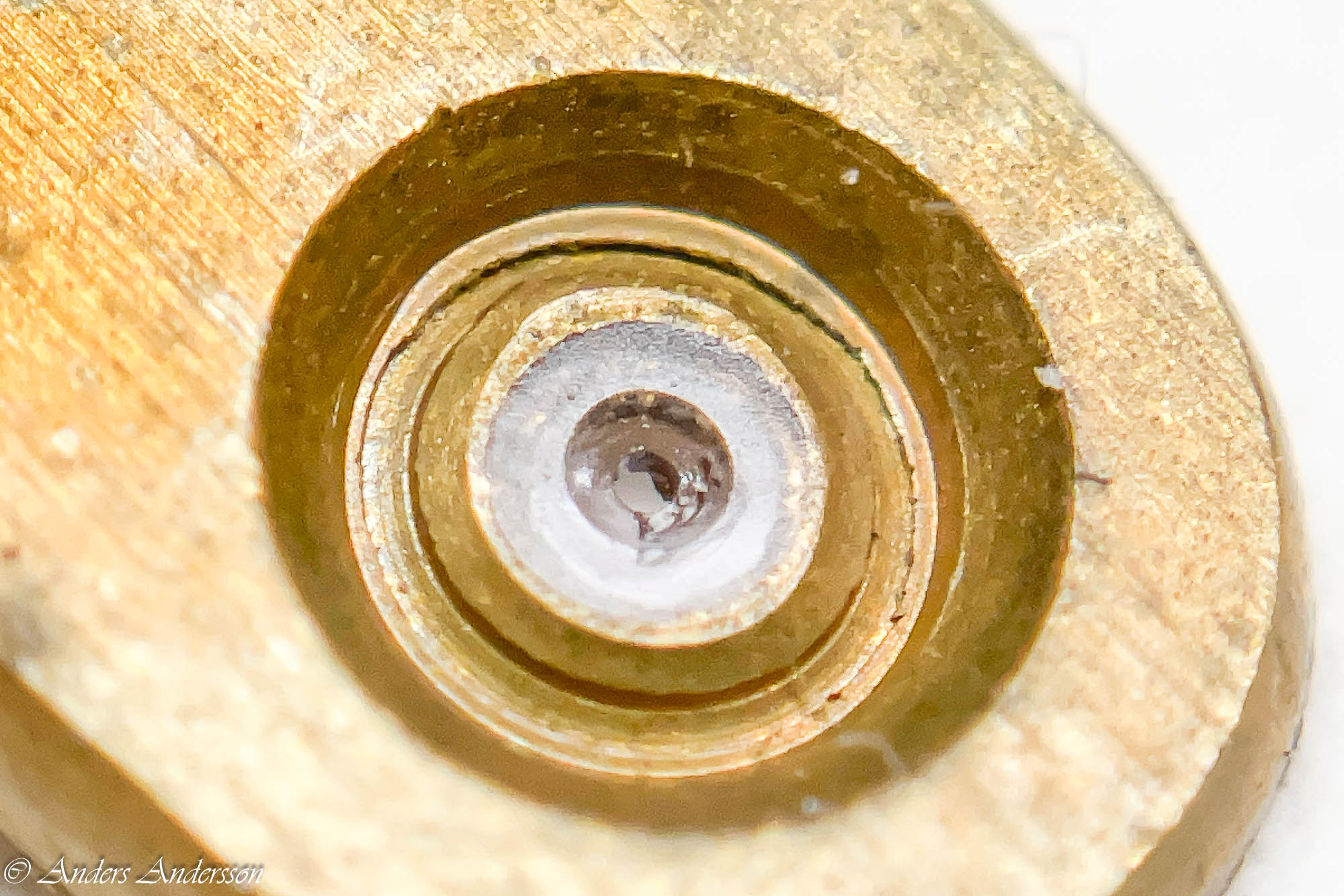
De mörka fläckarna är inneslutningar i den äkta rubinen.
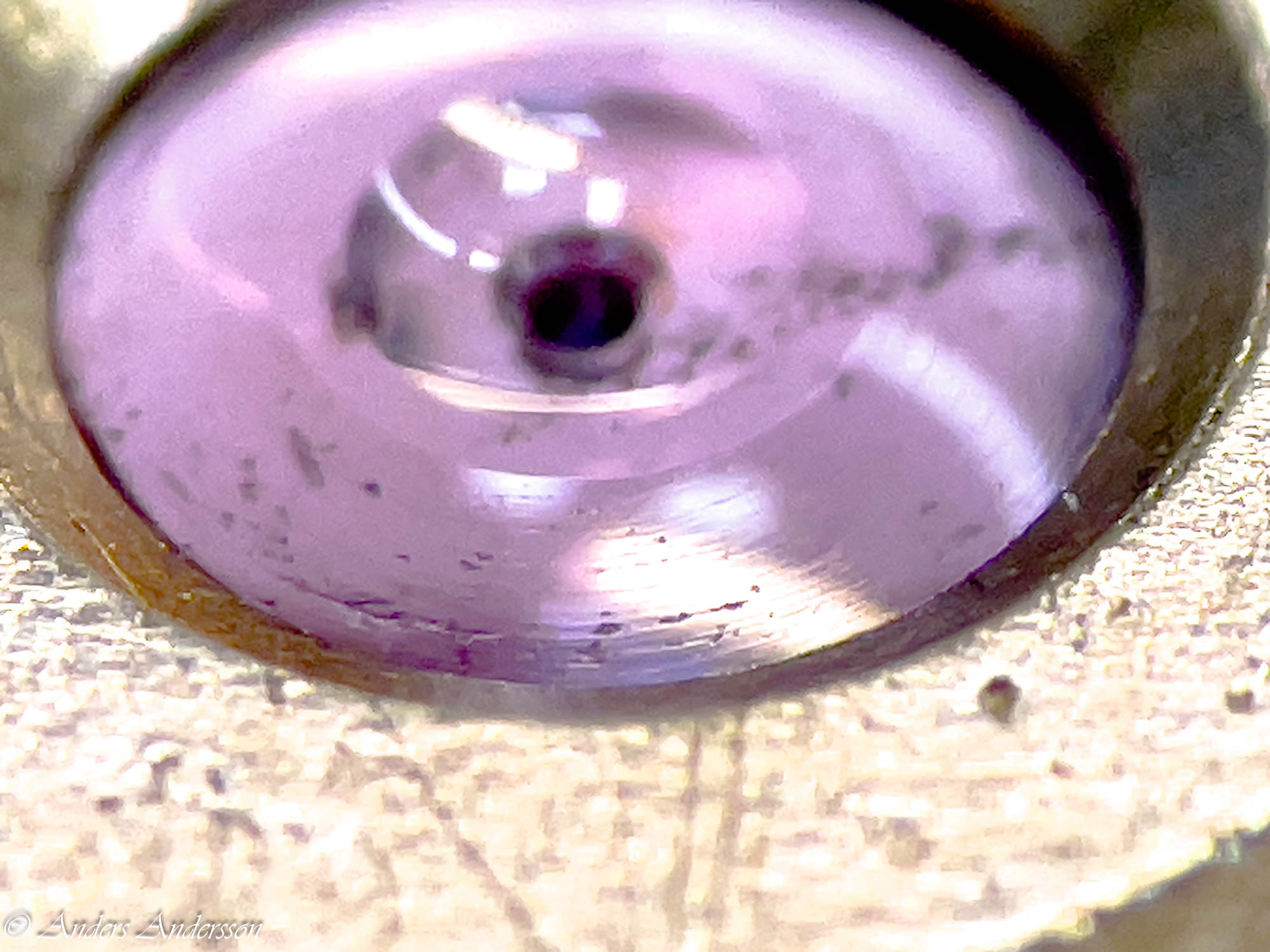
Man ser märken efter svarvning av stenens form.
Innan de syntetiska rubinerna blev vanligt förekommande användes äkta rubin i lager och andra urdelar som krävde liten friktion och hög hårdhet. År 1903 revoultionerade Auguste Verneuil produktionen av syntetisk rubin med sin flamfusionsmetod. Den gjorde det möjligt att producera syntetiska rubiner i stor skala och till billigt pris. Från ca 1920-talet och framåt blev det allt vanligare med syntetiska rubiner i ur, idag används uteslutande syntetisk rubin i ur. Jag har tidigare skrivit om tillverkning och bearbetning av syntetisk rubin här.
Att sätta in ett syntetiskt rubinlager i ett ur tar bara någon minut. I princip borrar man bara ett cylindriskt hål med ca 1/100 mm mindre diameter än vad det lager har som man valt att använda. Sedan pressas stenen på plats. Det är enkelt att justera stenens position genom att pressa in den djupare eller lägre.
En äkta rubin är mycket skörare än en syntetisk rubin, skulle man använda samma metod och försöka pressa in en äkta rubin i ett hål skulle den spricka.
Man fattar in en sådan sten. Enkelt förklarat går det till så att man svarvar upp ett hål med en ansats i botten som stenen ska vila på, sedan svarvas ett spår med en tunn kant runt hålet som sedan kan vikas in över stenen som på så sätt hålls på plats.
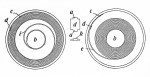
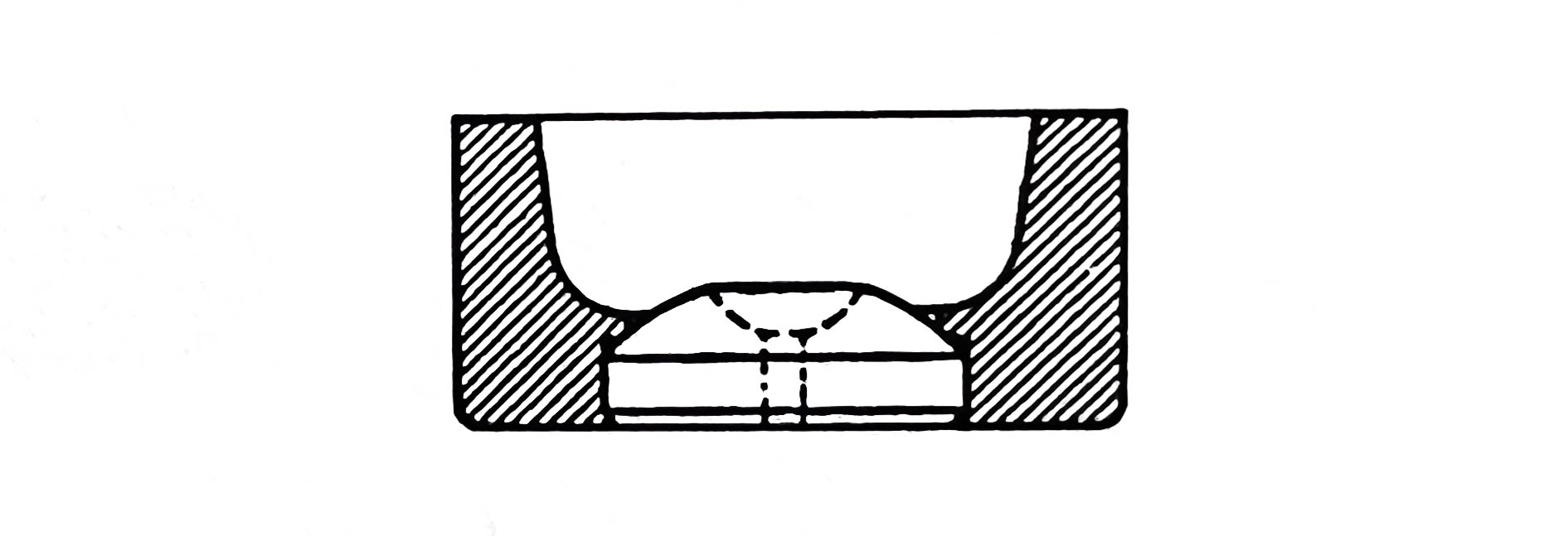
Schweizisk typ av fattning. Bild från Das Fassen von Lagersteinen für Uhren.
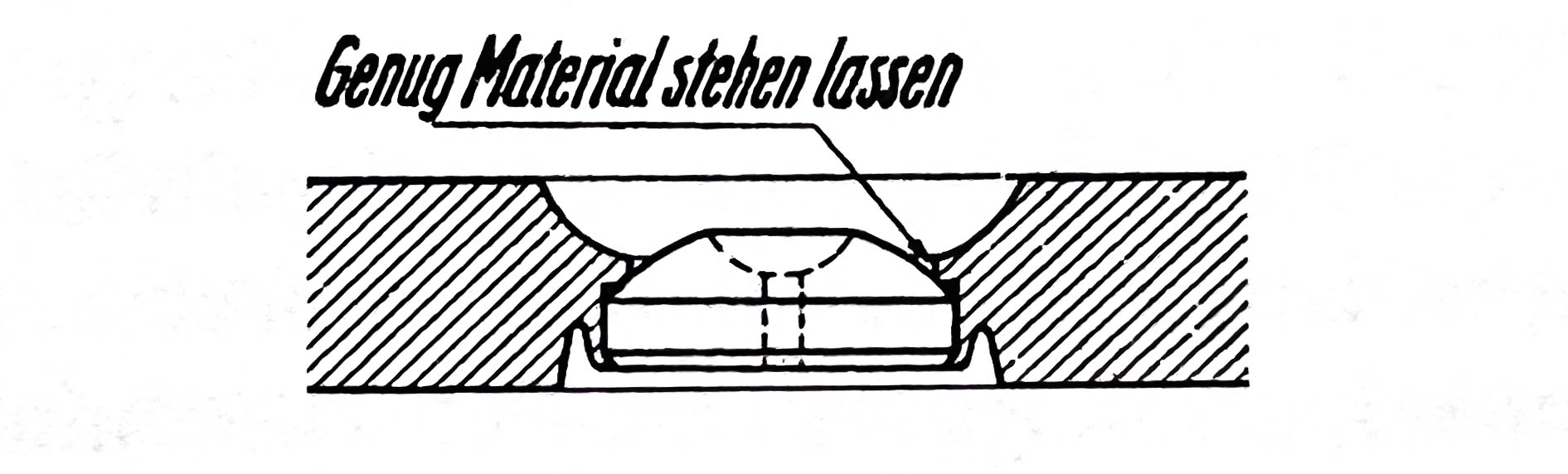
Tysk – Glashütte – typ av fattning. Bild från Das Fassen von Lagersteinen für Uhren.
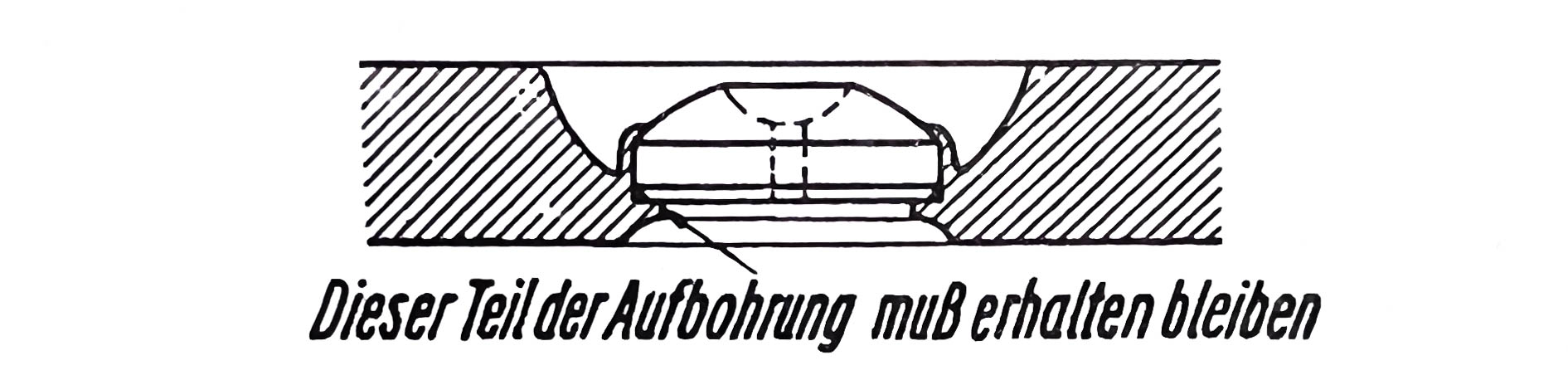
Engelsk typ av fattning. Bild från Das Fassen von Lagersteinen für Uhren.
Ovan visas de vanligaste typerna av fattningar för stenhål. Som synes kan den nedvikta kanten vara antigen på under- eller översidan av stenen. Här finns ingen enkel möjlighet att justera stenens position, det måste ske med svarven. Man måste vara oerhört skicklig i svarvningen så att stenen hamnar i korrekt position. Sedan ska kanten vikas ned så att stenen sitter fast, efter det justeras kanten och fattningen tryckpoleras. En lång och tidskrävande process som få behärskar idag.
Jag hade gärna öppnat fattningen för att se hur den var gjord, skulle också gärna studerat hur stenen var slipad, men risken för att skada både sten och fattning var för stor. Som sagt dessa stenar är sköra, att skada den vore en katastrof. Att sätta in en modern syntetisk rubin är inget alternativ. För att ytterligare förklara hur jag tänker måste jag delge er denna underbara text i min förmodligen bristfälliga men ändock översättning av Urmakarmästaren Schönecks text i ovan nämda bok:
Ibland har det väckts tvivel om huruvida skadade stenar, under reparationer, bör bytas ut med den befintliga infattningen, eller om den gamla infattningen i princip bör tas bort och en ny sten pressas in. Det kan inte råda mer tvivel om detta än till exempel när man byter hjul på en bil. Ingen skulle tänka på att byta ut ett svart hjul mot ett vitt och köra bilen med tre svarta hjul och ett vitt, även om detta inte skulle göra någon skillnad för bilens prestanda. På samma sätt är det inte acceptabelt att ta bort en infattning från ett ur med fattade stenar och att pressa in en ny sten, såvida inte den gamla infattningen är oanvändbar.
Längre fram i texten kan man läsa:
Den övergripande principen vid valet av stenar måste vara: ”Alla synliga stenar ska ha samma färg.” Största möjliga stenar används, vilket gör arbetet med dem betydligt trevligare, och de förbättrar också deras utseende. Stenarna på verksidan eller i klovar ska ha en fin mörkröd färg. Färgen på stenarna i verkbottnen är inte särskilt viktig.
Man förstår stoltheten i utförandet av en vacker fattning med en noggrant utvald sten i rätt färg.
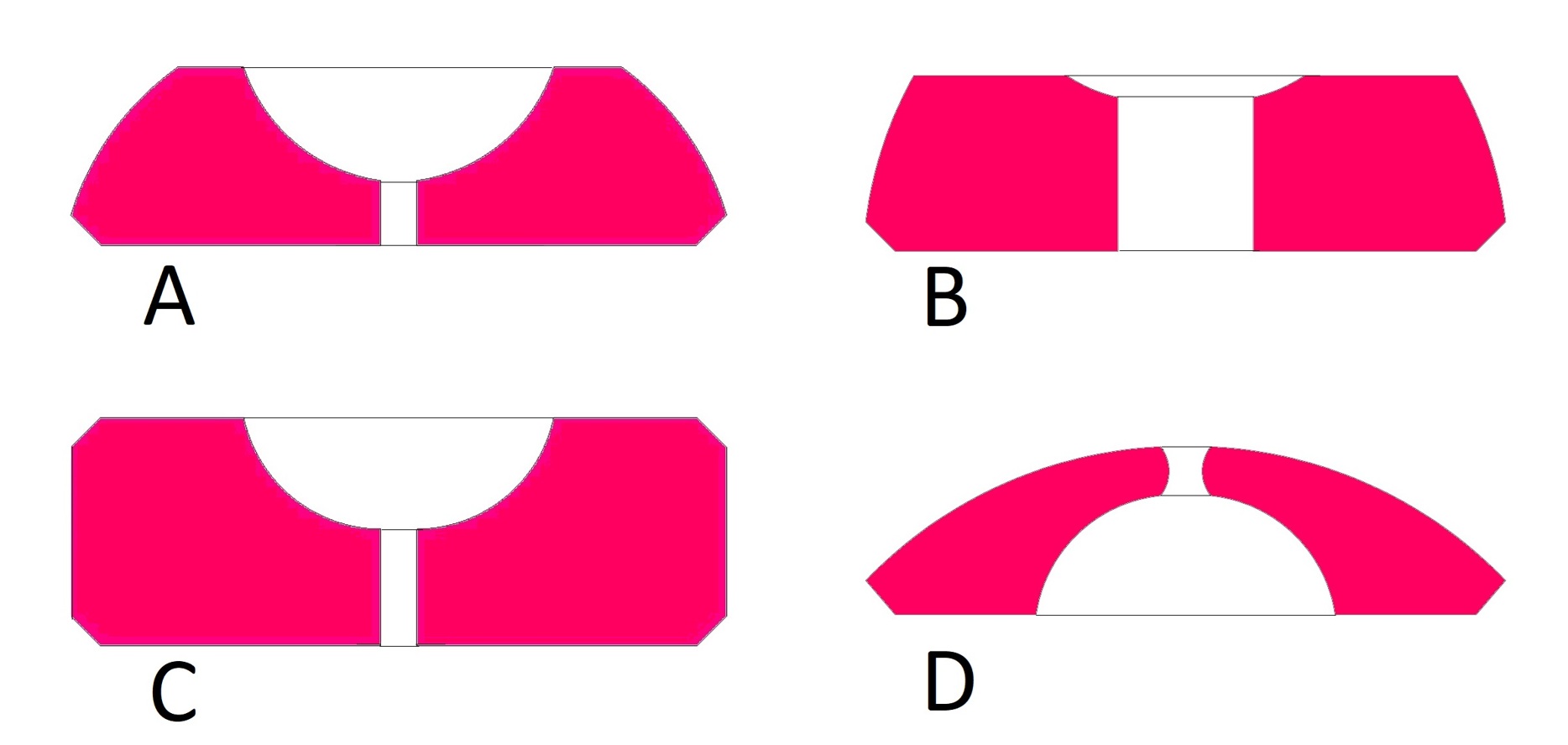
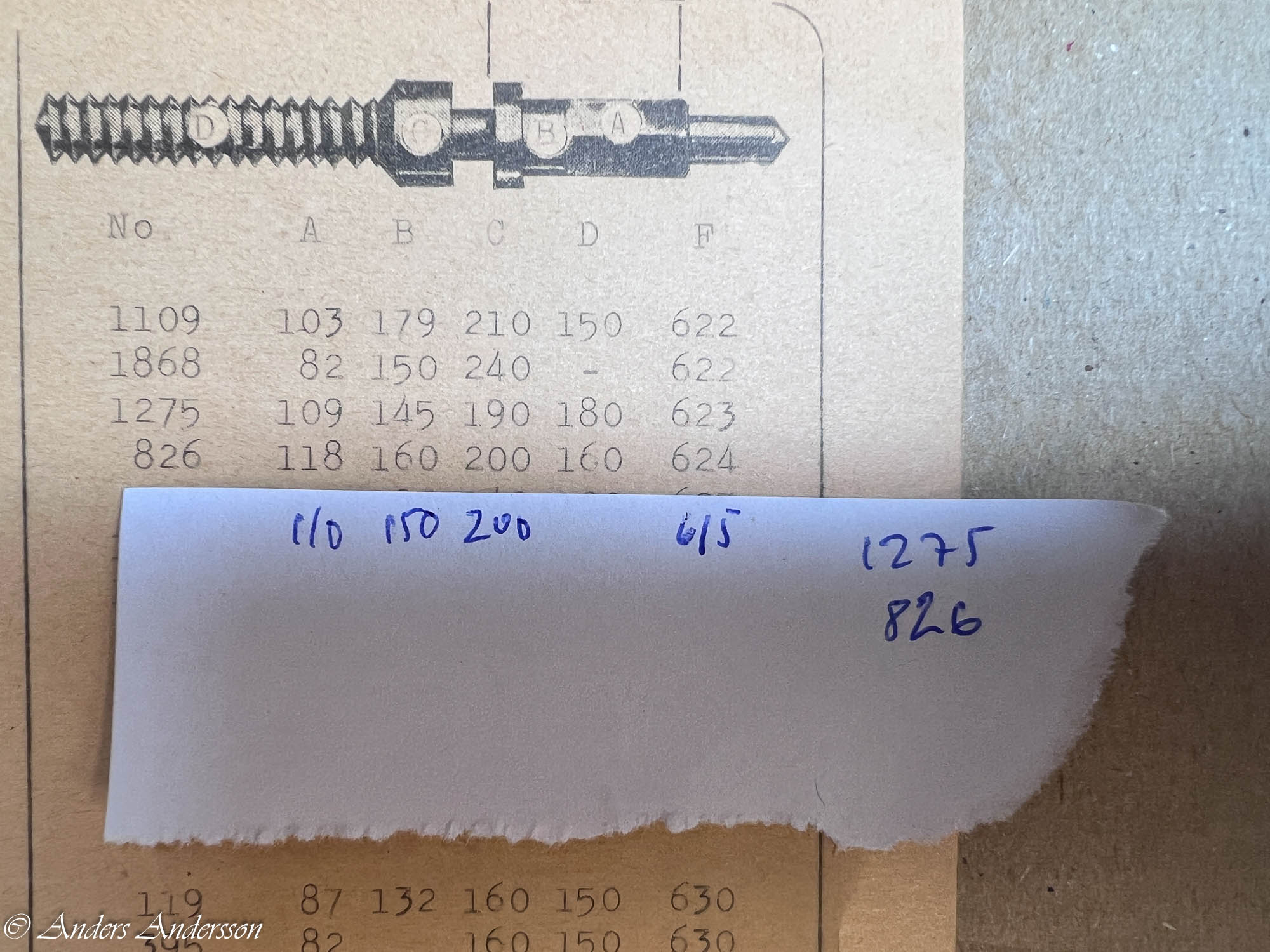
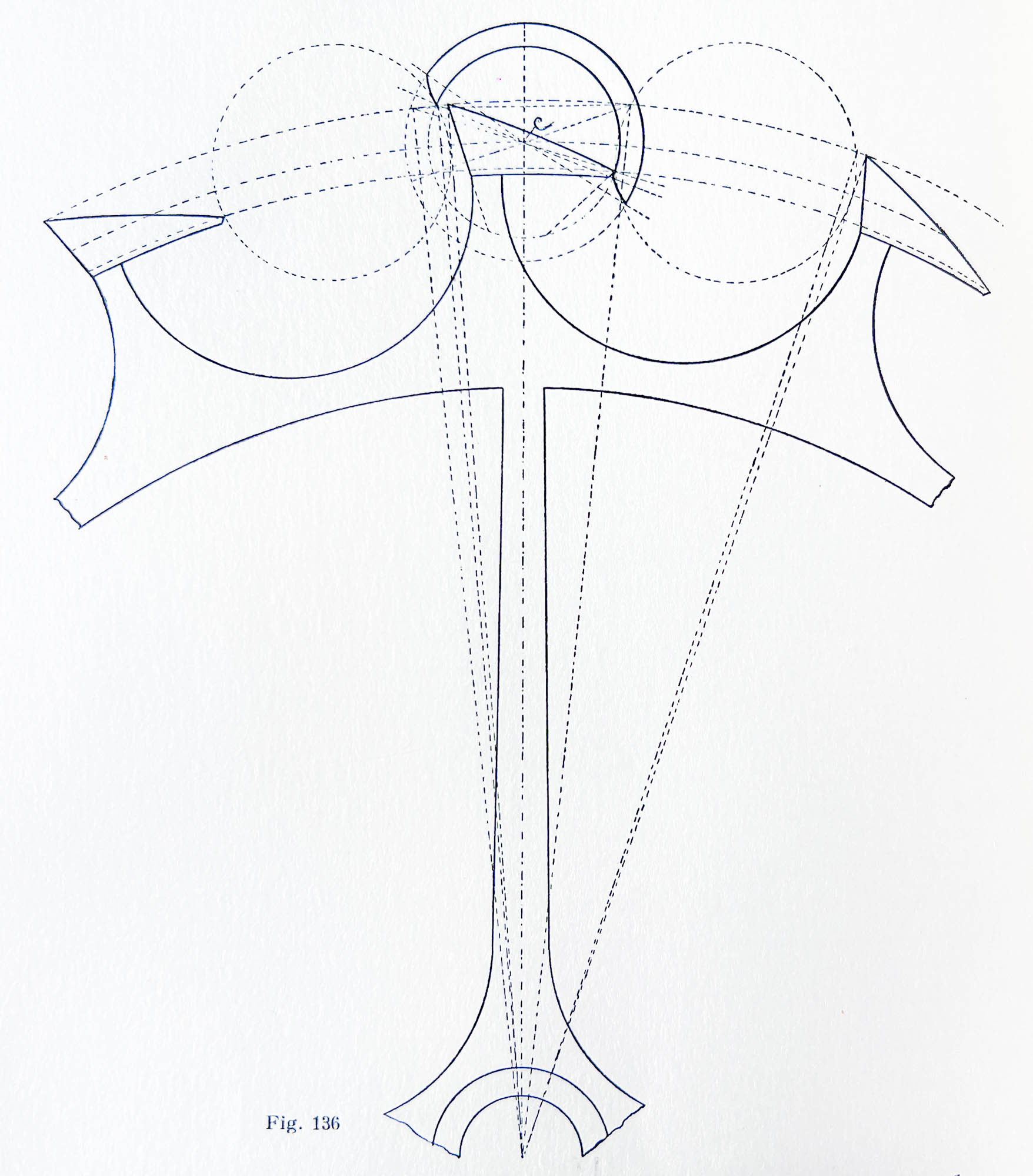
Några vanliga former av fattningsstenar. För att underlätta fattningen har man en relativt stor facett.
Sten A kallas ”goutte” – droppform. B ”demi-glace” – halvspegel.
C ”glace” – spegel. D ”balancier” – balans, denna med oliverat hål.
C är den enklaste formen som brukar sitta i alla vanliga ur, A och B är de vackraste, sitter oftast i finare ur. Dessa stenar var 2-5 gånger dyrare än C ”glace”.

Ibland gjordes även den plana sidan som sitter inåt, välvd. Det har med kapillärkraften att göra – en välvd yta kan hålla mer olja i lagret och den drar sig in mot centrum.
Stenens facett är till för att man ska kunna vika ner metallen i fattningen mot den vinklade ytan så att stenen sitter fast och stabilt.
Liten snabb genomgång av hur man fattar in en sten. Schweizisk fattning.
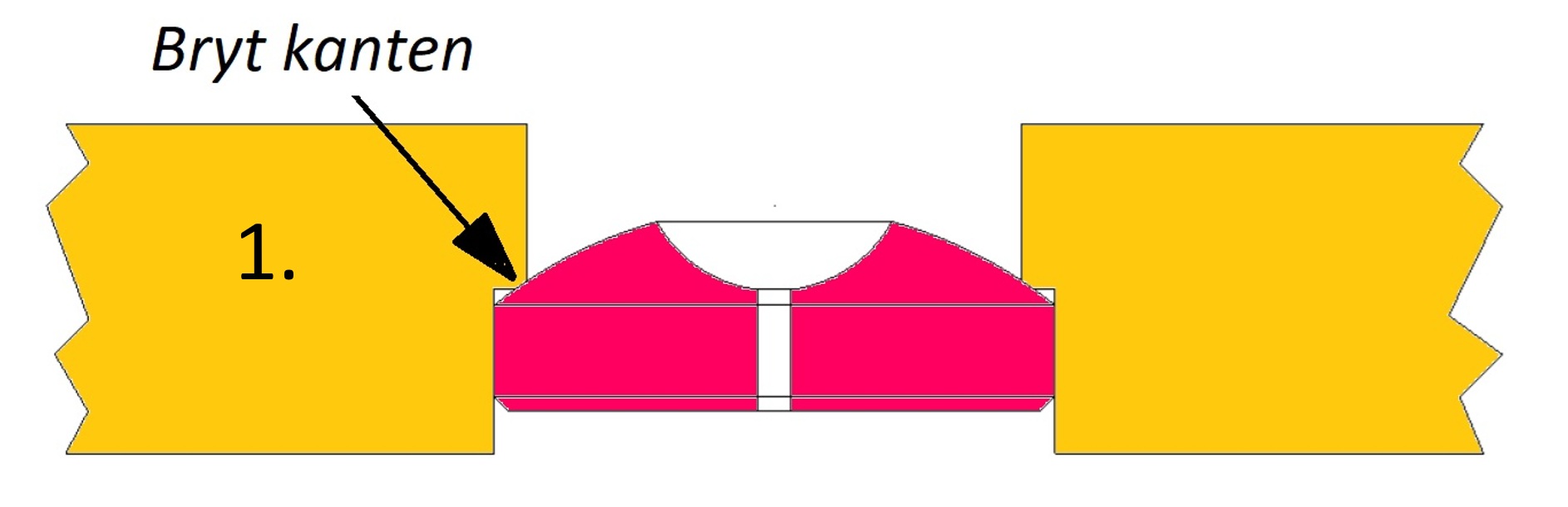
1. Efter att positionen för hålet märkts ut borras ett hål något mindre än stenens diameter, ca 5/6. Sedan svarvar man upp hålet precis så mycket att stenen går fritt in.
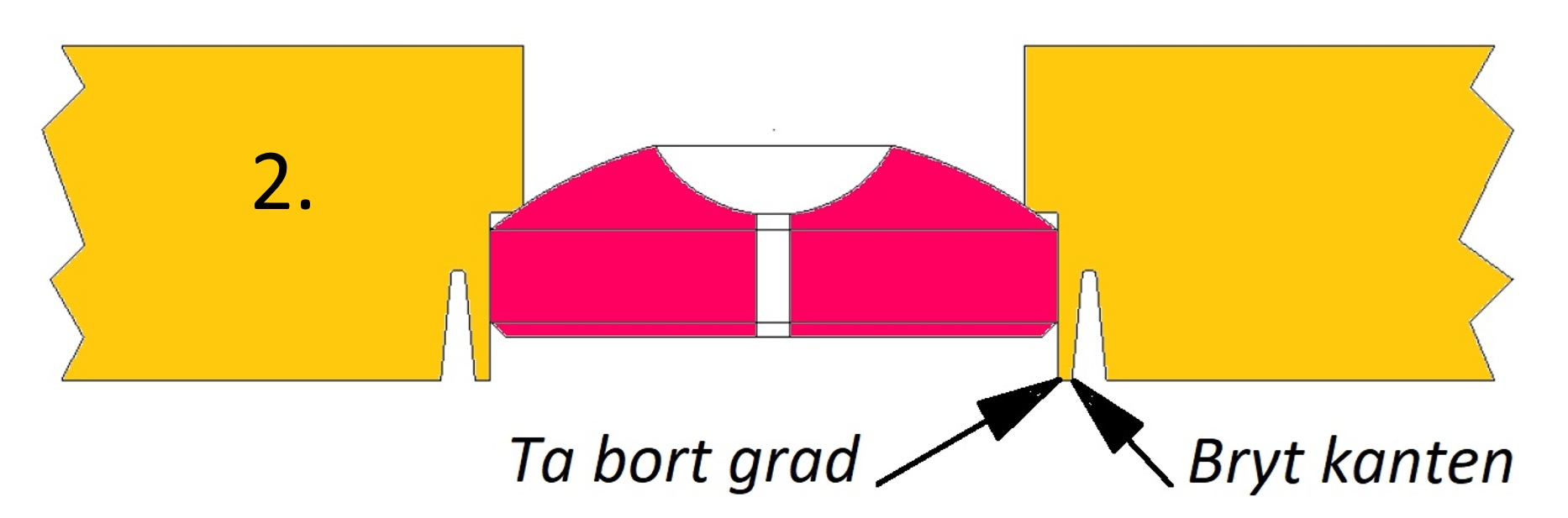
2. Svarva insticket till ungefär halva djupet av fattningen.
För att underlätta nedvikningen gradas kanterna av.
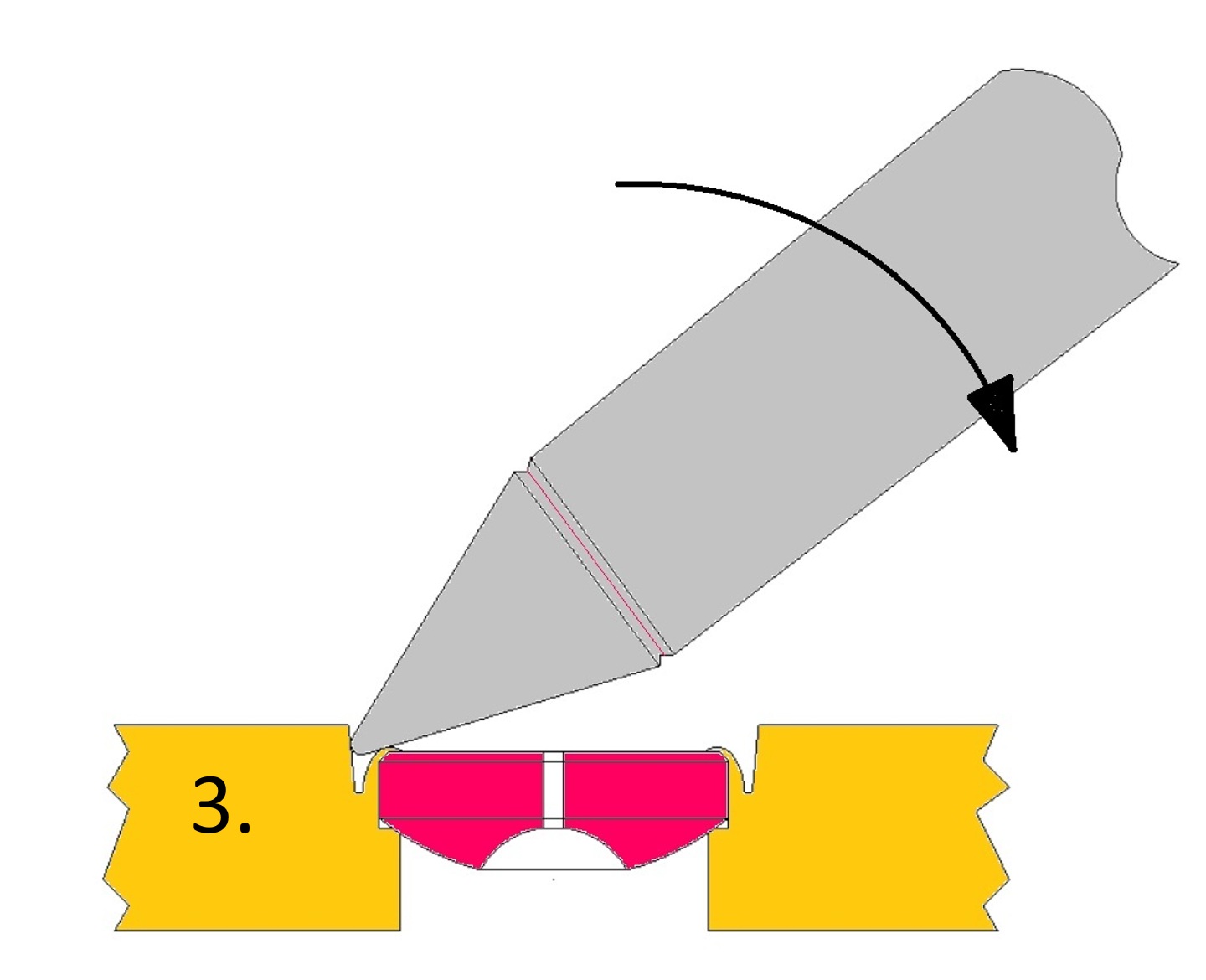
3. Med hjälp av lite olja hålls stenen på plats. Låt svarven snurra sakta.
Smörj fattningsslutaren (i nysilver) med lite olja. Tryck ner kanten.
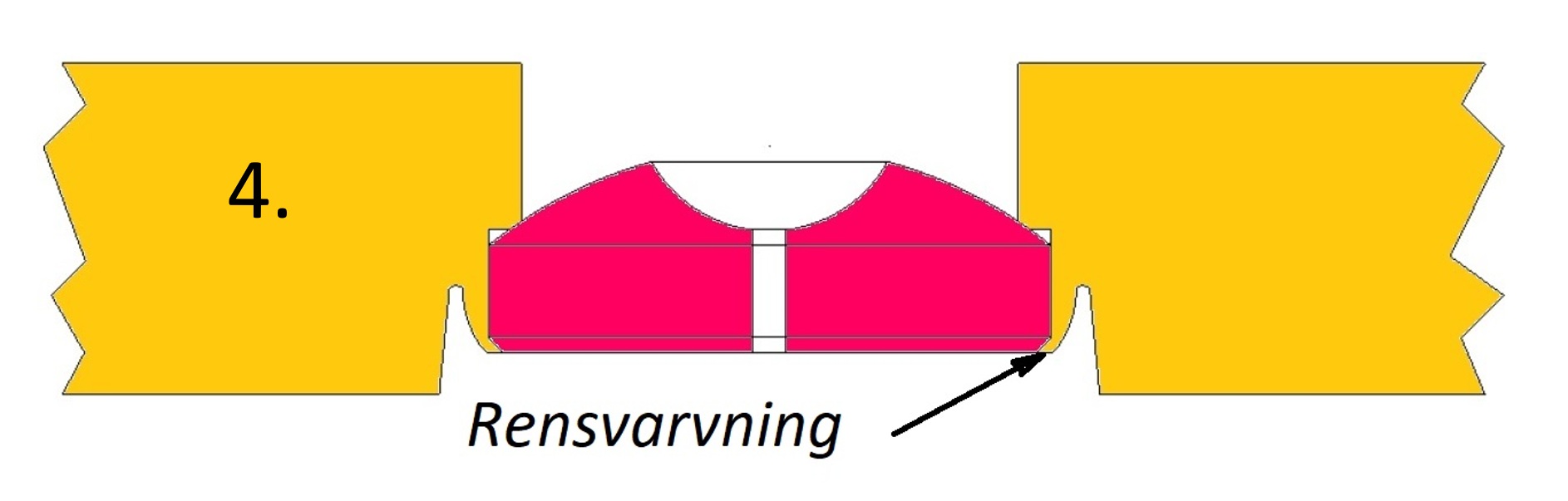
4. Överflödigt material svarvas bort till stenens plan. Med en fint polerad stickel snyggar man även till kanterna i insticket som lätt blir randiga under nedvikningen.
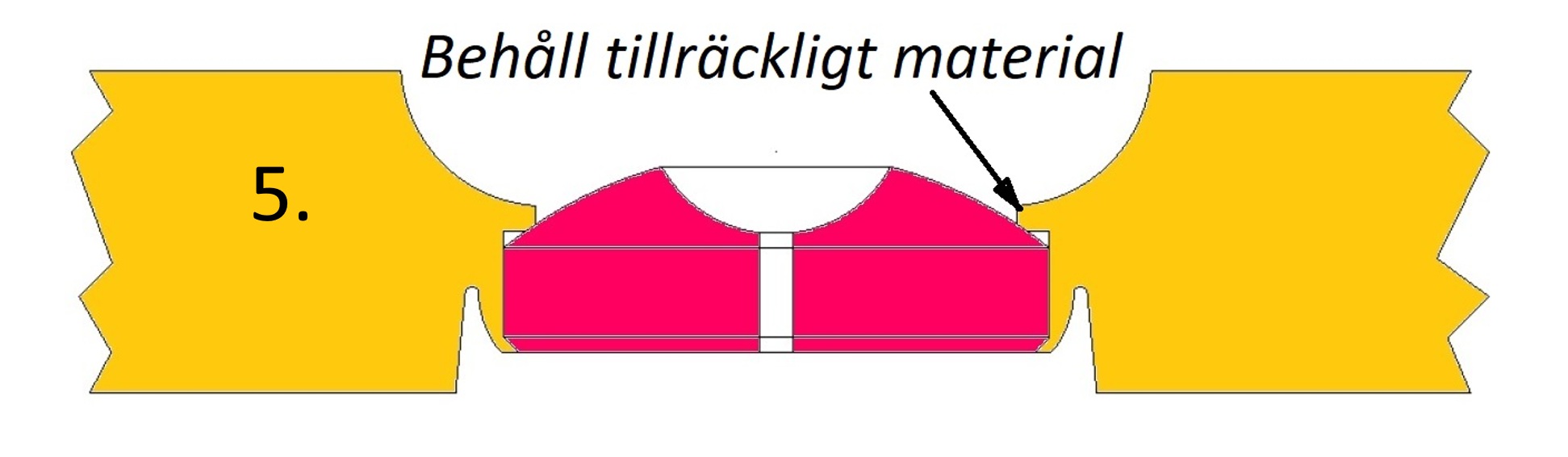
5. Arbetsstycket vänds och lackas upp. Försänkningen svarvas med en speciell halvrund stickel där den plana sidan vänds mot stenen. Försänkningen svarvas till ungefär dubbel storlek av hålet. Tänk på att behålla tillräckligt material så fattningen inte blir ostabil. Polera försänkningen.
Åter till renoveringen.
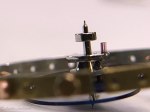
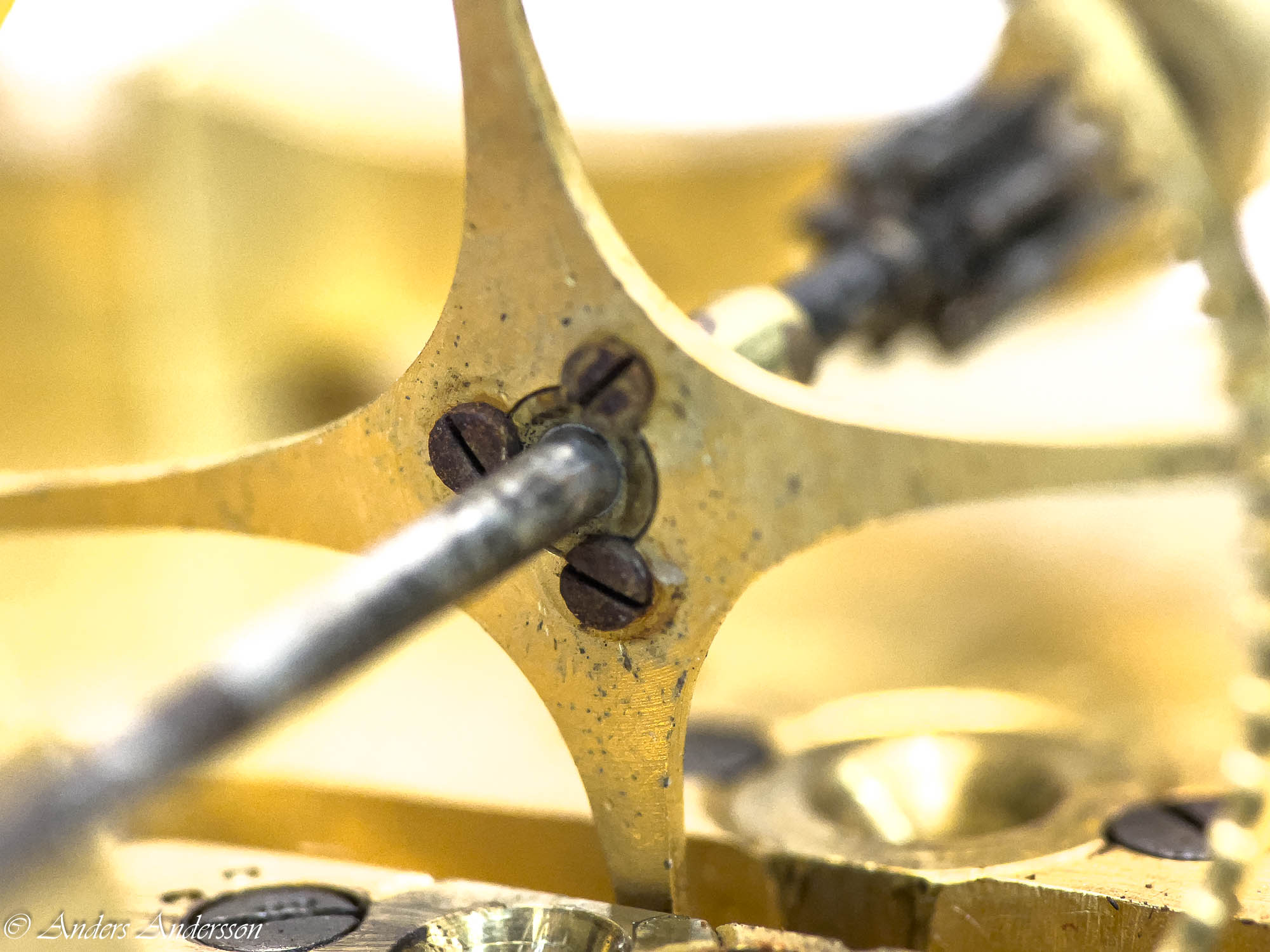
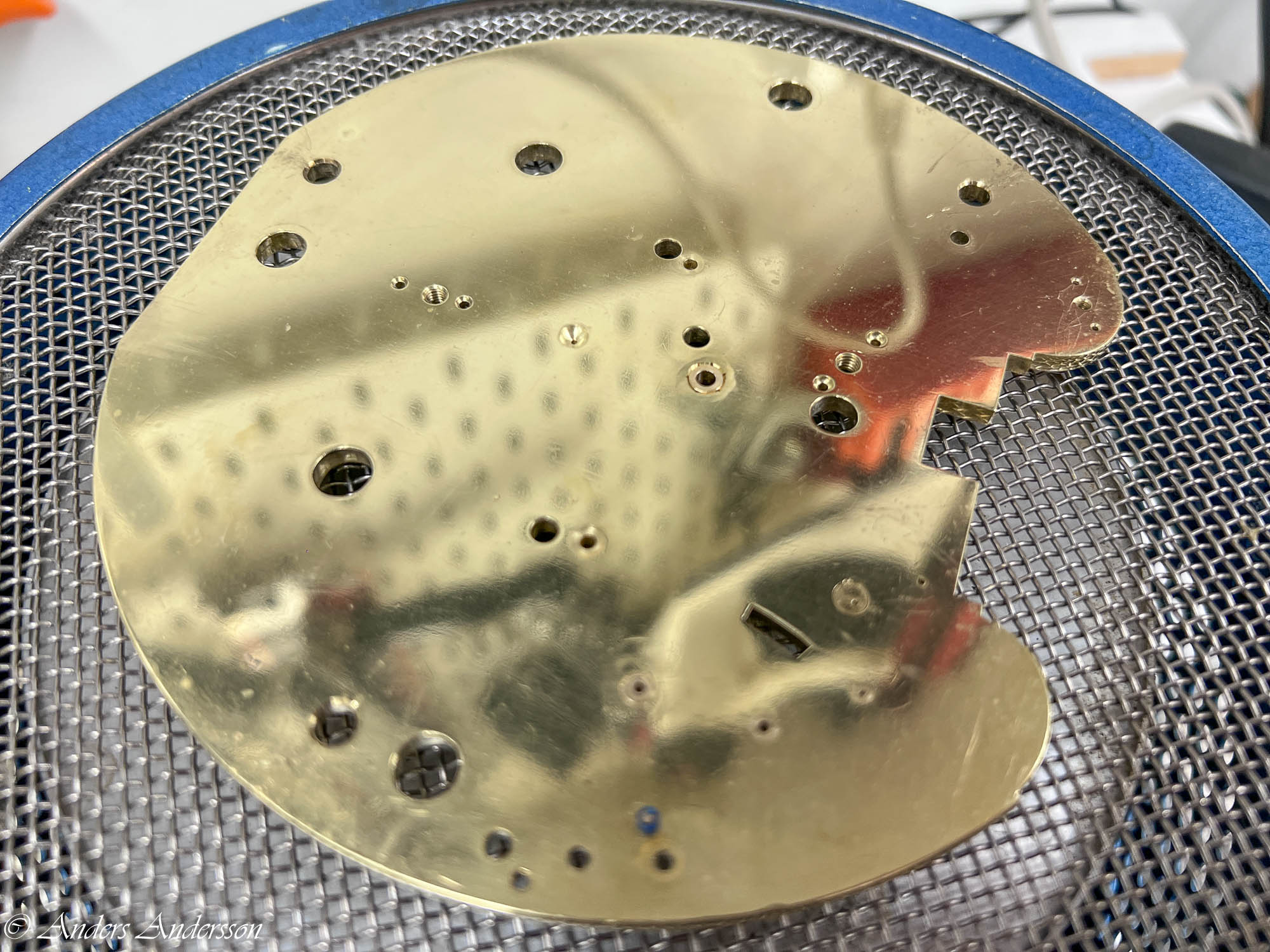
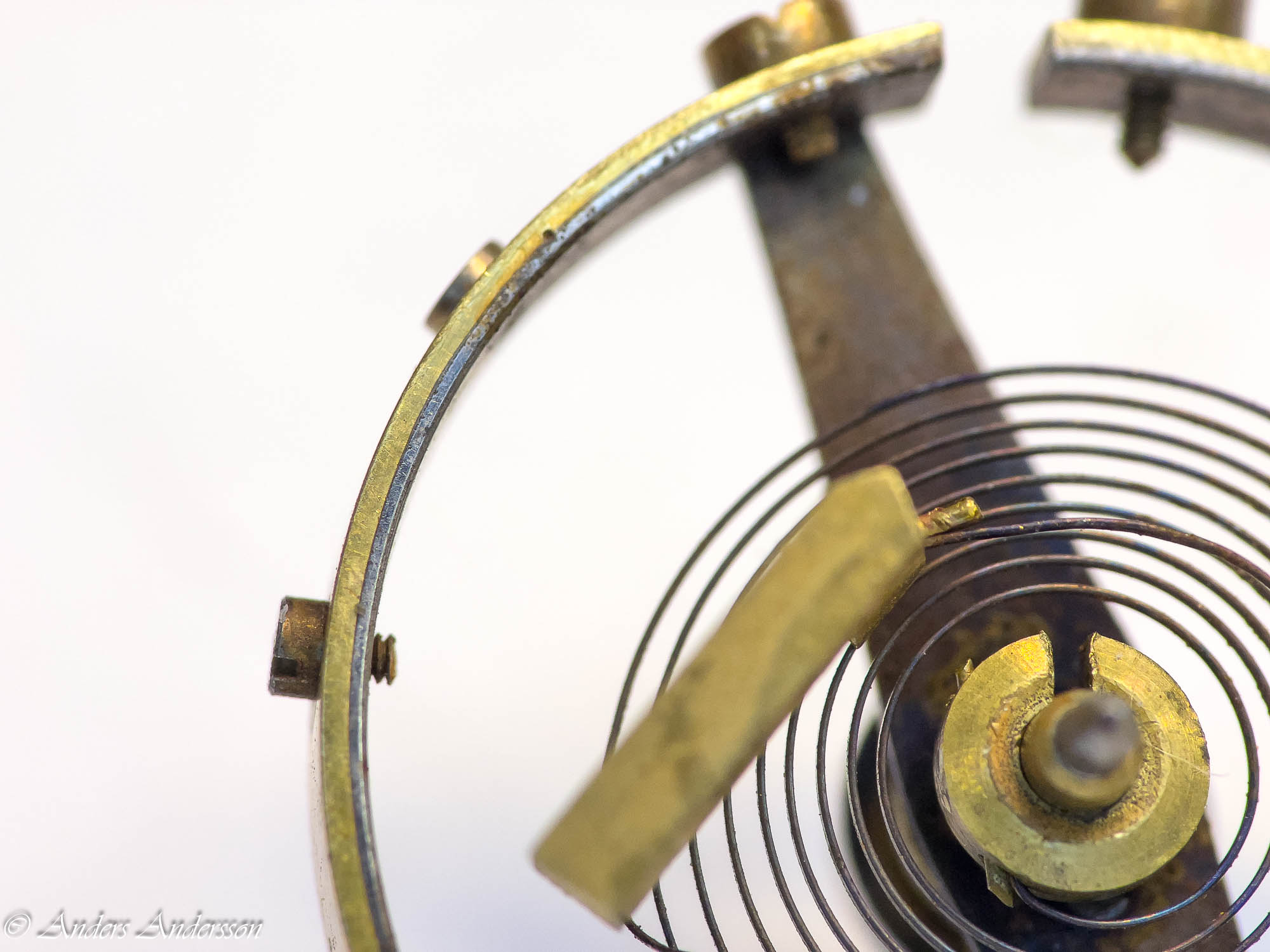
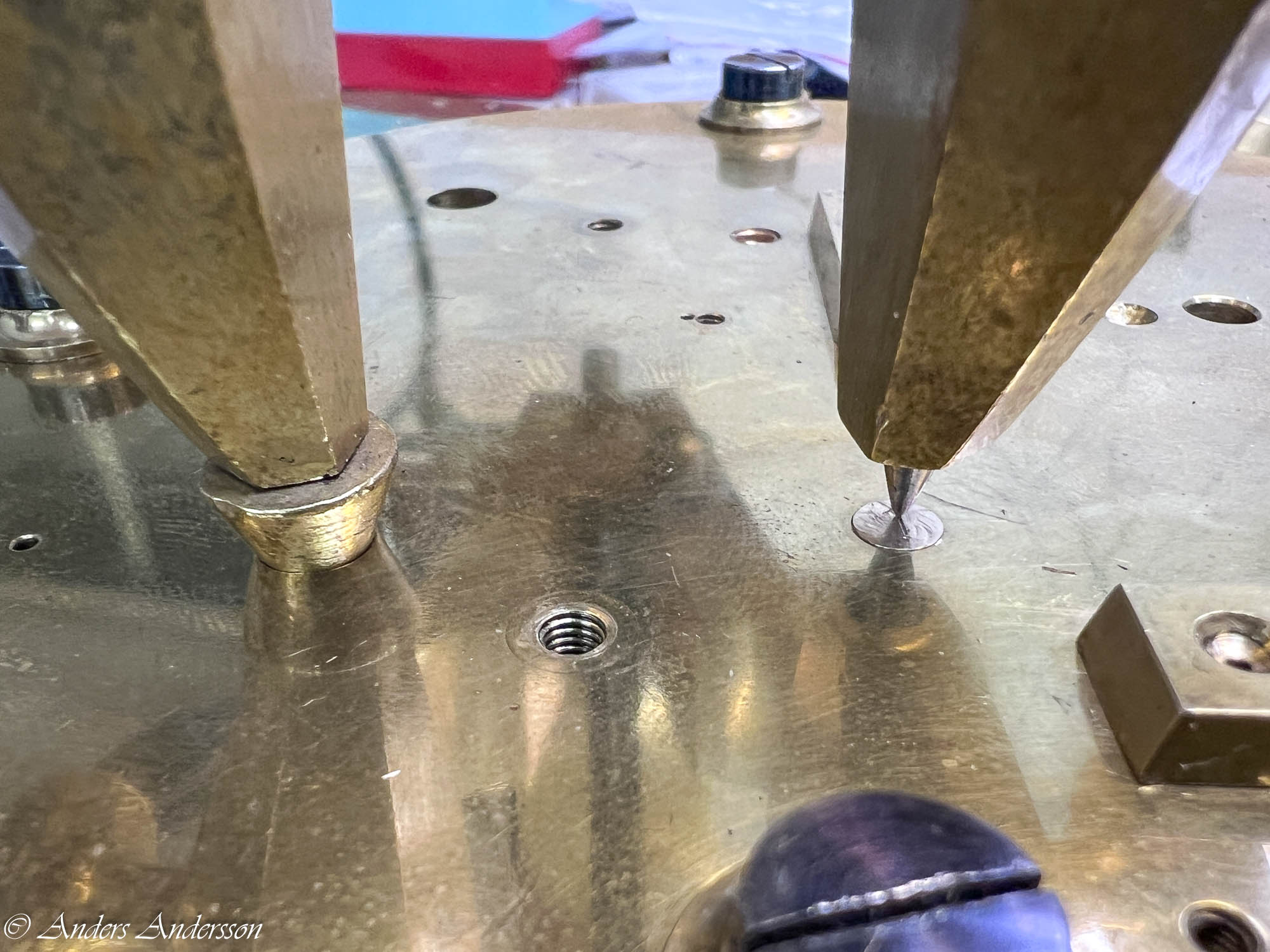
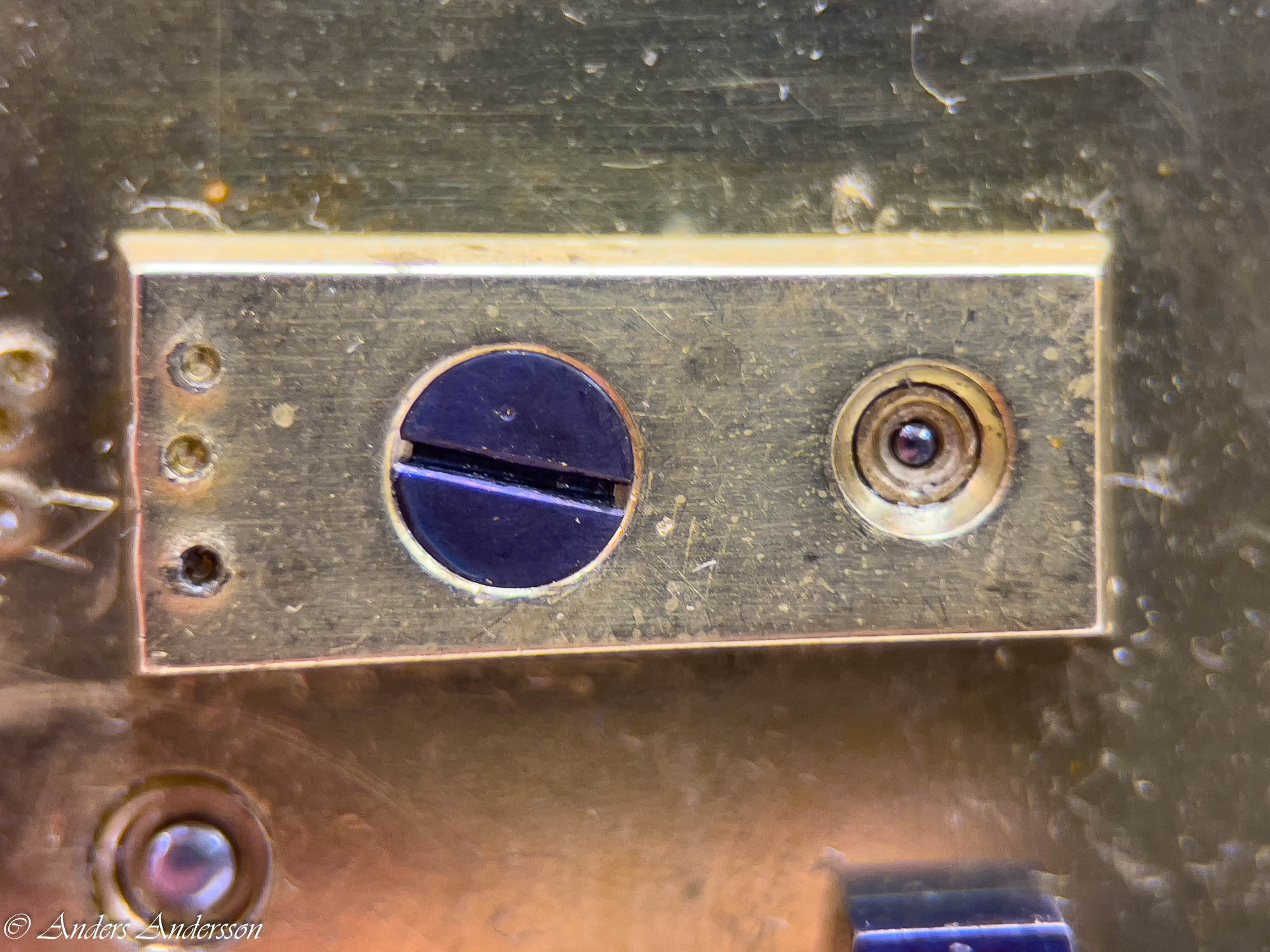
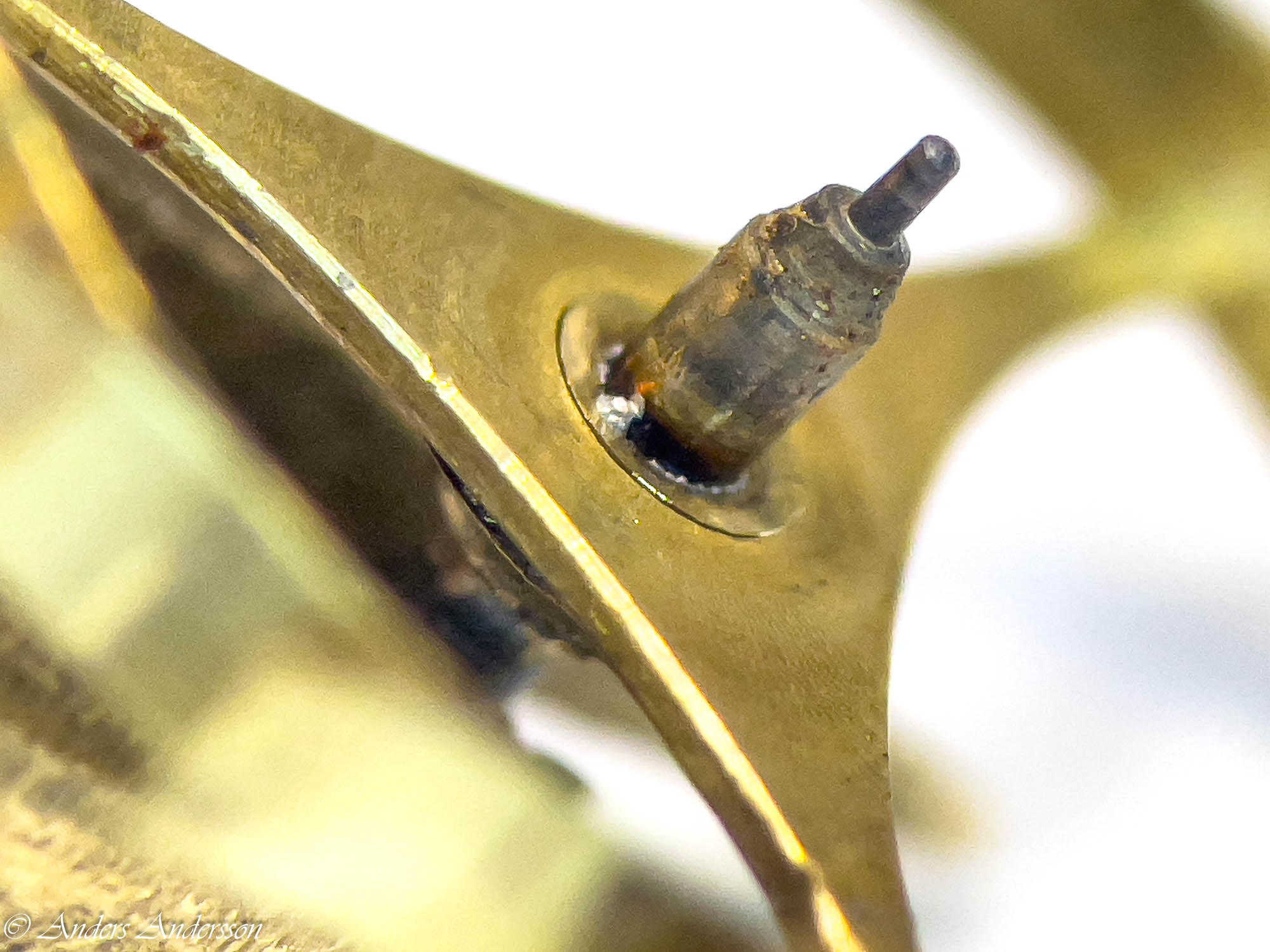
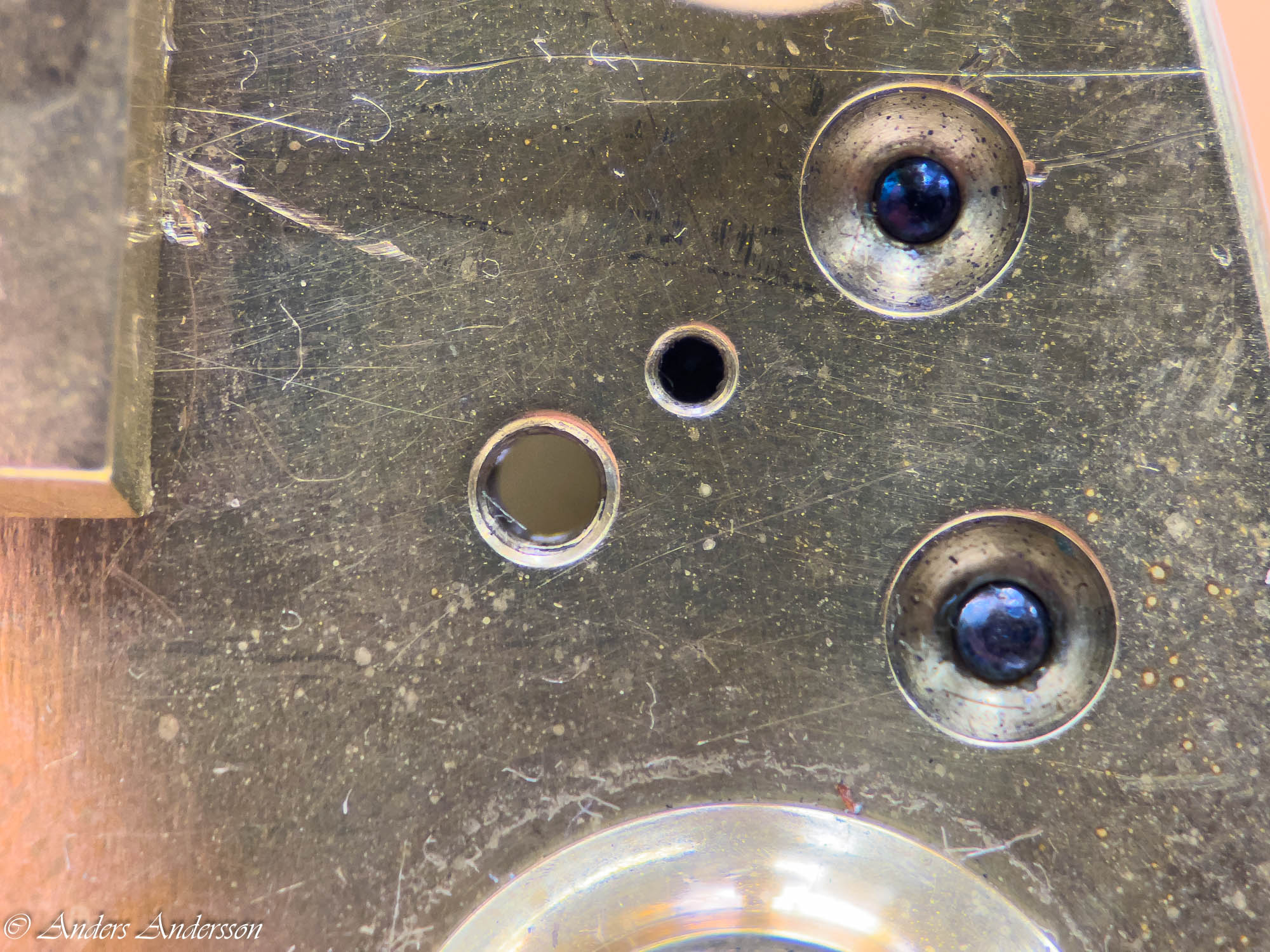
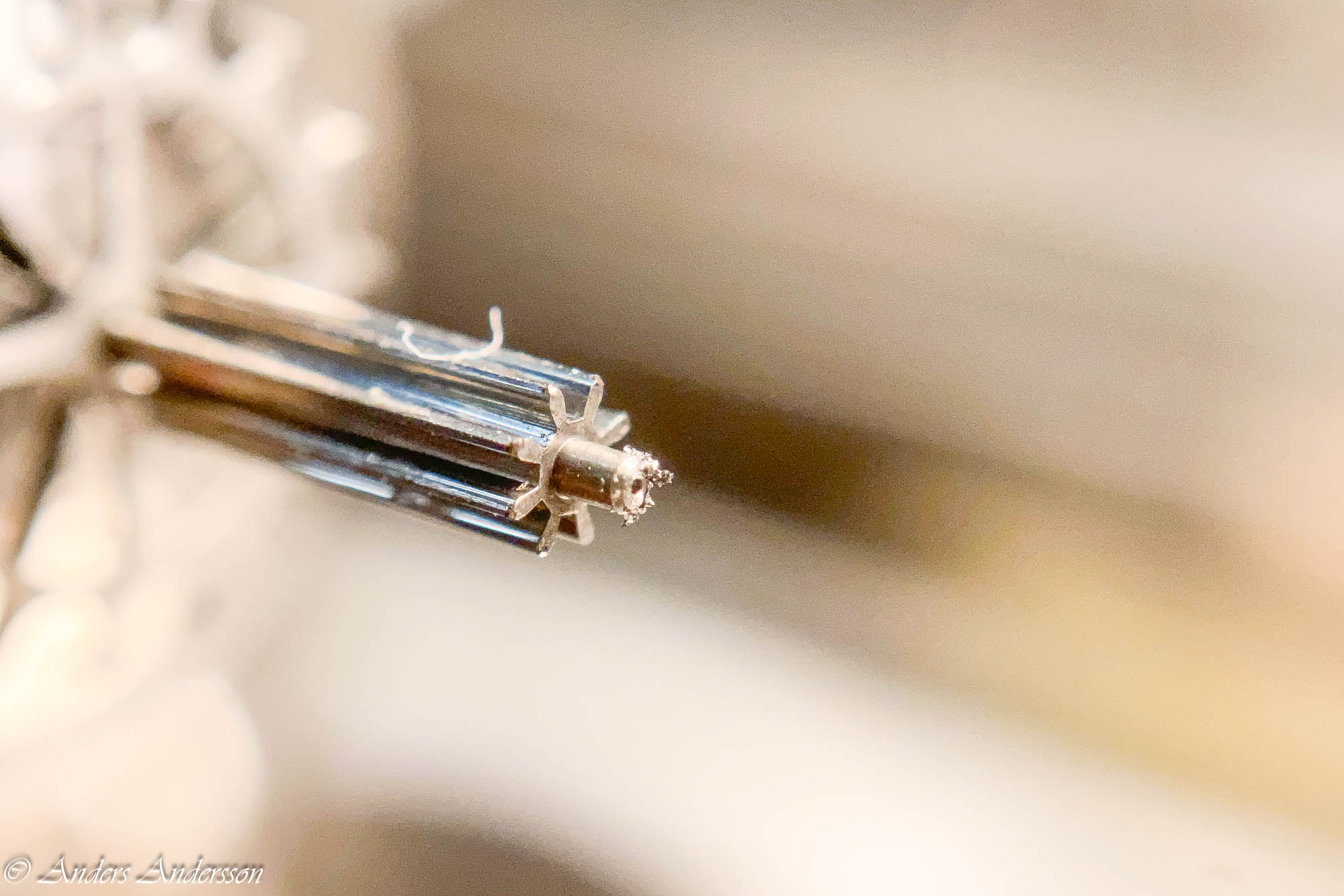
Så här ser fattningarna ut. För att böja ned kanten som håller stenen har man förmodligen satt upp bryggan i svarven. Sedan låter man svarven rotera snabbt samtidigt som man trycker ett kanten av ett spetsigt verktyg mot kanten som då viks ner mot stenen, samtidigt poleras kanten. Man ser tydligt den polerade ytan här.
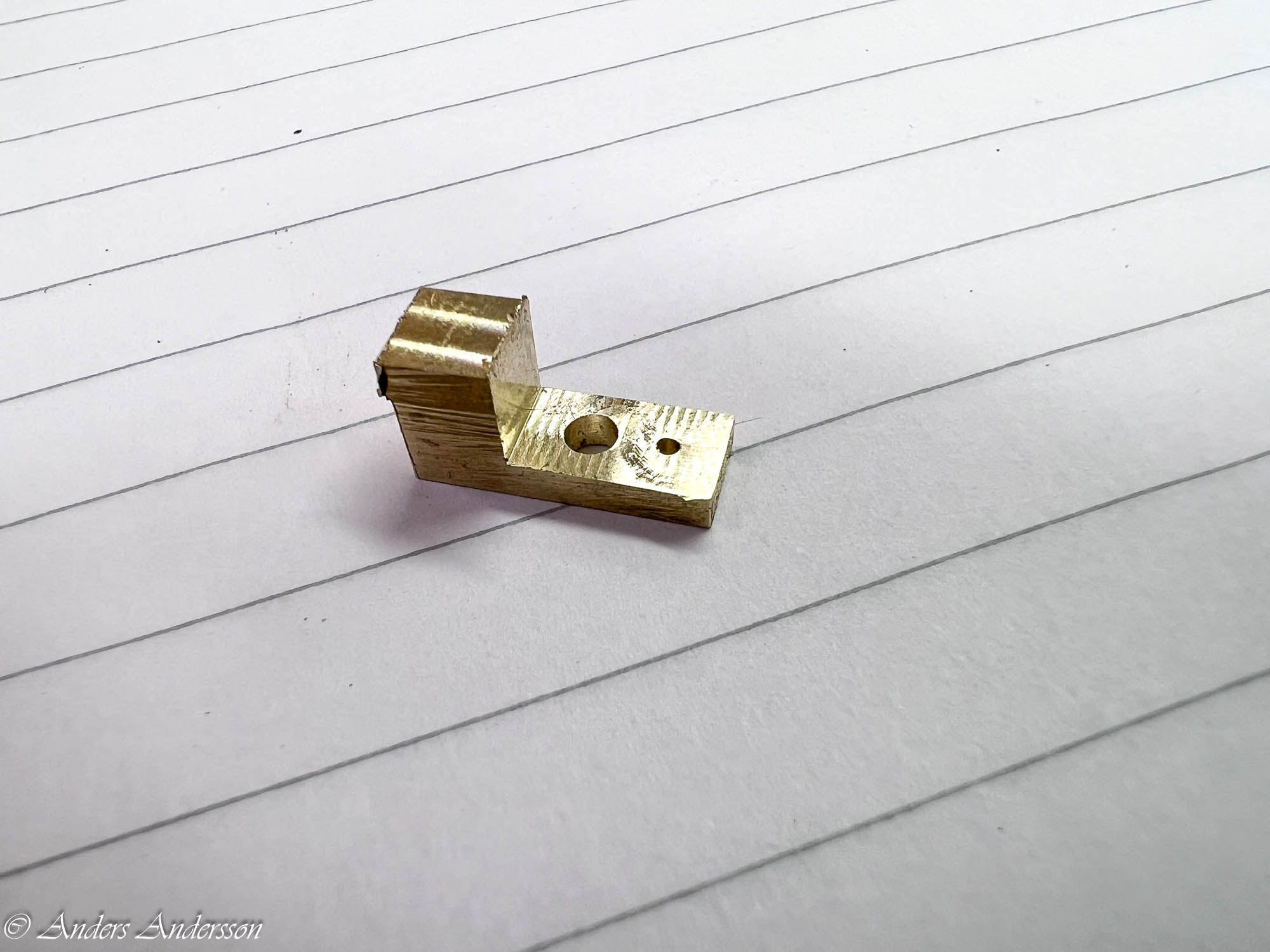
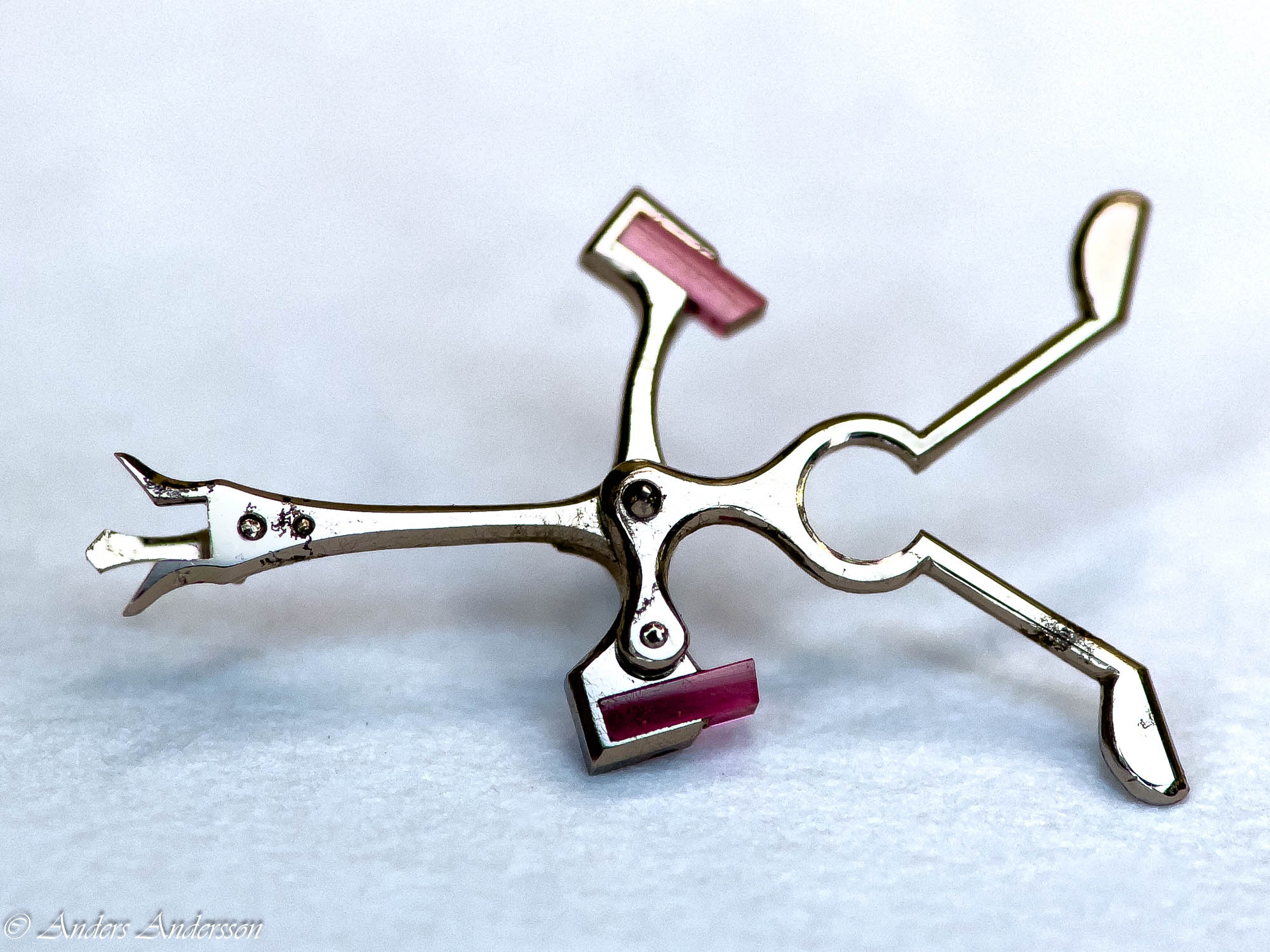
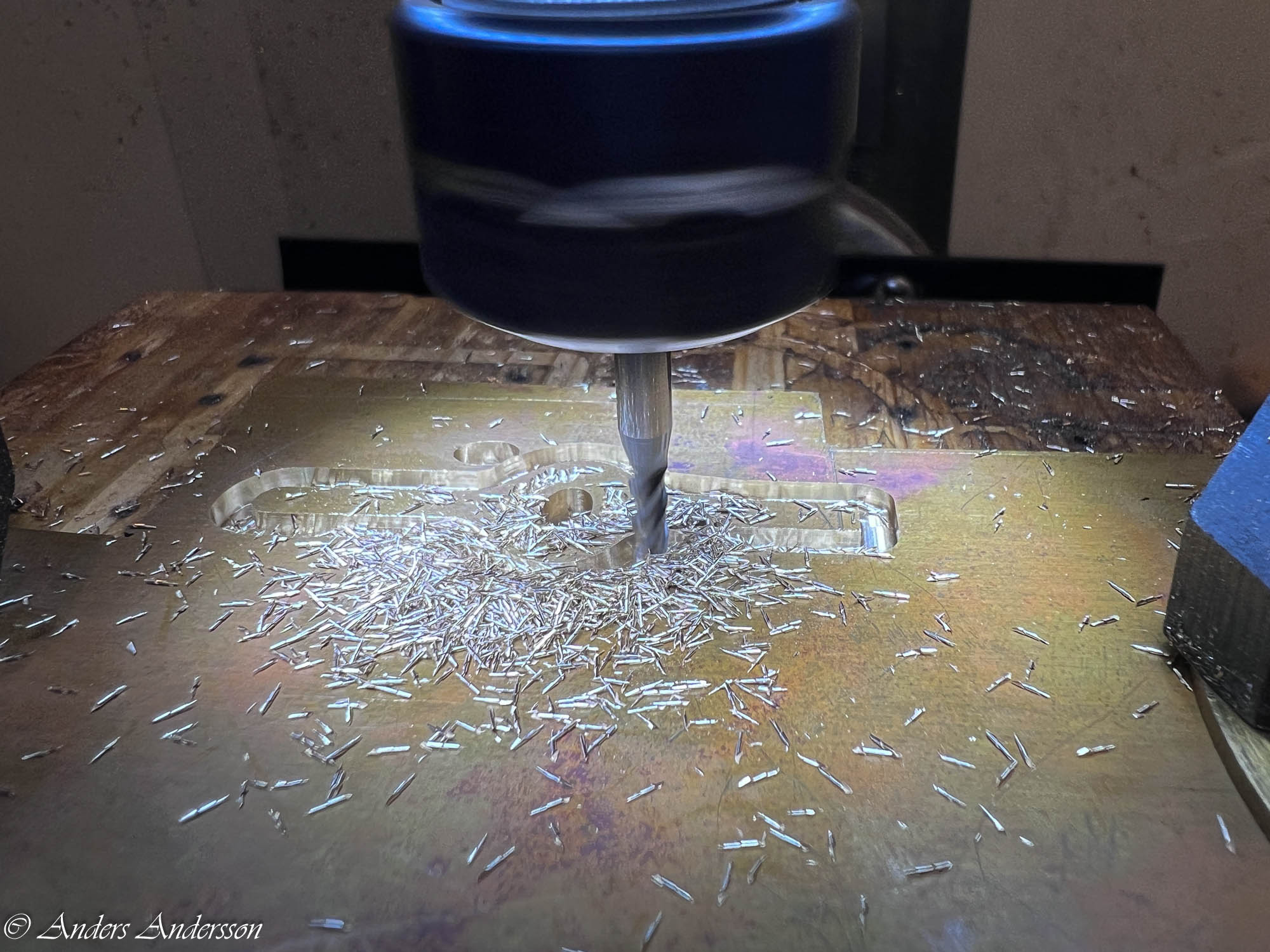
Jag tillverkade ett par verktyg för att vika ner kanten.
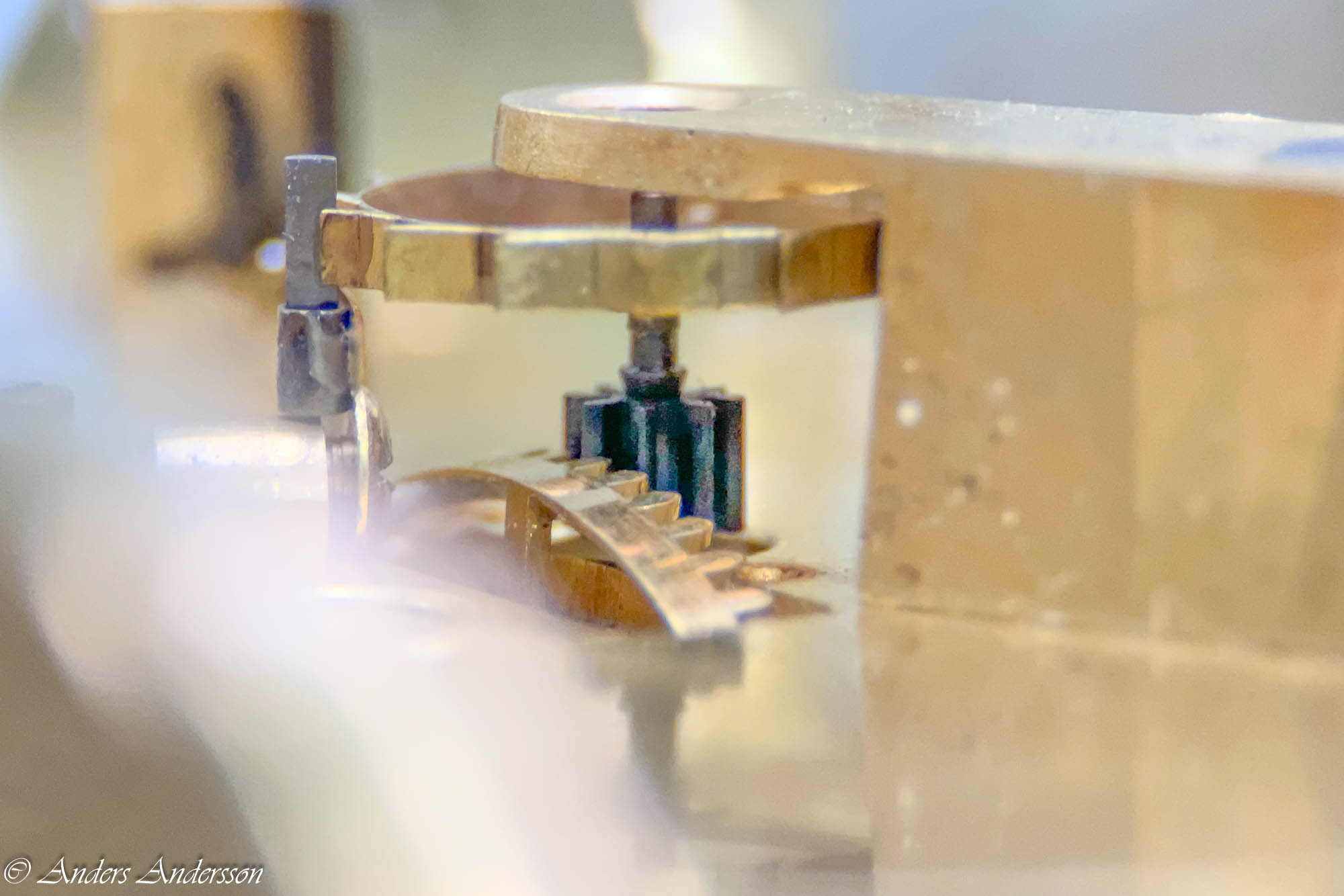
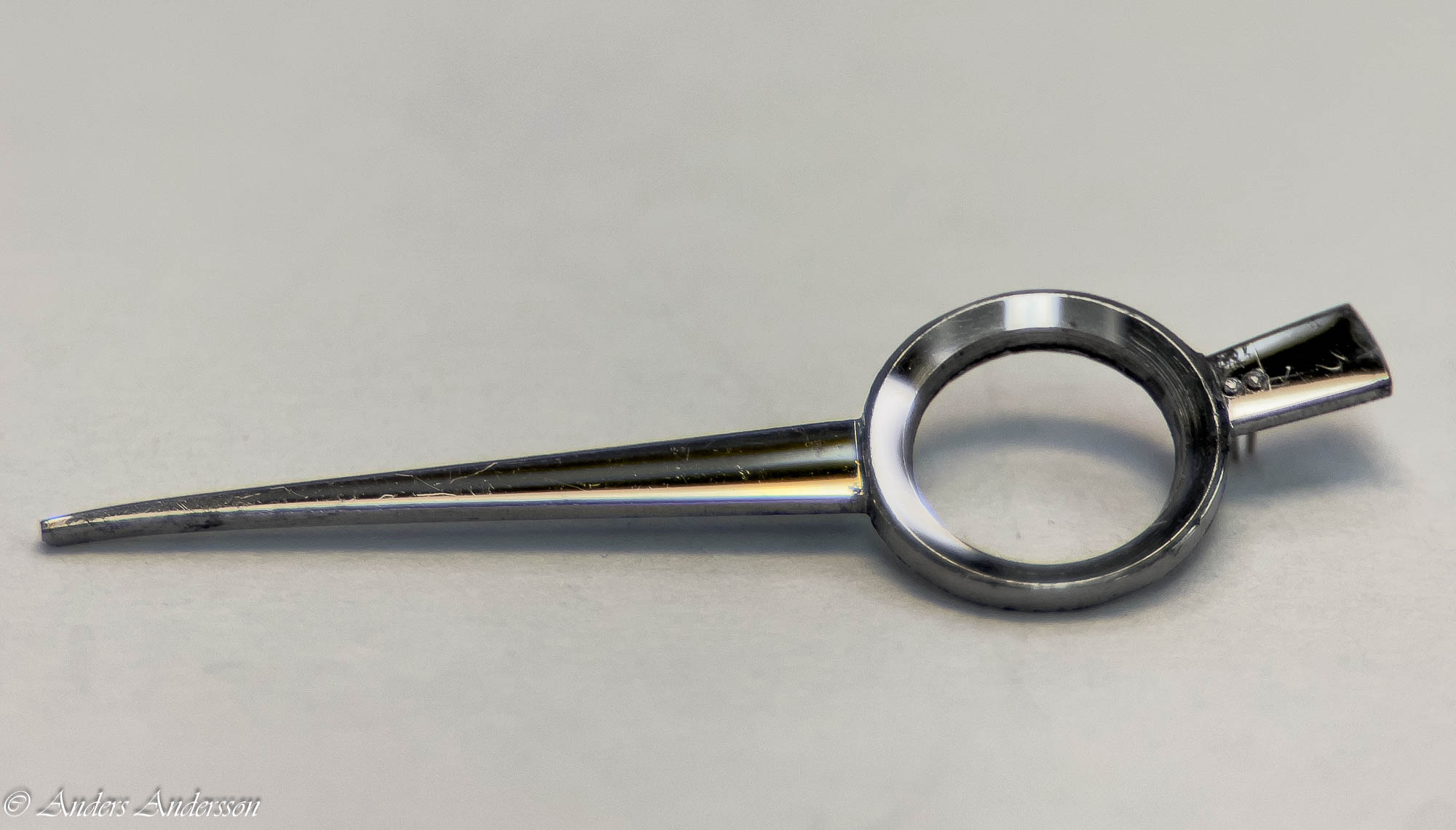
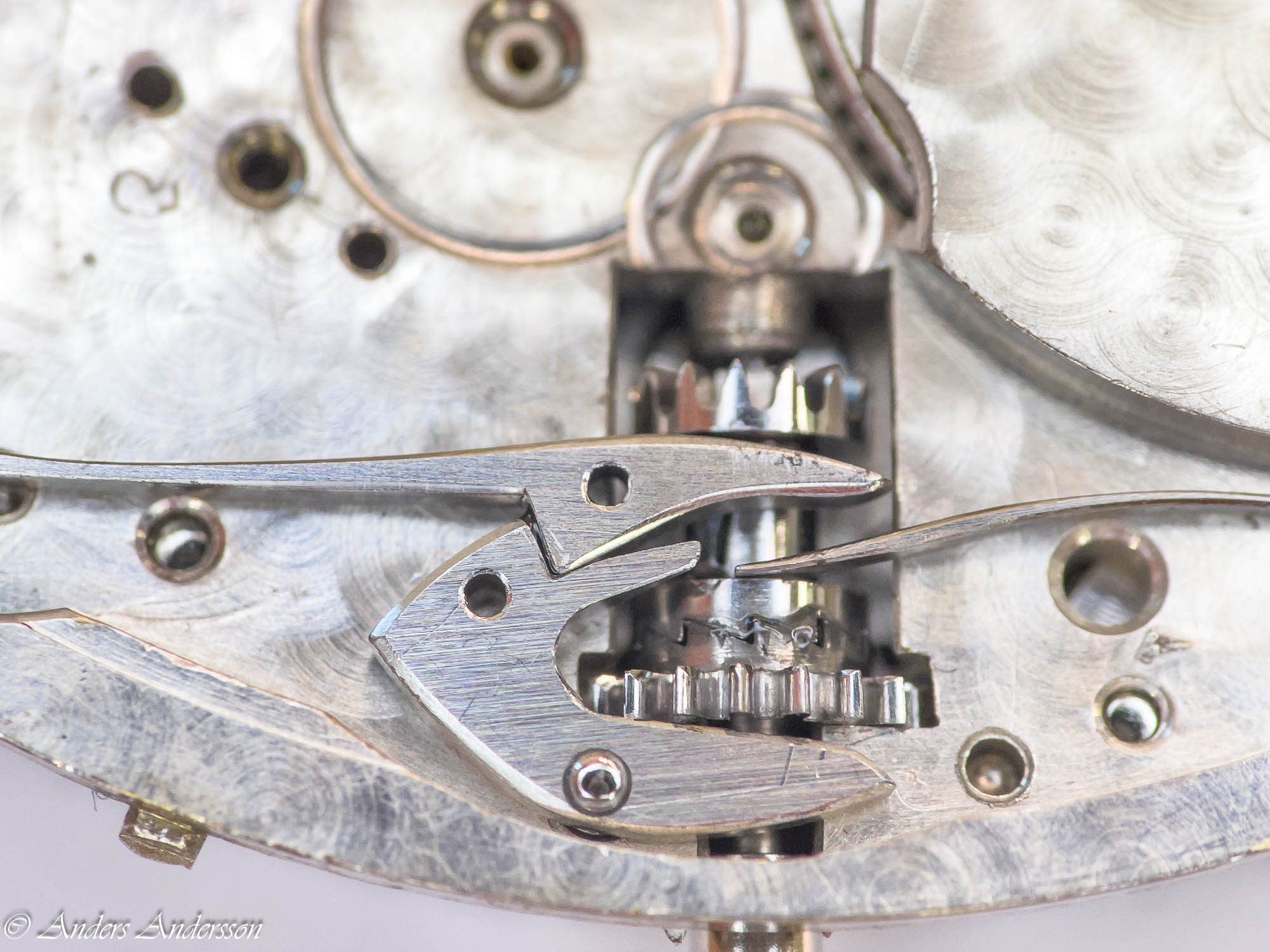
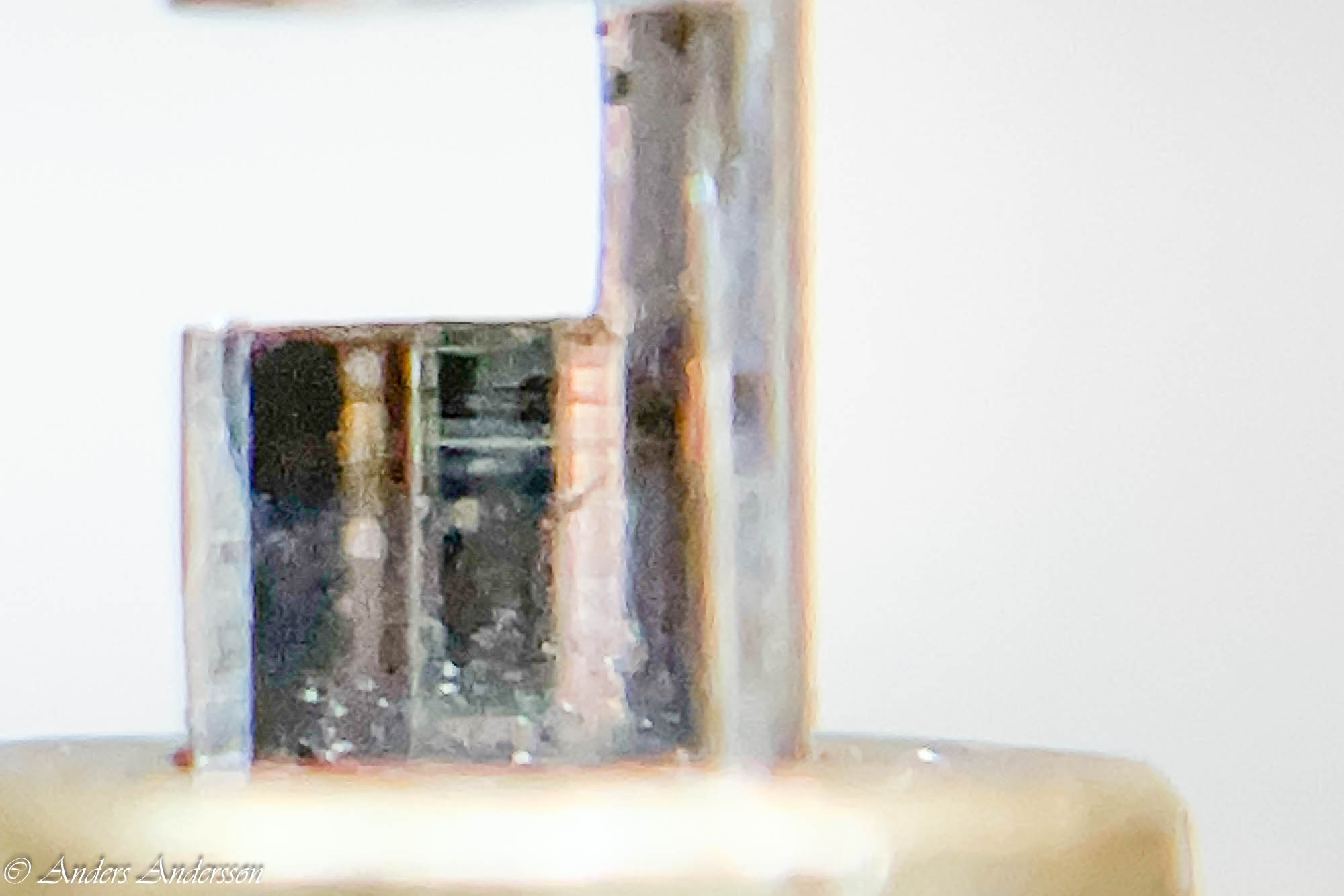
Illustration för att visa utformningen på kloven för gånghjulet.
Jag ansåg det svårt att sätta upp kloven för att på ett bra sätt kunna trycka ned kanten i fattningen. Kloven är hög och det är kort avstånd mellan hålet och kanten på kloven. Tyckte att det för mig skulle bli ostabilt.
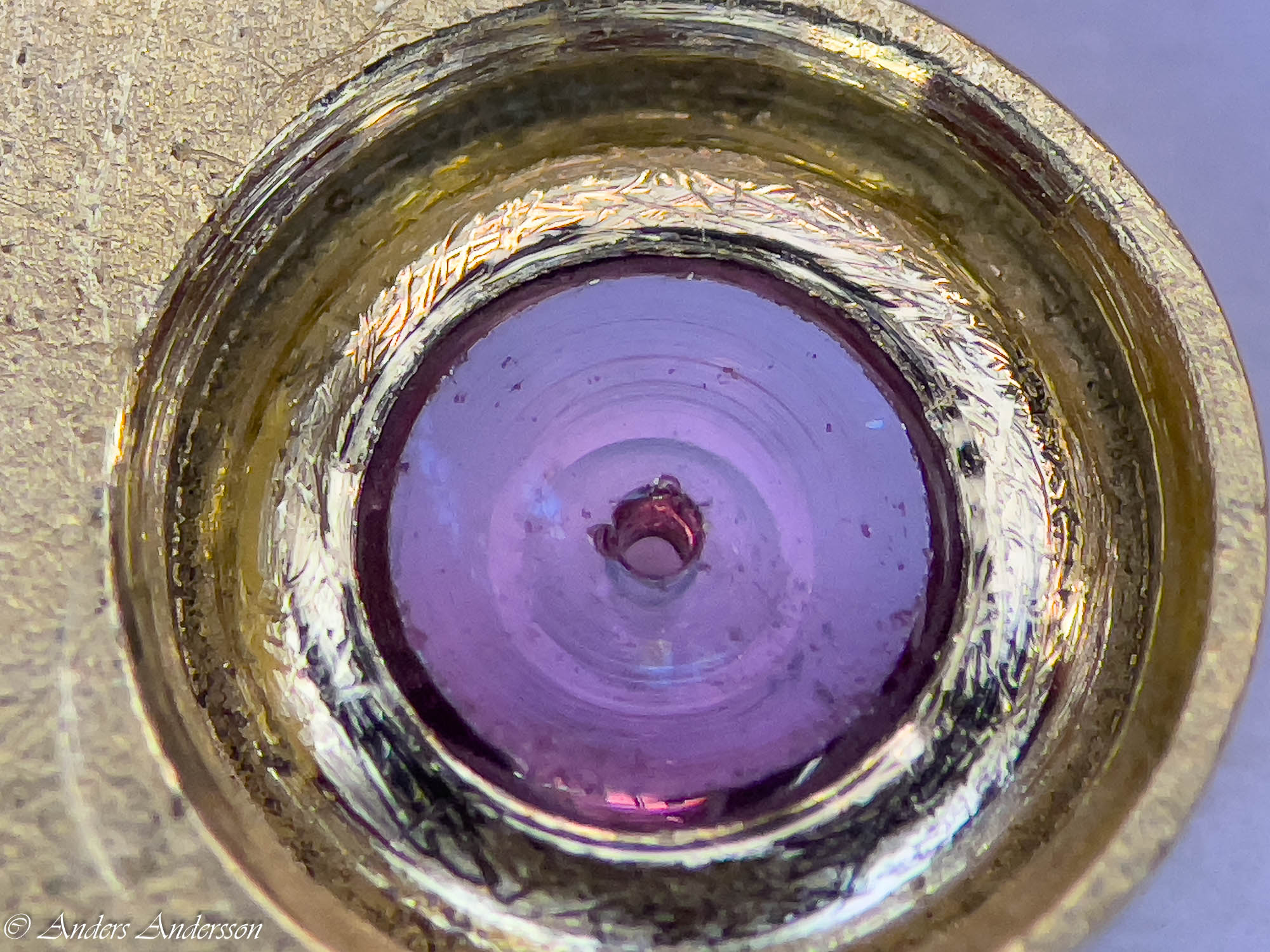
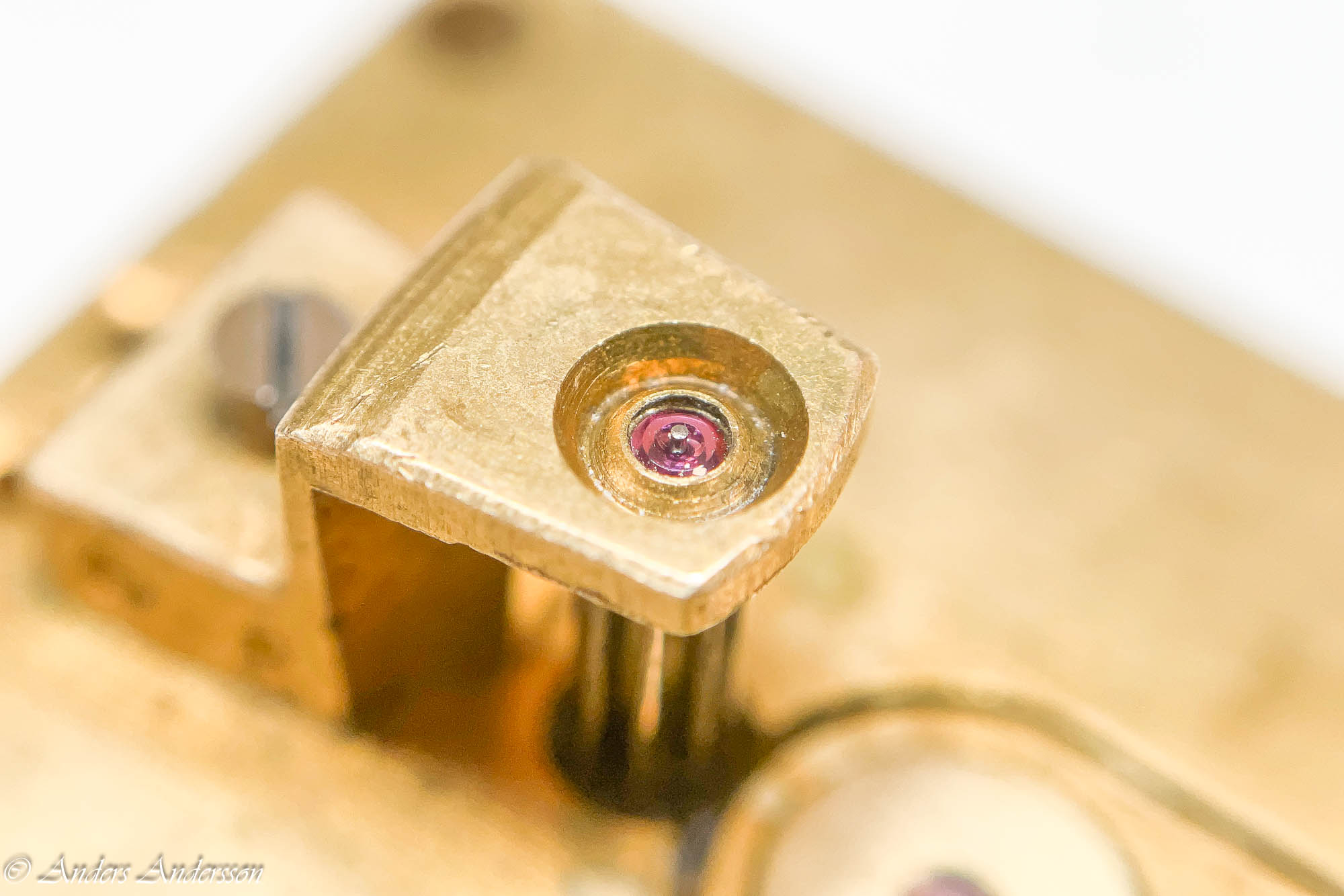
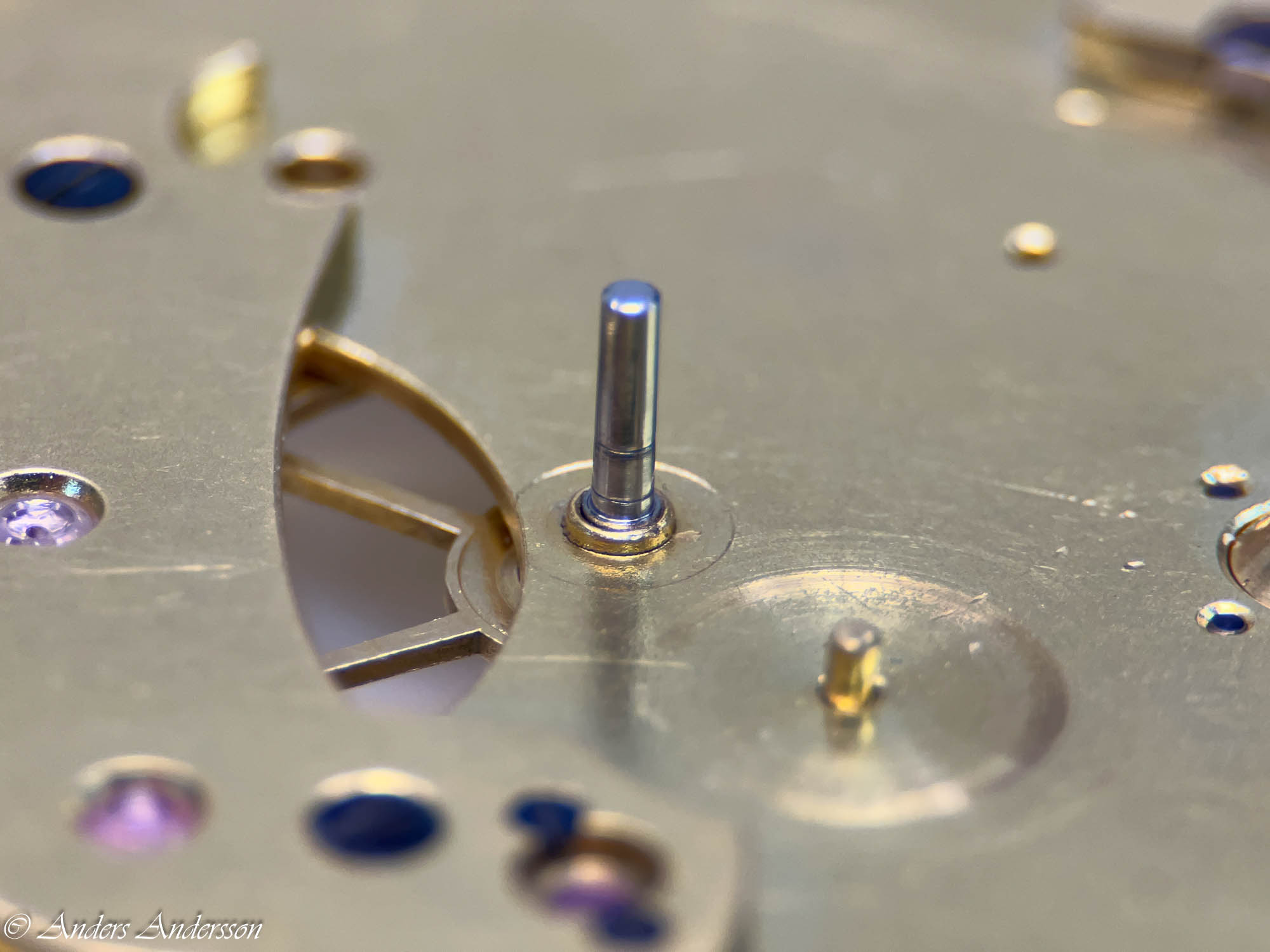
Man kan ana ränder i den plana ytan efter svarvningen av stenen. Kanske är flisorna som gått ur runt hålet också från tillverkningen där hålets borrande är särskilt svårt, där flisor ofta går ur.
Så jag tryckte helt enkelt ned kanten för hand. Det var ganska mycket som skulle tryckas ned och det tog relativt lång tid att få stenen att sitta stabilt i fattningen.
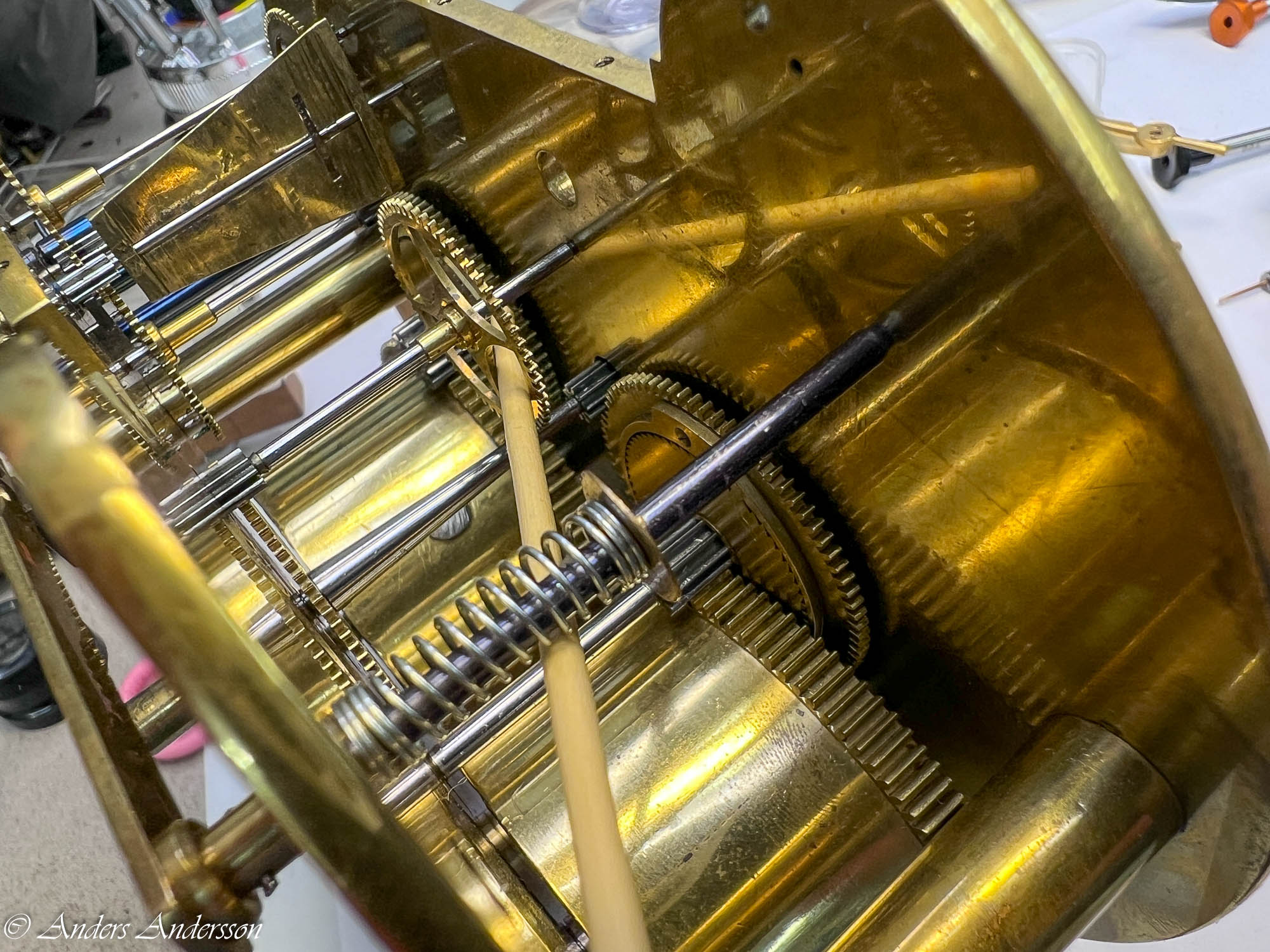
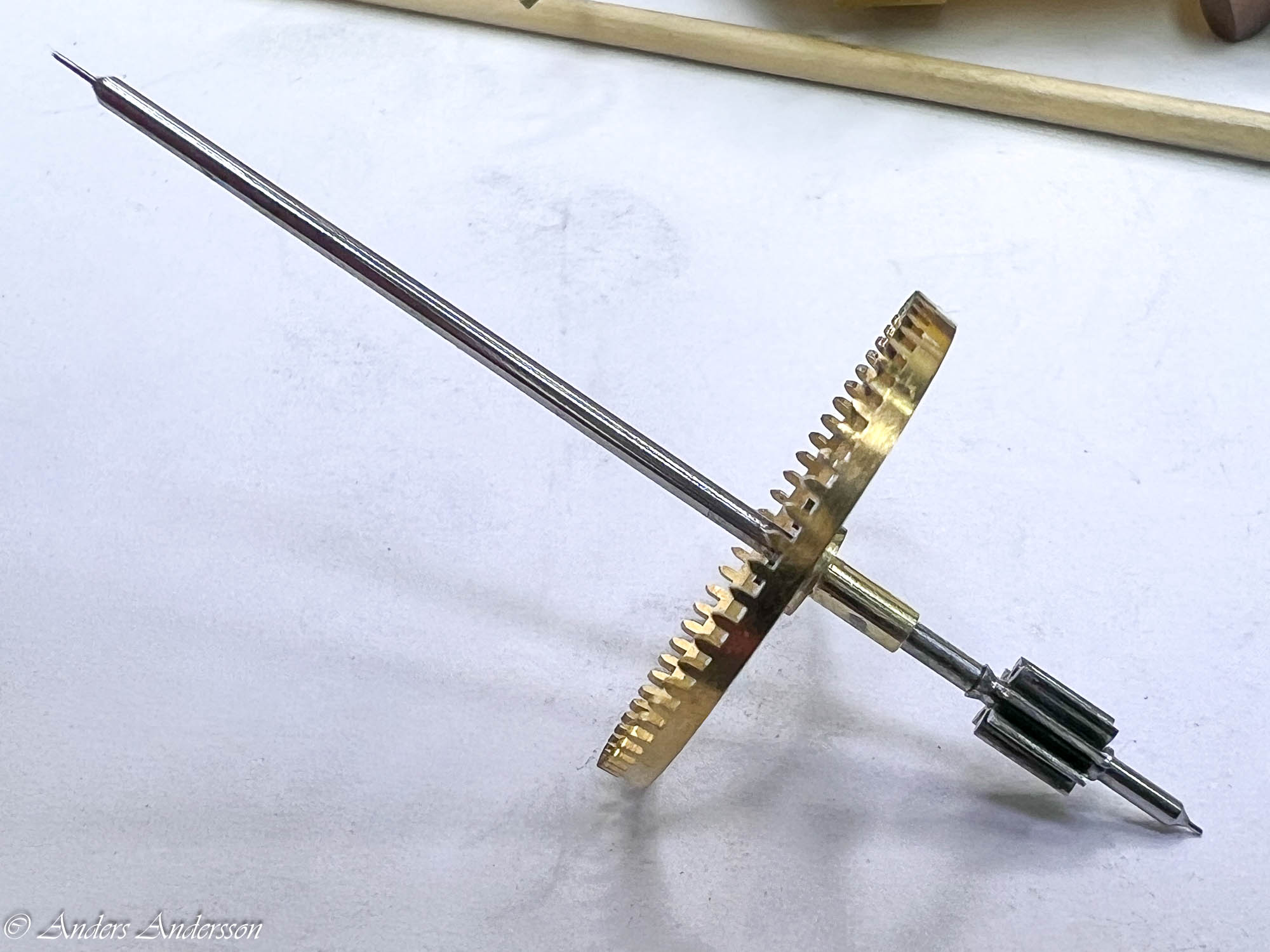
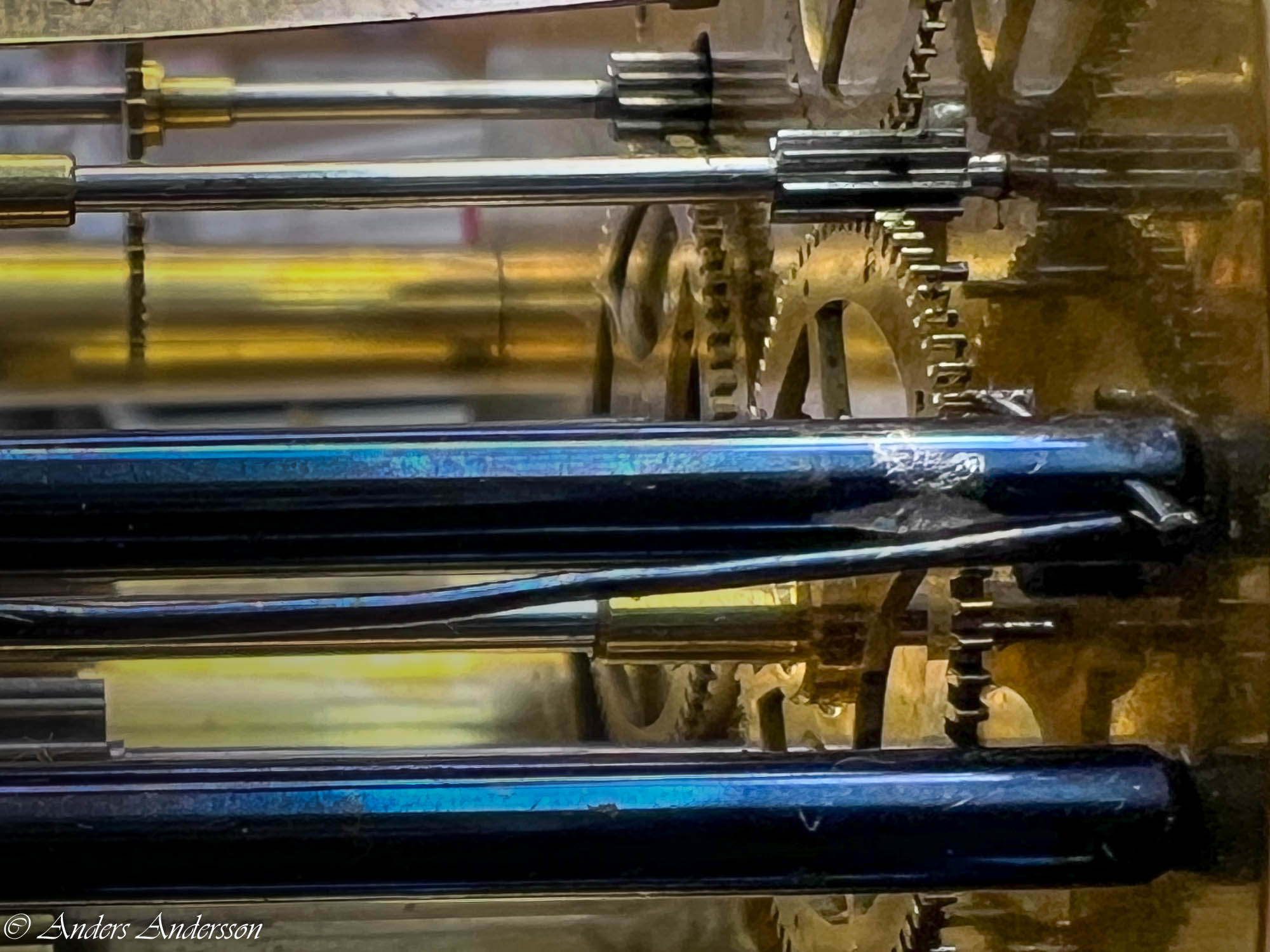
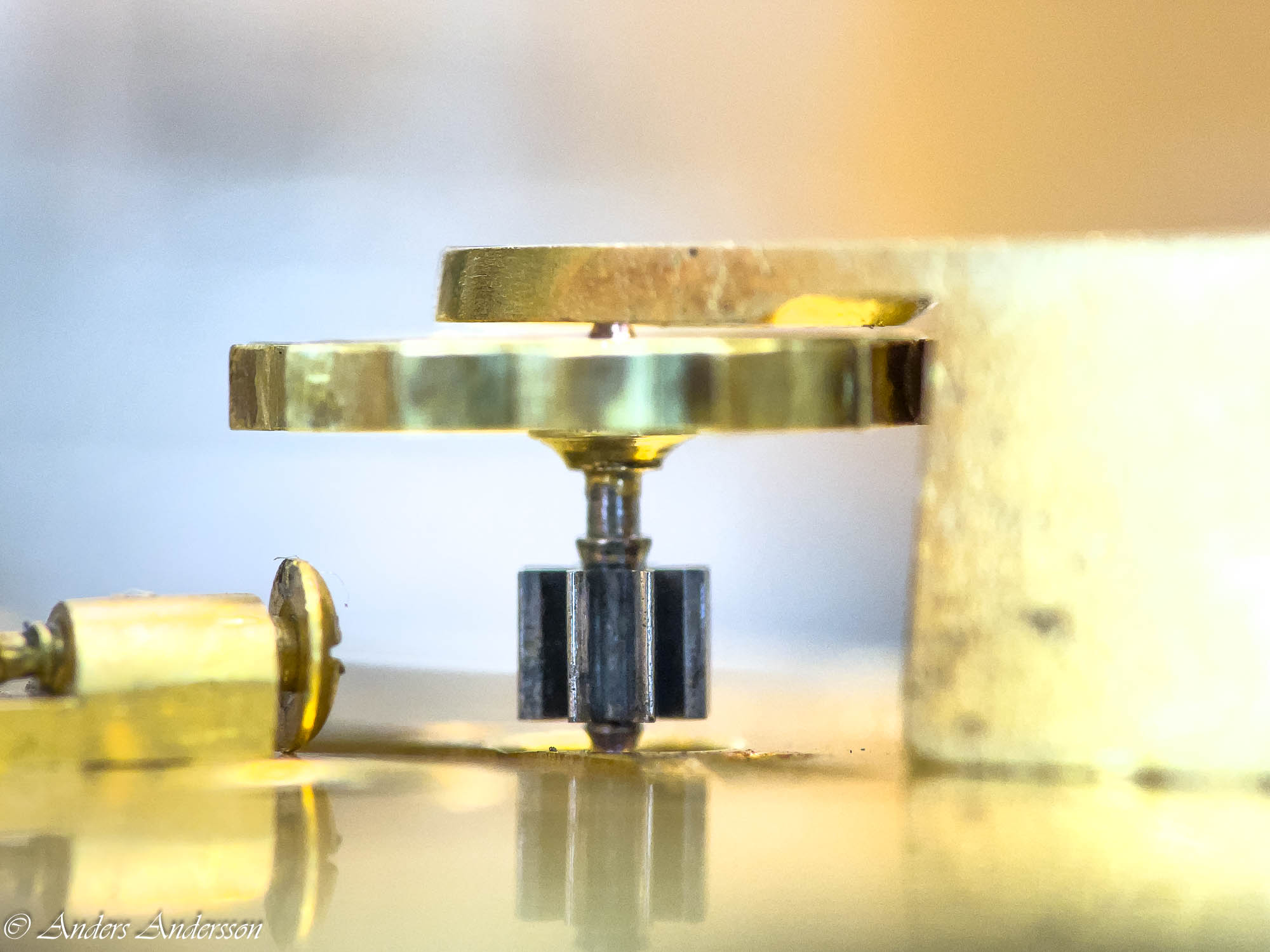
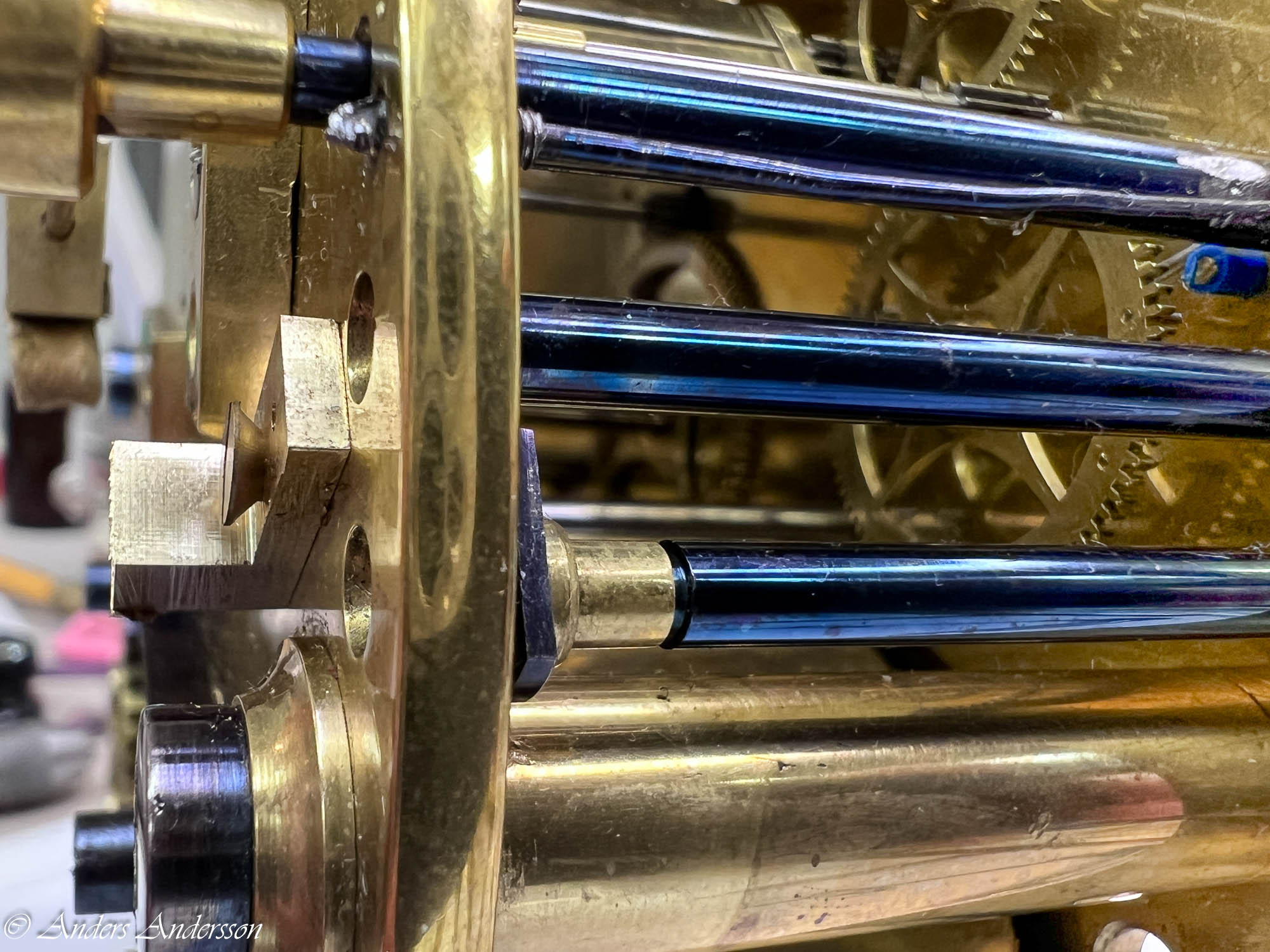
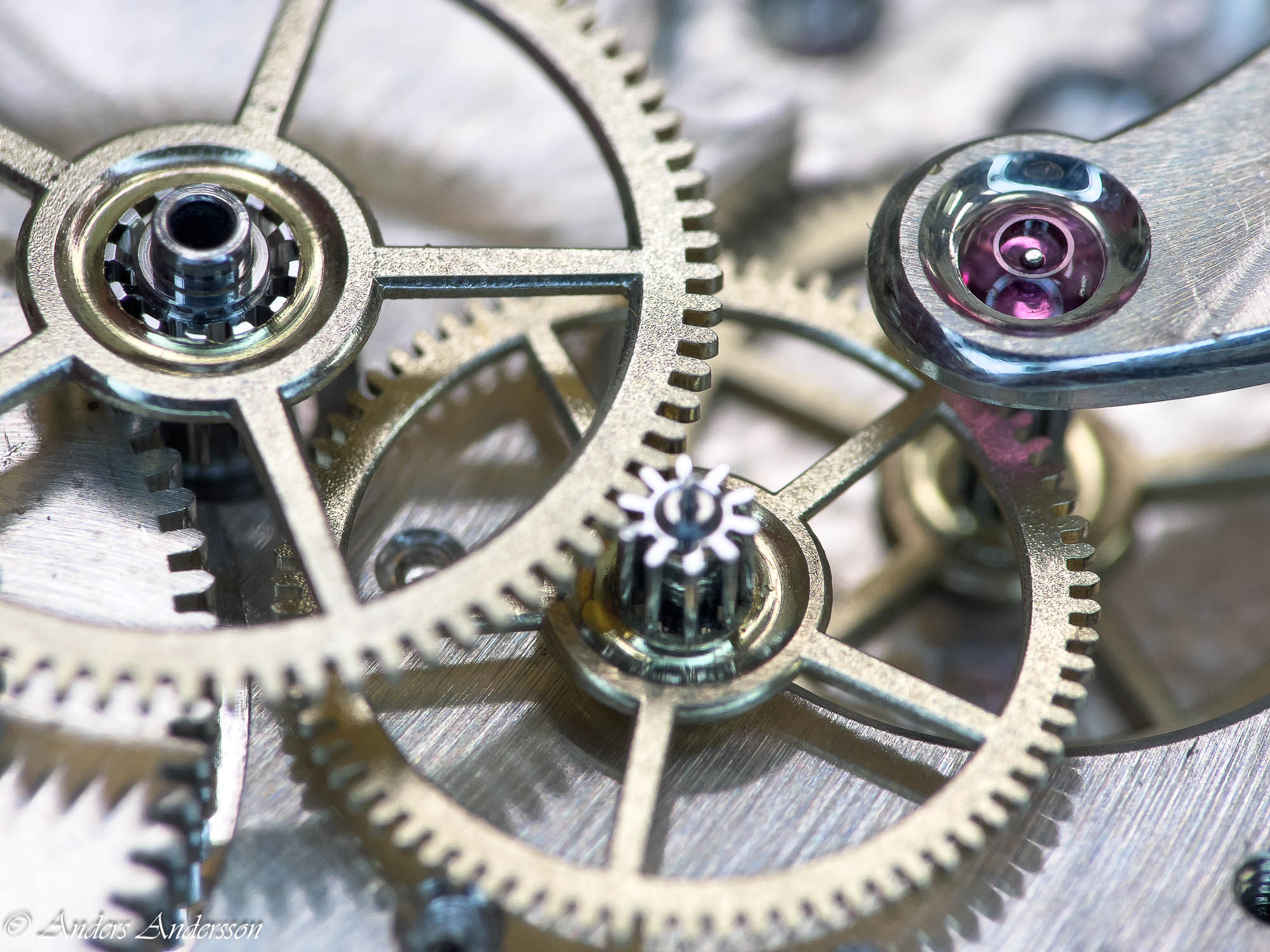
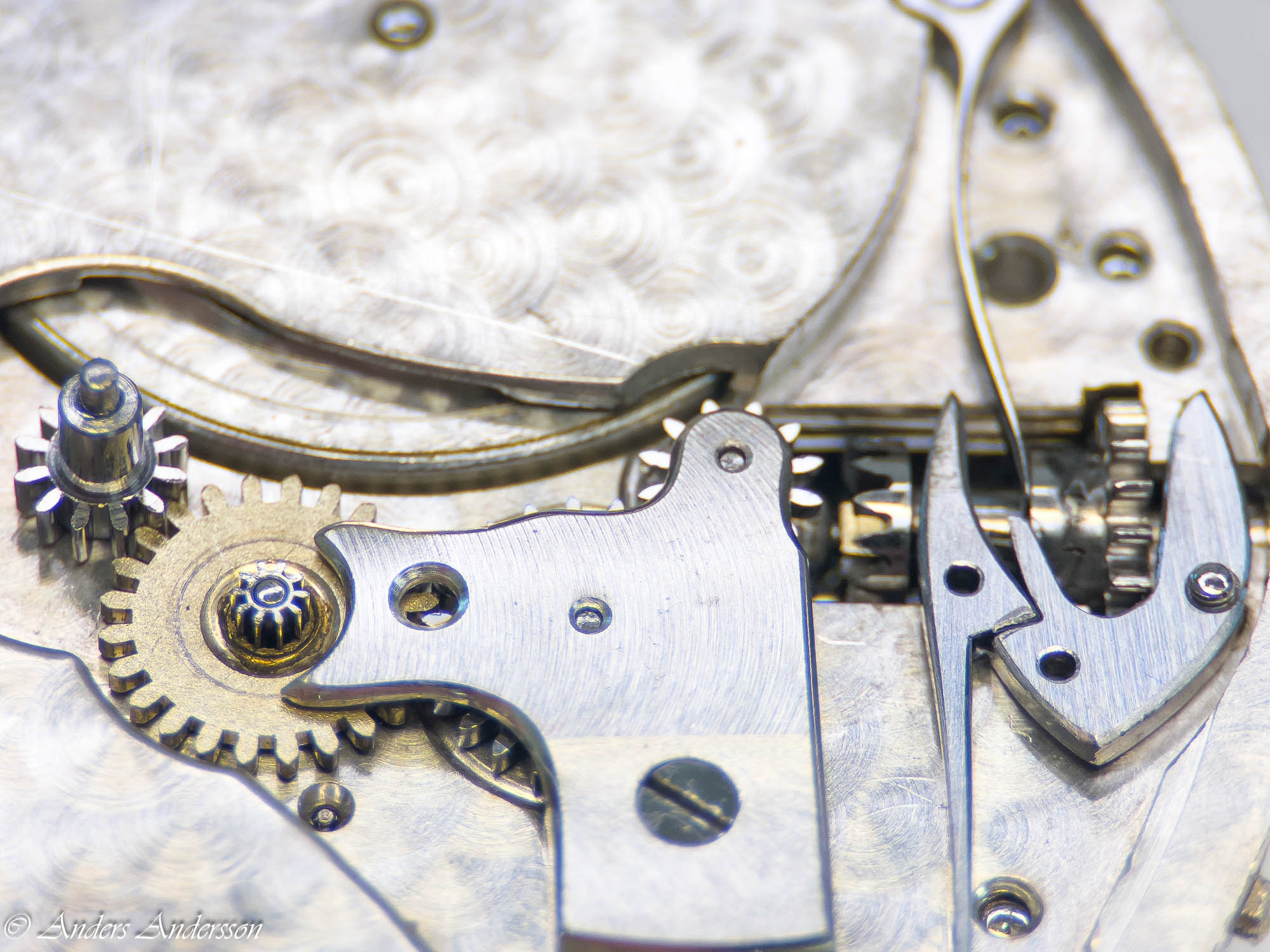
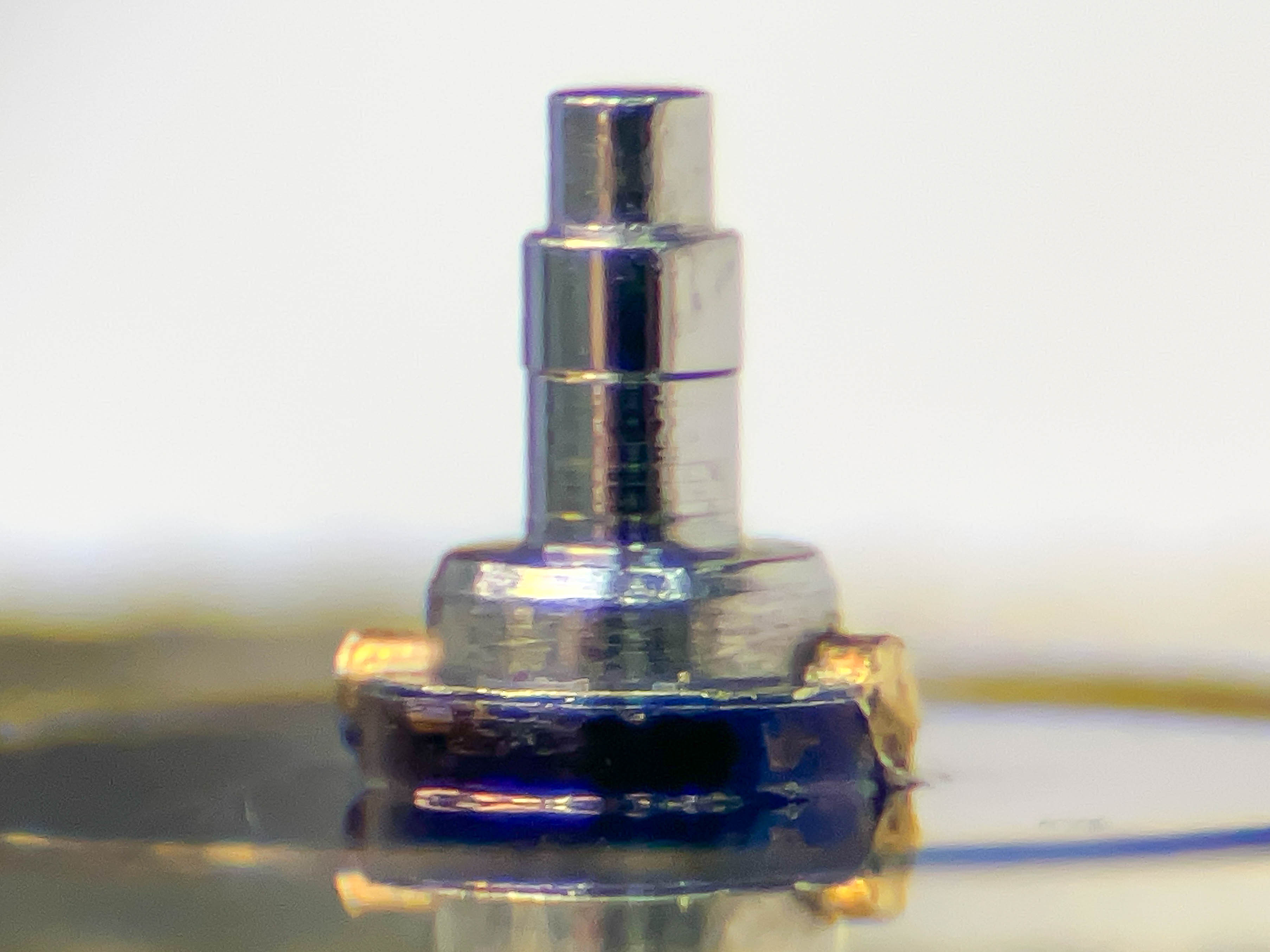
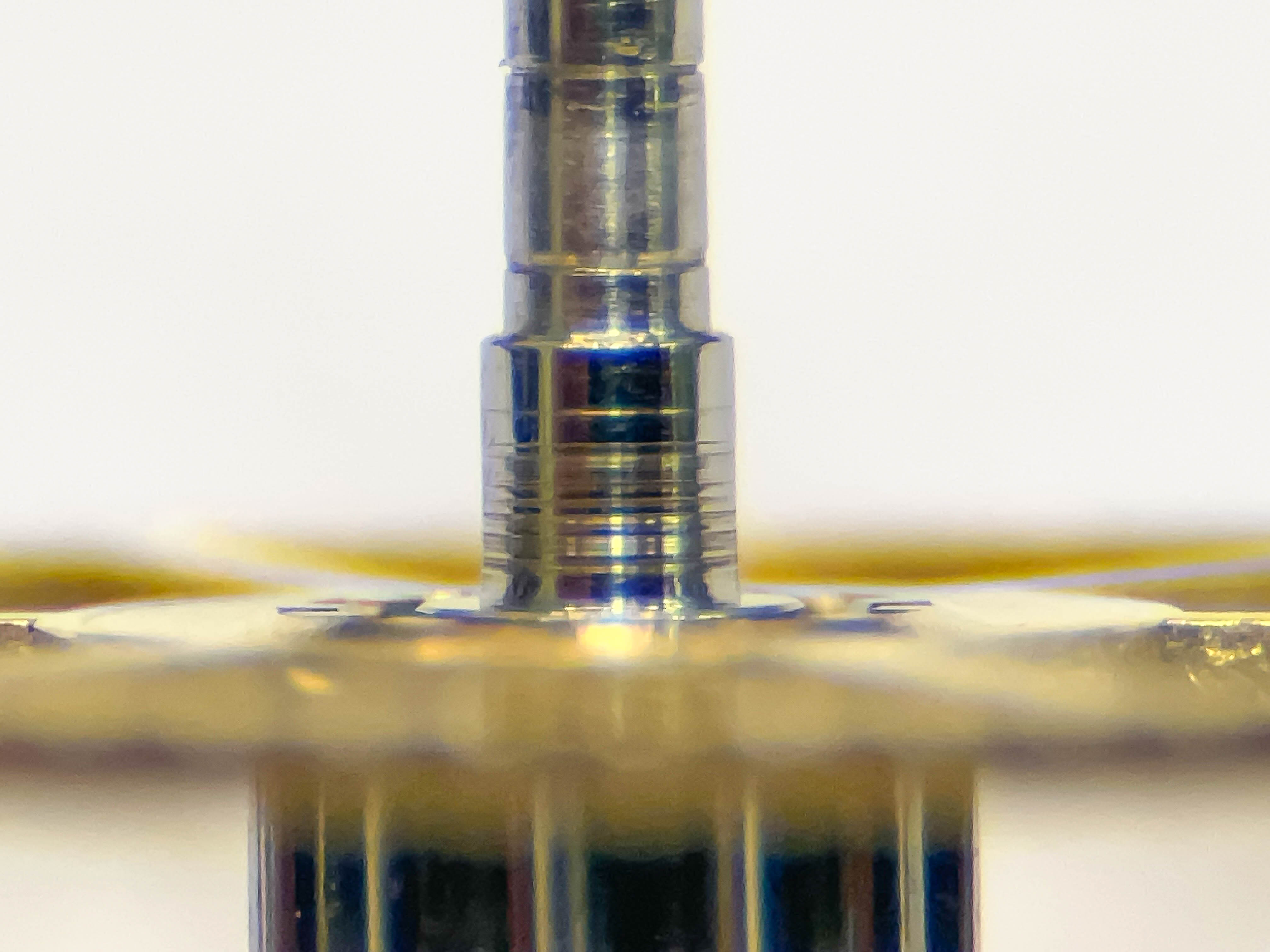
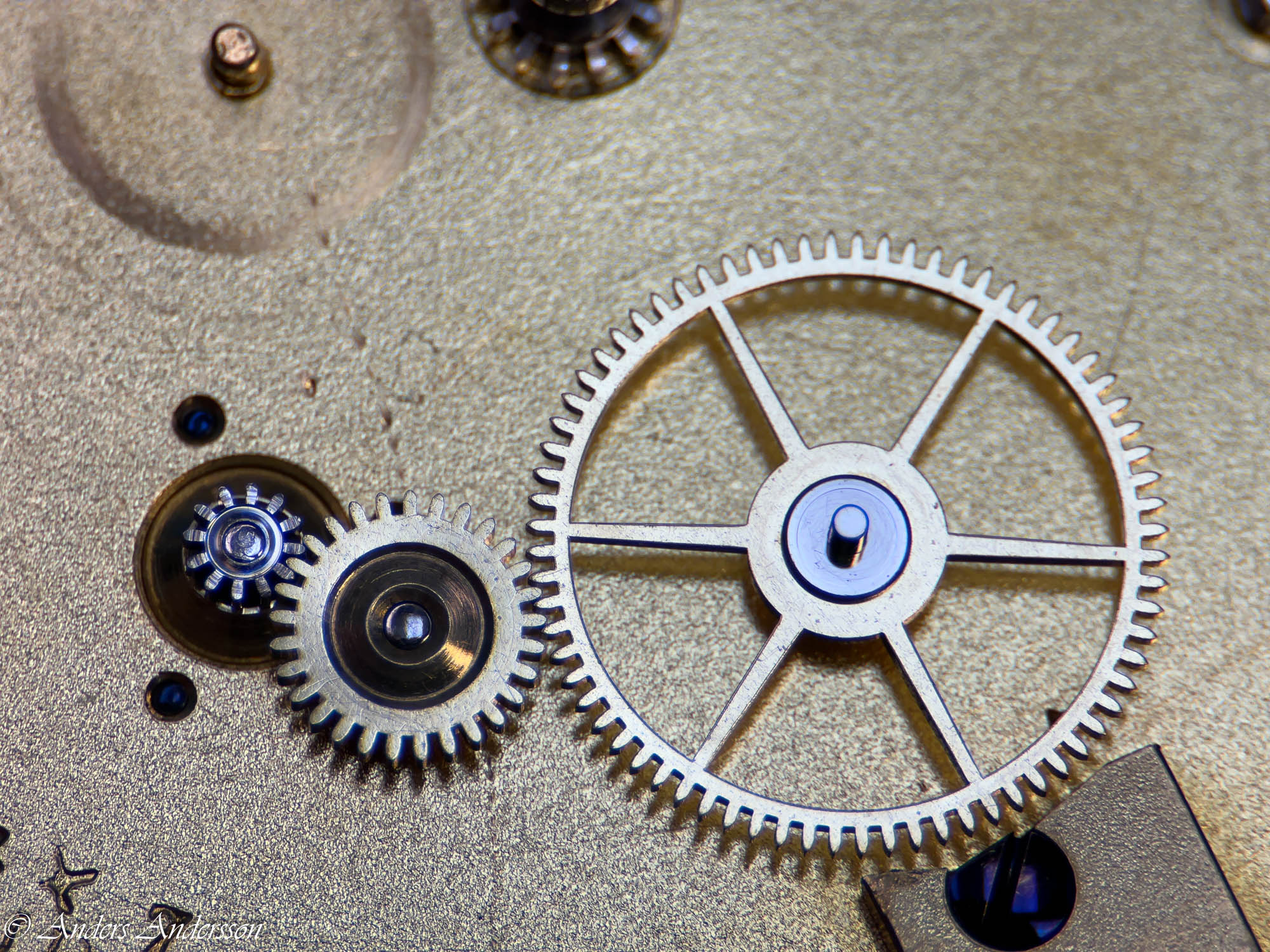
När jag kontrollerade hur gånghjulet fungerade med den nyinfattade stenen upptäckte jag den första överraskningen. Luften i kronhjulet / sekundhjulet var alldeles för stor. Eftersom ingreppet mot gånghjulet är vridet 90° mot kronhjulet är det viktigt att luften är liten så att ingreppet blir korrekt.
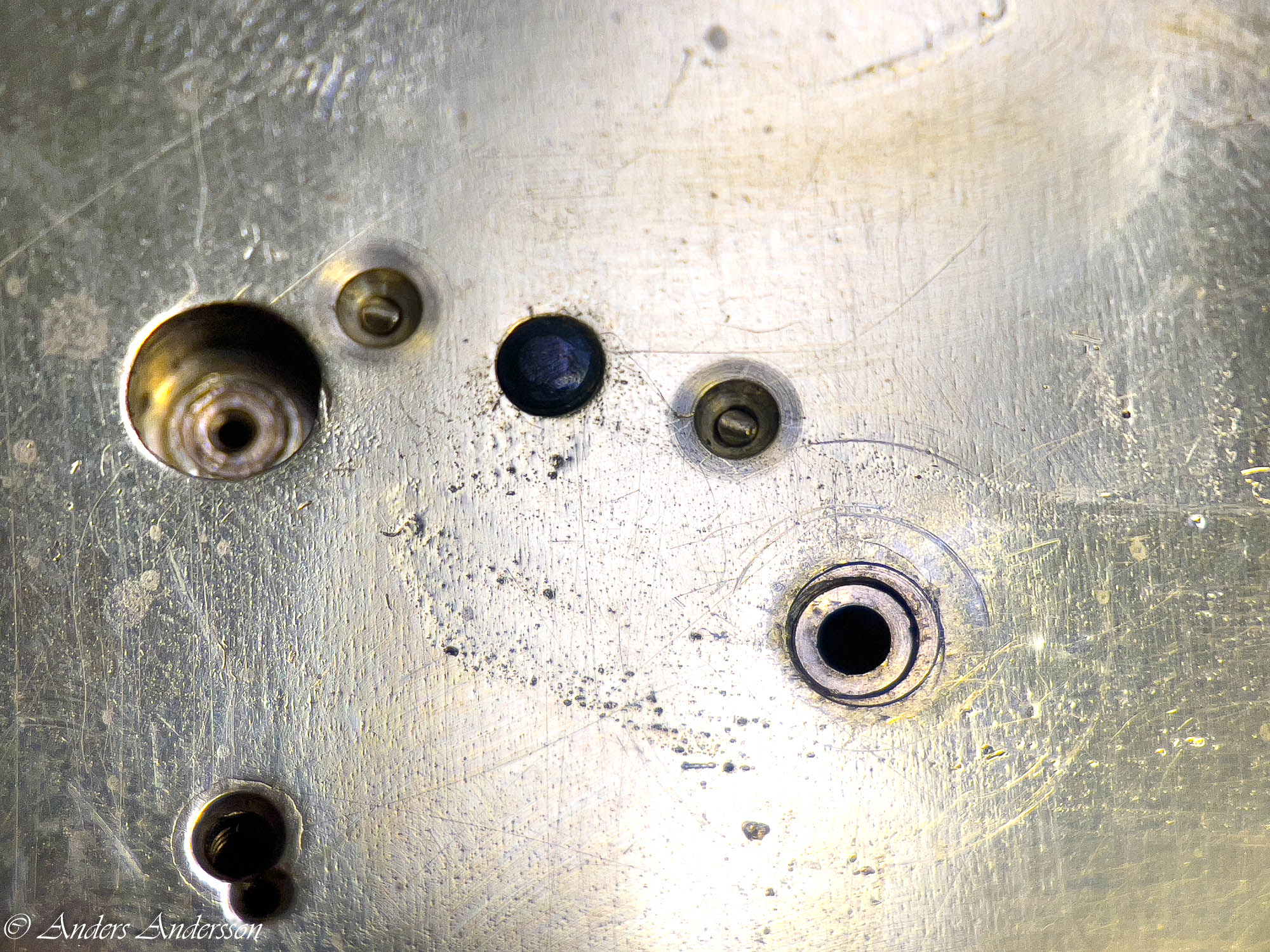
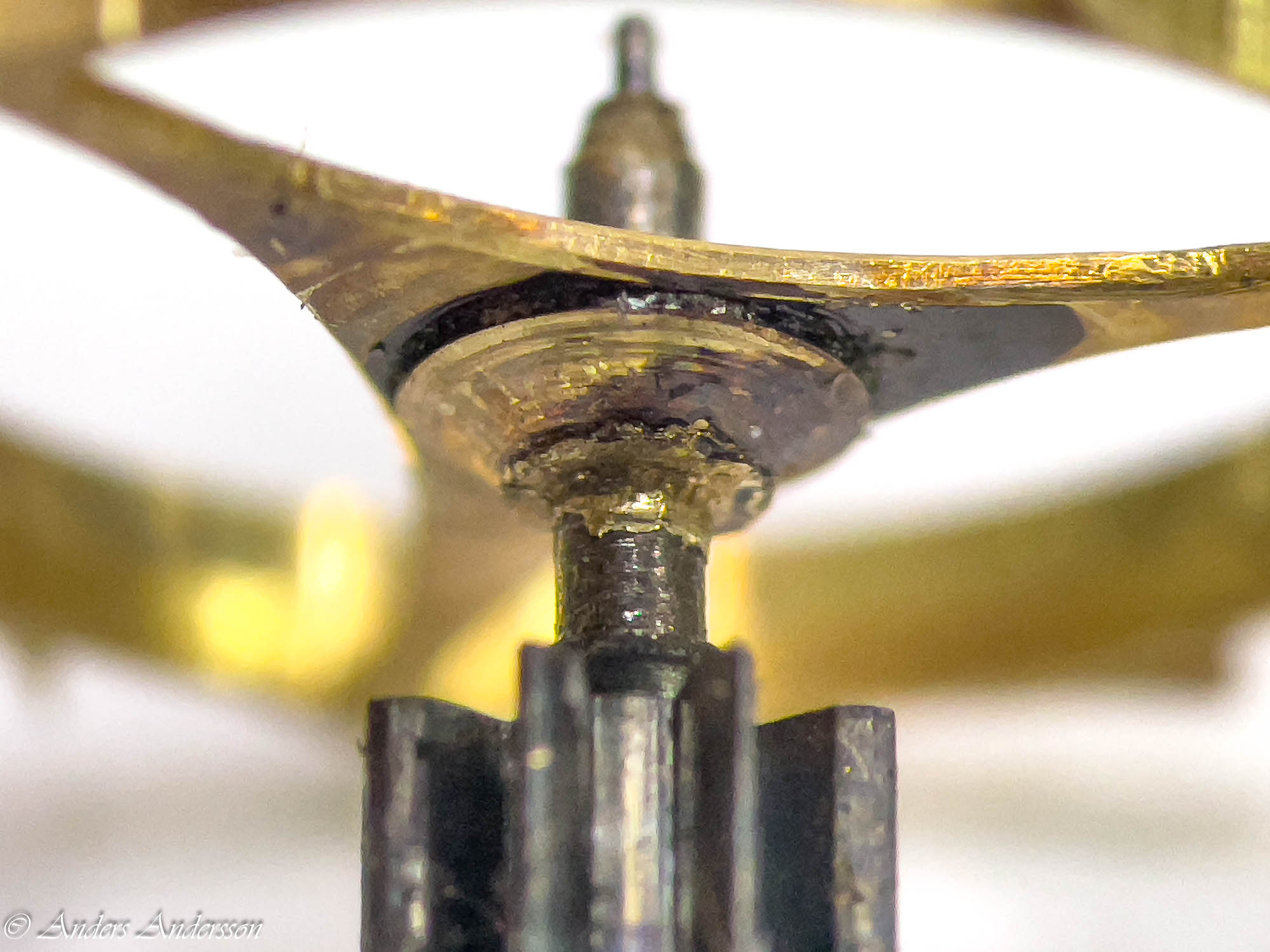
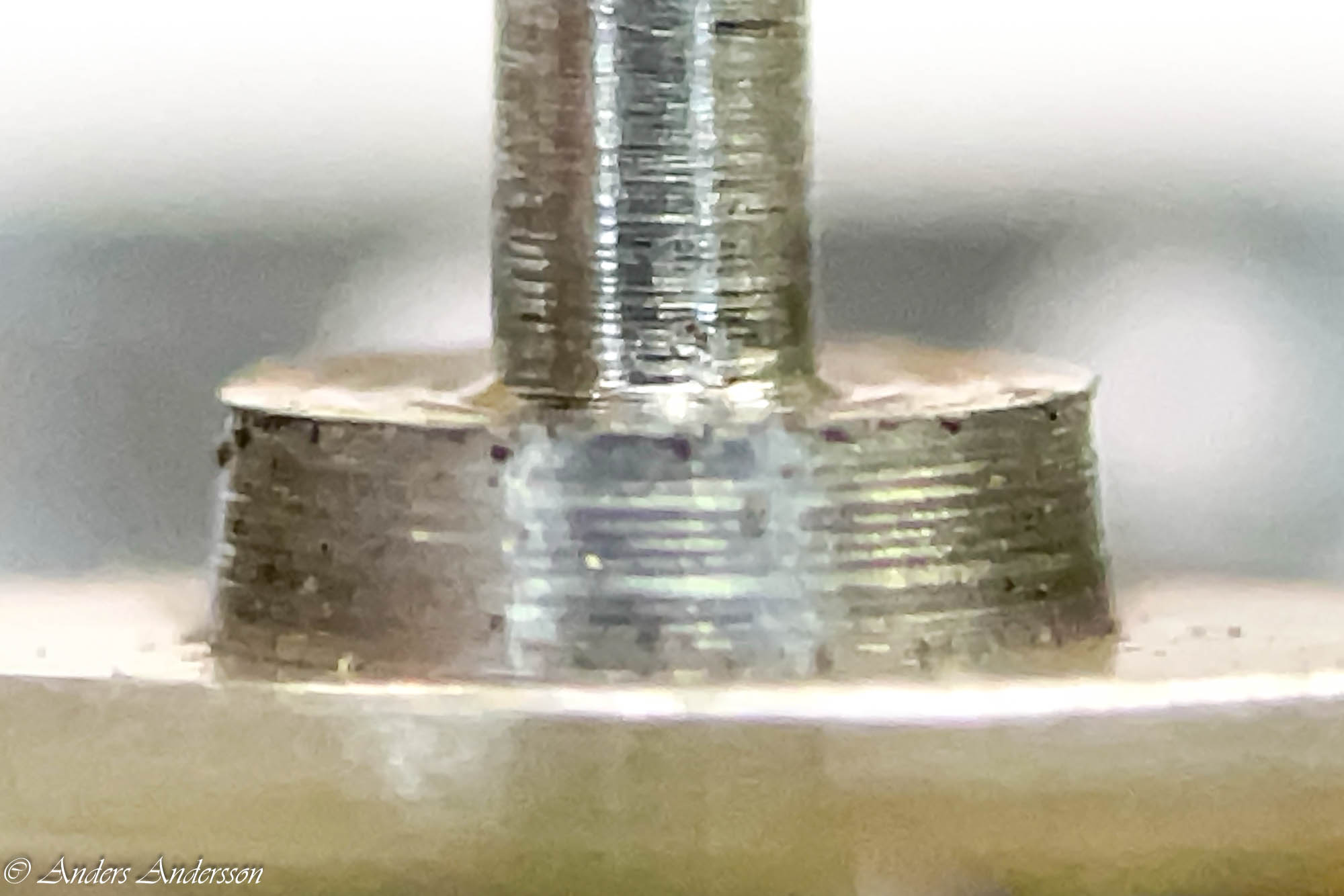
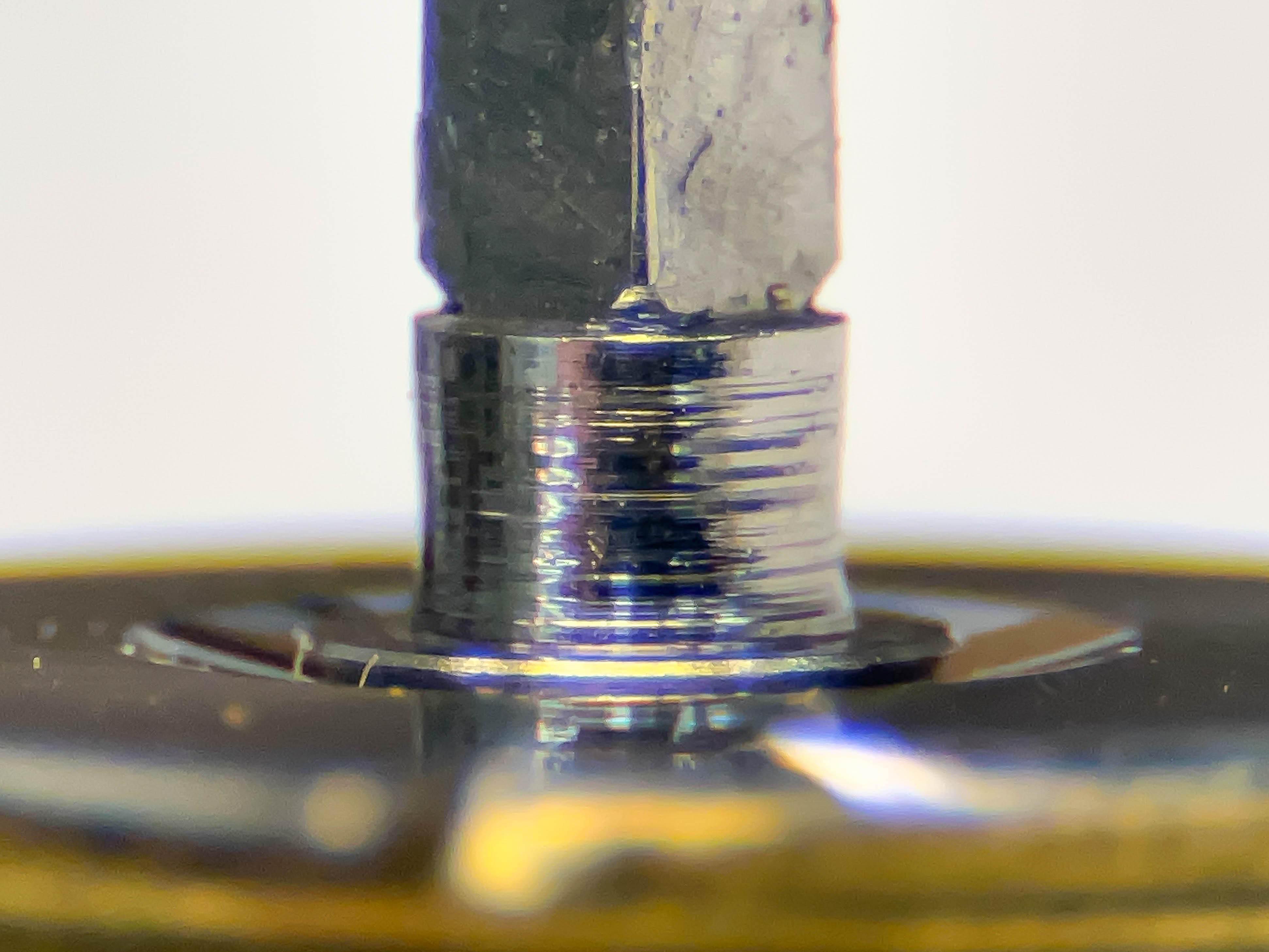
Här ser man att hela stenfattningen är lös, dessutom visade det sig av även stenen var lös i fattningen på samma sätt som i gånghjulskloven.

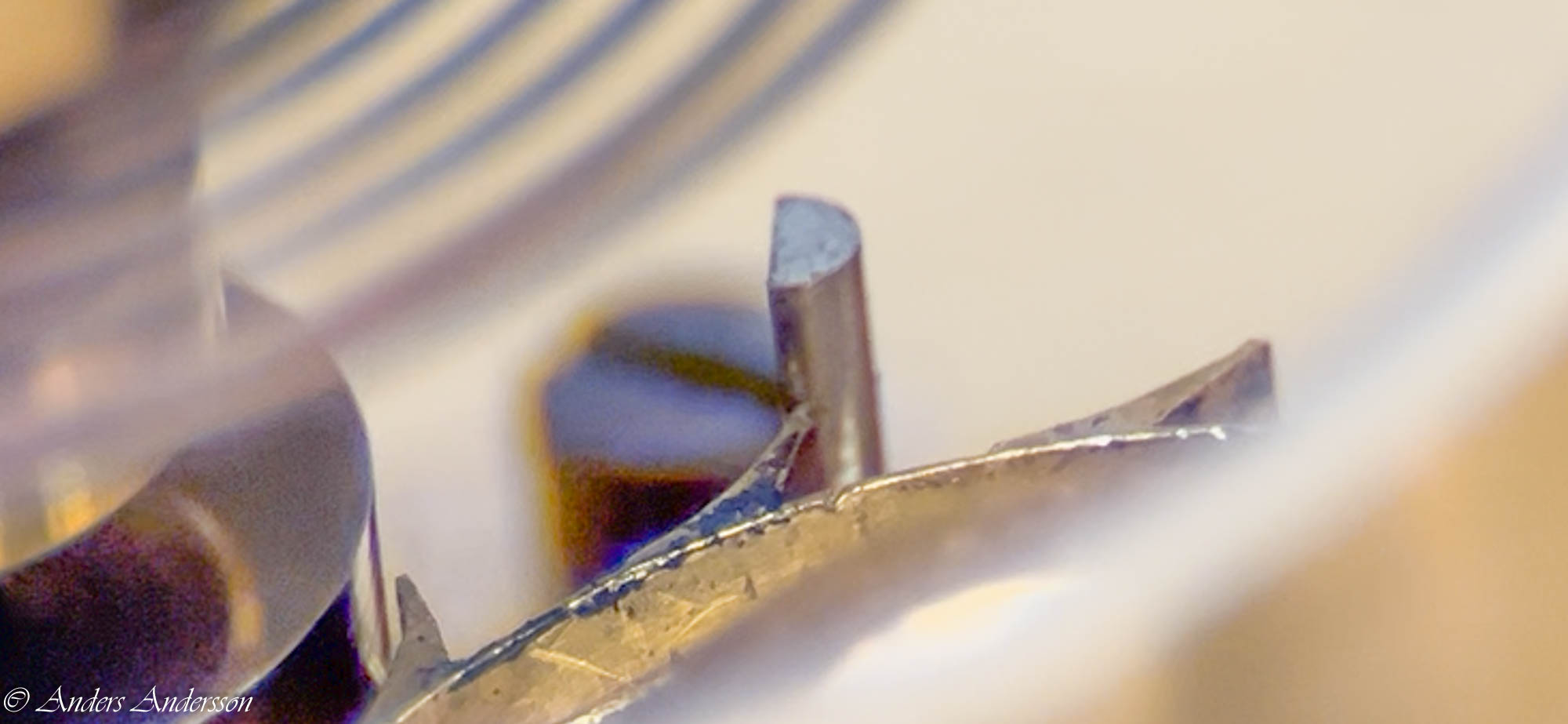
Slarvigt filade ytor.
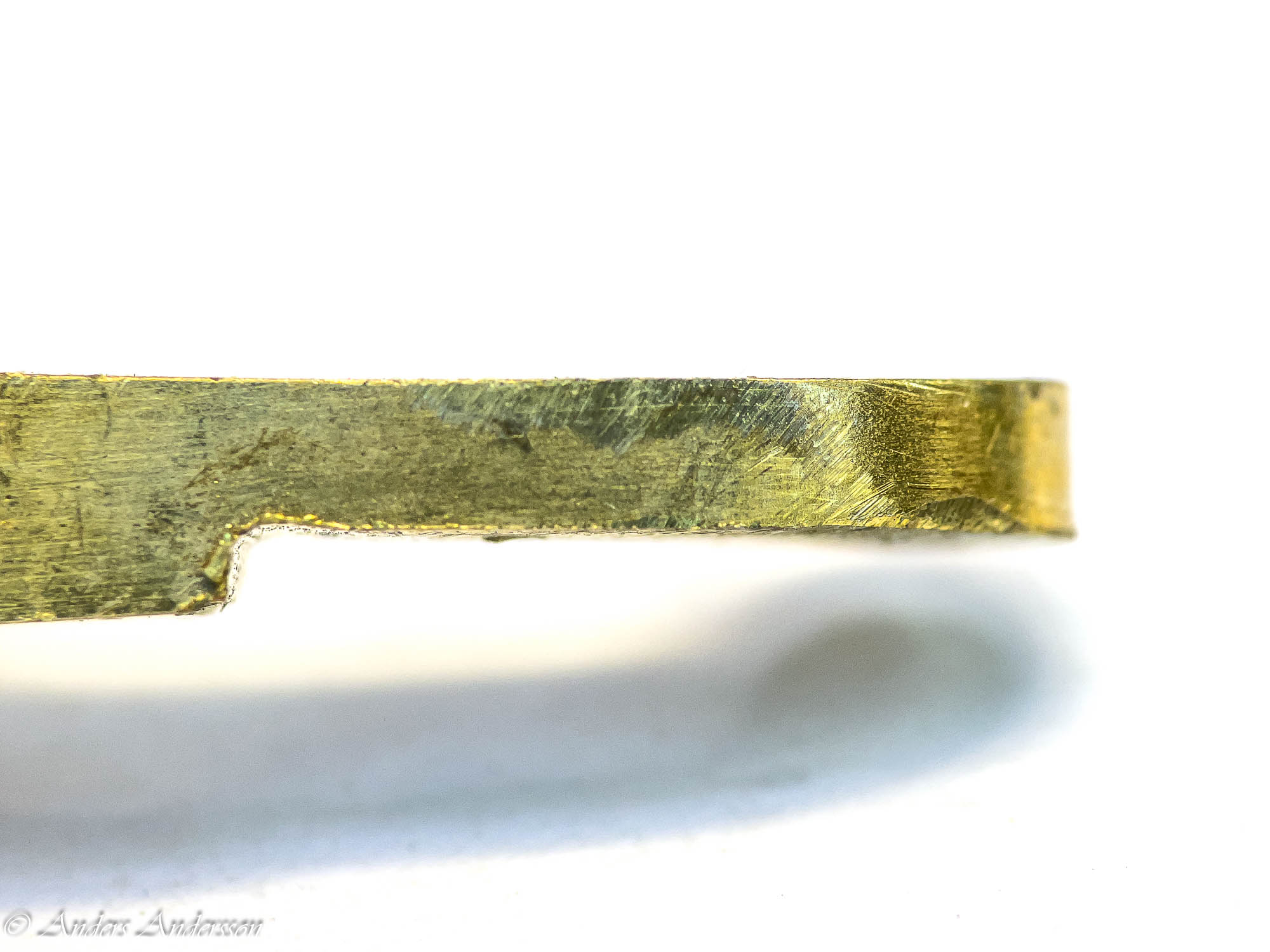
Snett och vint.

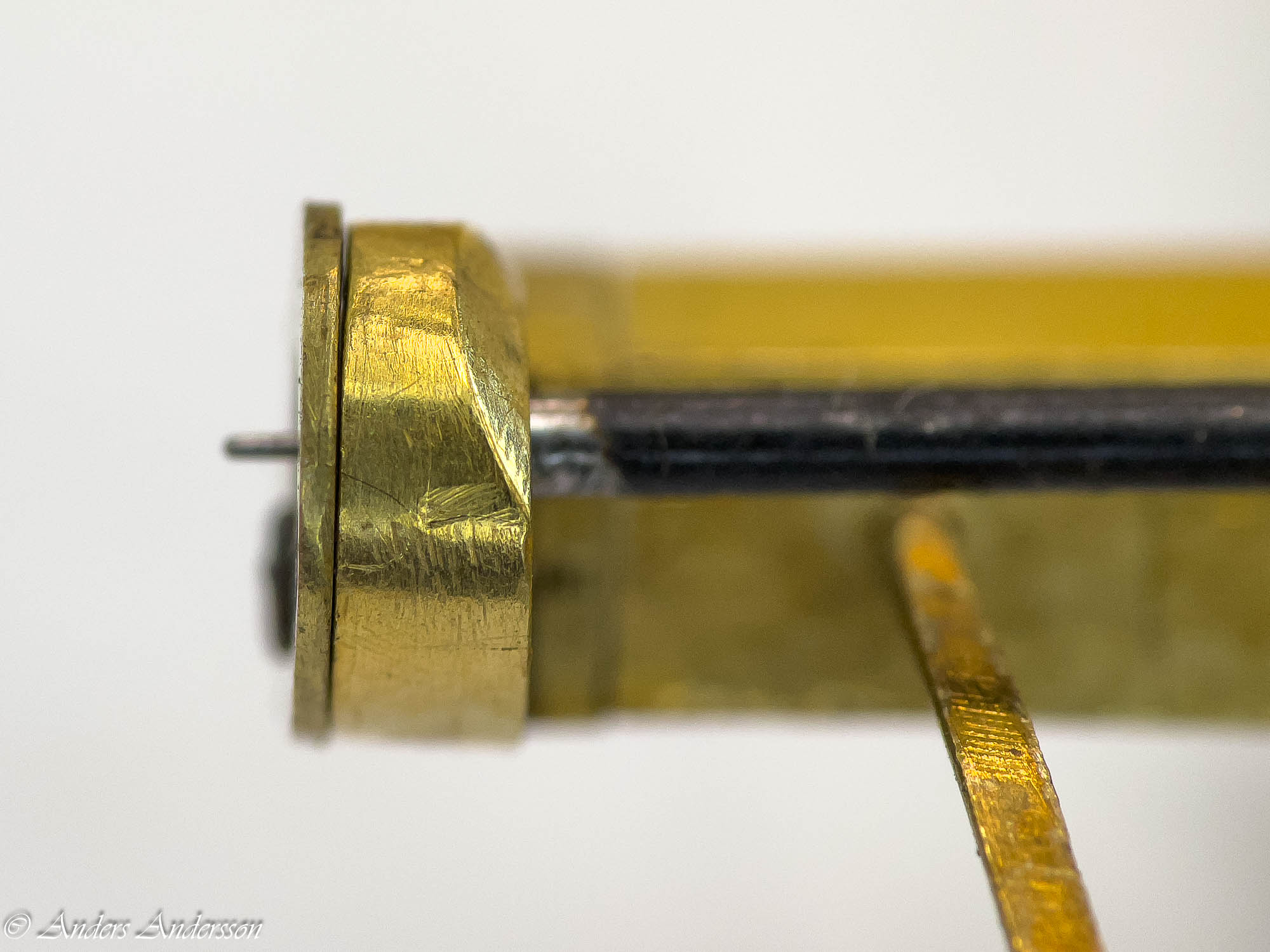
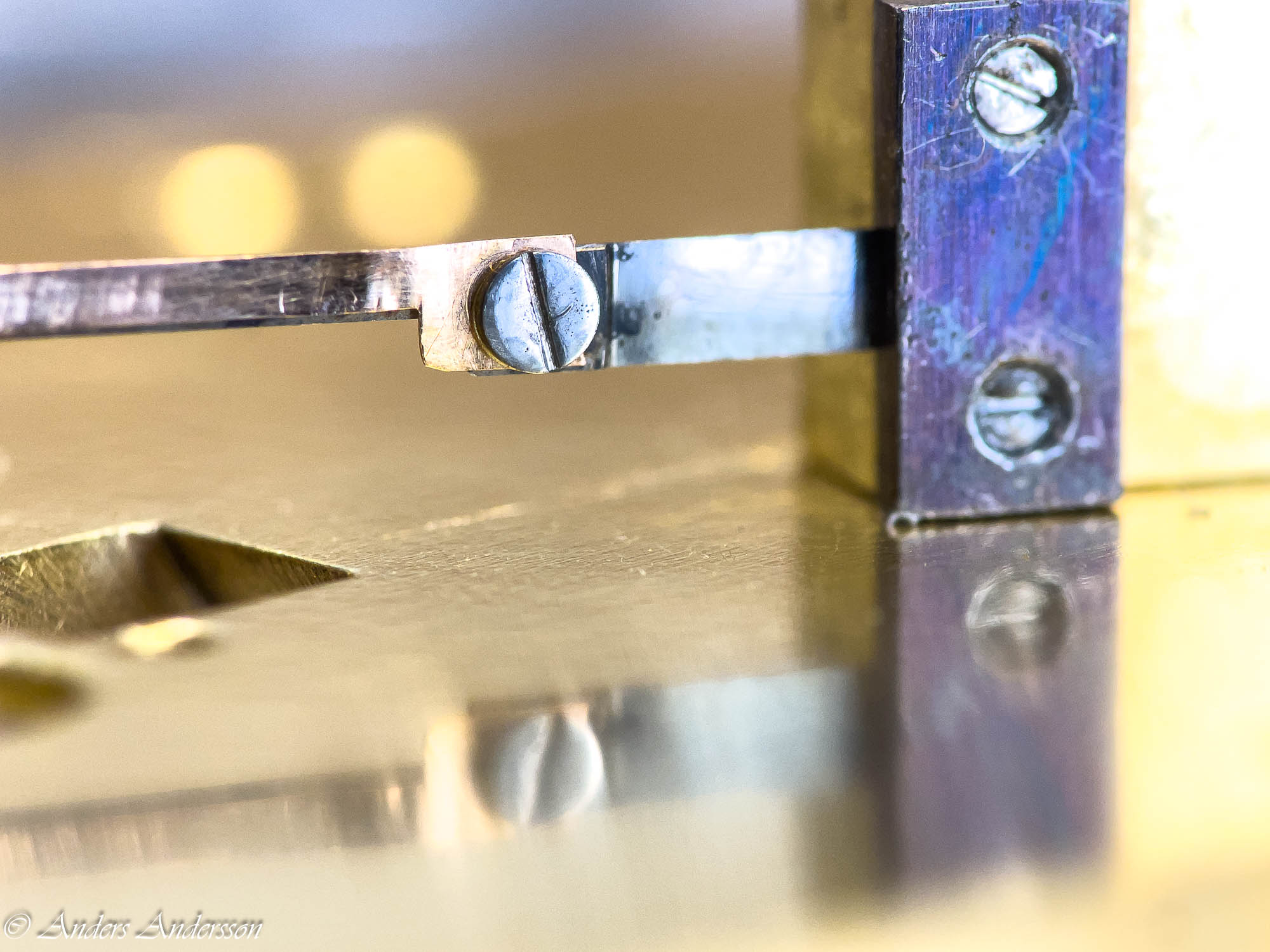
Den skeva brickan ska riktas på stålplanet.

Planfilning och justering av kloven. Plastpåsen i skruvstycket skyddar mot repor och skav.

Här planfilar och riktar jag upp ytan för motstenen.
Nu sluter brickan tätt mot stenen.

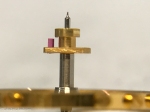
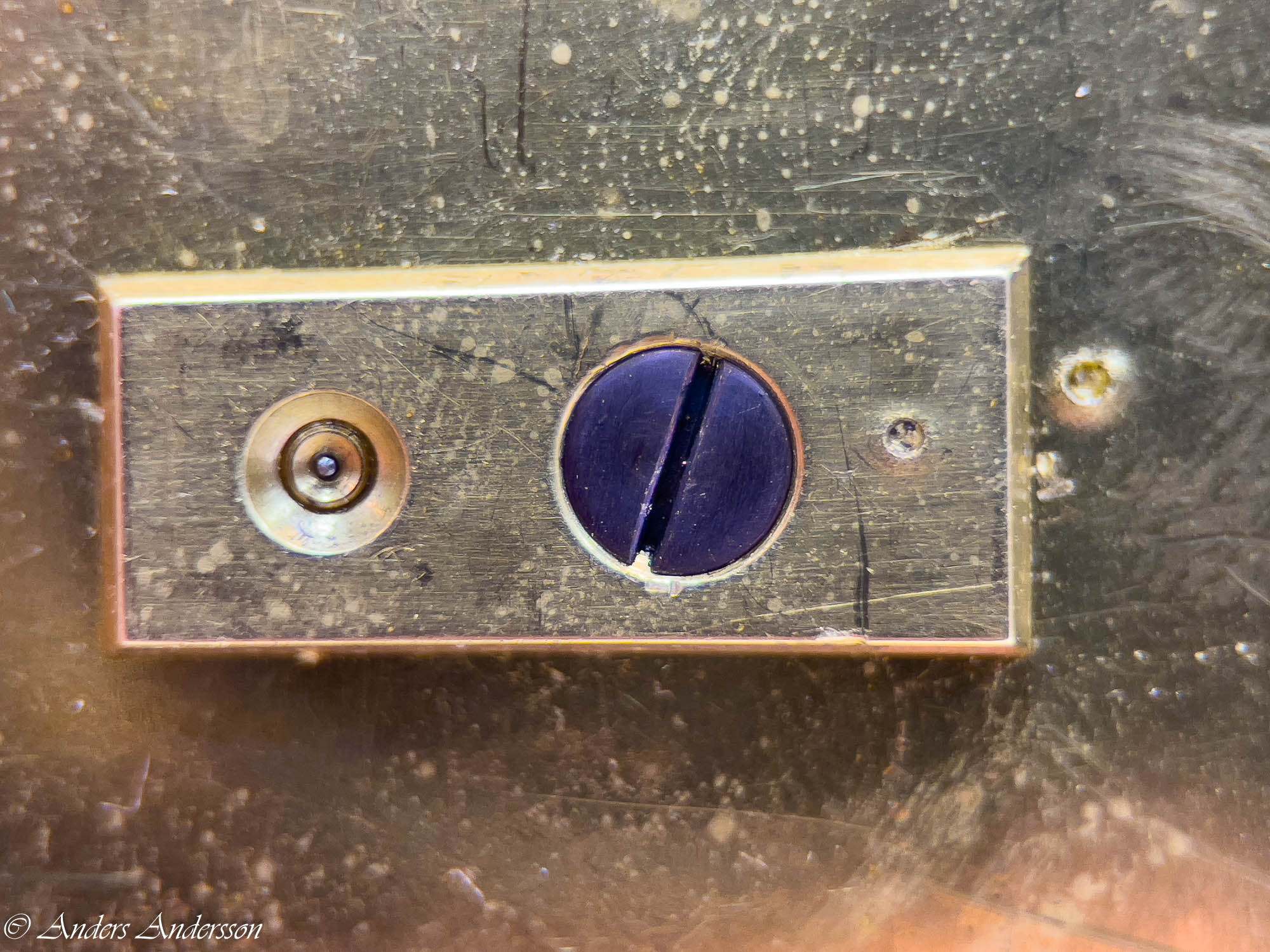
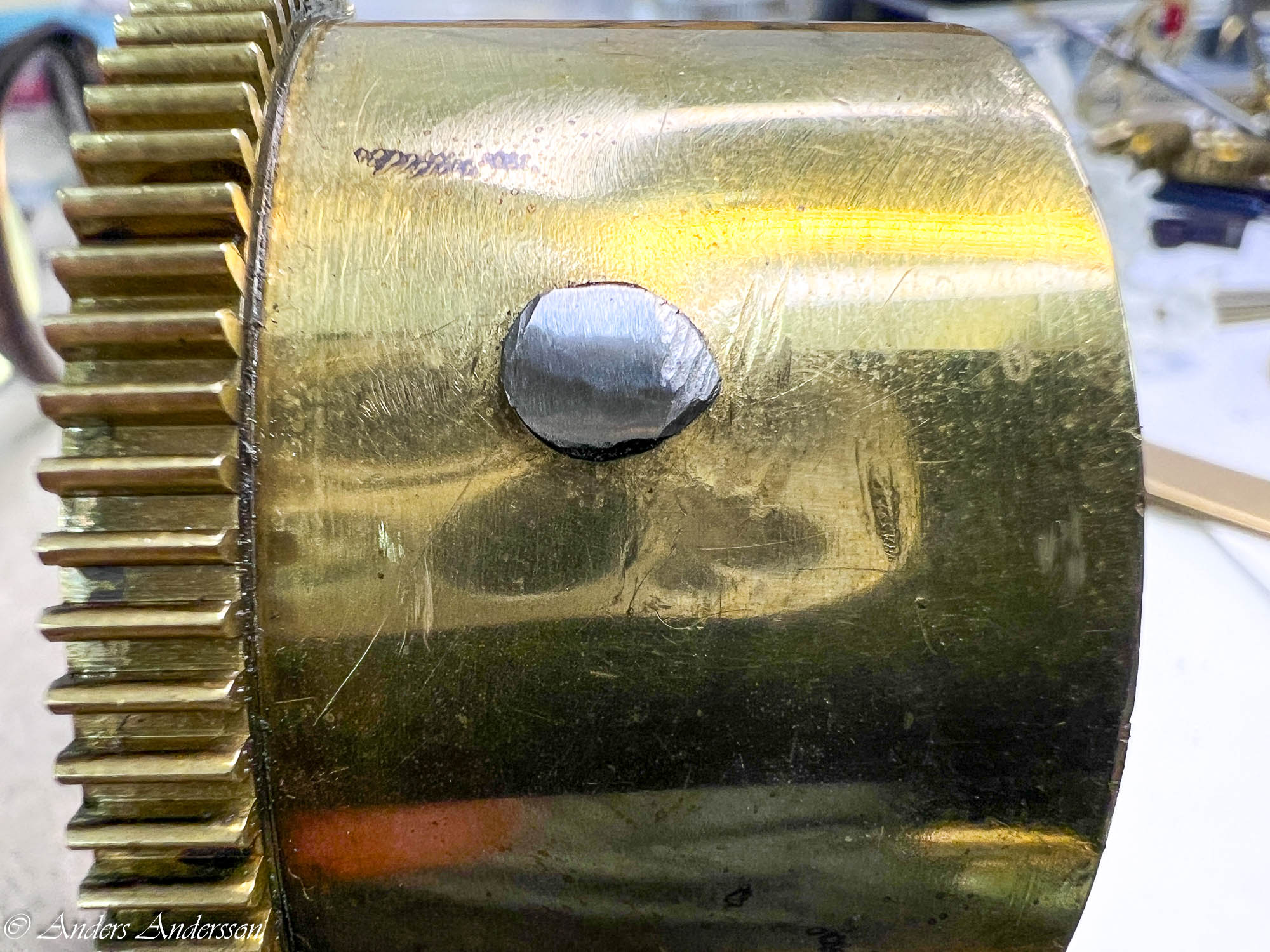
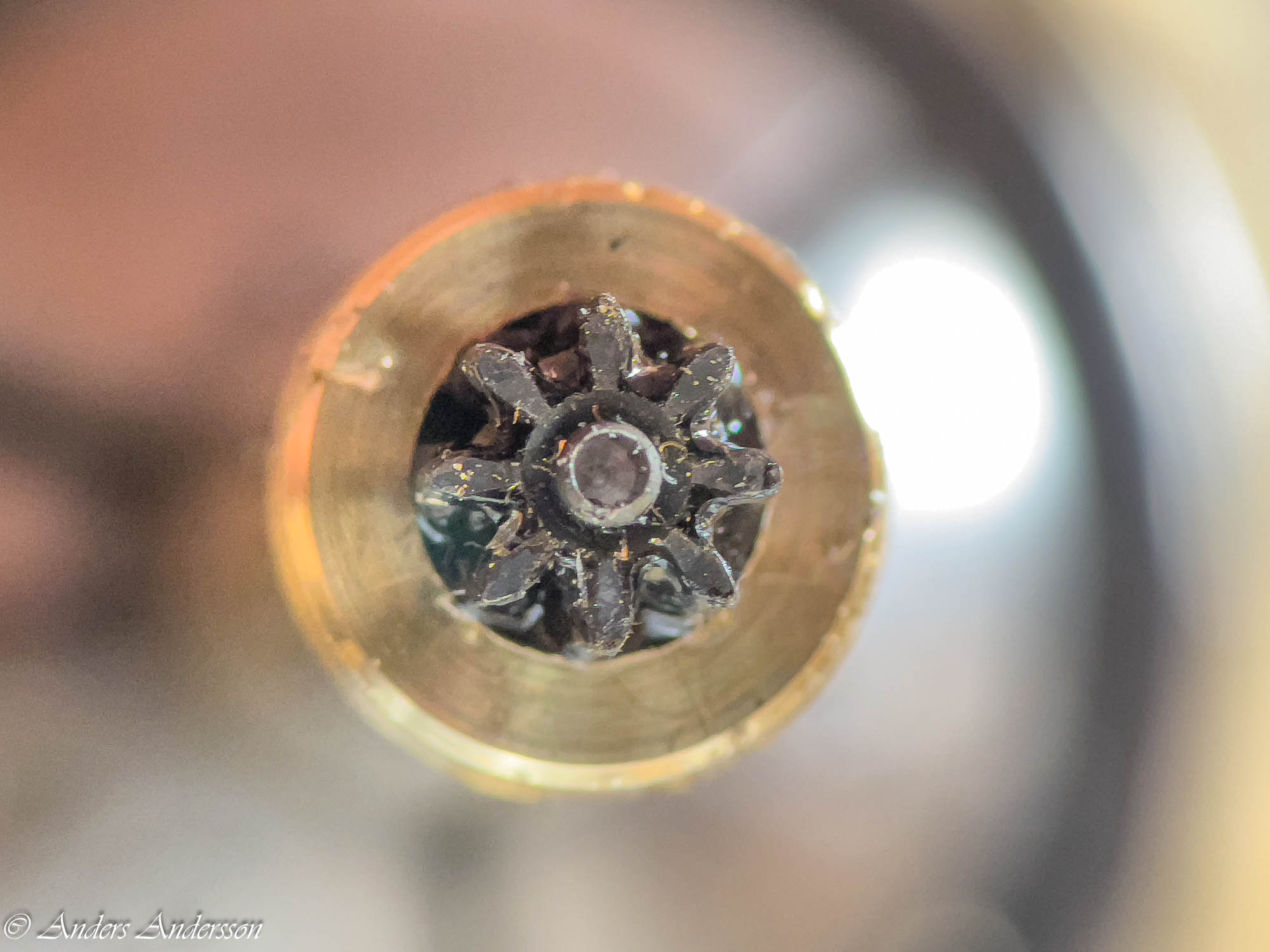
Den vackert slipade motstenen för kronhjulet. Här har man valt en ovanlig, djupröd sten av hög kvalité till skillnad mot de mer rosa, vanligare stenarna.
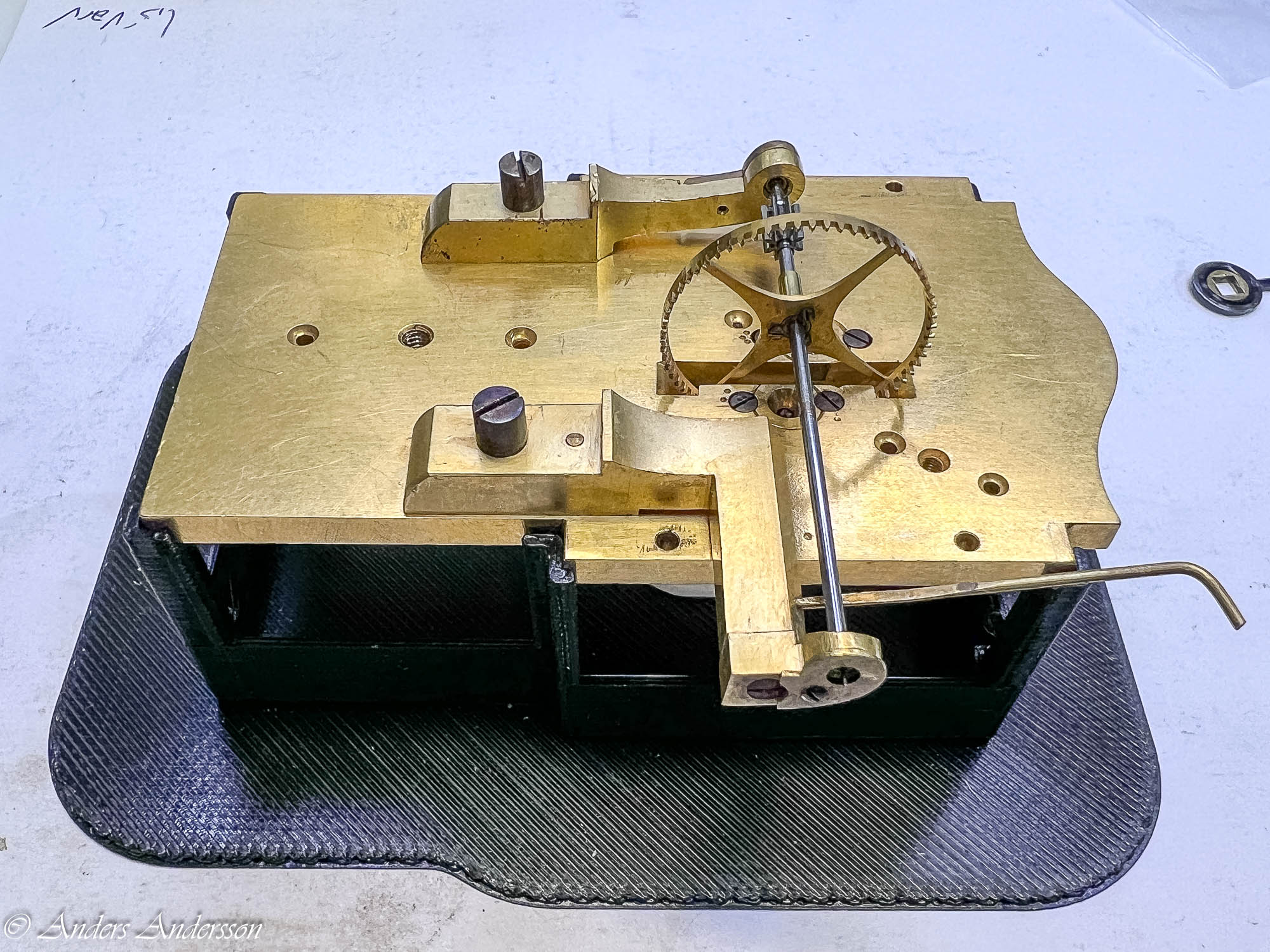
Kontroll av kronhjulet så att det löper runt. Notera smuts, oxid, rost mm.
Rostiga skruvar på kronhjulet.
Kronhjulet efter rengöring.
Kronhjulet på plats.
Kronhjulet rengjort och polerat. Alla lager injusterade.
Källor:
Das Fassen von Lagersteinen für Uhren, Uhrmachermesister Herbert Schöneck, Deutscher Uhrmacherkalender 1941, S. 124 ff.
Ovanstående artikel ingår som bilaga i häftet Die Edelsteine und Ihre Bearbeitung für Uhrmacherei, Bijouterie und Industrie, Trincano, L. Detta utmärkta häfte finns att beställa i en faksimilutgåva hos Historiche Uhrenbücher.









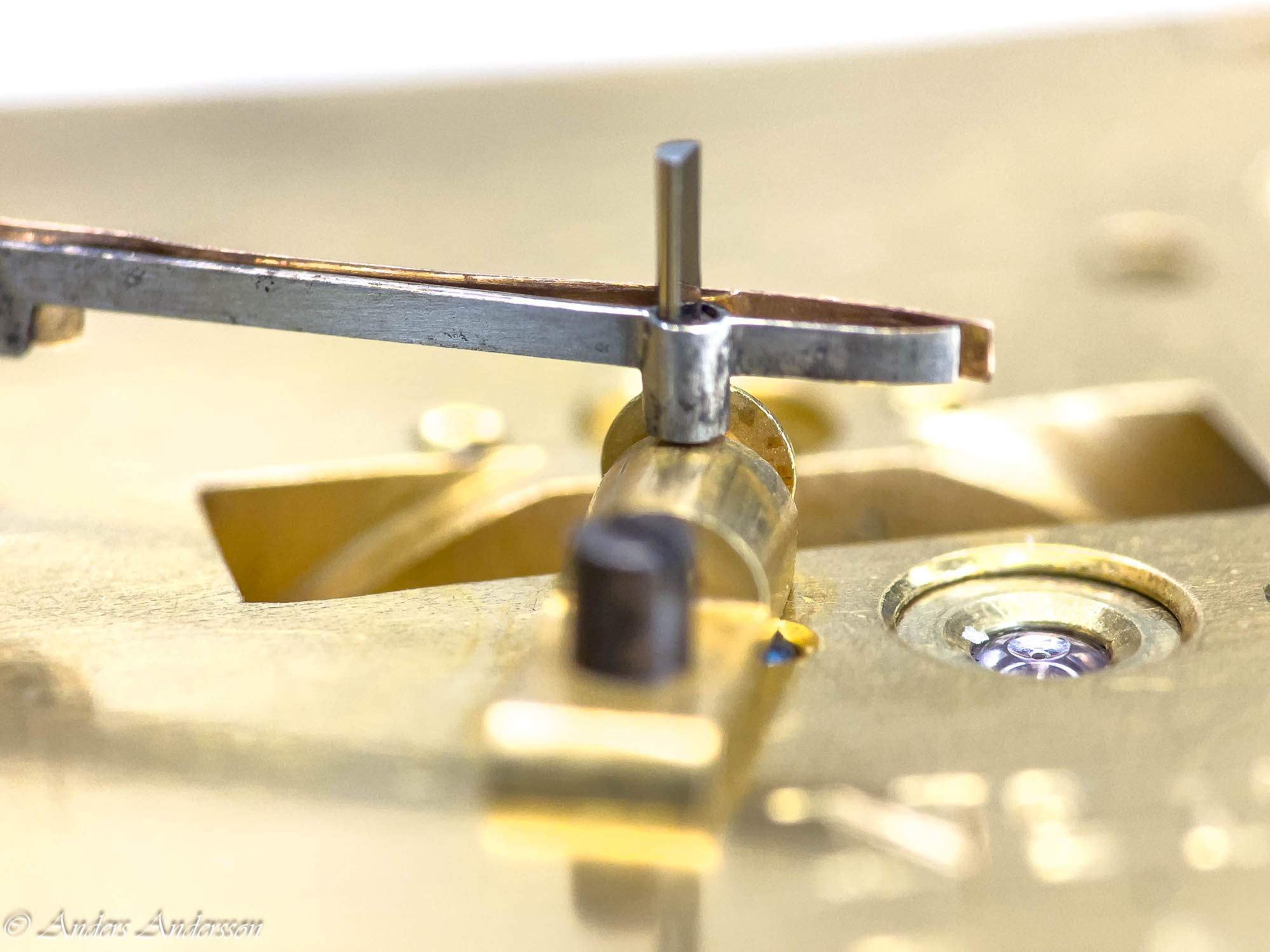












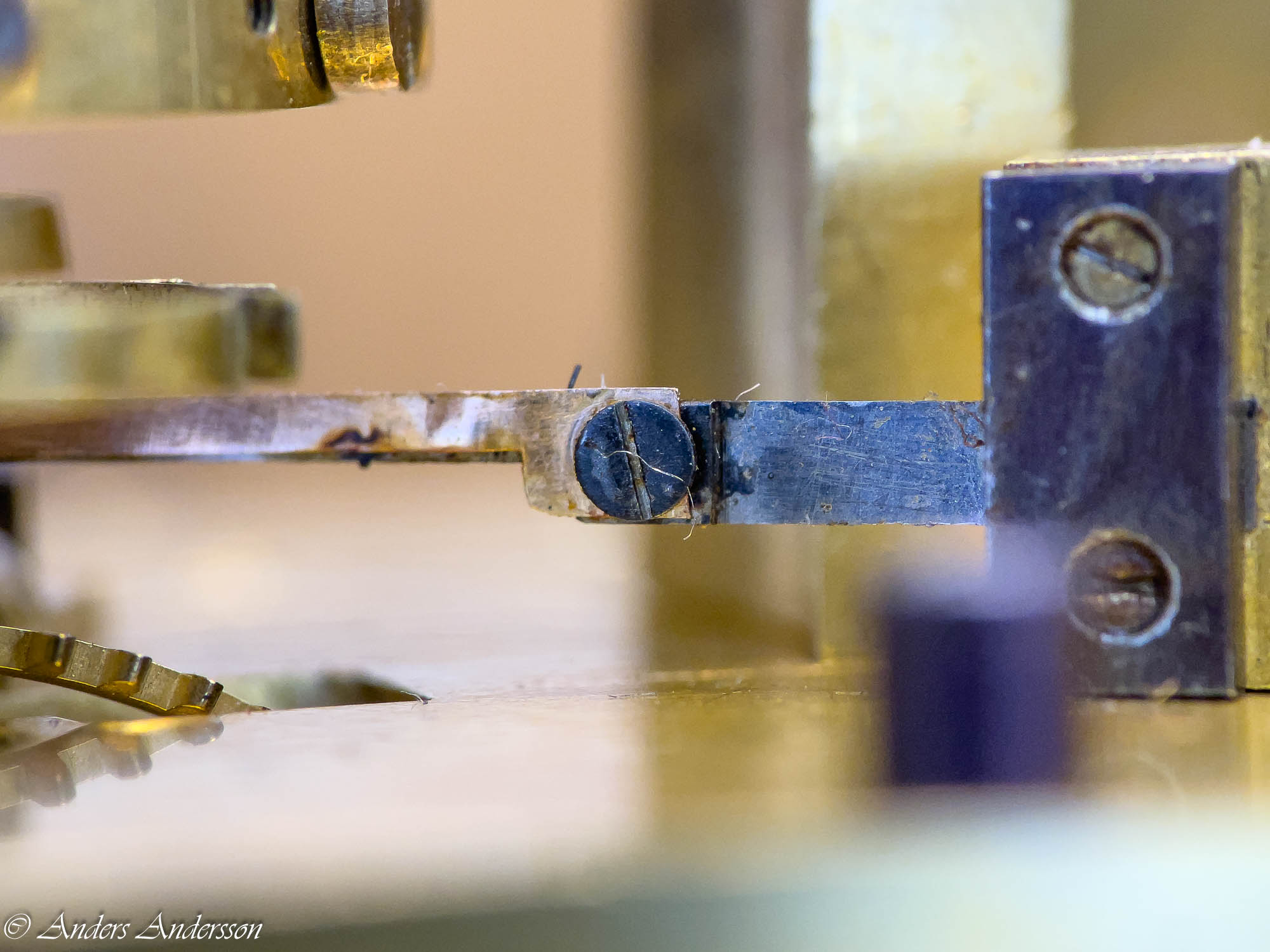
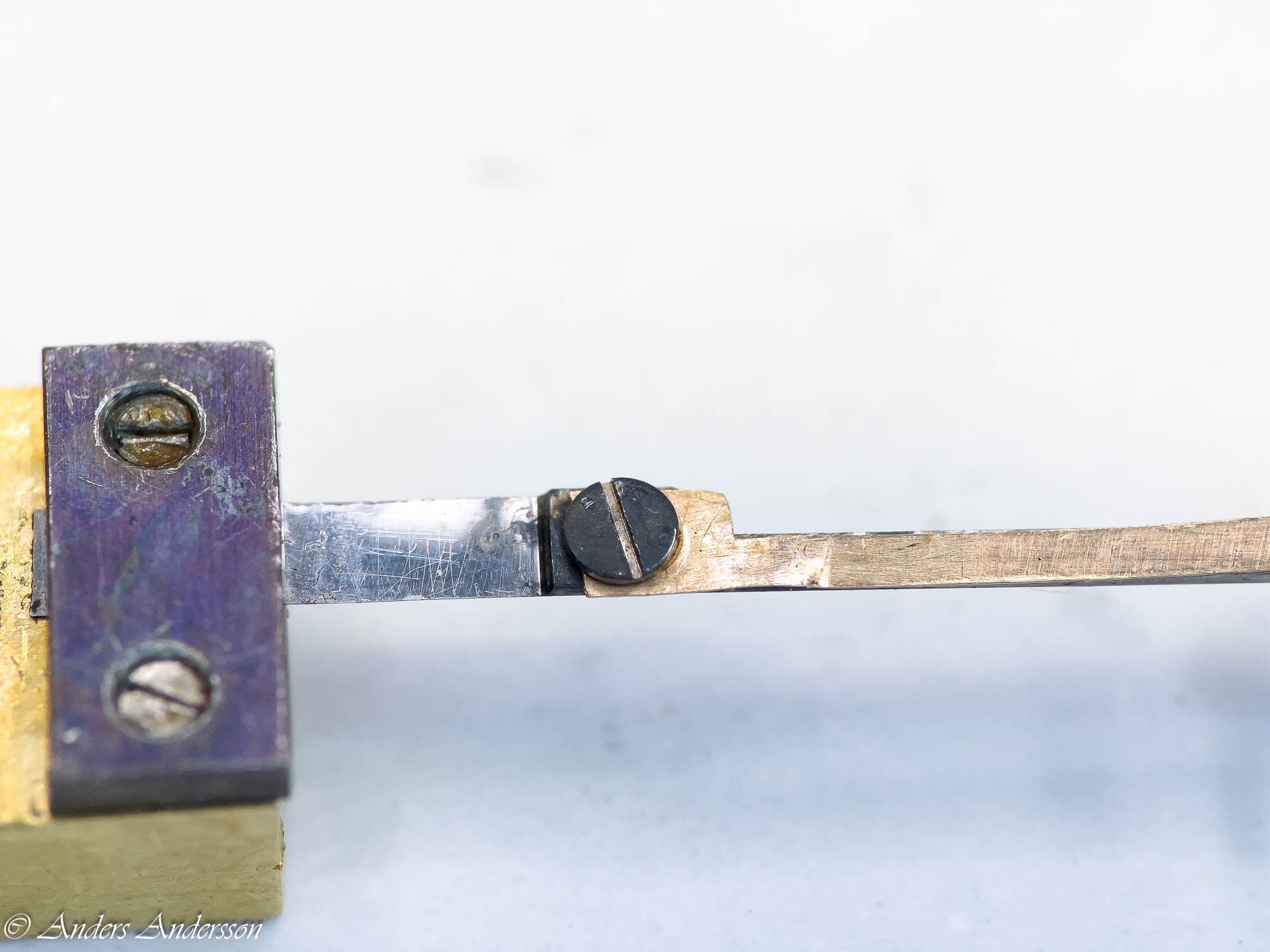



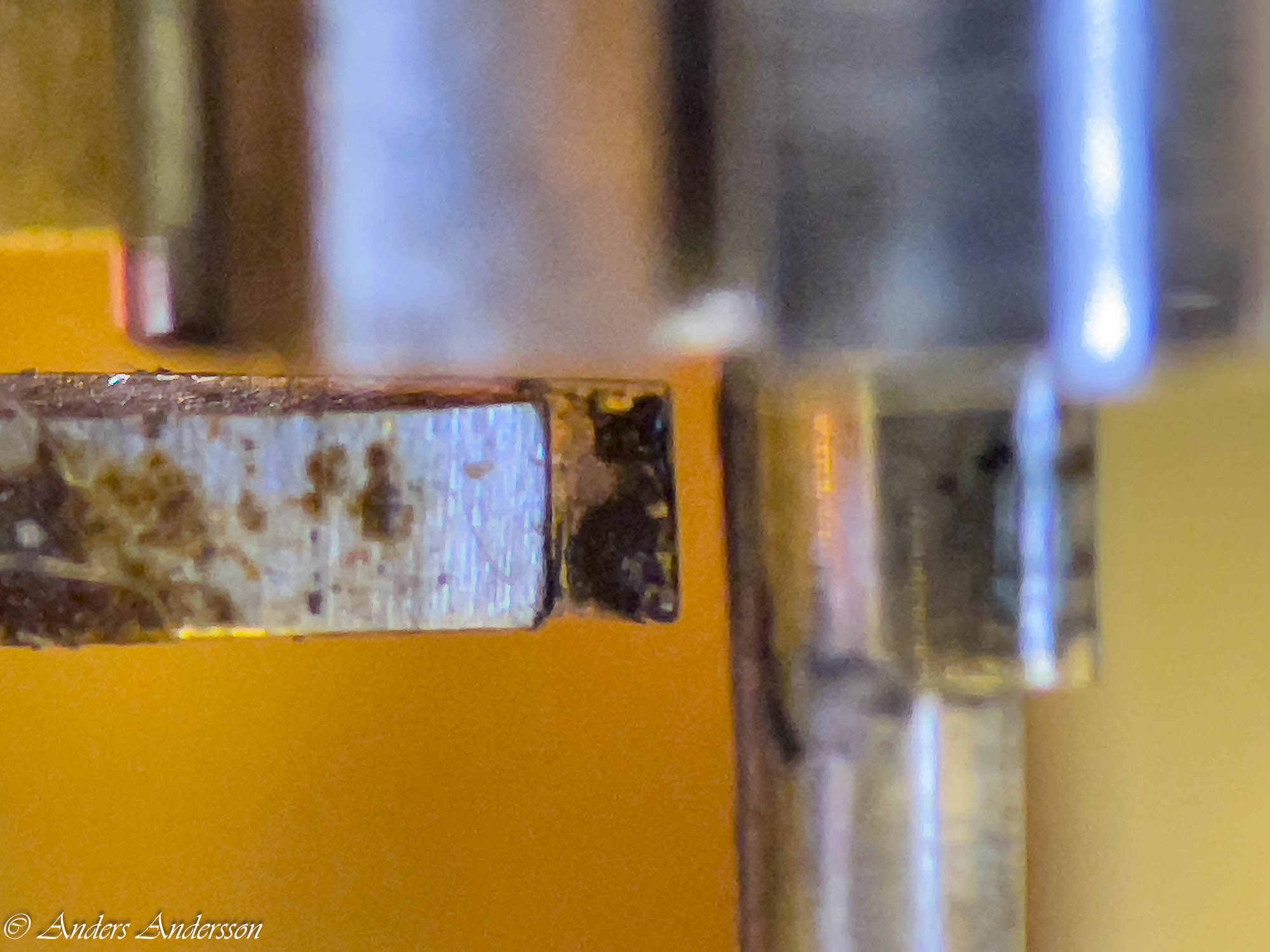


















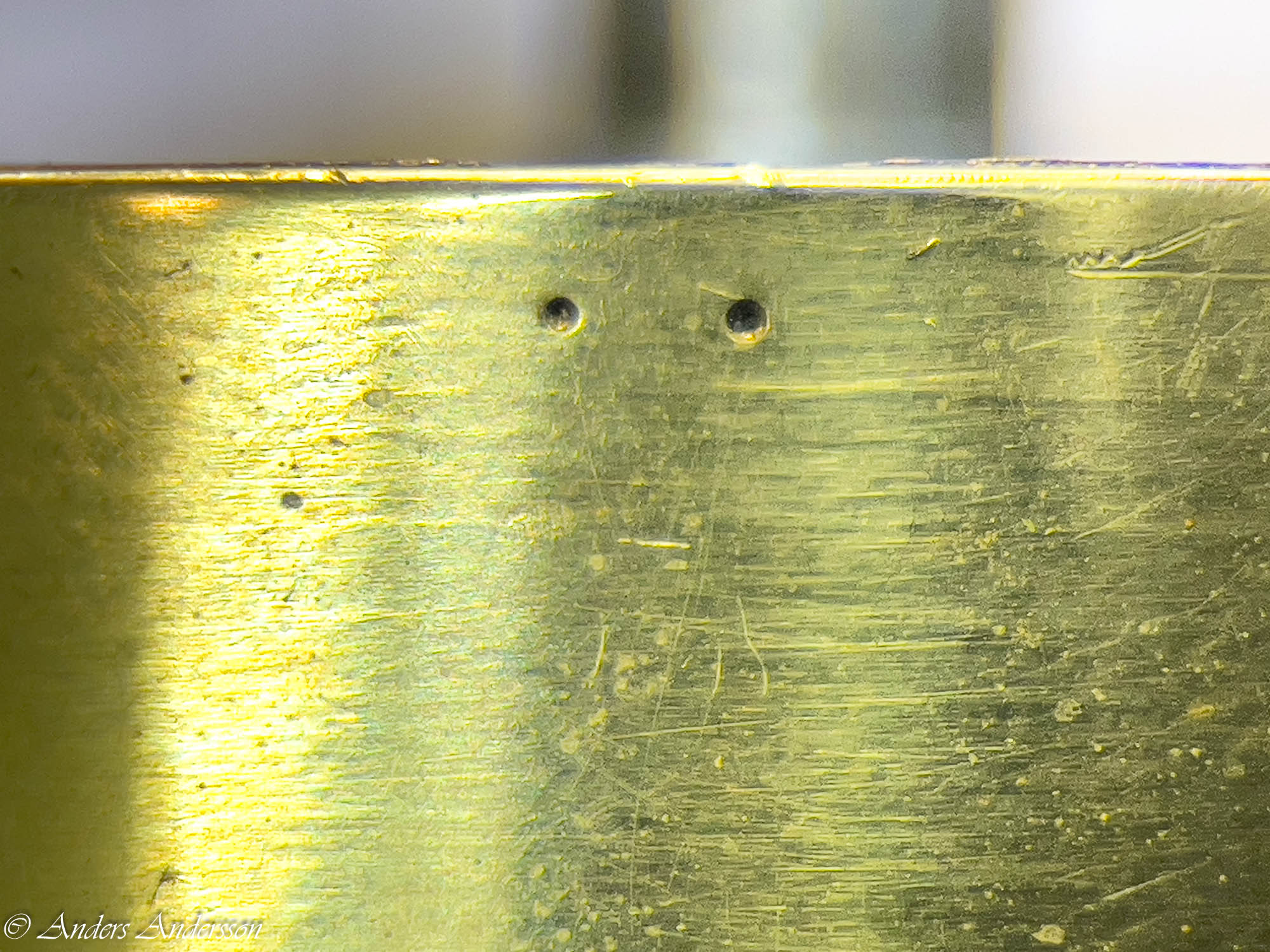







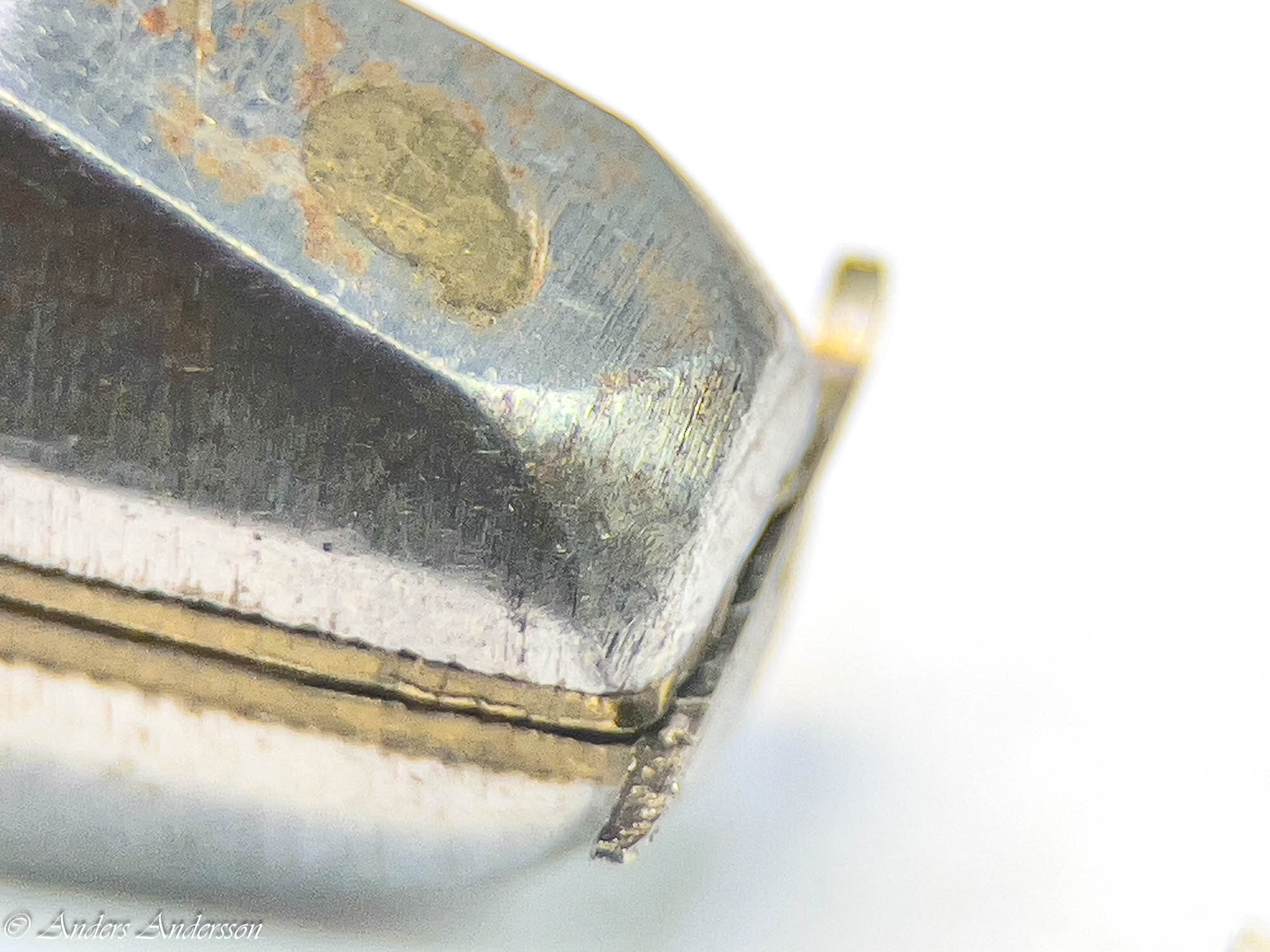










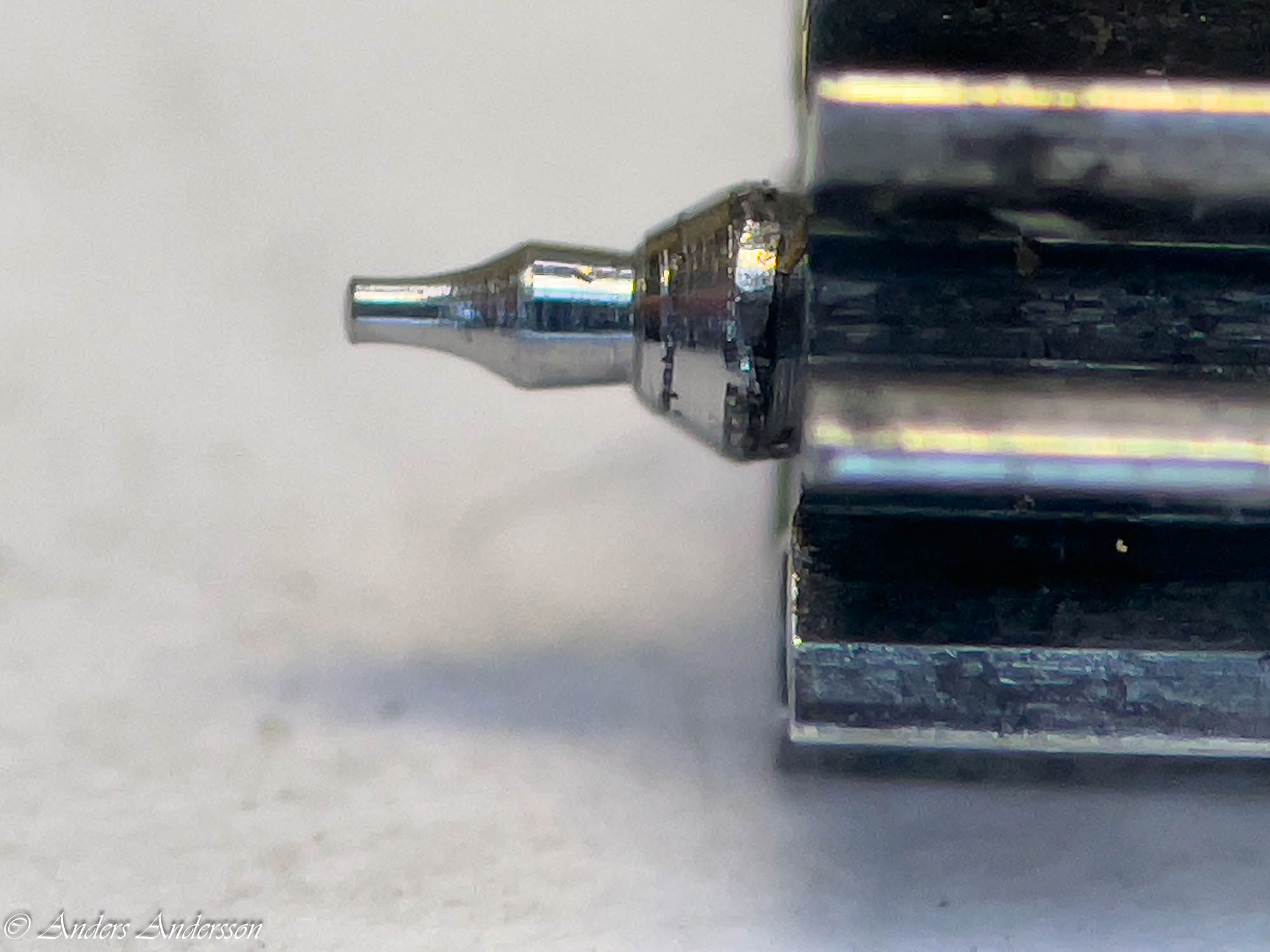



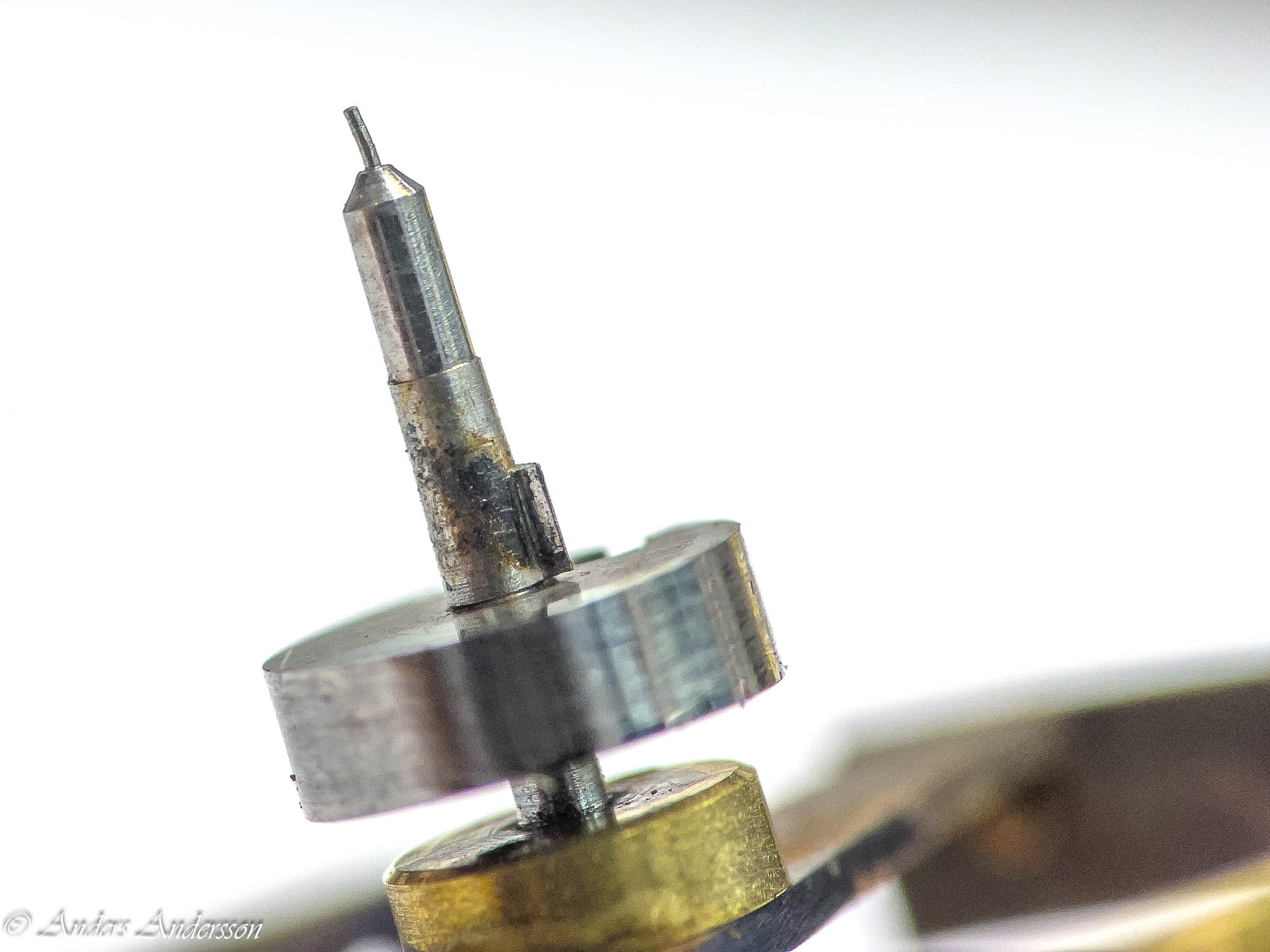
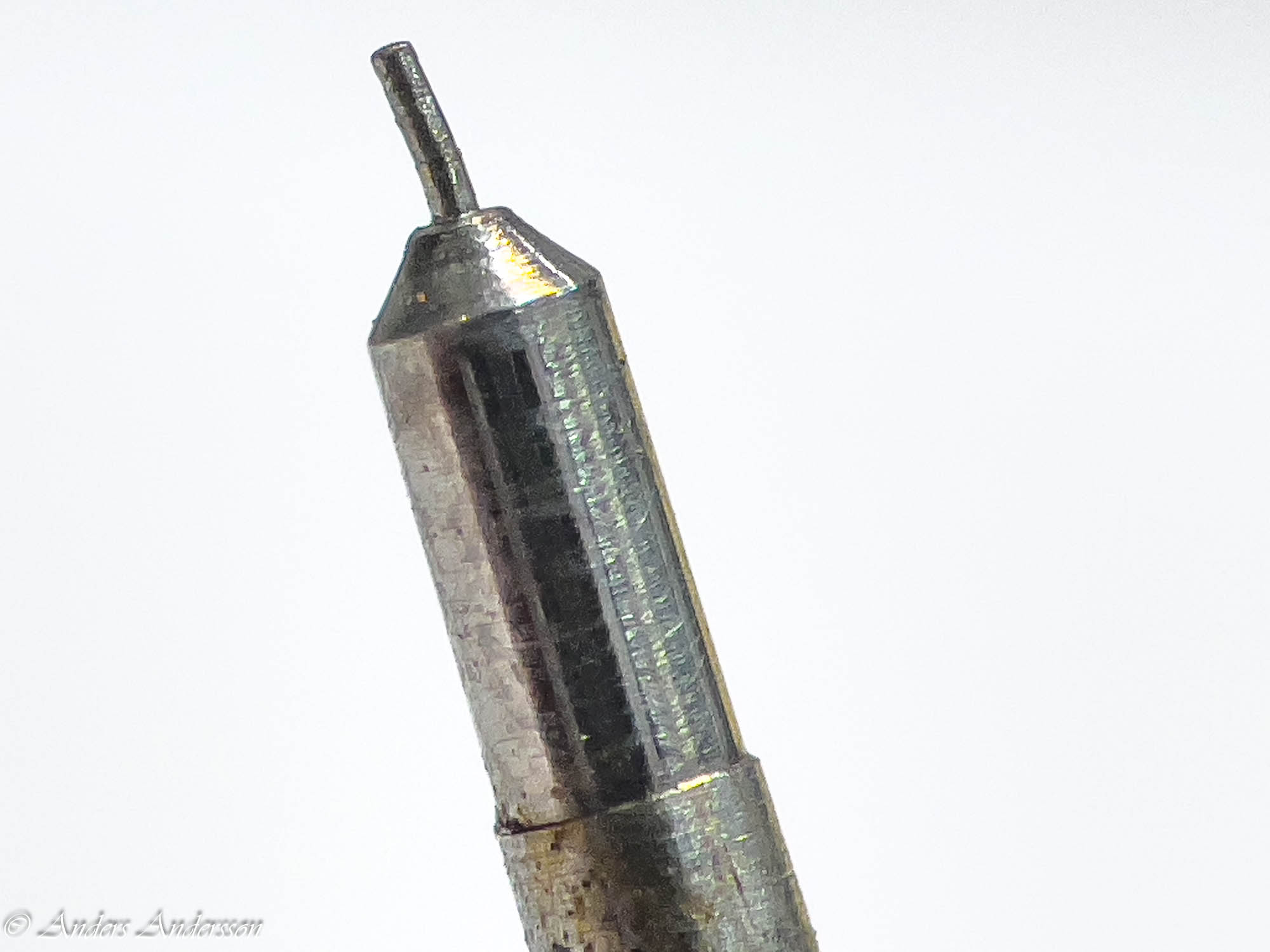












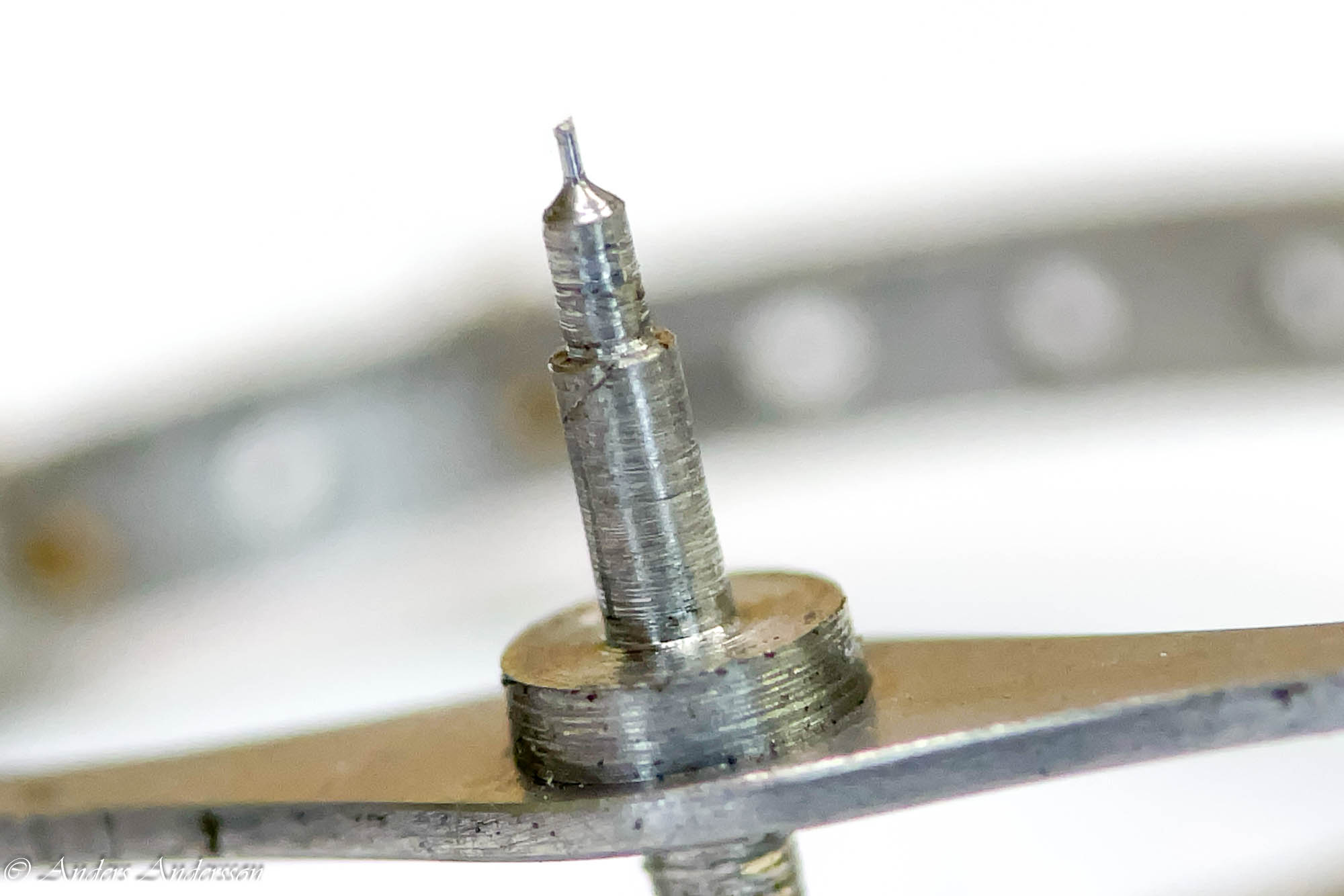

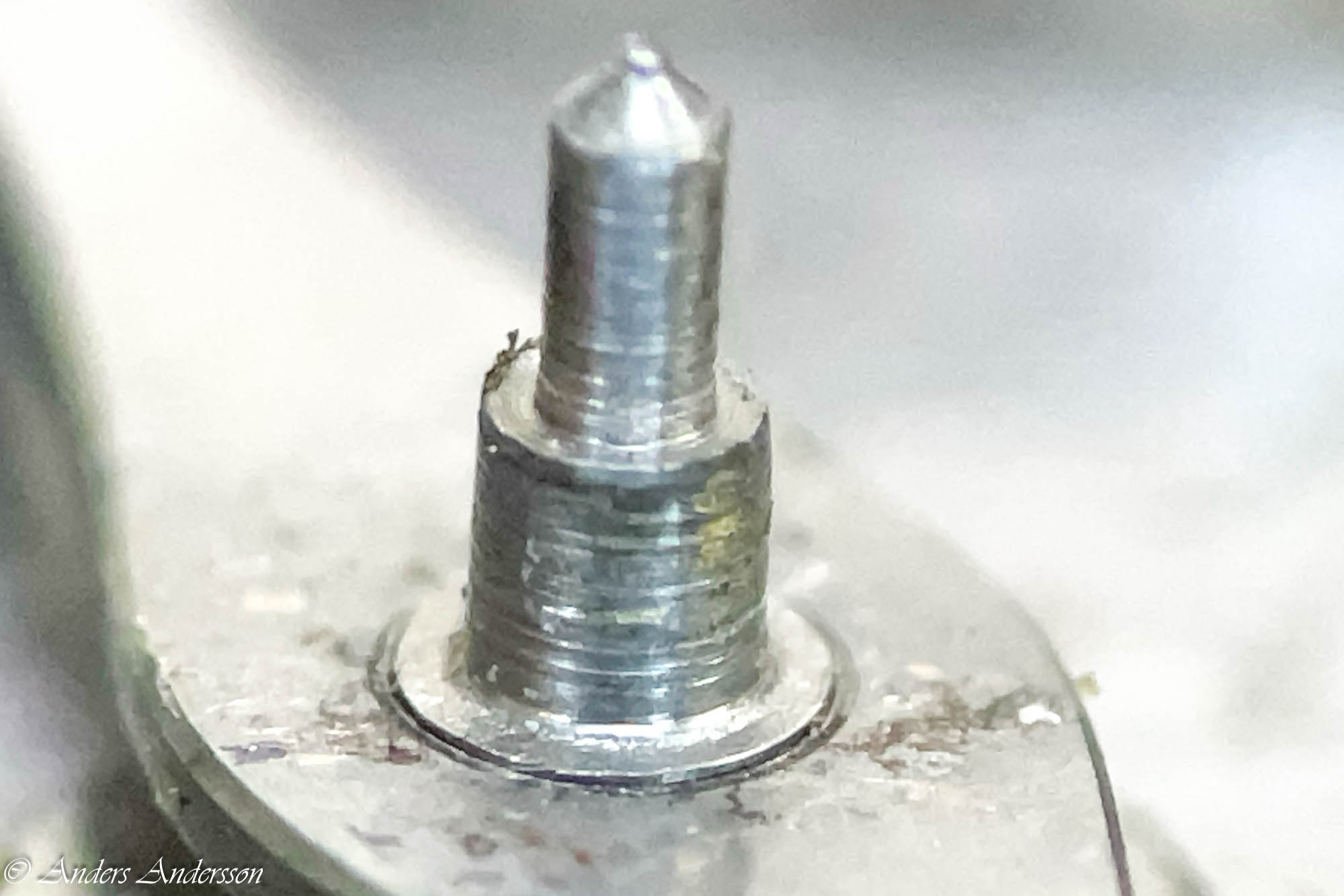

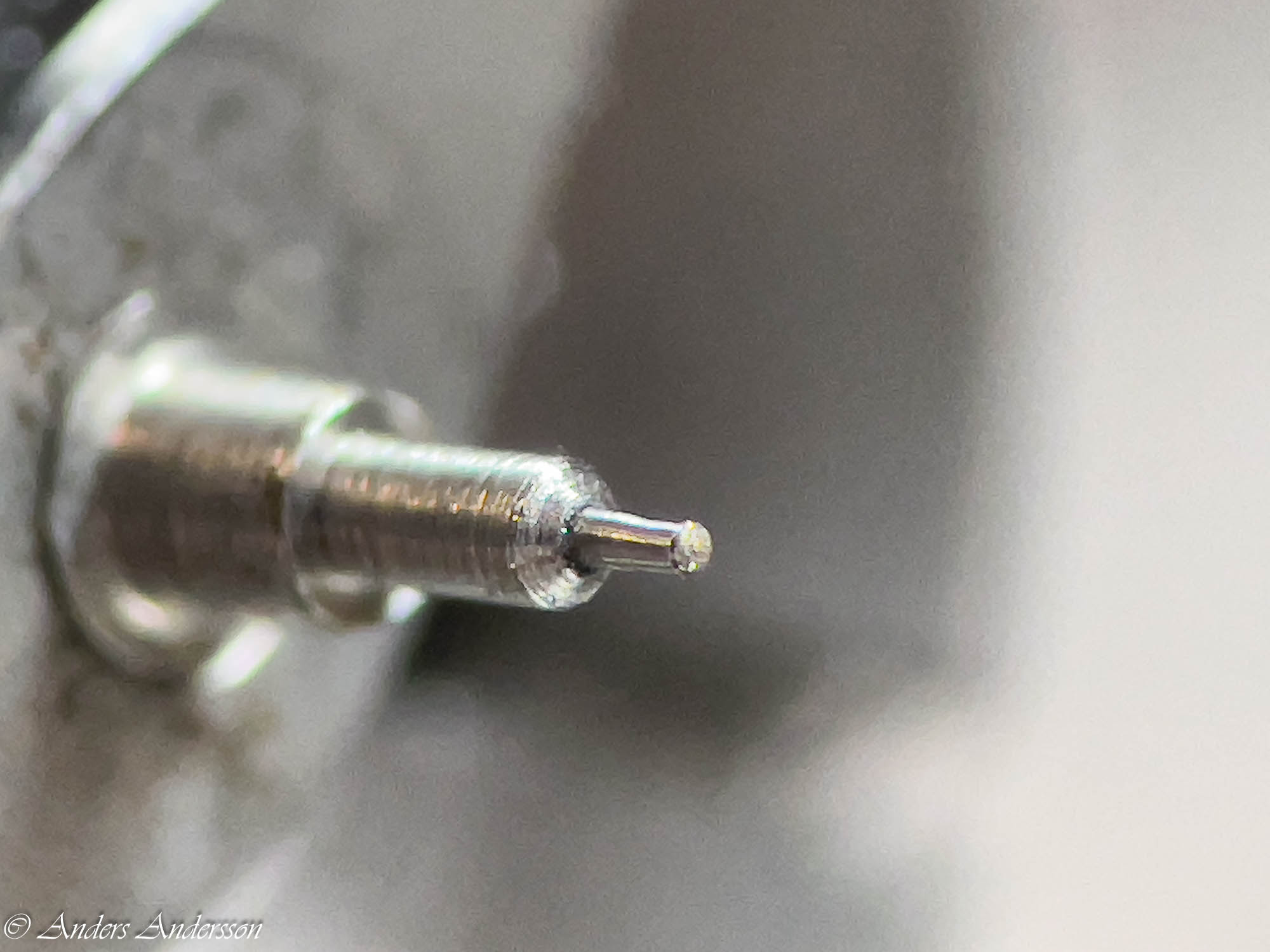

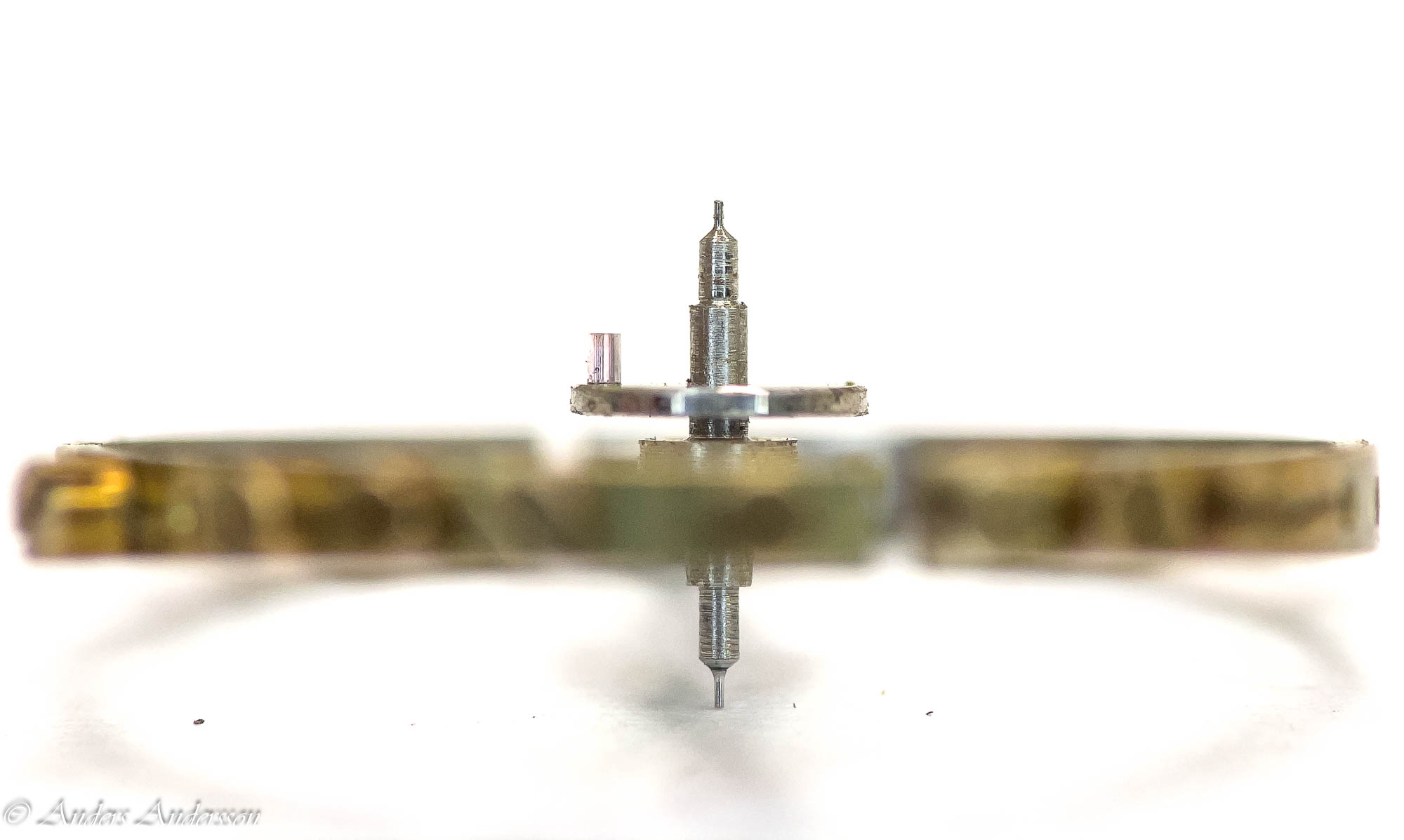


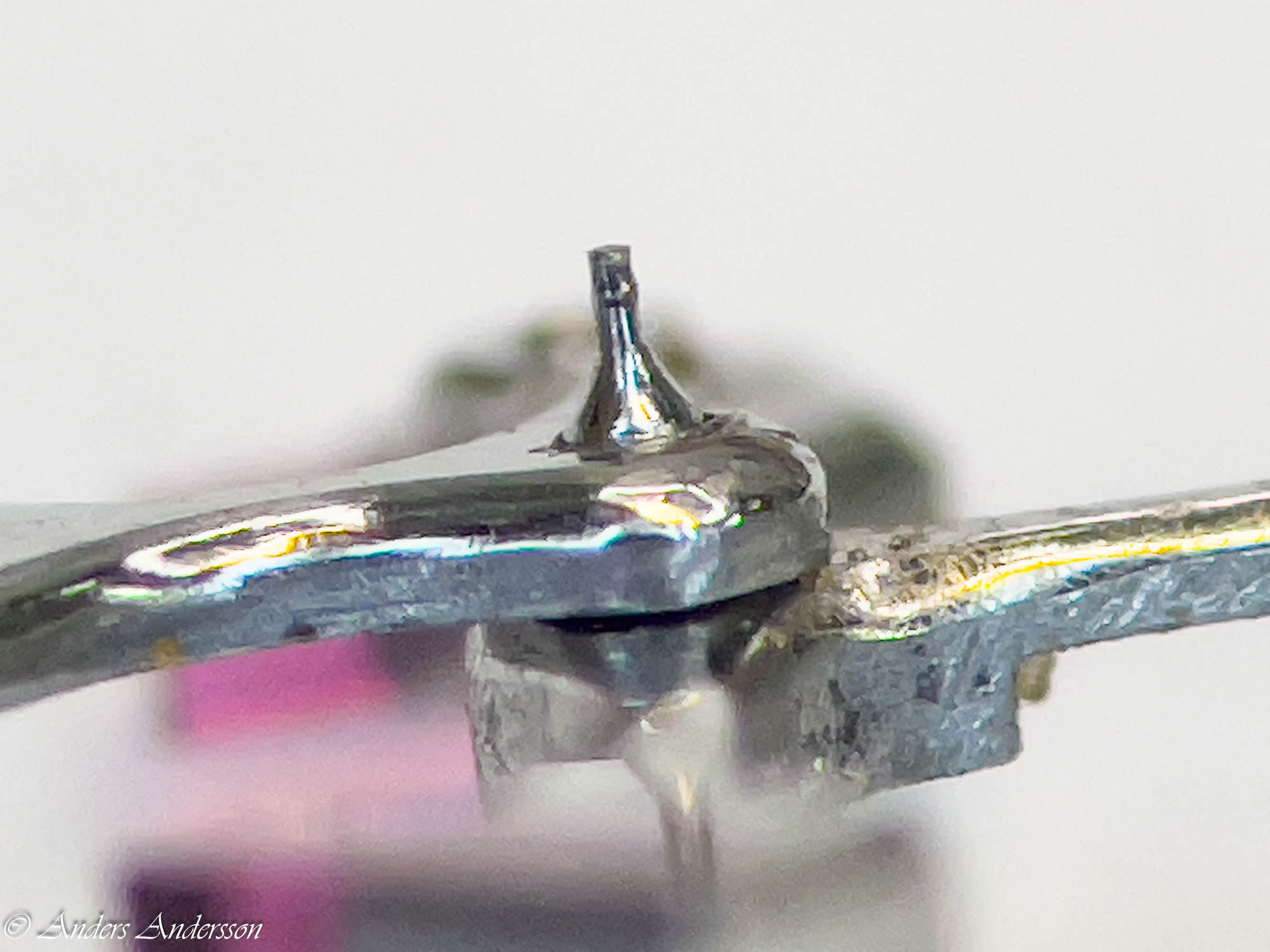


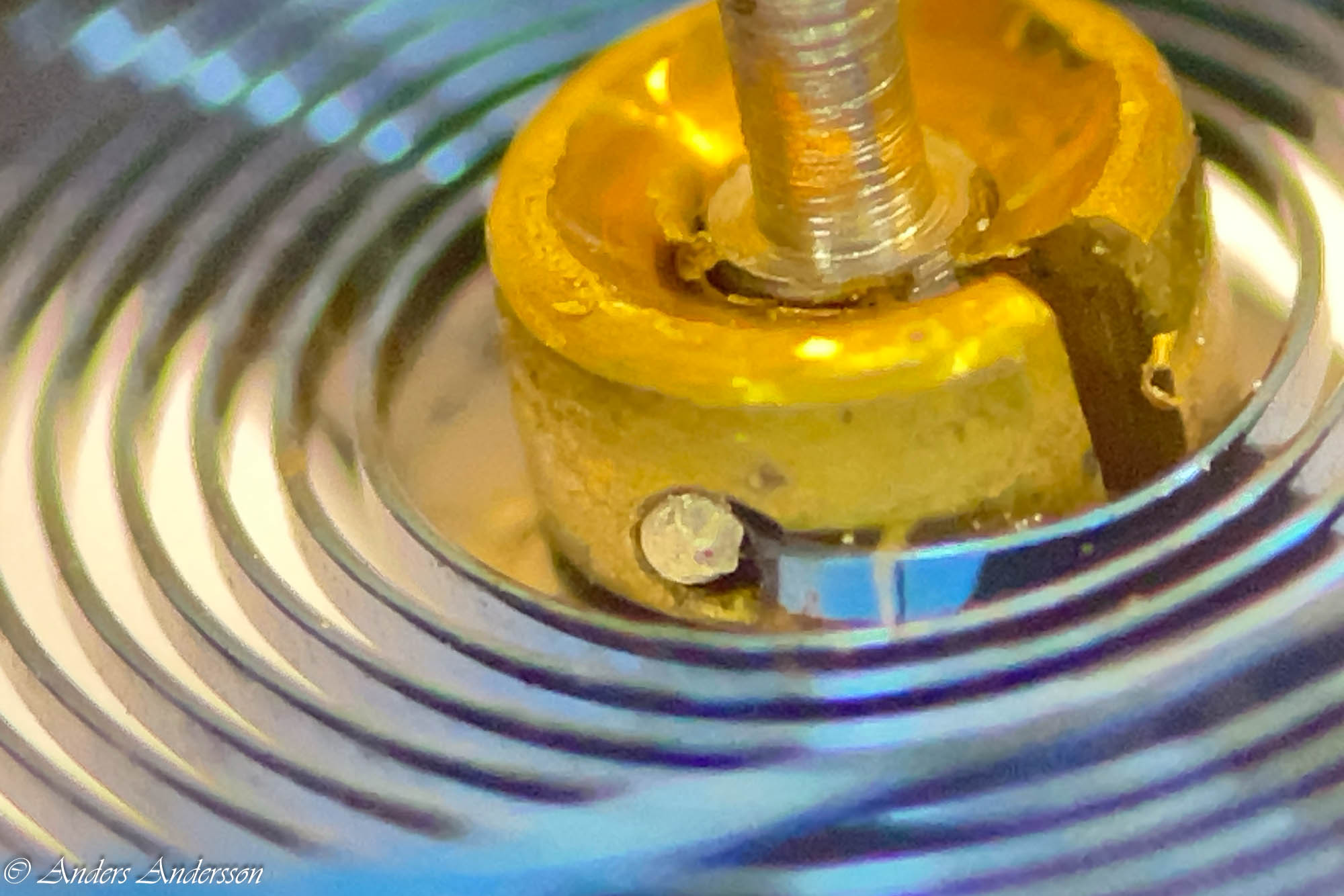












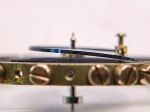
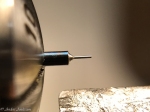
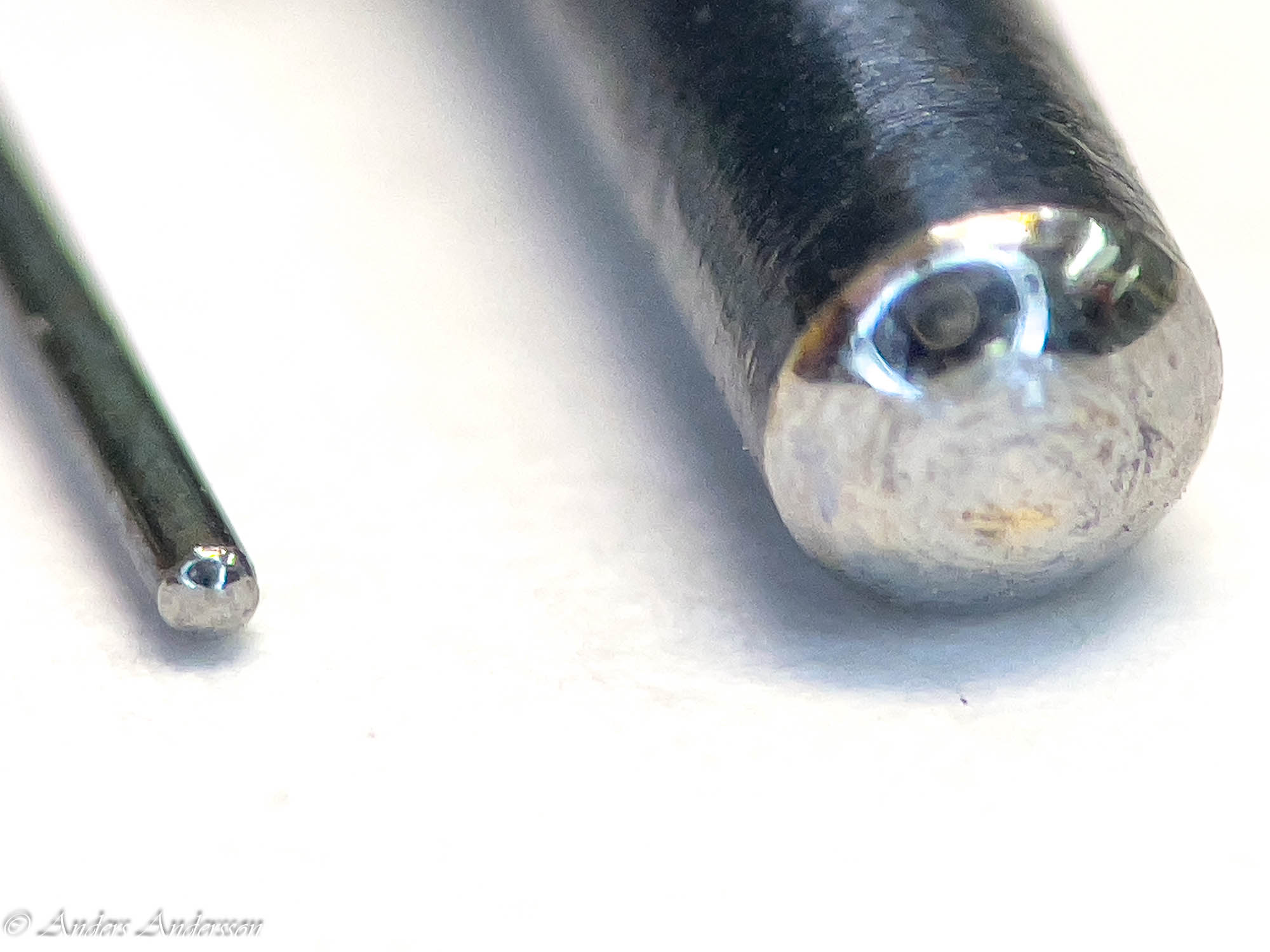
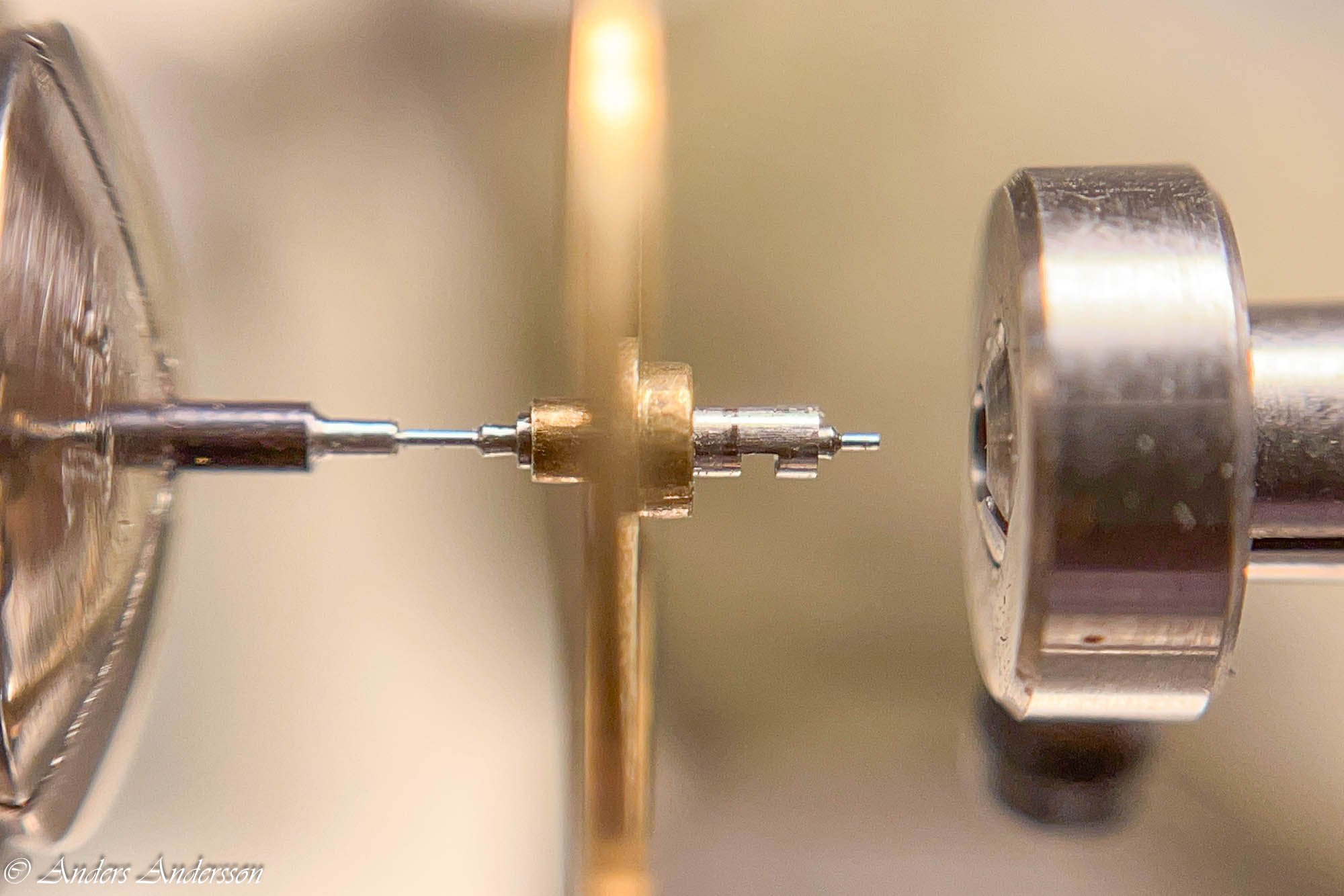
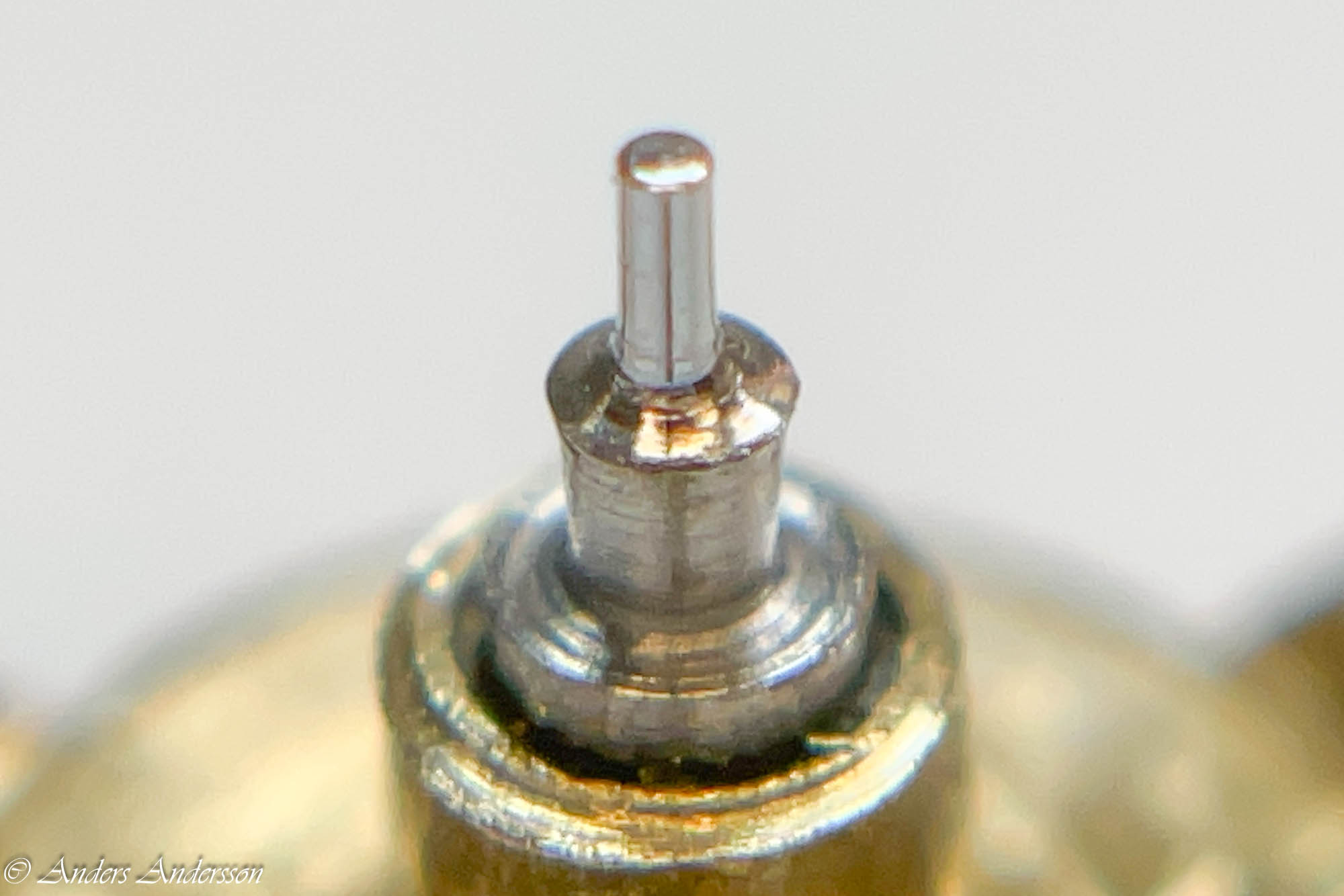
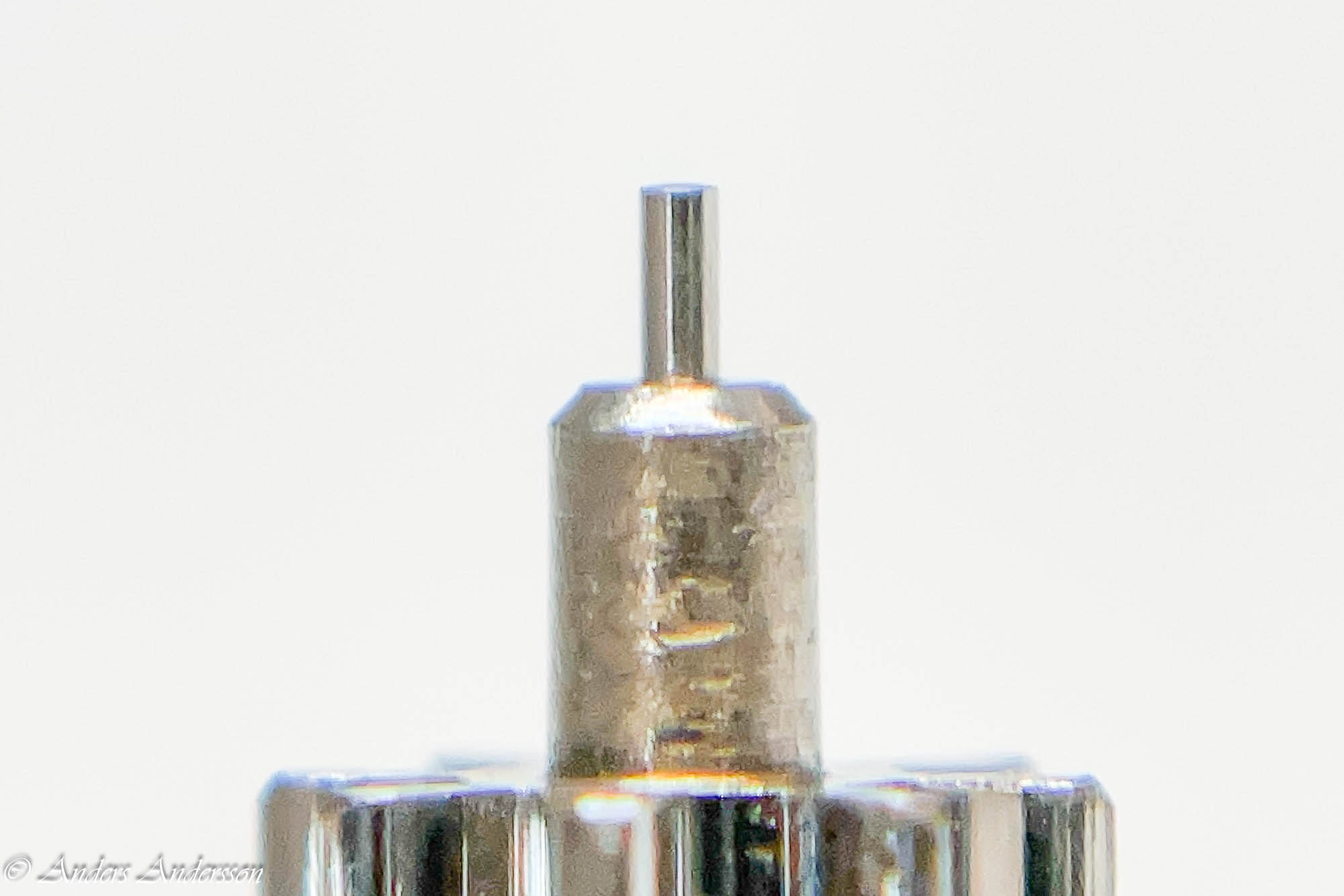
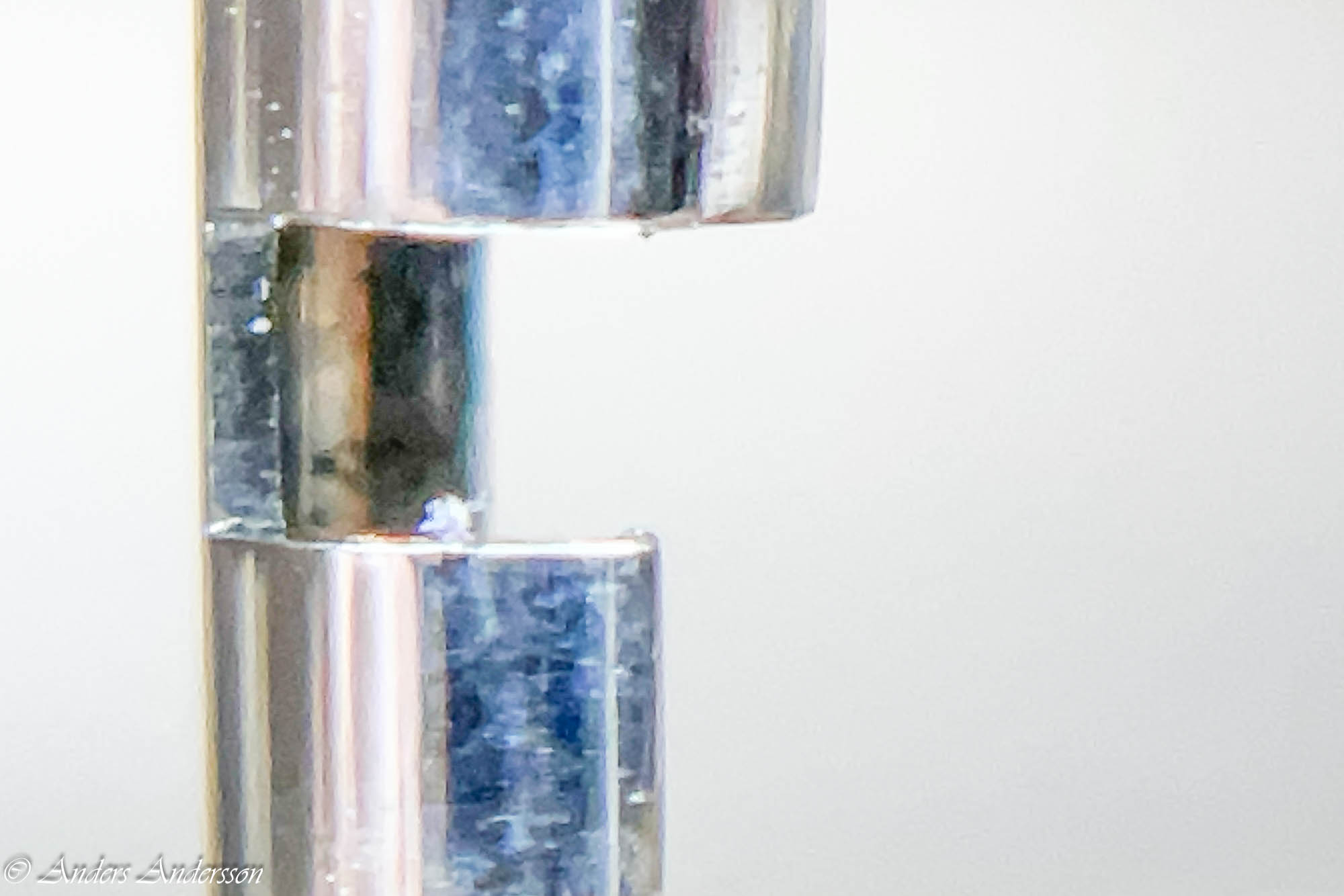
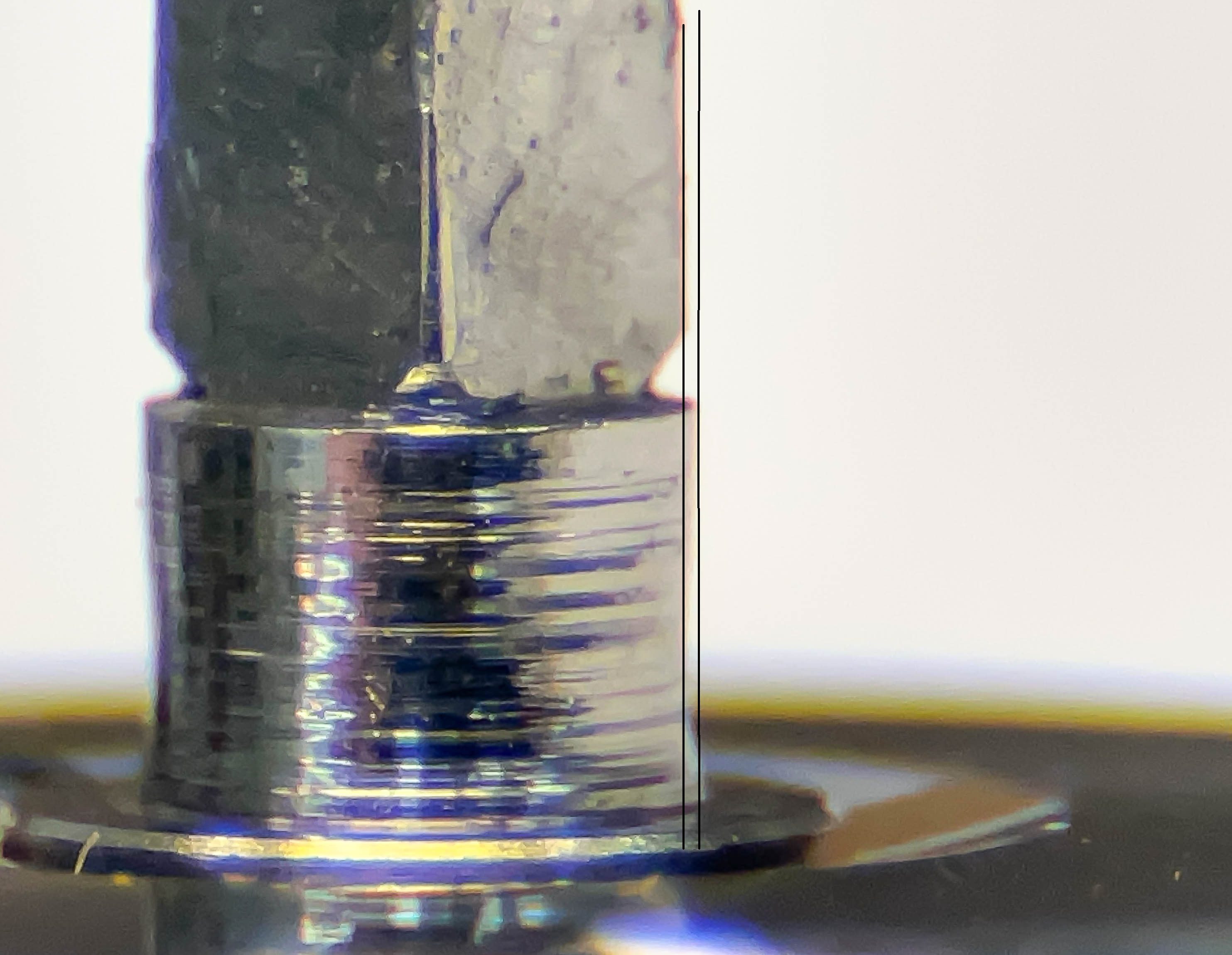
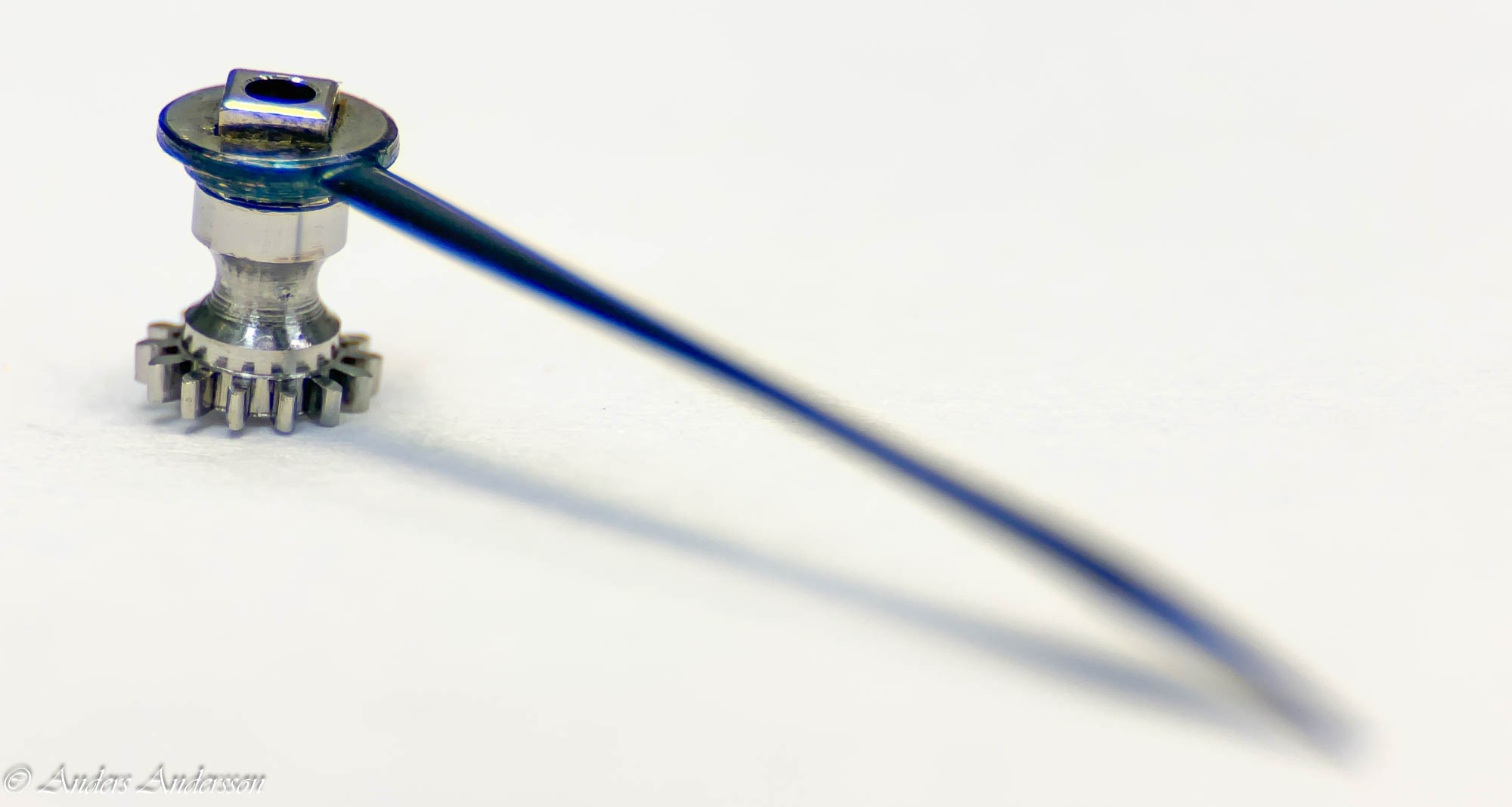
 Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.
Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.

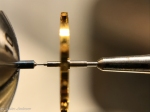
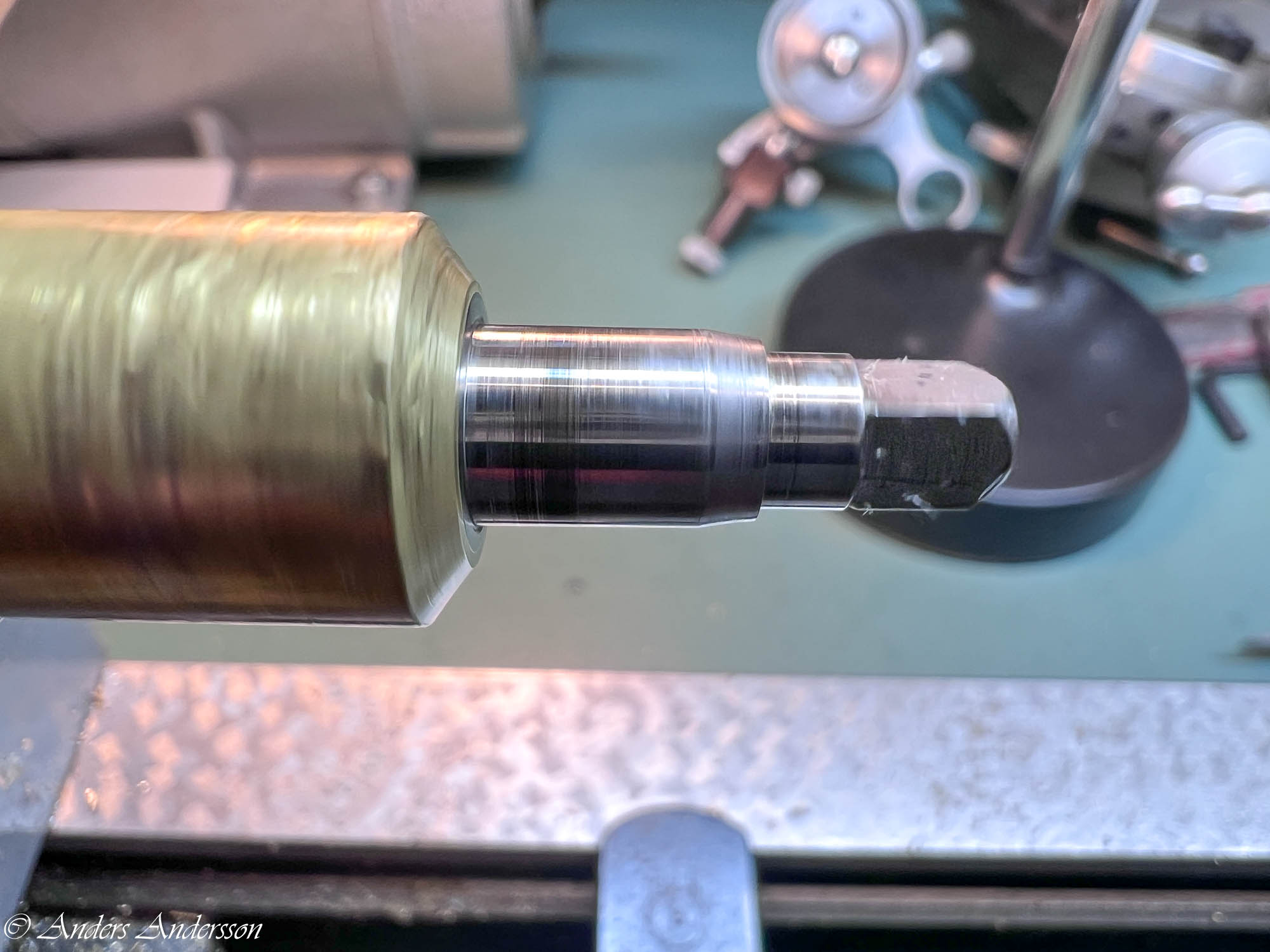
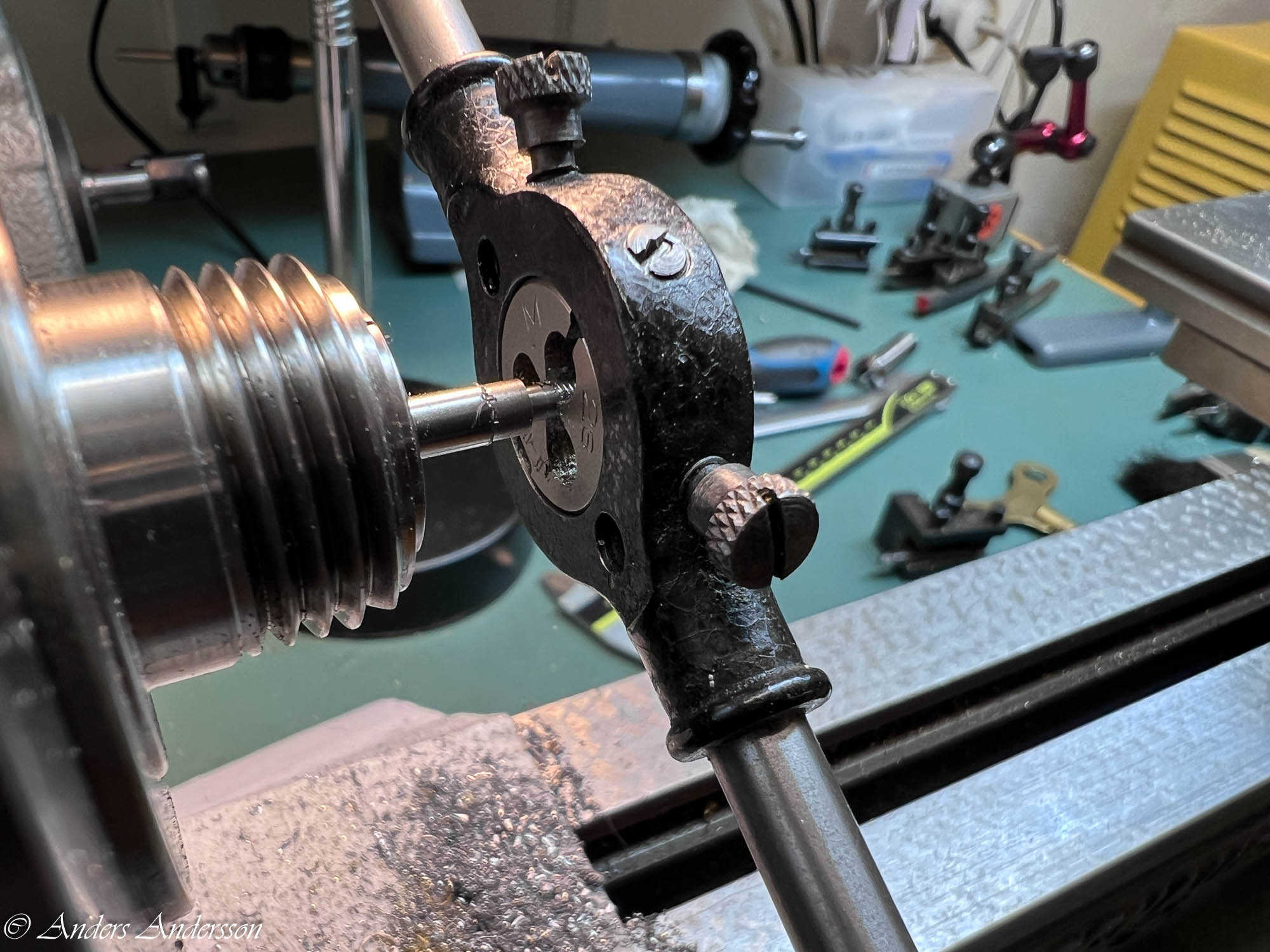
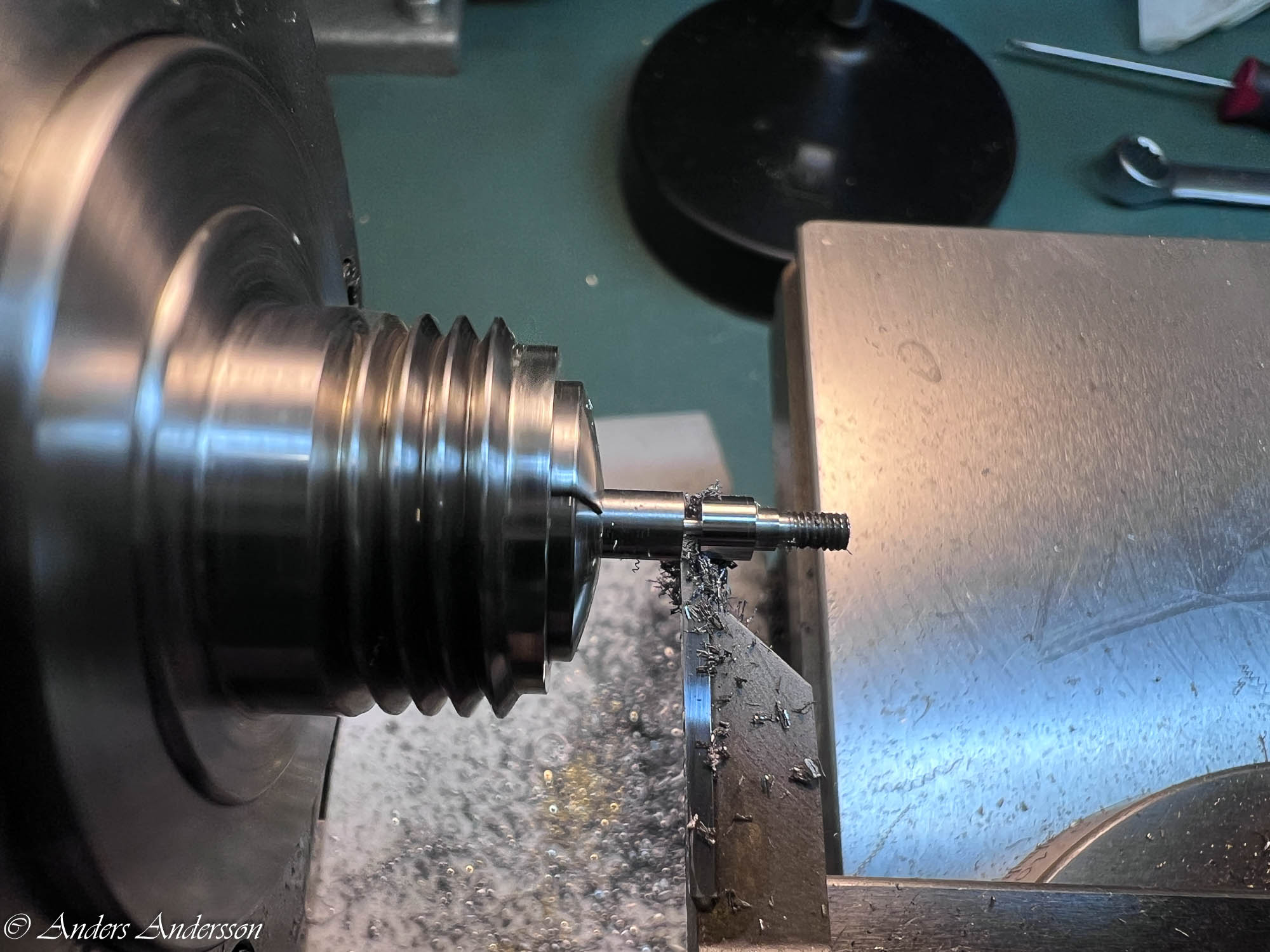
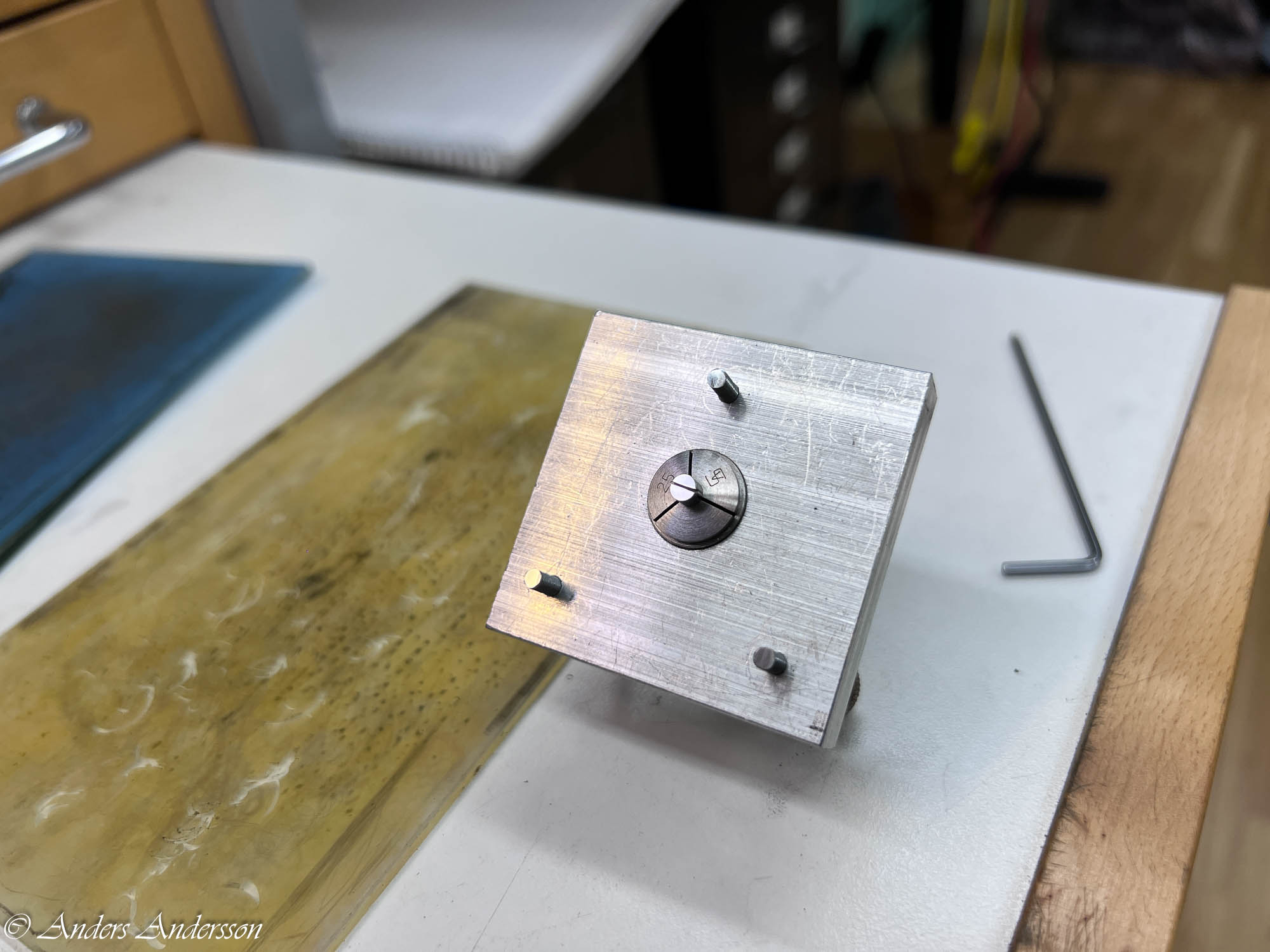
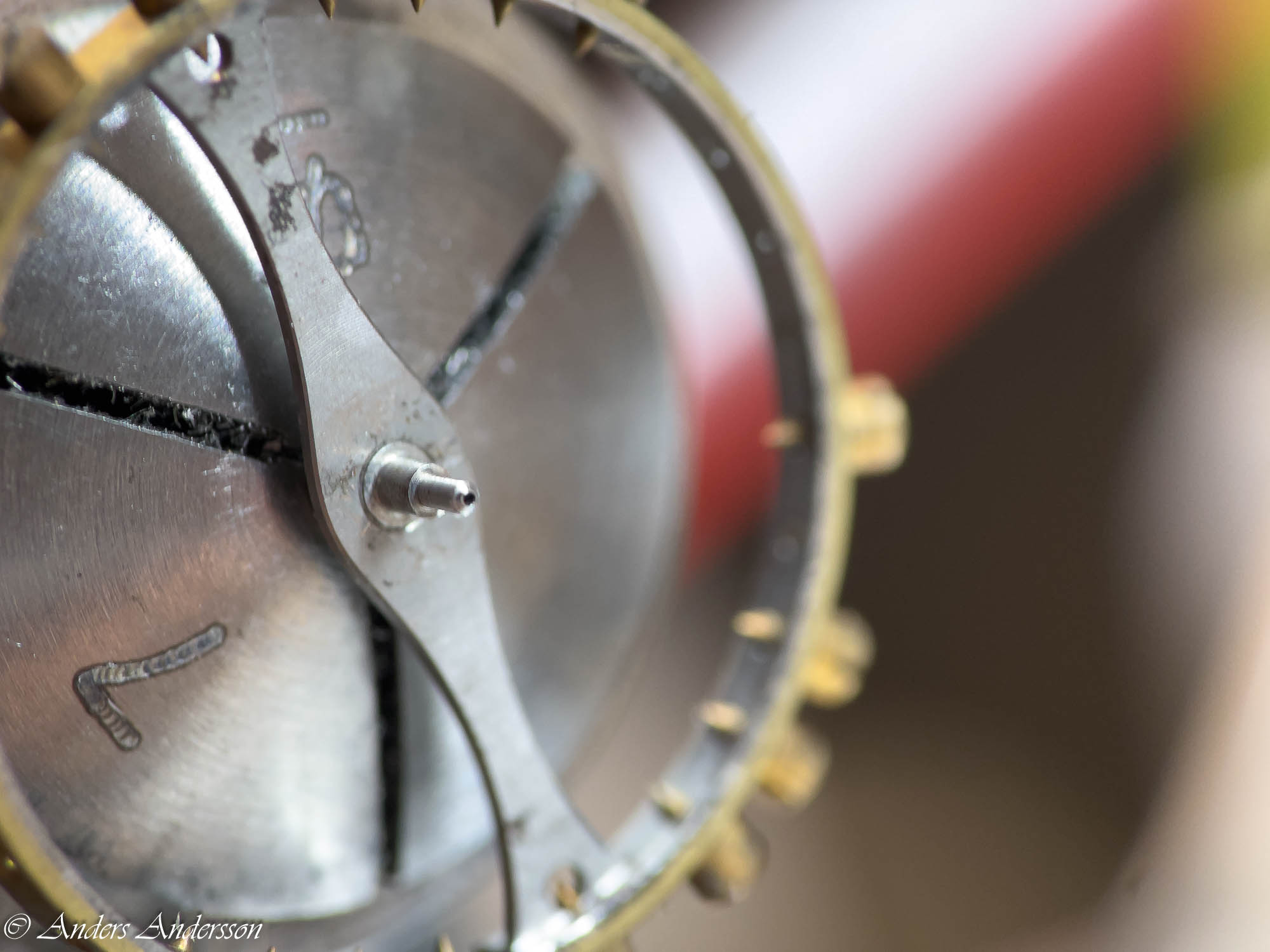
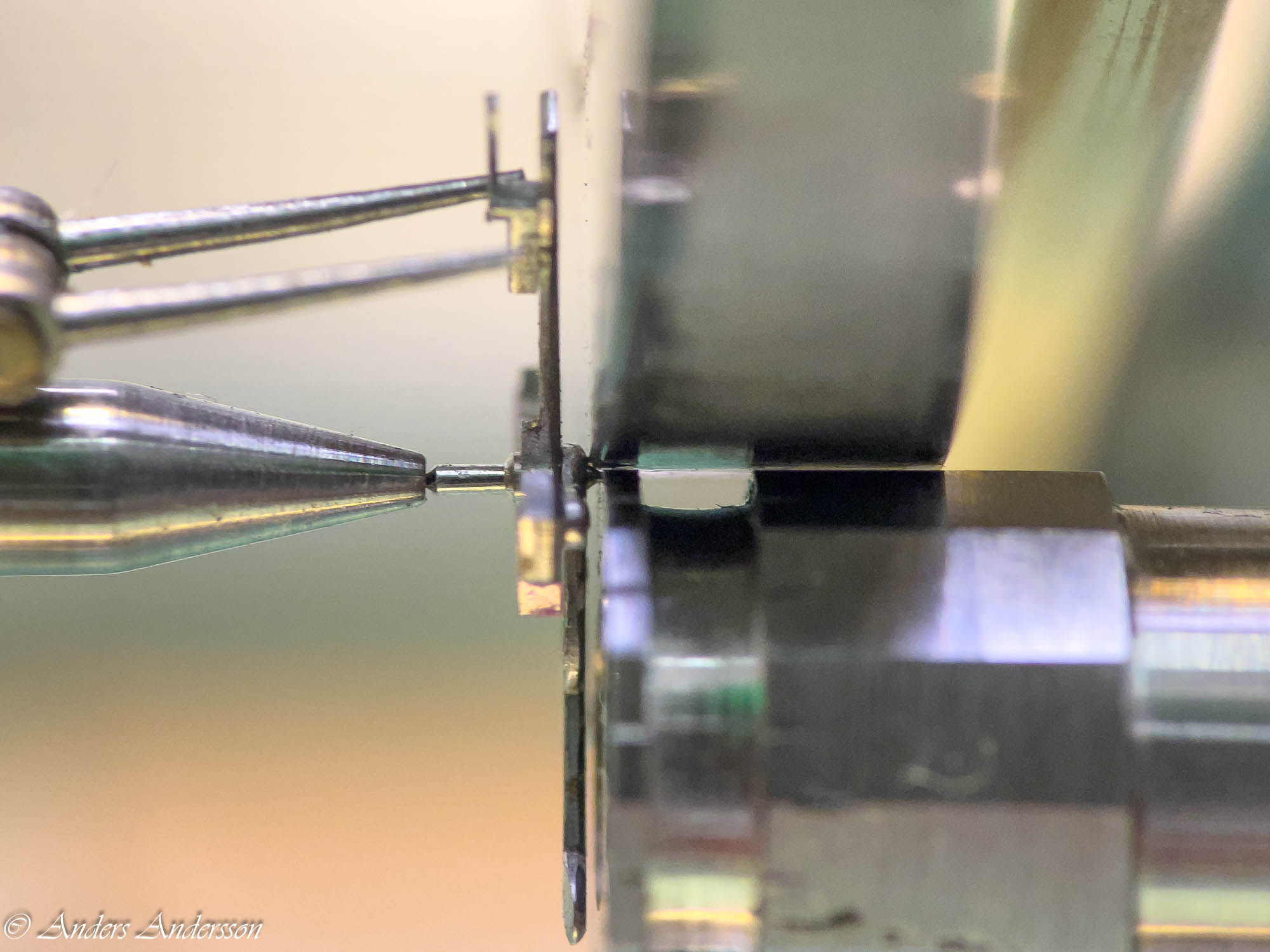
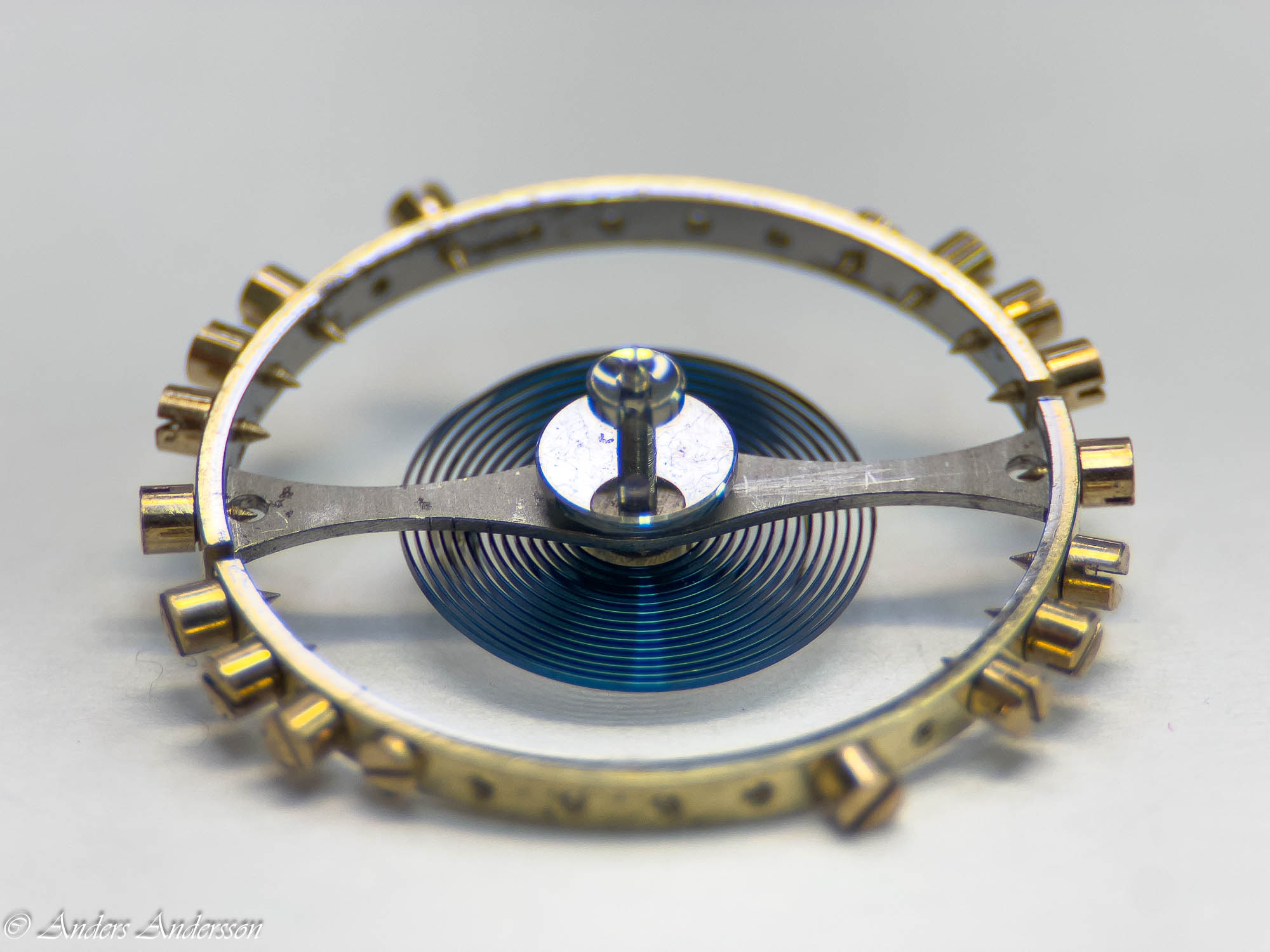
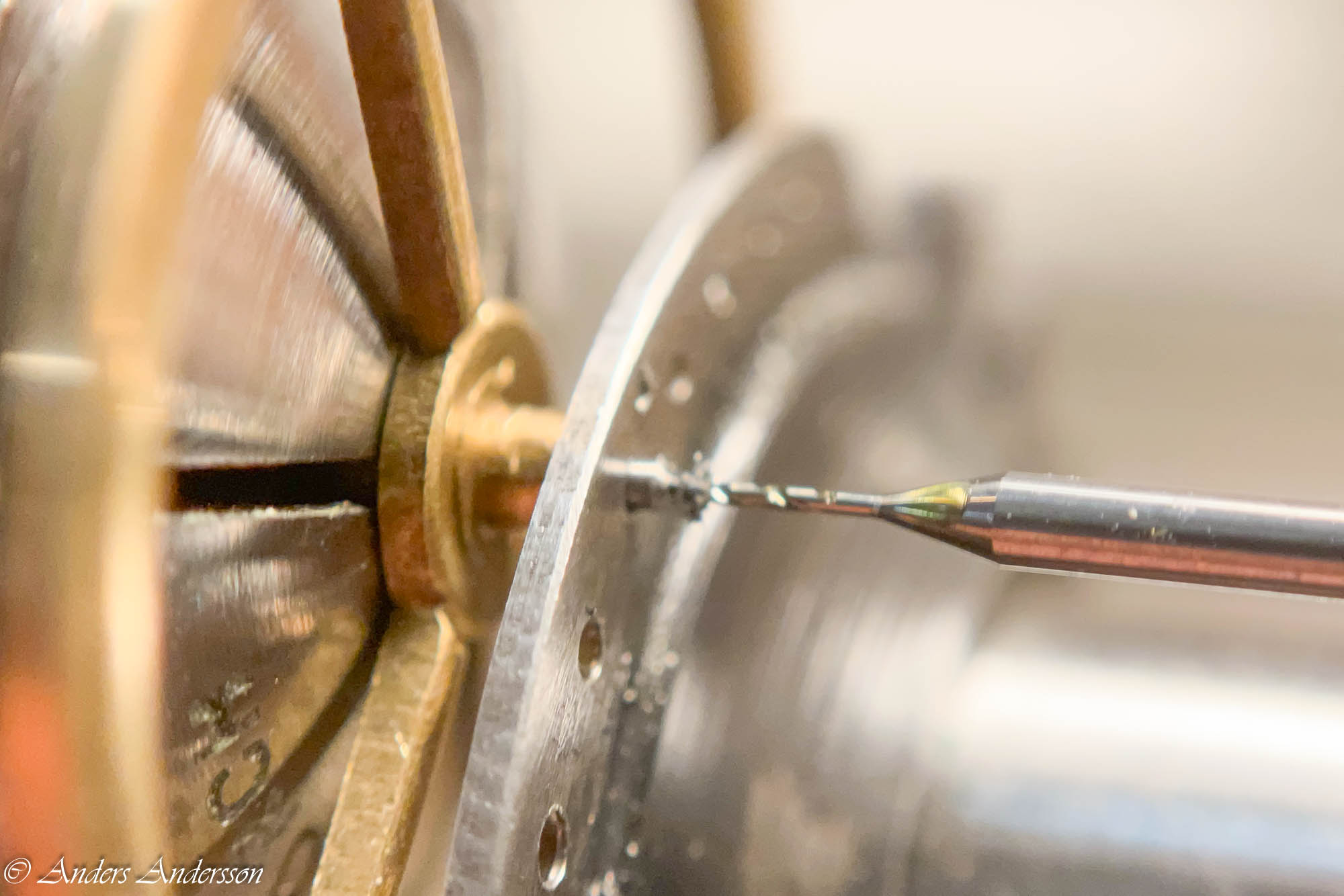
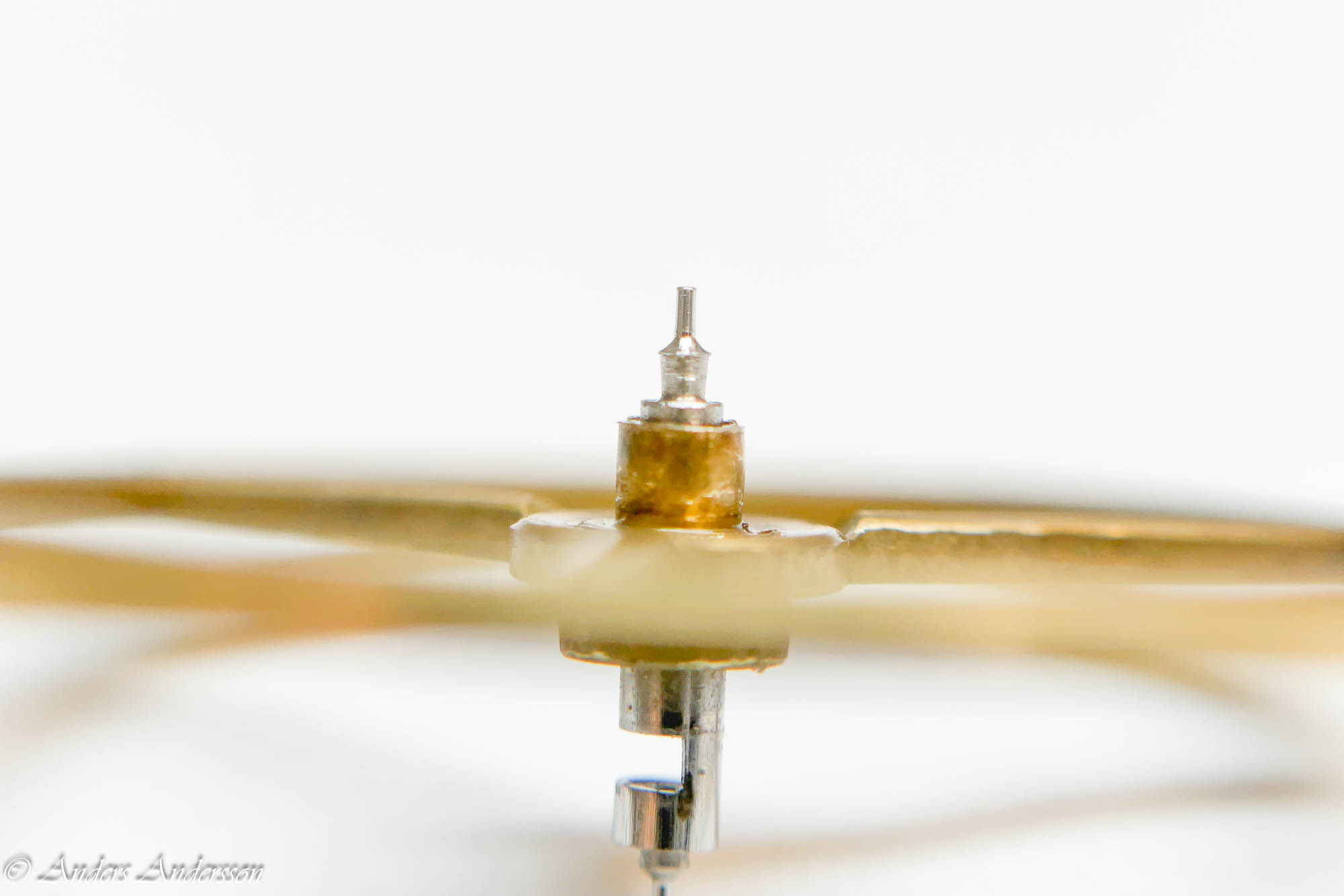
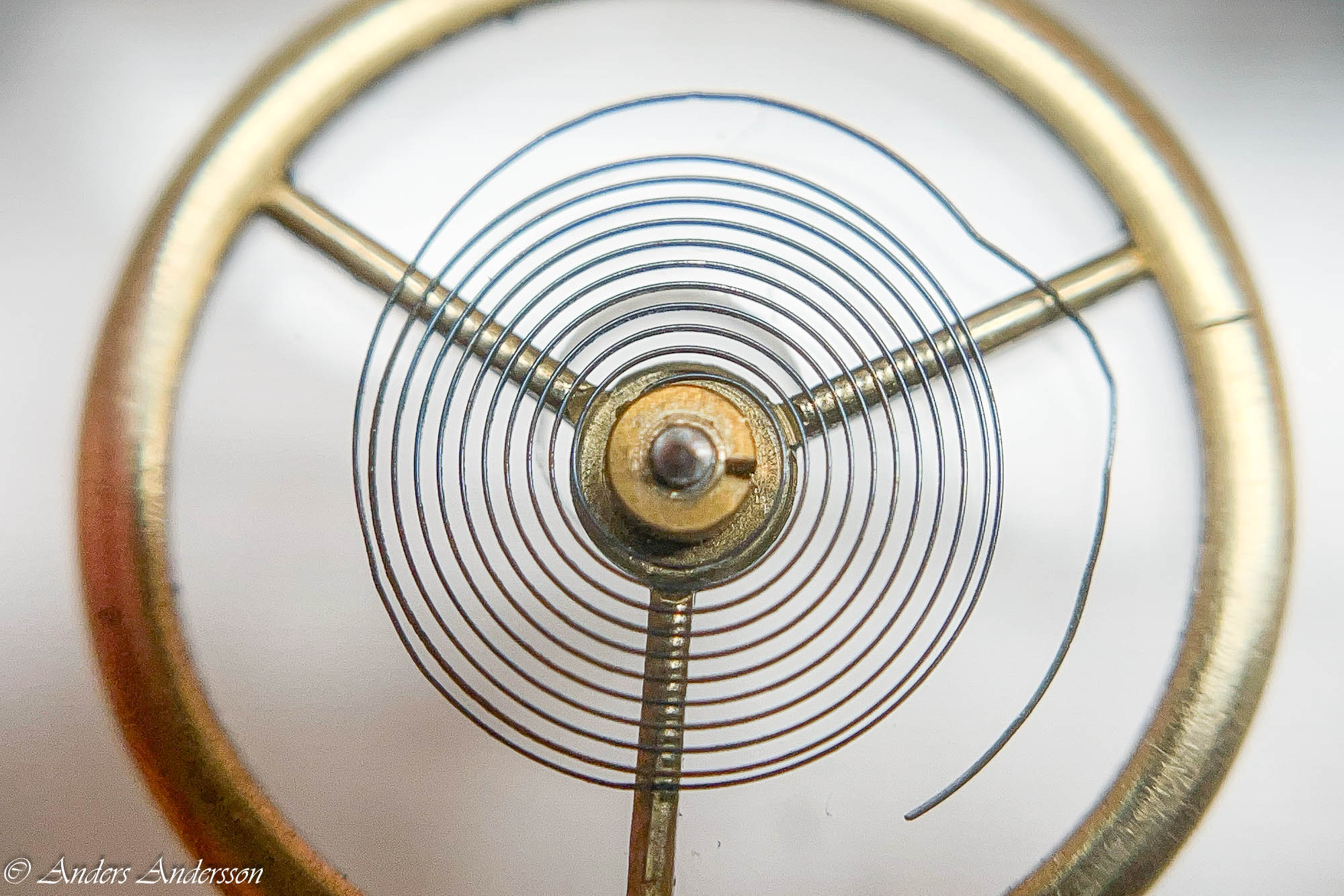
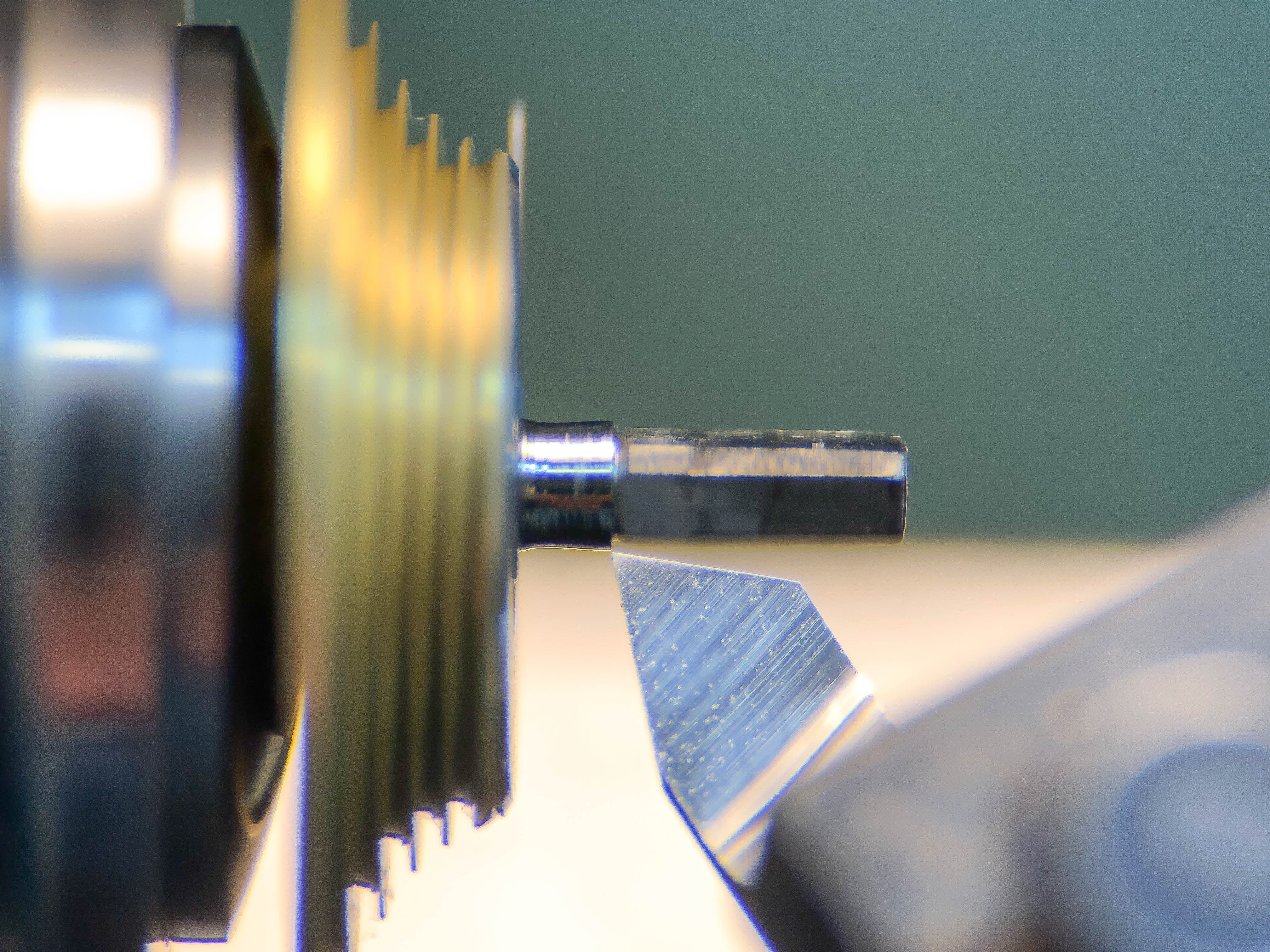
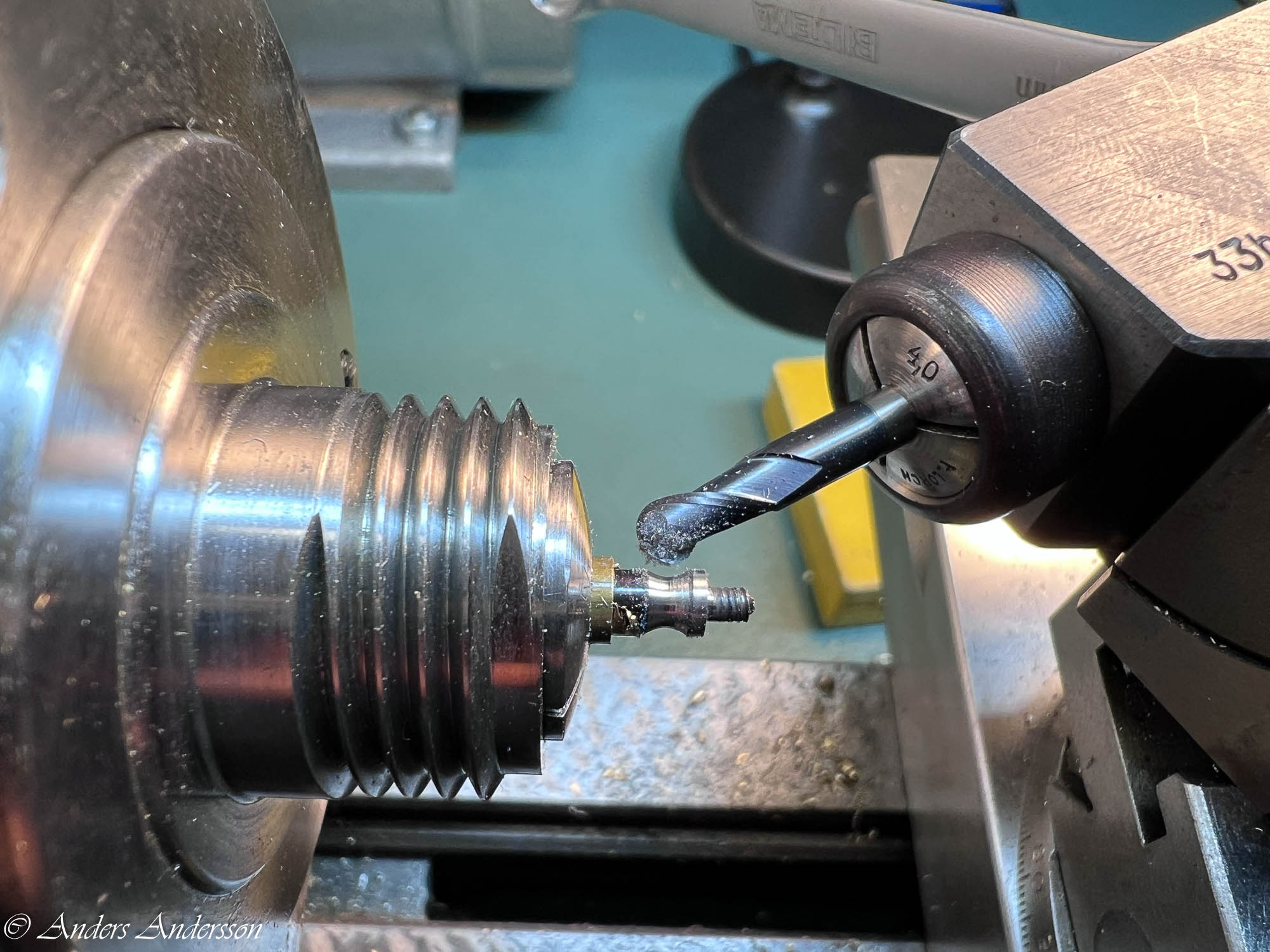
 Balansen centreras med hålskivan i svarven.
Balansen centreras med hålskivan i svarven.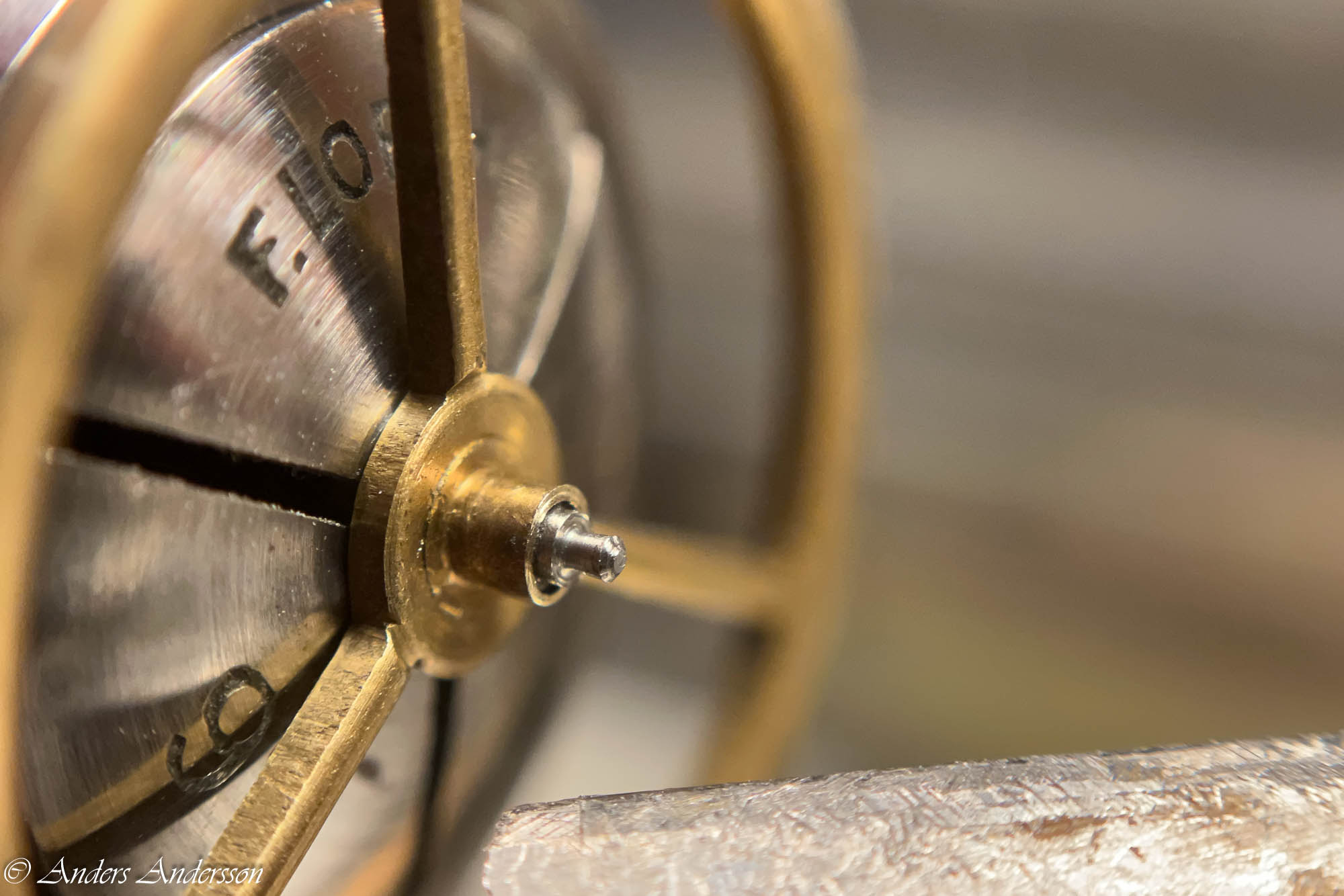














































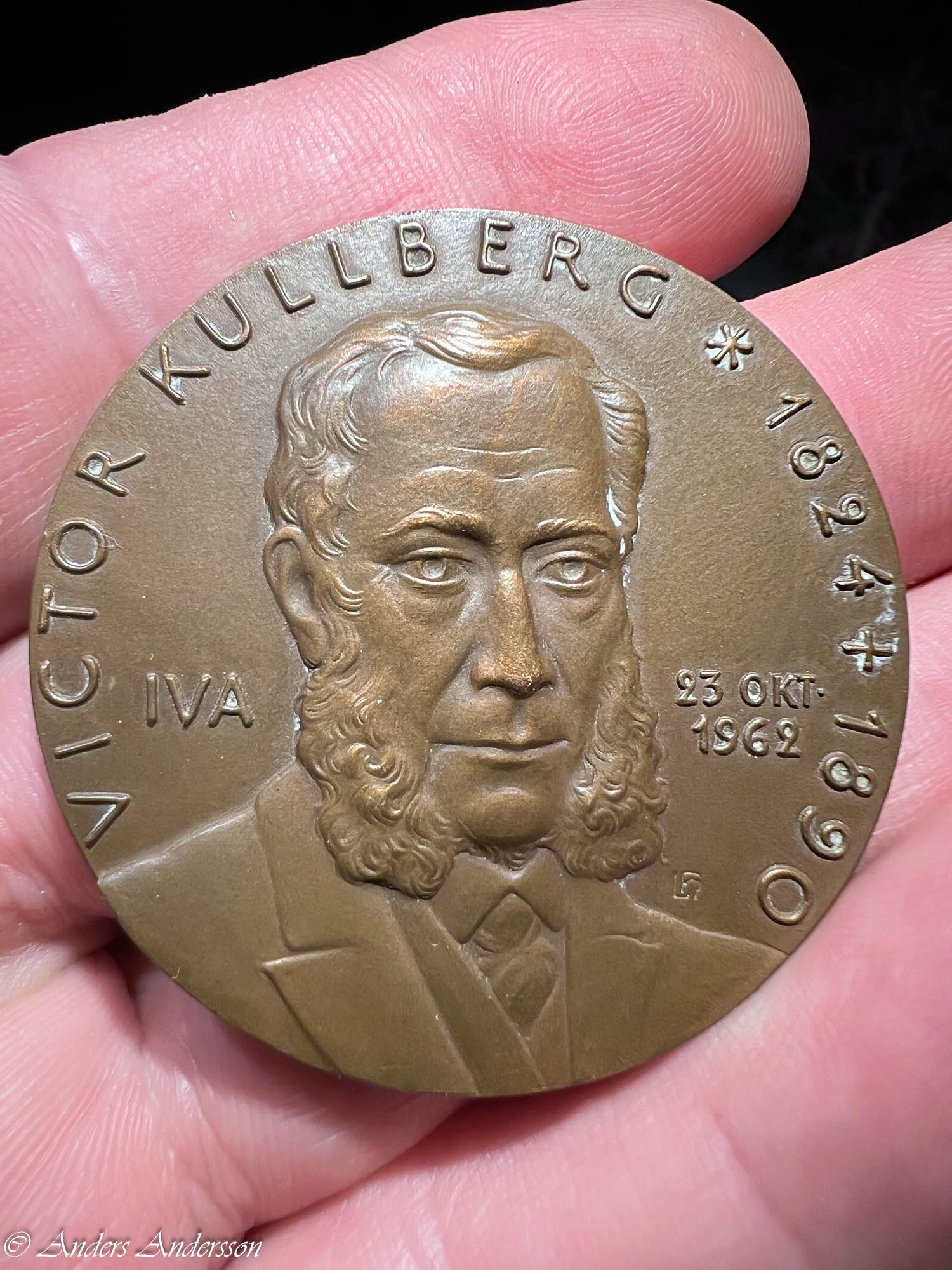








 EDOUARD KOEHN SR
EDOUARD KOEHN SR