
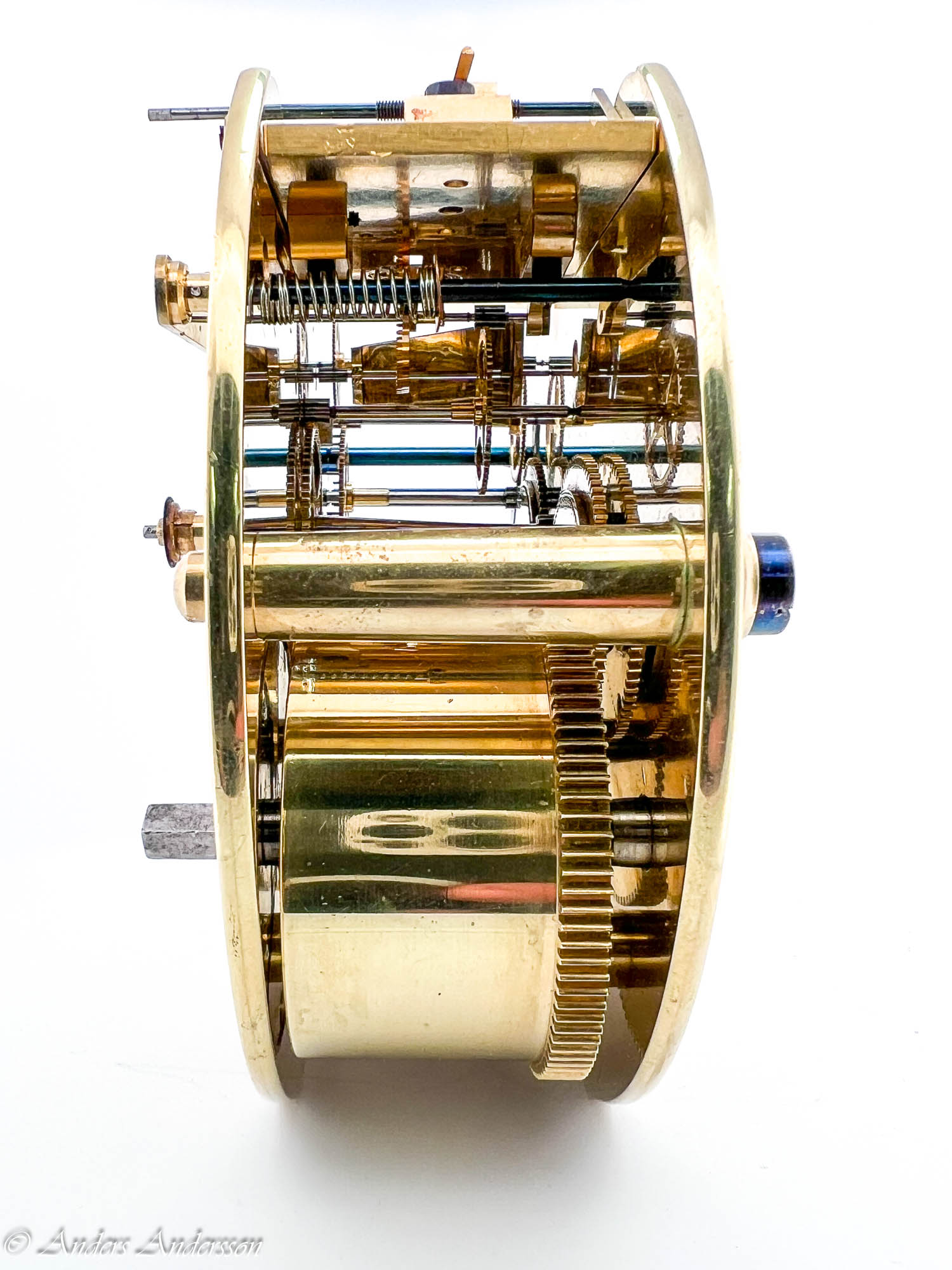
Fjäderhuset är fixat men fortfarande återstår en hel del att göra.
Spärr och spärrfjäder

Nu står dessa delar på tur att tillverka: spärr och spärrfjäder.

Börjar med att göra en ritning på spärren.
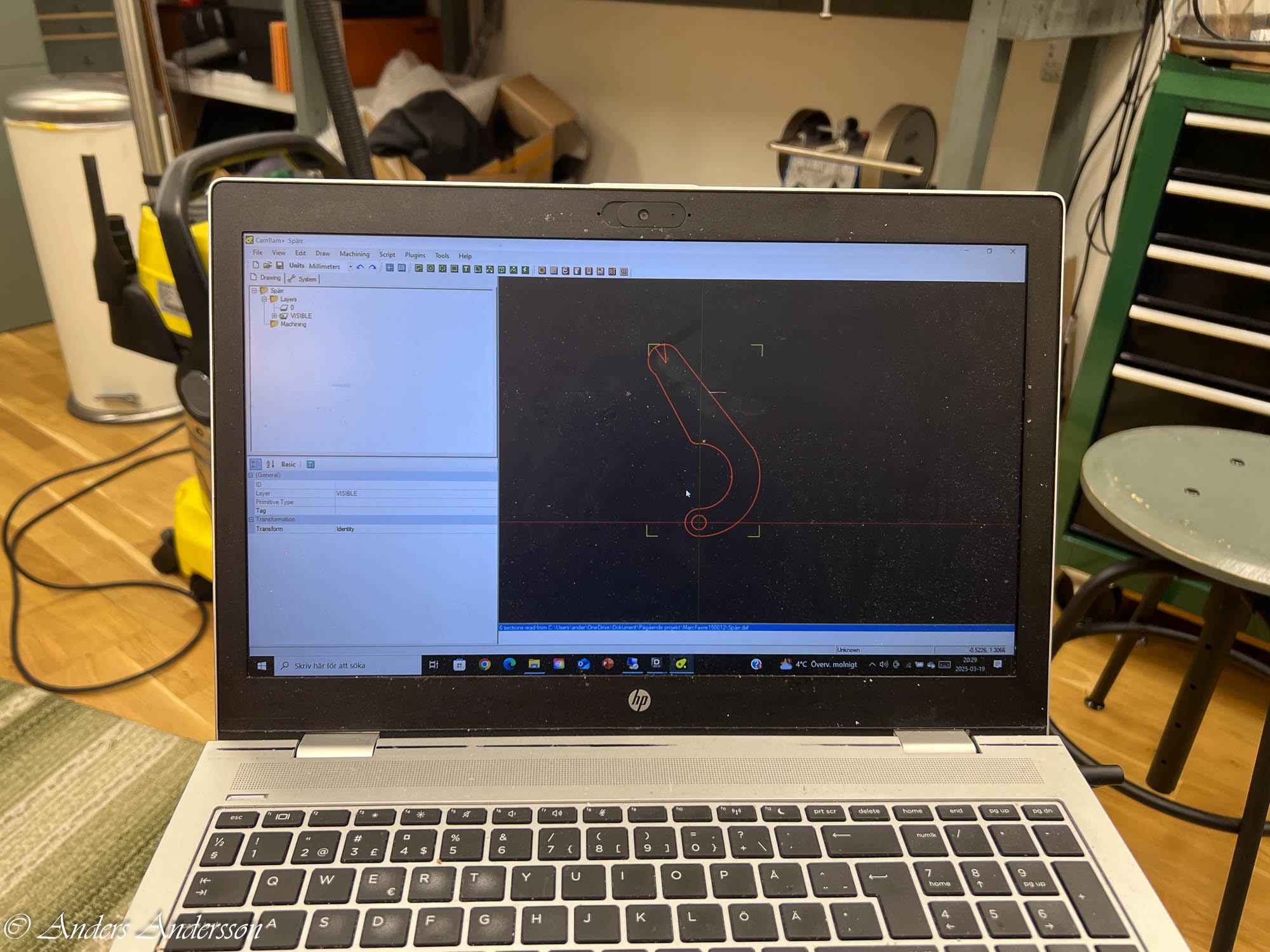
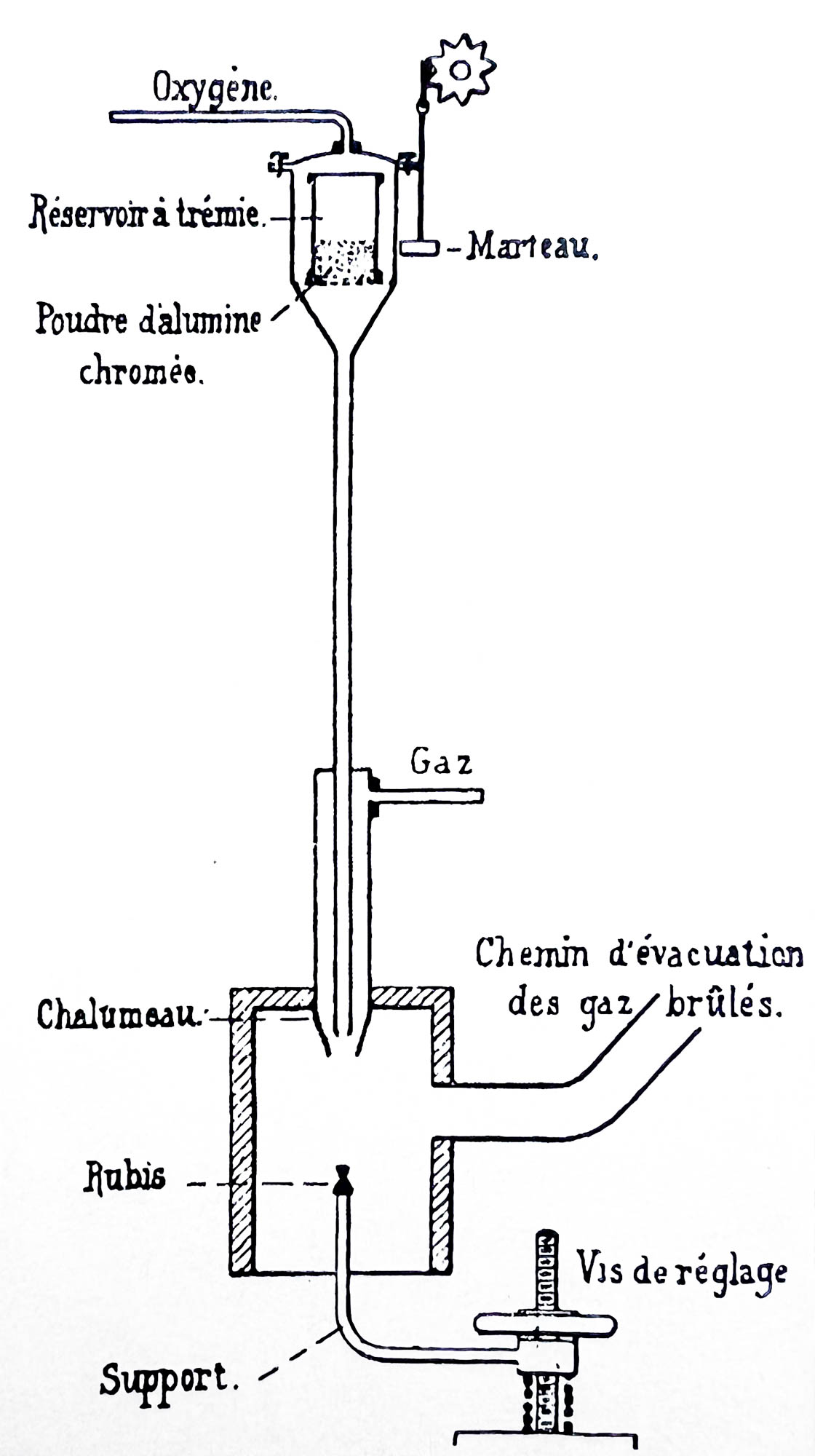
Använder CamBam för att göra G-kod till CNC-fräsen.
Med modernt språk så tar jag min CAD-fil (ritning) till mitt CAM-program som omvandlar ritningen till G-kod som i sin tur styr min CNC-maskin.
Koden för att fräsa konturen på spärren.
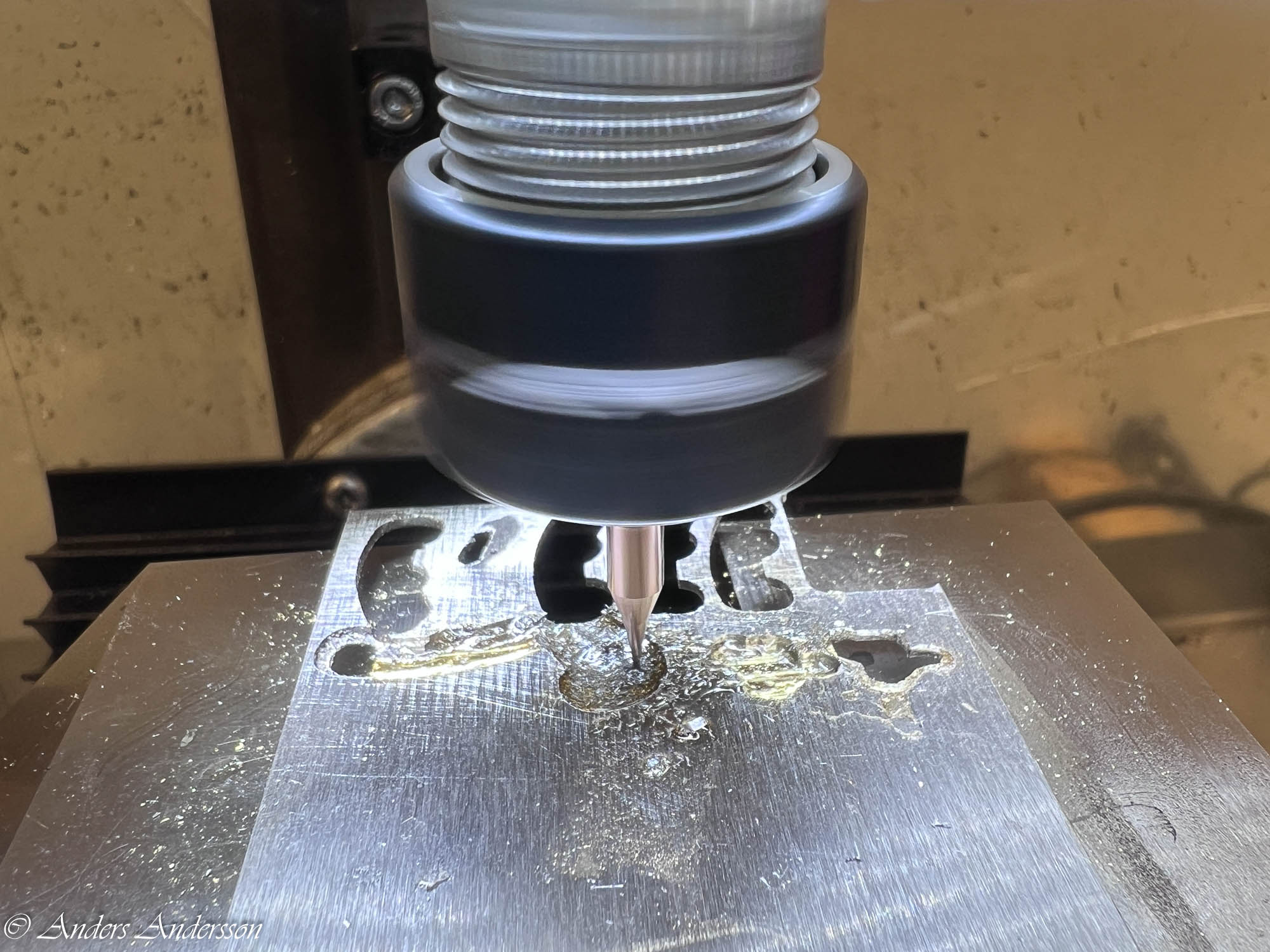
1 mm ARNE-stål används som ämne.
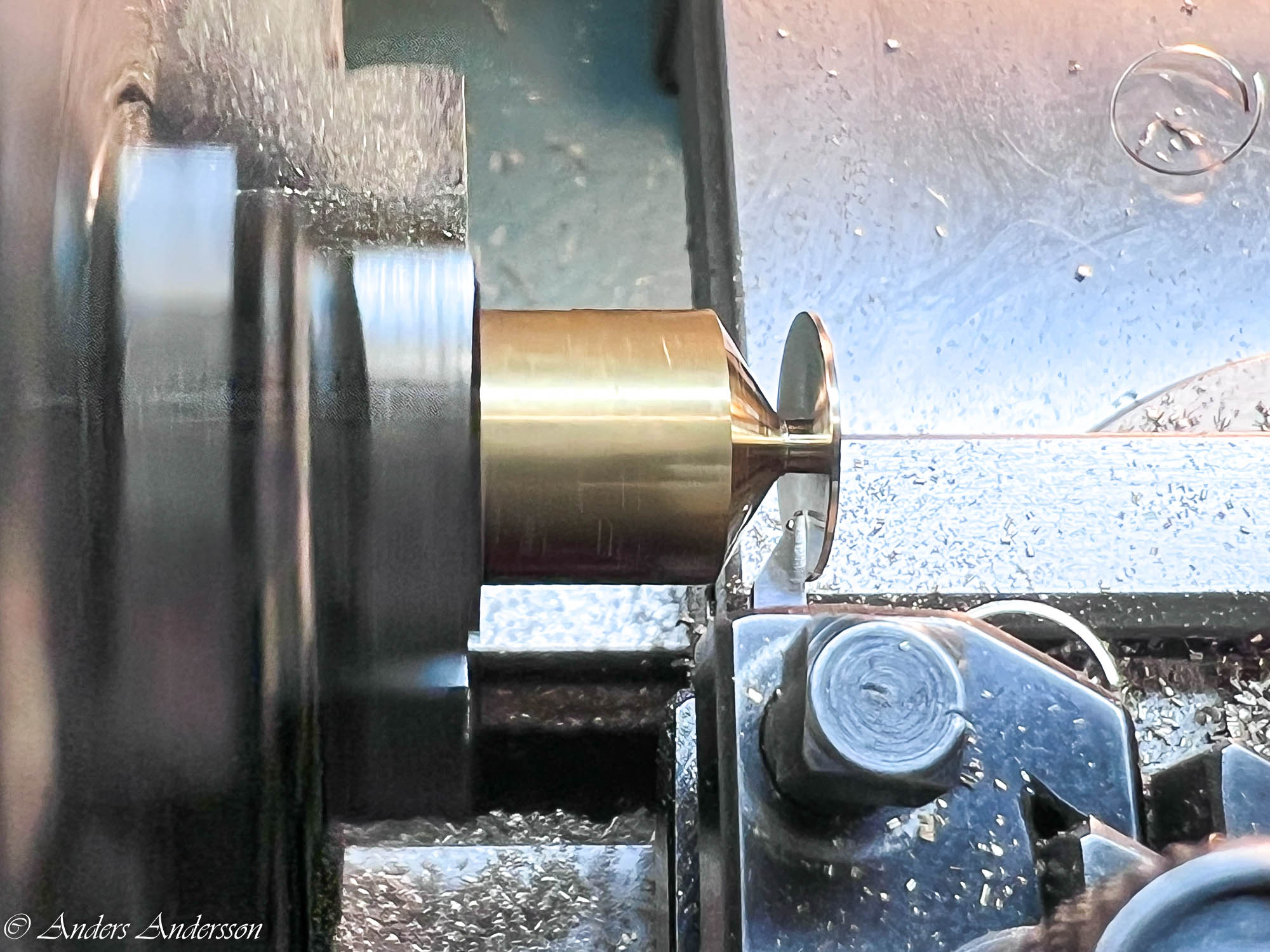
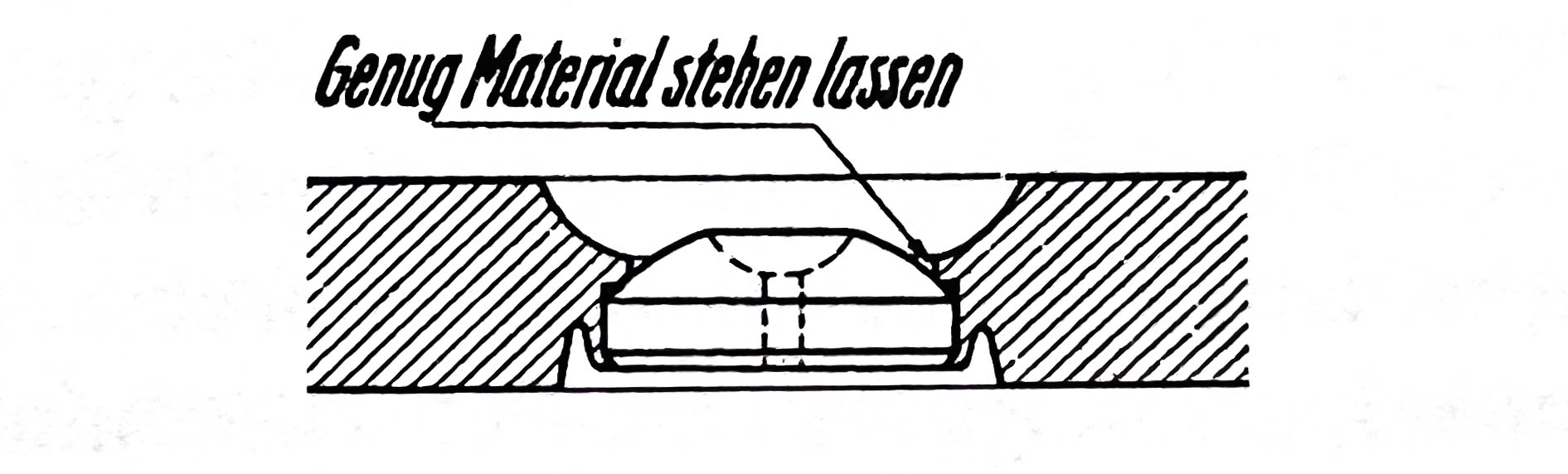
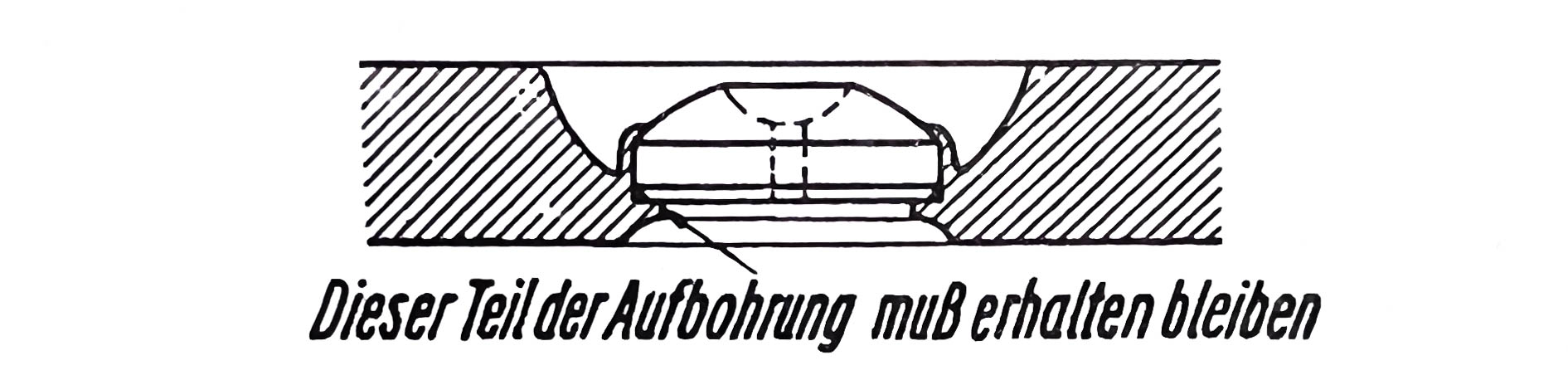
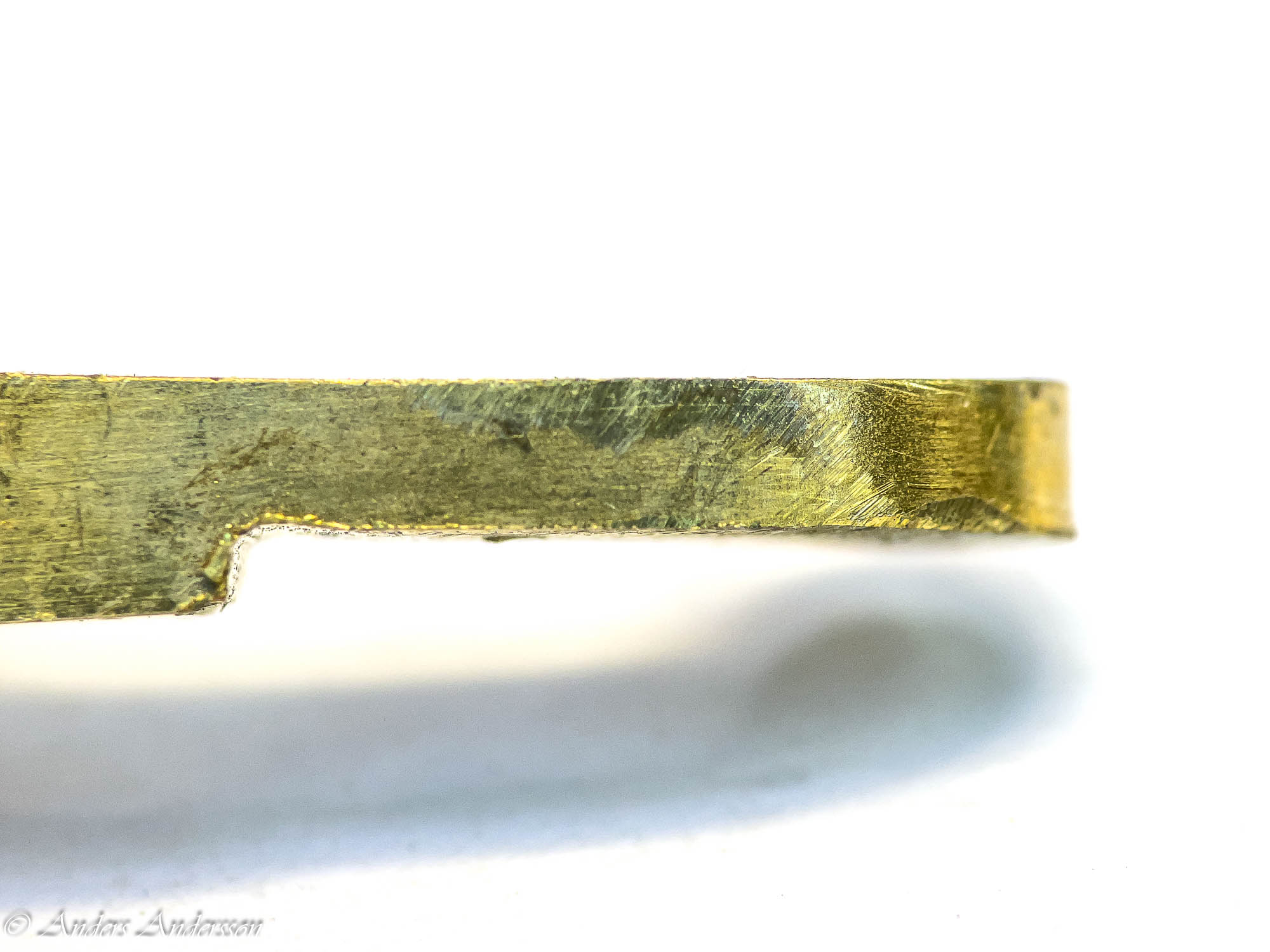
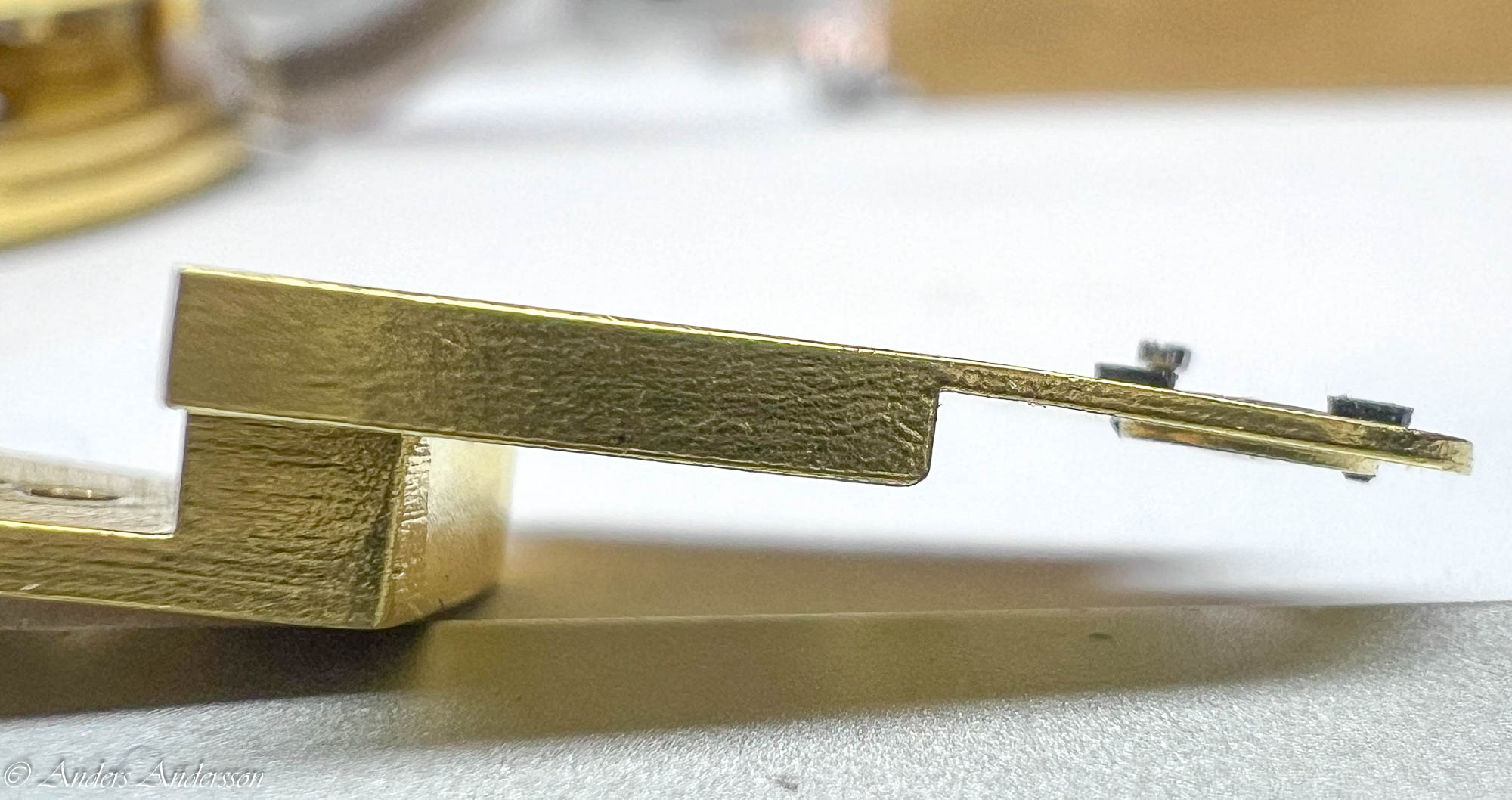
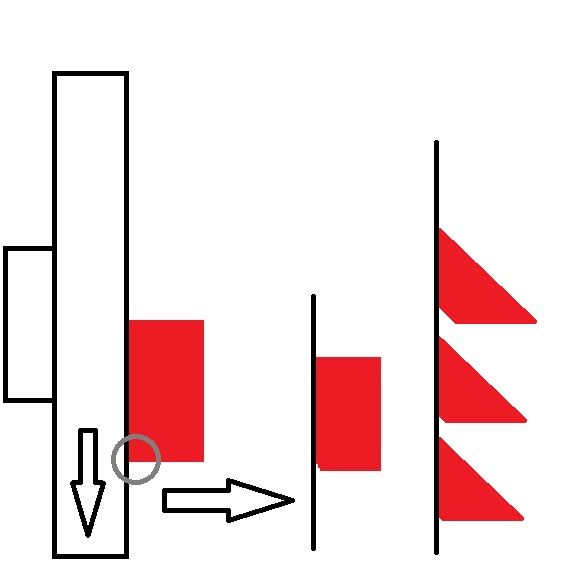
När jag tillverkar delar i stål där jag behöver härdbart material använder jag Ground Flat Stock som jag beställer från ett Brittiskt företag. Det stålet fungerar precis som 20AP som levereras i rundstång. Tyvärr finns inte så tunt material som jag behöver i färdigt skick utan jag fräser ner materialet till rätt tjocklek från 1 mm som är den tunnaste varianten jag funnit. Då brukar jag först göra en fräsning som följer min kontur men med en ”sömsmån” en bit utanför den slutgiltiga konturen. På bilden ovan ser man att jag först fräst med denna extra mån, när jag sedan fräser efter den exakta konturen går fräsen fritt från kanterna. Om det är riktigt små detaljer jag ska fräsa ut och kanske använda en fräs som är 1 mm eller mindre brukar jag köra konturen i flera steg så att näst sista varvet blir exakt i mått, sista varvet fräser jag igenom undersidan så att delen kan lossas. Jag brukar fästa ämnet med superlim så att inte delen lossar innan all fräsning är klar. Beroende på hur små radier som behövs kan jag använda fräsar som endast är 0,5 mm diameter – radie 0,25 mm. Även här kör jag först med en grövre fräs och tar bara den slutliga fräsen på det sista varvet. Har upptäckt att det ger finast yta och hela fräsar!
Behövs skarpa hörn tas det enkelt bort med hjälp av en fin fil.
Det kan bli flera byten av fräsar och flera körningar för att göra en del. Lite tidsödande men i alla fall för min hemmabyggda och relativt billiga maskin fungerar detta bäst.
Man ska också tänka på att fräsens verksamma djup brukar vara dubbla diametern – så en 0,5 mm fräs kan bara fräsa 1 mm djup.

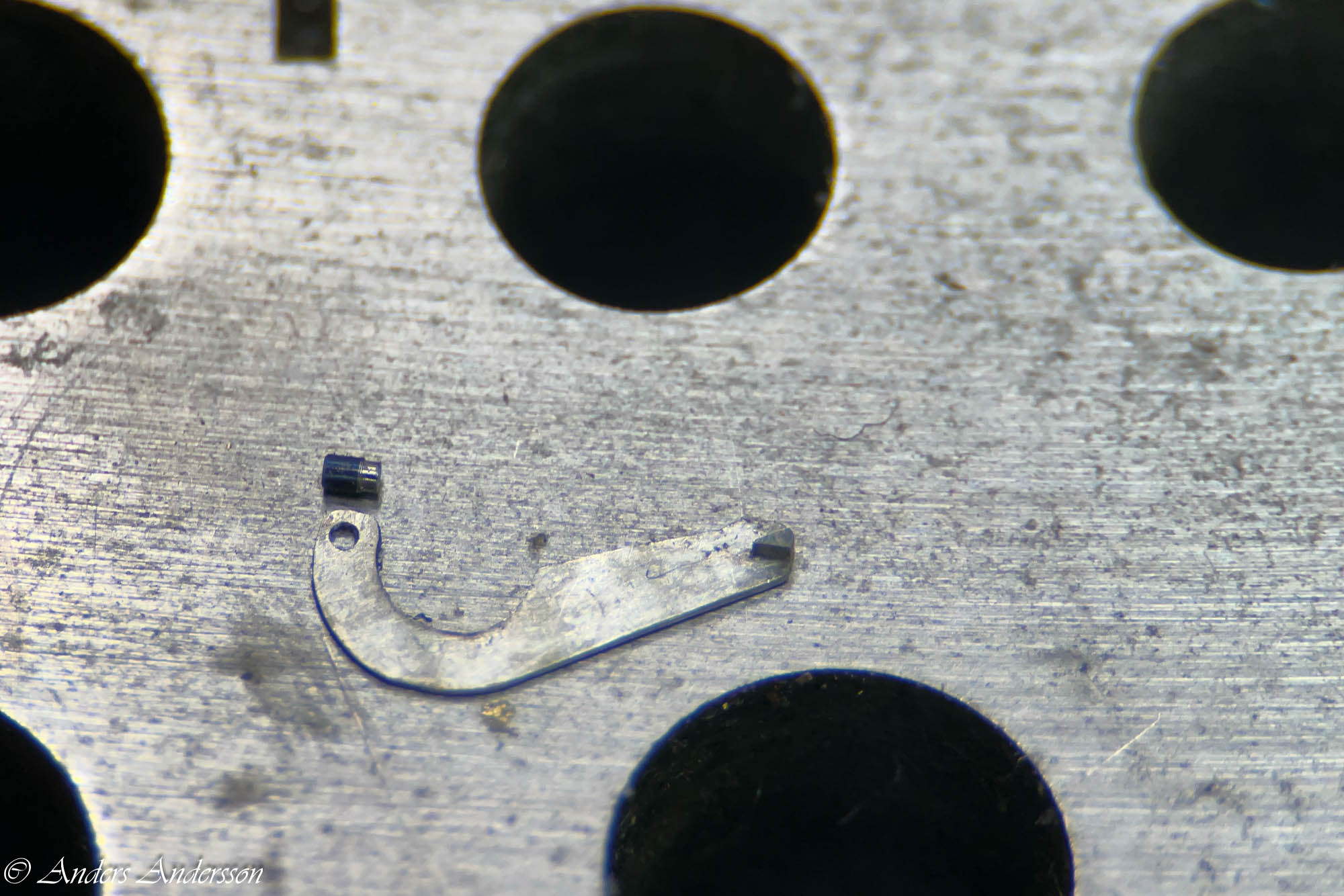
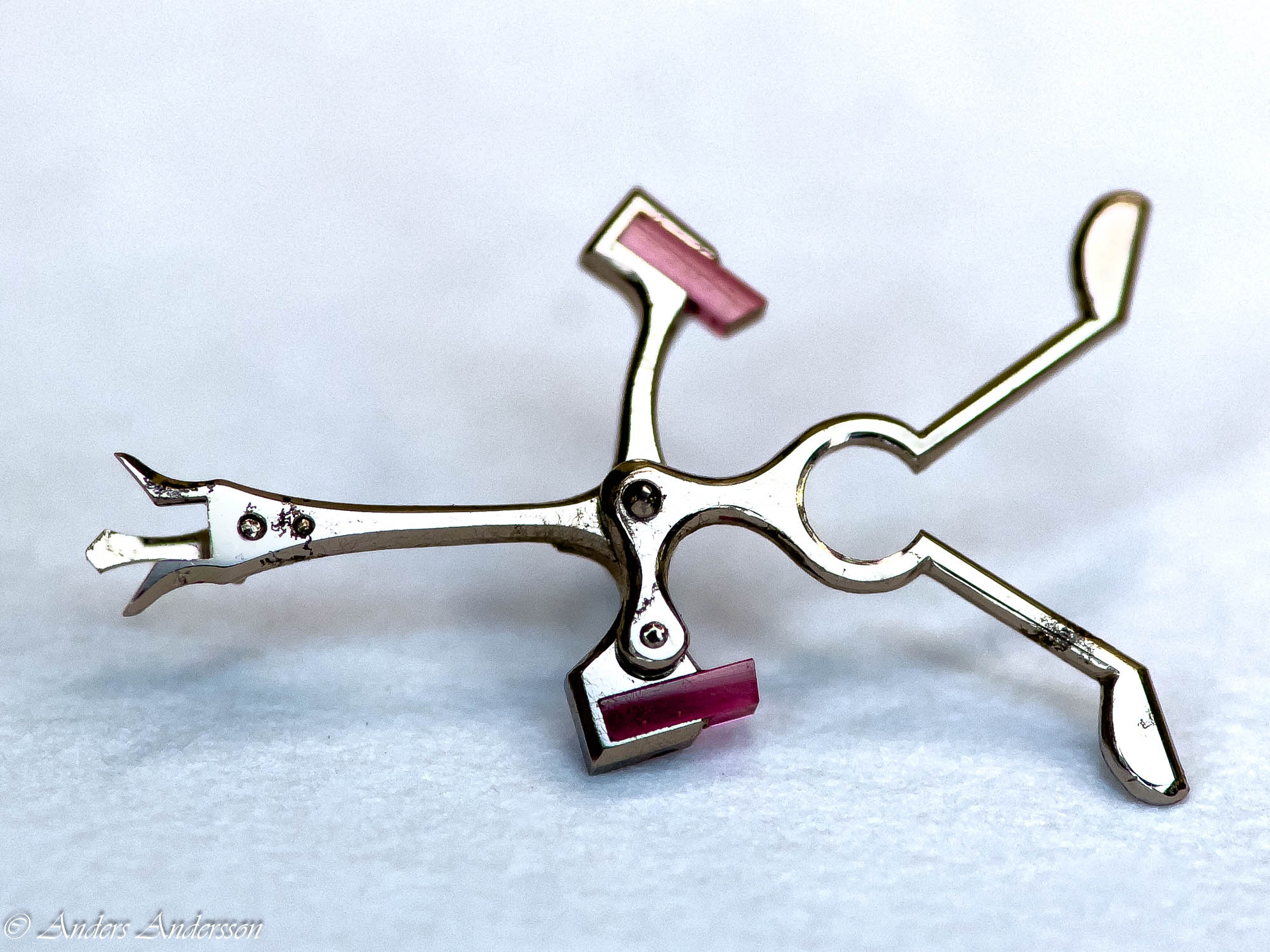
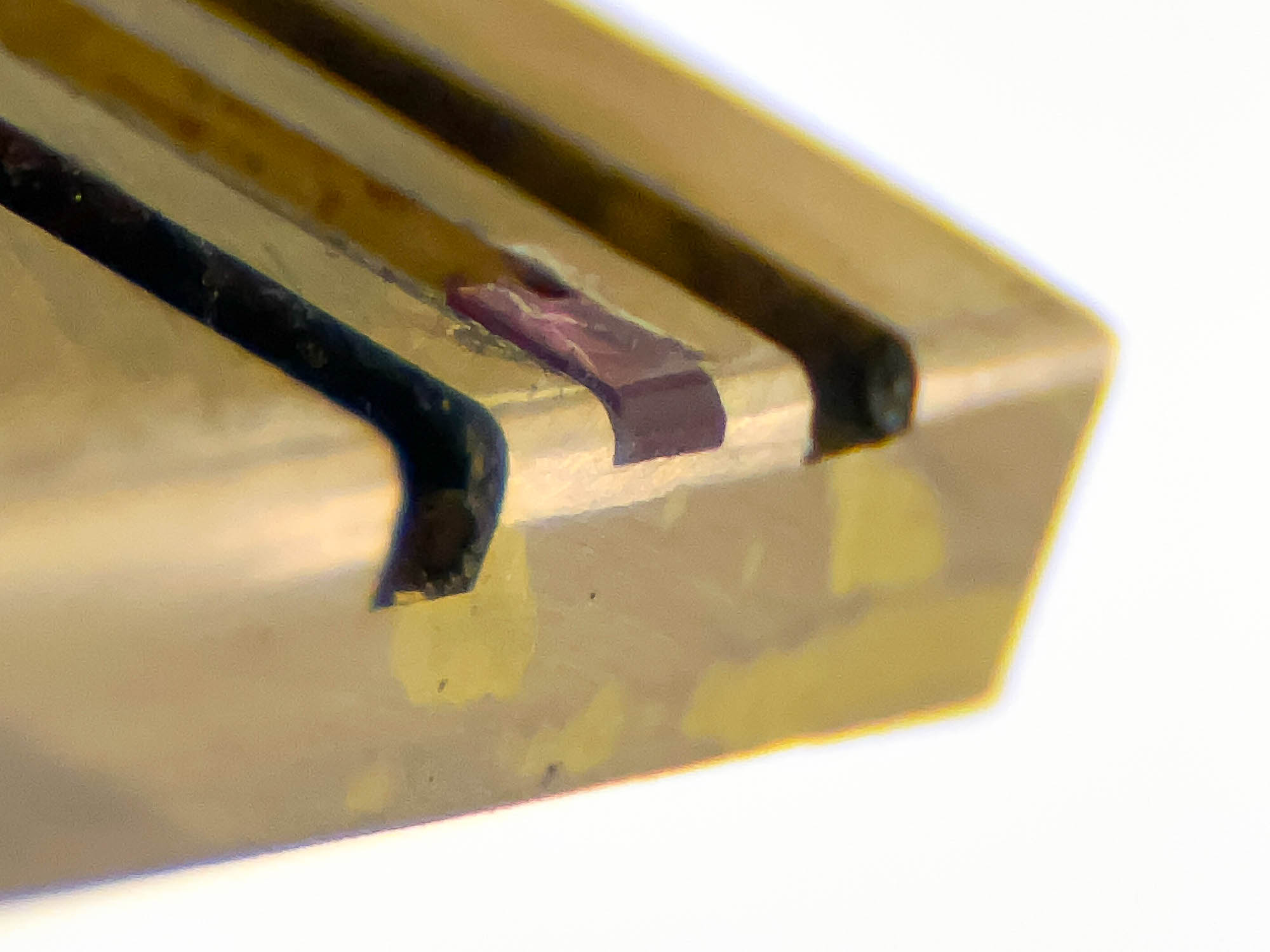
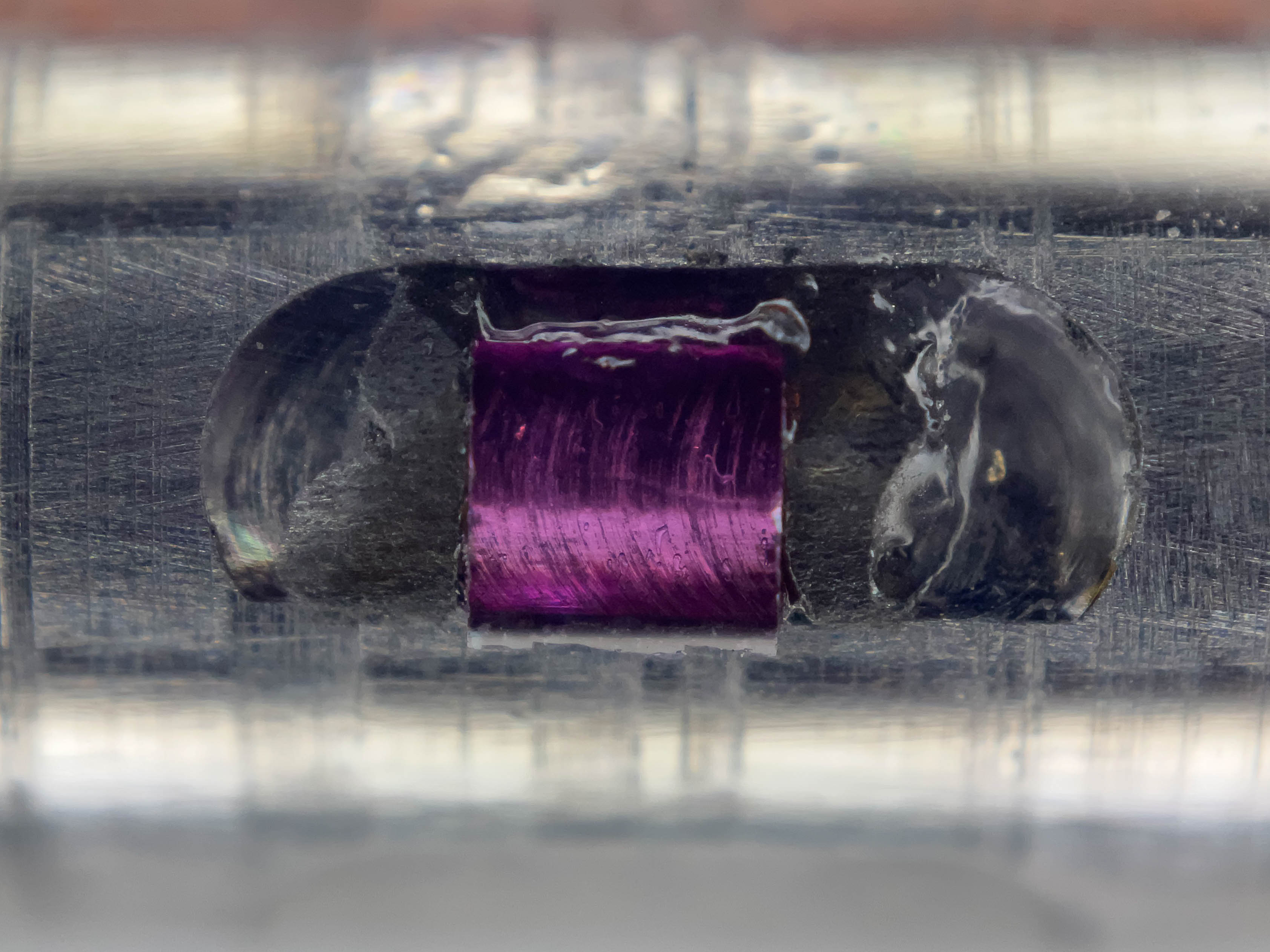
Så här blev det. Se på den vänstra detaljen. ”Tårtbiten” som är själva spärrtanden blev alldeles för liten och konturen blev heller inte så bra. Det visade sig att jag hade ett glapp i maskinen som plötsligt dök upp.

Det blev till att fixa till maskinen och justera glappet. Lärdom – kolla ibland att alla skruvar är åtdragna i maskiner, känn och kontrollmät ibland.

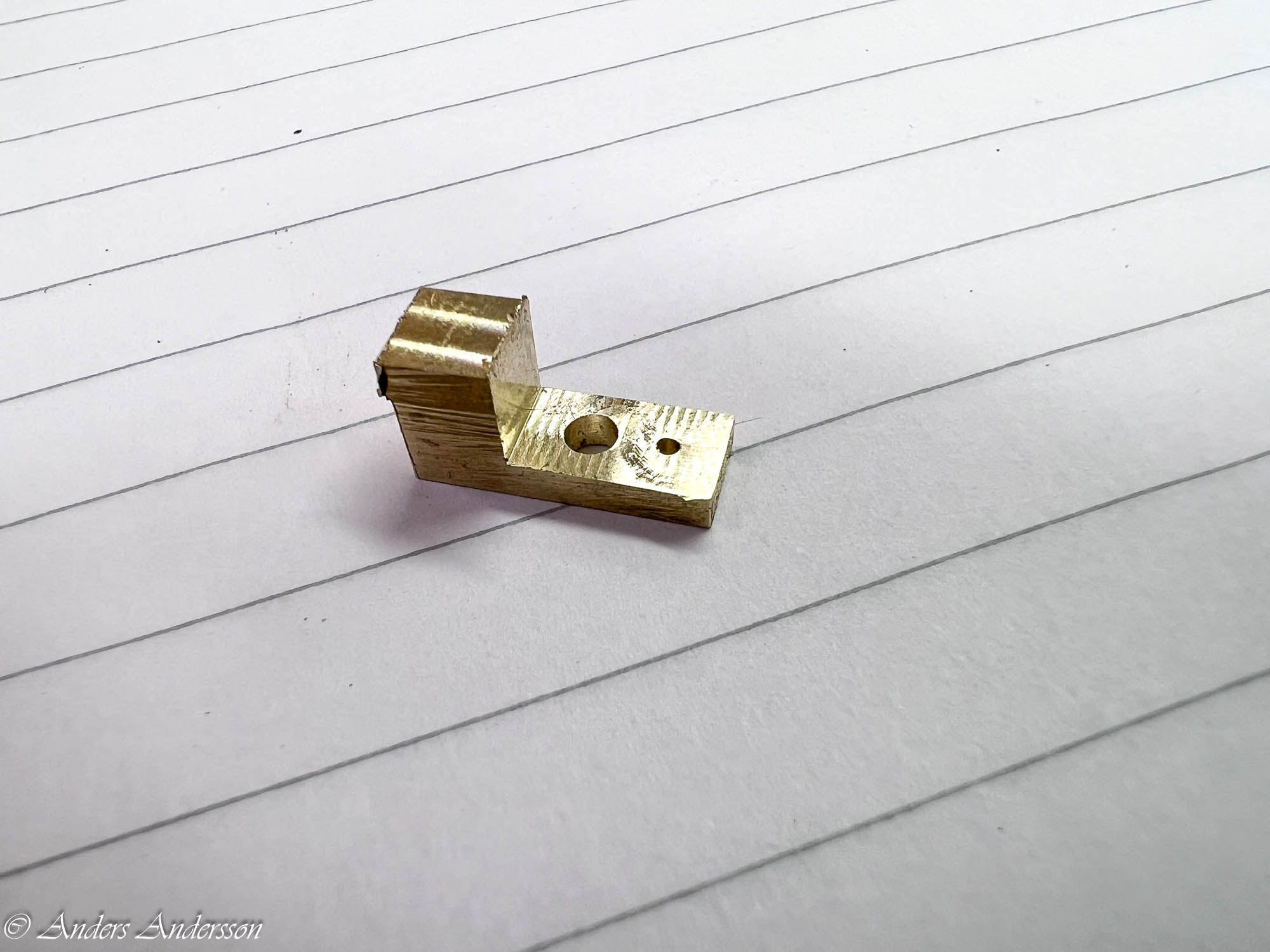
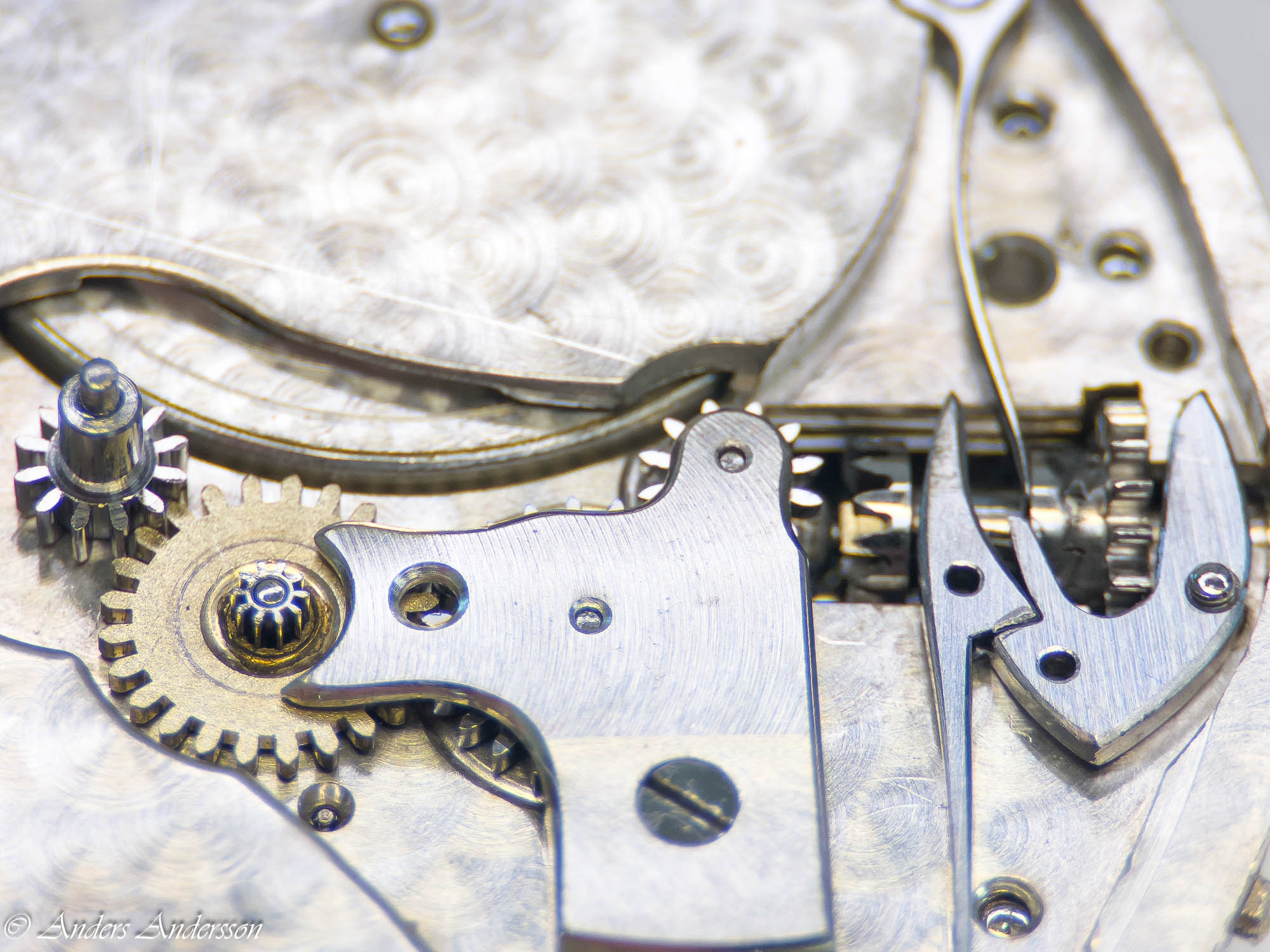
Fräste ut en ny spärr, härdade och anlöpte. Polerar den synliga ”tårtbiten”.
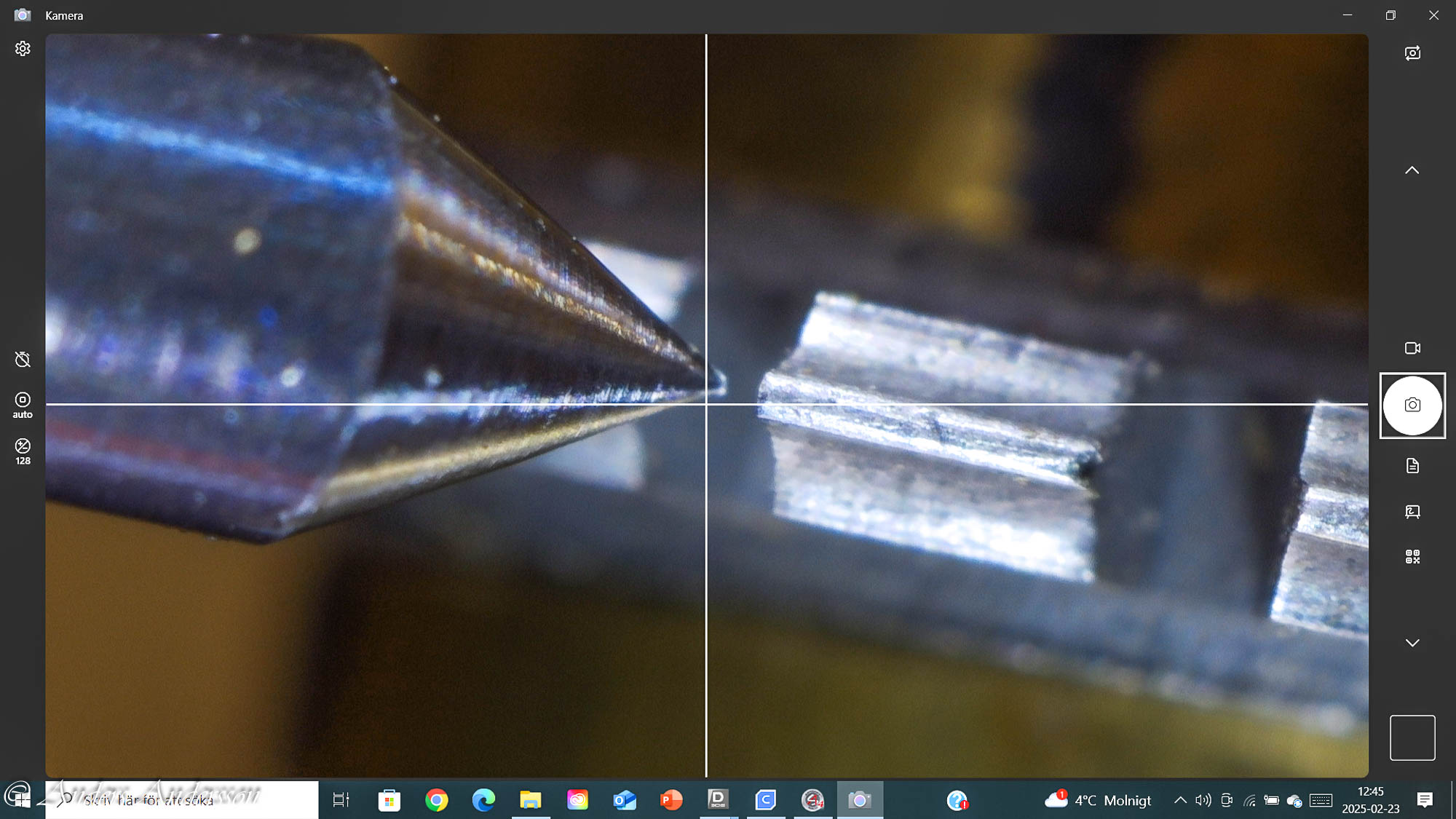
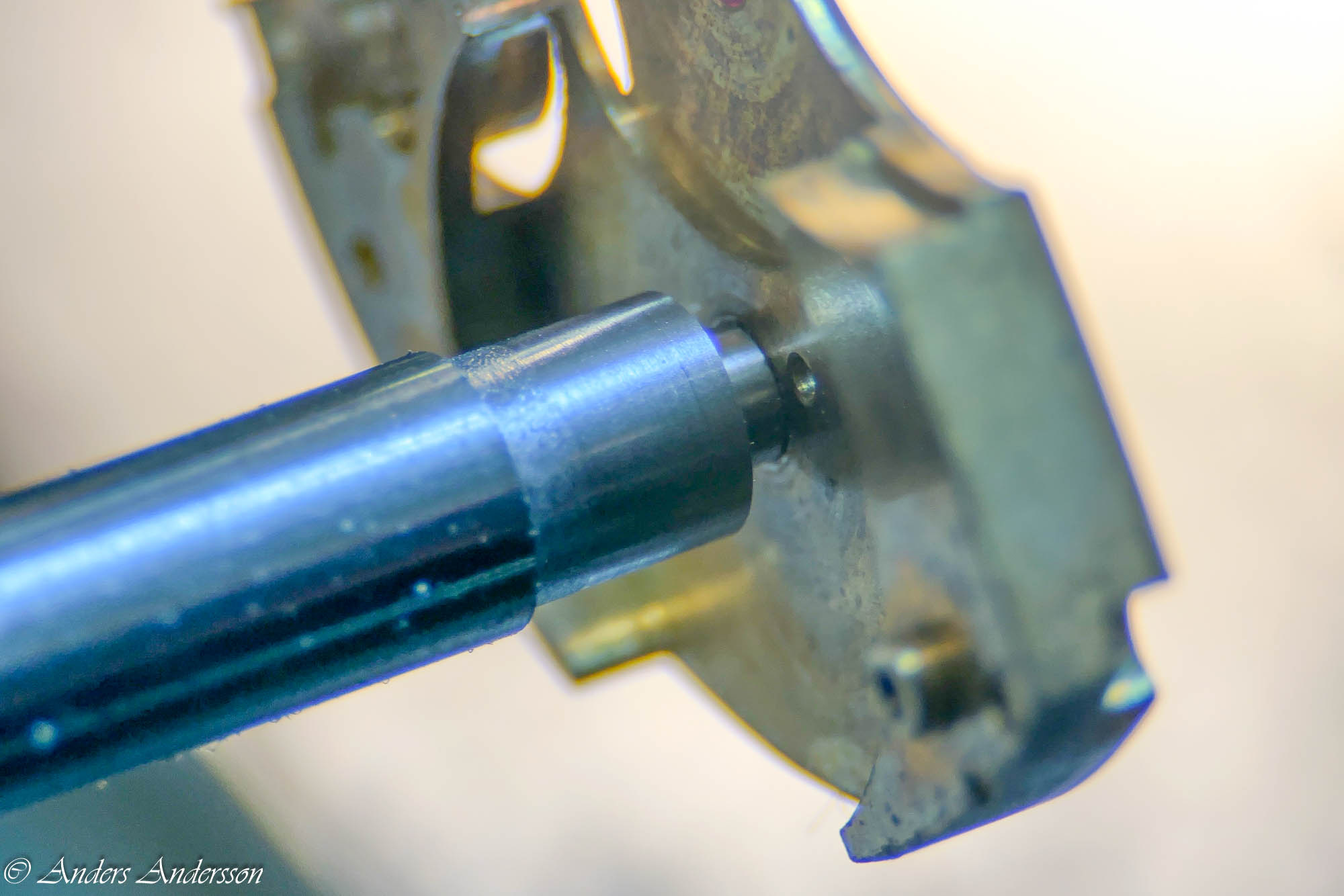
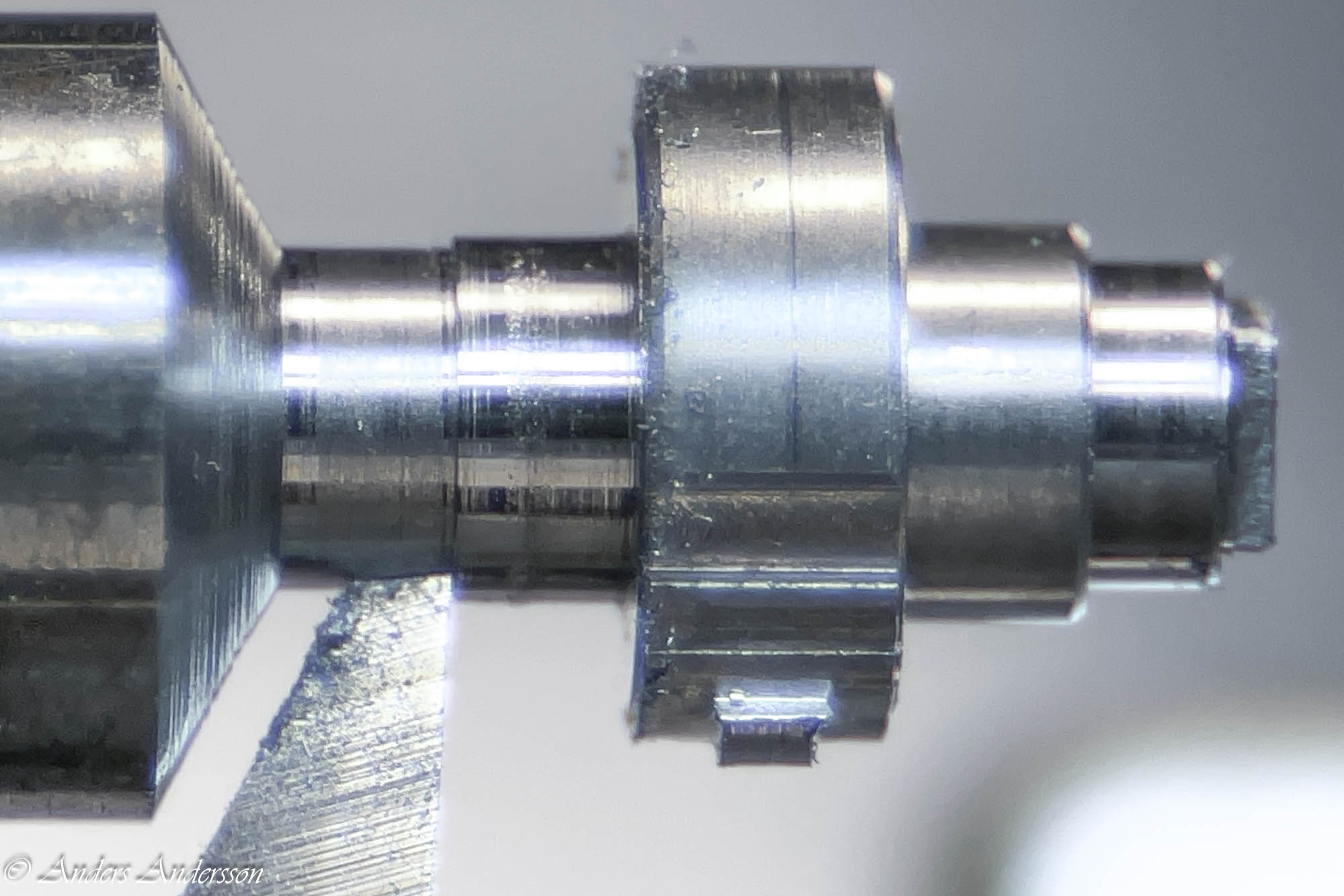
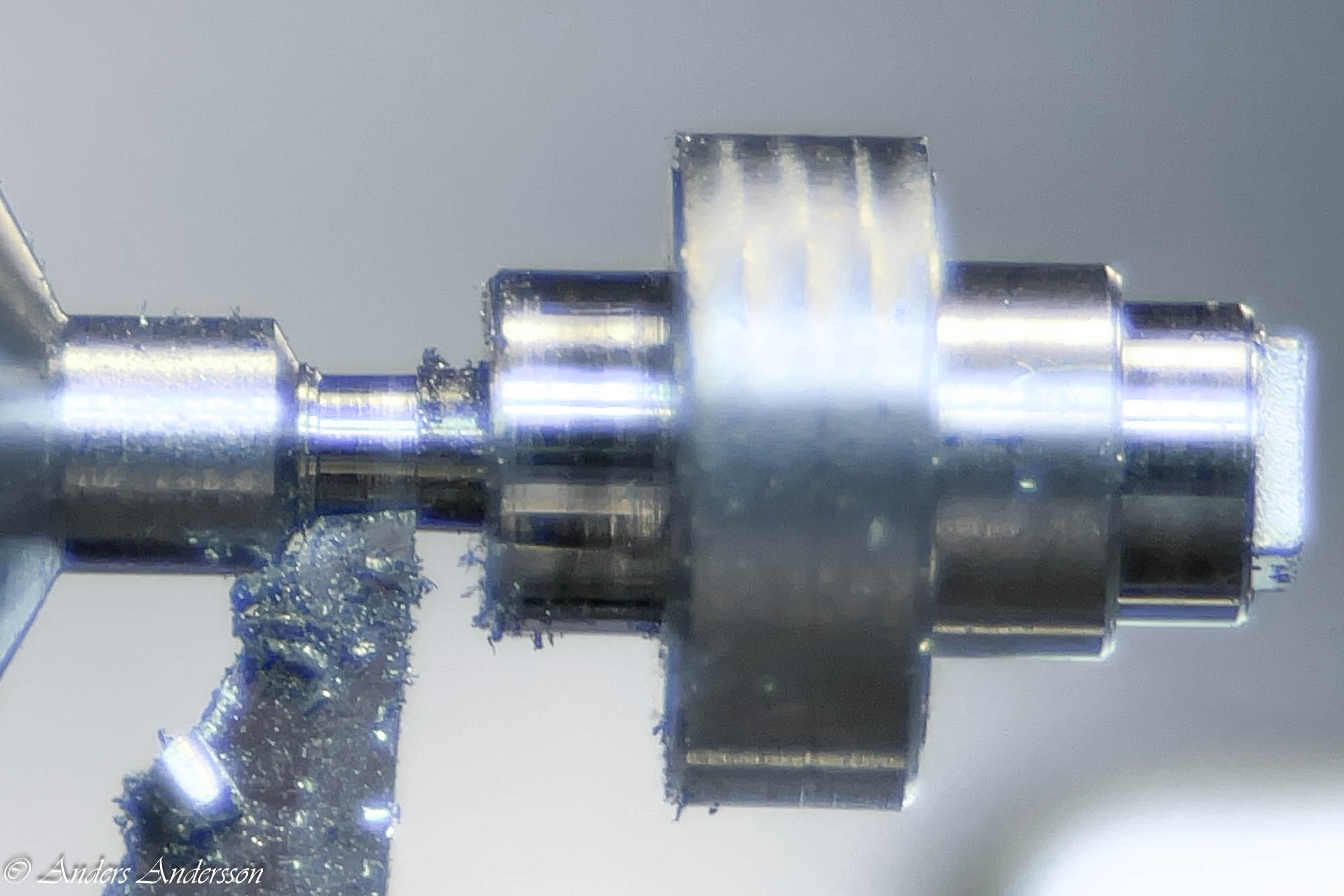
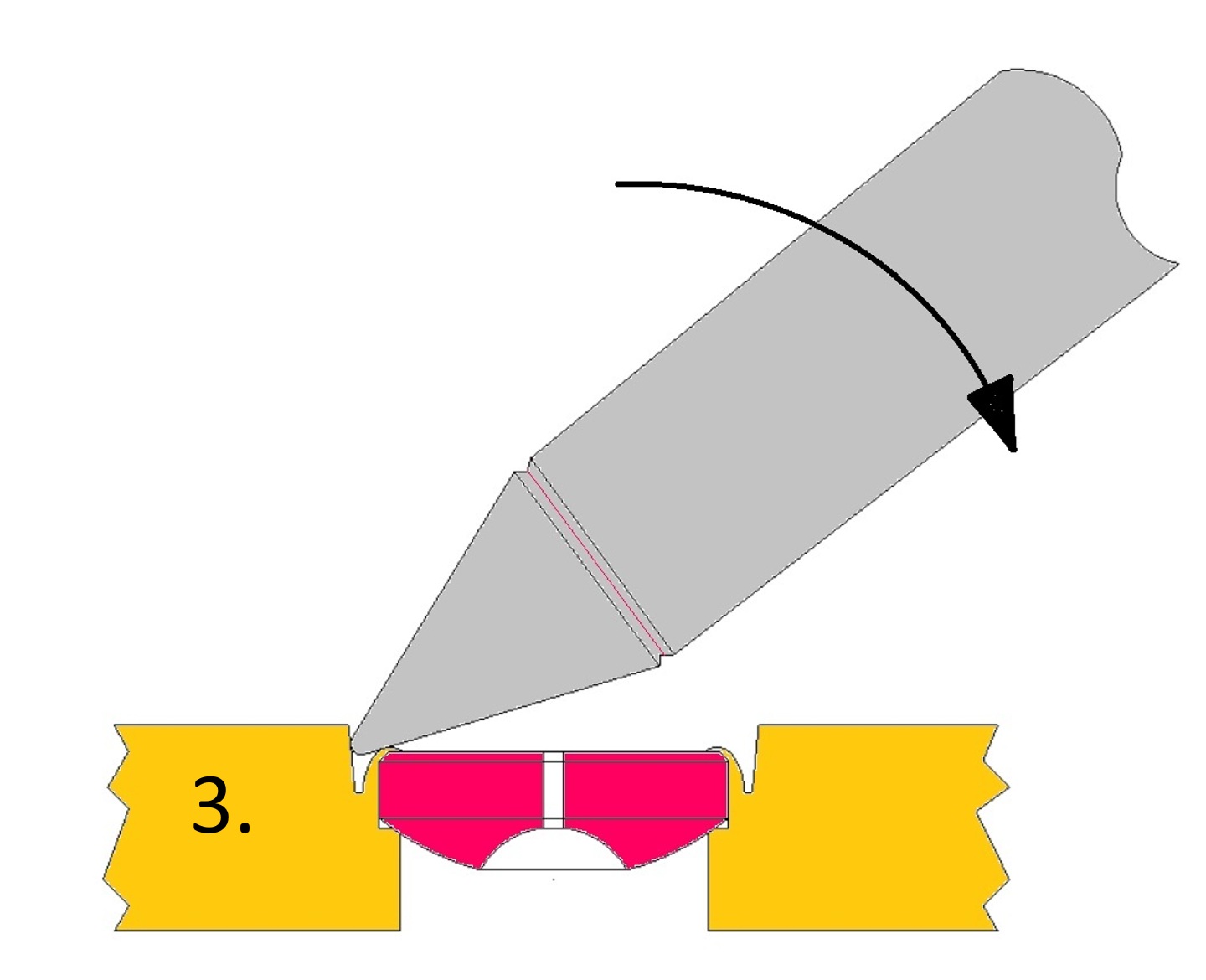
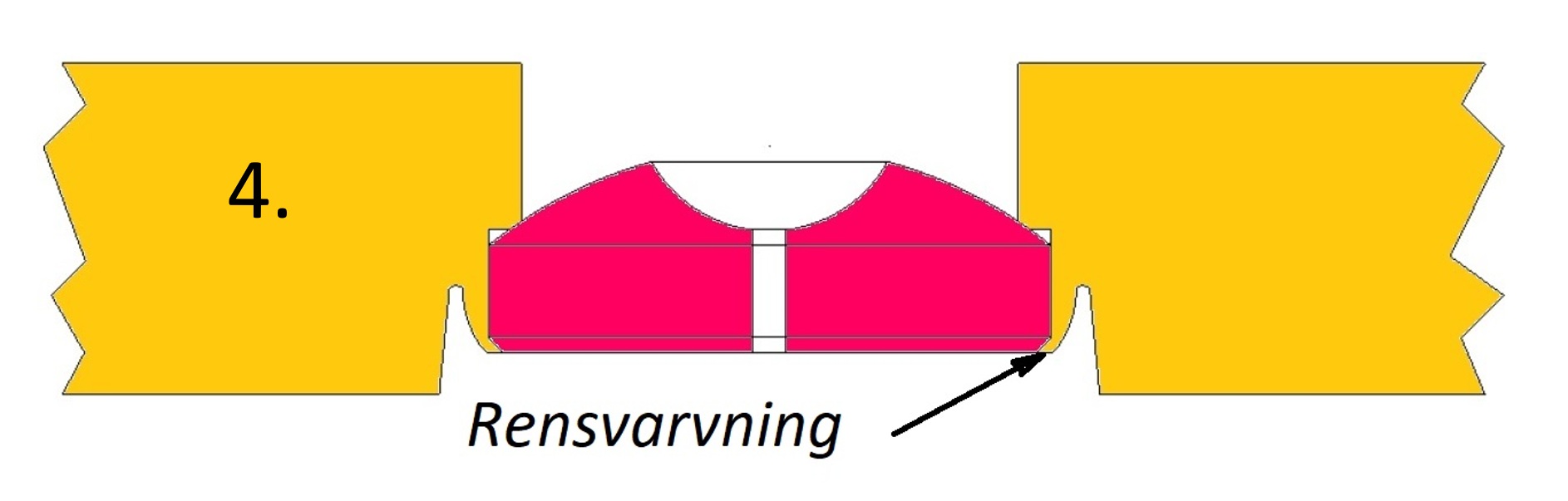
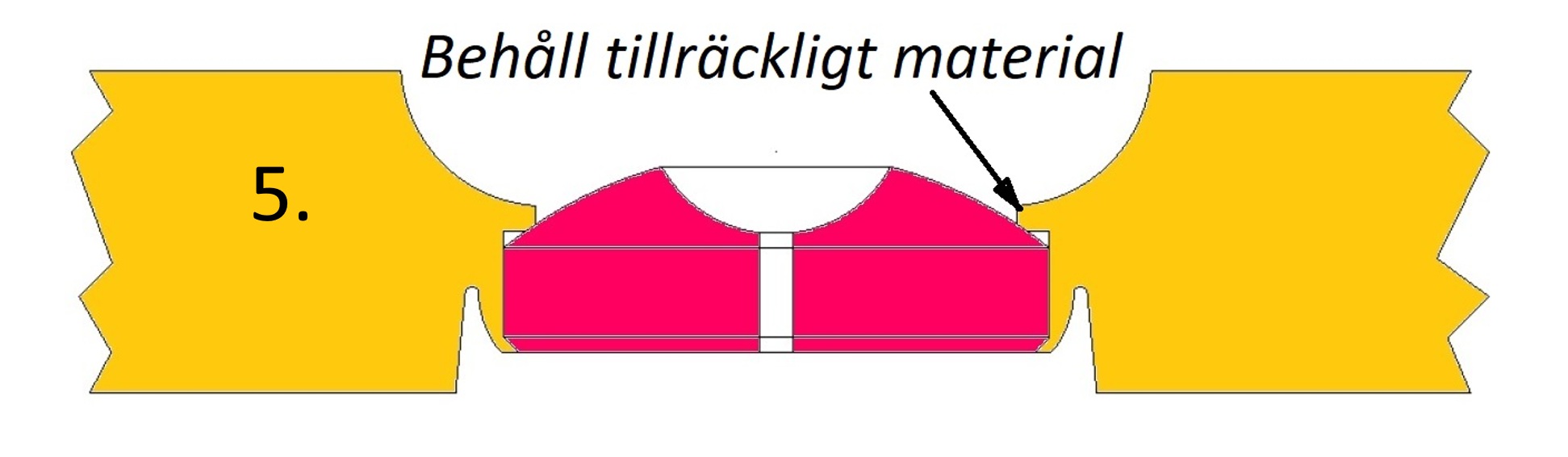
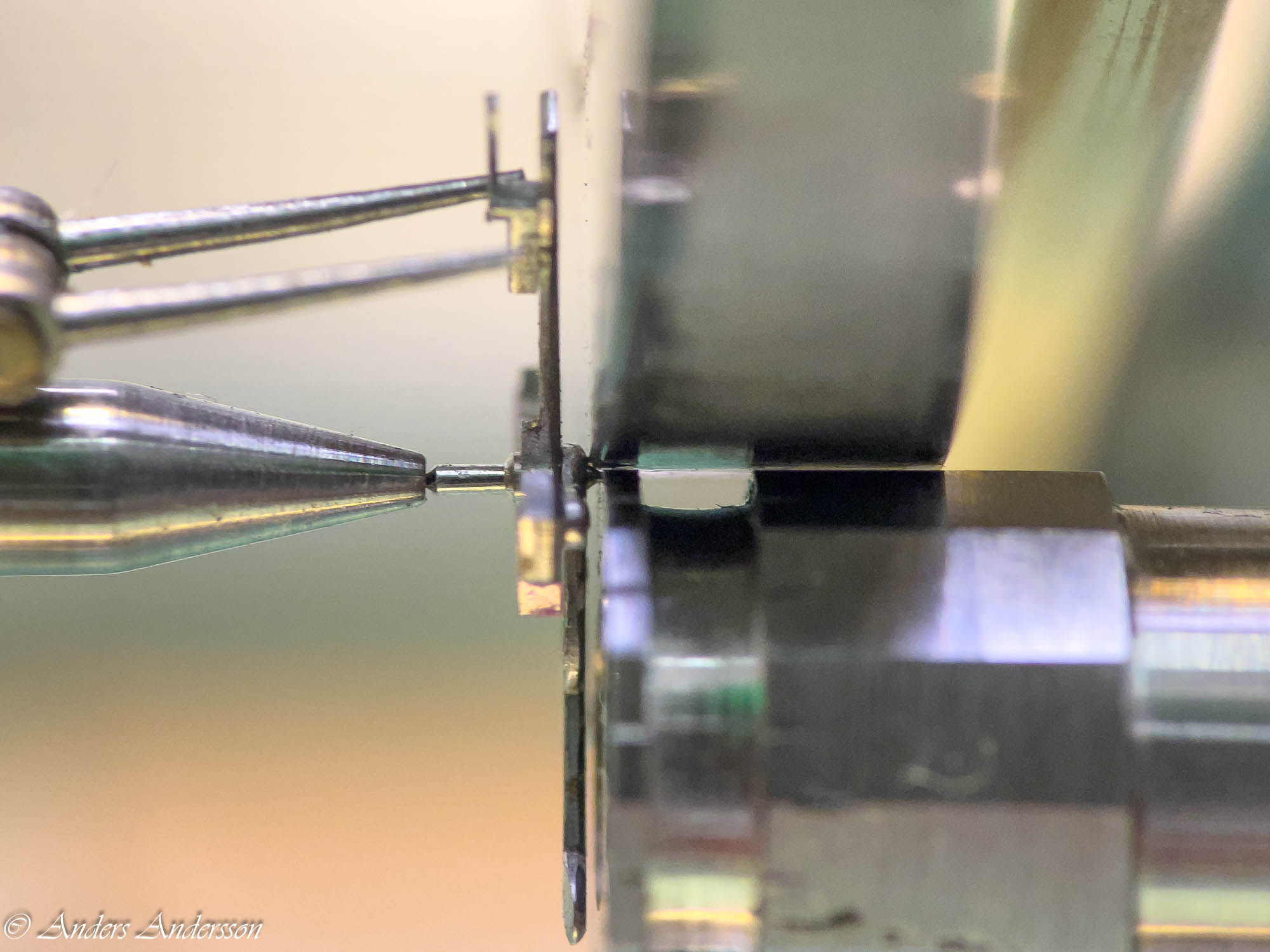
Svarvar en tapp i blåstål till spärrens ledade del.
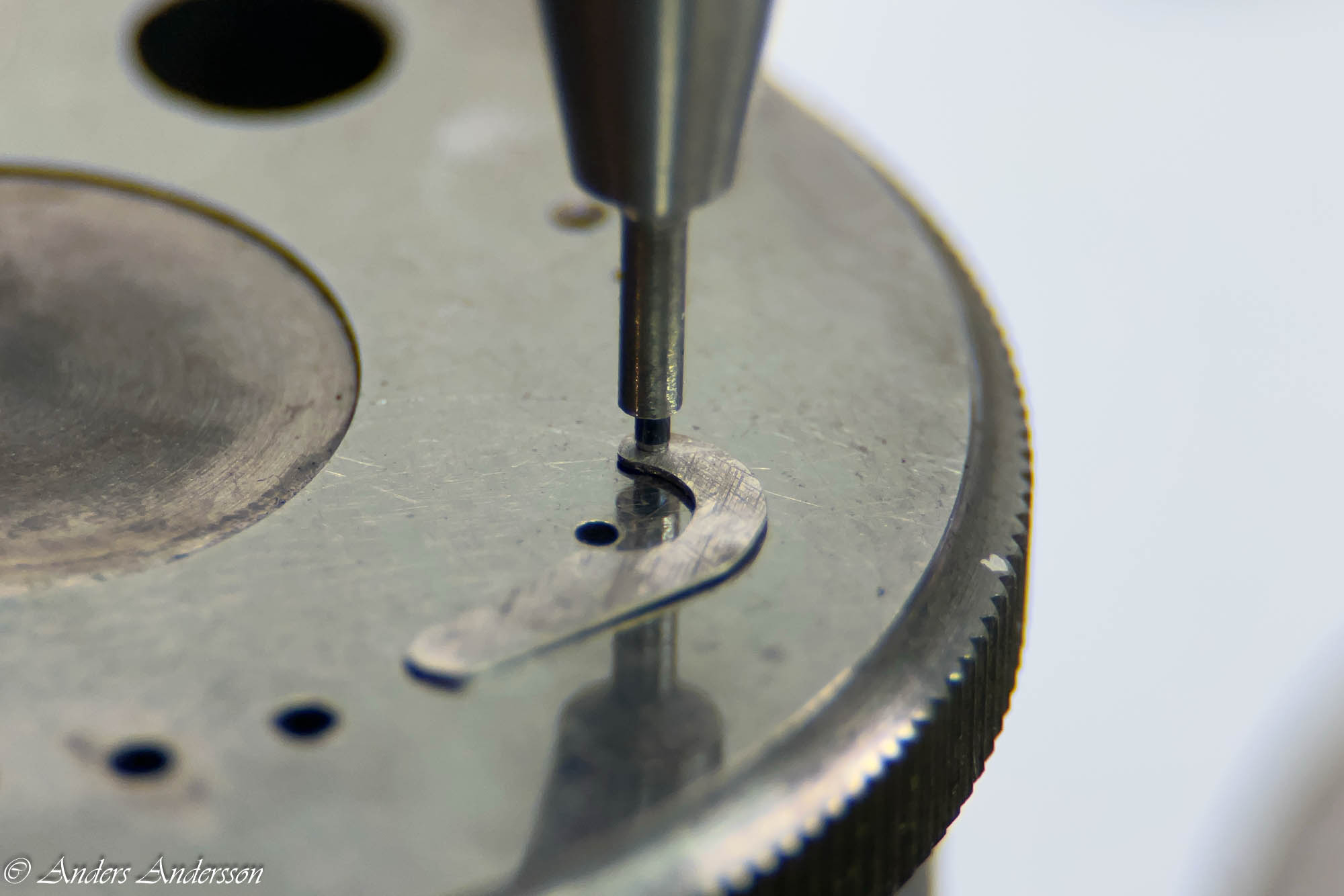
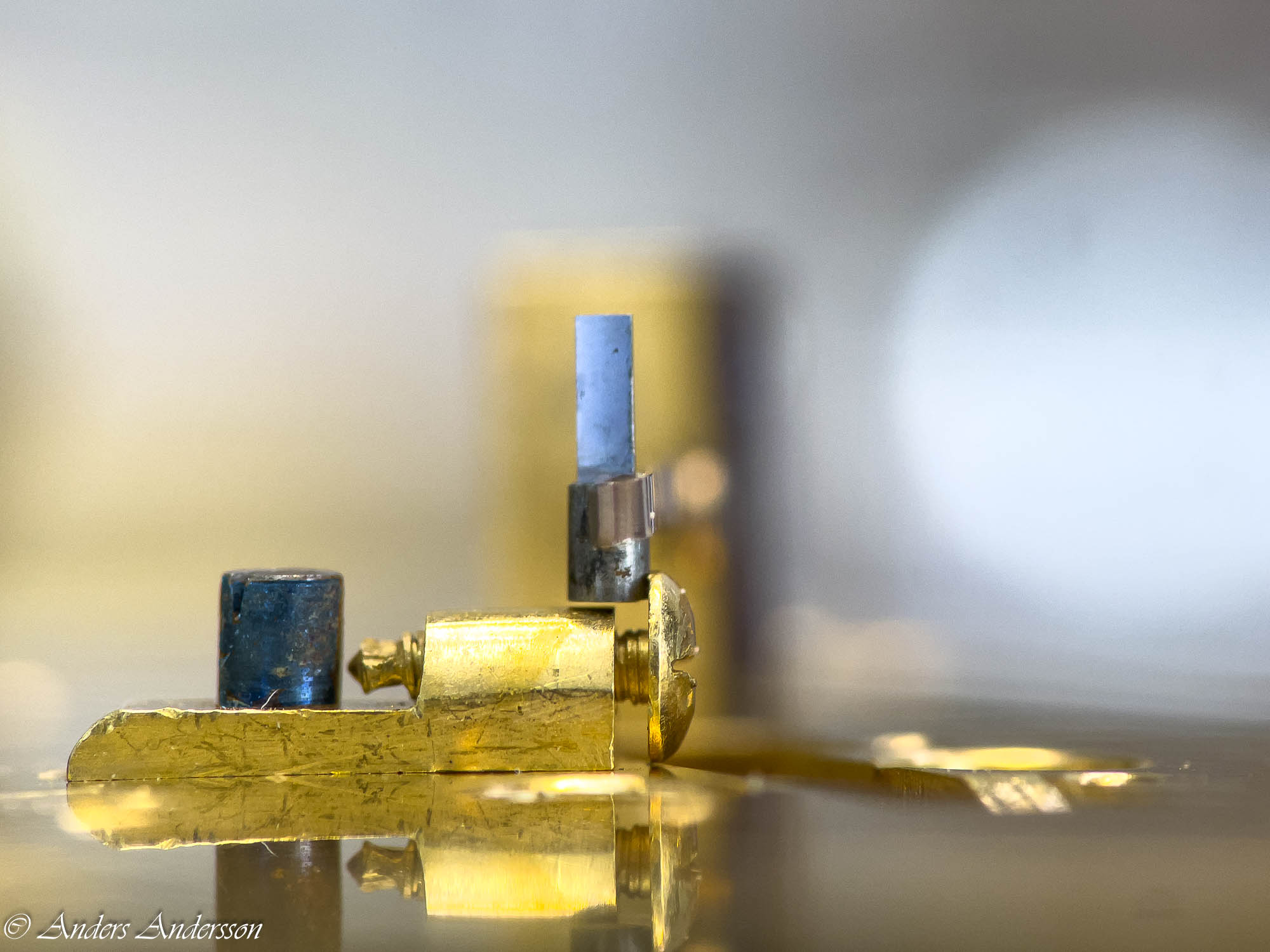
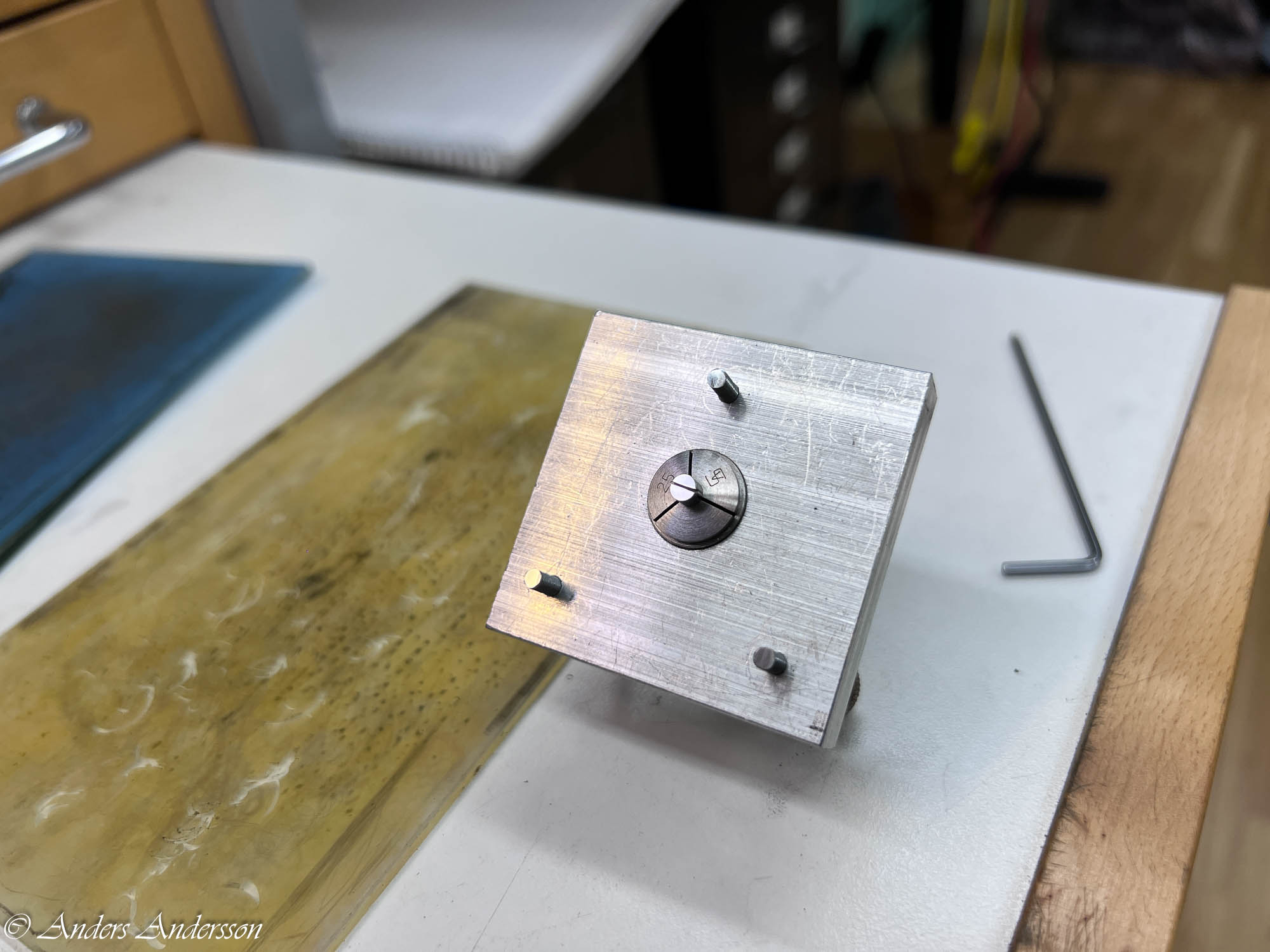
Med hjälp av stansstället fäster jag tappen. Snyggar till formen med mina putsfilar. Sedan prov i verket med spärrhjulet monterat, det verkar funka.

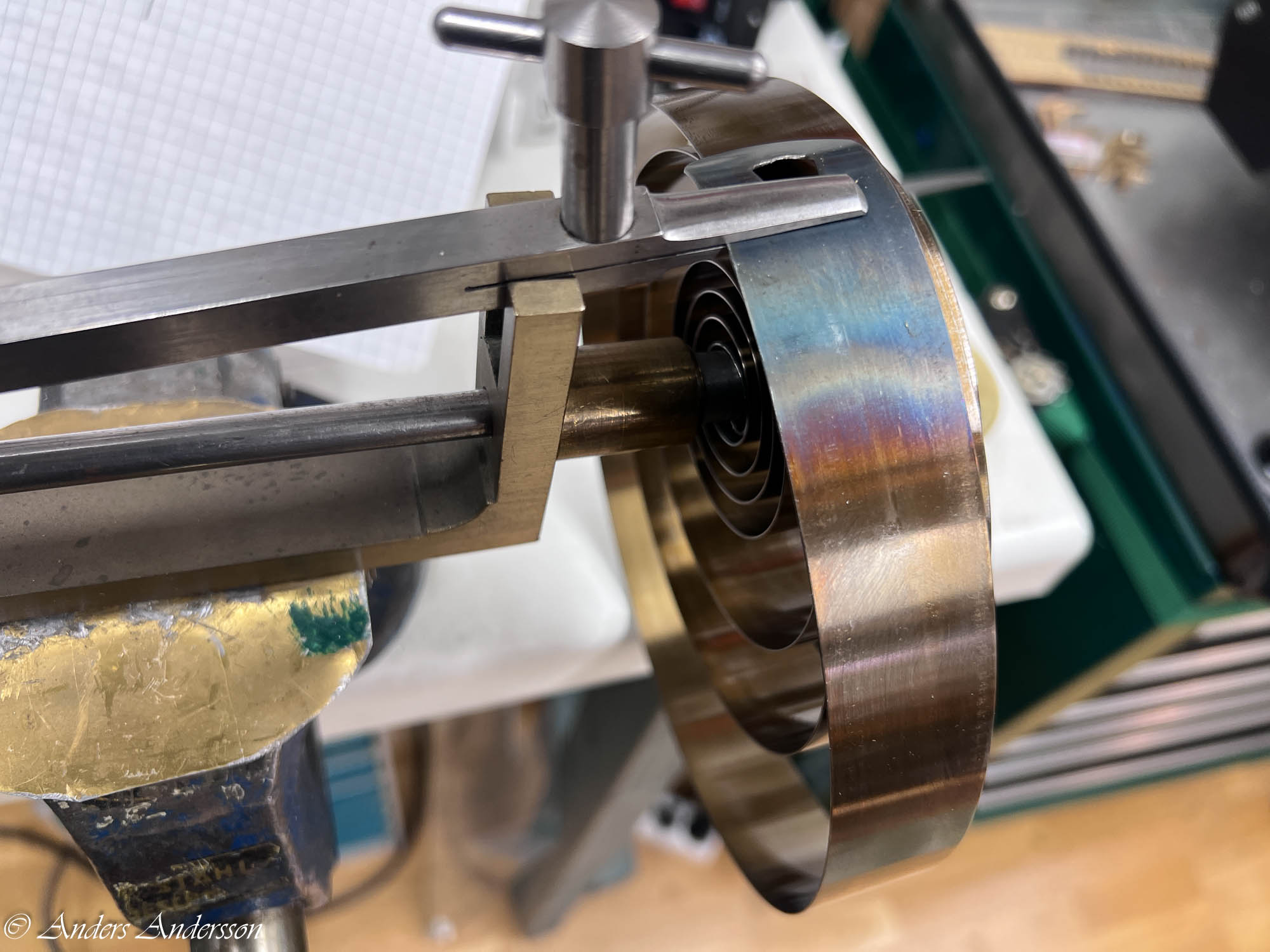
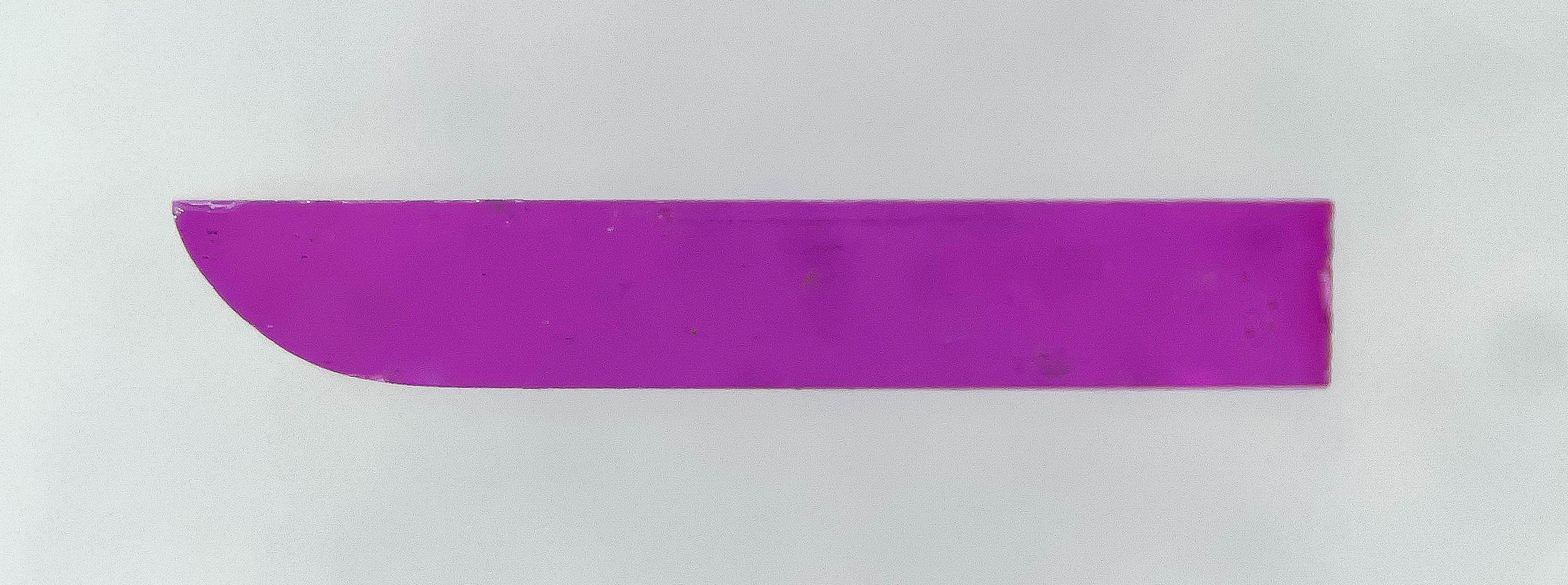
Förr i tiden kunde man köpa ämne för tillverkning av fjädrar. Det fanns två typer av tråd – rund eller platt. Jag använder ett sådant platt ämne och böjer till en form liknar den spärrfjäder som hör till det andra Marc Favreverket som jag har i verkstaden.

Inte lika snygg böj som originalet men huvudsaken är funktionen. Fick ta ner bredden lite för att den skulle gå fritt mellan fjäderhusbryggan och spärrhjulet. Det är också viktigt att fjädern är plan för att få en god funktion, det är svårt att böja till en form utan att ändra planheten. Små detaljer som kan orsaka problem om man inte gör rätt. 
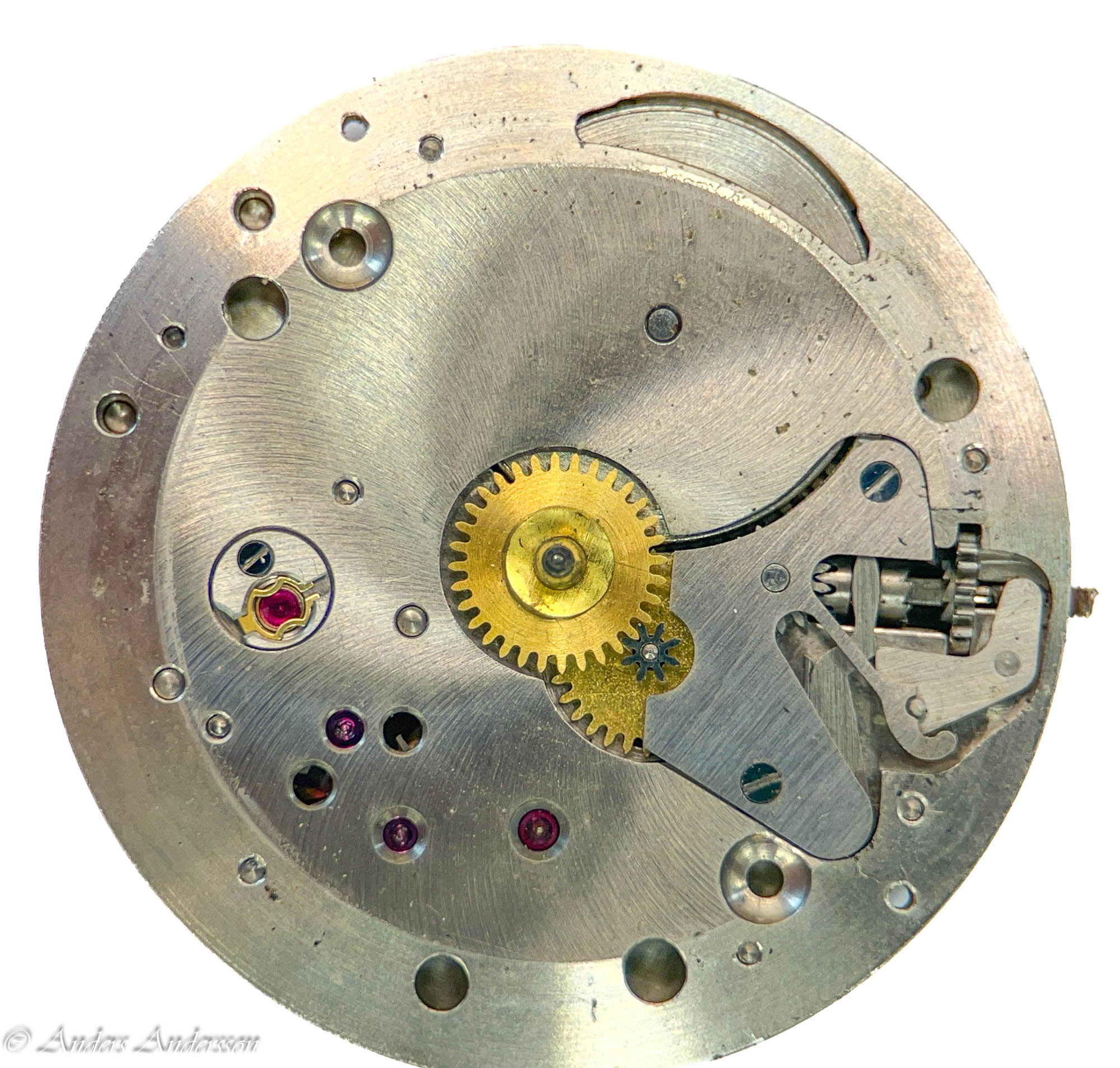
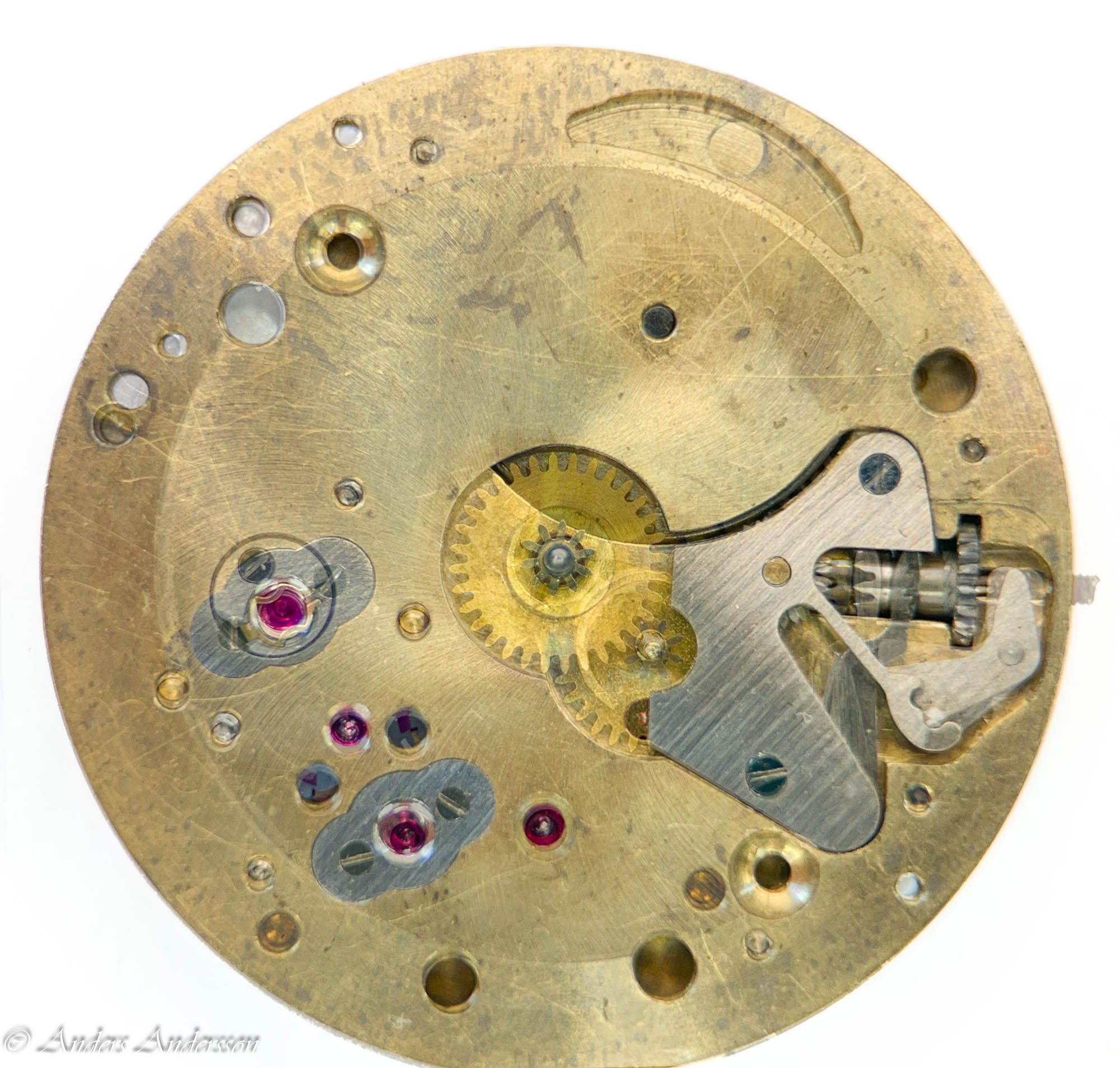
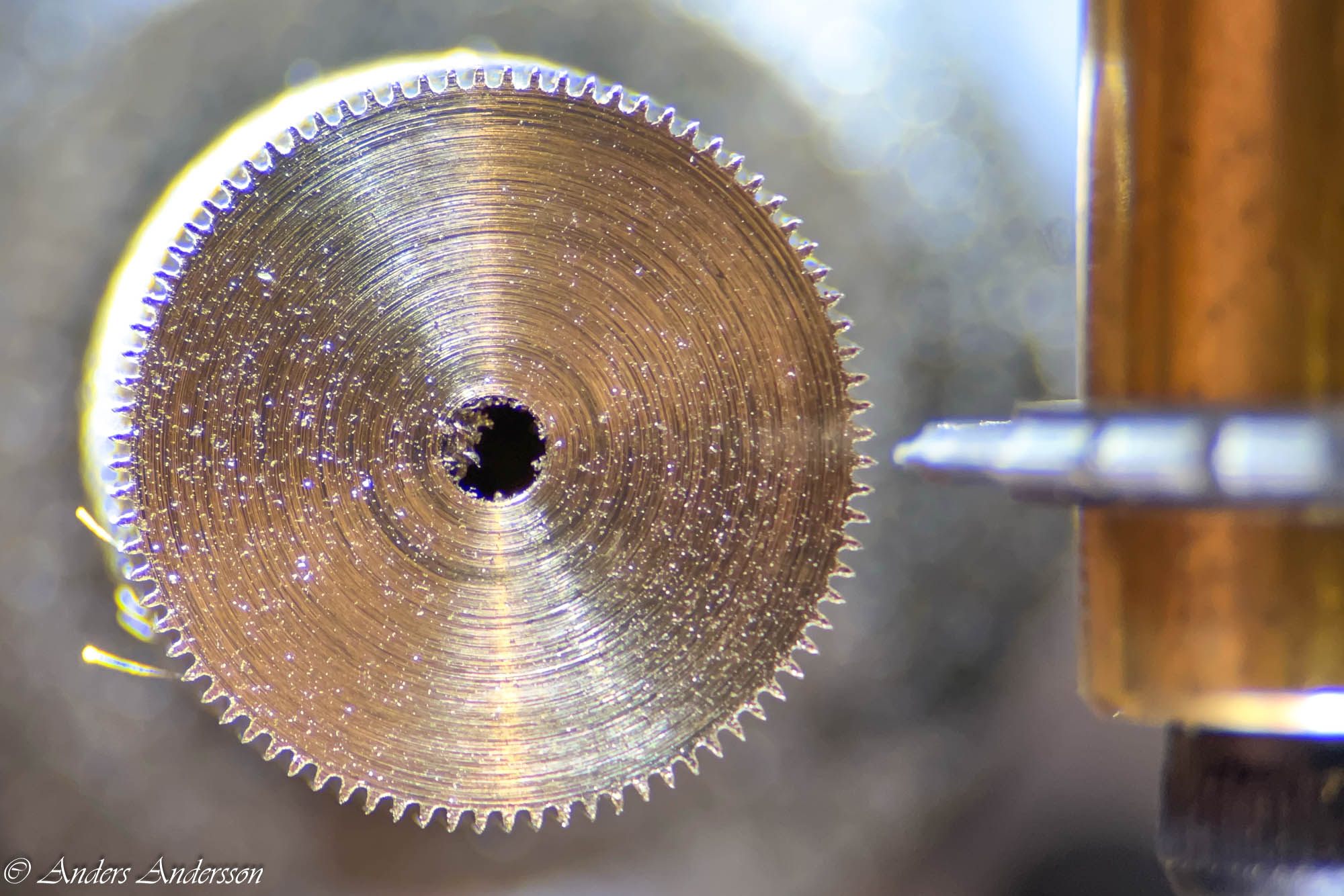
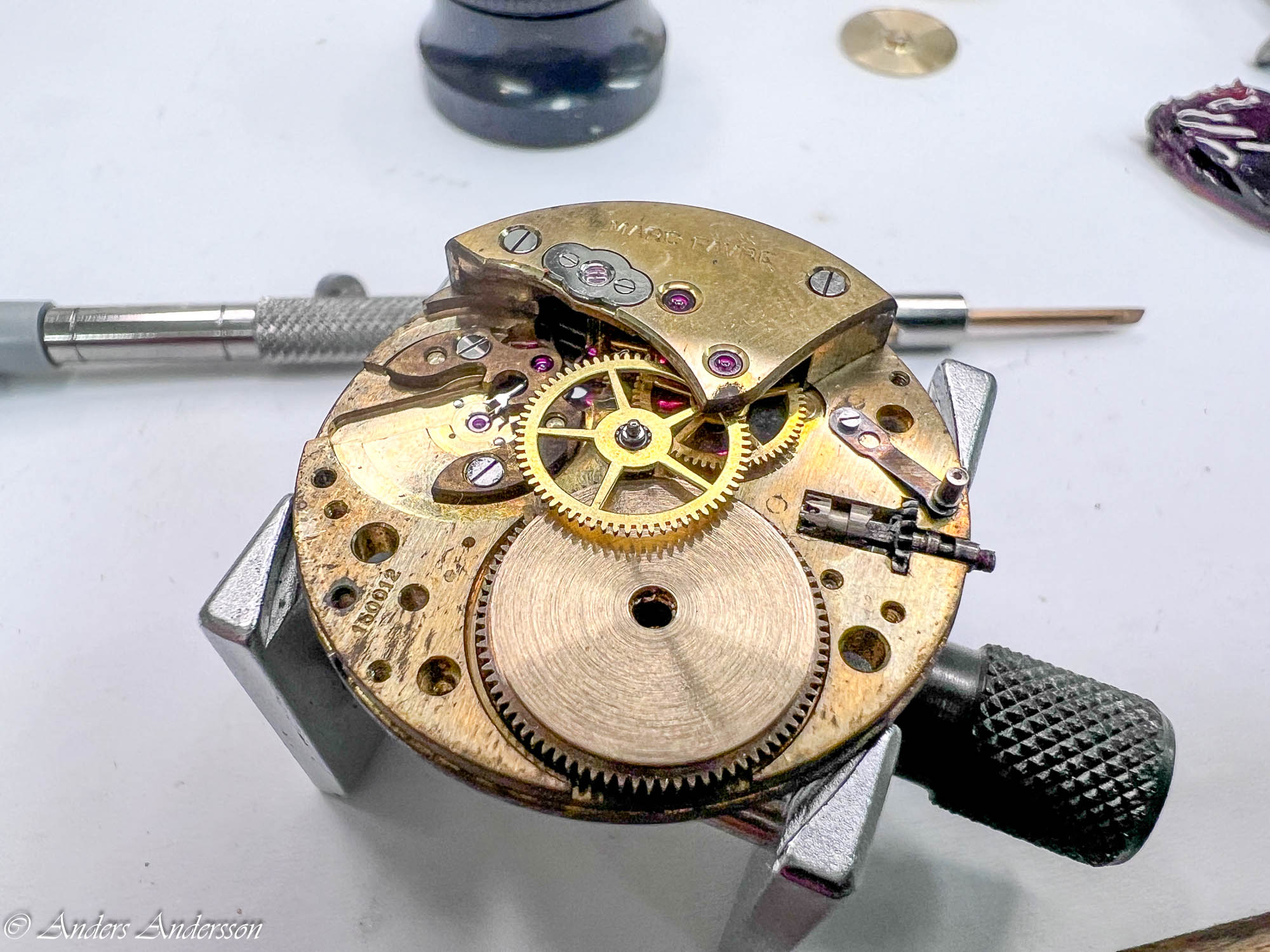
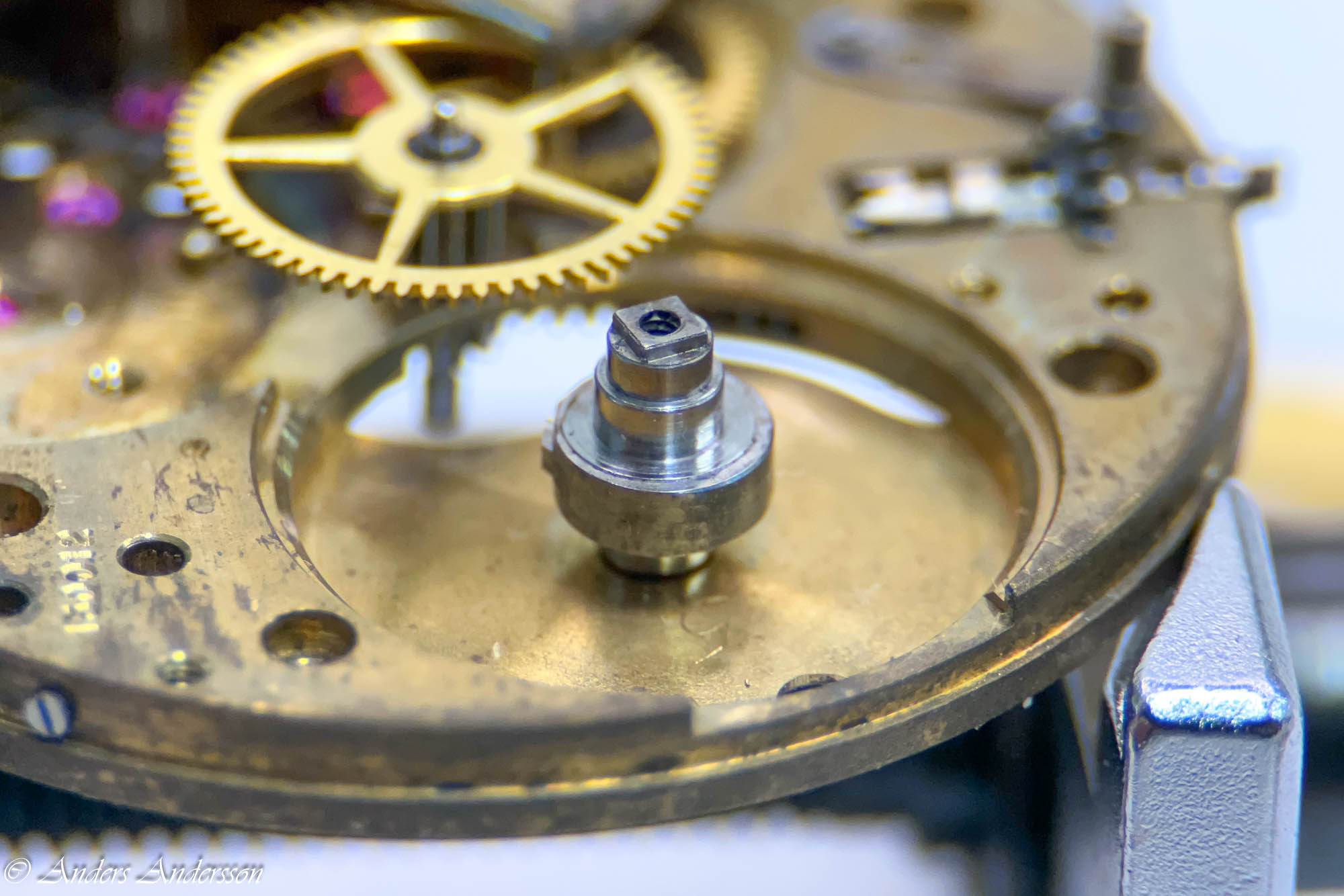
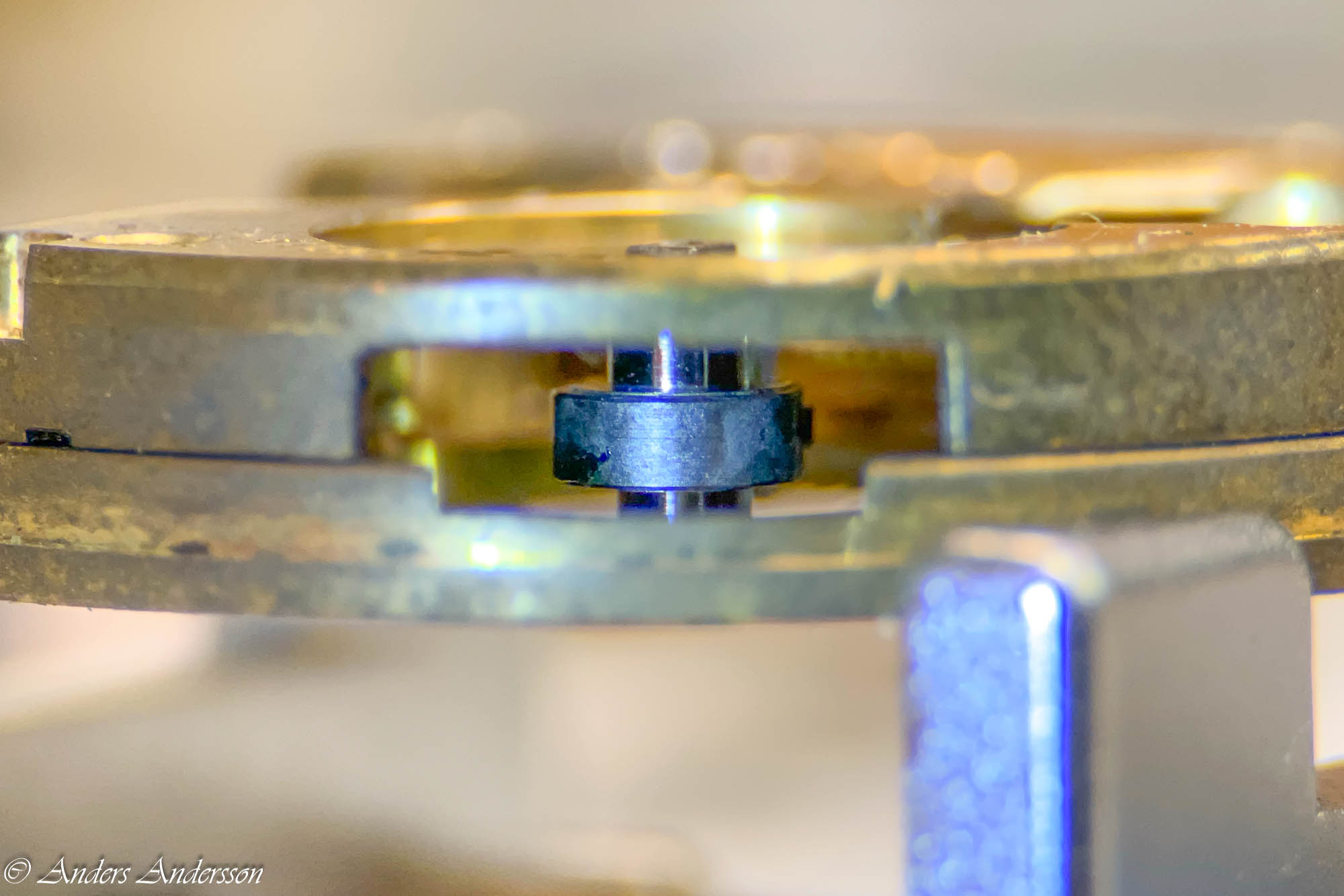
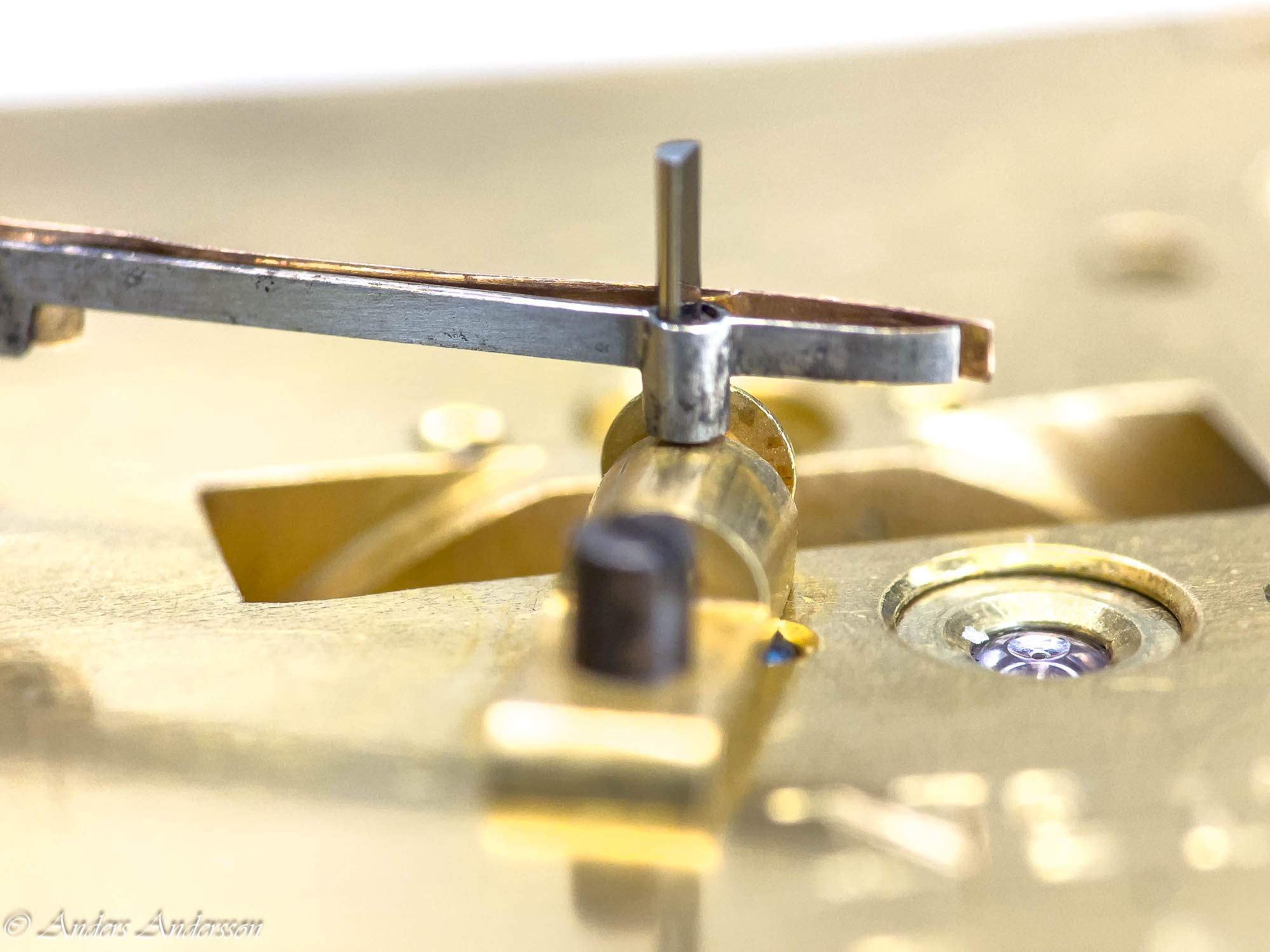
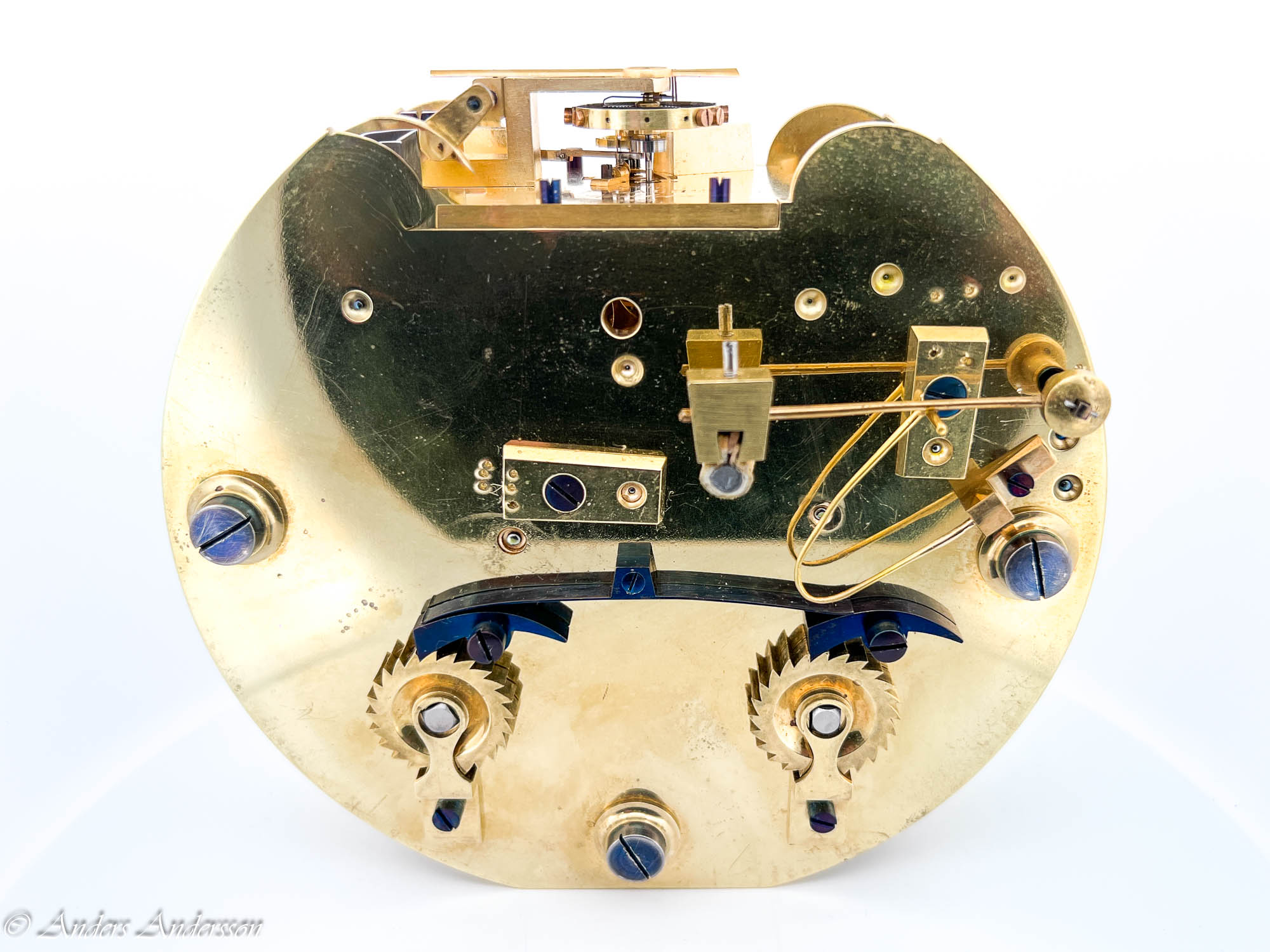
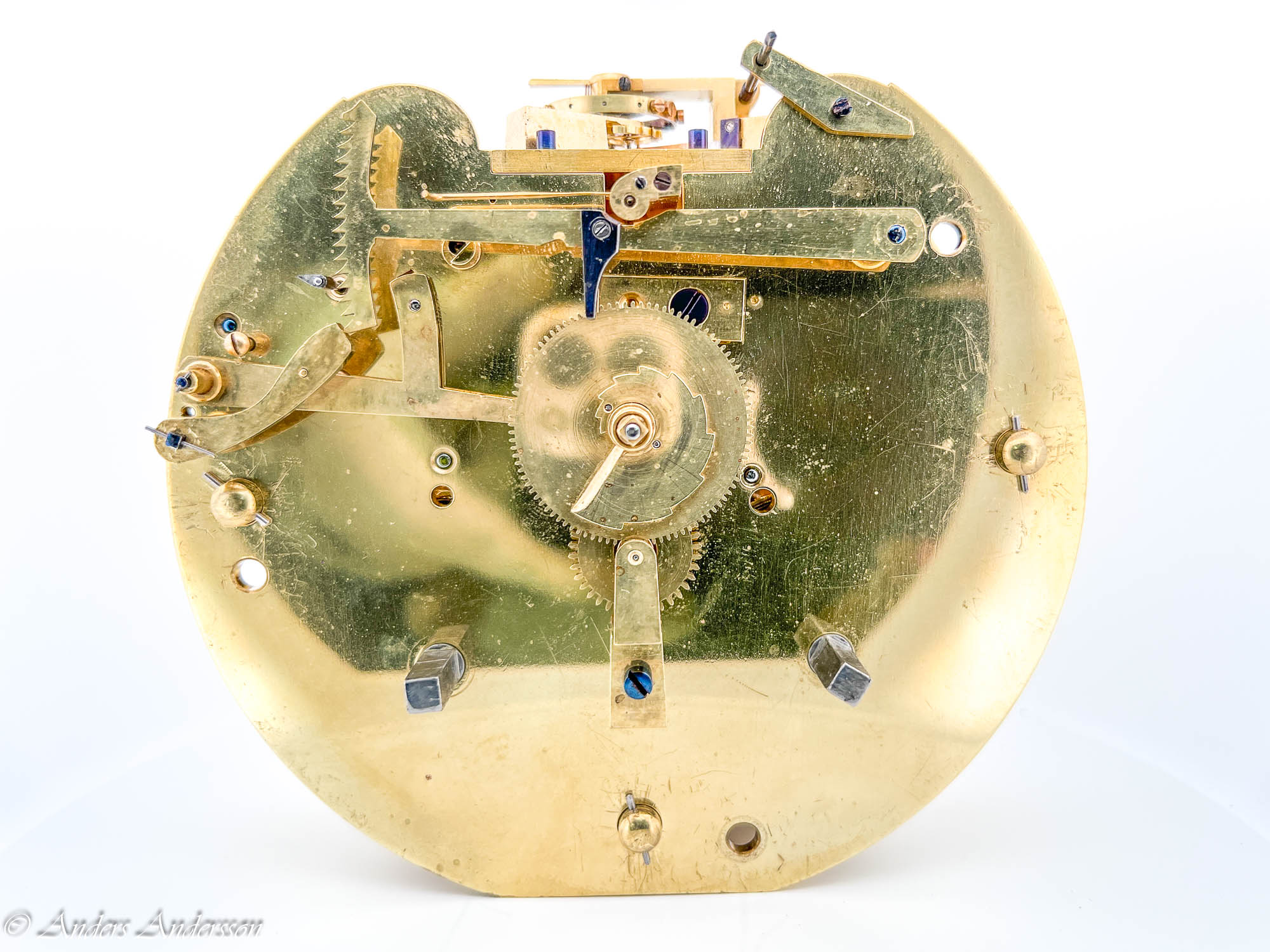
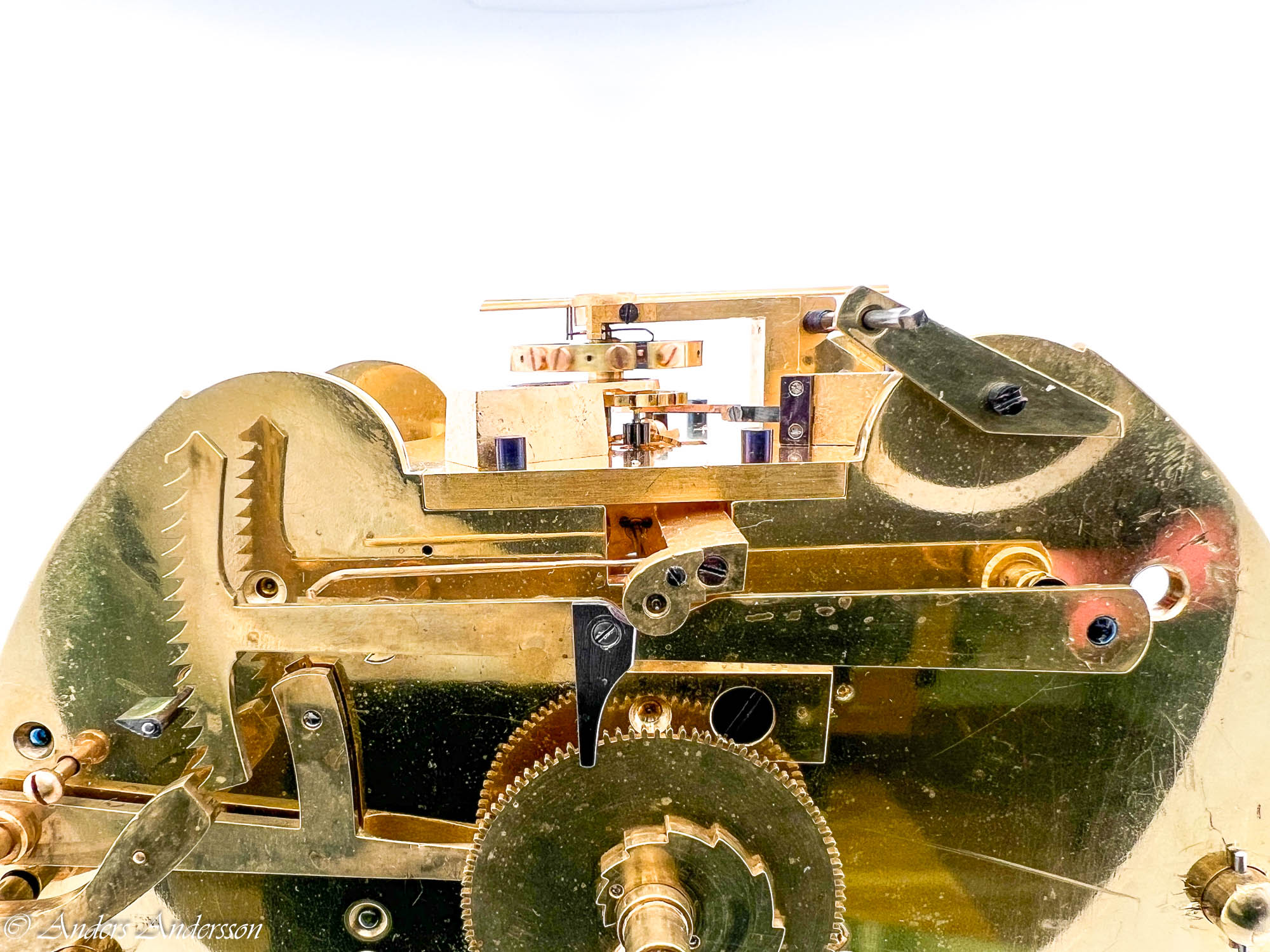
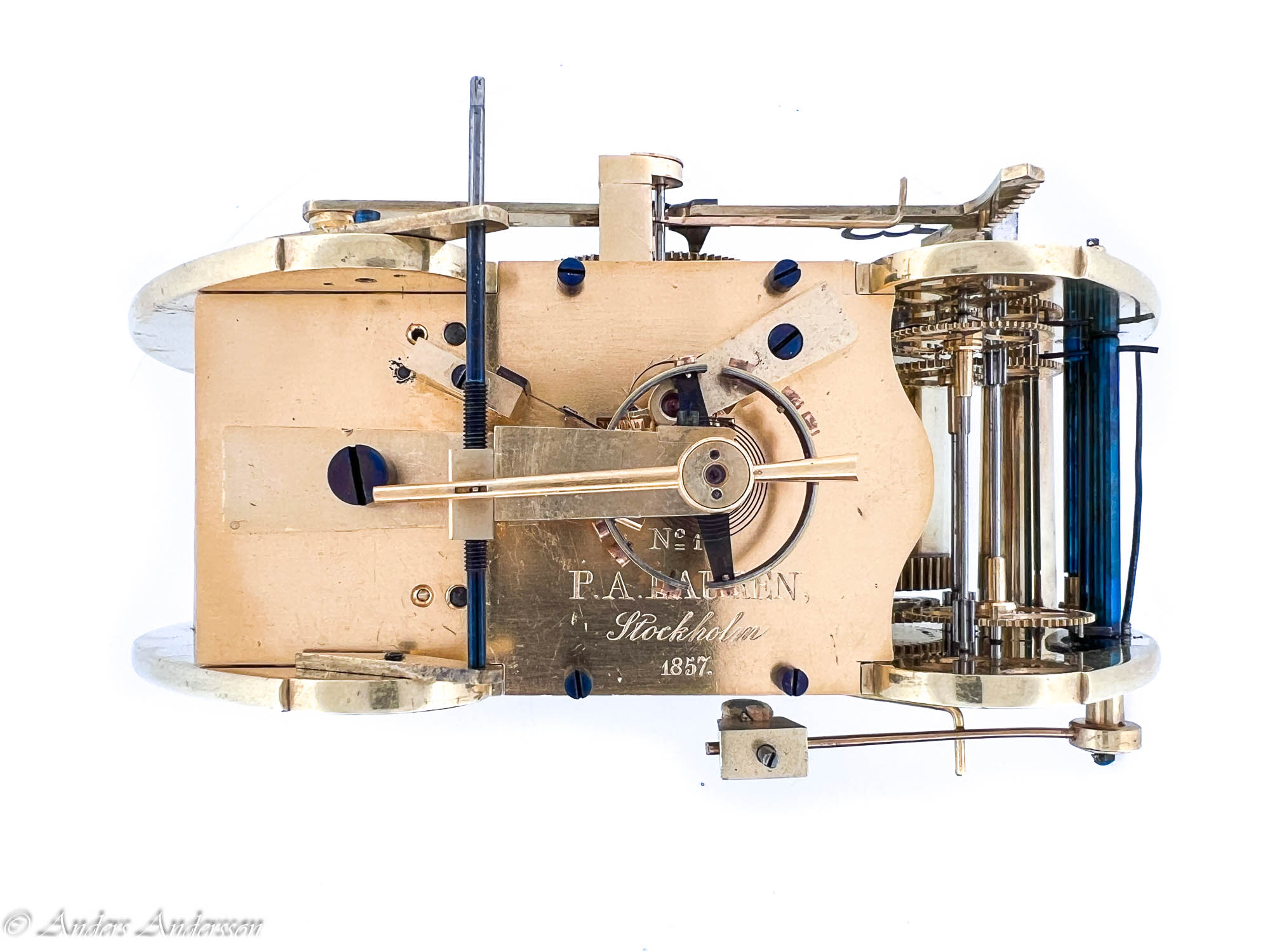
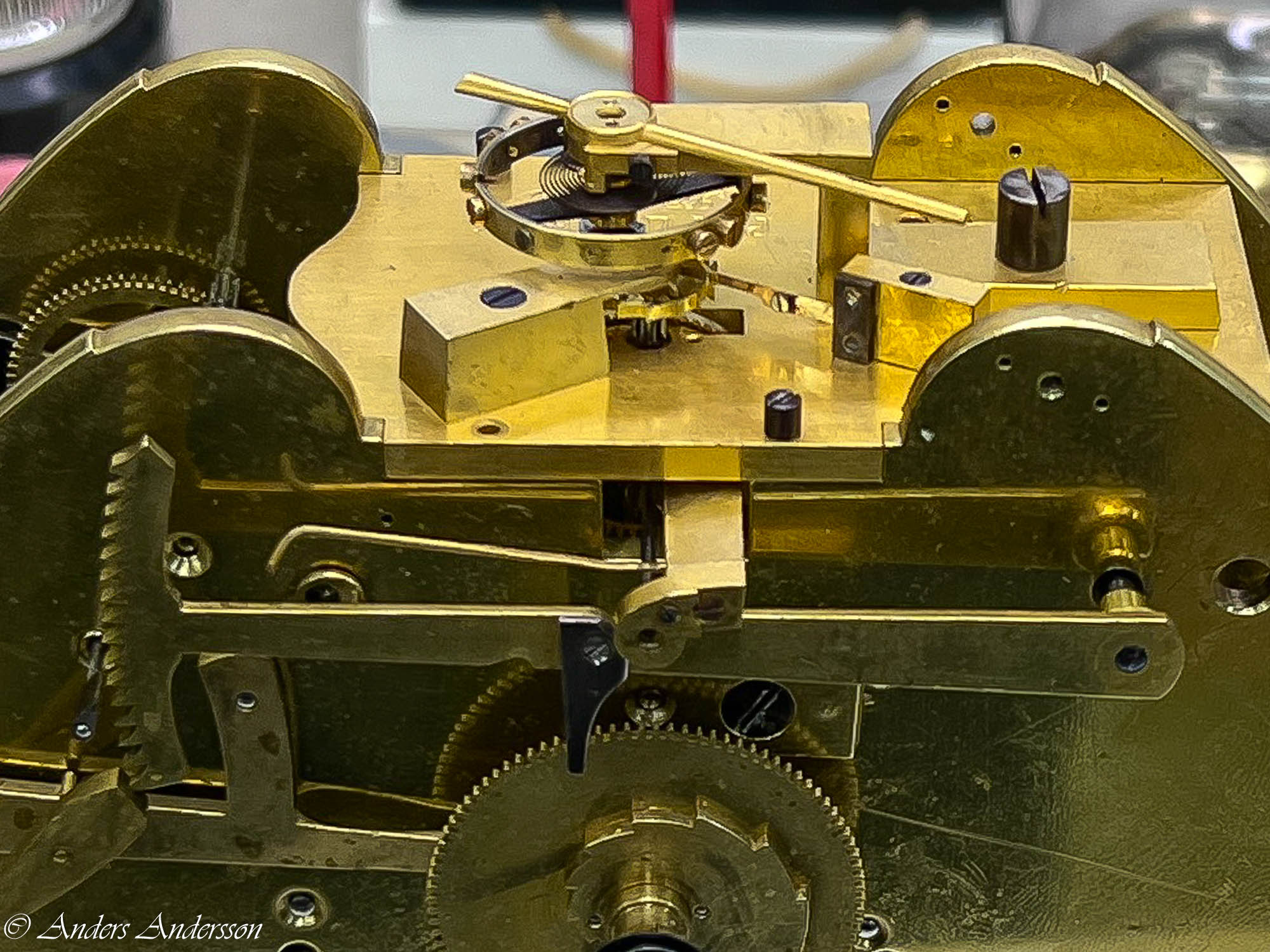
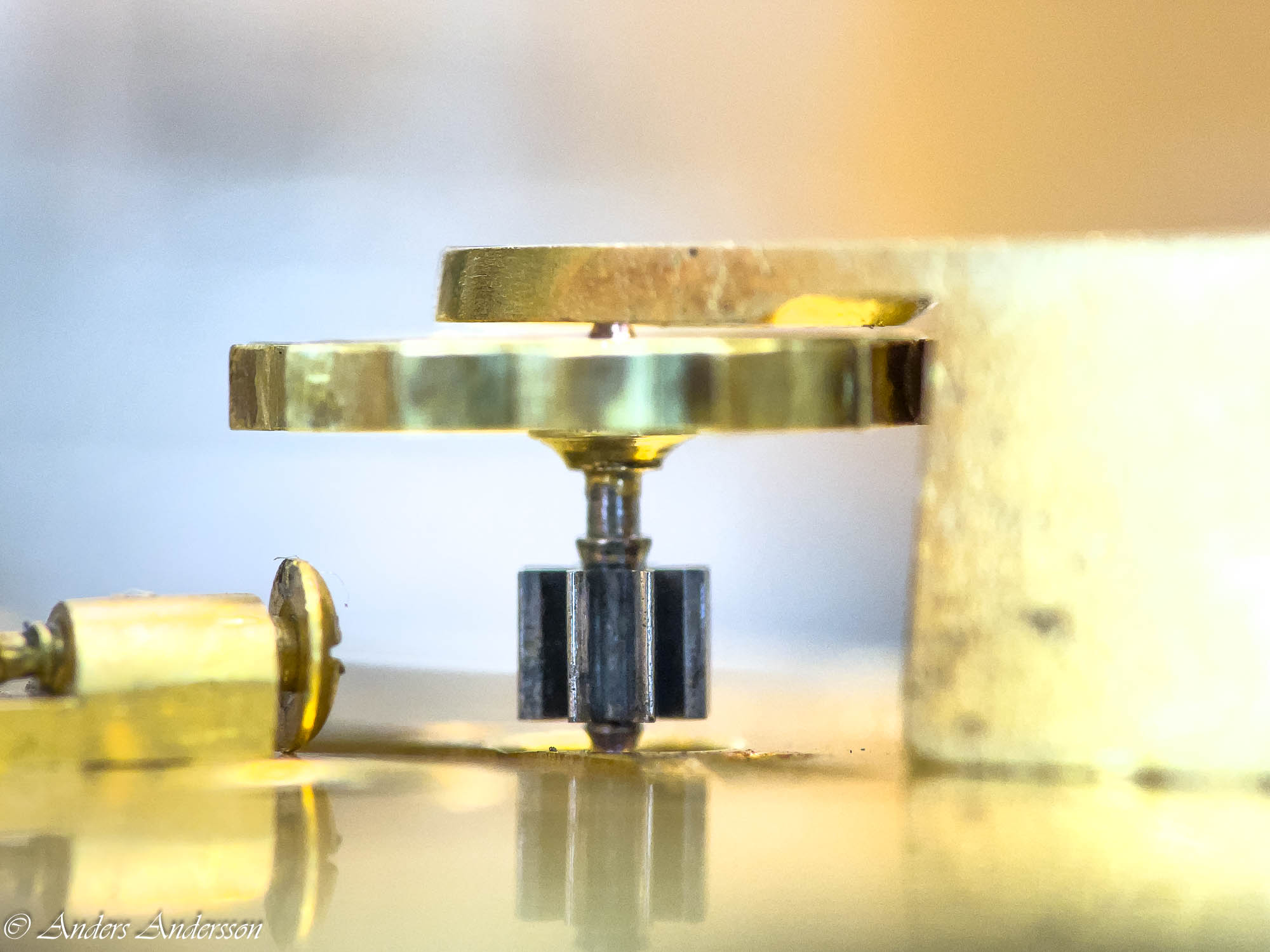
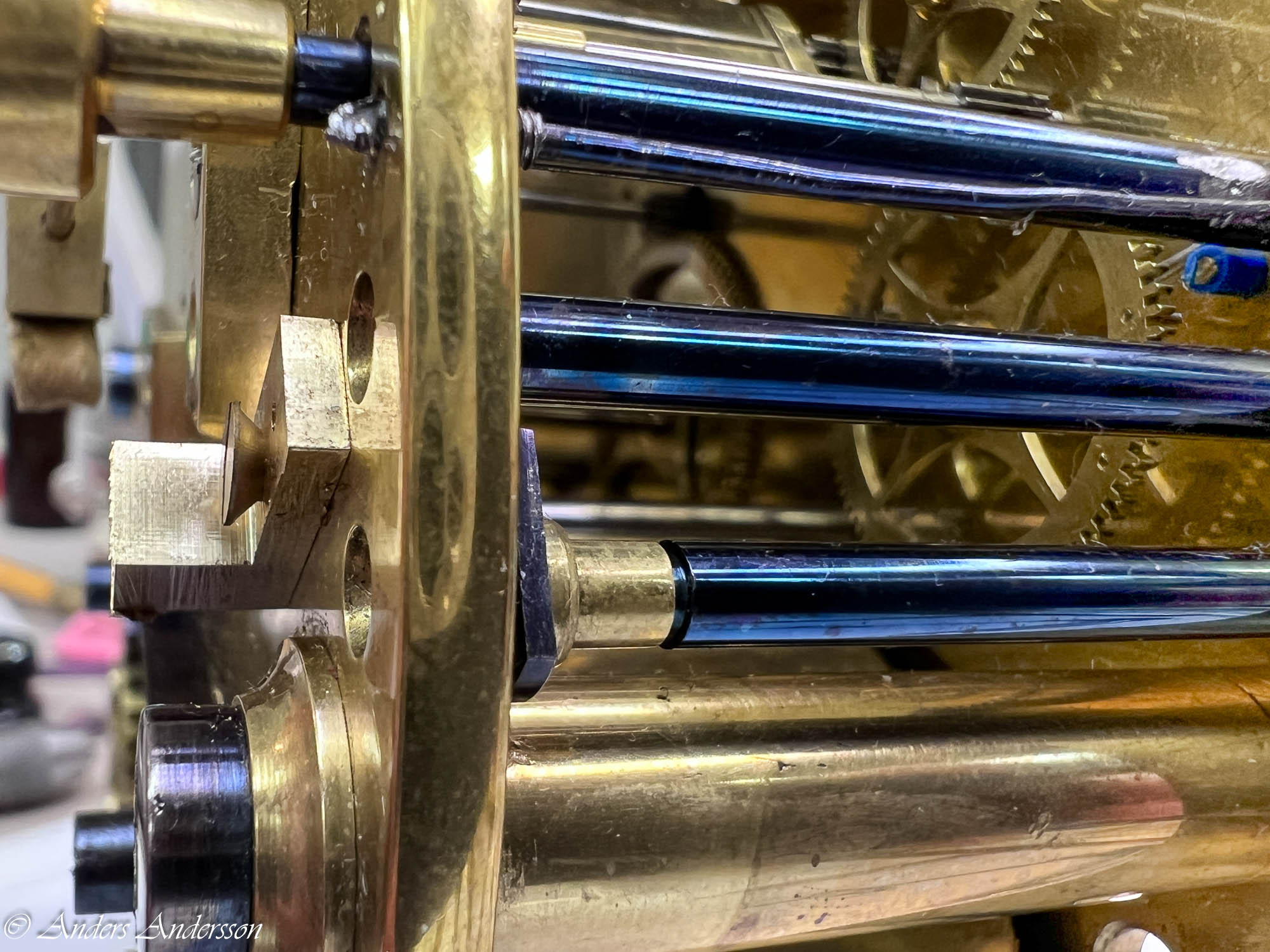
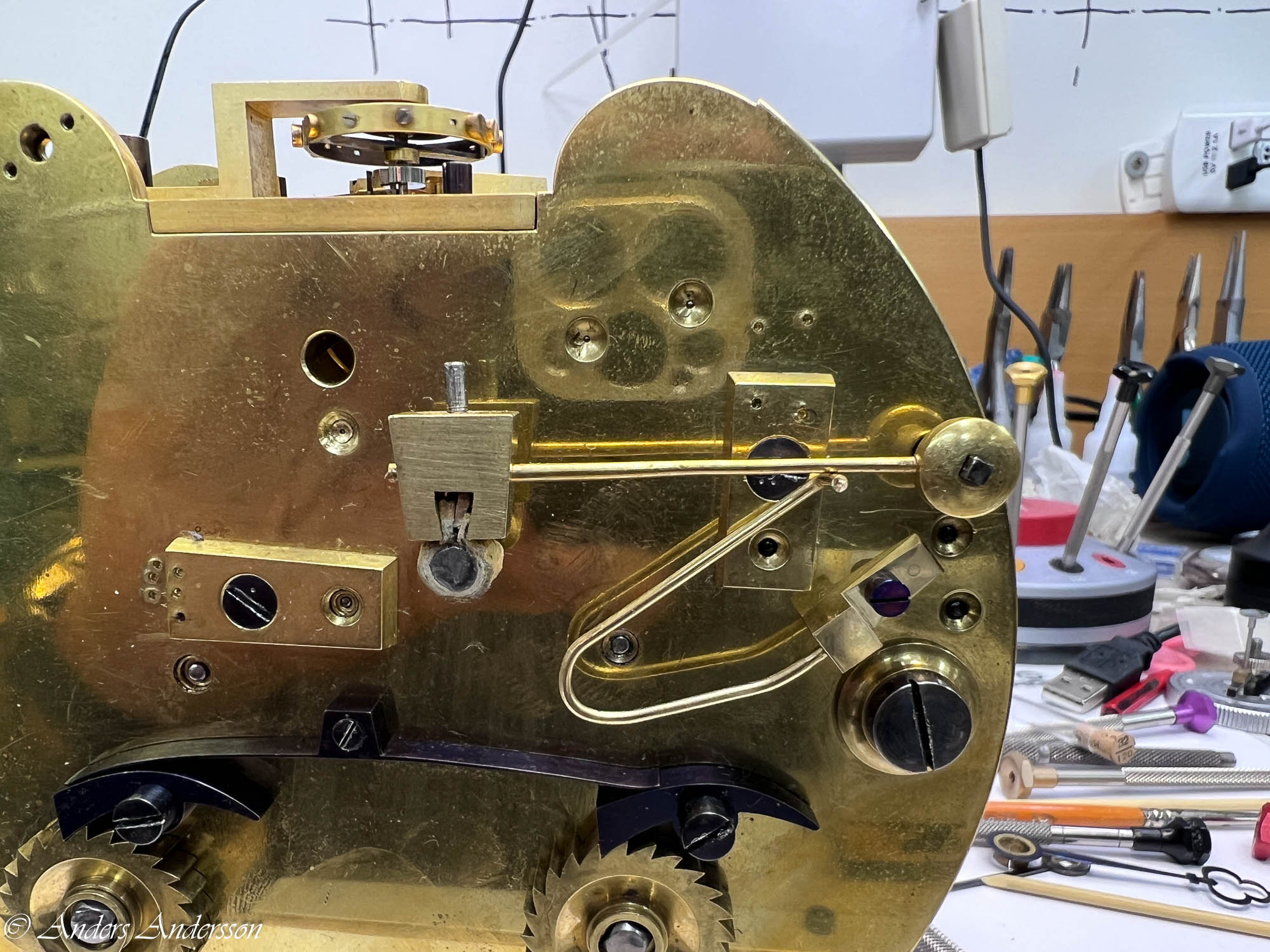
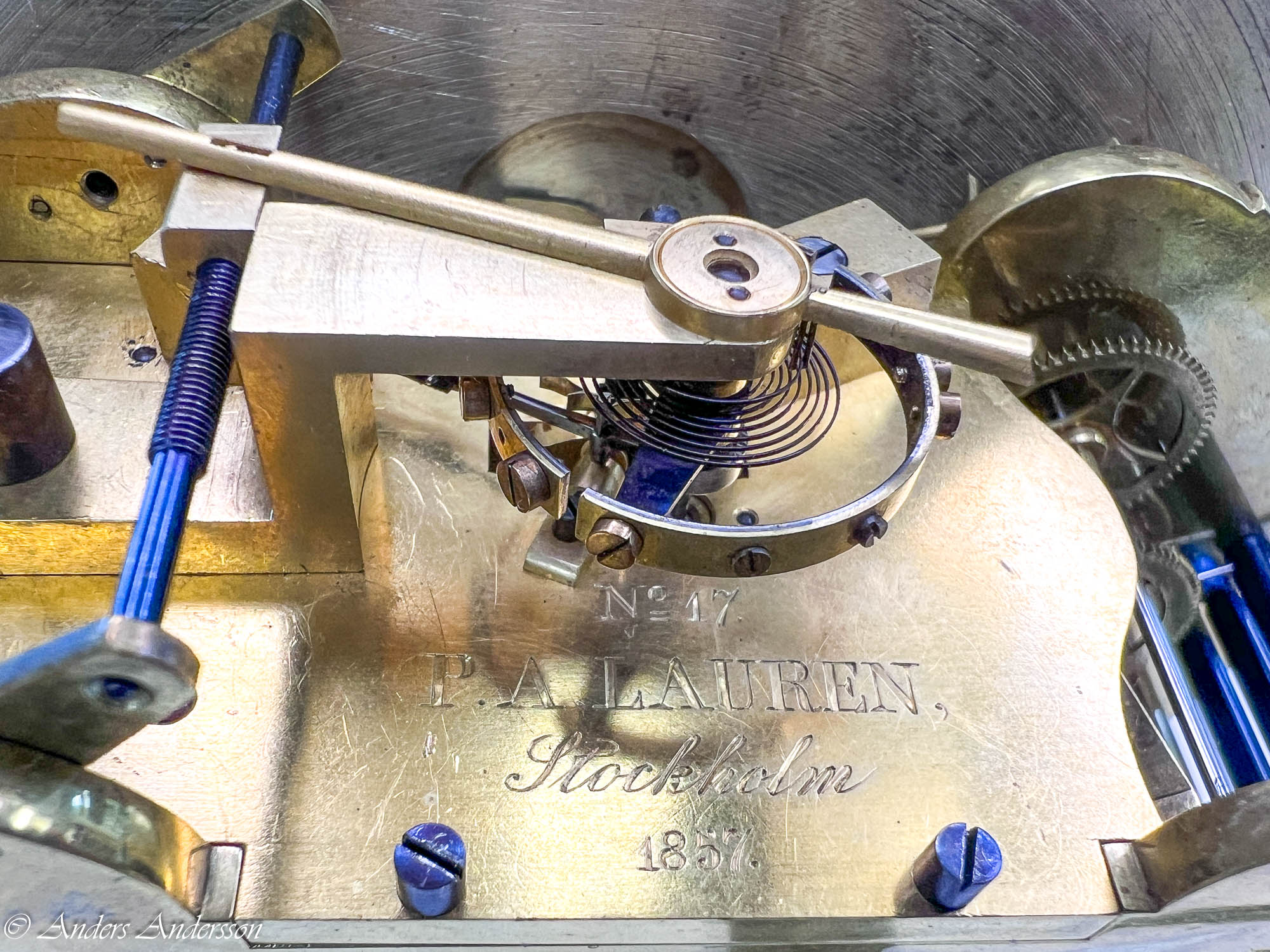
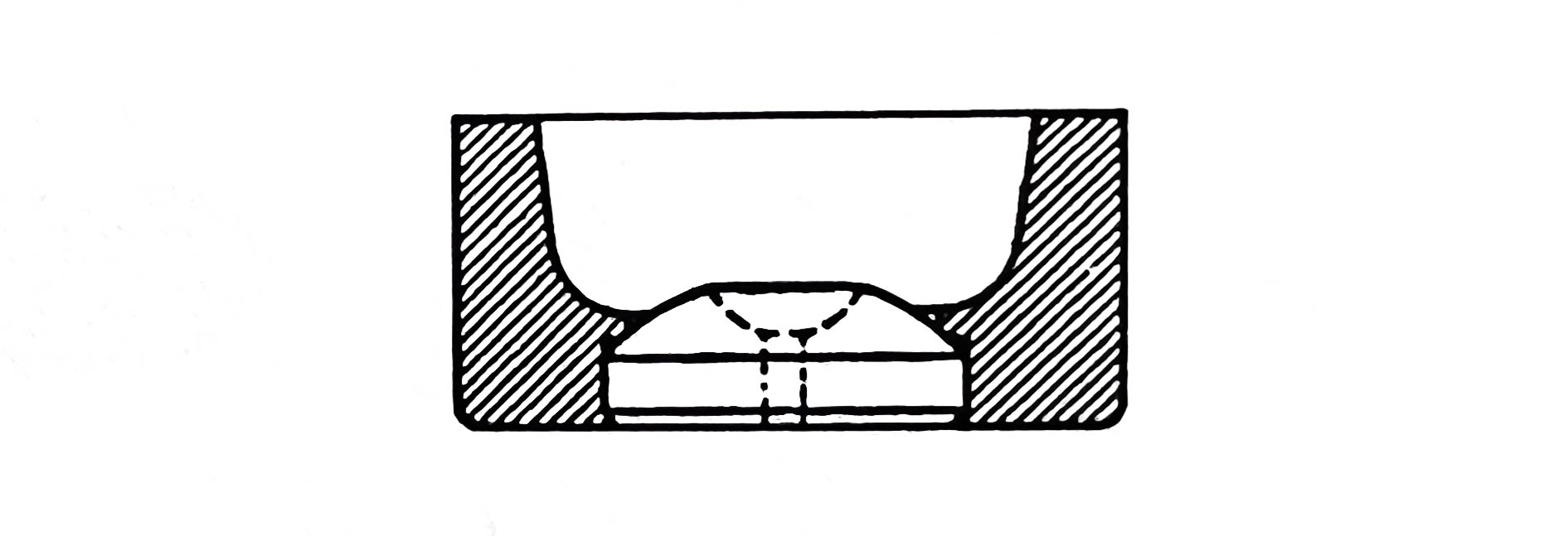
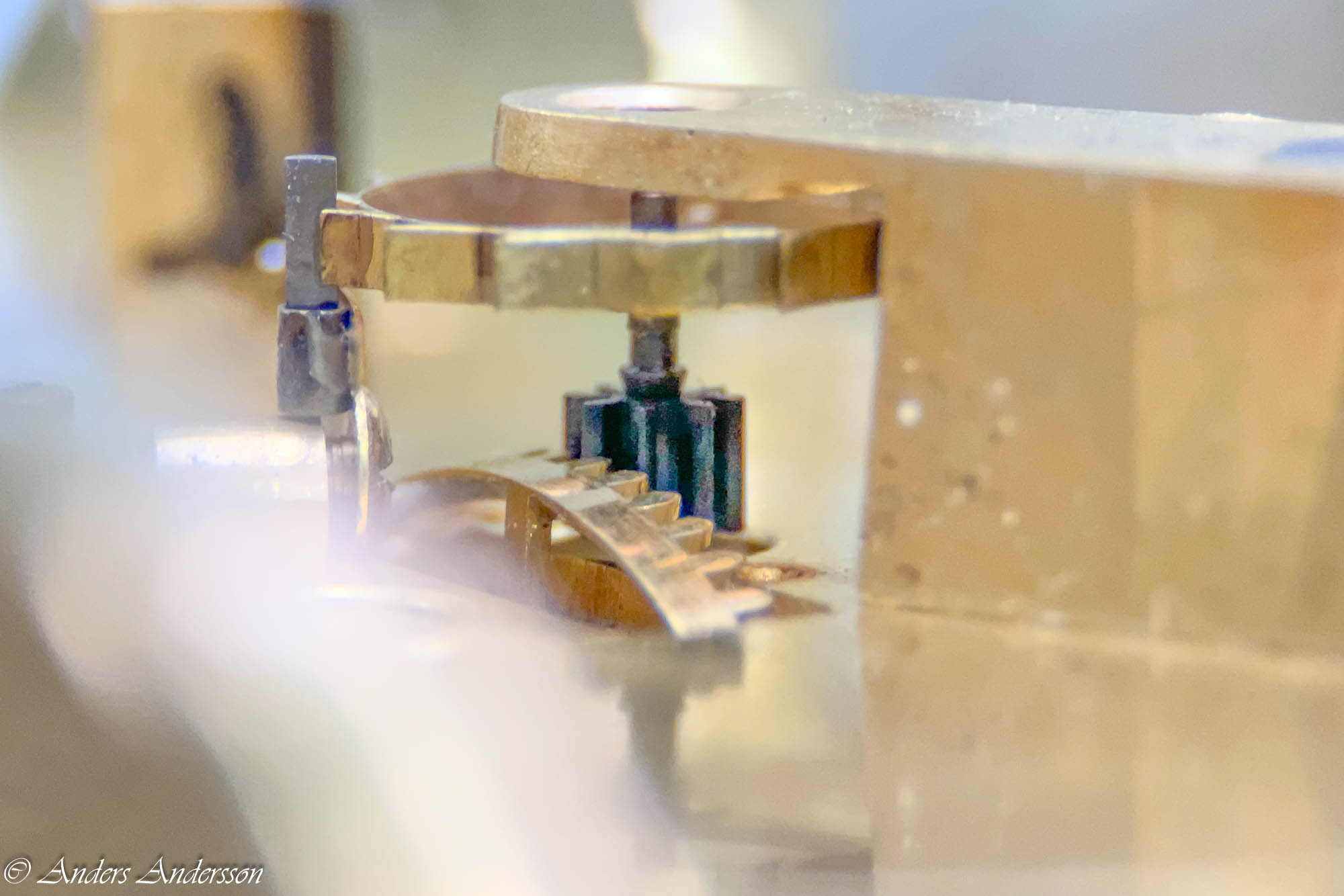
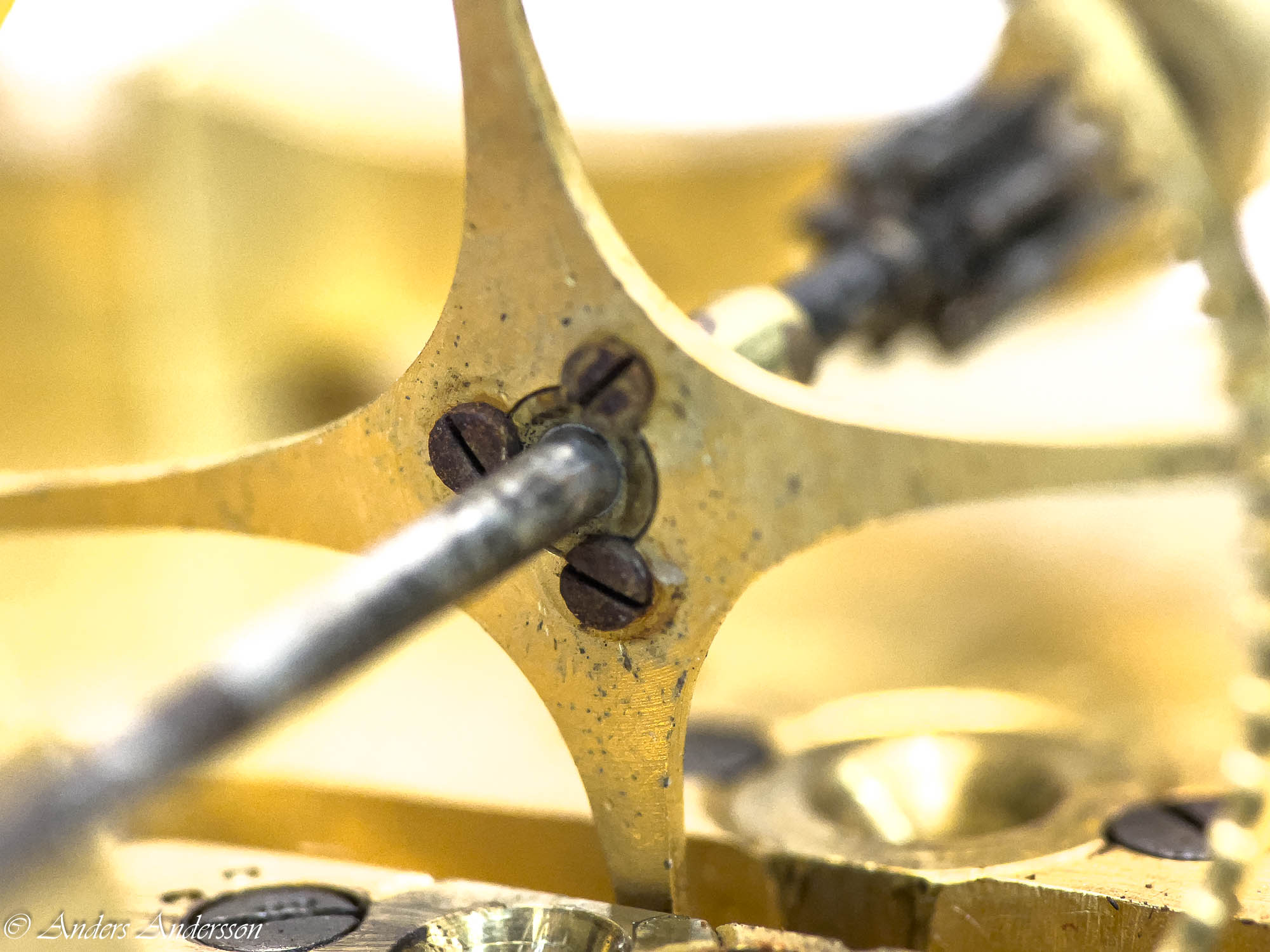
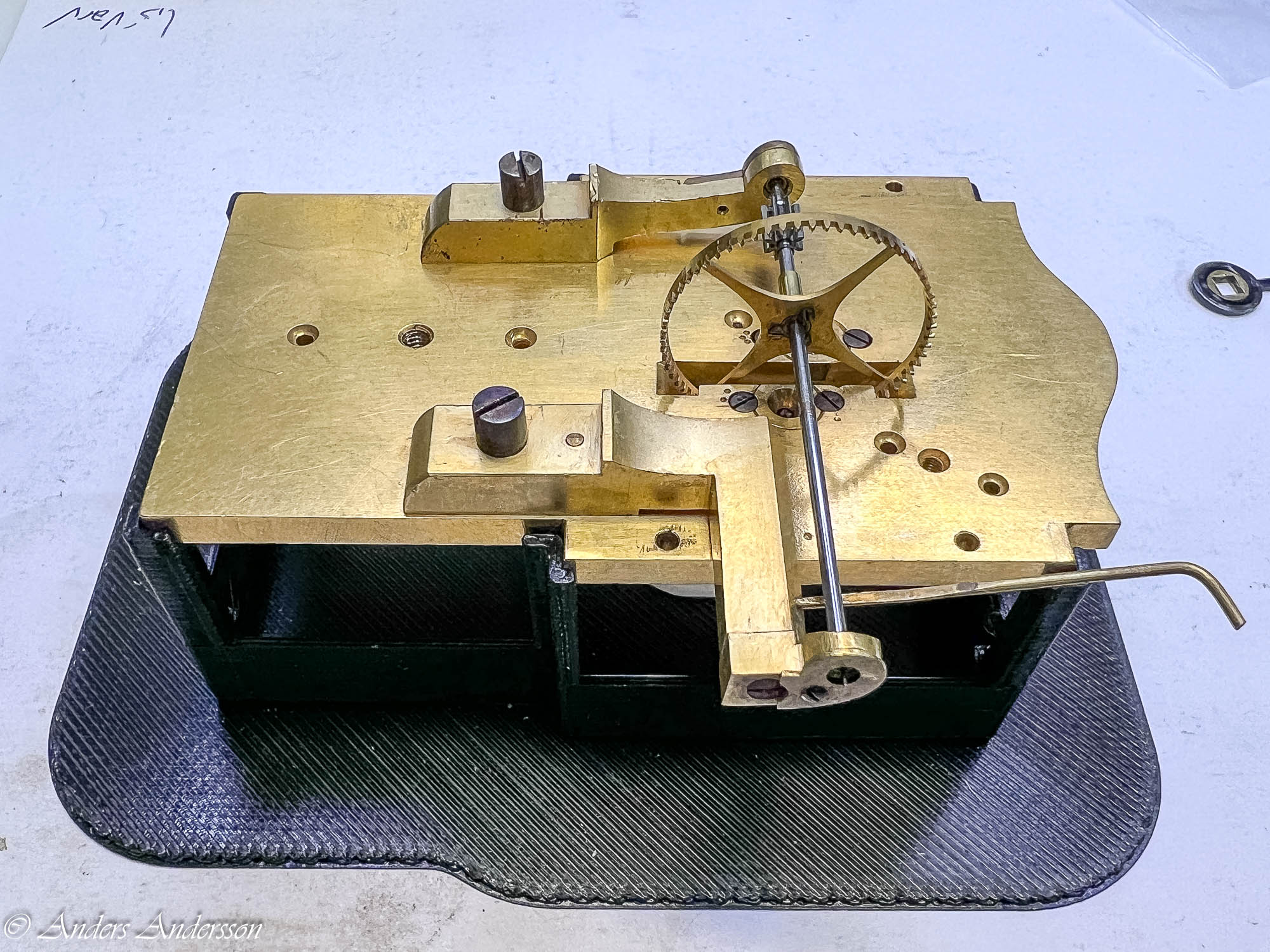
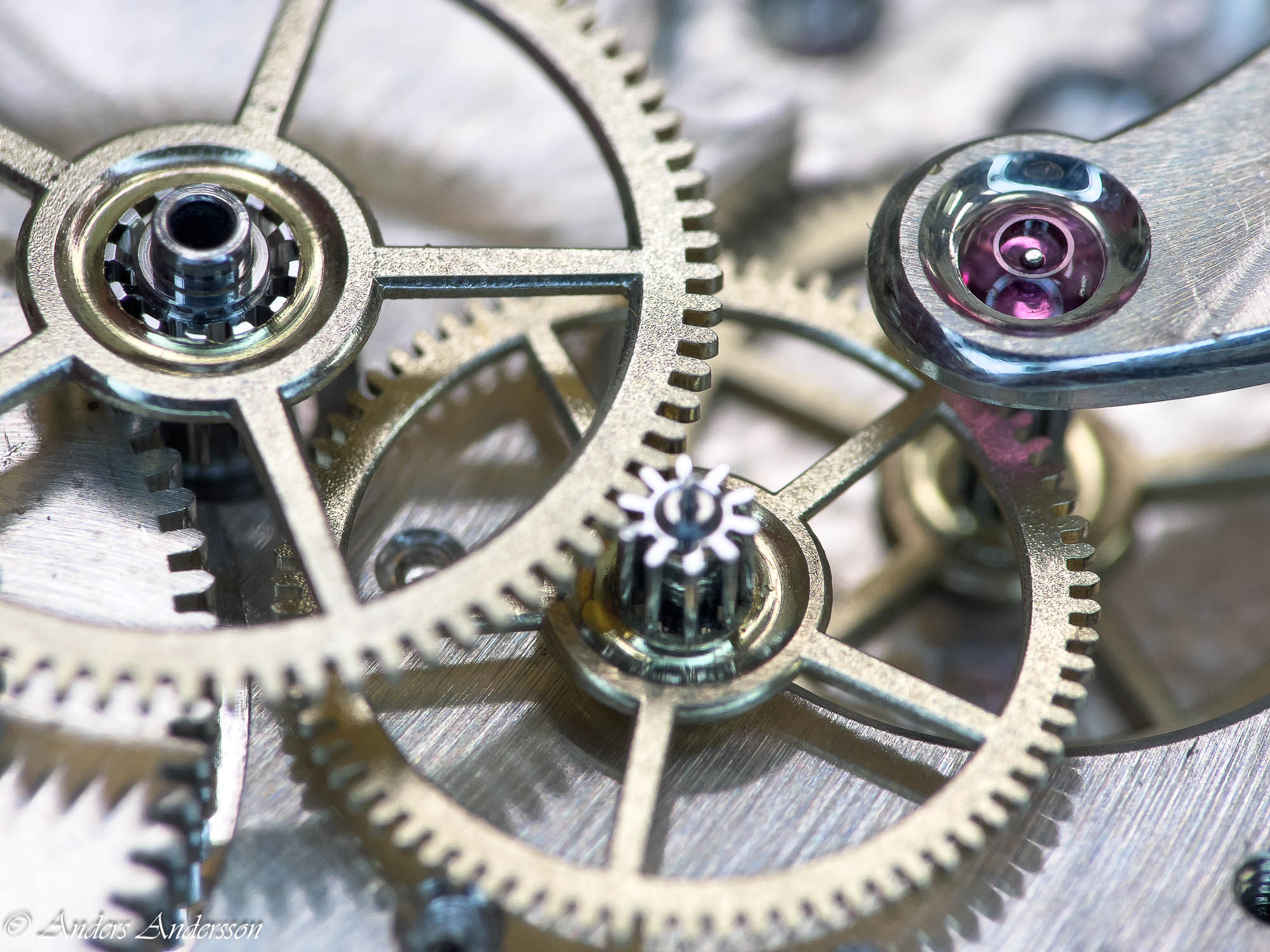
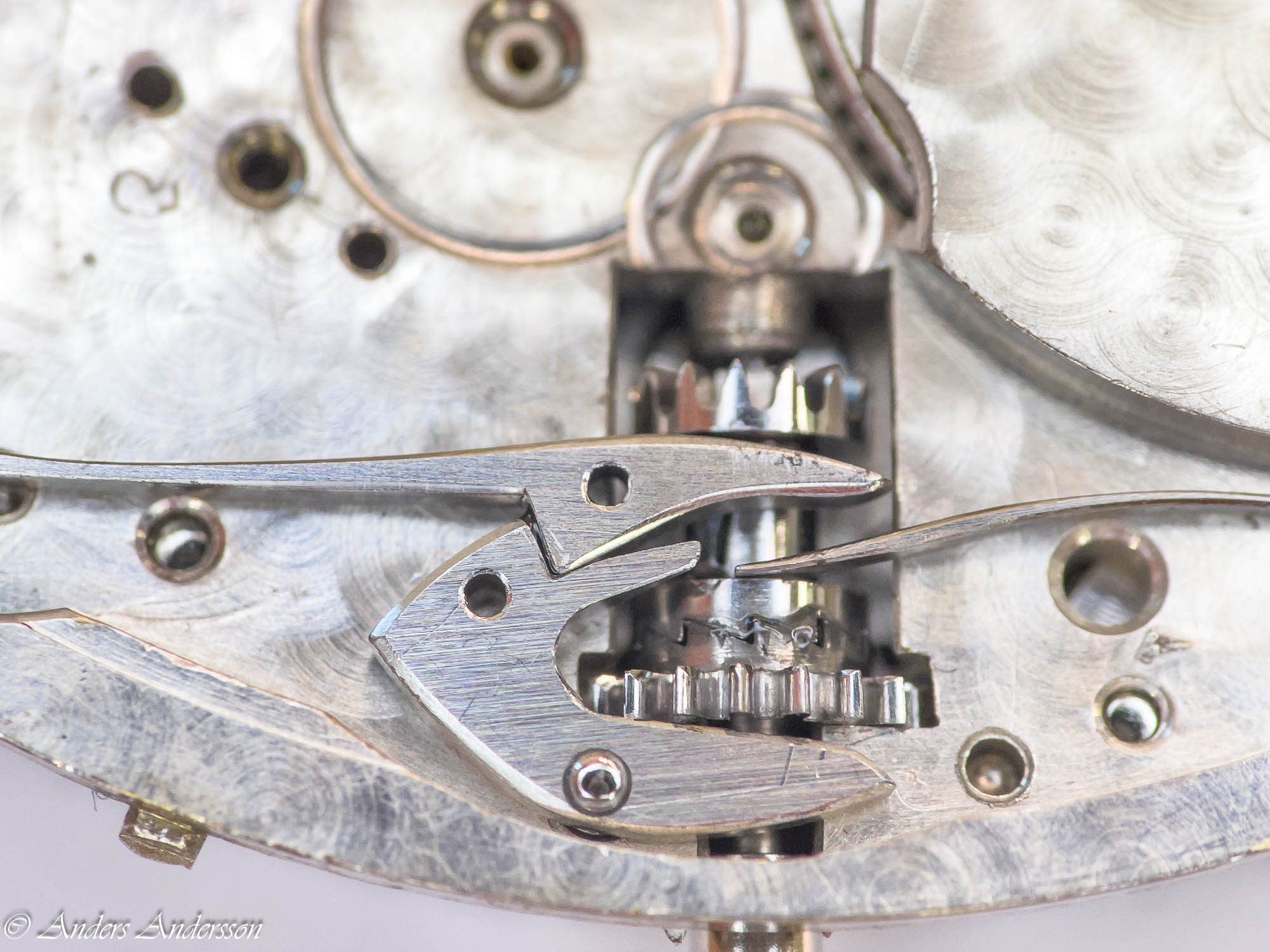
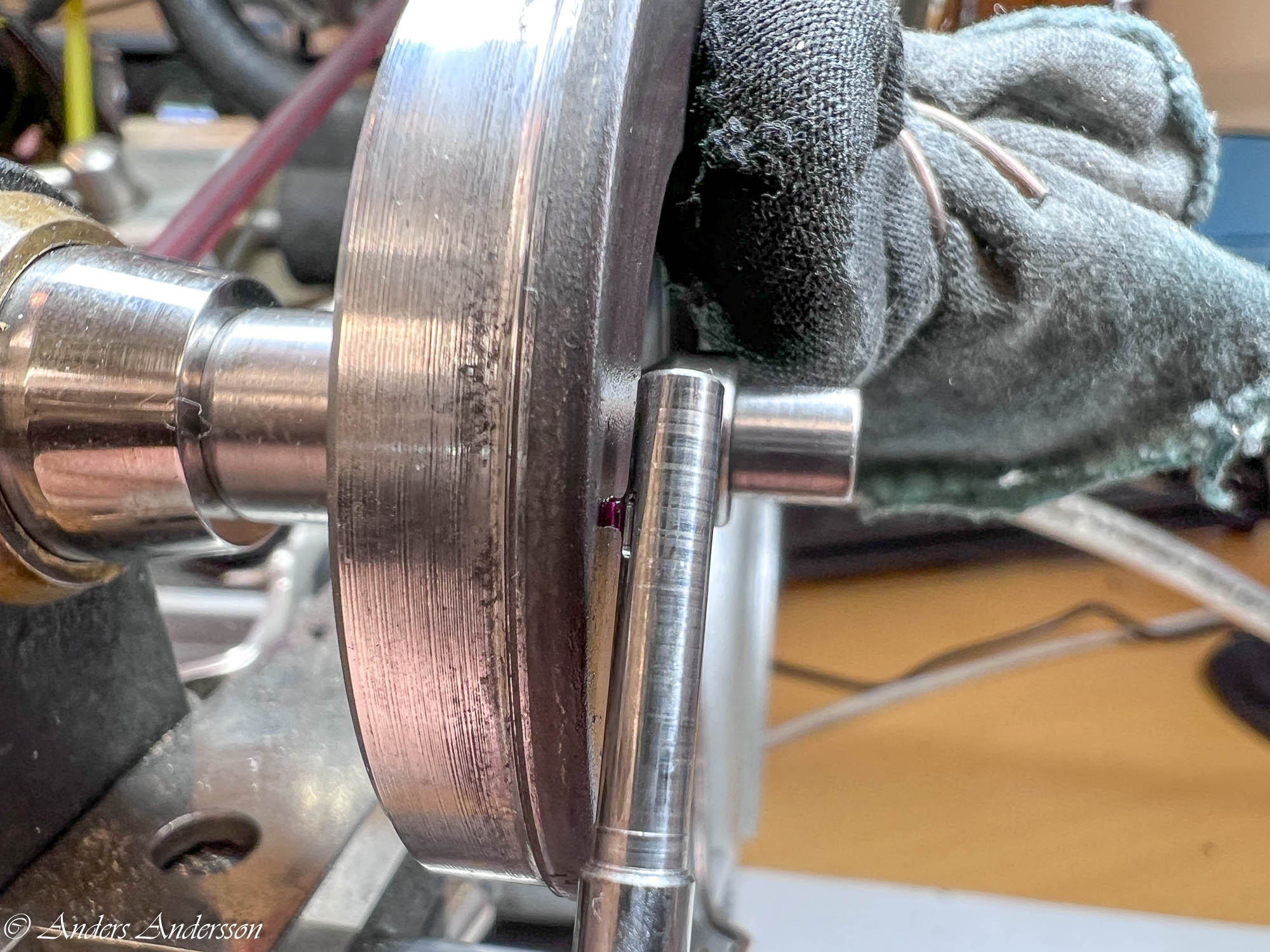
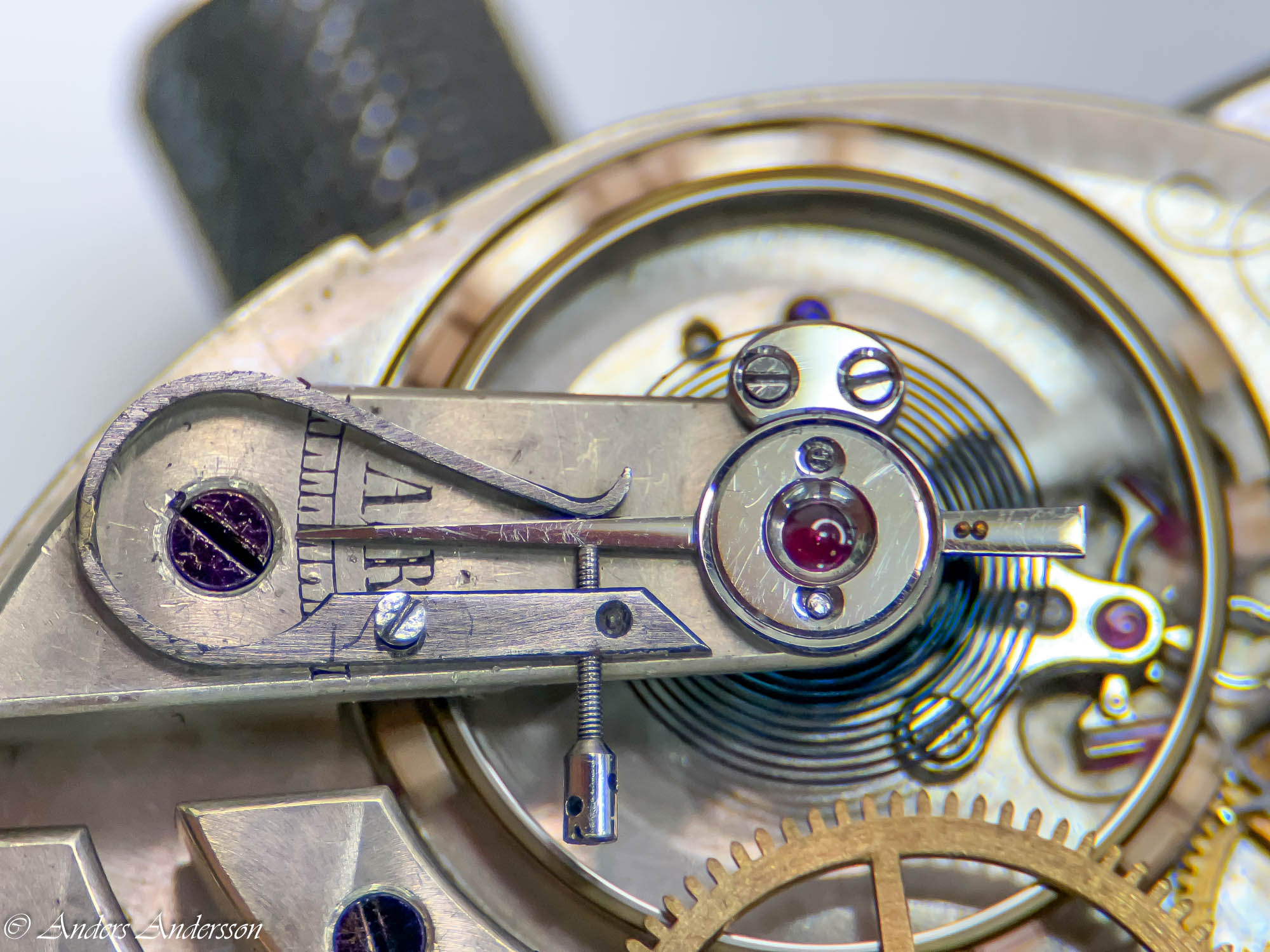
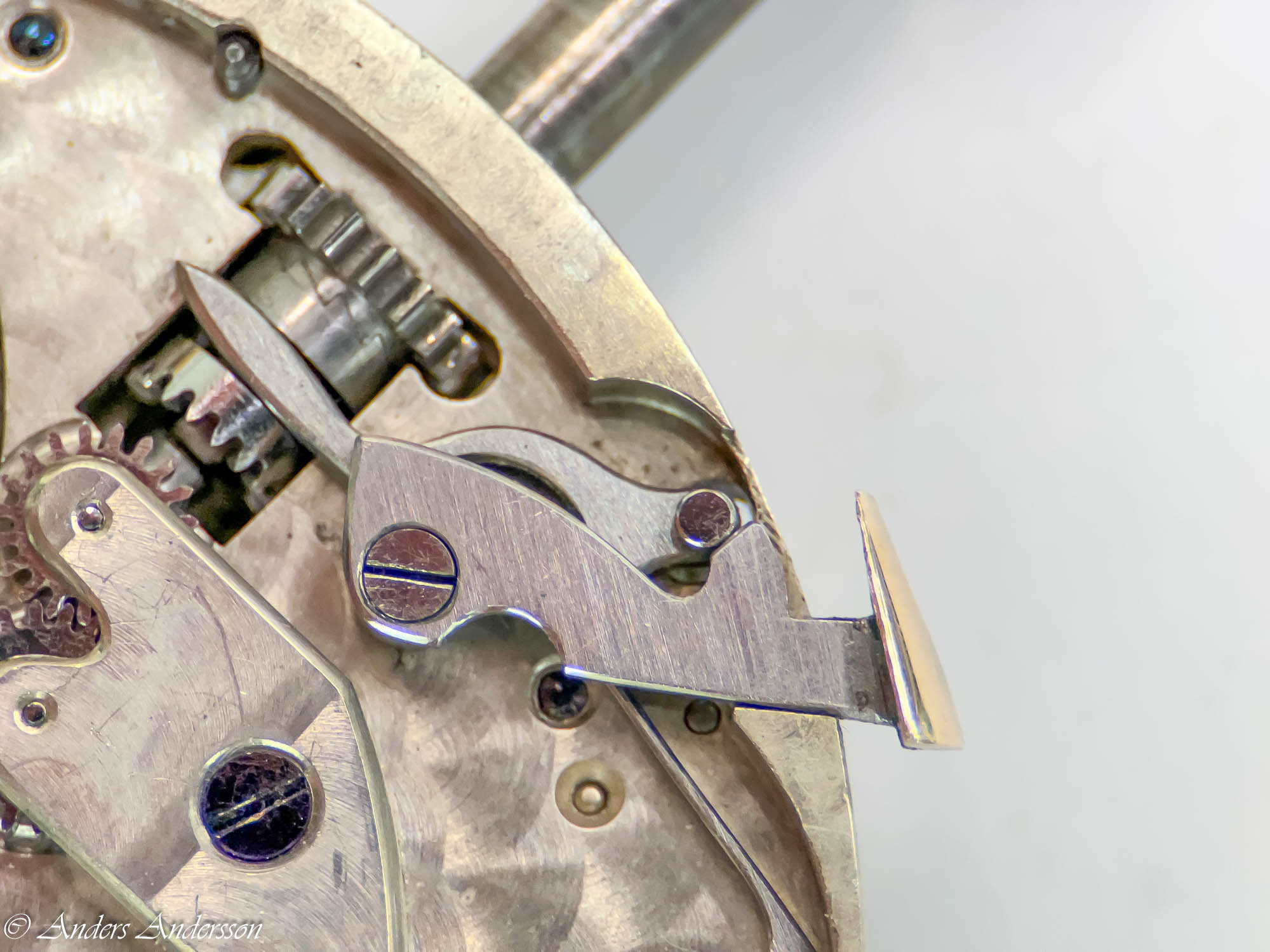
Den nya spärren på sin plats. Här kan man fundera på den sektor i bryggan som frästs ut för spärrens rörelse. När ”tårtbiten” är i denna position och i ingrepp med spärrhjulet är spärrhjulet blockerat. När man drar upp fjädern kommer spärrhjulet i rörelse och spärren lyfts. Den lyfts nästan hela vägen genom sektorn i bryggan innan den går ur sitt ingrepp och spärrfjädern gör sitt jobb, ett klick hörs varje gång ”tårtbiten” passerar över en tand. Här rör sig spärren en sträcka som motsvarar ungefär sex tänder på spärrhjulet innan spärren börjar ”klicka”. Varför?
När fjädern är fullt uppdragen backar spärren tillbaka ca 40 grader (52 tänder i spärrhjulet = 360 grader/52 tänder = 6,92 x 6 = 41,53 grader) det gör att fjäderns ytterfäste avlastas som annars överbelastas och efter kort tid går av. (Om du lagar mycket väggur vet du att fästet ibland ”käkas upp” av flexandet vid varje uppdragning.) Ytterligare en sak som kan hända är att fjädern hamnar i ett blockerat maxläge som kan ge mer kraft till balansen än vad som behövs. Balansen kan börja prälla det vill säga svänga alldeles för mycket så att liverstenen slår i baksidan av hakens horn. Om man studerar spärr i olika urverk kan man konstatera att det finns flera olika kontruktioner. En del har ovanstående återförande konstruktion andra oftast äldre har inte den funktionen. Är fjäderhuset utrustat med ett stoppverk får man samma funktion även om orsaken till stoppverket är att jämna ut fjäderns kraft över hela verkets gångtid.
40 grader som i detta fall är ovanligt mycket, det brukar i allmänhet röra sig om 10-20 grader i de flesta verk.
Fortsätter till nästa åtgärd – balansen.
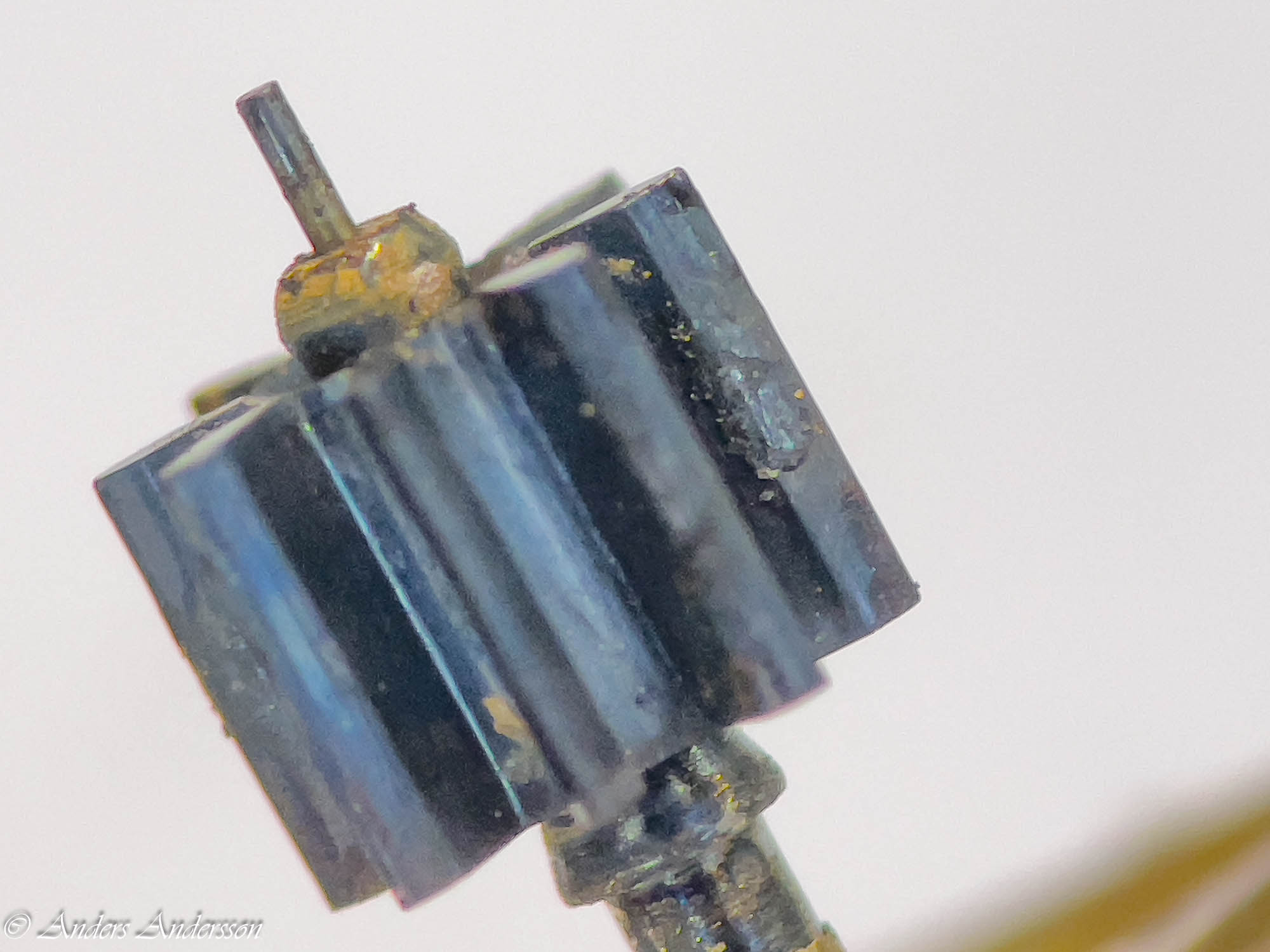
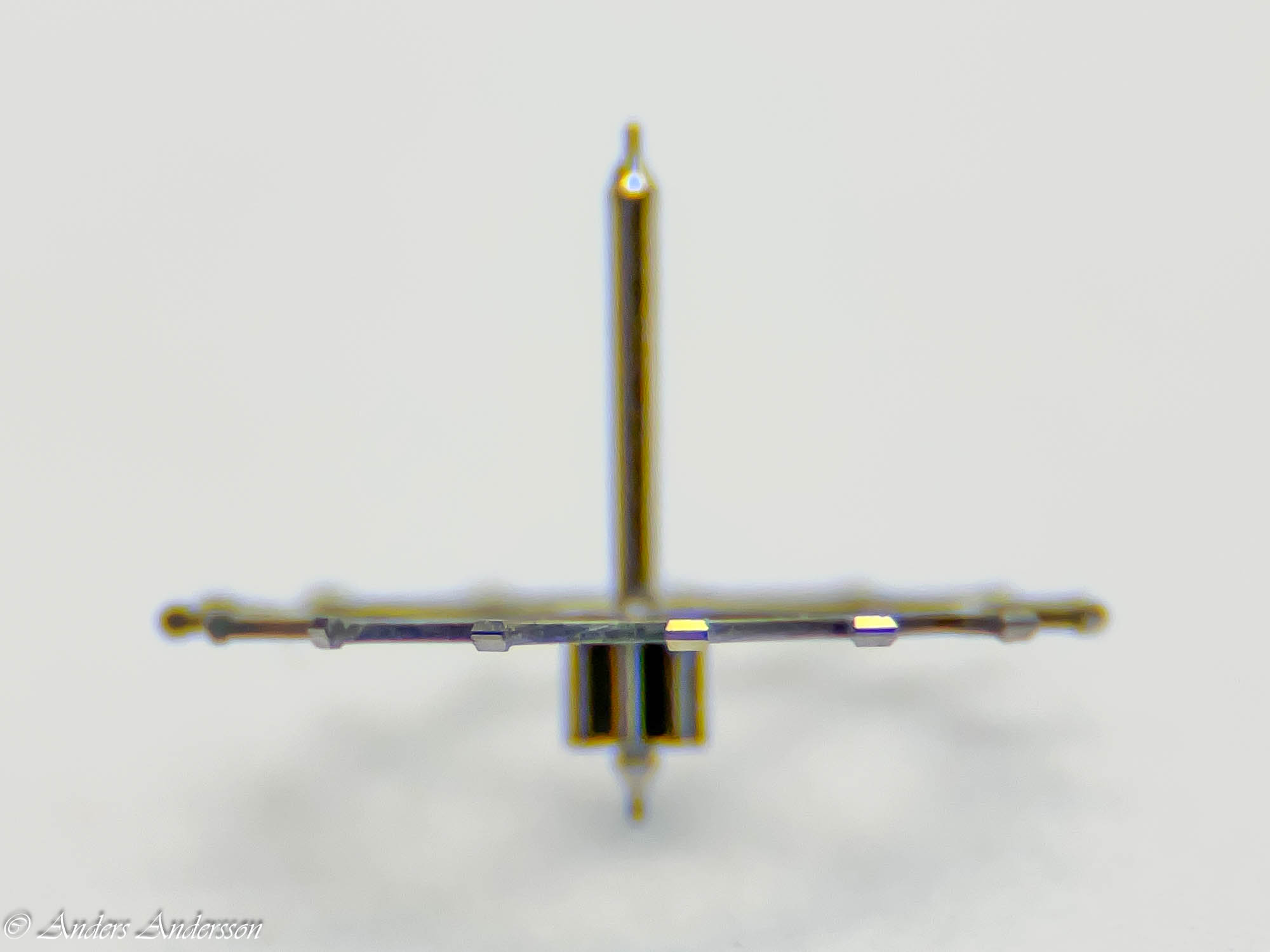
Balansaxel
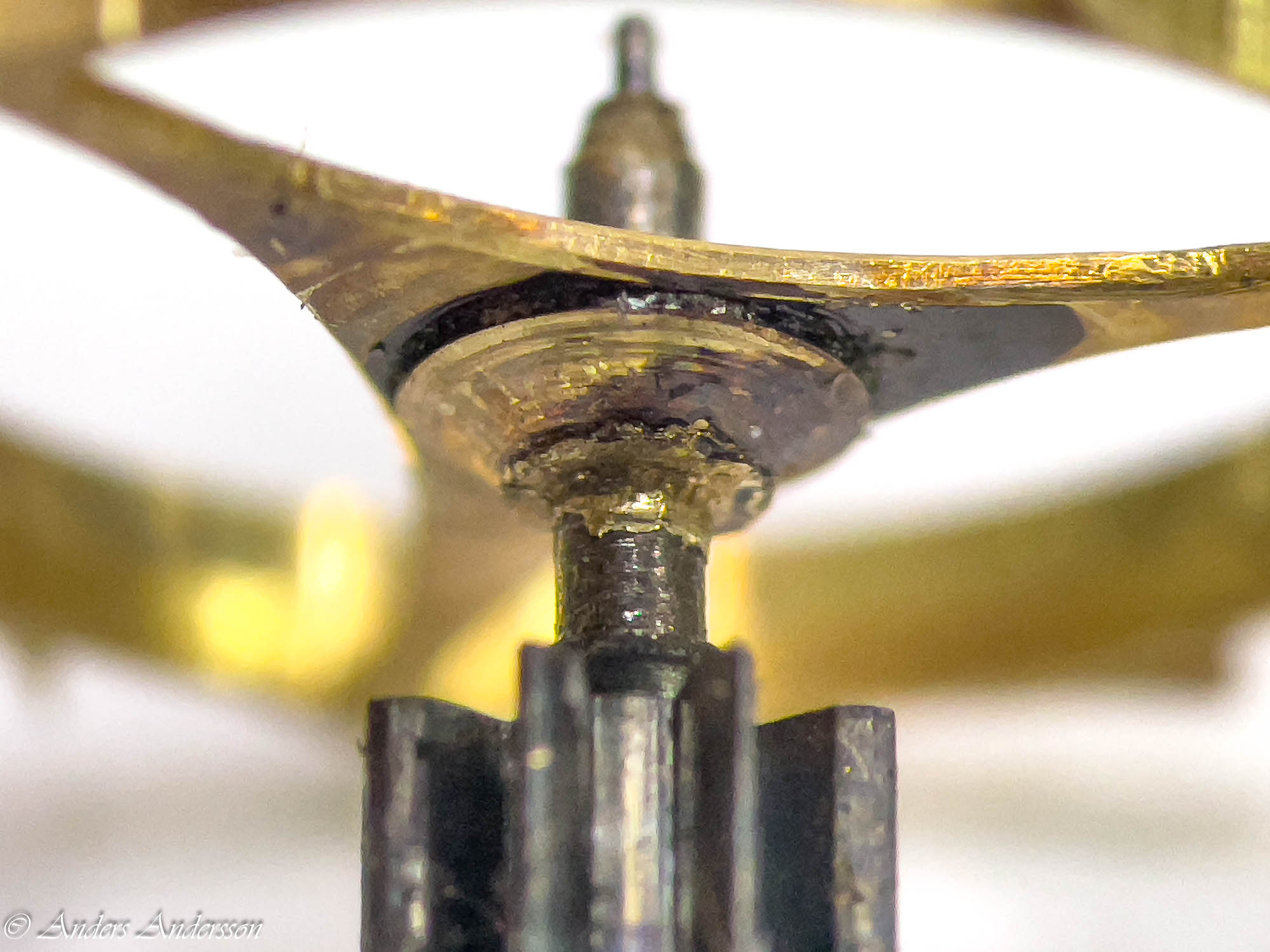
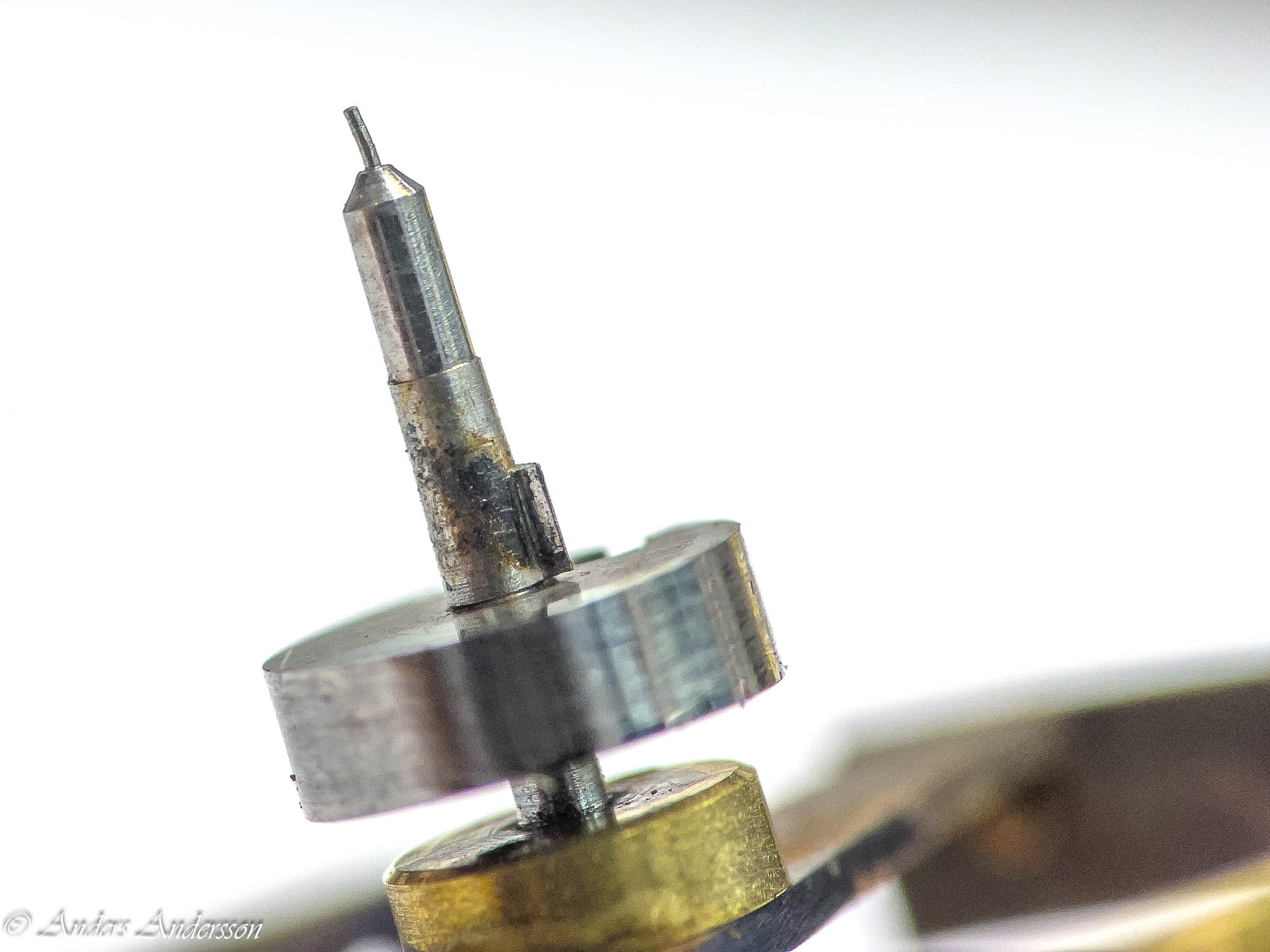
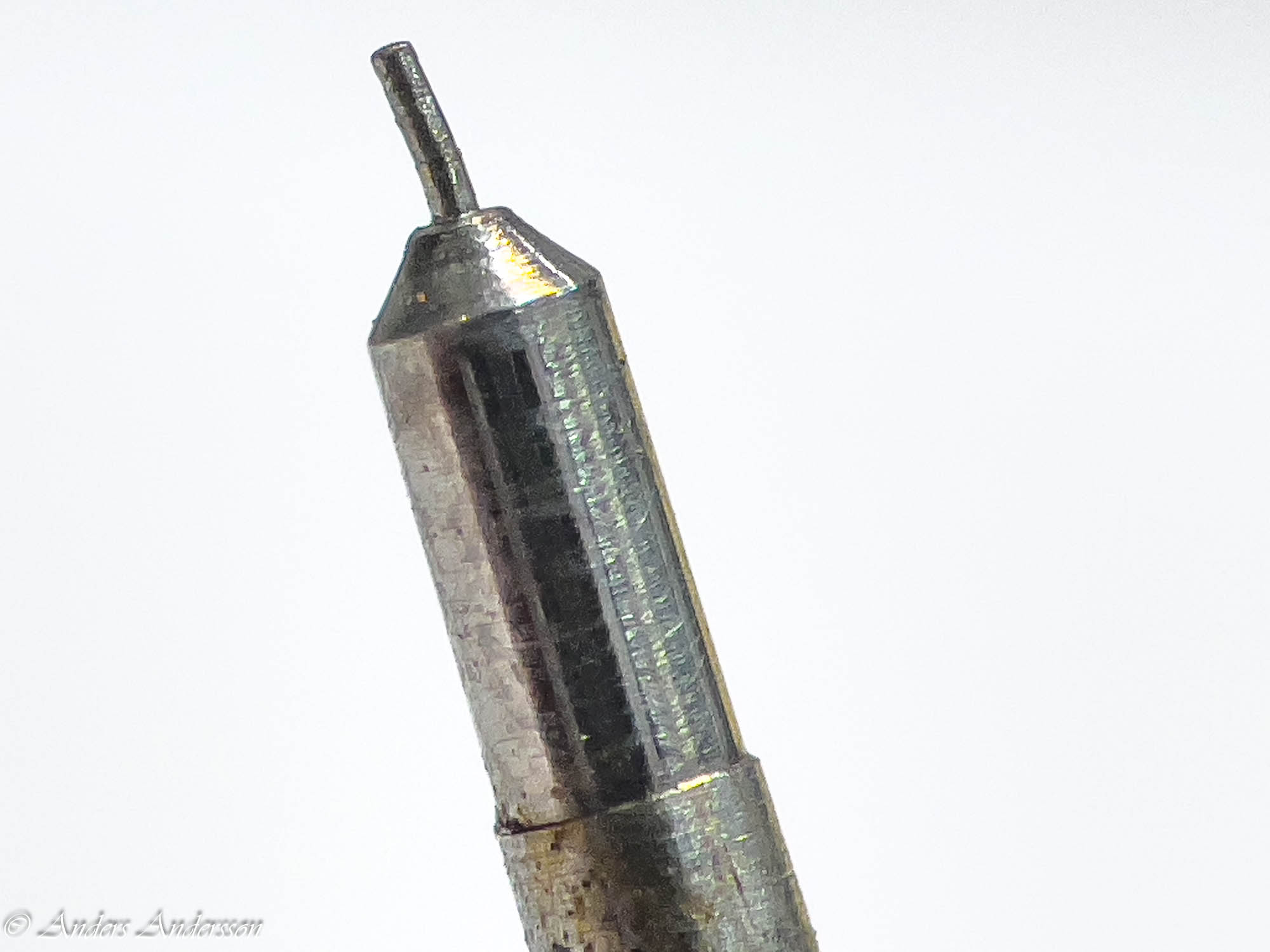
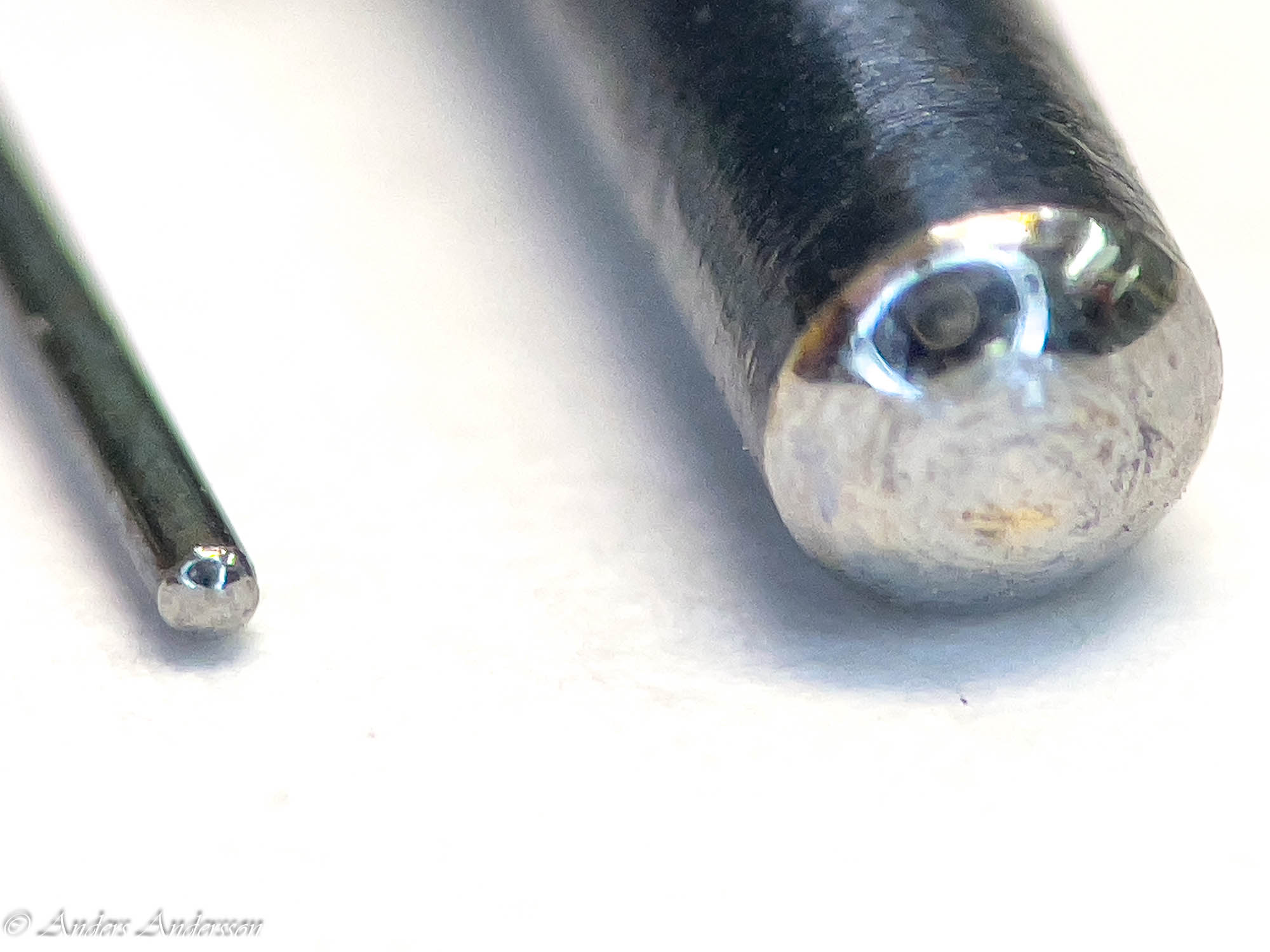
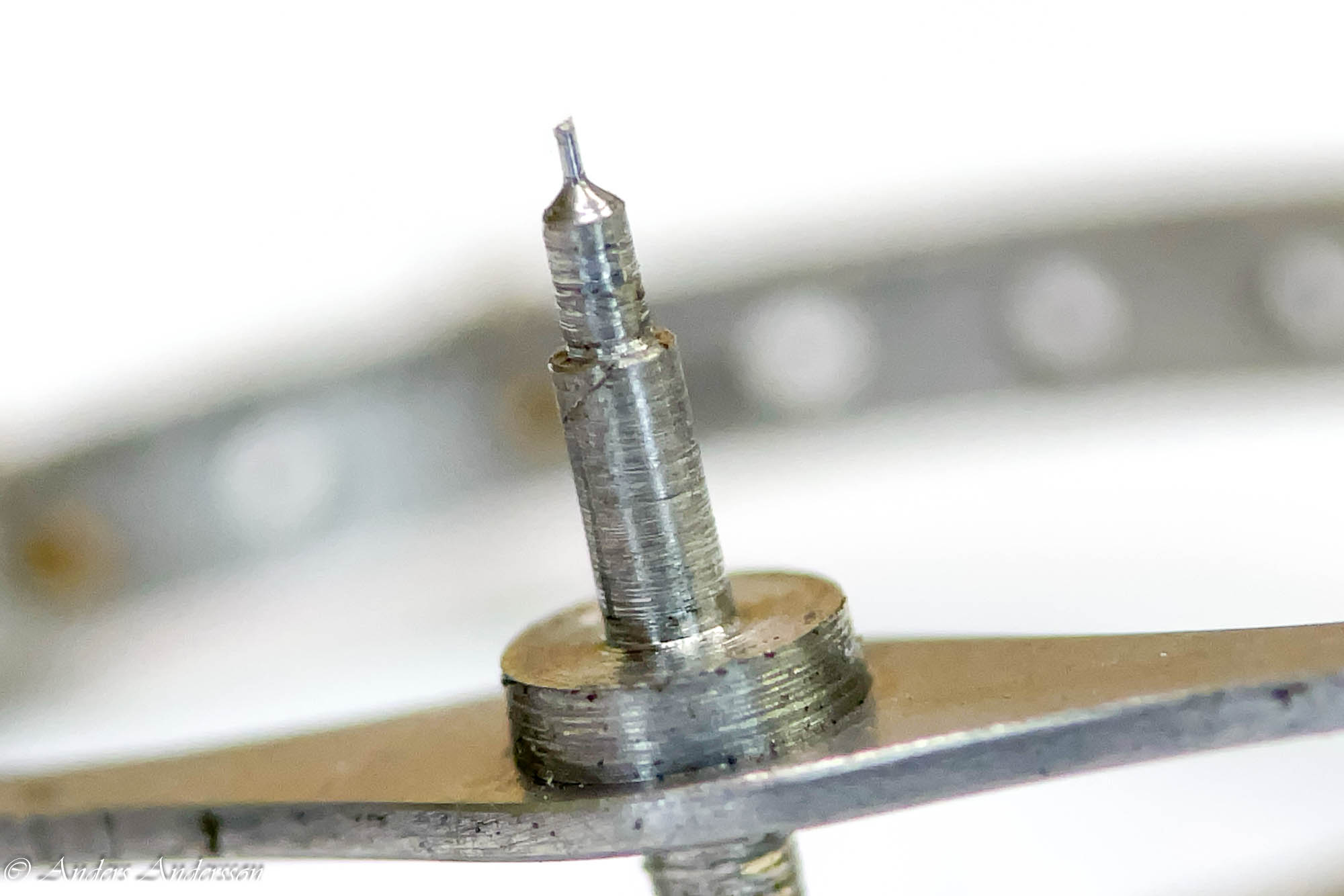
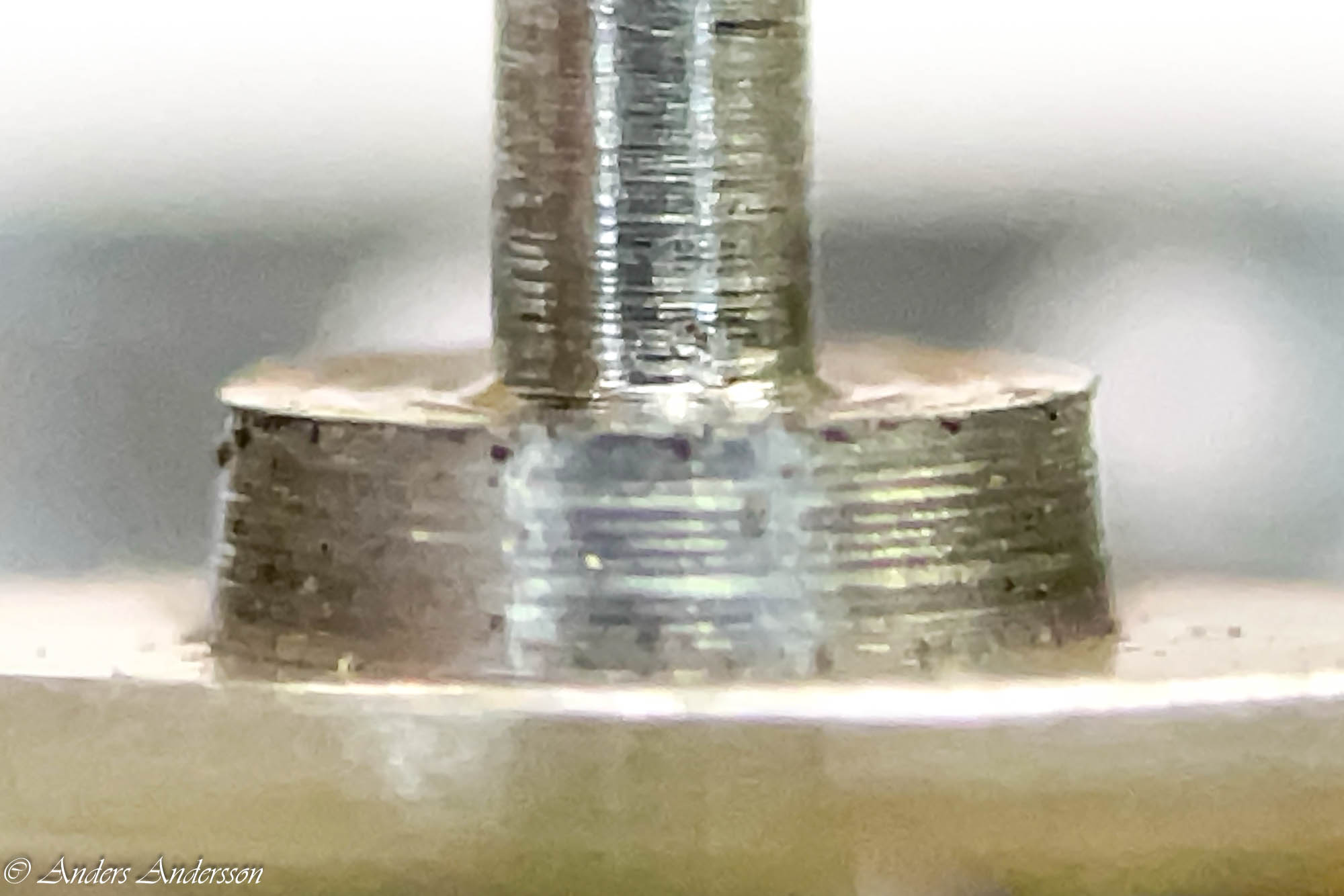
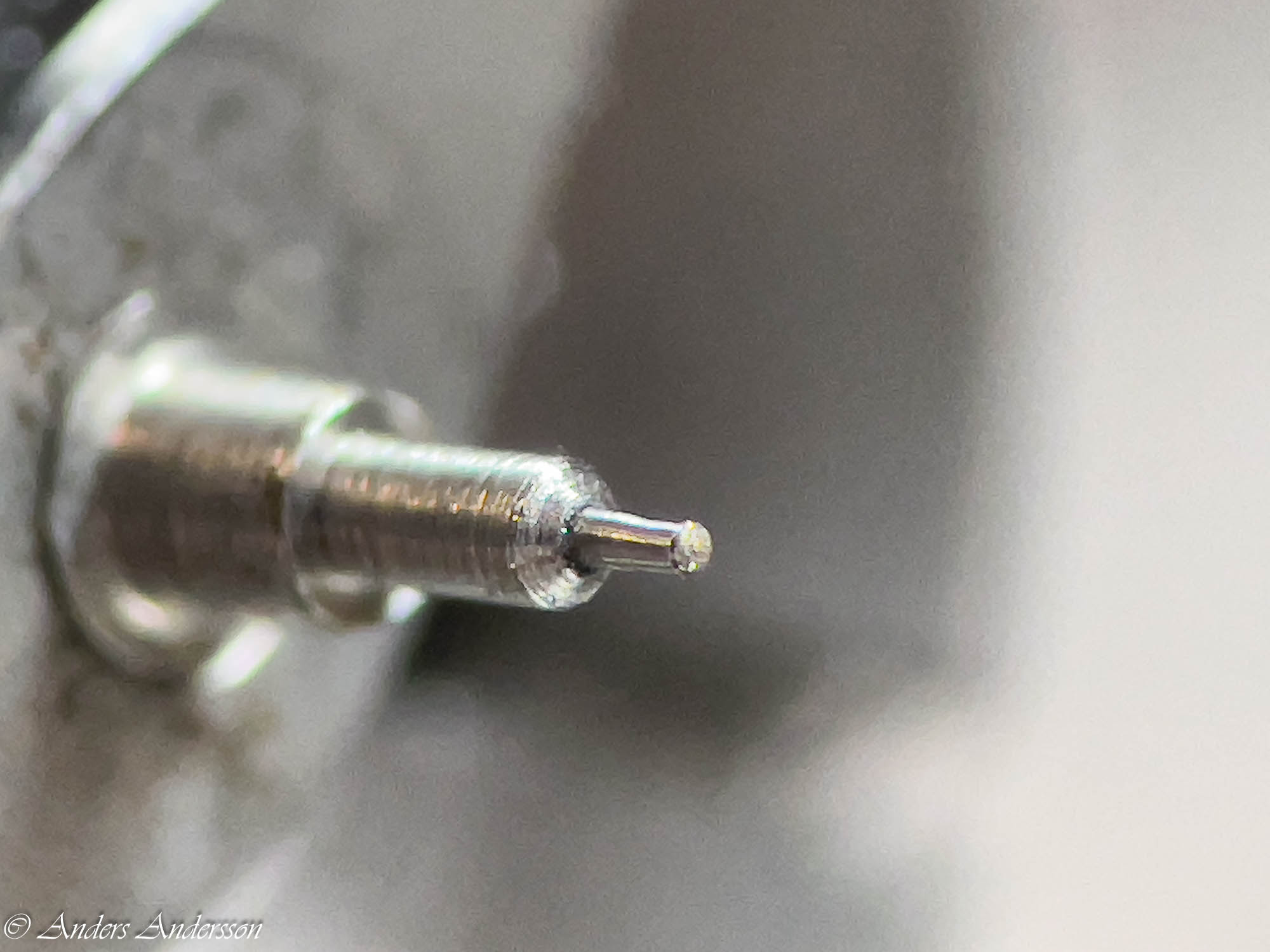
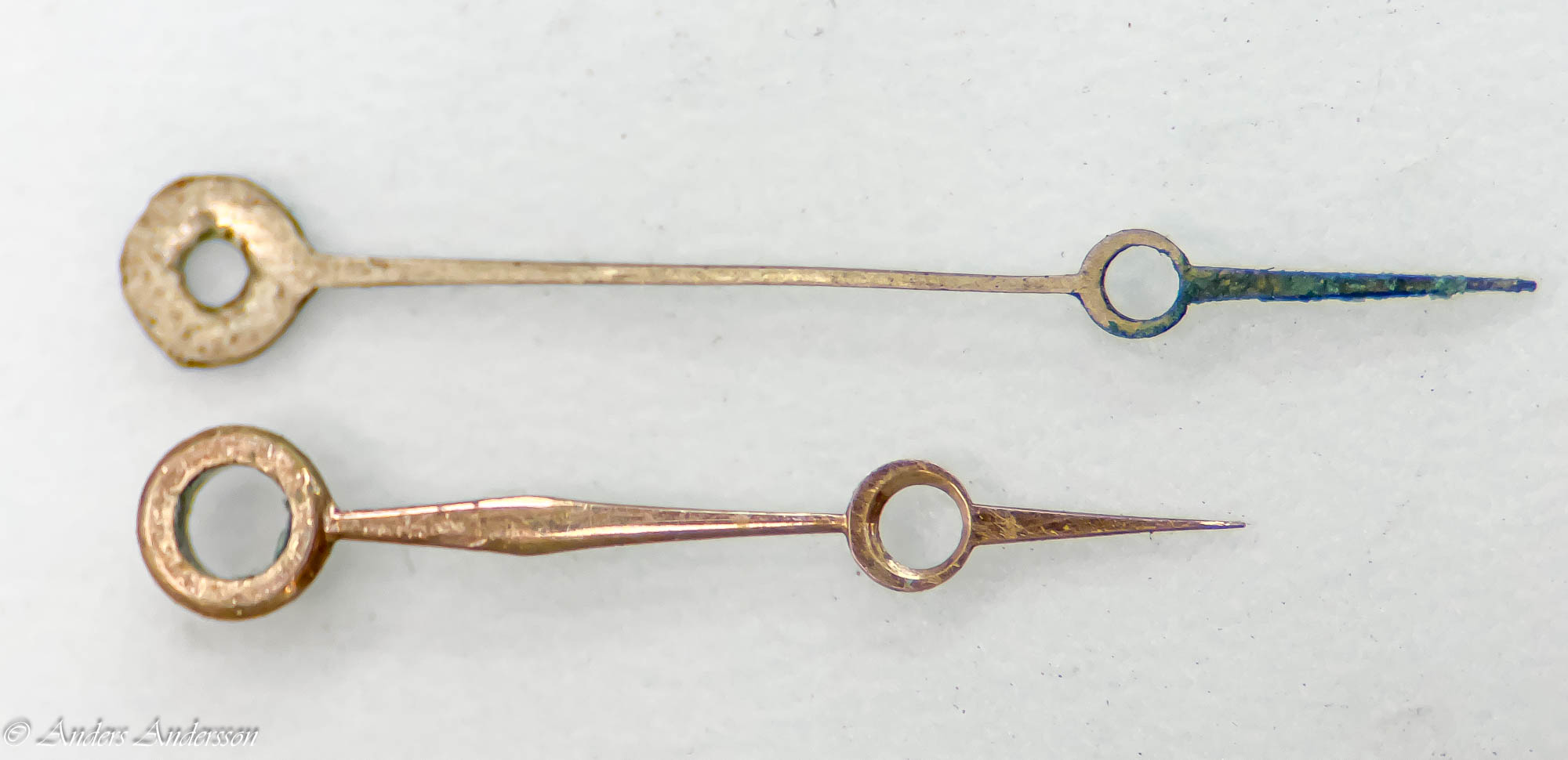
Avbruten balanstapp.
Avbruten balanstapp.
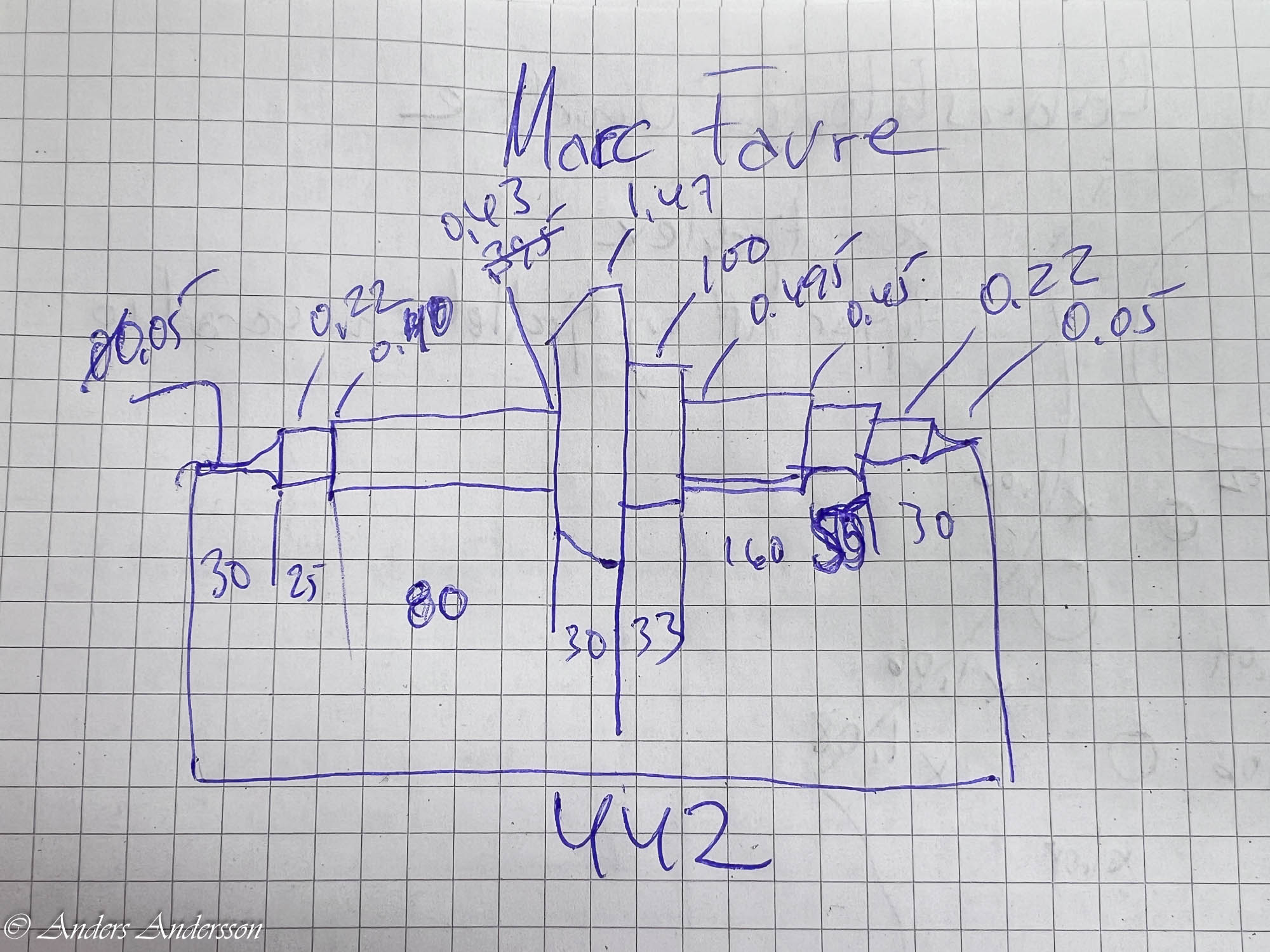
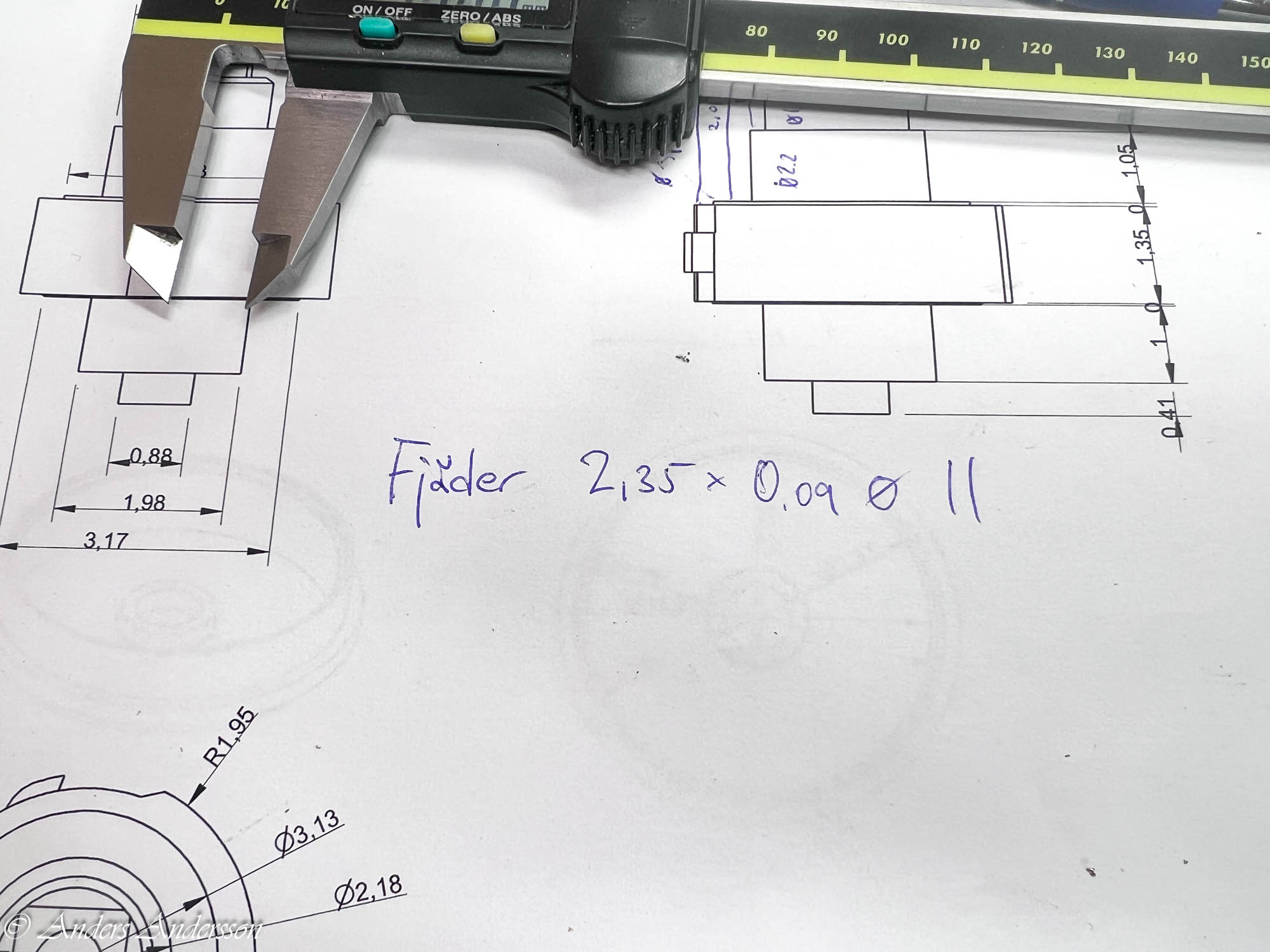
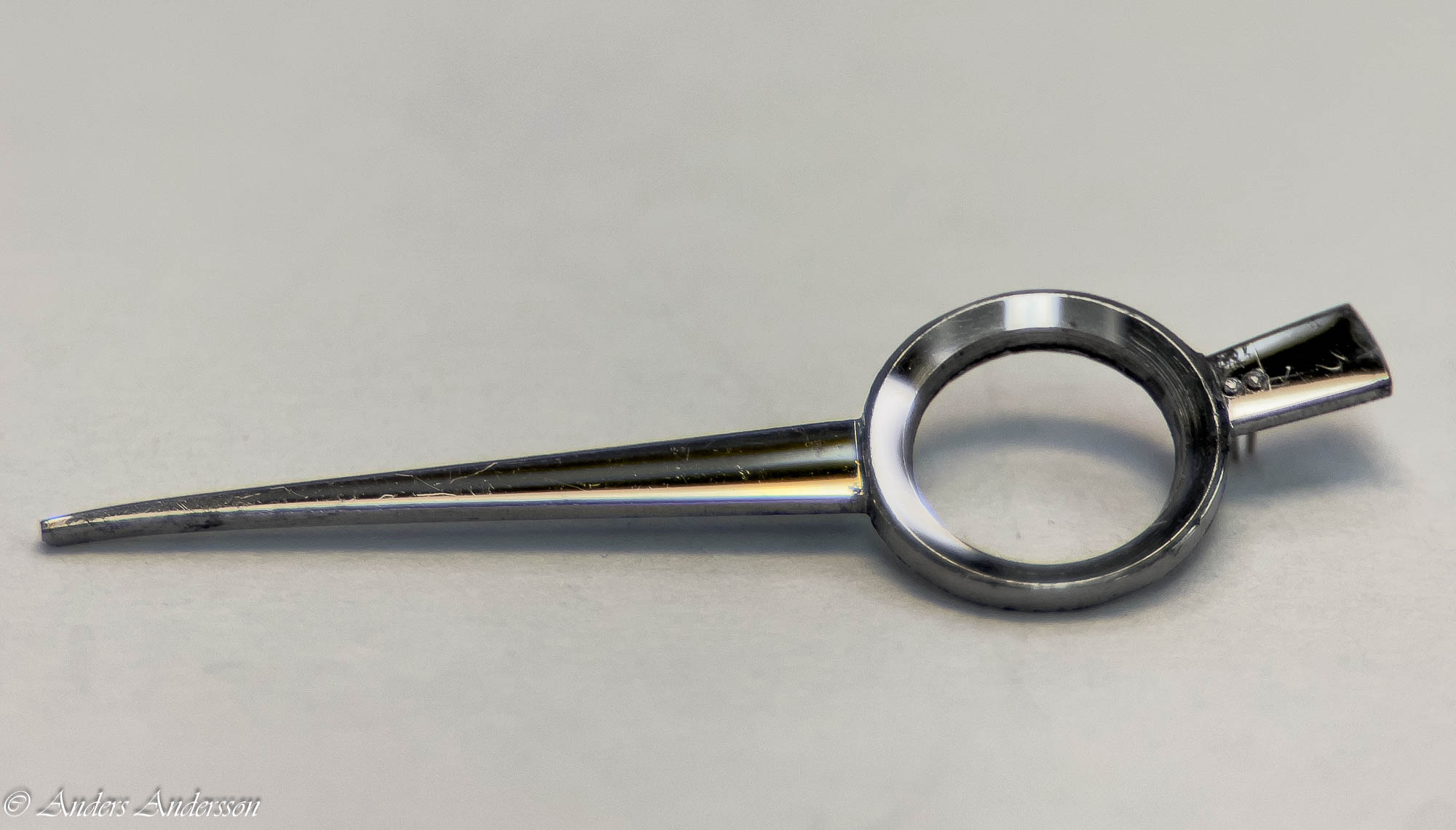
”Ritning” till ny balansaxel.
Båda balanstapparna var avbrutna. Jag testade att borra in tappar så som jag brukar. Men här gick jag bet – första gången!
Materialet var glashårt och omöjligt att borra i, till och med med hårdmetallborr. Det har jag aldrig varit med om, har säkert borrat in över hundra tappar men alltid fått hål i axeln utan att löpa ur den.
OK, jag bestämmer mig för att svarva en ny axel.
Gör en enkel skiss och svarvar sedan en ny axel i blåstål. Blir inte lika hård som originalet men den kommer att fungera bra.
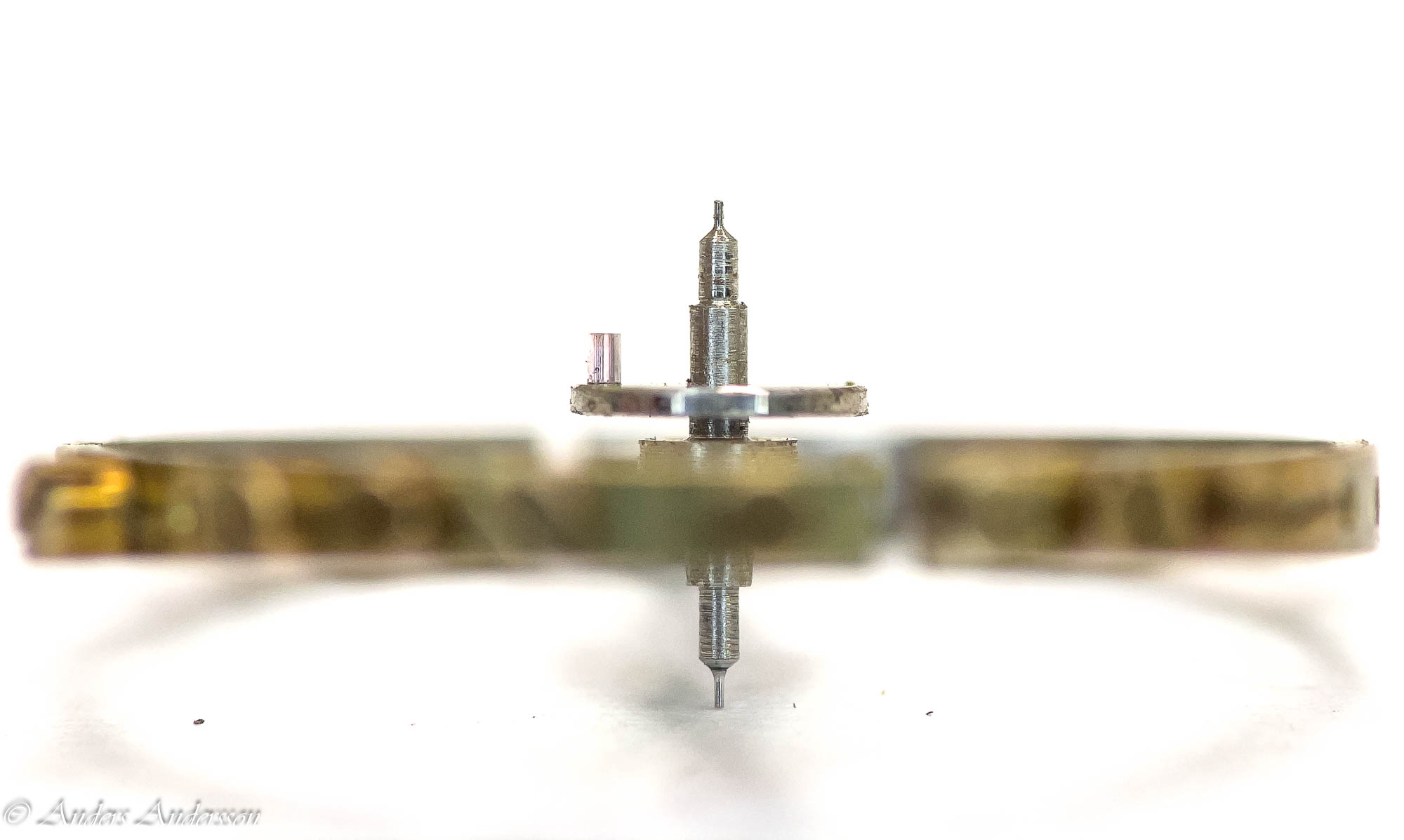
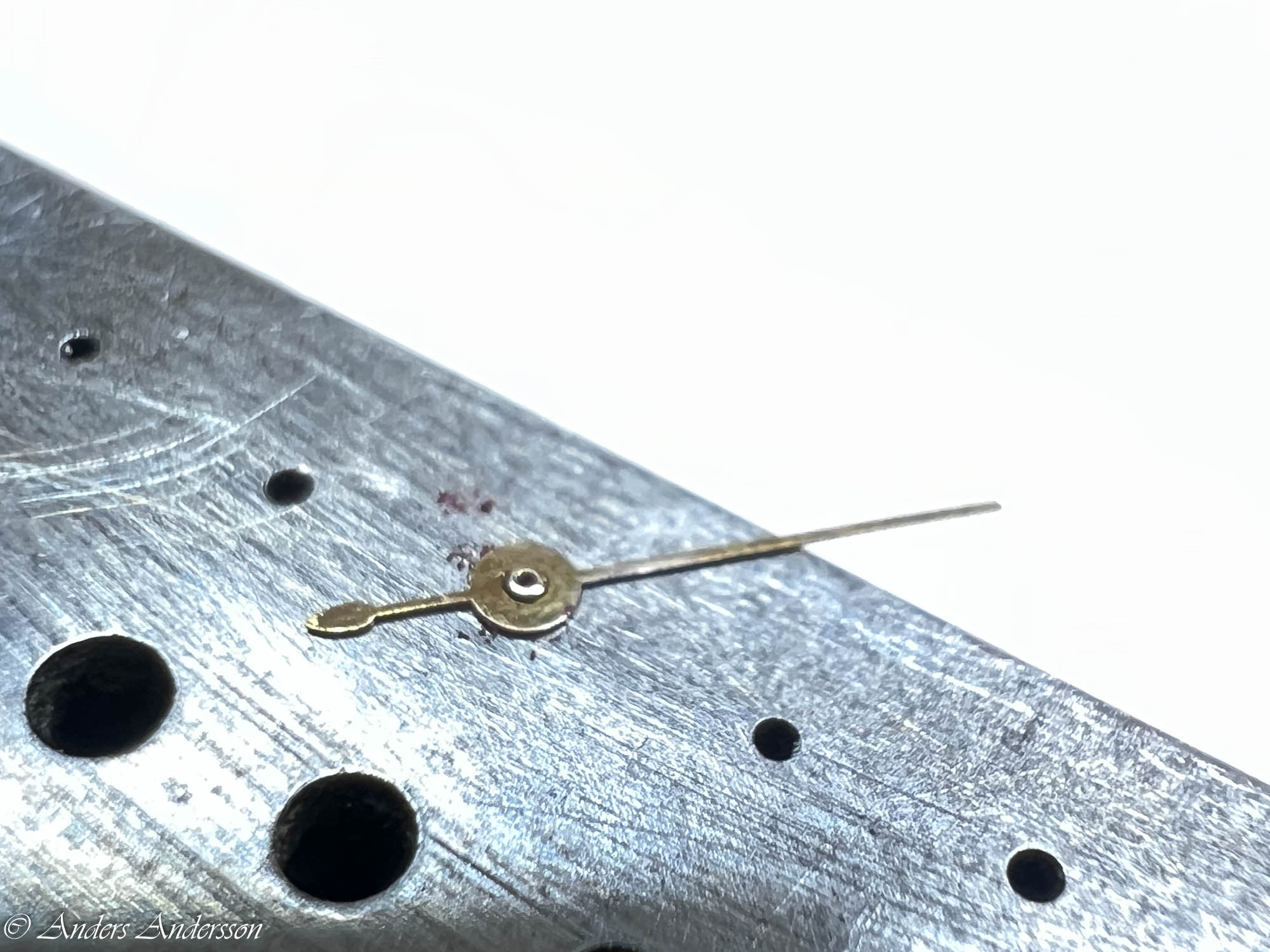
Den nya axeln nitas.
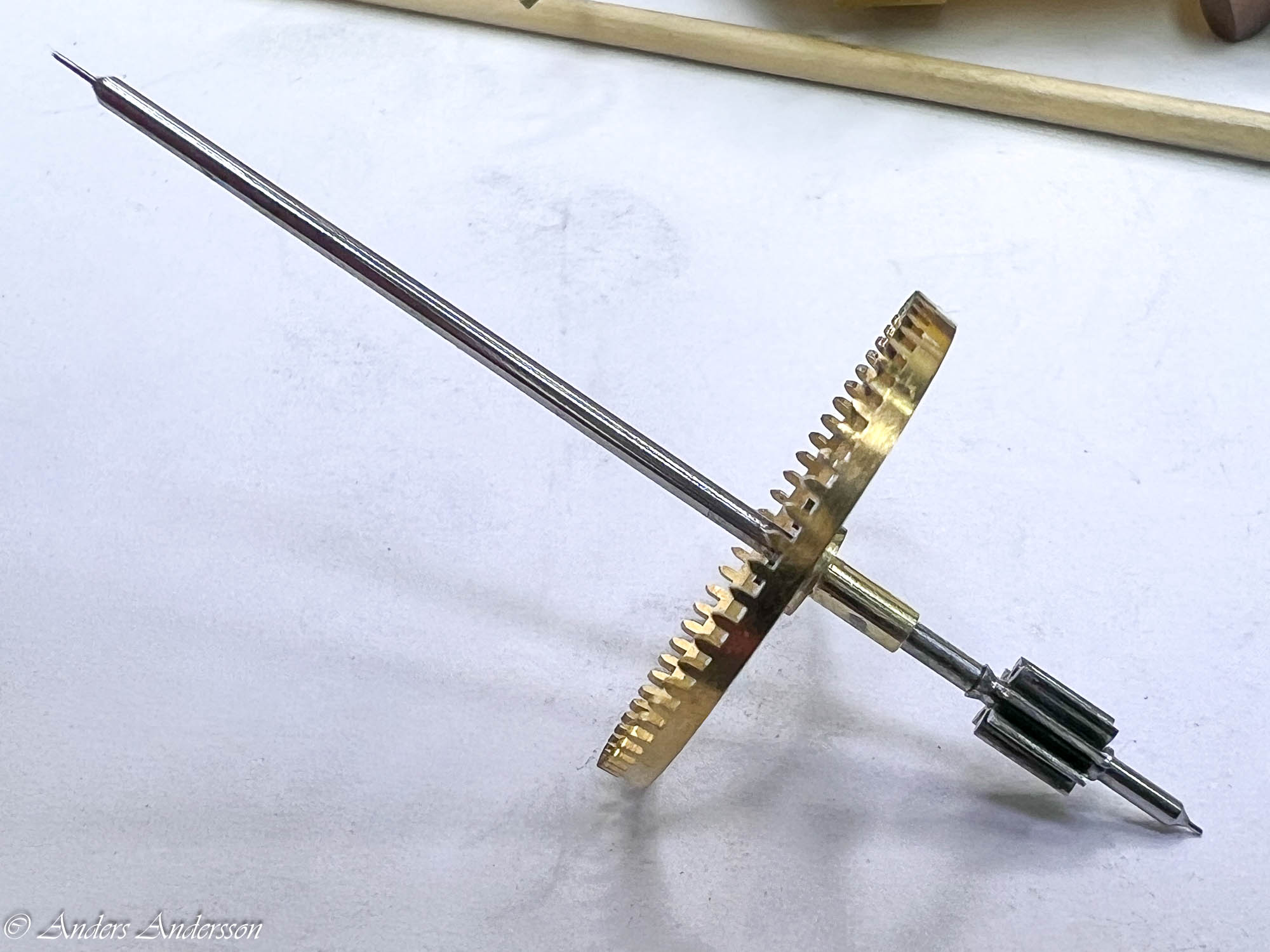
Balansen hel igen.
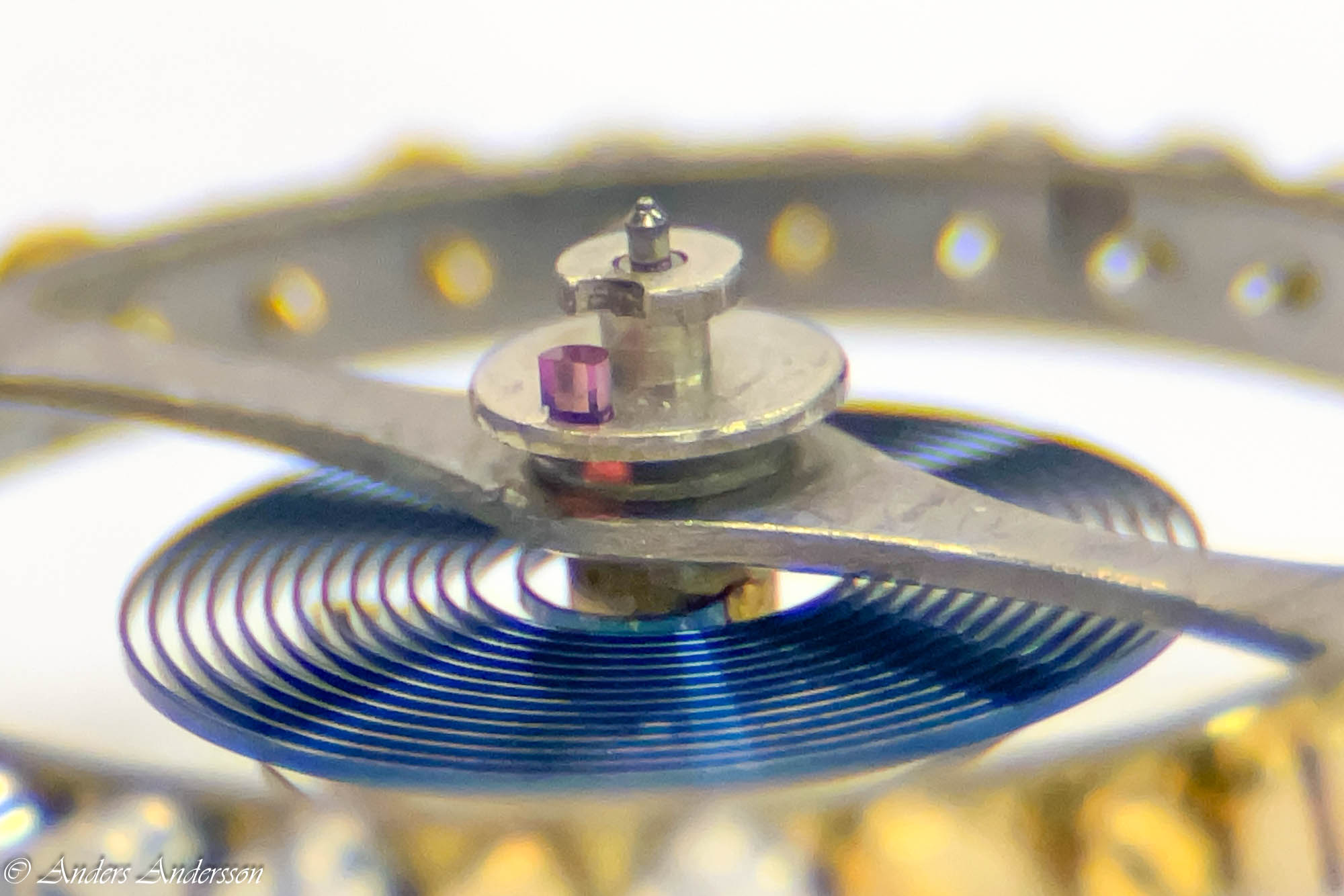
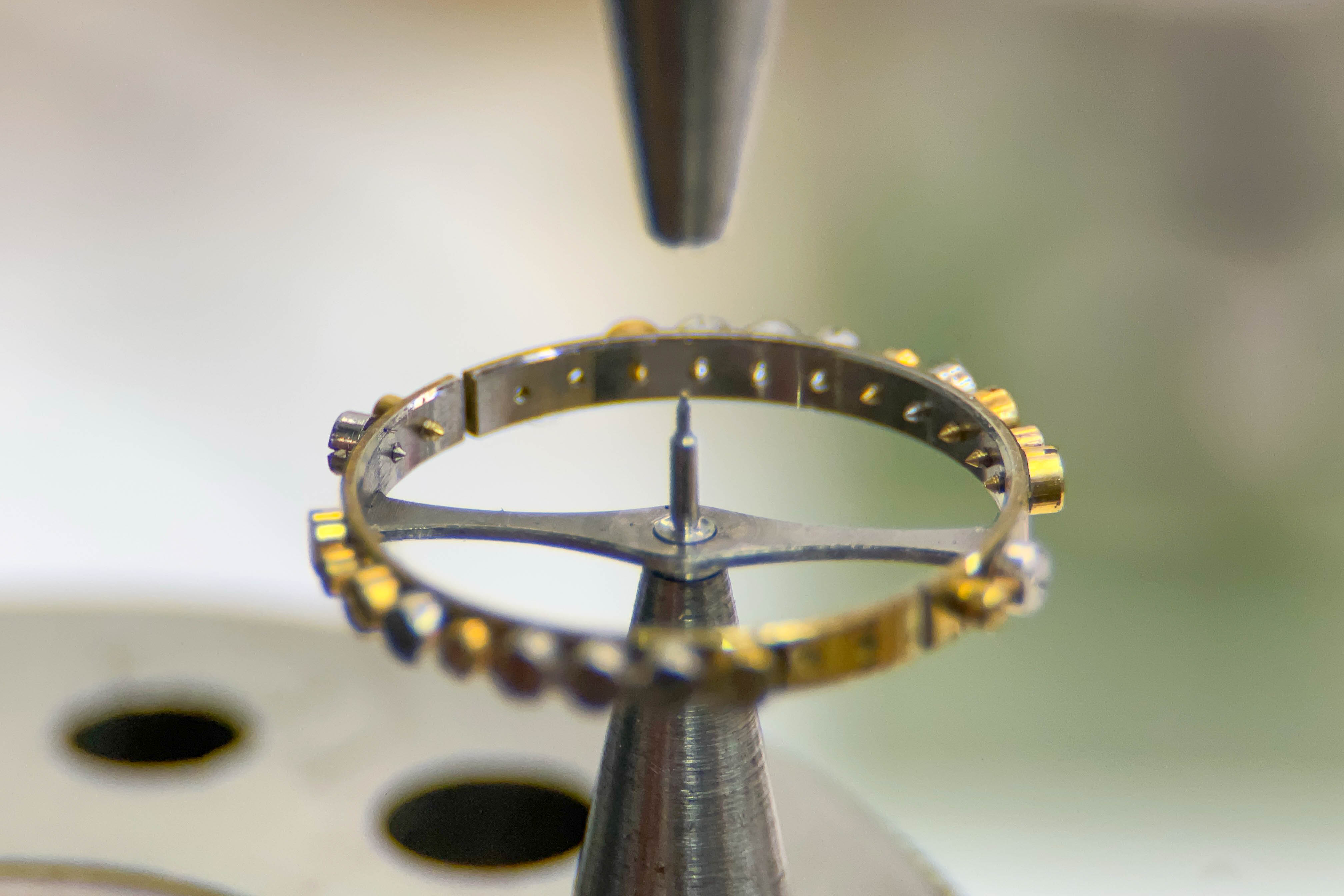
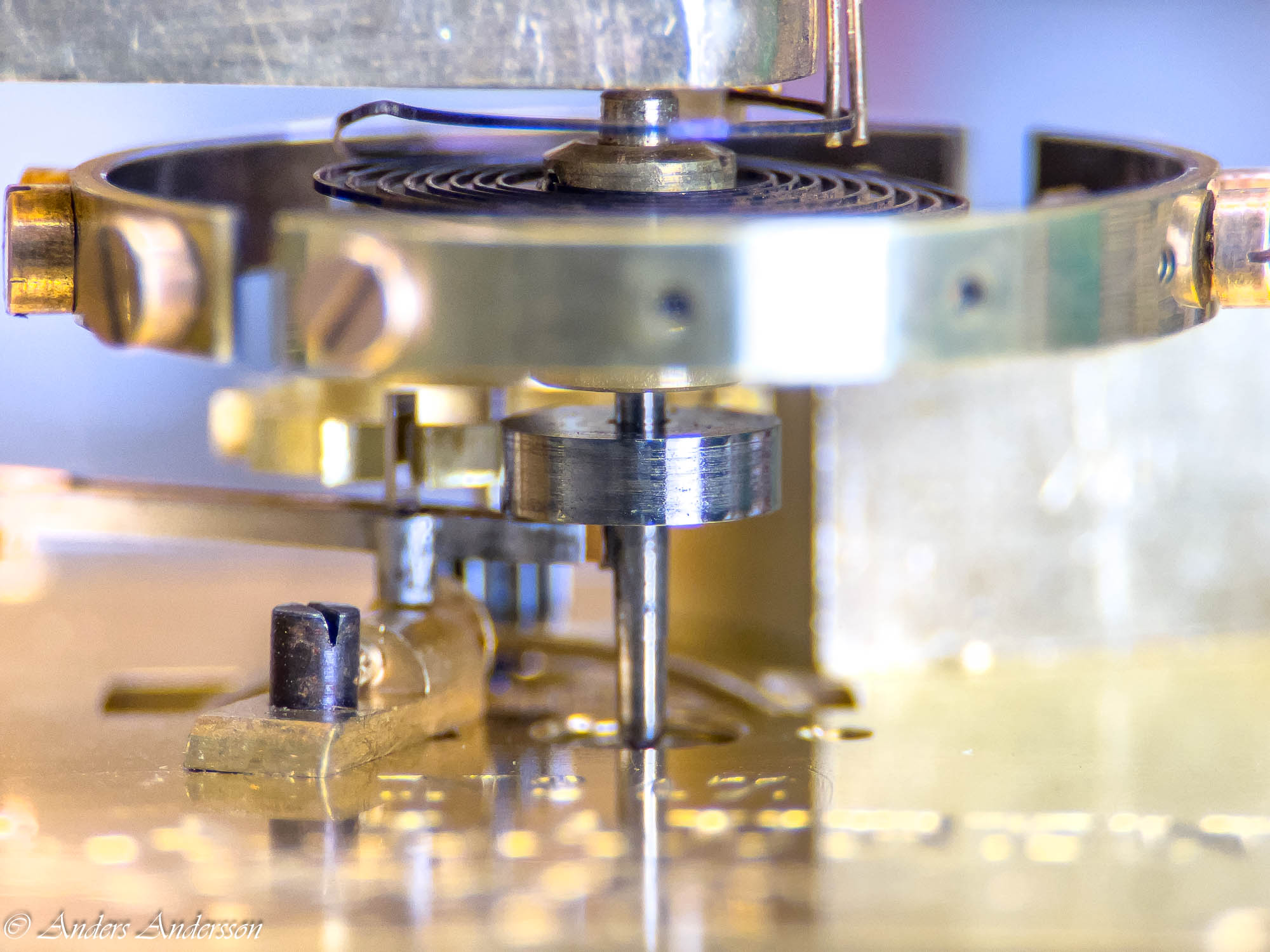
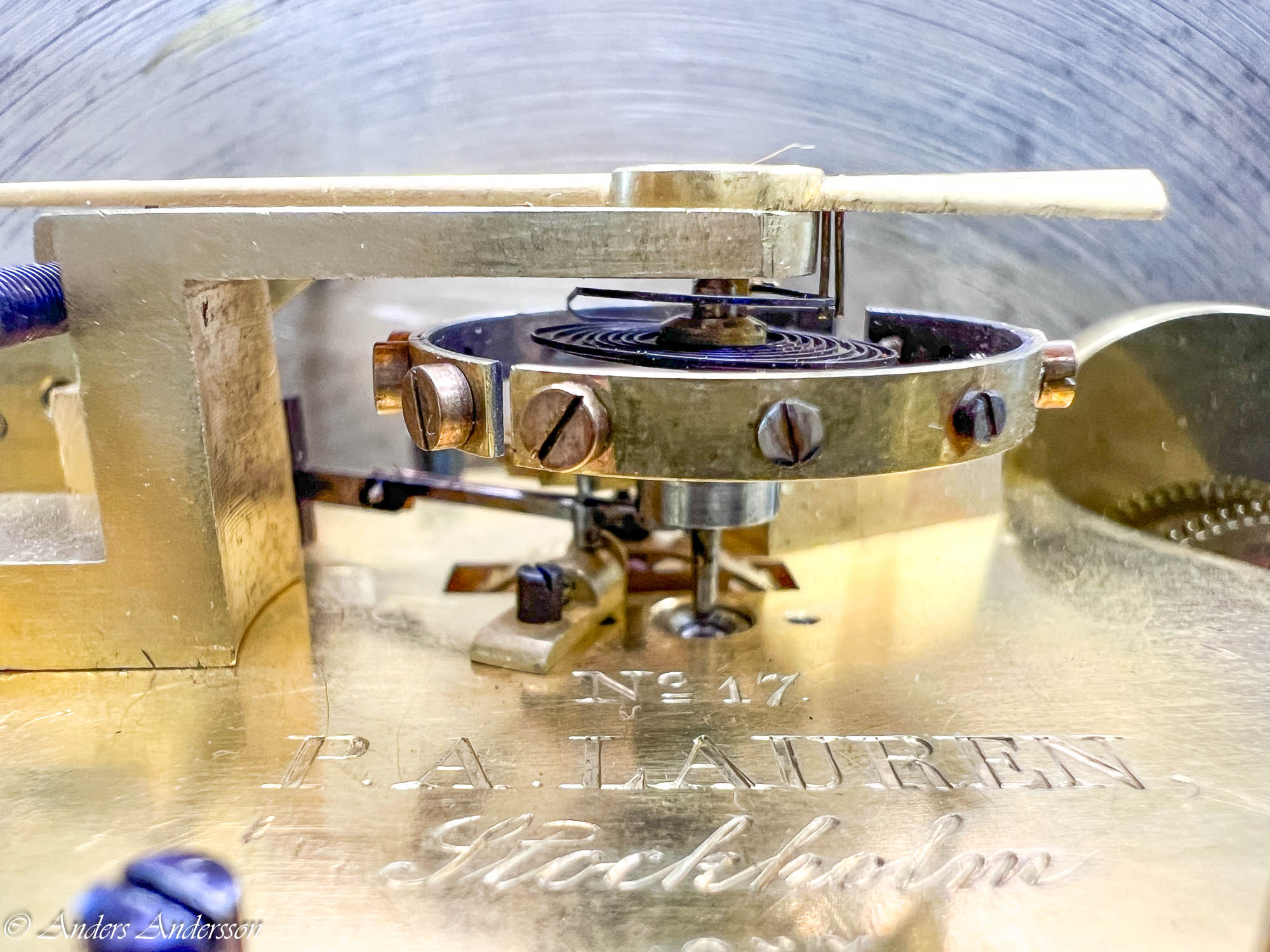
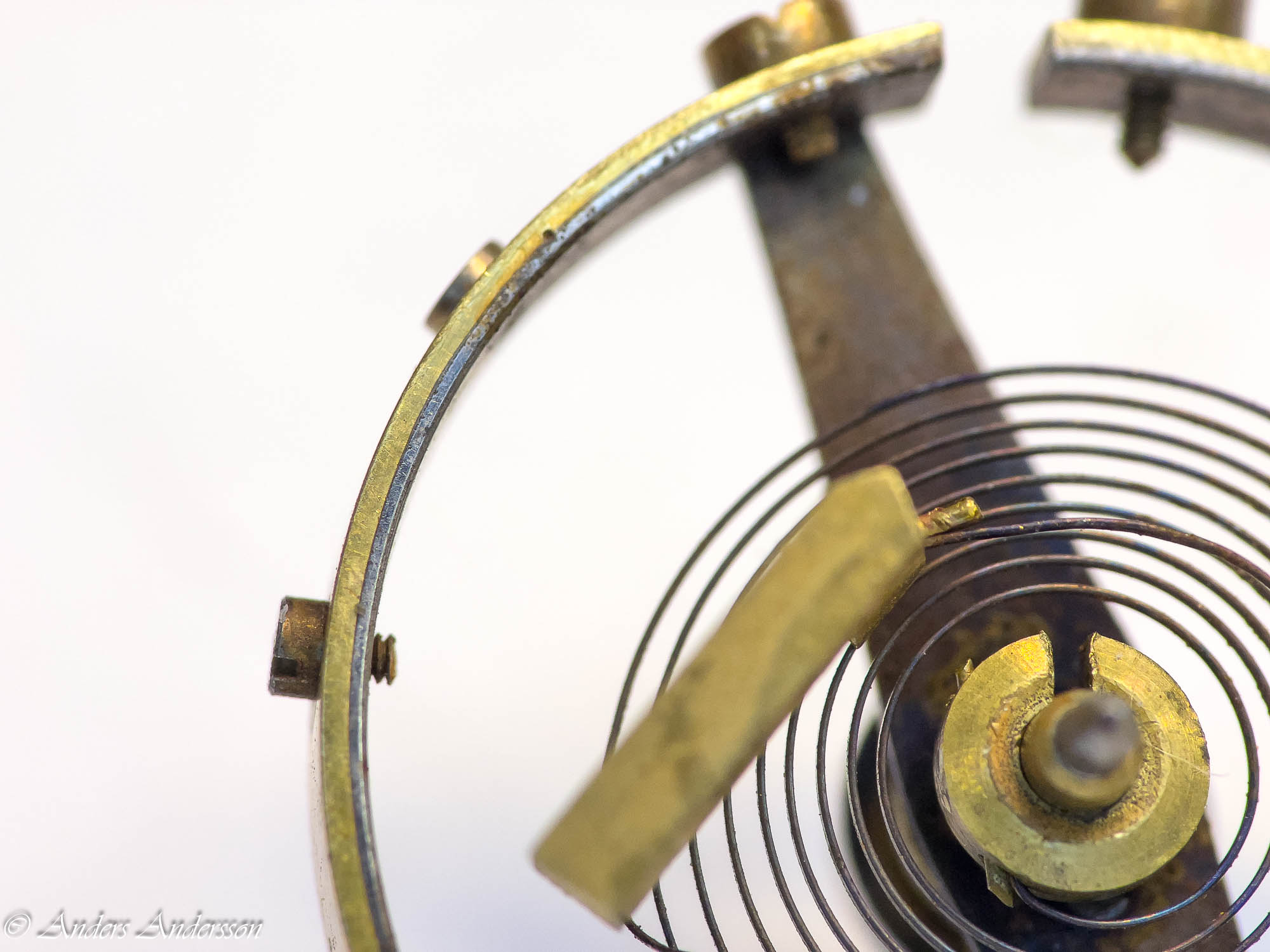
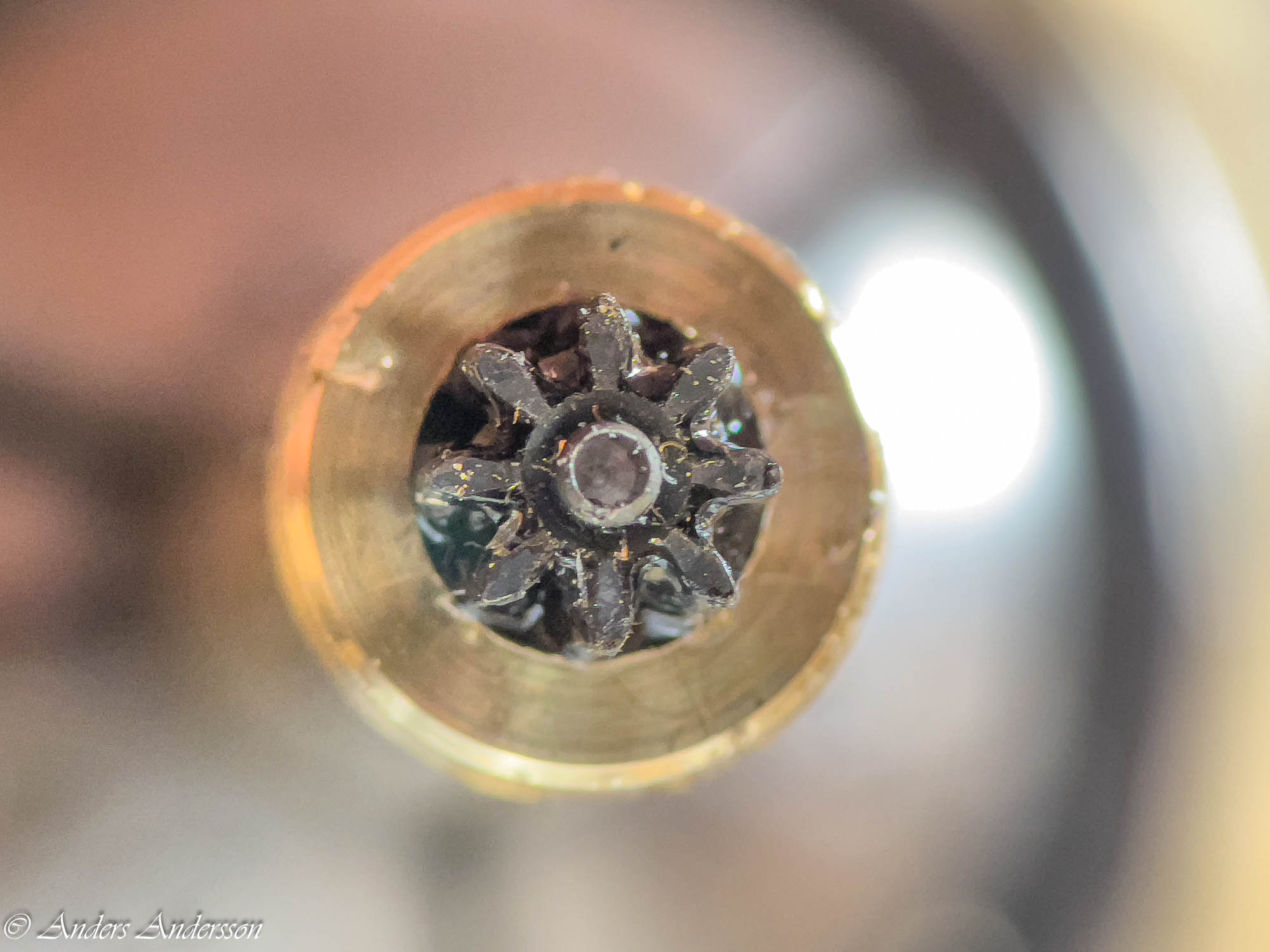
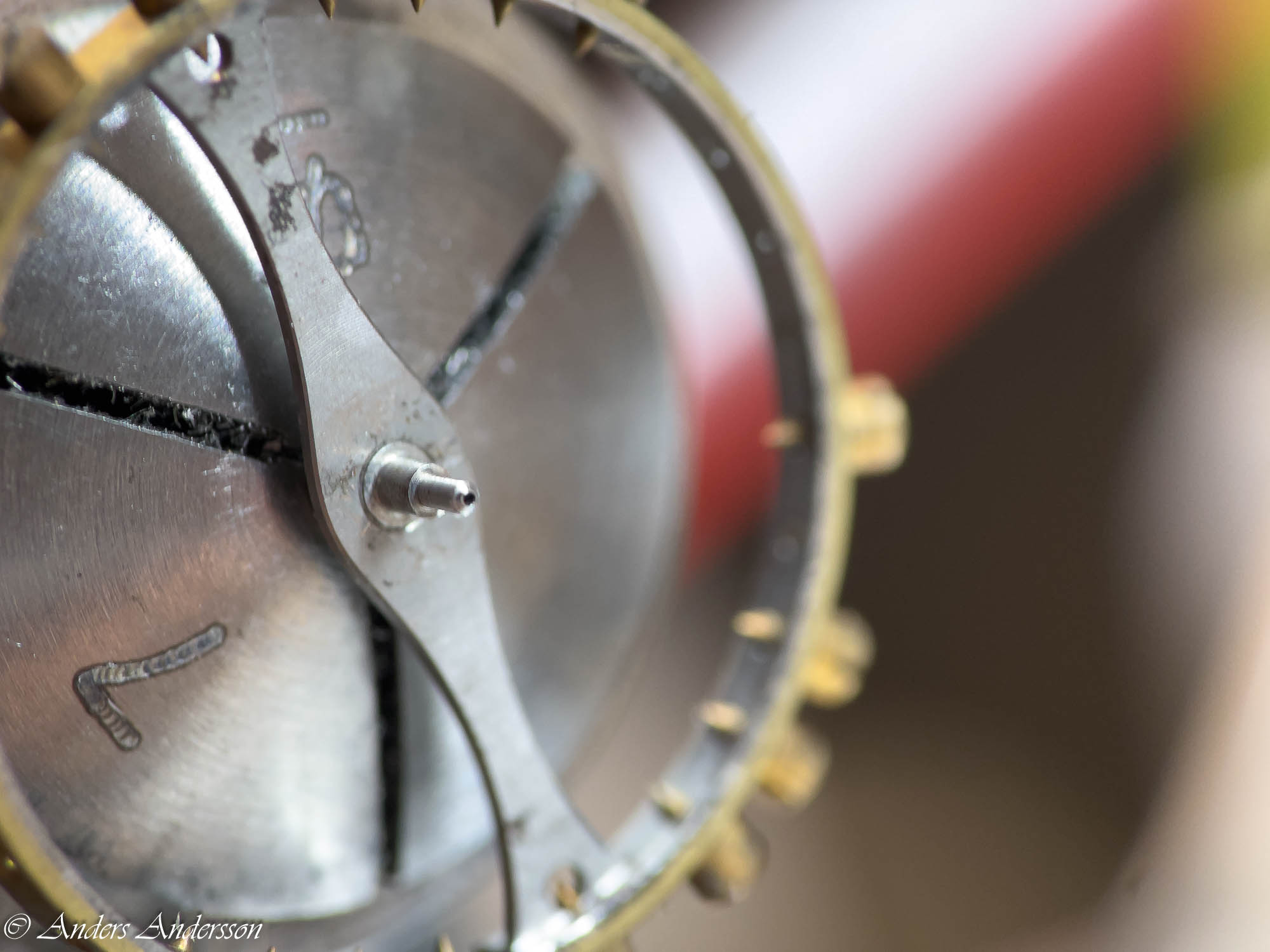
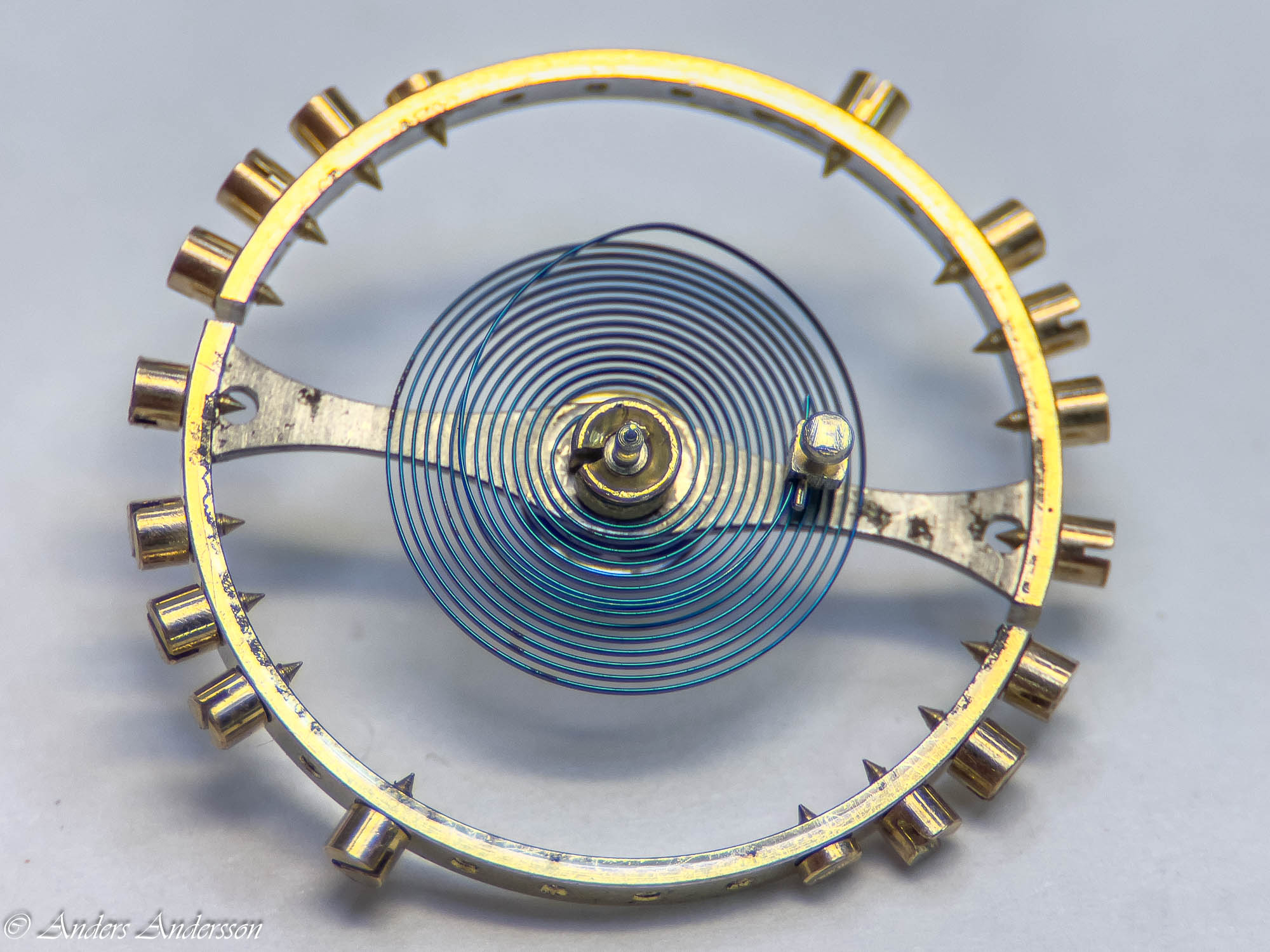
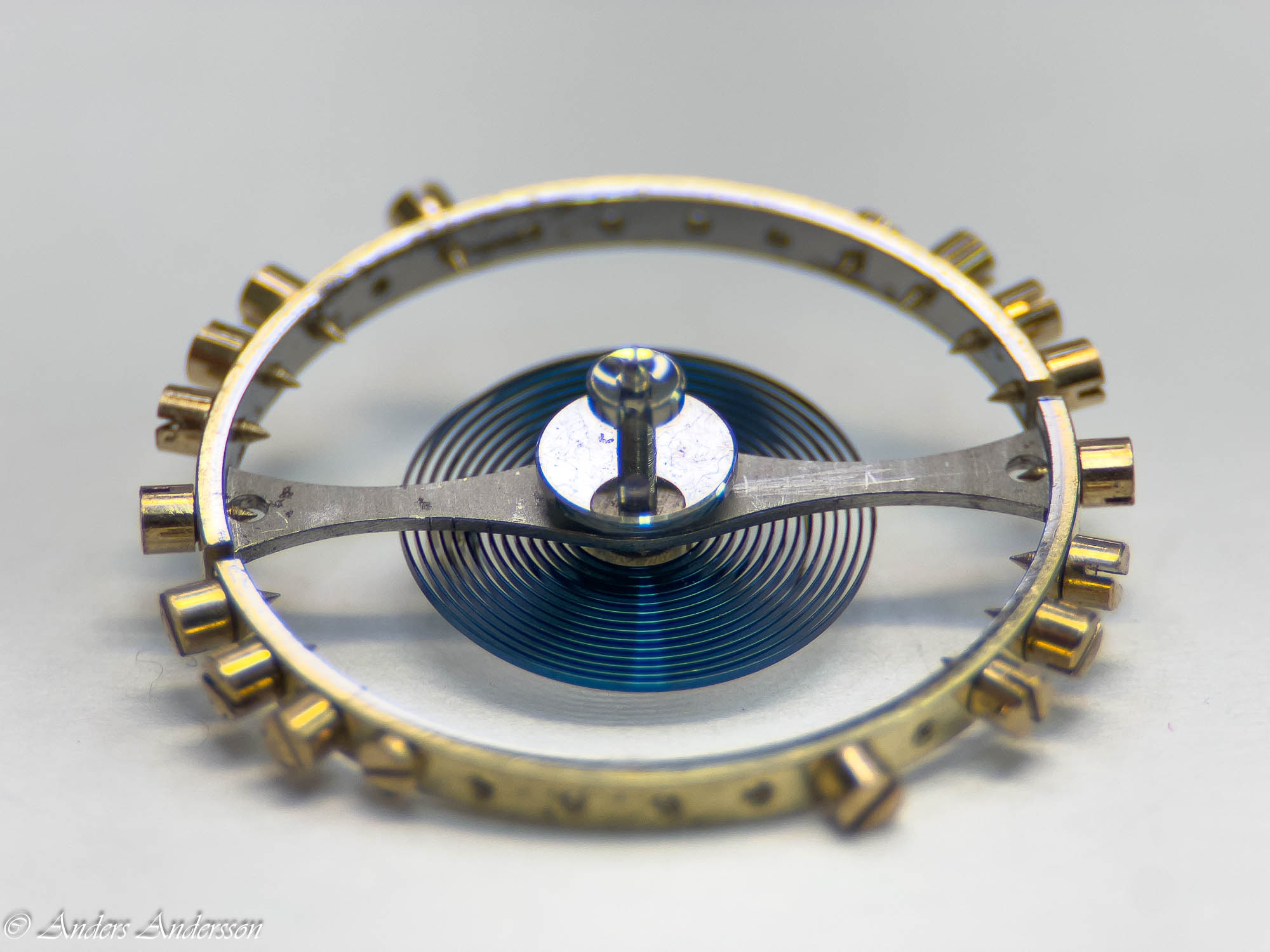
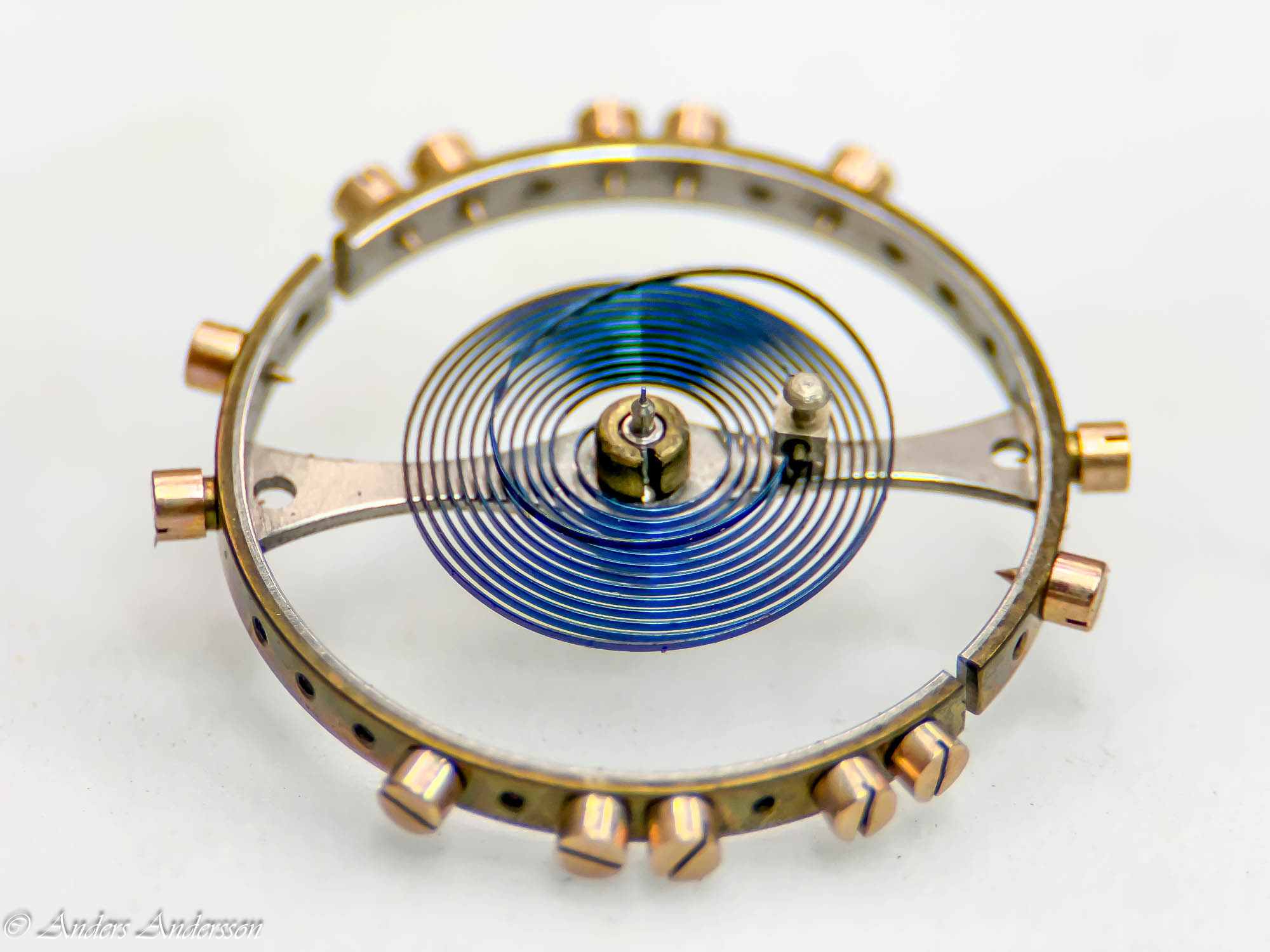
Något man sällan ser – guillaumebalans i armbandsurstorlek!
Ta en extra titt på balansen, du ser något väldigt ovanligt. Guillaumebalans med spiral med både inner- och ytterkurva, i armbandsurstorlek. Jag har skrivit om dessa mycket speciella balanser flera gånger i denna blogg, men en repetition kan vara på sin plats. Här förklarar jag lite mer om balansen och spiralen.
Guillaumebalans
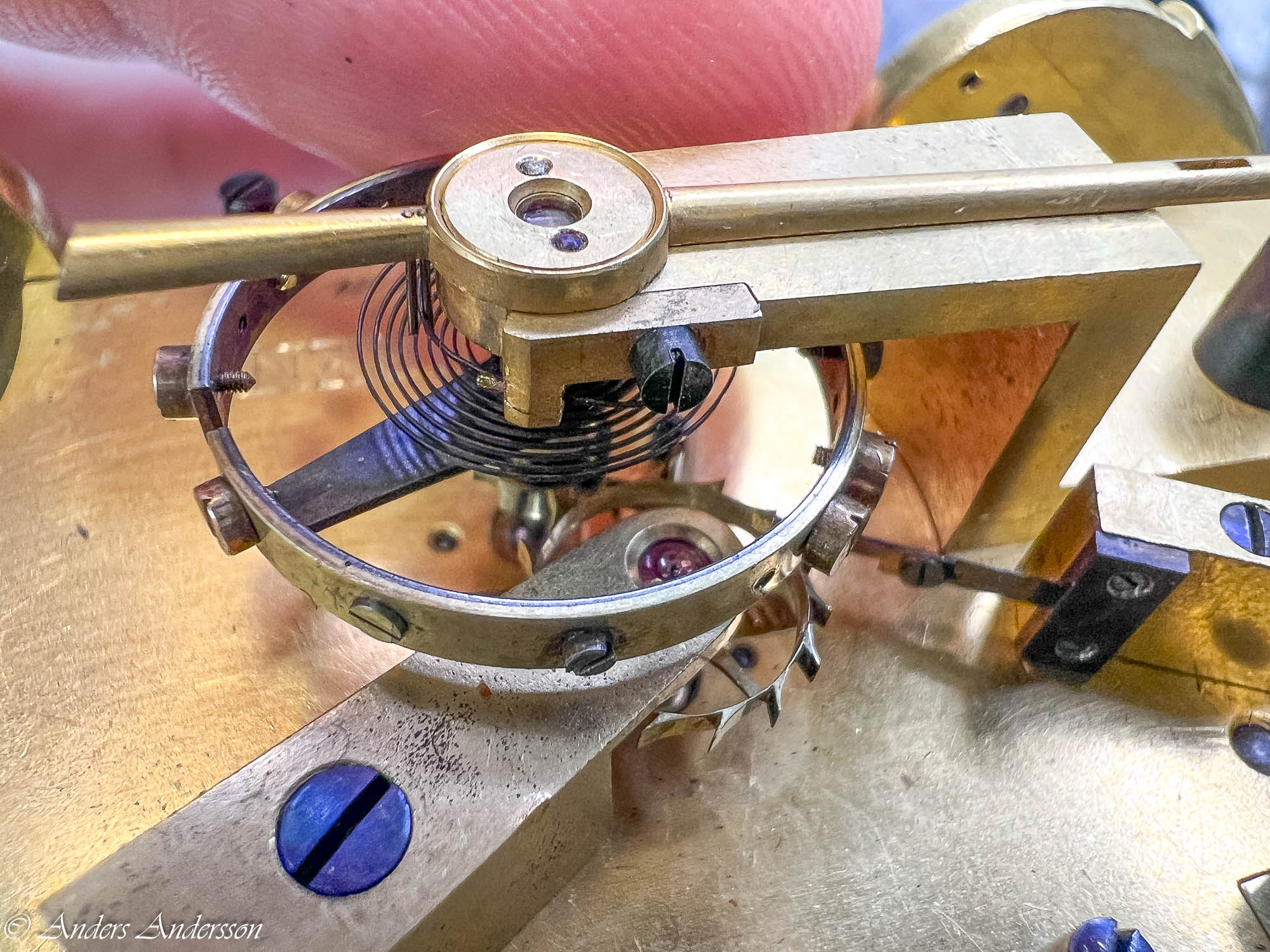
Vid en första anblick ser en Guillaumebalans ut som en vanlig kompensationsbalans,
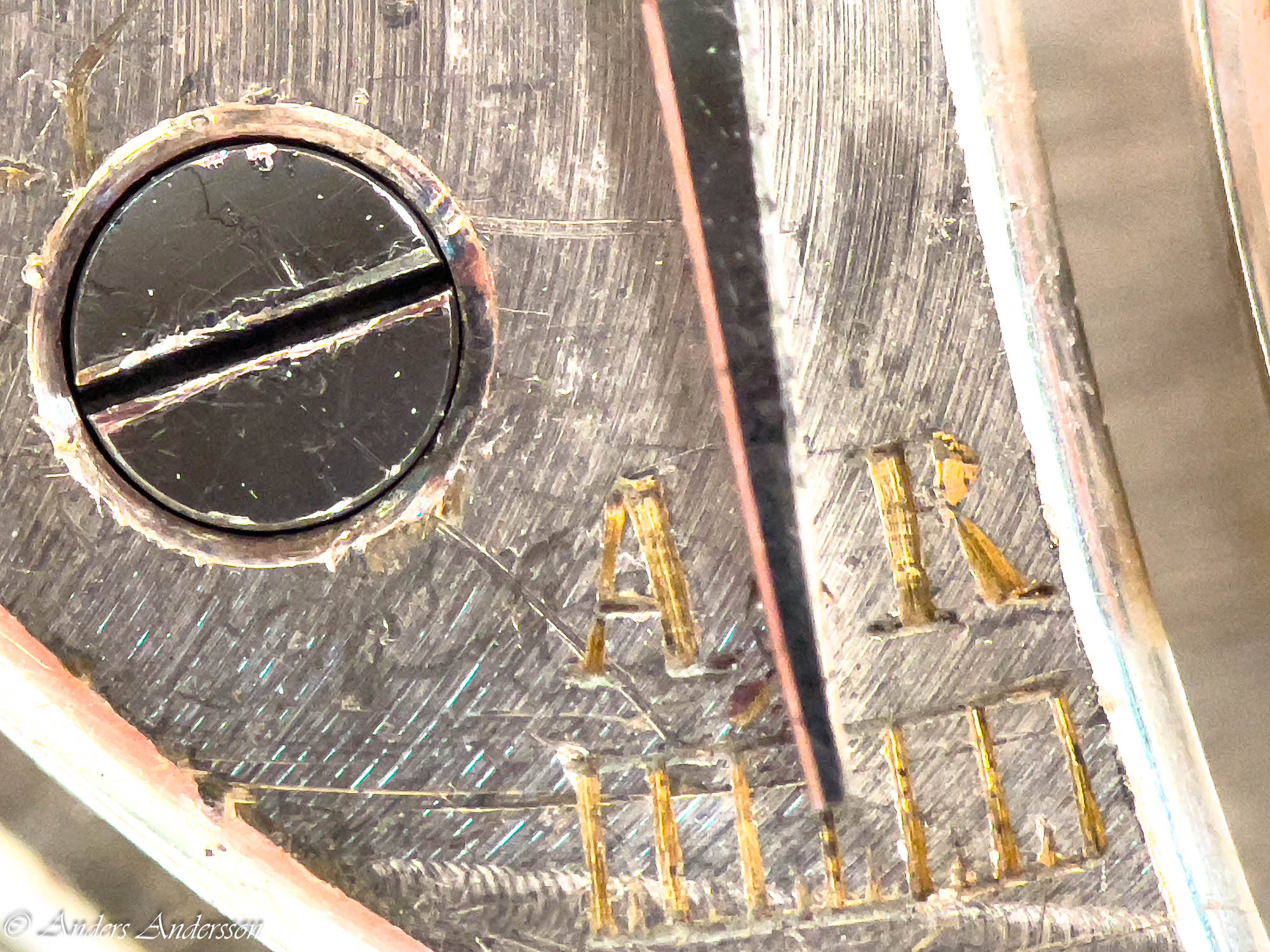
man får titta efter extra noga. Skruvarna är större, tillverkade i guld, några av dem är i platina, här fem stycken. Balansen är uppskuren en bit ut räknat från skänkeln – i detta fall två ”skruvbredder”. Men det som är det viktigaste, som man inte kan se med vanliga metoder är den speciella stållegeringen som ståldelen av balansen består av – den speciella Aniballegeringen som Guillaume uppfann. En kompensationsbalans kompenserar för temperaturförändringar. Den är tillverkad av bimetall – stål och mässing. Stål och mässing har olika temperturkoefficienter/utvidgningskoefficienter.
I värme expanderar stål mindre än mässing, det gör att den fria änden av balansen rör sig inåt, balansens verksamma diameter minskar vilket gör att klockan fortar, detta kompenserar för den minskade elasticiteten i spiralen vid en värmeökning. En vanlig, rätt justerad kompensationsbalans kompenserar för värmeskillnader på ett mycket effektivt sätt. Men en Guillaumebalans gör det i det närmaste helt perfekt!
Den kompenserar nämligen även för det så kallade sekundära felet. Att kunna kompensera för det sekundära felet är nyckeln till att få en kronometer att gå exakt.
Vad är då det sekundära felet?
När man testar en kronometers gång gör man det i kyla, rumstemperatur och värme, det brukar vara vid +4C, +20C och +35C. En vanlig kompensationsbalans kompenserar inte linjärt, det blir en topp någonstans. Då måste man ha någon form av hjälpkompensation som tar bort den toppen = det sekundära felet. Innan Guillaume kom på aniballegeringen (anibal är en förkortning av Acier au NIckel pour BALanciers) gjordes många snillrika konstruktioner av balanser, där den svenske urmakaren Victor Kullberg (verksam i London) särskilt utmärkte sig.
Guillaume fick 1920 års nobelpris i fysik för sin forskning om legeringar mellan nickel och stål. Han upptäckte bland annat den märkliga legeringen invar som fått stor betydelse inom urmakeriet för den speciella egenskapen att den har ytterst liten värmeutvidgning.
För att en balans ska få kallas Guillaumebalans krävs kombinationen av en bimetallbalans med mässing och den speciella stållegeringen anibal tillsammans med en stålspiral. Så en Guillaumebalans är ett system som består av både spiral och balans tillsammans.
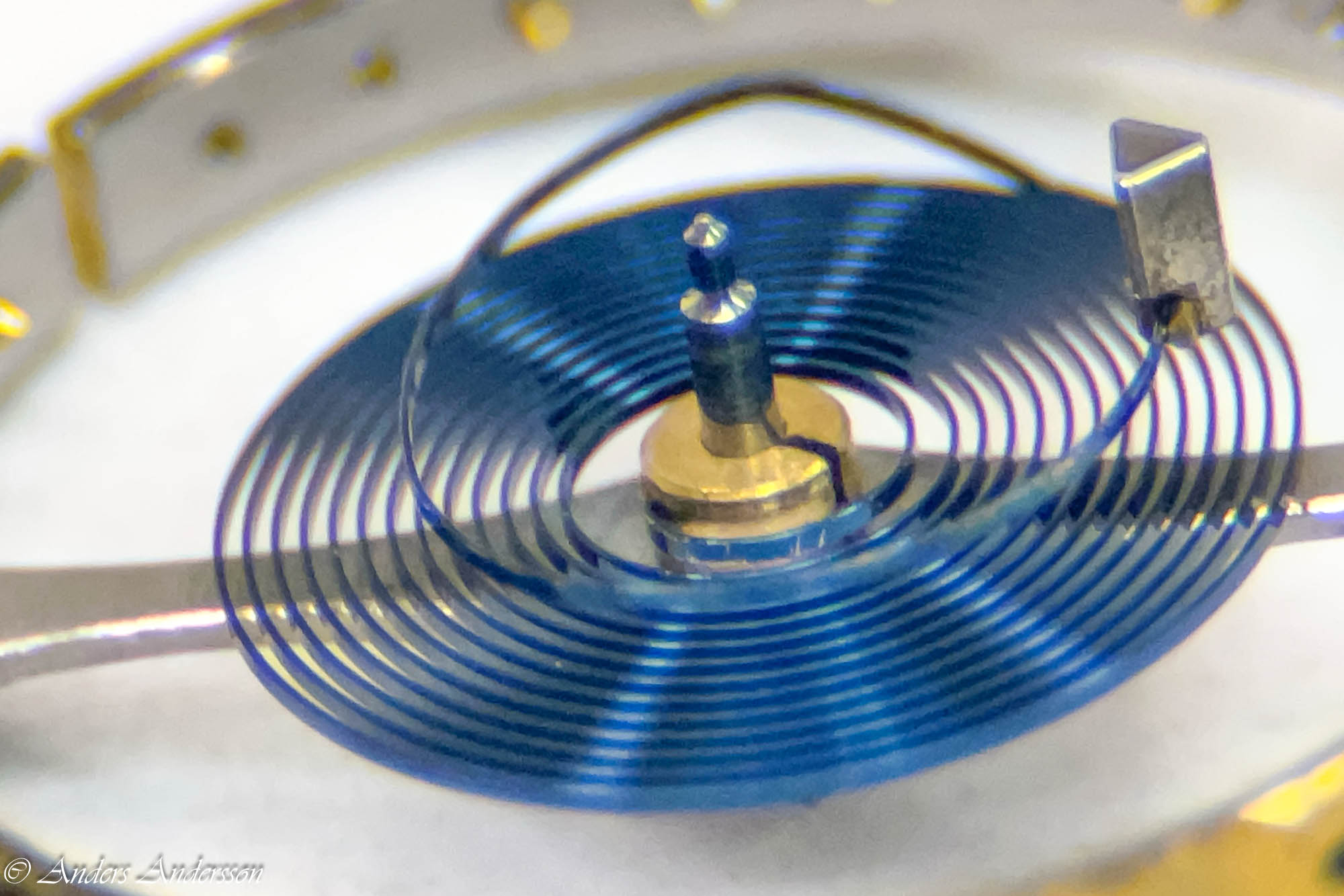
Något om spiralen.
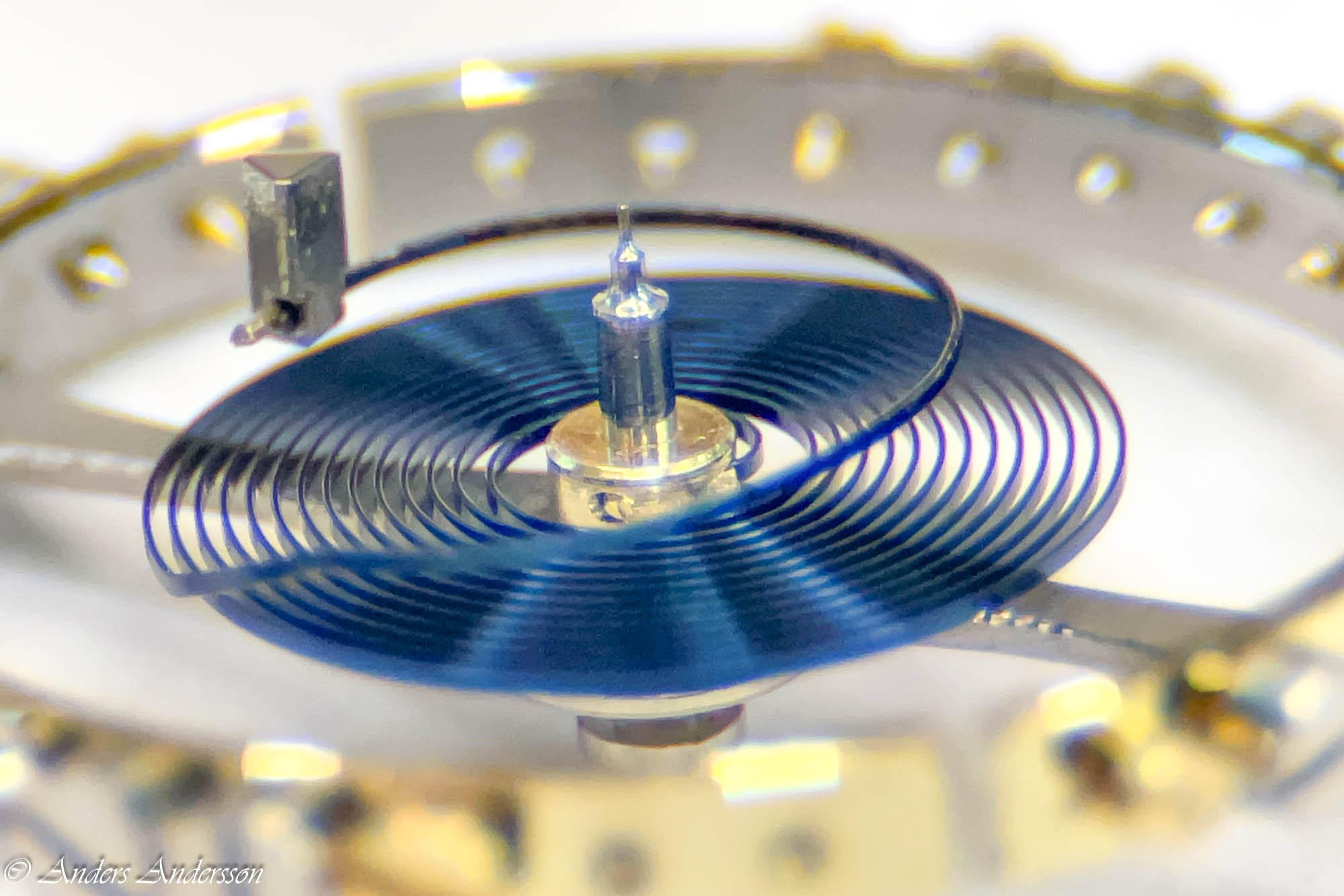
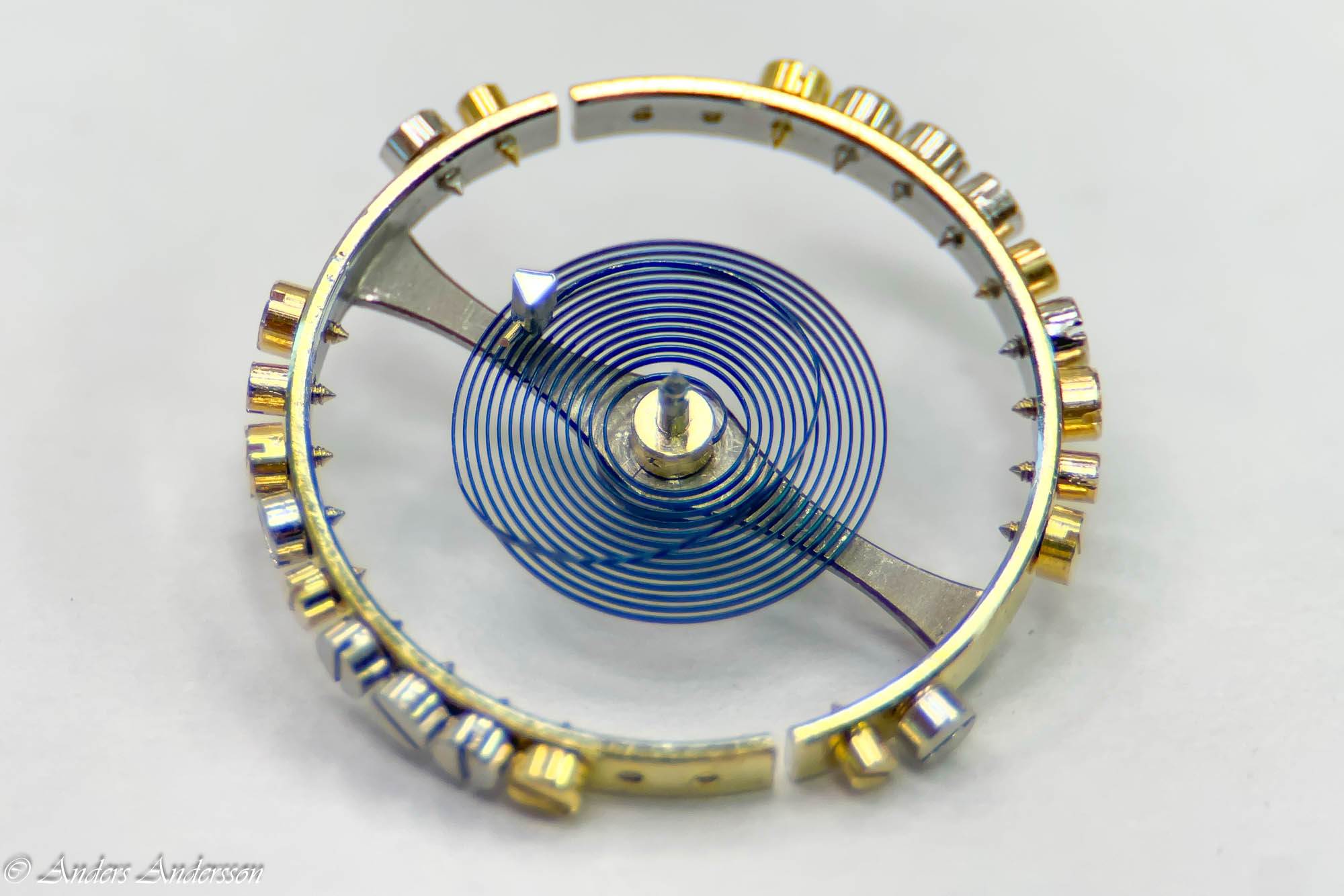
Spiralen har något så ovanligt som två breguetkurvor!
En traditionell övre/yttre samt en inre kurva.
Idealiskt vore att spiralens inre fästpunkt skulle sitta exakt i centrum av balansaxeln. Men man är ju tvungen att klippa av det innersta av spiralen och fästa den i en spiralrulle, enkelt uttryckt kan man säga att den inre kurvan kompenserar för detta. Om man har både en inre kurva och en ytterkurva tar man helt bort det som kallas ”Caspari-effekten”, dvs ett fel som uppstår i förhållandet mellan spiralens inre och yttre fästpunkter – spiralrulle och ytterfäste. Man kan säga att man genom dessa två kurvor tar bort alla fel/nackdelar som spiralen har. Nackdelar? Den inre kurvan är på grund av sin ringa storlek mycket svår att böja till korrekt form – är formen fel blir istället gångfelet större. Så det krävs en mycket skicklig reglör för att få spiralen att fungera så bra som möjligt.
Fördelen med den vanliga breguetkurvan jämfört mot en planspiral är att breguetkurvan gör så att den plana/undre delen av spiralen rör sig koncentriskt när den arbetar. En planspiral rör sig excentriskt. En breguetspiral får därför inga tyngdpunkter eftersom spiralvarven alltid har förhållandevis samma avstånd sinsemellan. (Det gör det enkelt att kontrollera om kurvan har korrekt form, man vrider balansen så att spiralen drar ihop/utvidgar sig, sedan jämför man avstånden mellan varven, har spiralen rört sig excentriskt åt något håll är kurvformen fel och man får justera. Finns flera exempel på det här i min blogg.) Den plana spiralen är endast koncentrisk i vila, när balansen rör sig utvidgar den sig mer på ena sidan än den andra. Således väger spiralen mer på den sida som är mer utvidgad än den andra ihopdragna sidan. Det påverkar gången väldigt mycket. Man hittar bara dubbla kurvor i riktiga precionsur där man lägger ner mycket arbete och kostnader för att få klockan att gå så rätt som möjligt.
För att kunna böja en breguetkurva krävs att spiralen har två plan. Genom att göra två knän på spiralen får man fram dessa två plan. För att göra dessa knän är det enklaste och allra vanligaste sättet att man med ett verktyg trycker spiralen mot ett mjukt underlag. Man böjer då spiralen i höjdled. Det är lätt förstå att materialpåfrestningen blir stor vid dessa knän – sammanpressning och sträckning. Det gör att området vid knät blir oelastisk = negativ påverkan av spiralen.
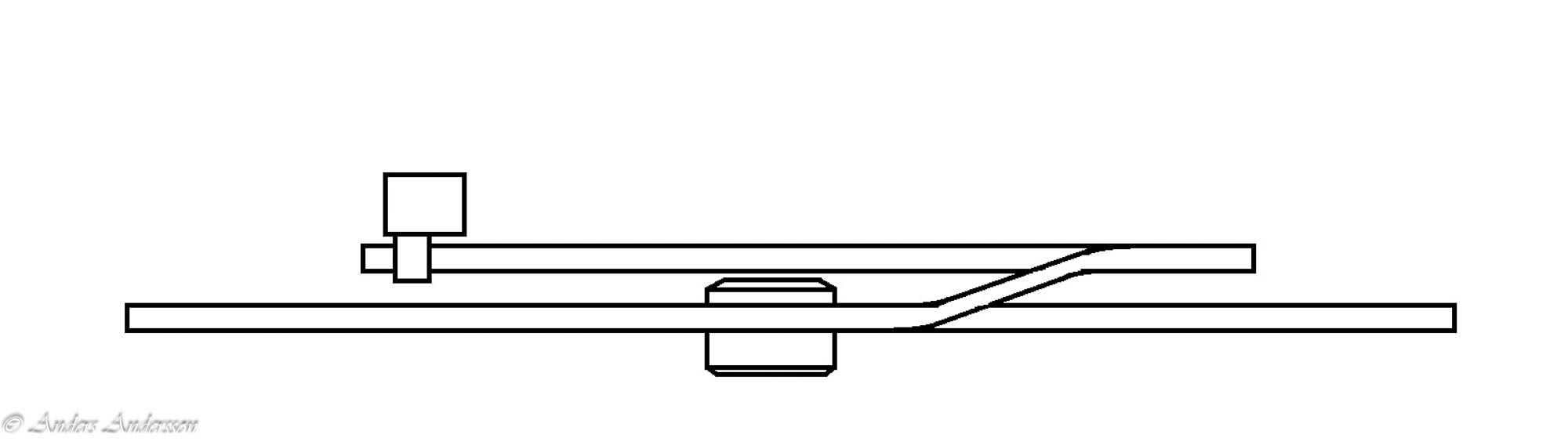
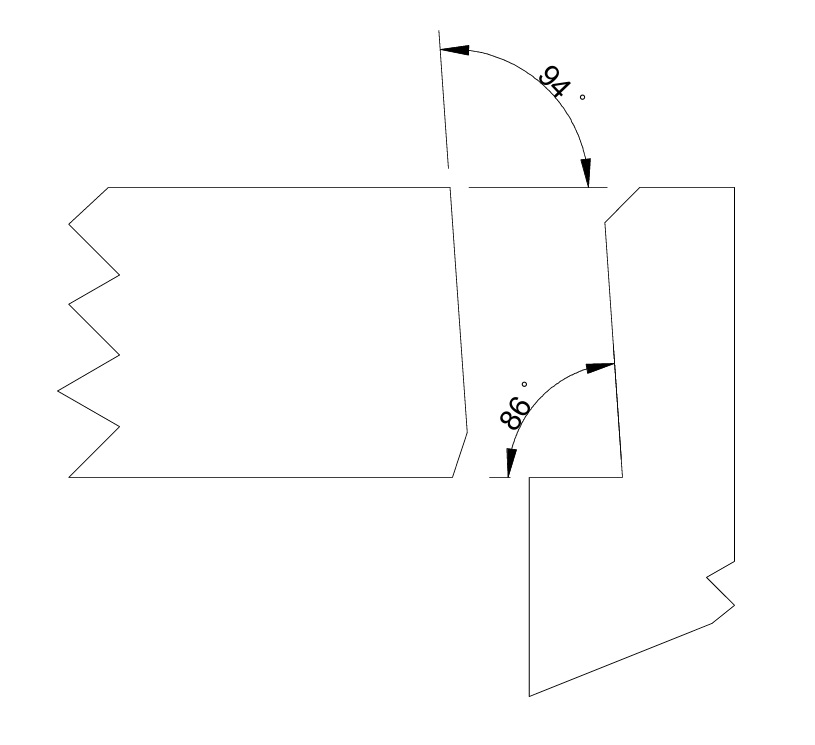
Konventionellt böjda kurvknän, ganska snäv vinkel.
Om man böjer spiralen sidledes blir övergången mjuk och fin, påfrestningarna blir inte lika stora och elasticiteten påverkas knappast. Man kan ibland se dessa kurvknän på finare ur, till exempel Patek Philippe.

Exempel på långa kurvknän. LIP-kronometer.

Exempel på långa kurvknän. LIP-kronometer.

- Här syns tydligt skillnaden mellan planspiral och spiral med breguetkurva. Excentrisk respektive koncentrisk sammandragning/utvidgning.

- De två undre raderna visar inre kurvor – kurva vid spiralrullen. De tre övre raderna visar ”vanliga” breguetkurvor där kurvan är uppböjd över den övriga spiralen – spiral i två plan.
-
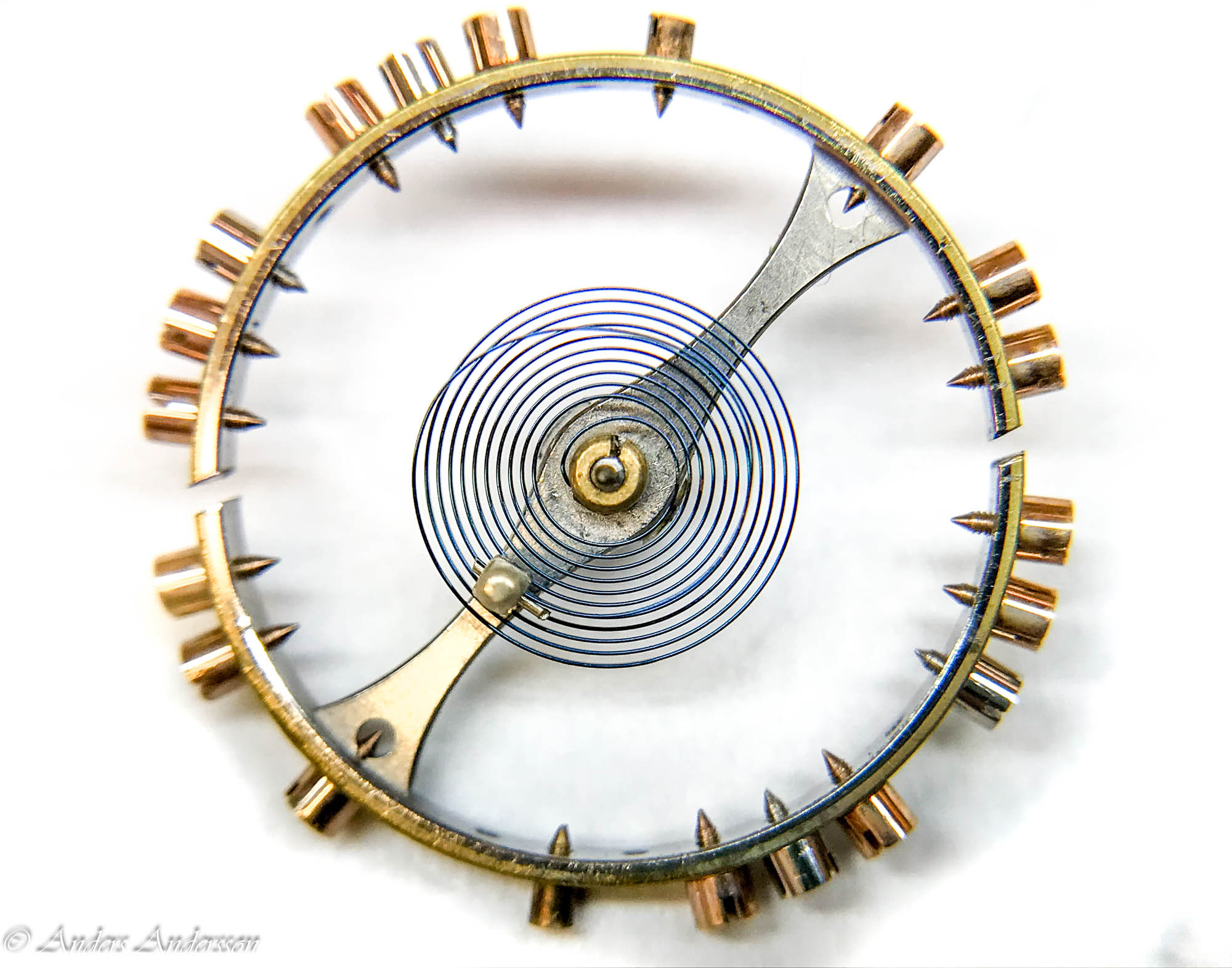
Exempel på en guillaumebalans som har ”allt” – spiral med både inner- och ytterkurva samt låååånga kurvknän. Tippar på yttre 60-kurva och inre 45-kurva. Se ovan.
Tillverka en skruv
När balansen är klar blir nästa del att tillverka en ny skruv till fjäderhusbryggan.

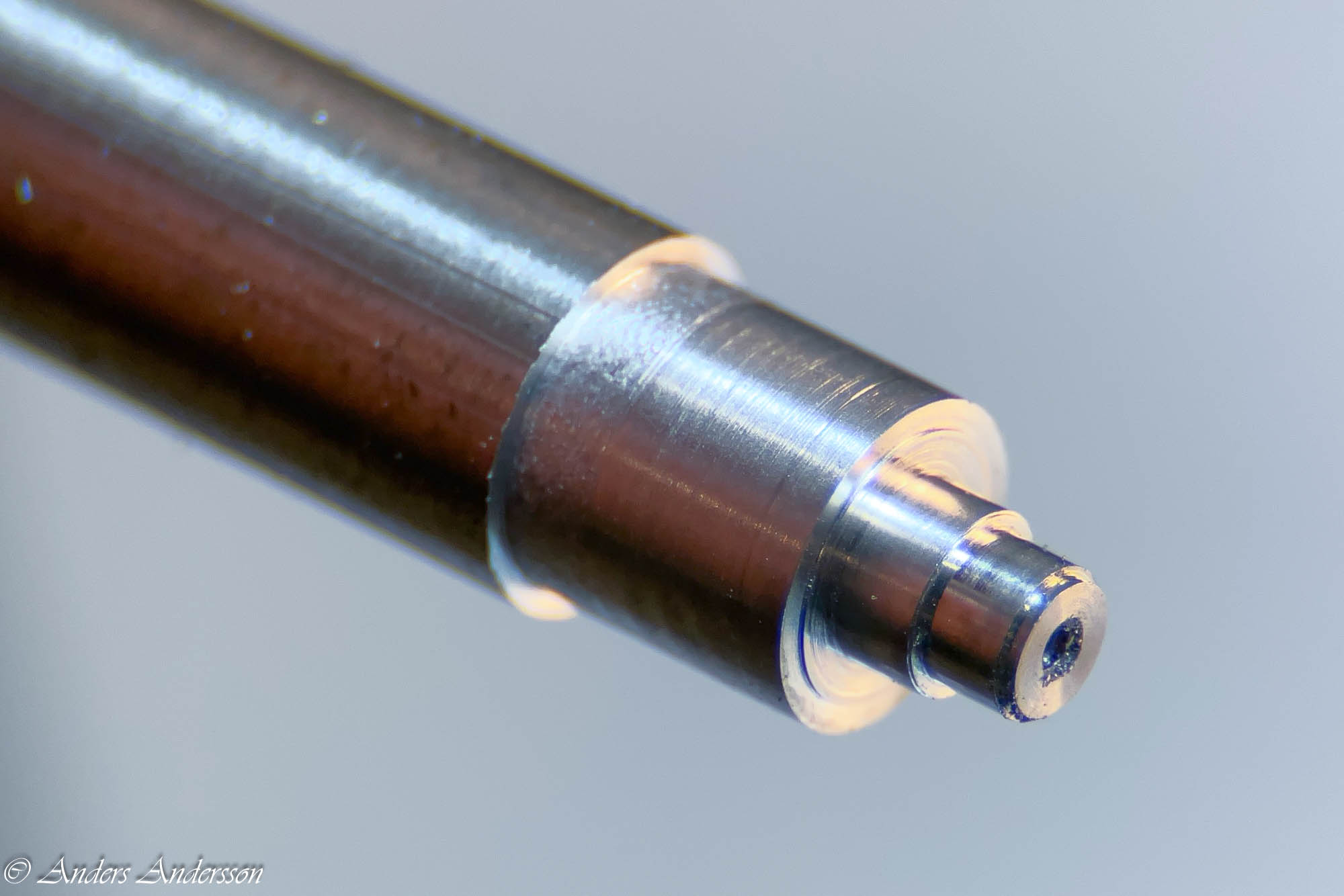
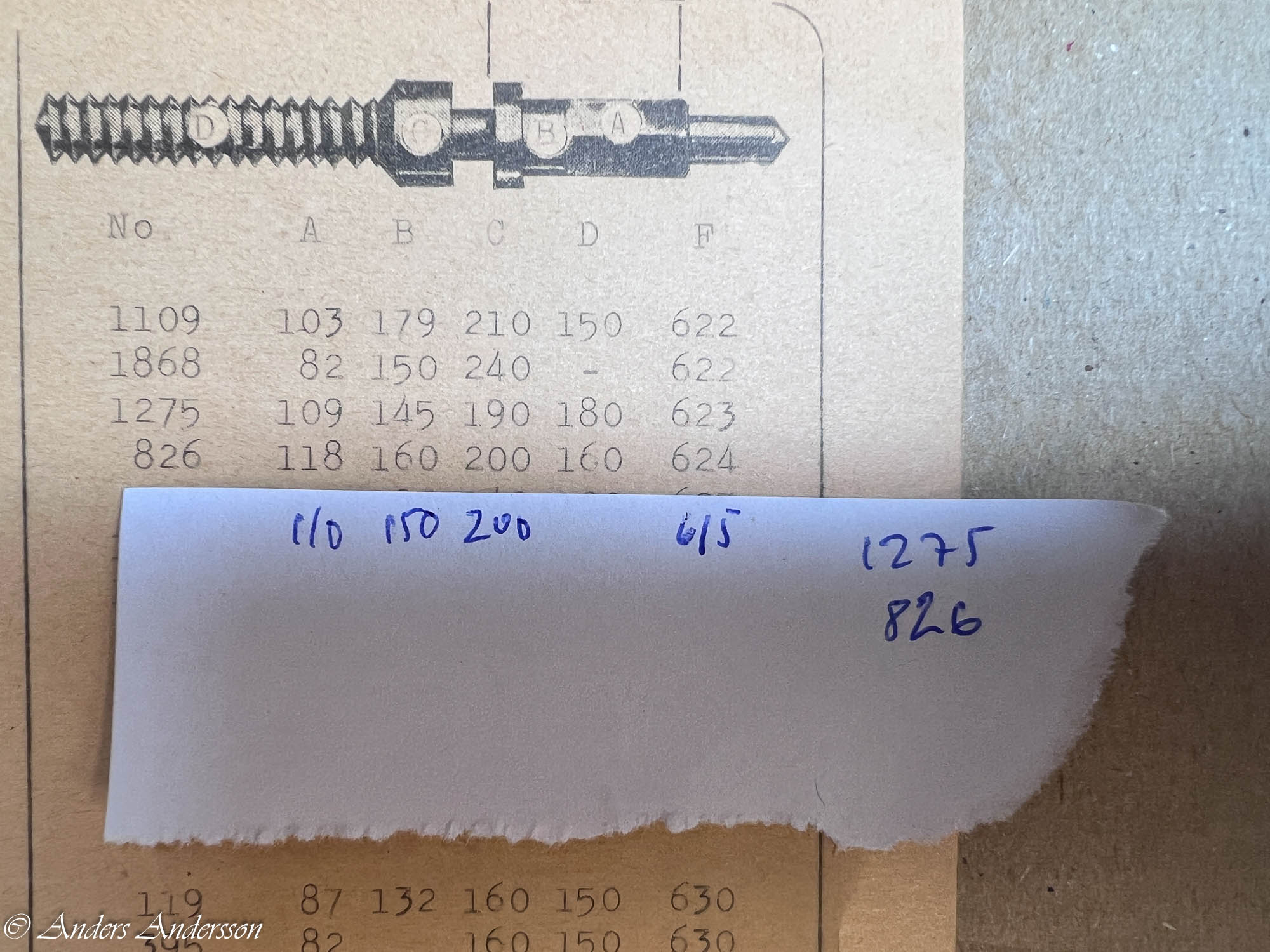
Så ska den nya skruven se ut.
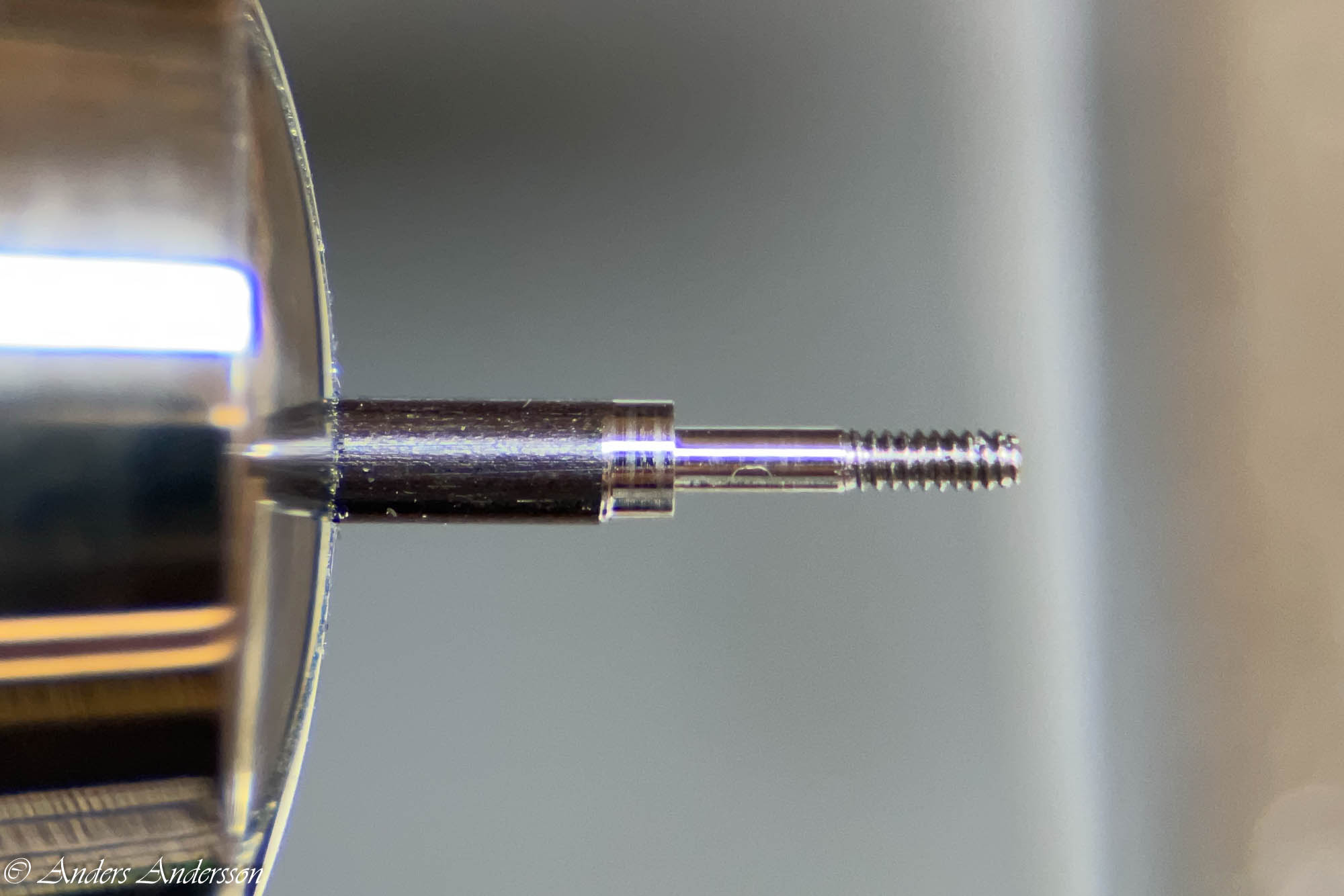
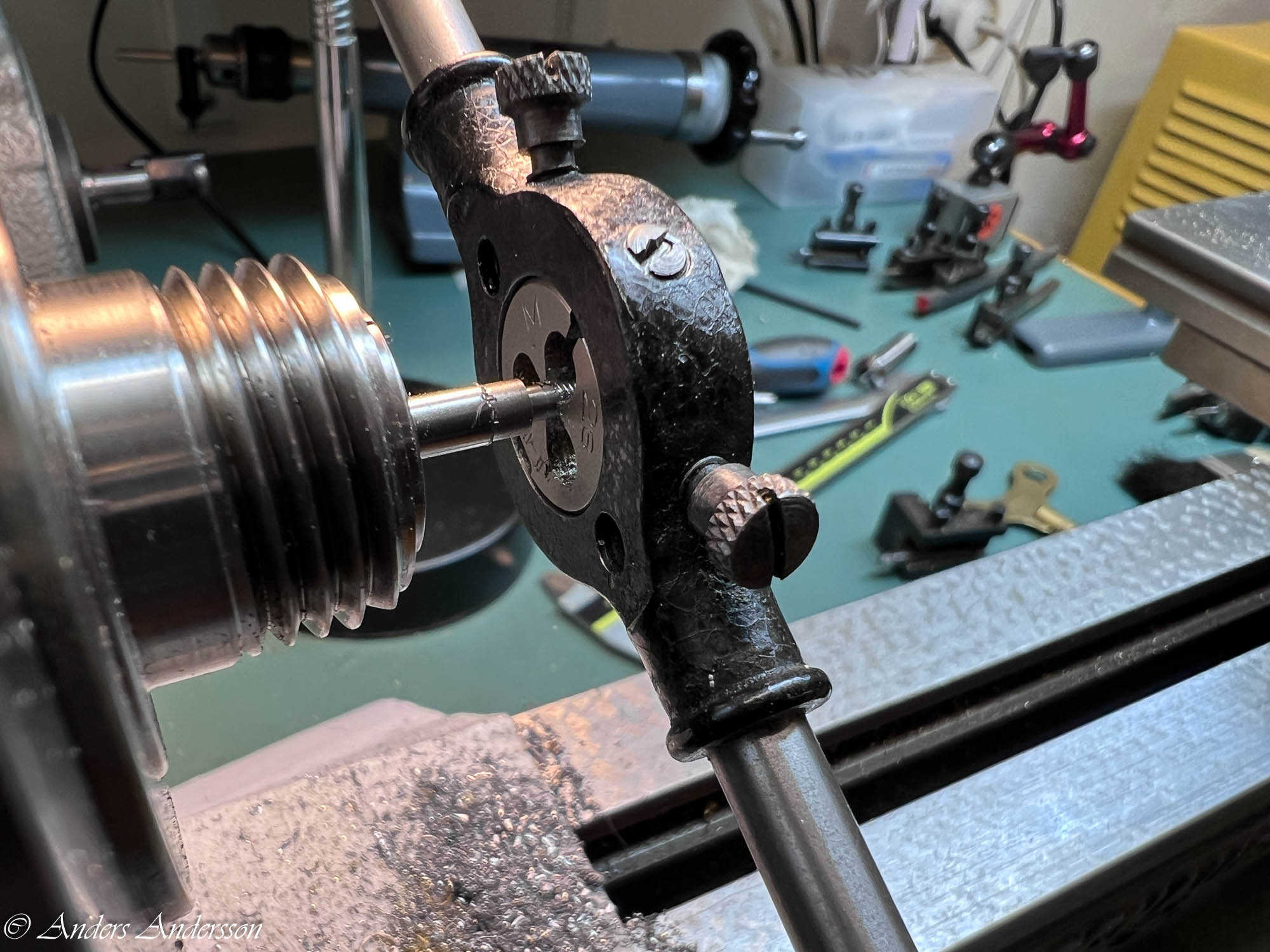
Svarvar i blåstål och skär en gänga.
Jag brukar låta skruven se ut så här.

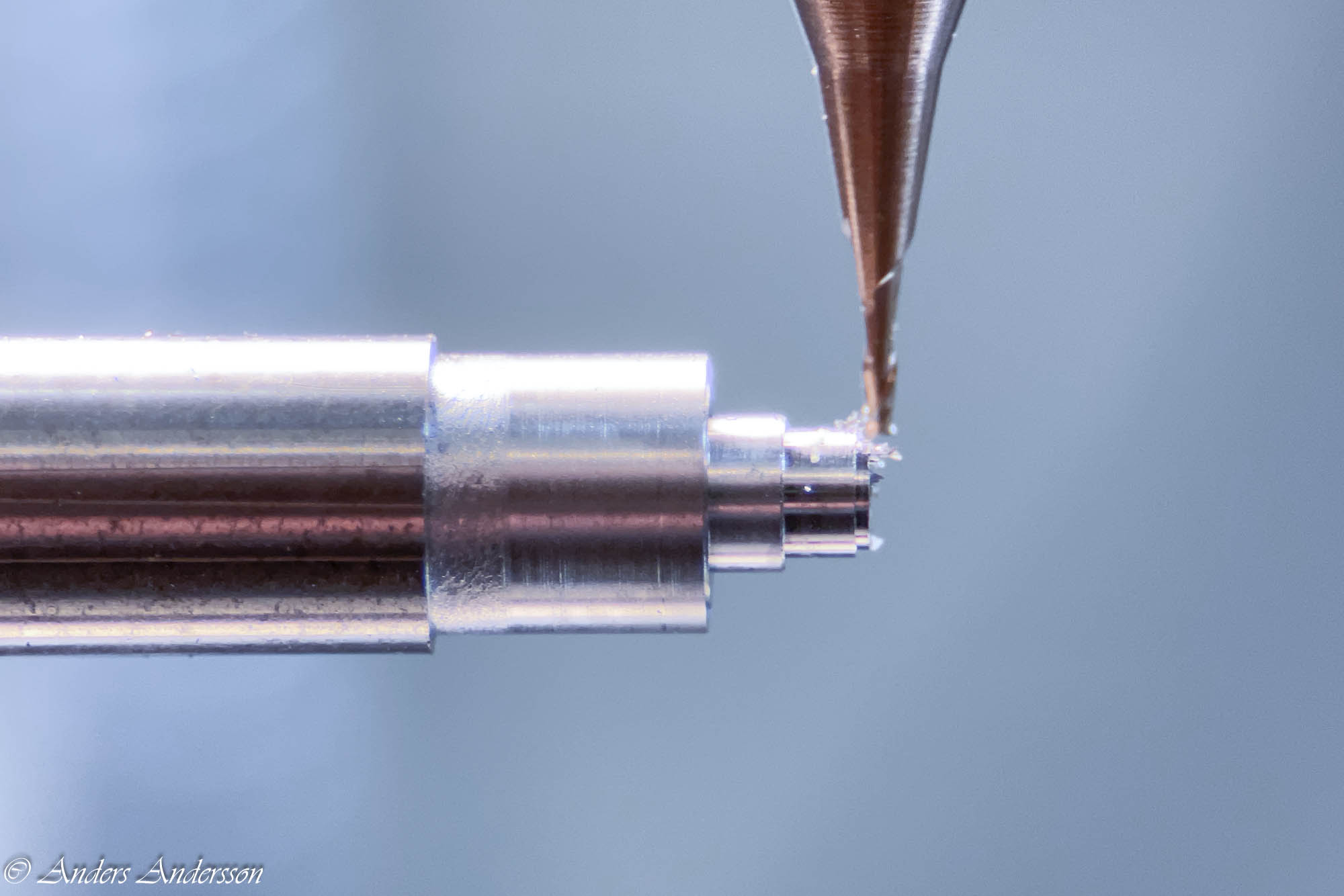
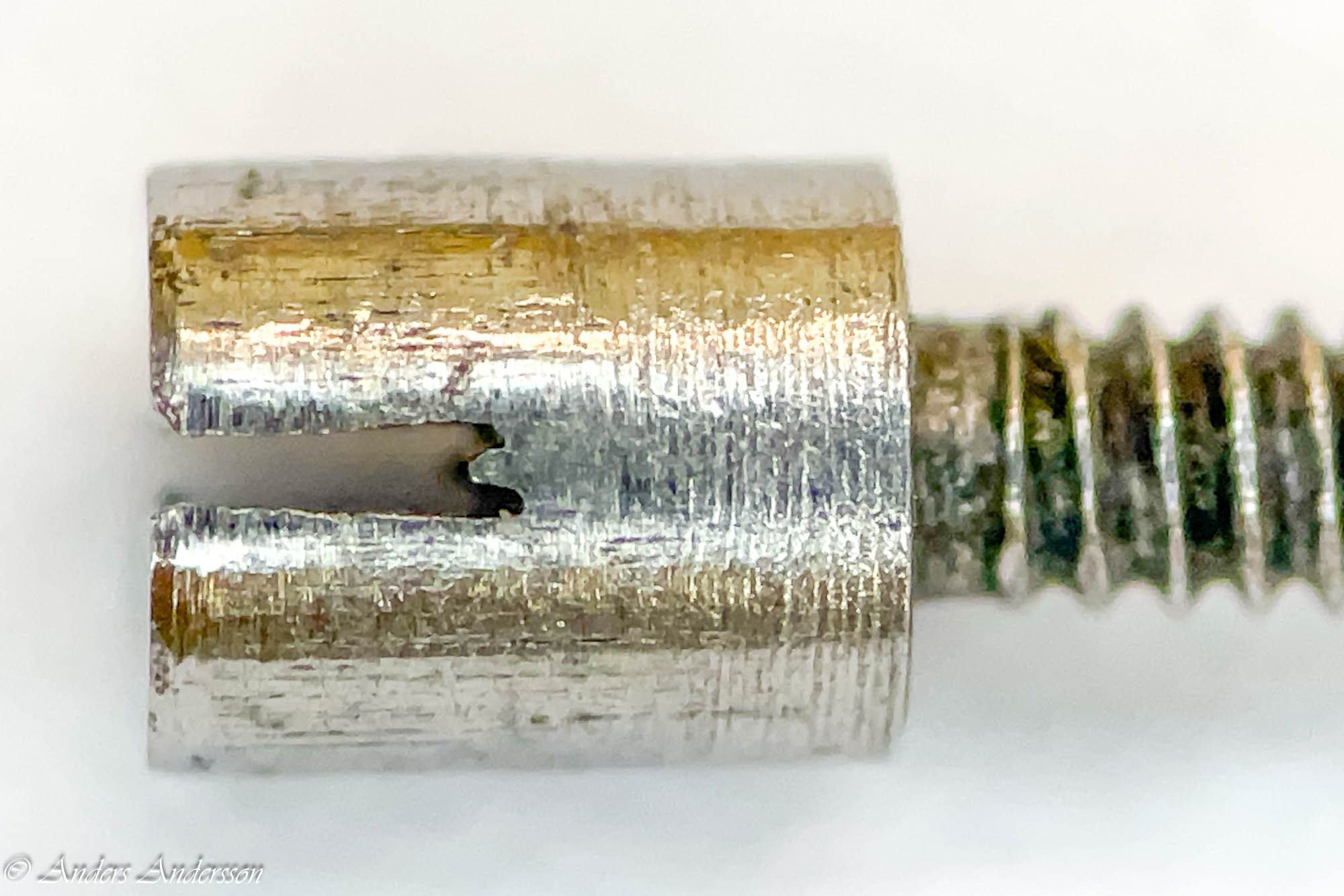
Nästan klar, nu ska jag skära skåran.
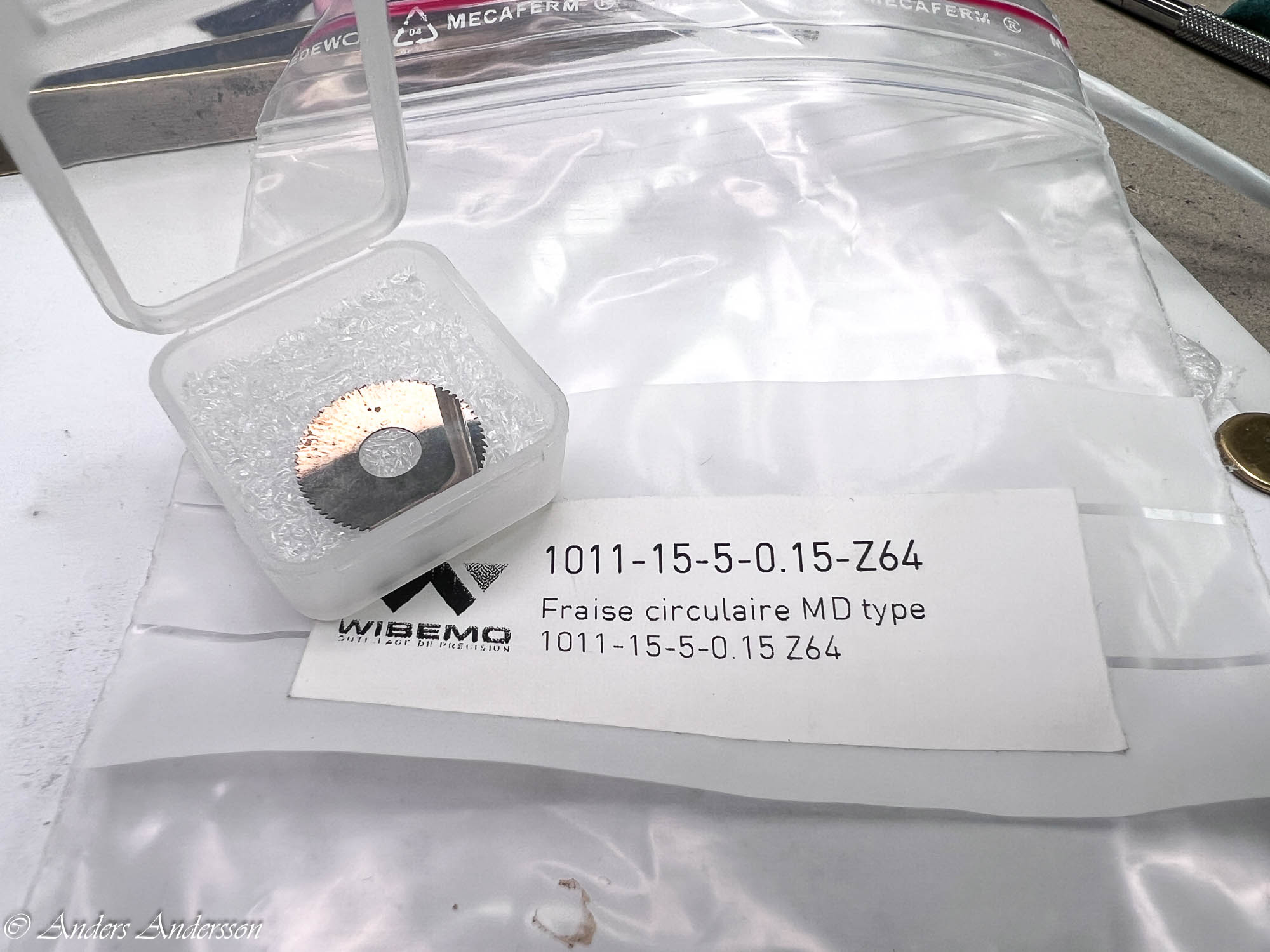
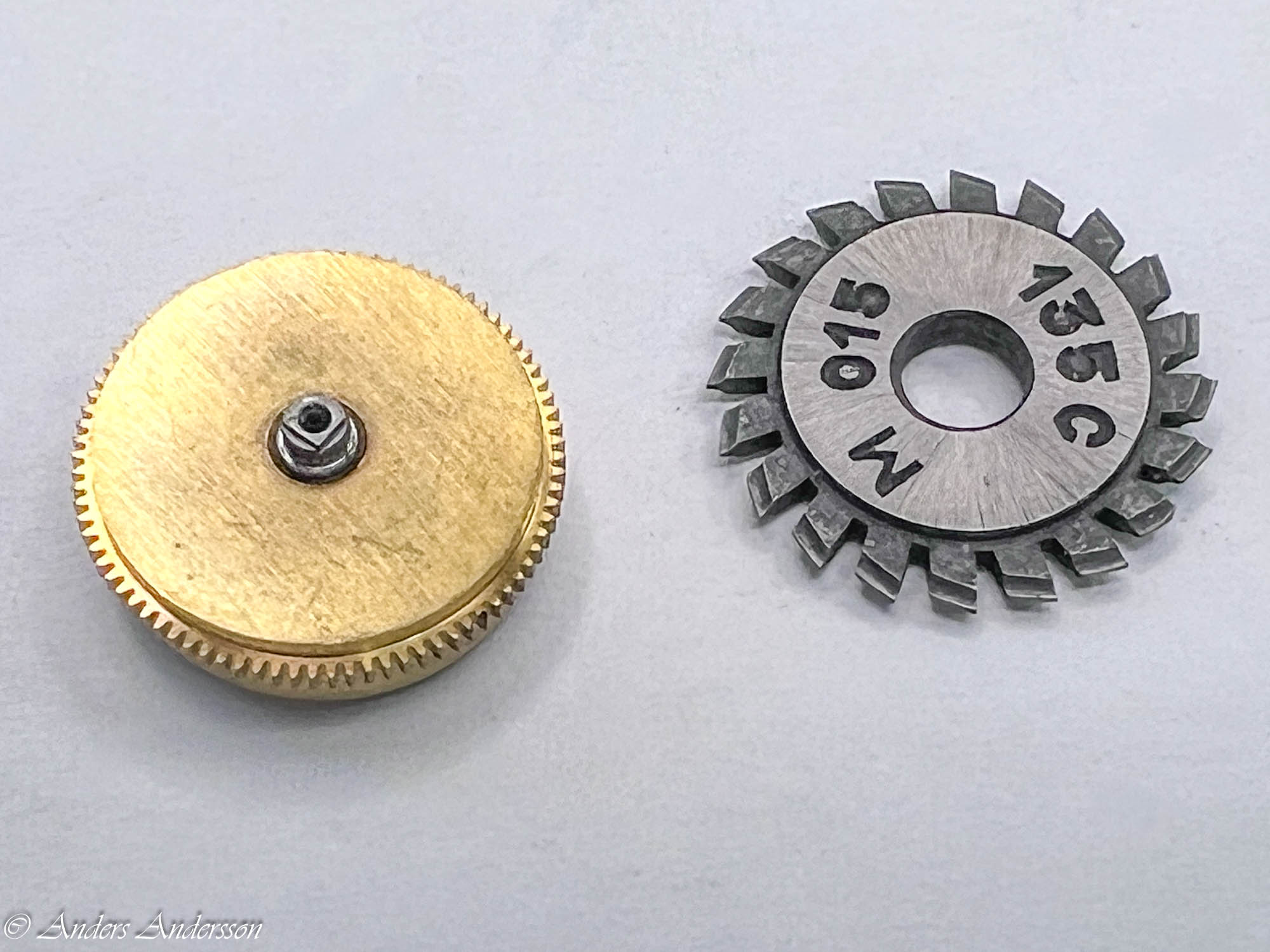
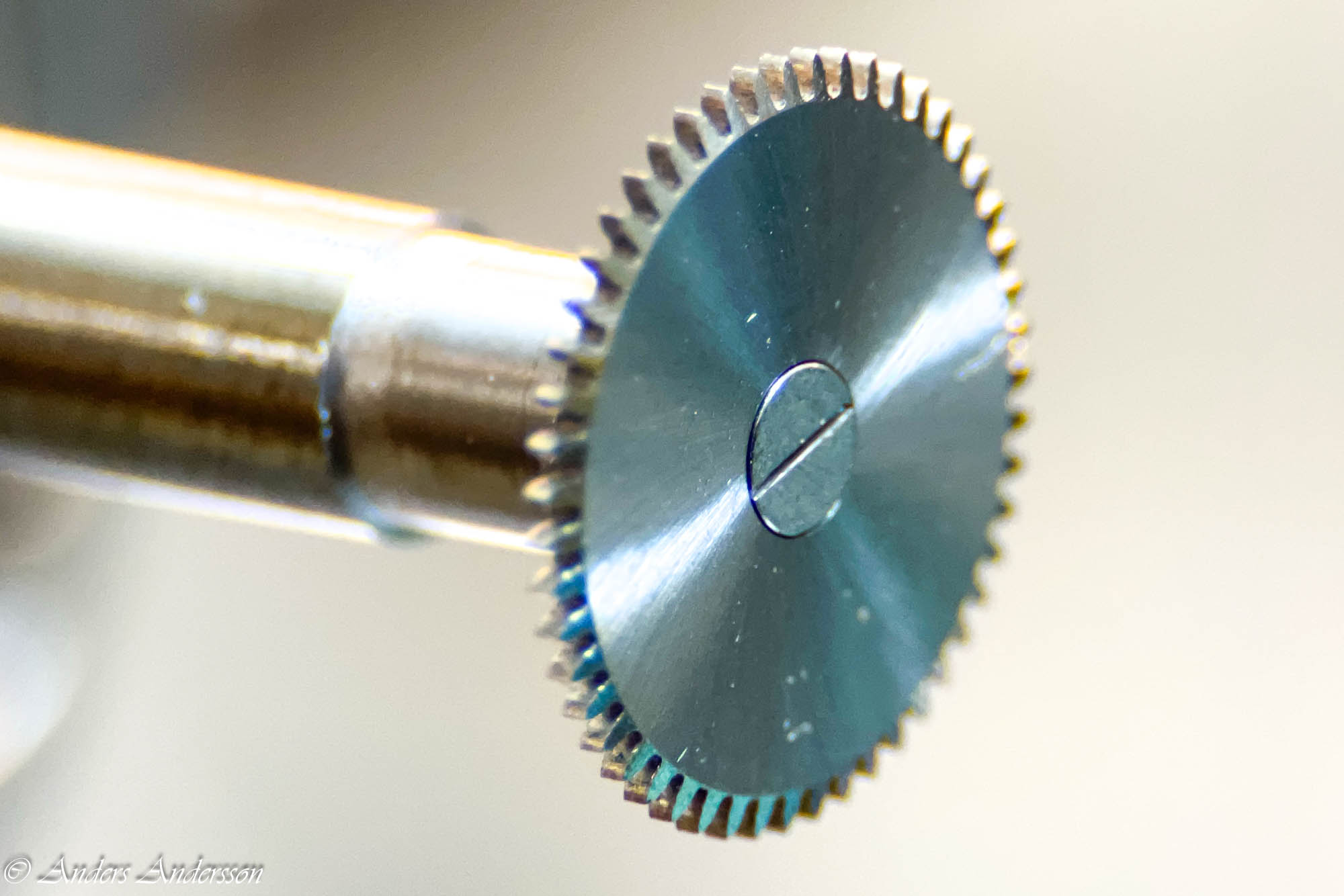
Har ett antal olika slitsfräsar i hårdmetall från Schweiziska Wibemo. Denna fräser ett 0,15 mm spår.
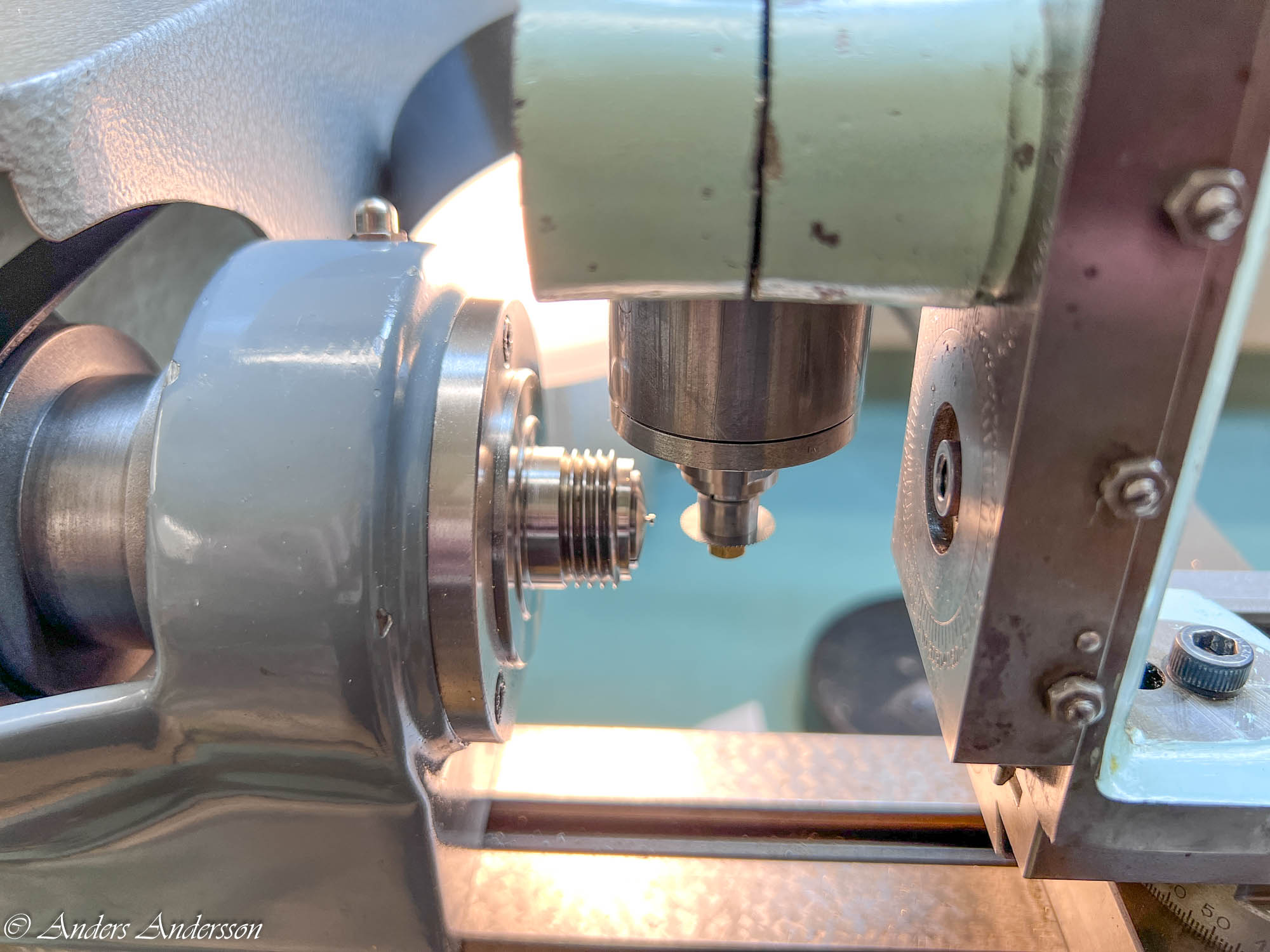
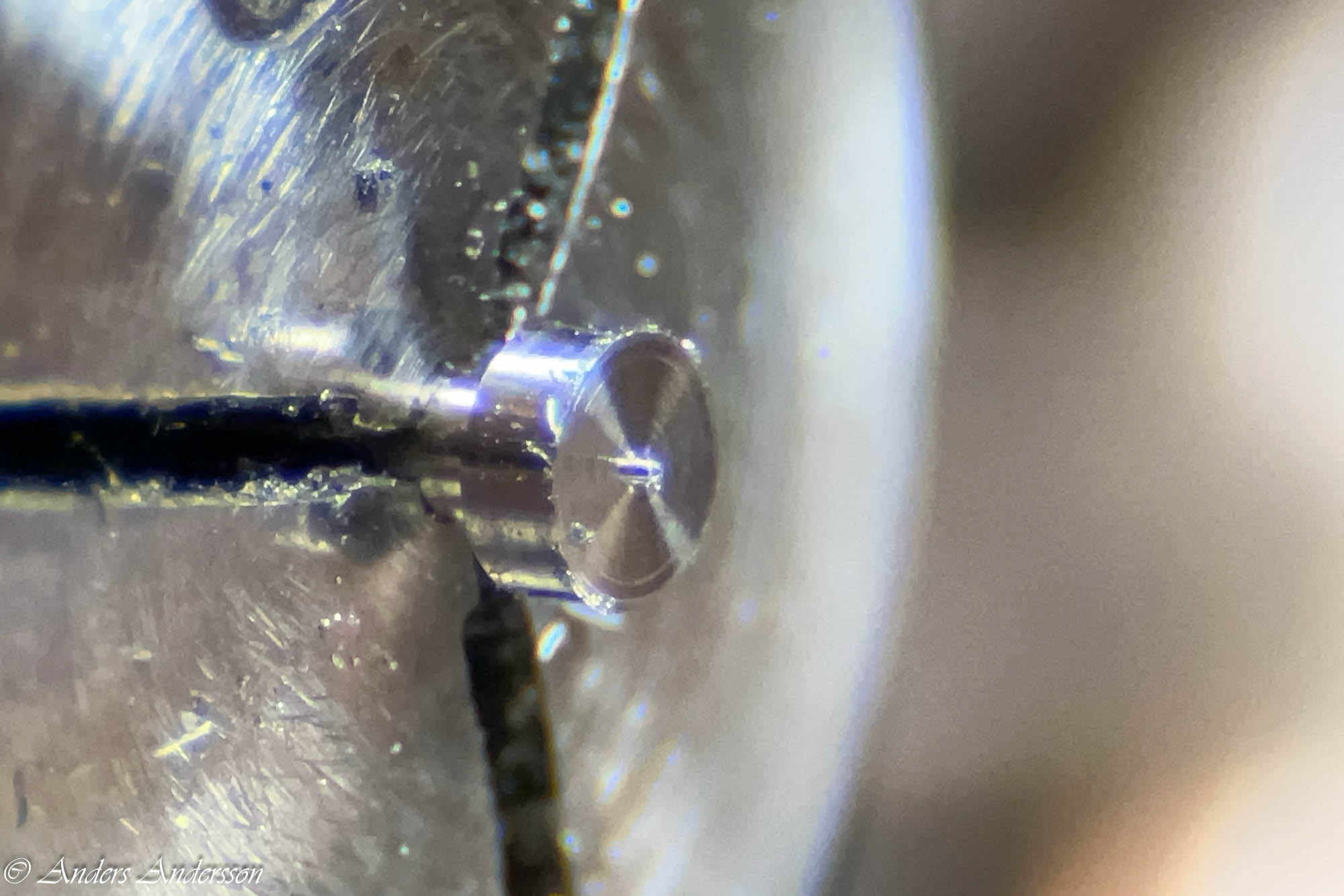
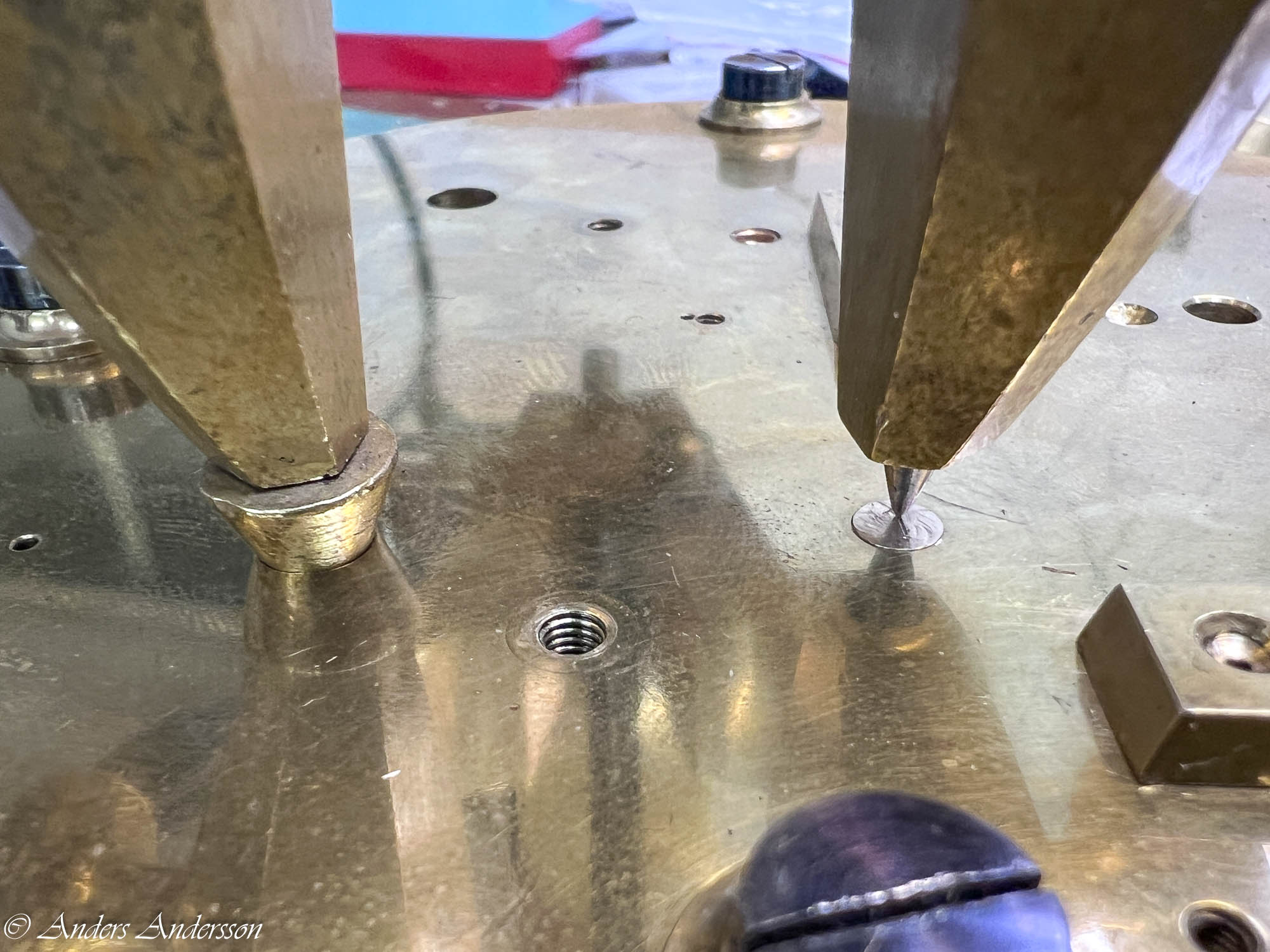
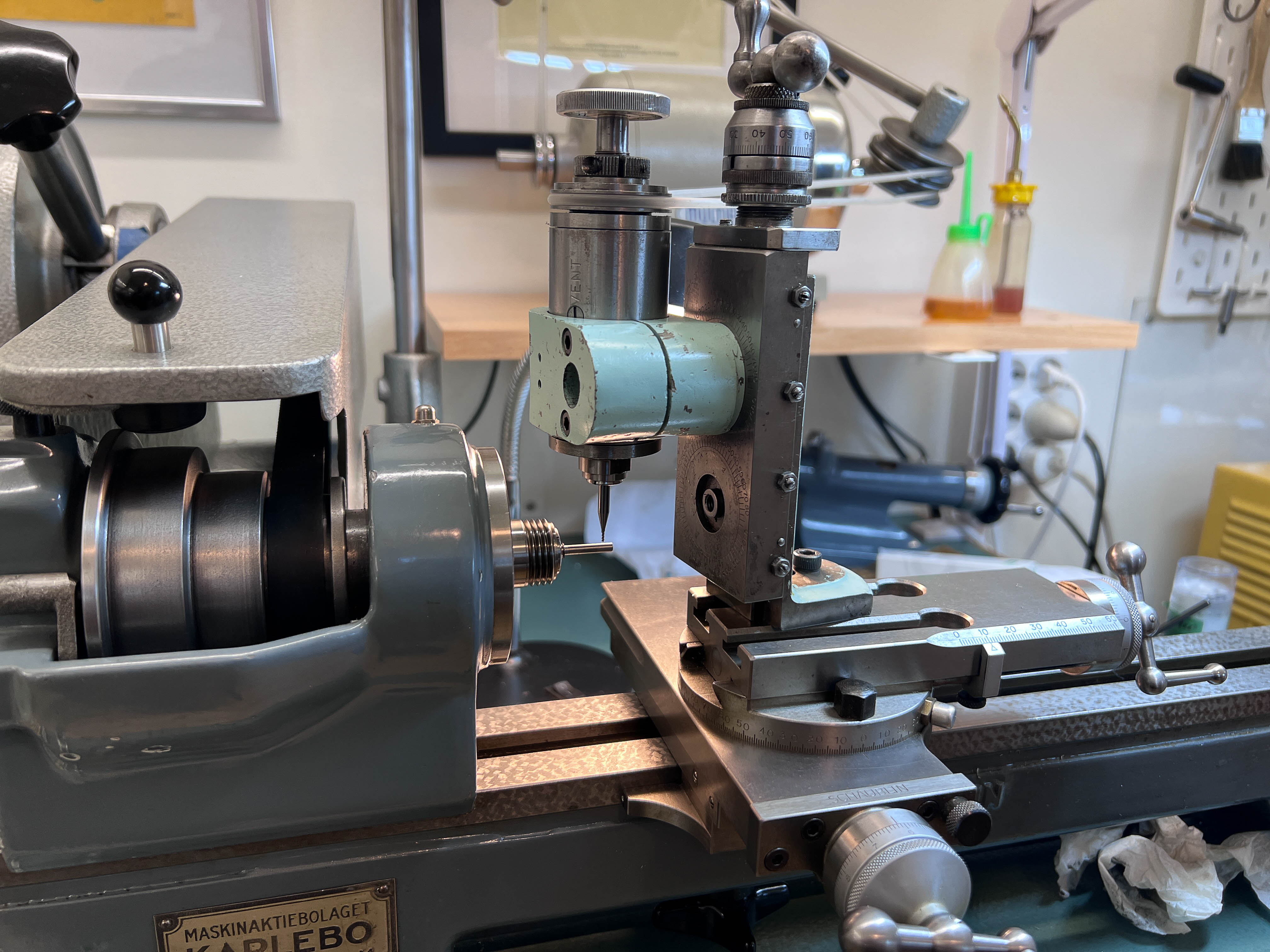
Sätter upp vinkelsupporten i svarven för att skära skruvskåran.
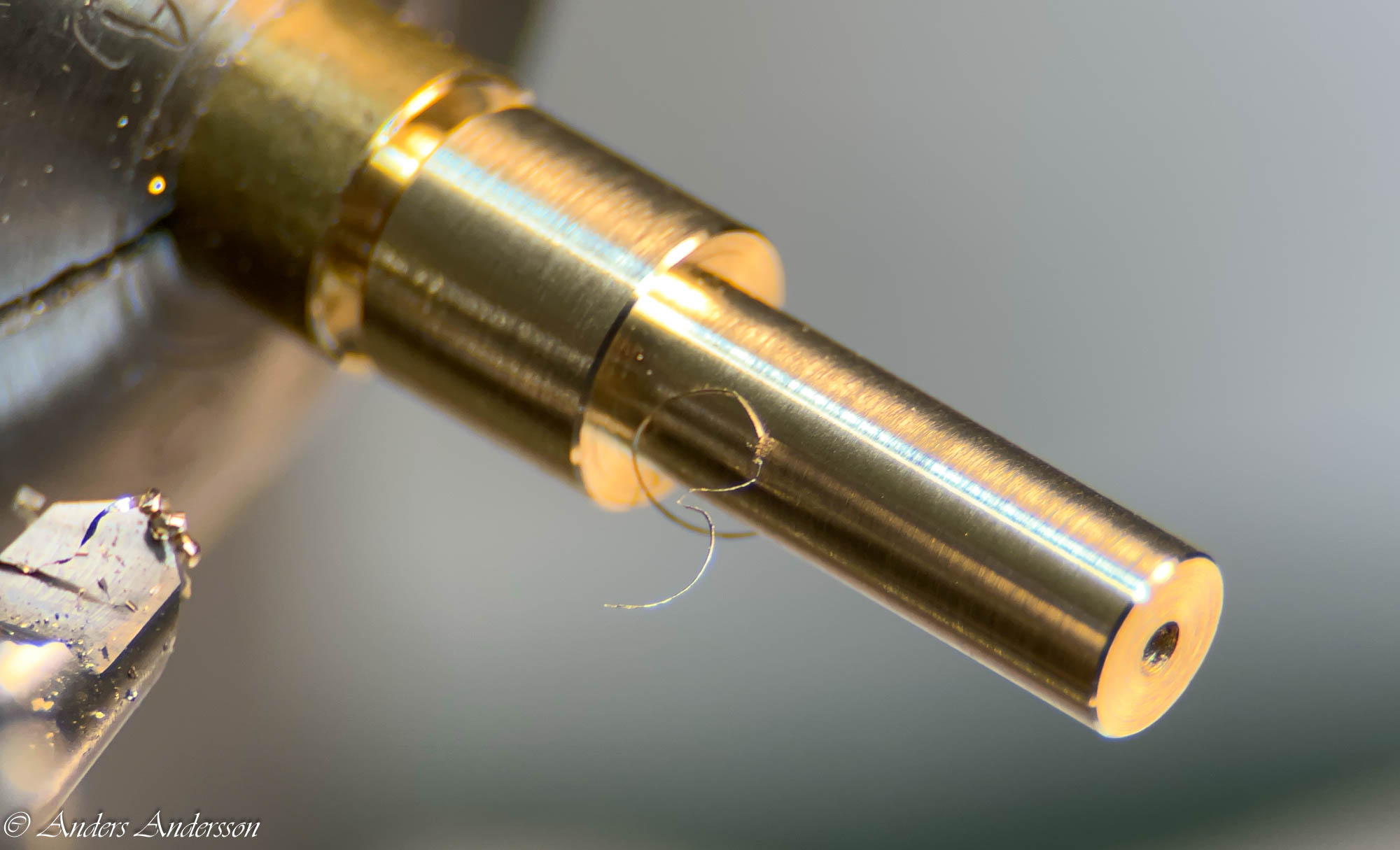
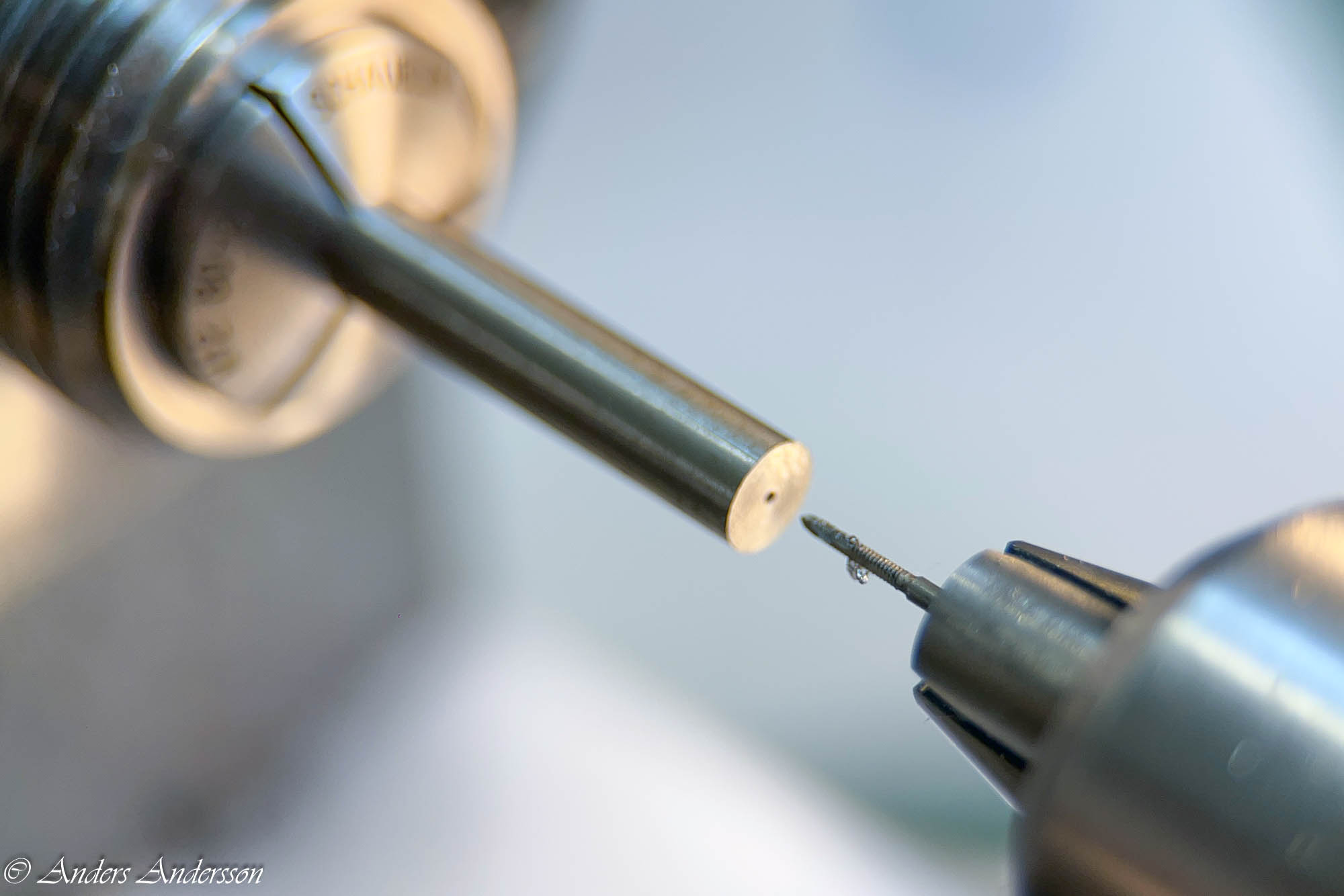
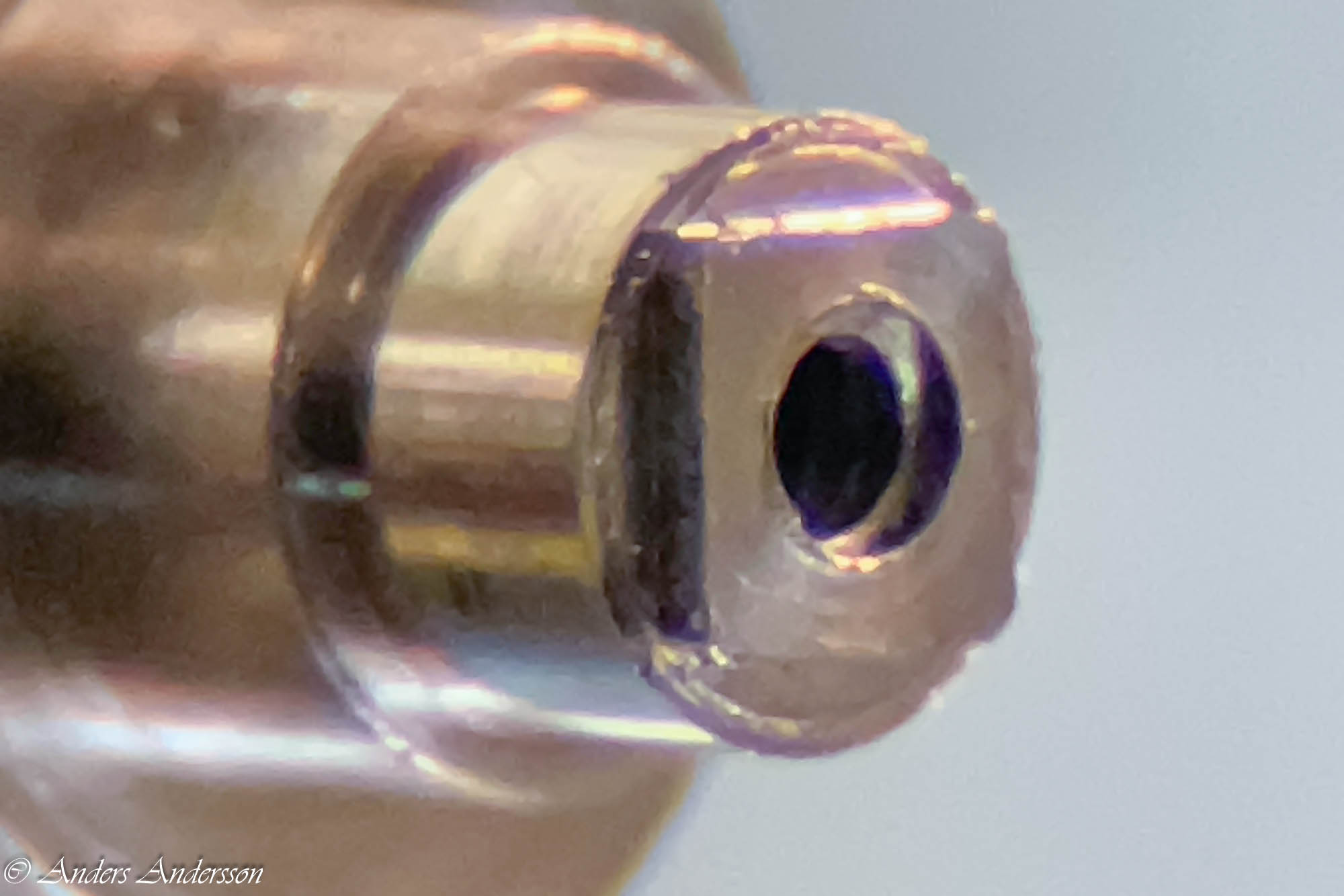
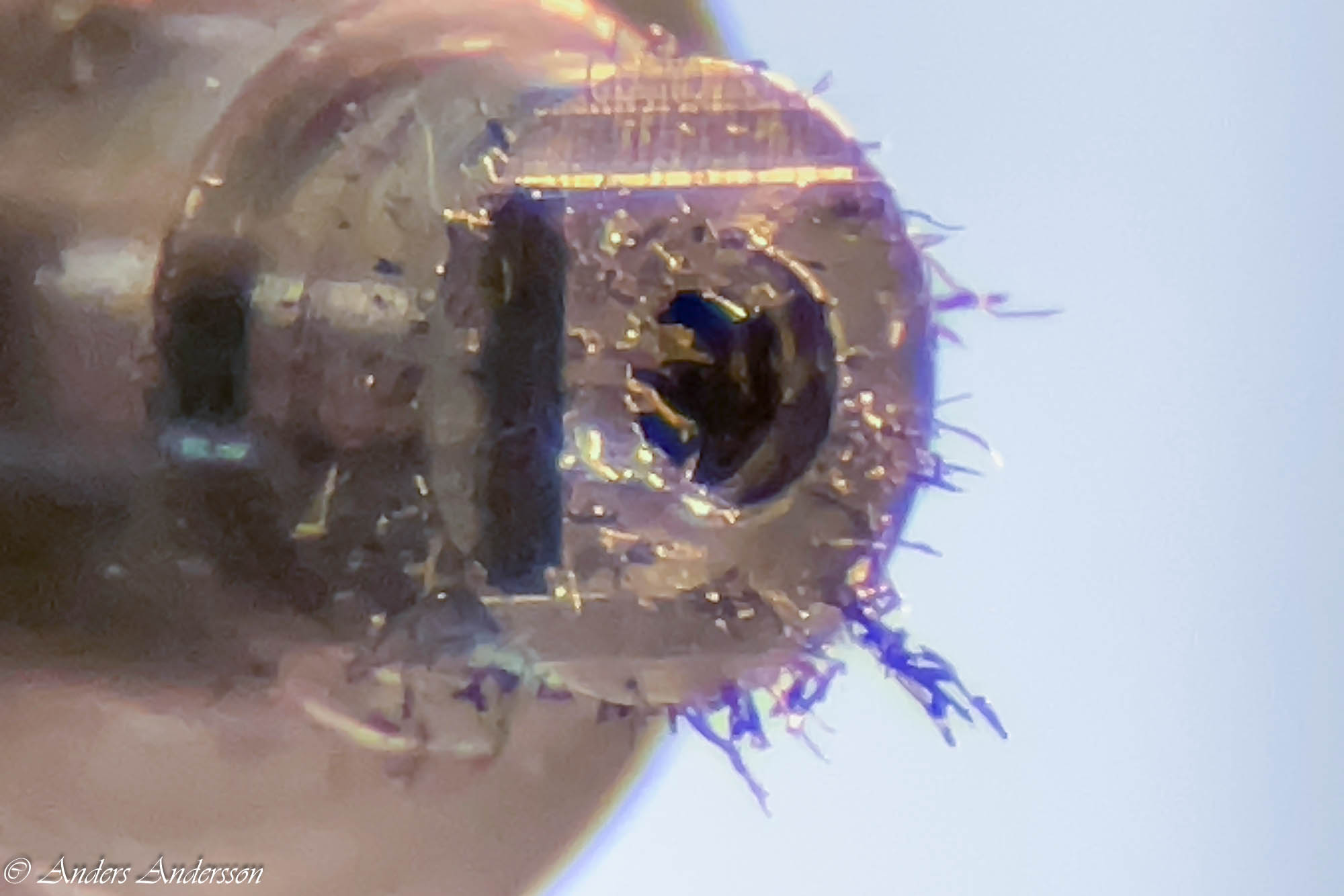
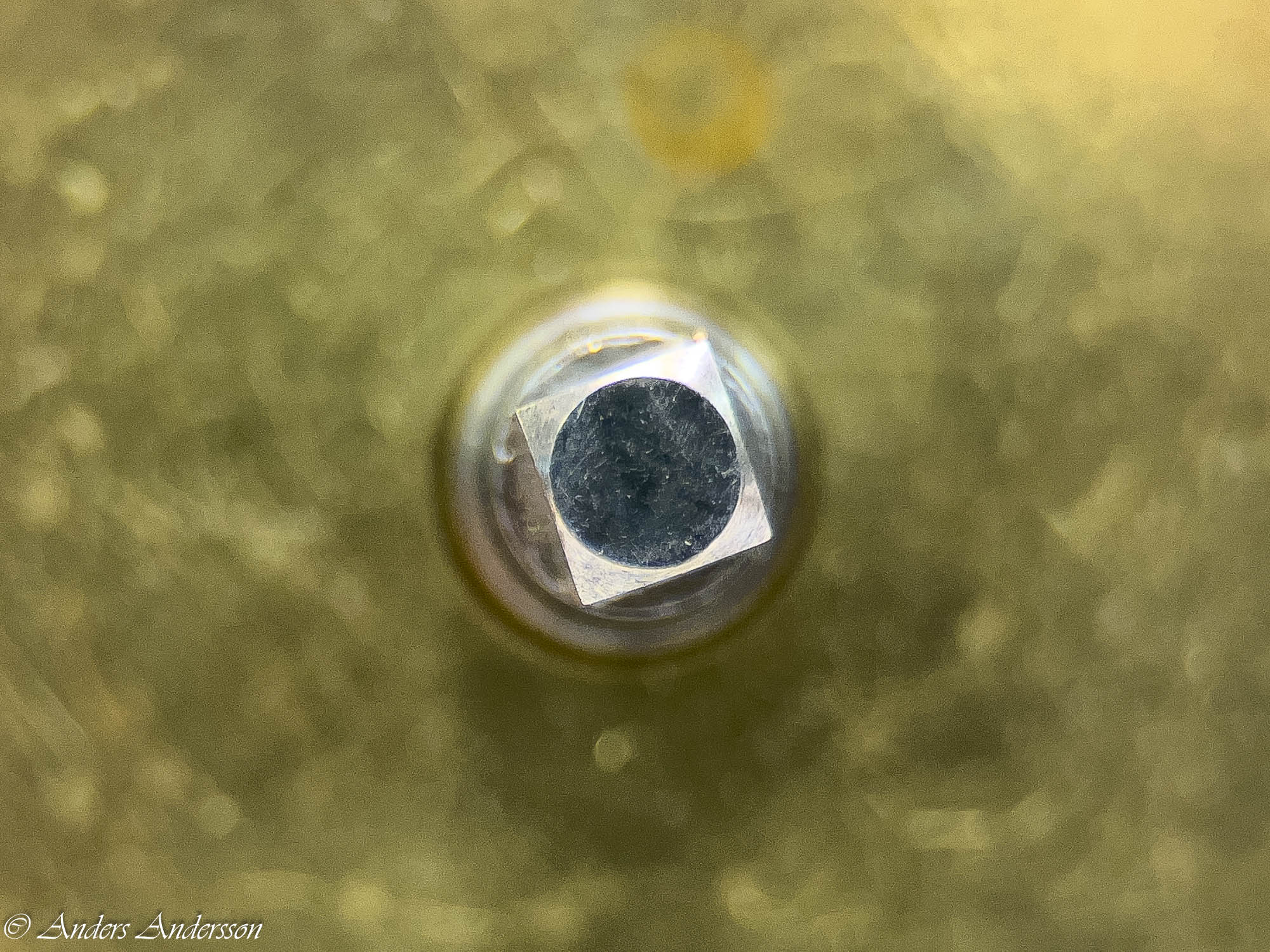
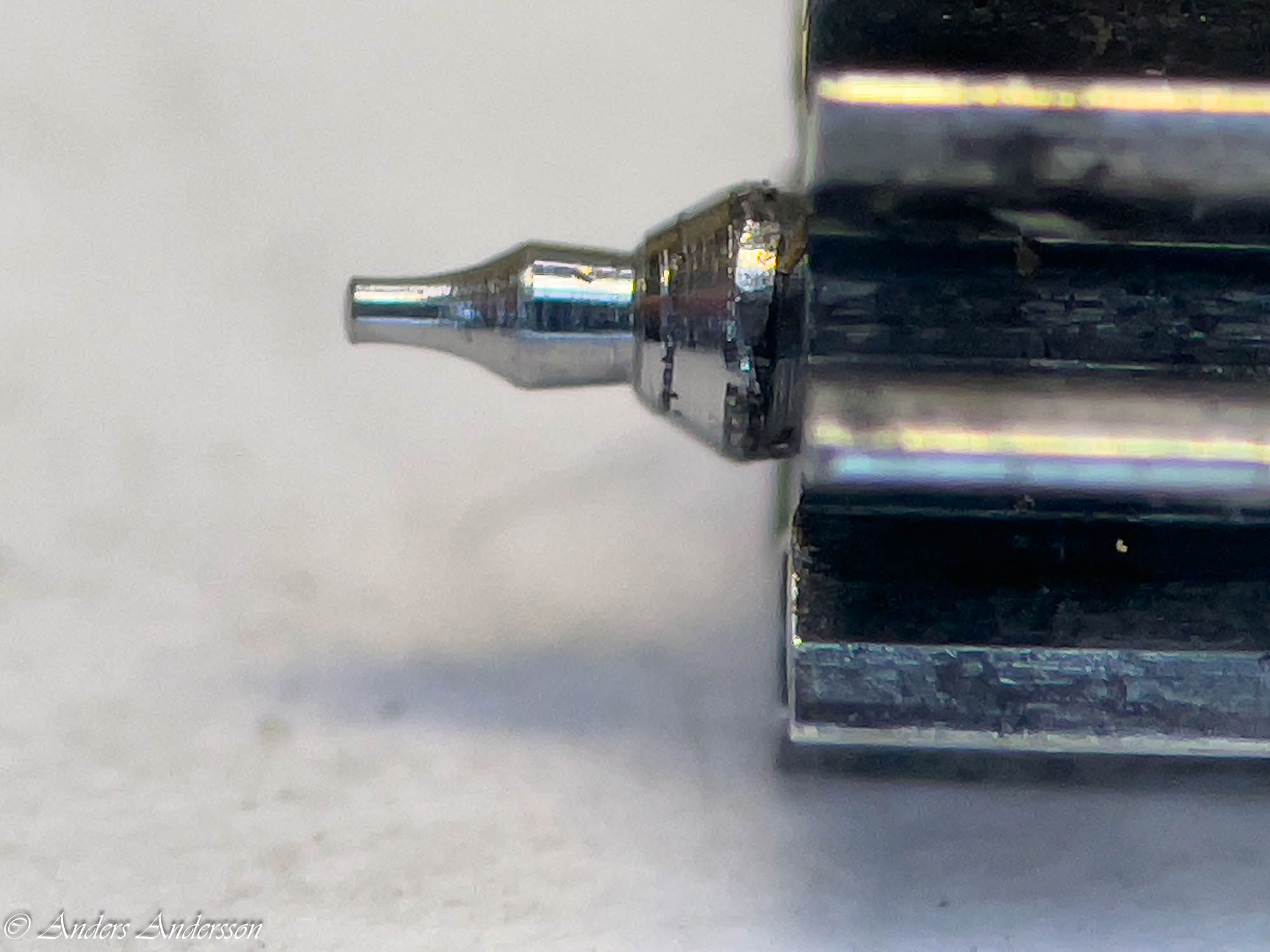
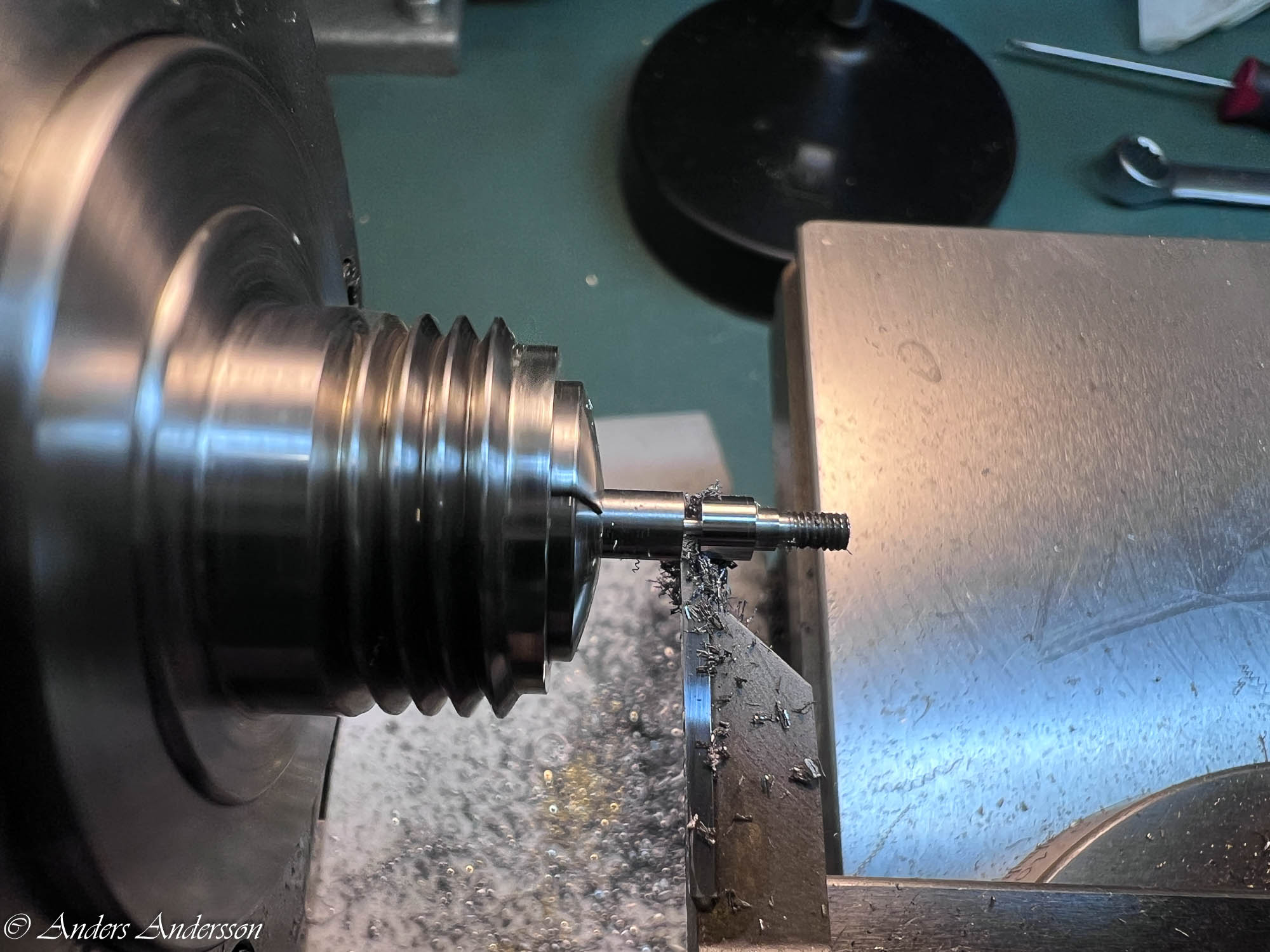
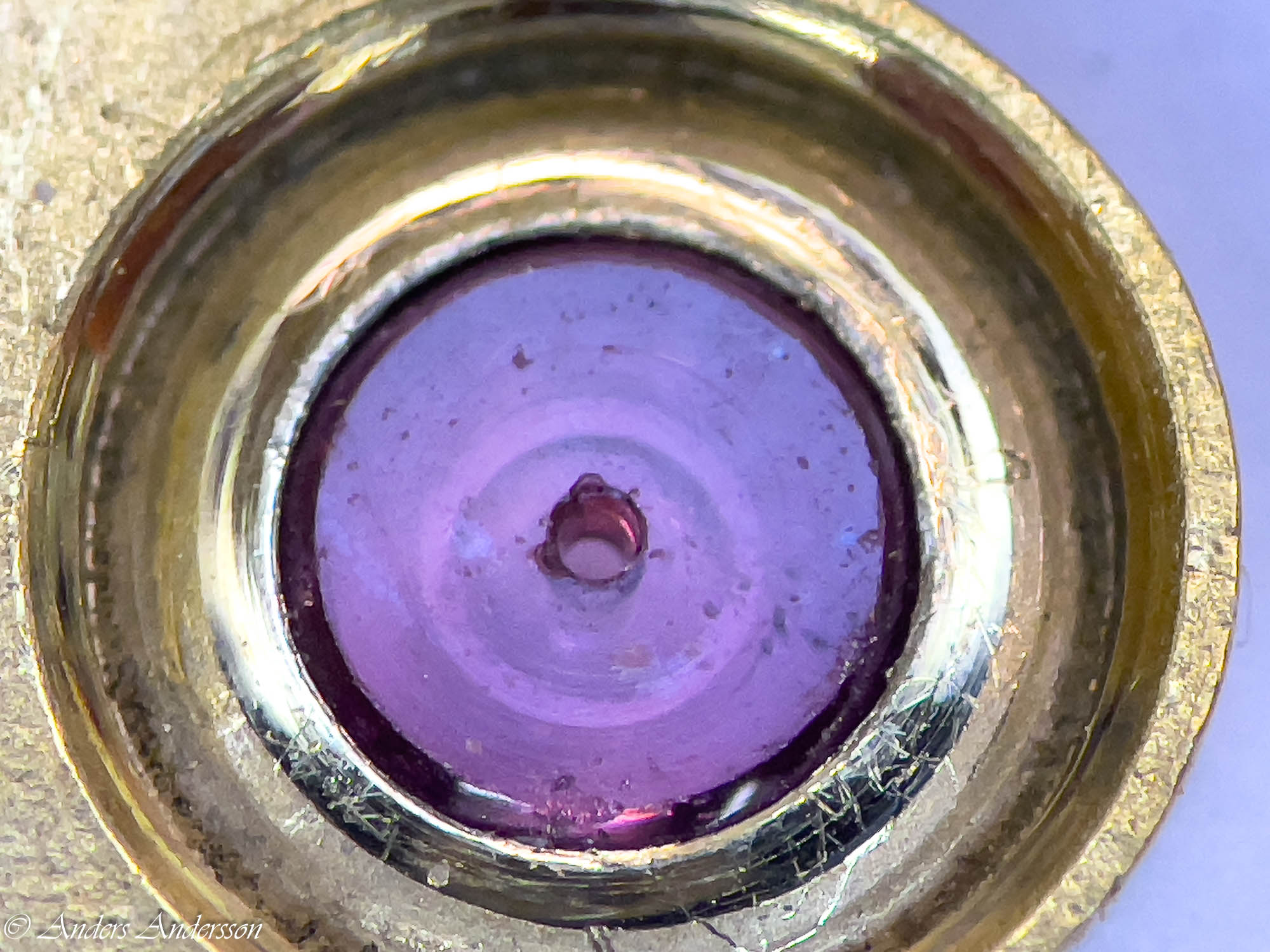
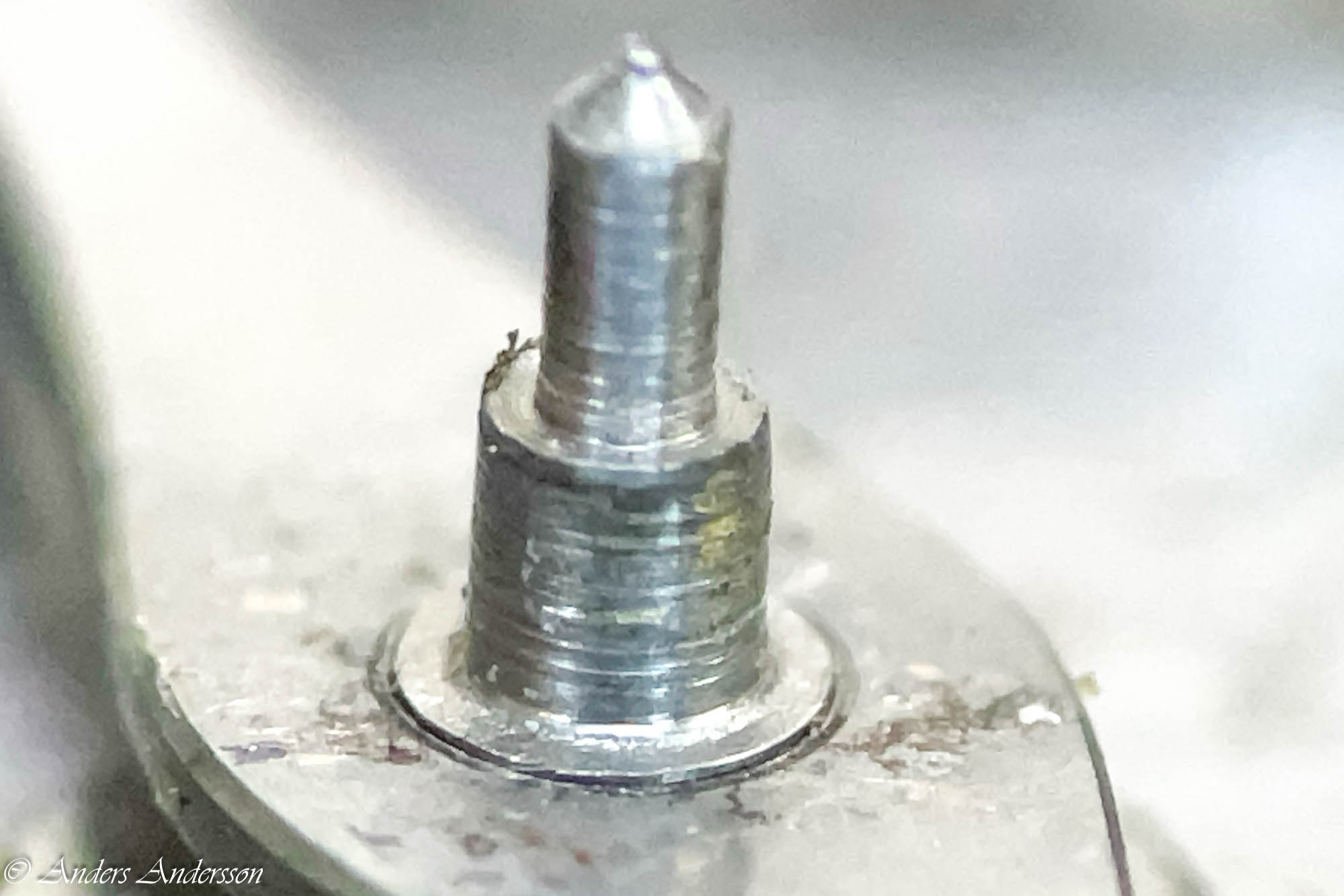
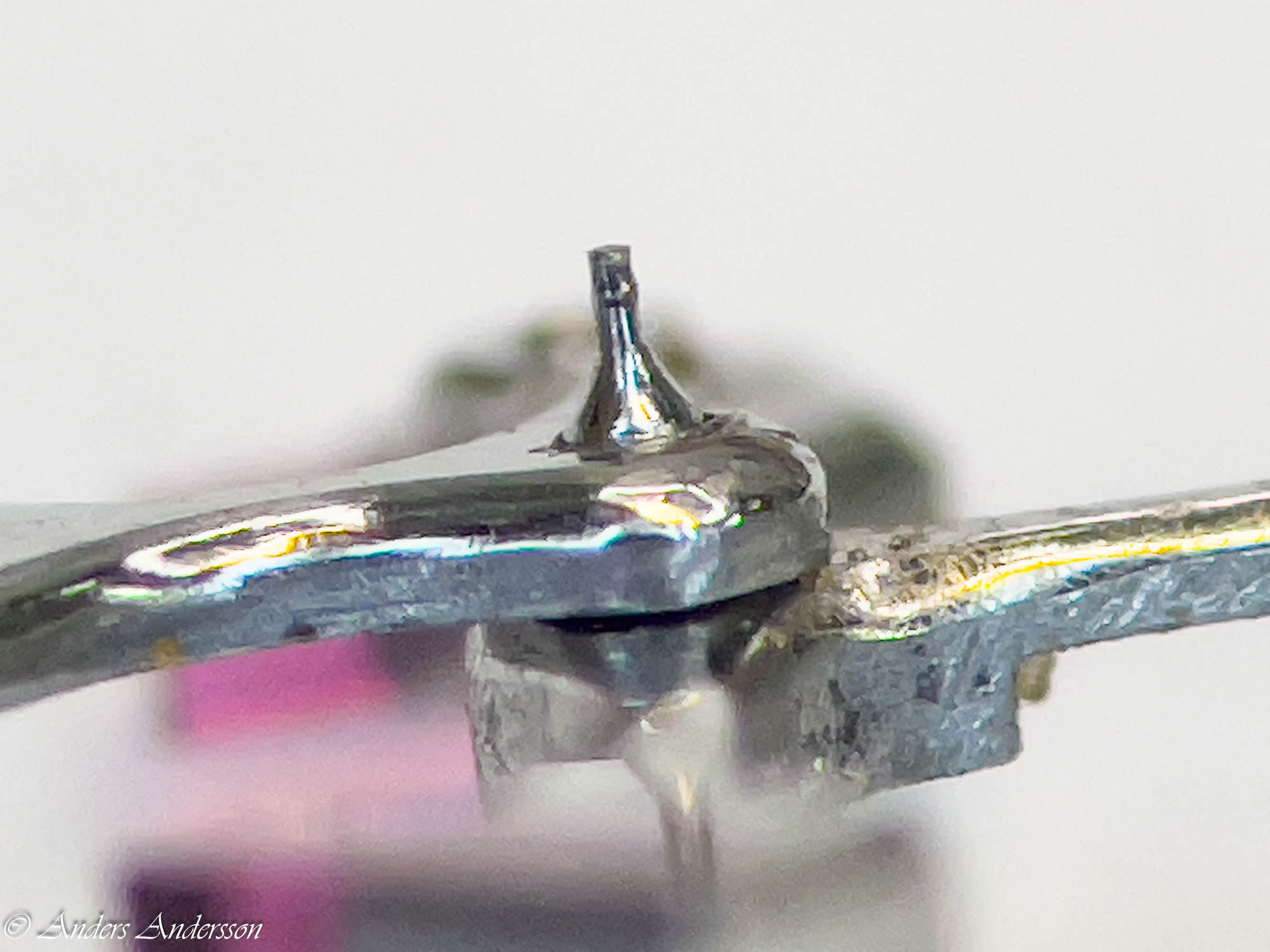
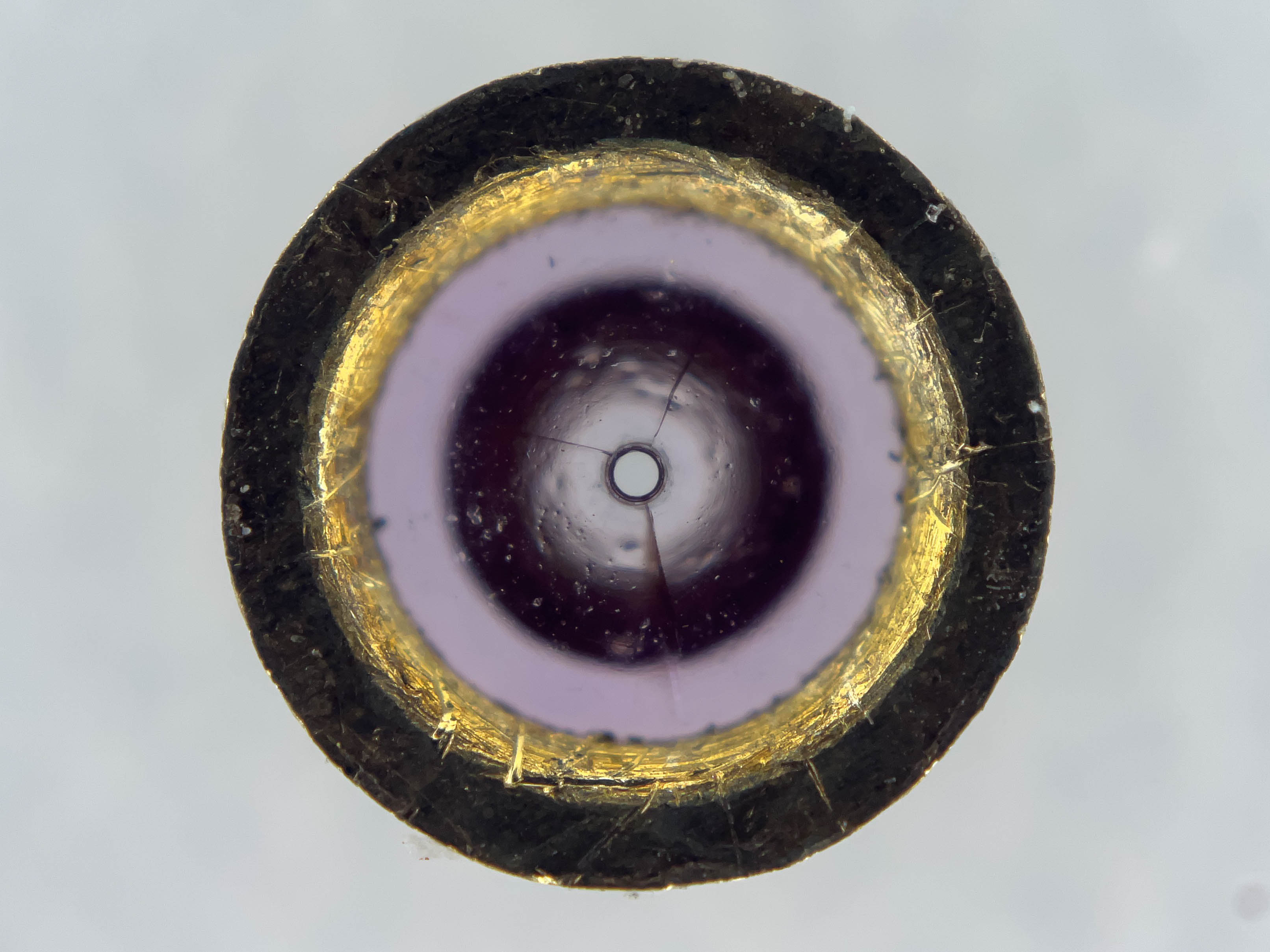
 Här ser man tydligt varför jag sparat ”tutten” på änden av skruven. Jag ställer in fräsen så noga jag kan med hjälp av gott ljus och en stark lupp.
Här ser man tydligt varför jag sparat ”tutten” på änden av skruven. Jag ställer in fräsen så noga jag kan med hjälp av gott ljus och en stark lupp.
 Först lite olja på slitsfräsen. Därefter skär jag ett spår tvärs över skallen, sedan vrider jag spindeln 180 grader och kör en gång till. Detta gör jag för att säkerställa att skåran hamnar exakt i mitten av skruvskallen. En skåra som inte är exakt i mitten kan vara mycket störande för ett känsligt öga, hellre det än samma bredd på skåran. En liten variation i bredden är svårare att upptäcka. En slitsfräs i hårdmetall är mycket styvare och har mindre tendens att böja sig är en ”vanlig” slitsfräs i verktygsstål.
Först lite olja på slitsfräsen. Därefter skär jag ett spår tvärs över skallen, sedan vrider jag spindeln 180 grader och kör en gång till. Detta gör jag för att säkerställa att skåran hamnar exakt i mitten av skruvskallen. En skåra som inte är exakt i mitten kan vara mycket störande för ett känsligt öga, hellre det än samma bredd på skåran. En liten variation i bredden är svårare att upptäcka. En slitsfräs i hårdmetall är mycket styvare och har mindre tendens att böja sig är en ”vanlig” slitsfräs i verktygsstål.
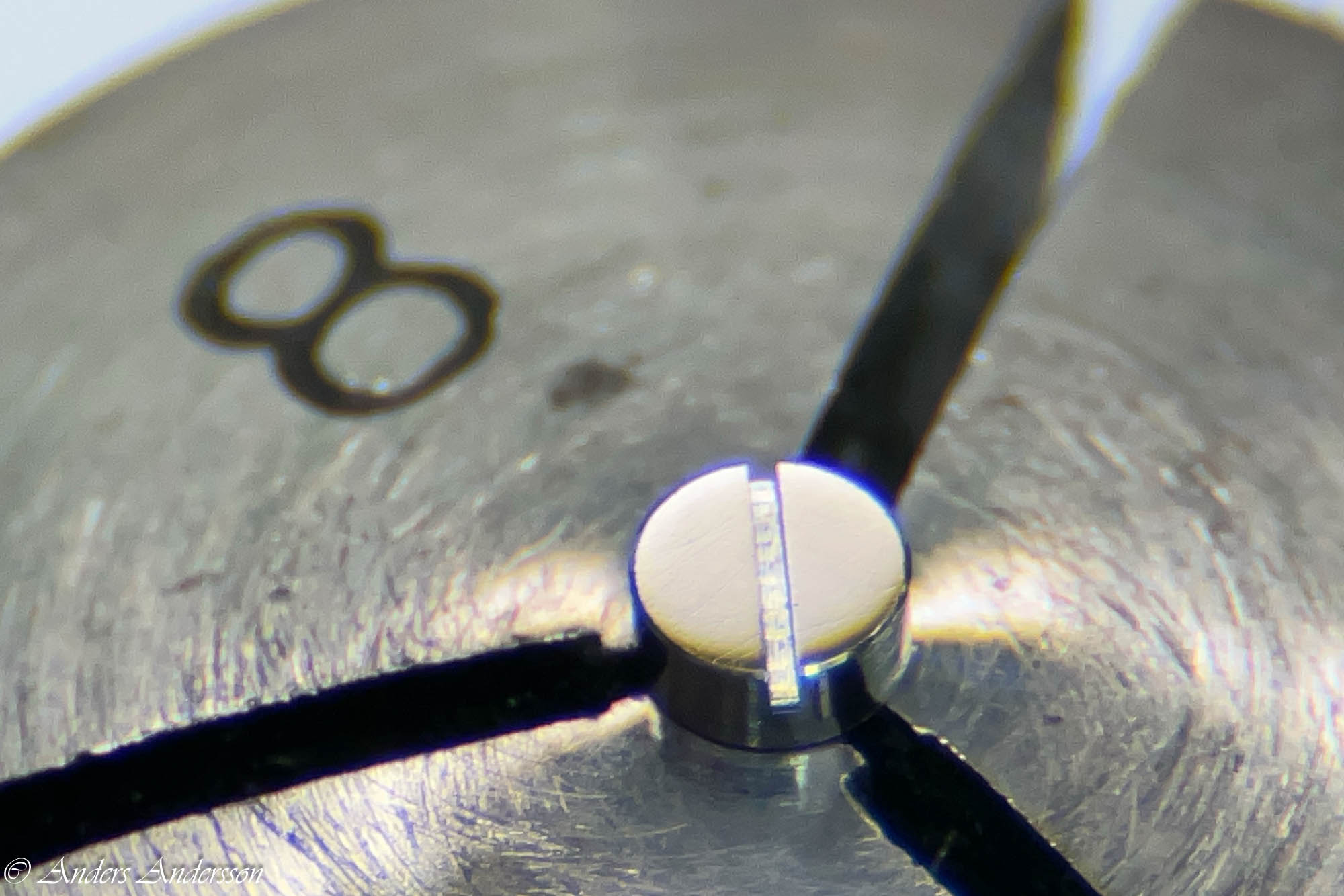
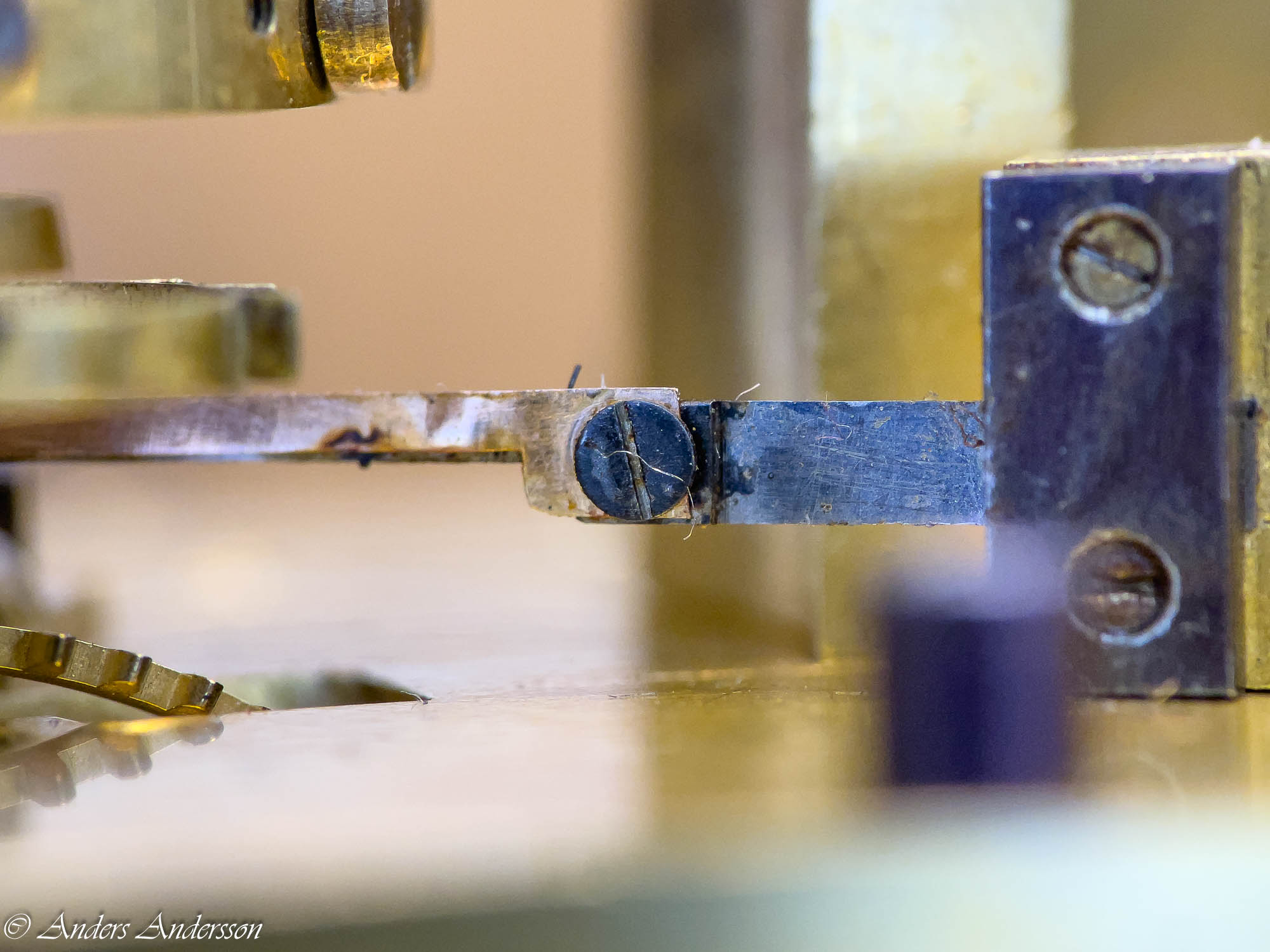
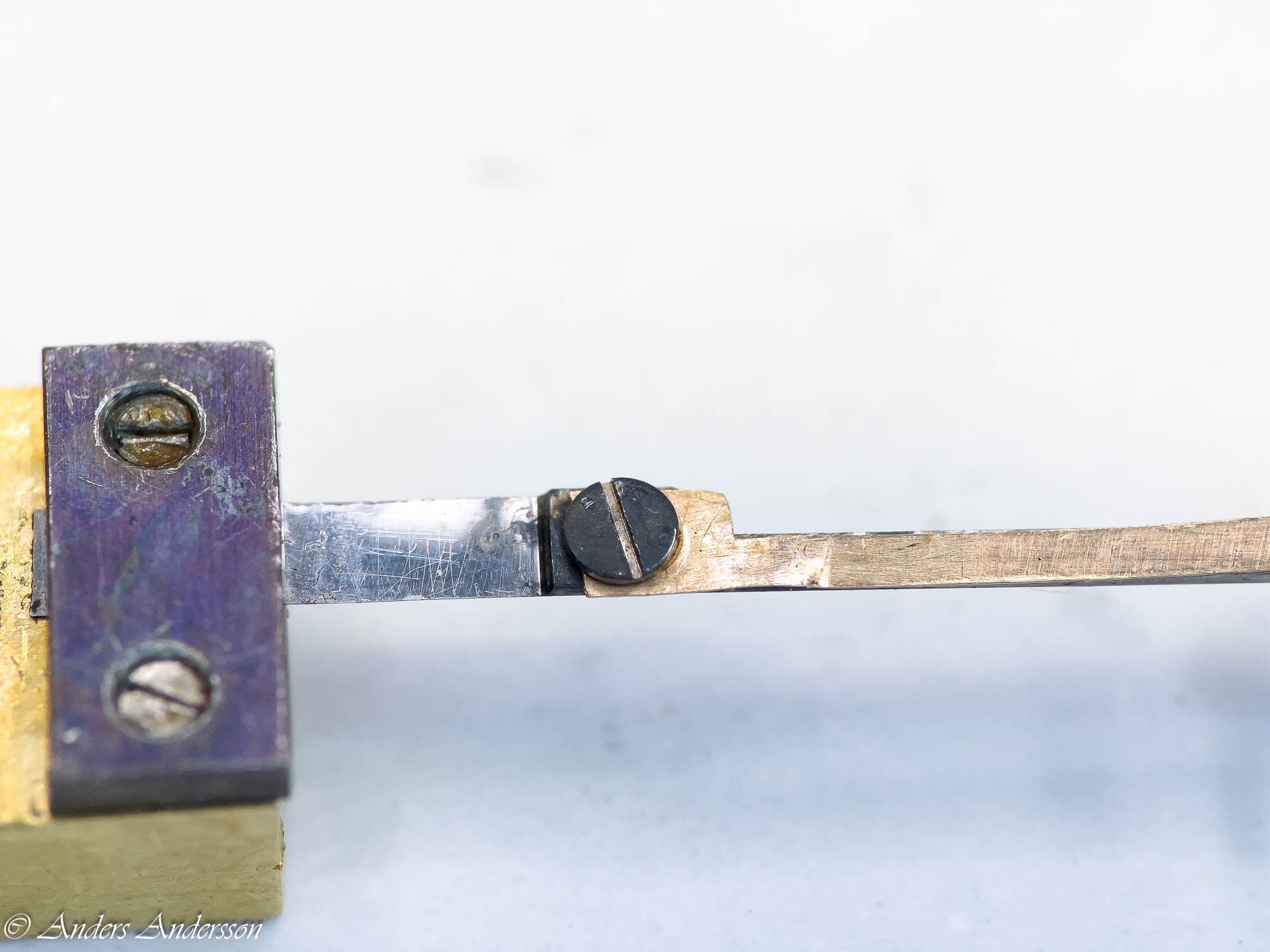
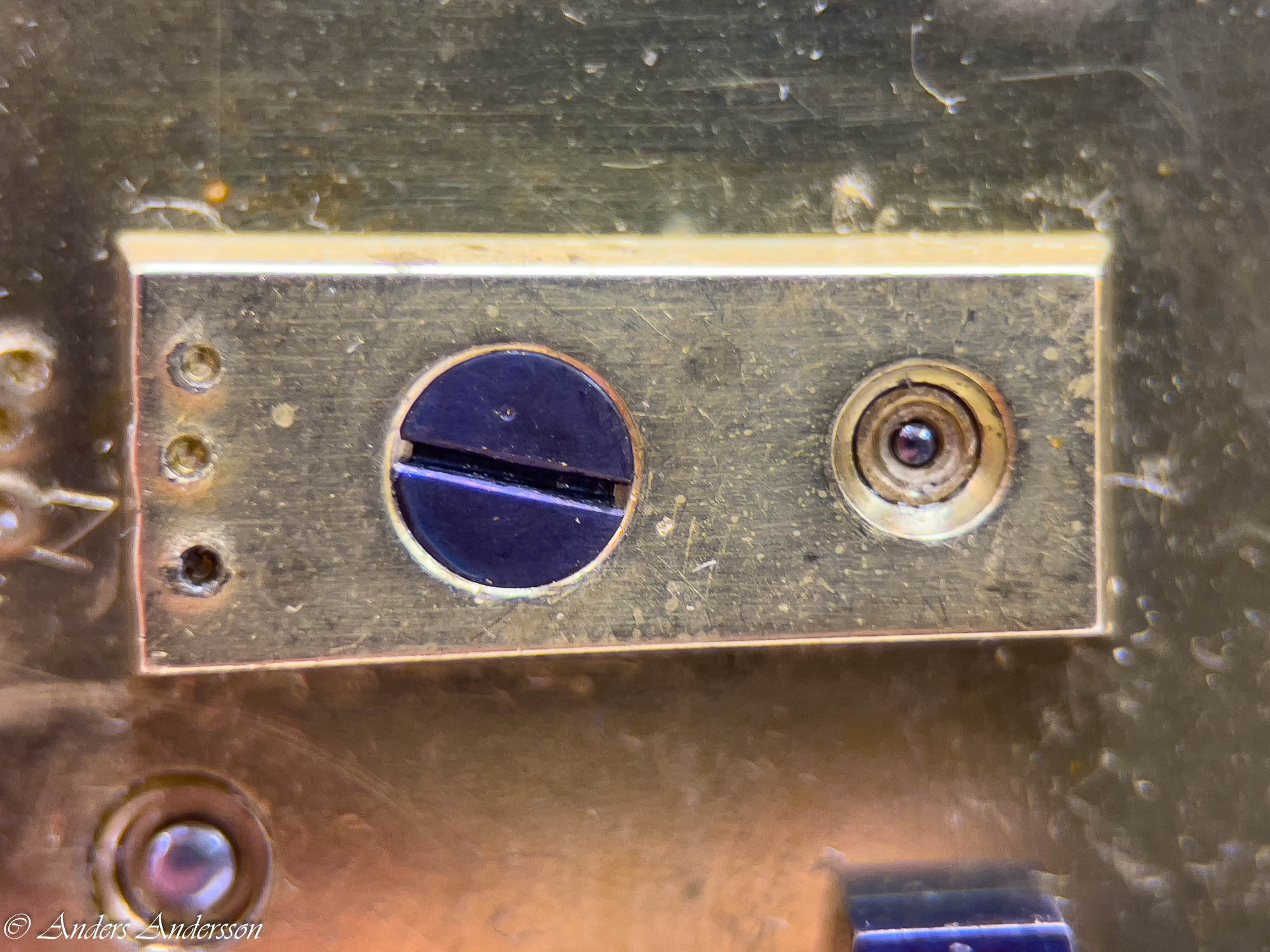
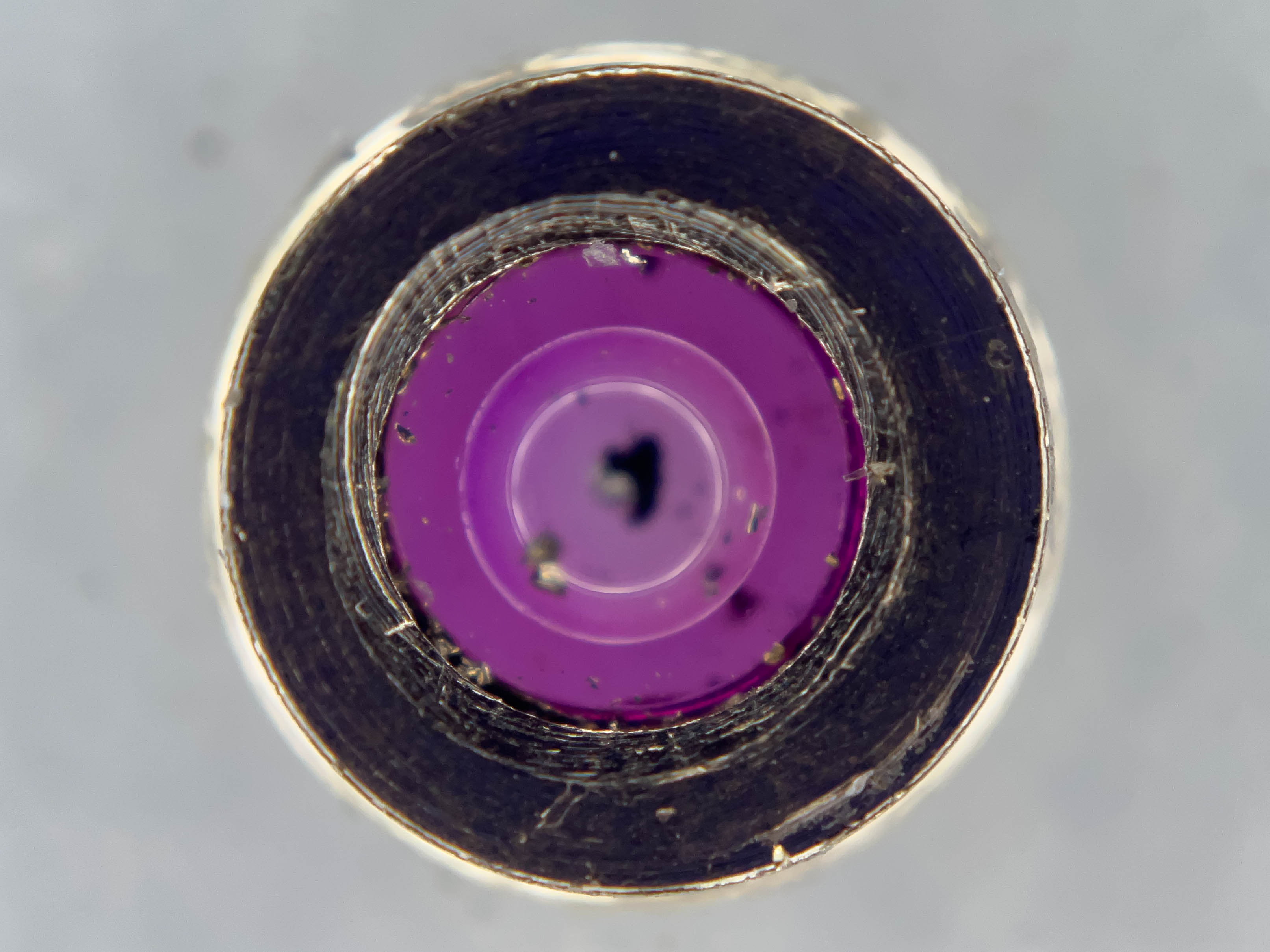
Skallen polerad.
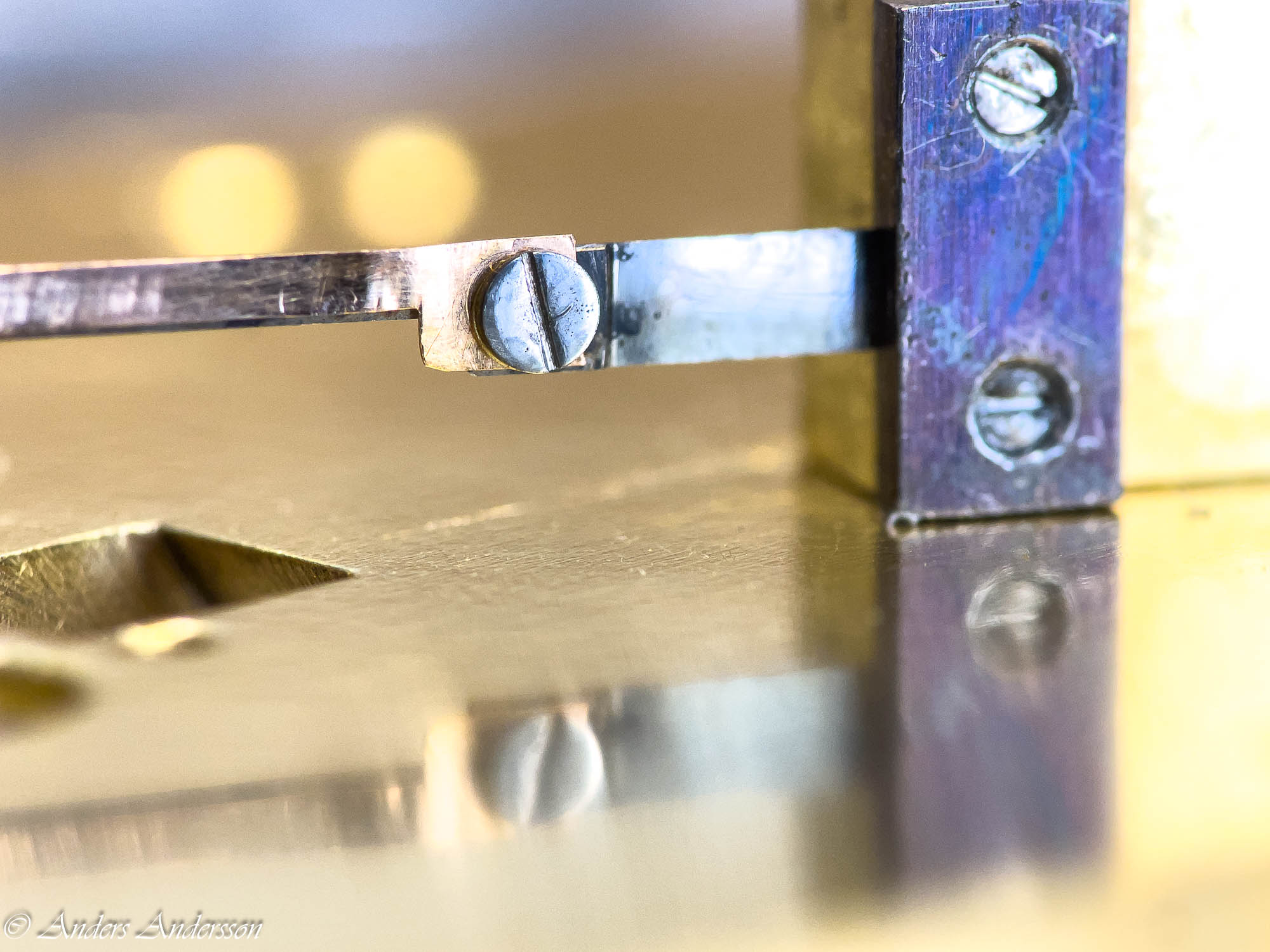
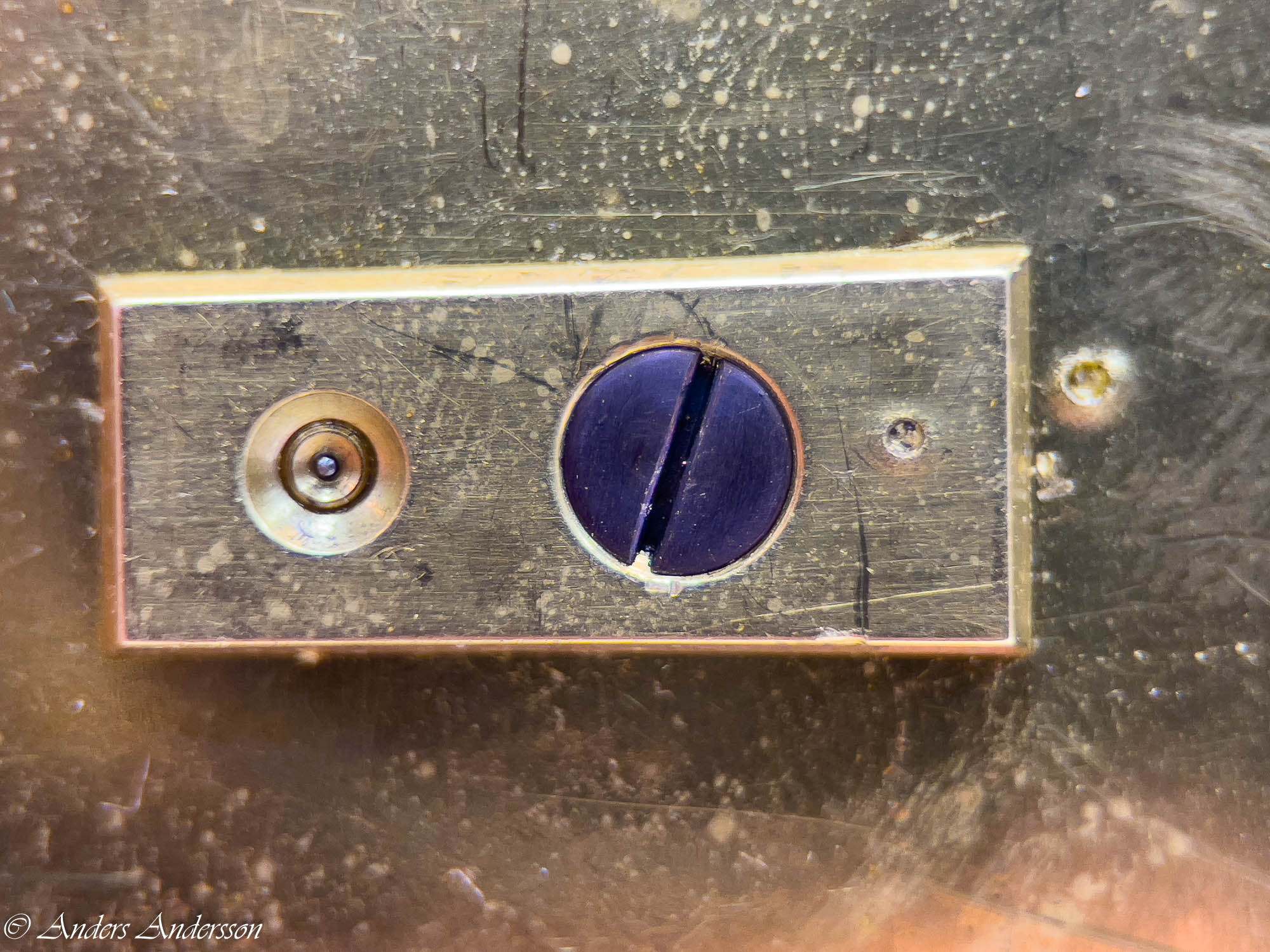
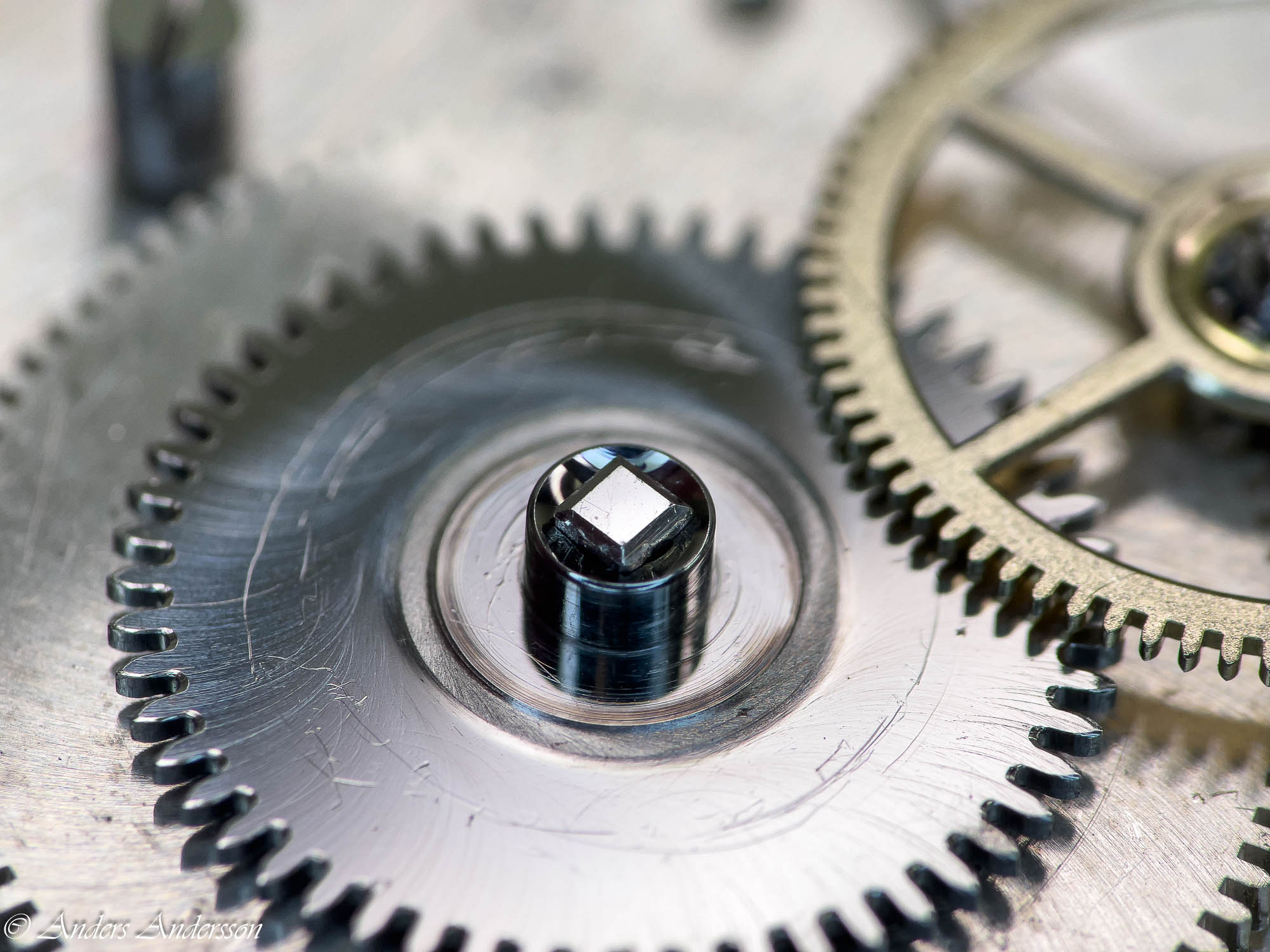
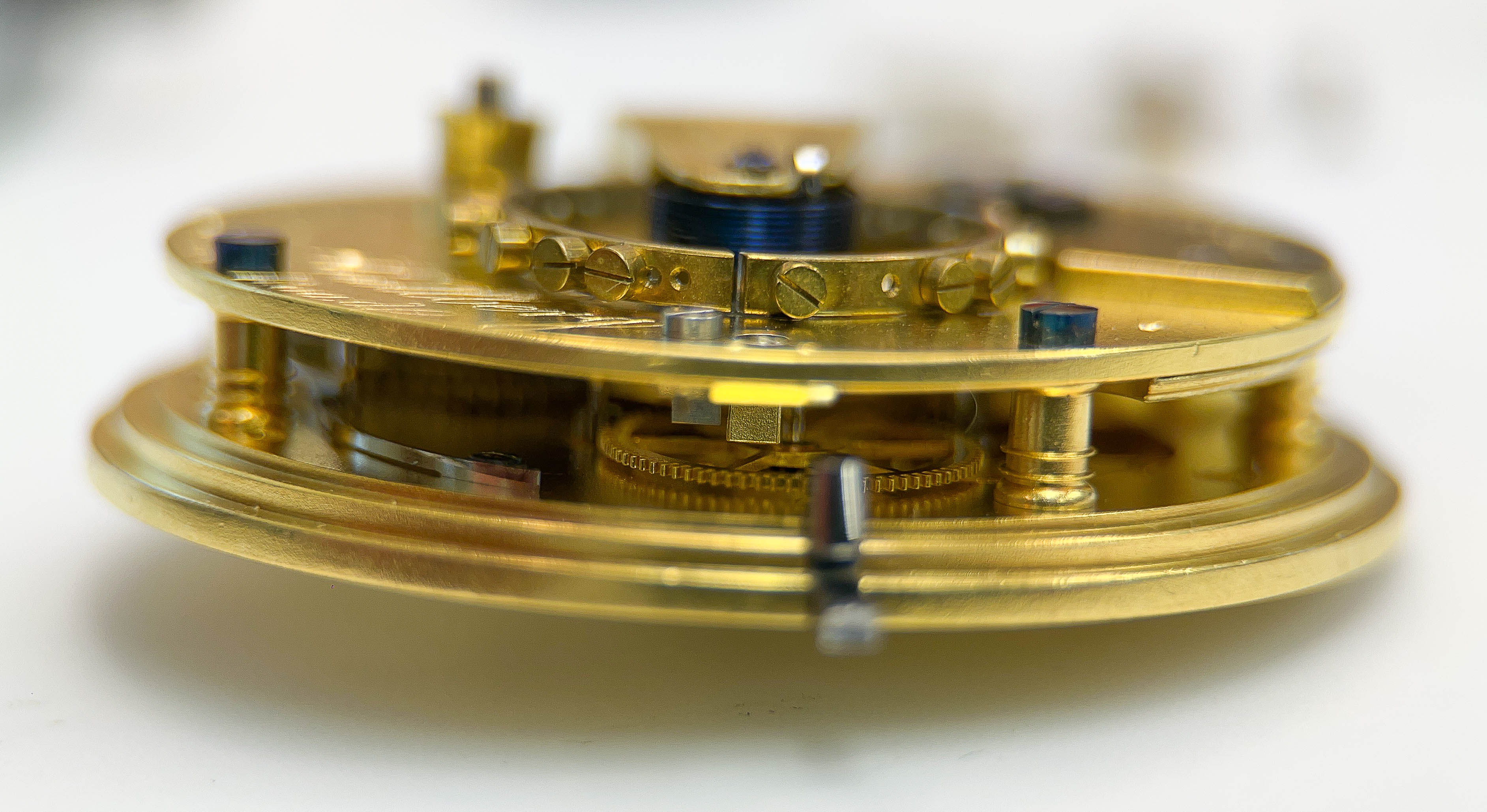
På sin plats i verket.
En speciell krona
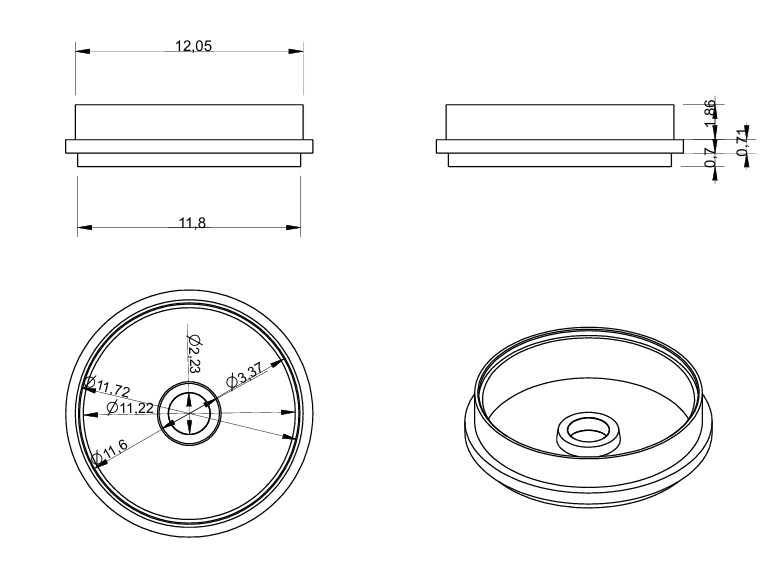
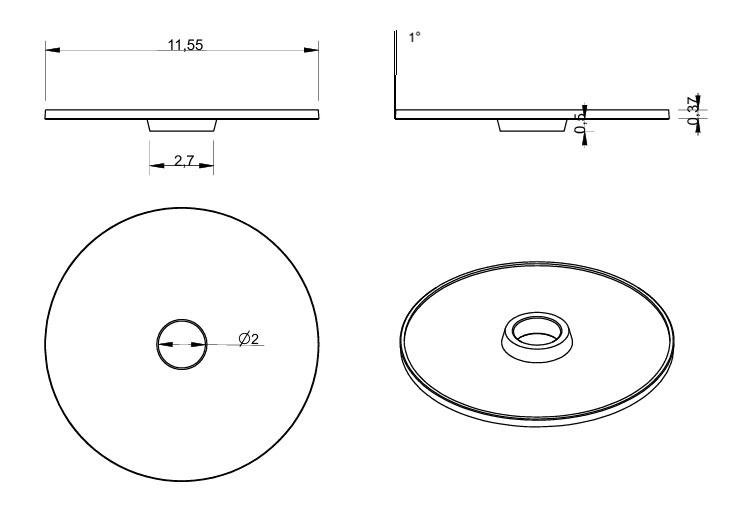
Nu närmar sig slutet på tillverkningen av delar, det som återstår nu är kronan.
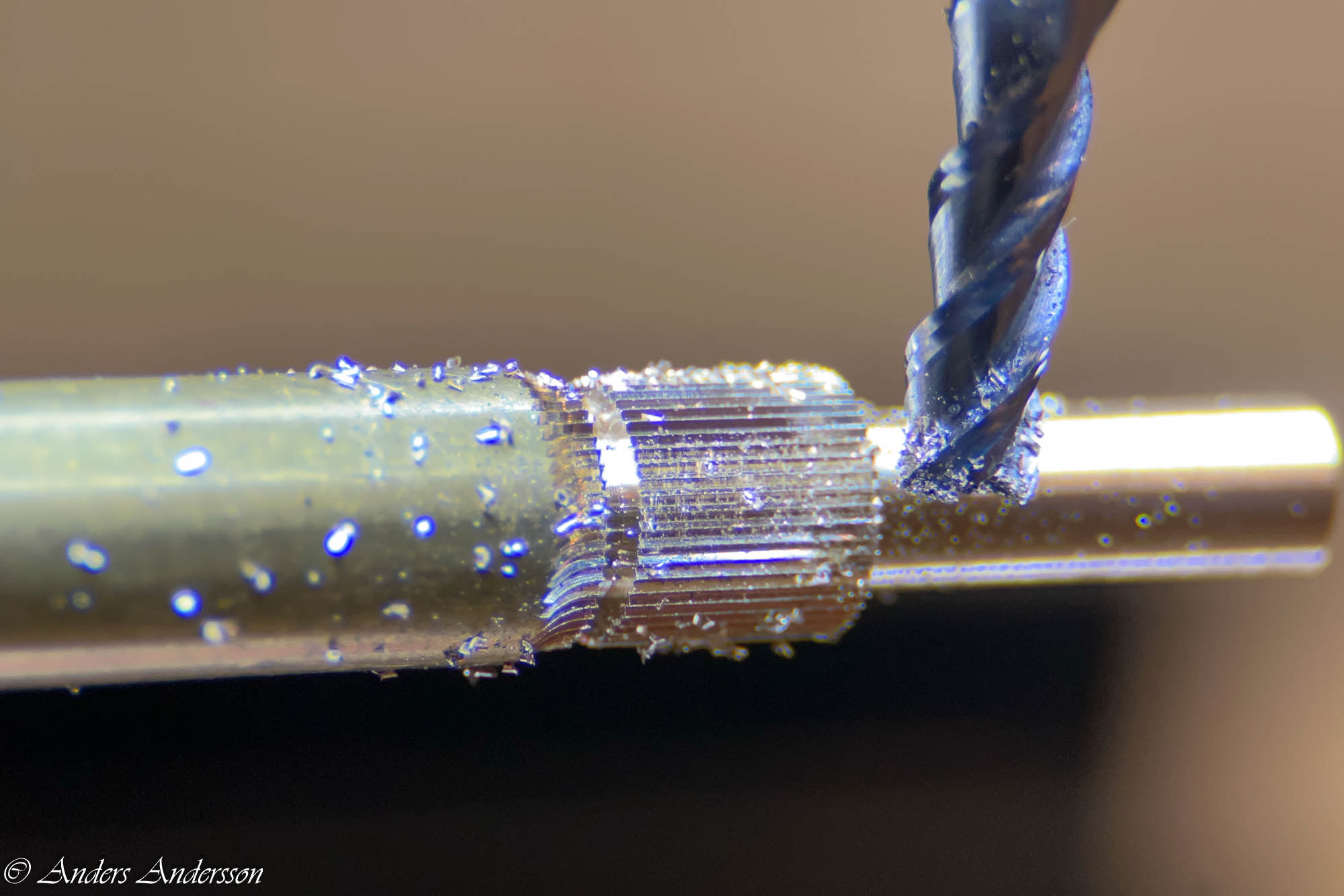
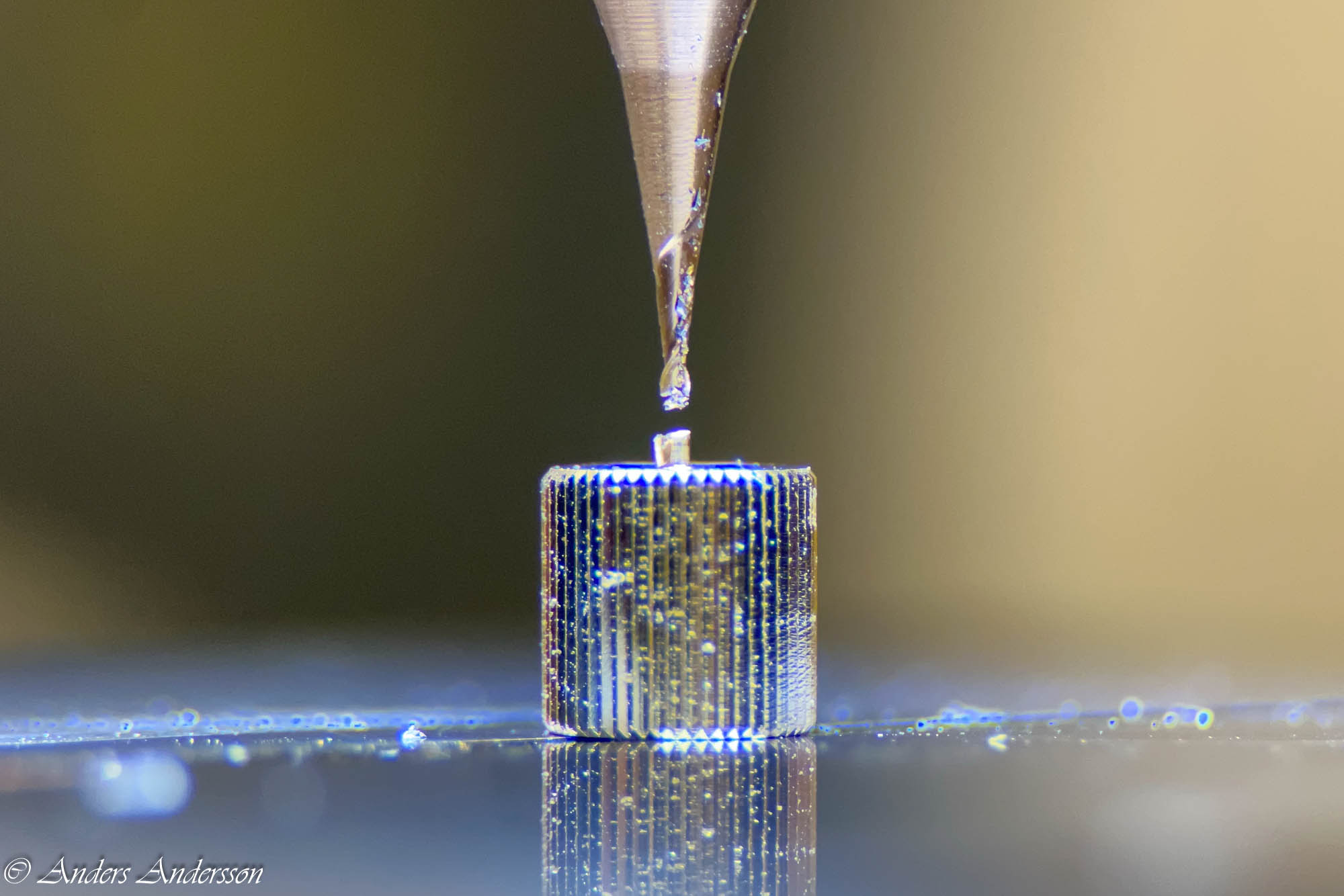
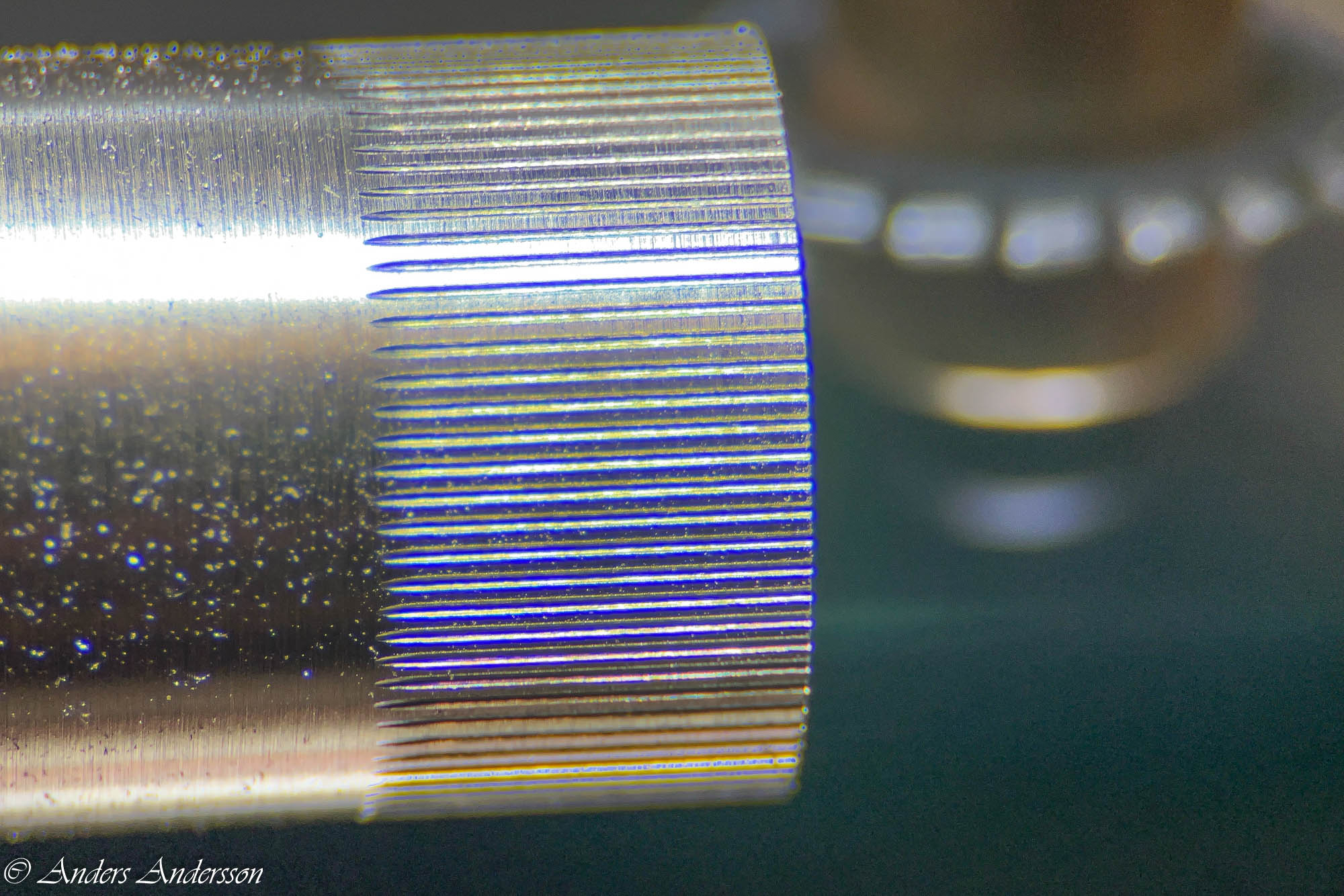
Bara räfflorna kvar.
Räknar räfflorna på den andra Marc Favre och sätter upp en fräs i 45 graders vinkel mot ämnet. Skriver ett enkelt program för att styra CNC-maskinen och fräser räfflorna på nya kronan.

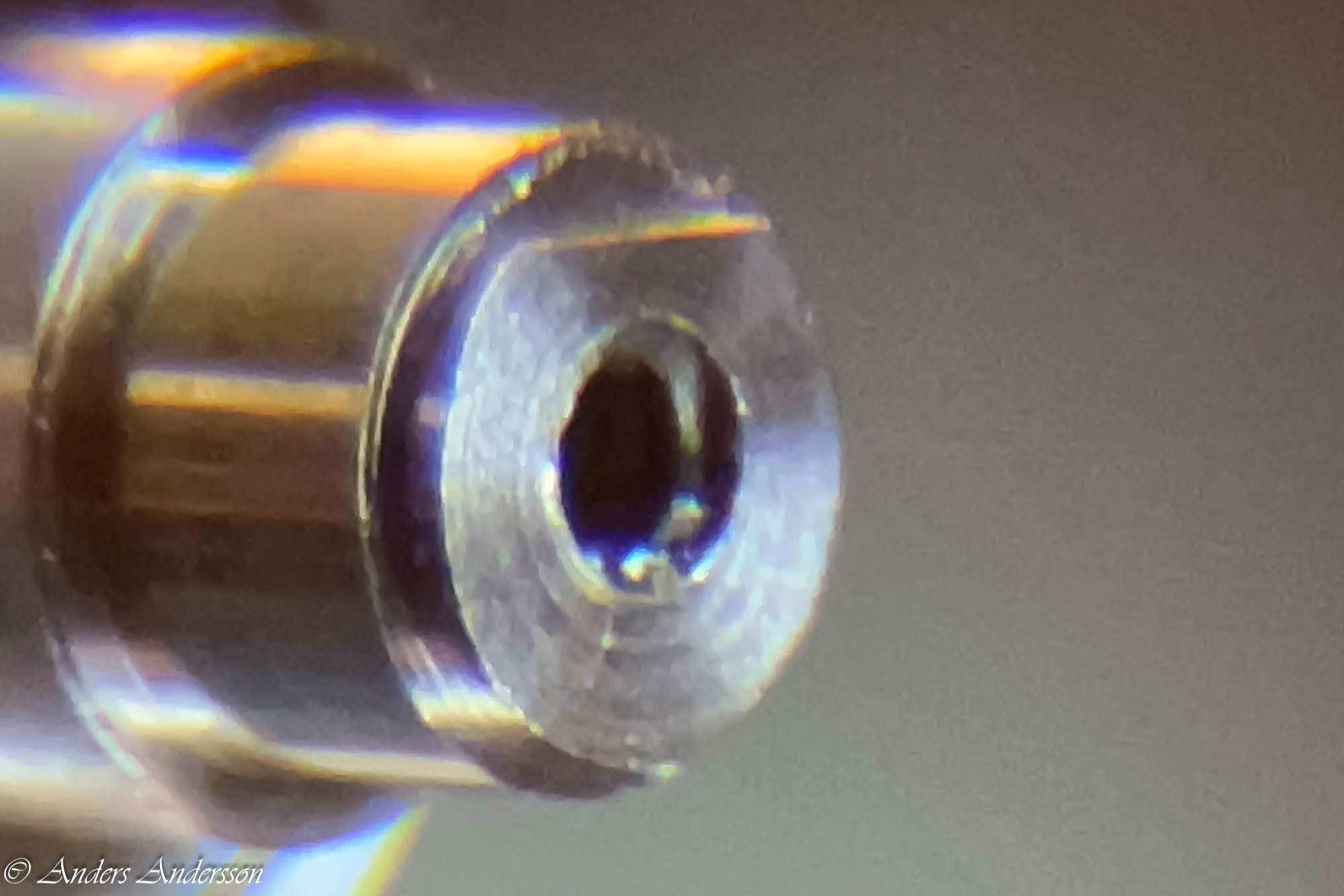
En udda detalj på kronan är det spår som är infräst i ytteränden. Förmodligen är spåret till för att kunna dra upp fjädern med en skruvmejsel, det finns säkert en bra förklaring till varför man har spåret som jag inte vet om.
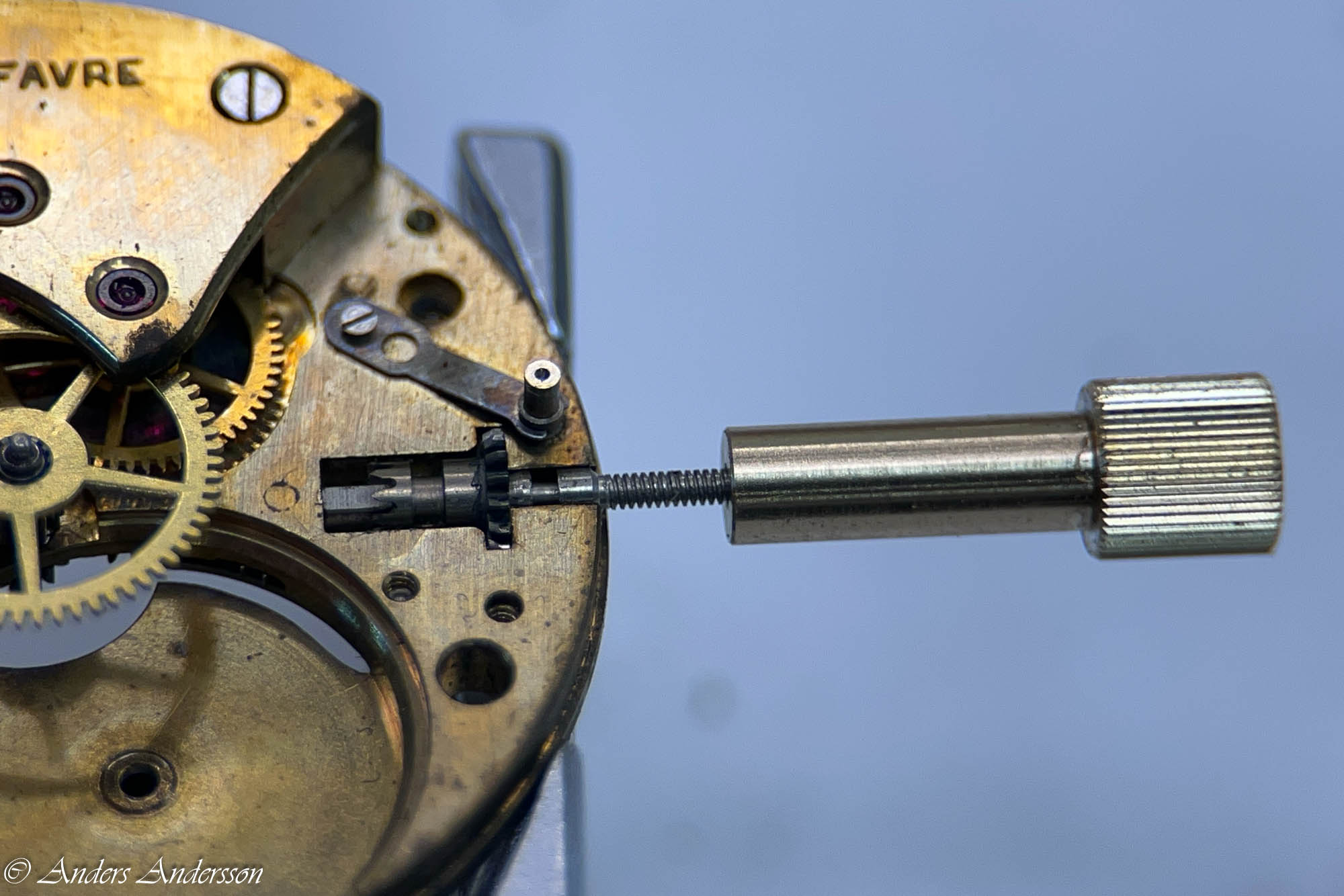
På plats i verket med uppdragsaxel och nygjord krona.
I nästa del berättar Eric historien om Marc Favre och Universal cal 128 och jag rengör och sätter samman Marc Favre 150012.
Källor:
Spiraler & Balanser, Sandström, S 1963
Traité de Construction Horlogère, Vermot . fl., 2021.
Touhrbillon, about my passion, Pahlow S., 2008.
Uhrentechnik, Eisenegger K., 2015.
Watchmaking, Daniels, G. 2011.
Watch adjustment, Jendritzki, H.1963



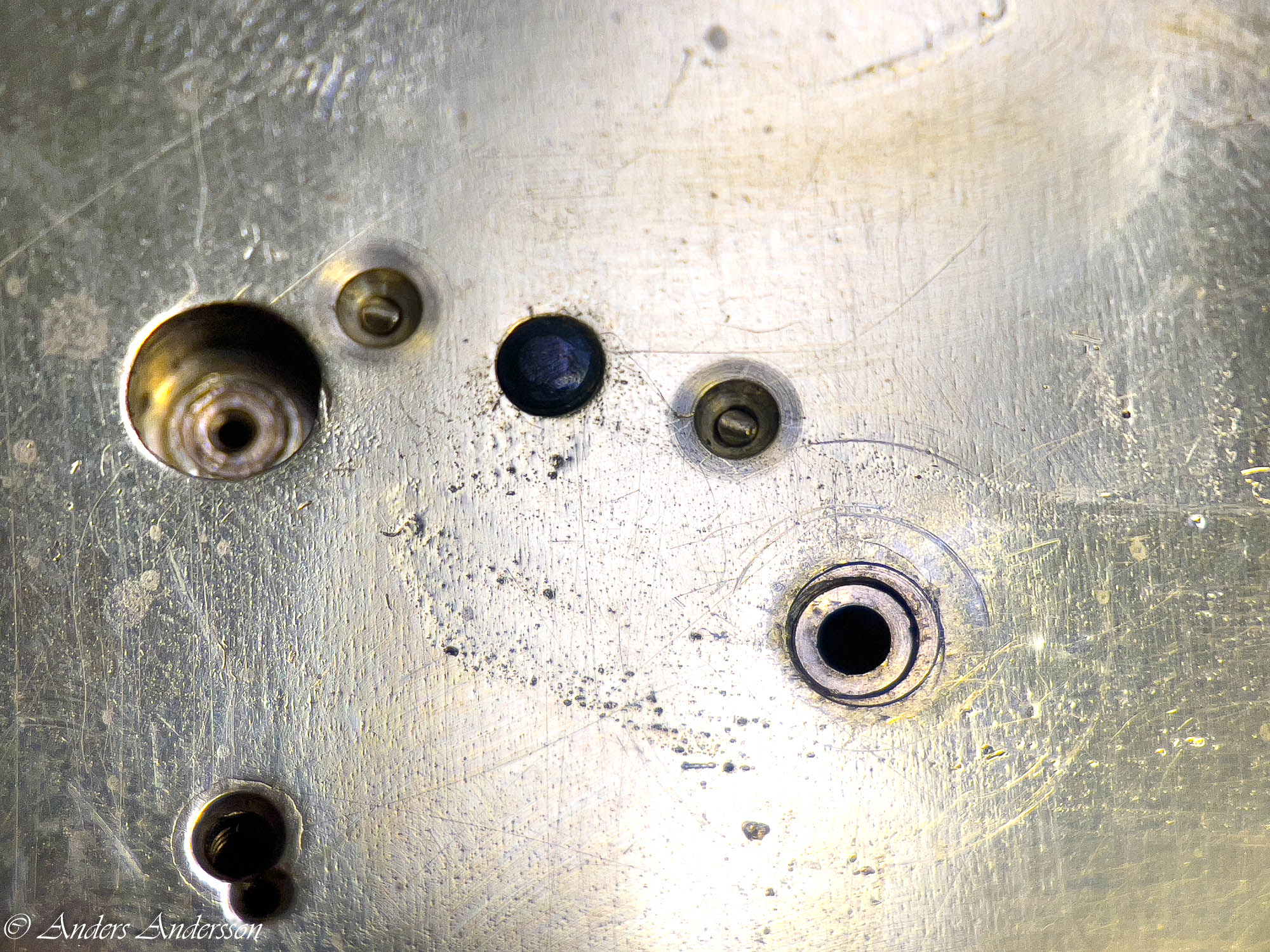
 När jag tagit bort tavlan saknades dessutom visarväxelhjulet!
När jag tagit bort tavlan saknades dessutom visarväxelhjulet!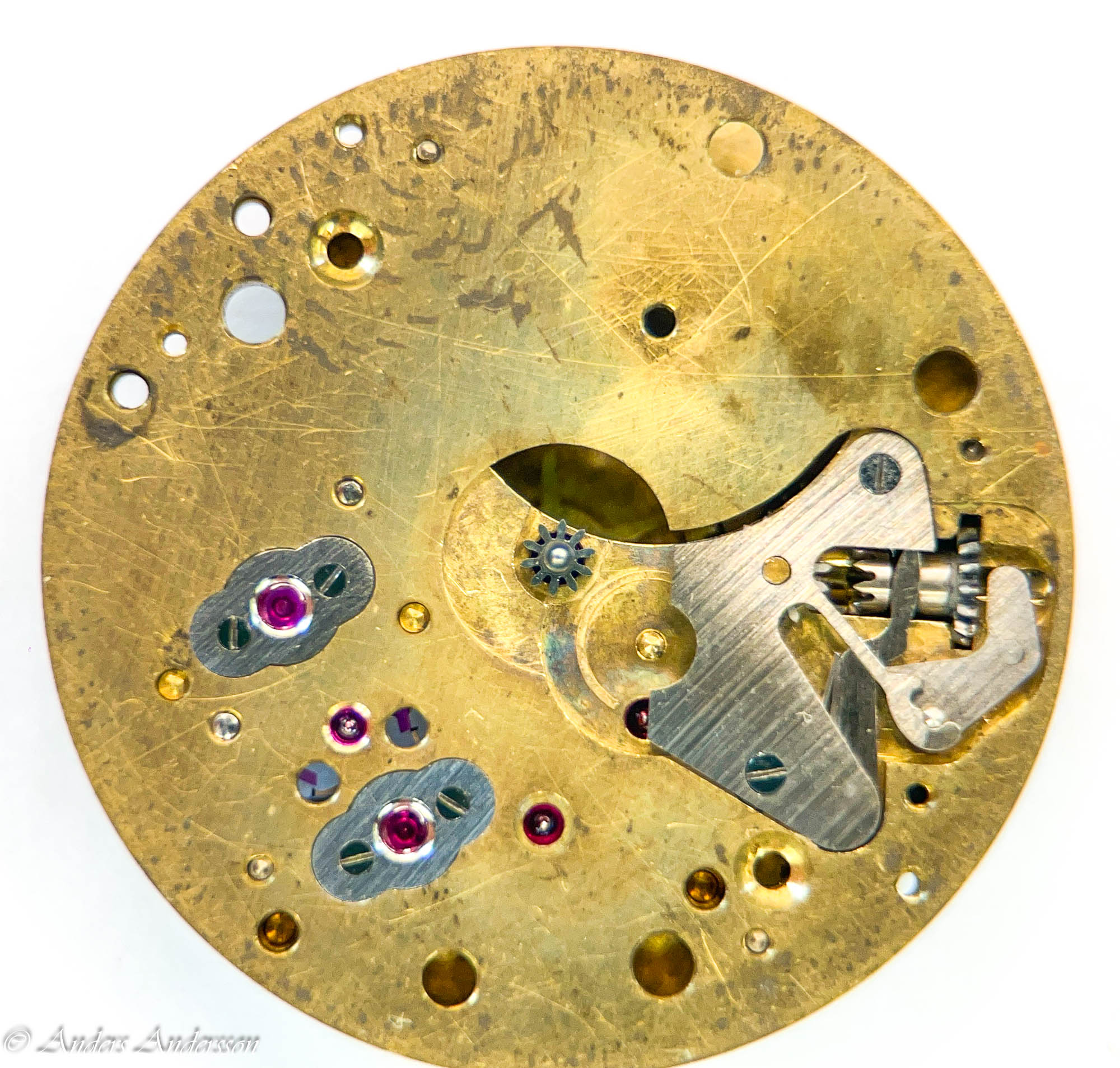













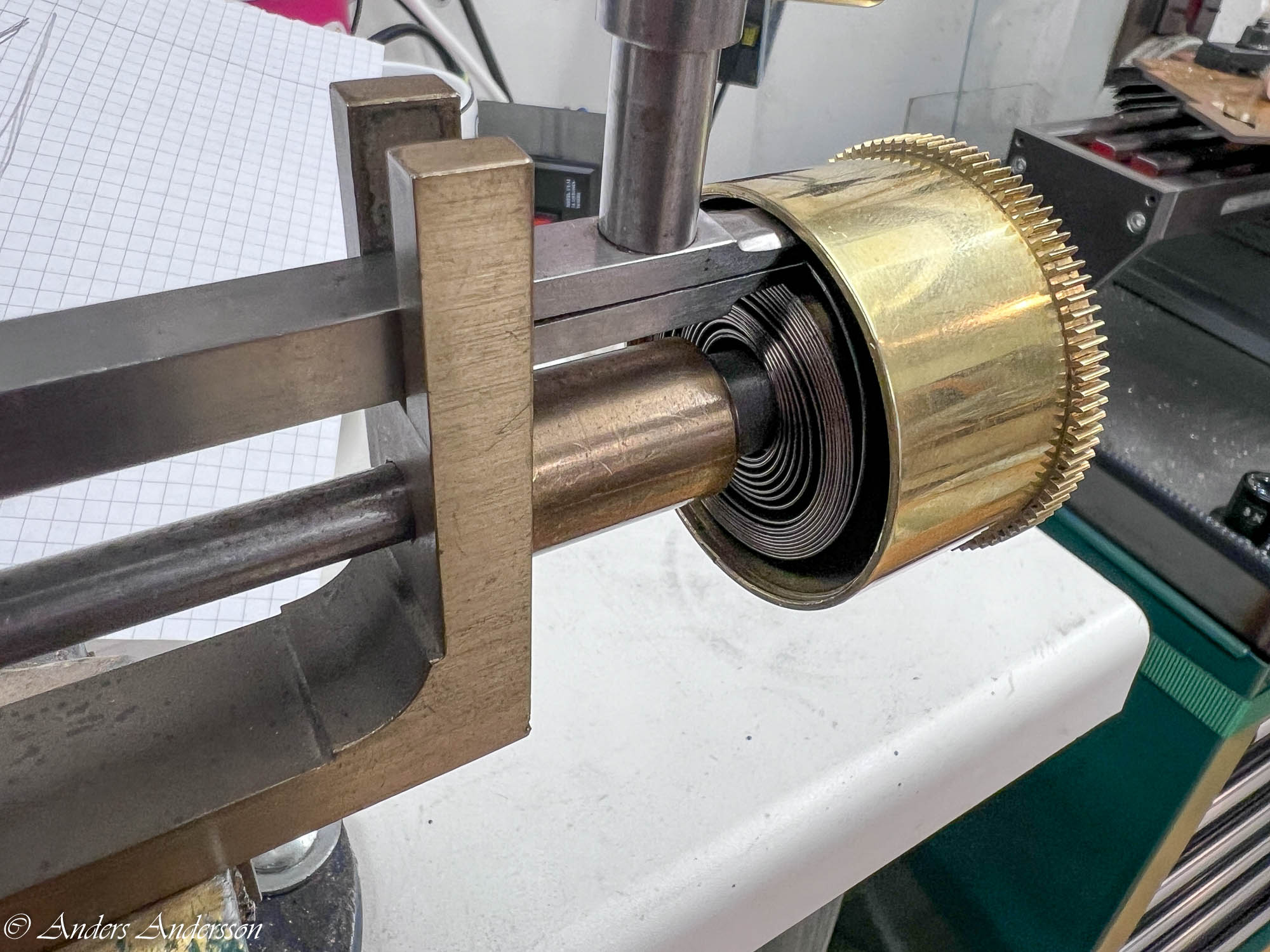
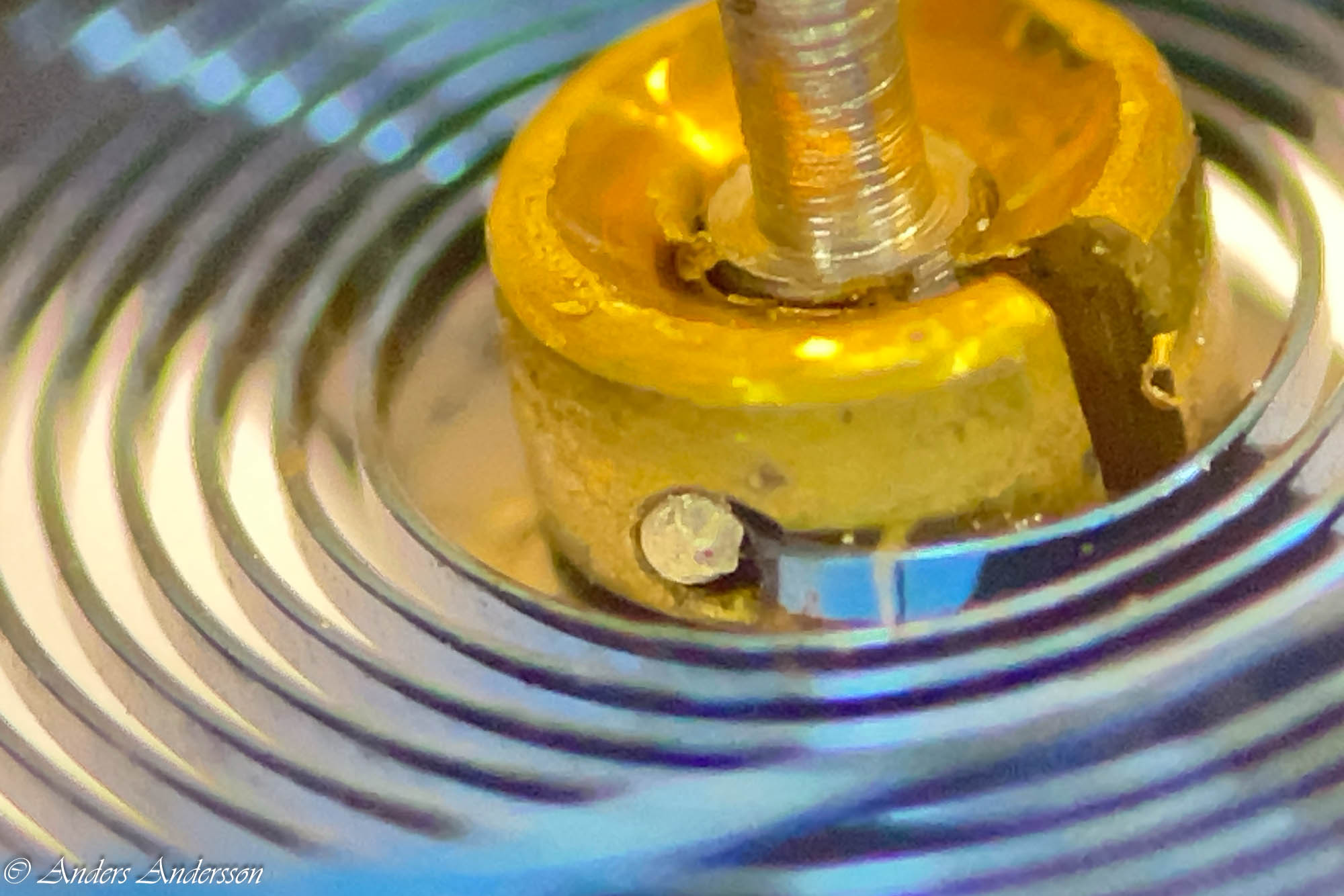
 Jag var rädd att förstöra fjäderhuset genom att skära ett ytterfäste eller på ett annat sätt göra ett fäste. Därför valde jag att tennlöda in en nagel som får bli det nya fästet.
Jag var rädd att förstöra fjäderhuset genom att skära ett ytterfäste eller på ett annat sätt göra ett fäste. Därför valde jag att tennlöda in en nagel som får bli det nya fästet.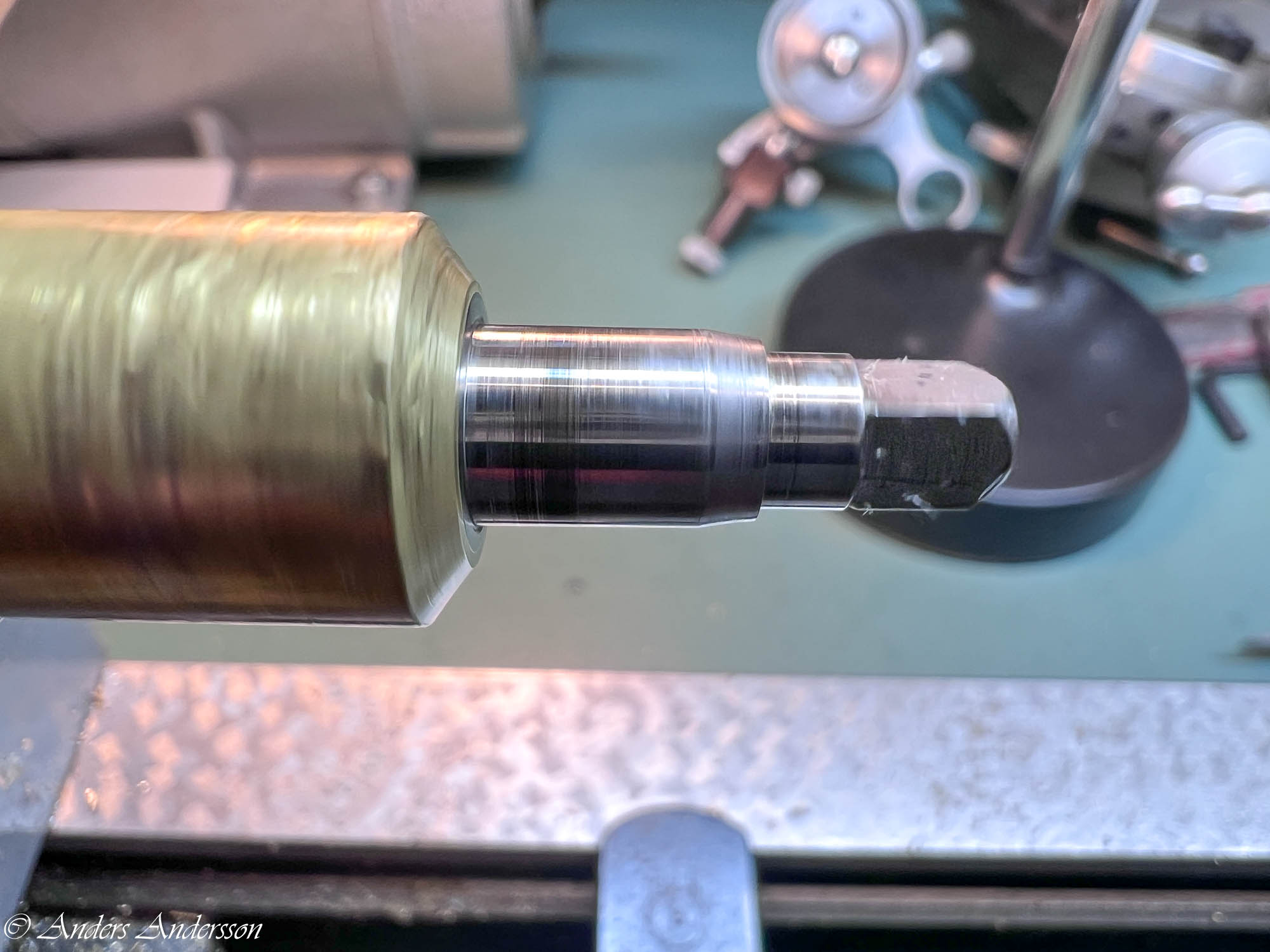





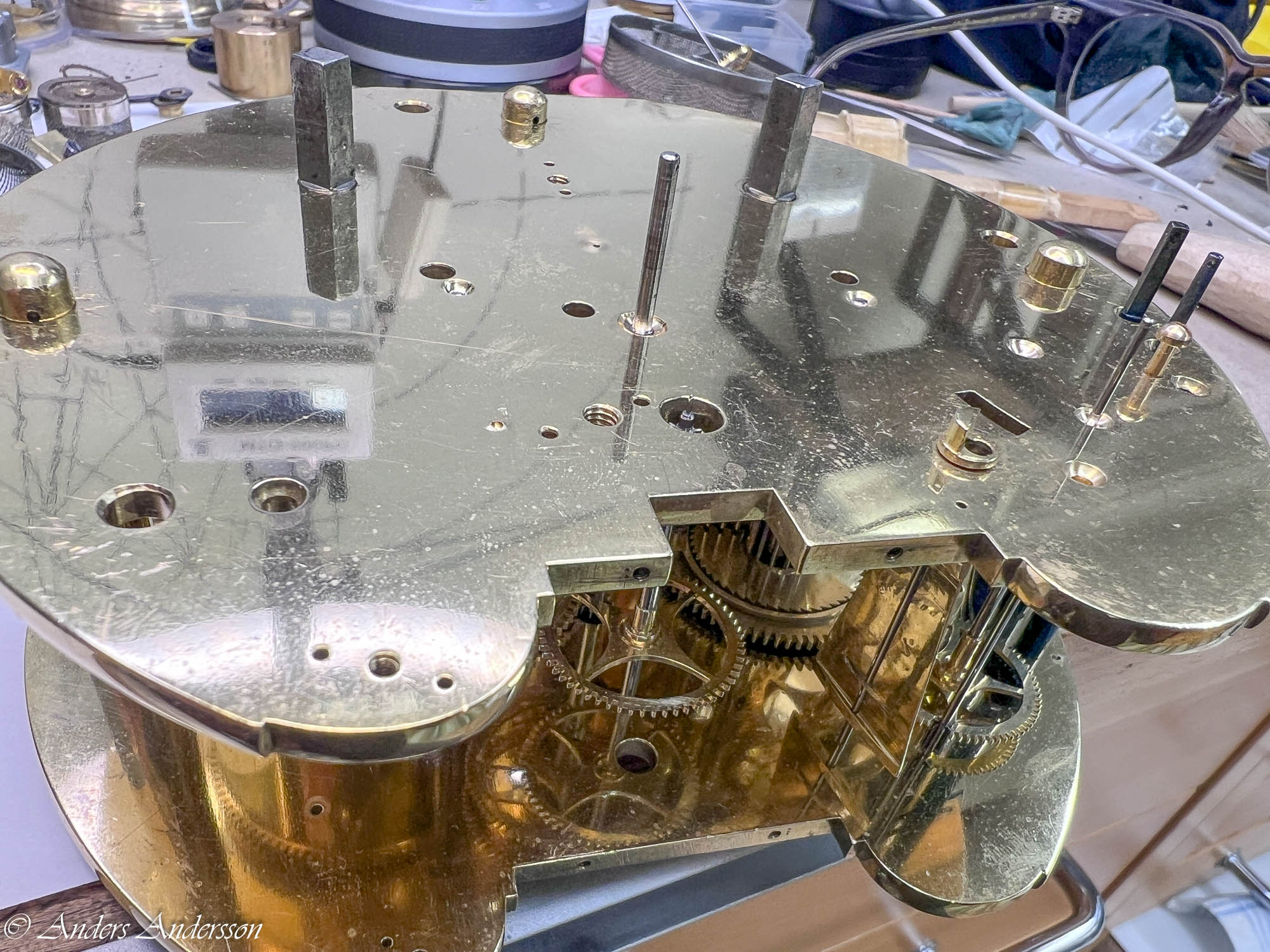




















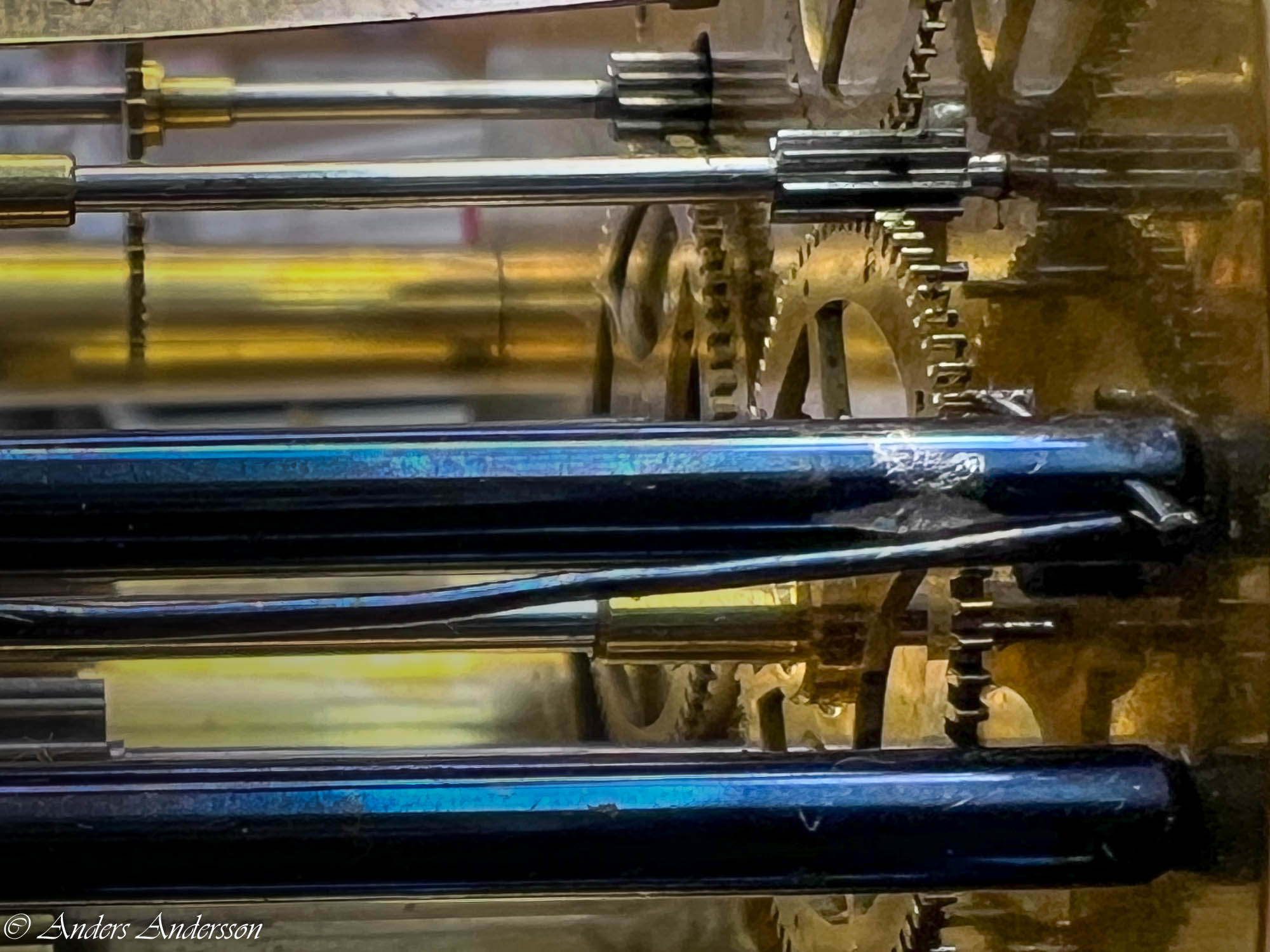

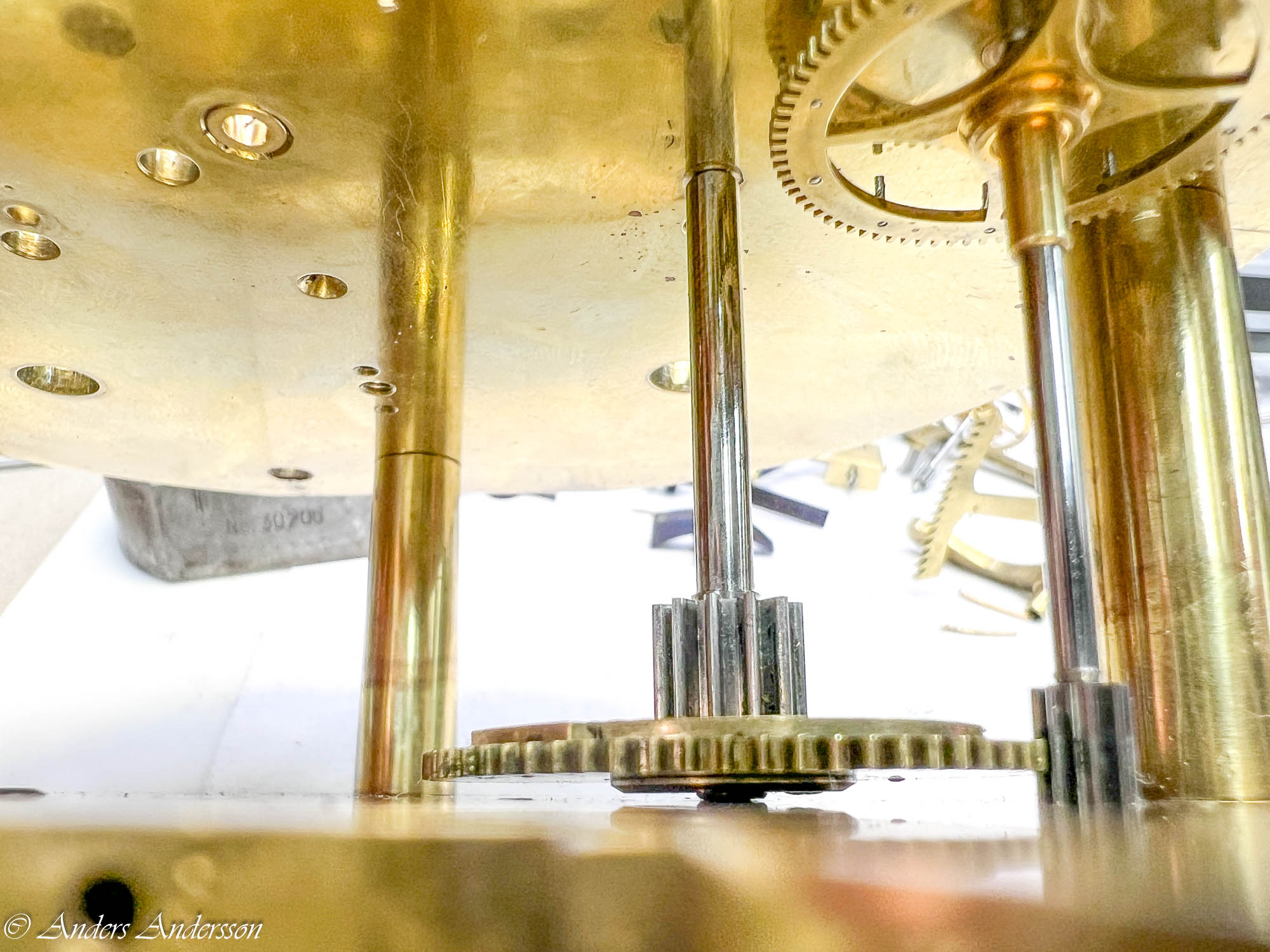





















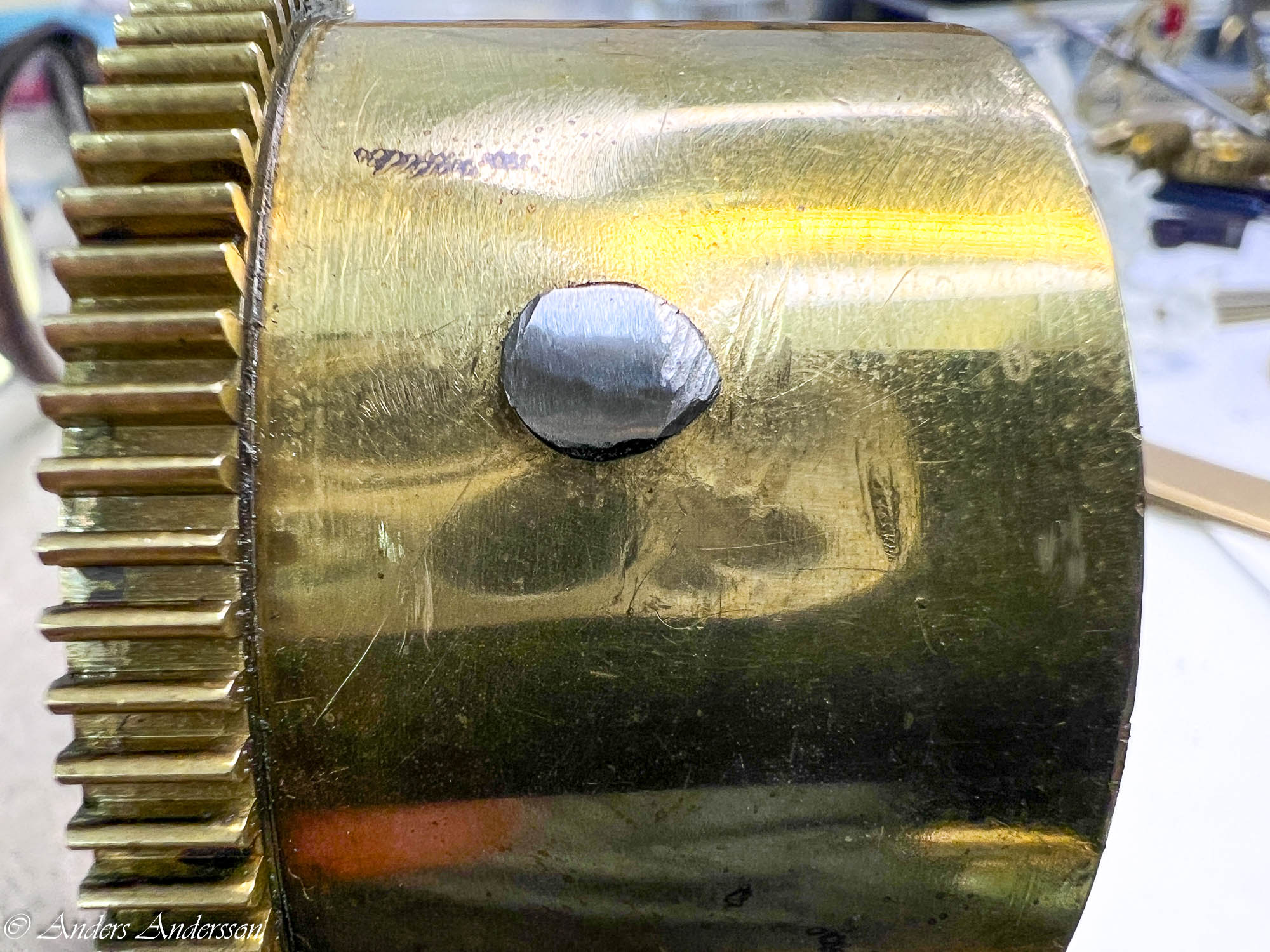



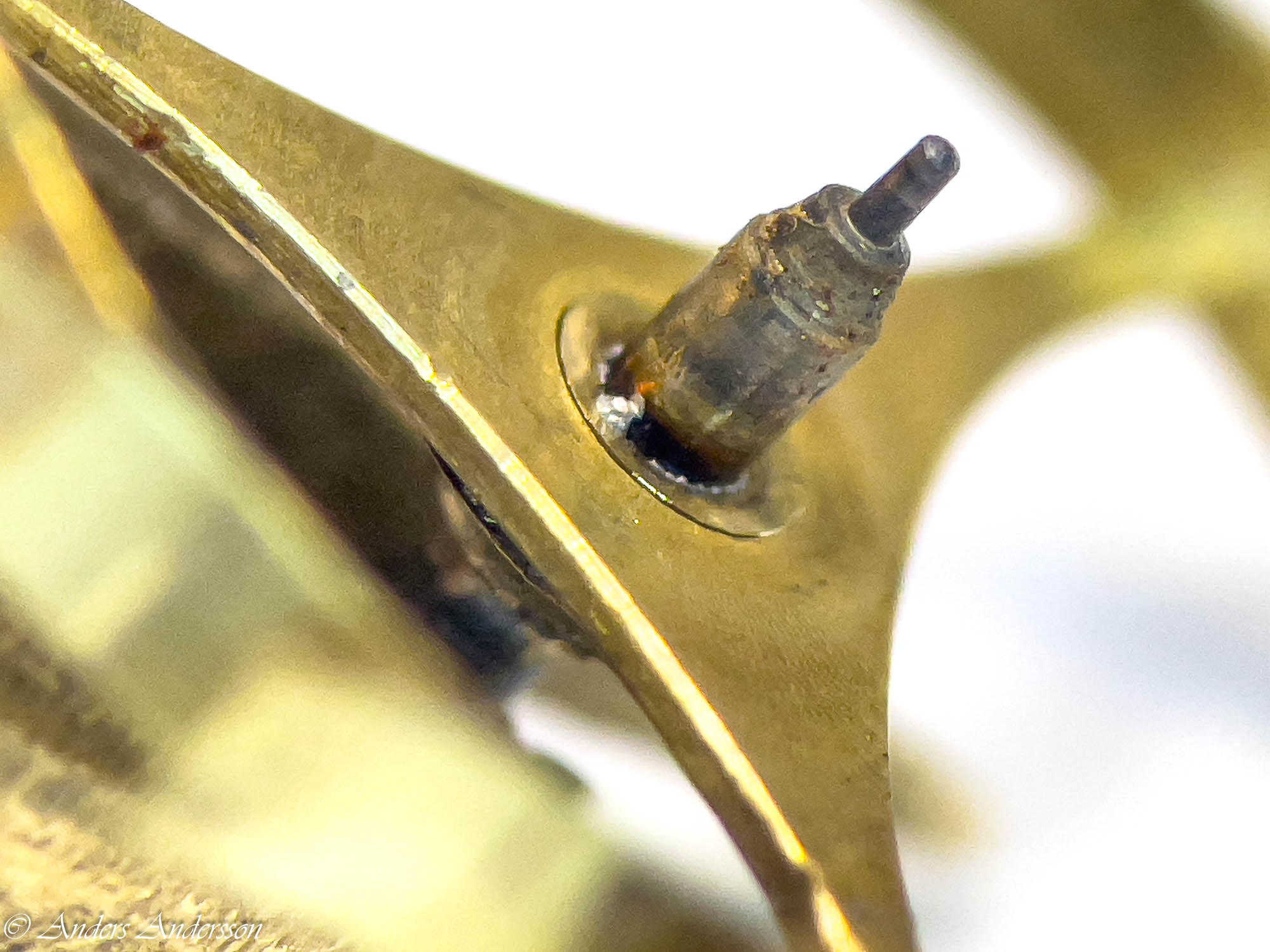














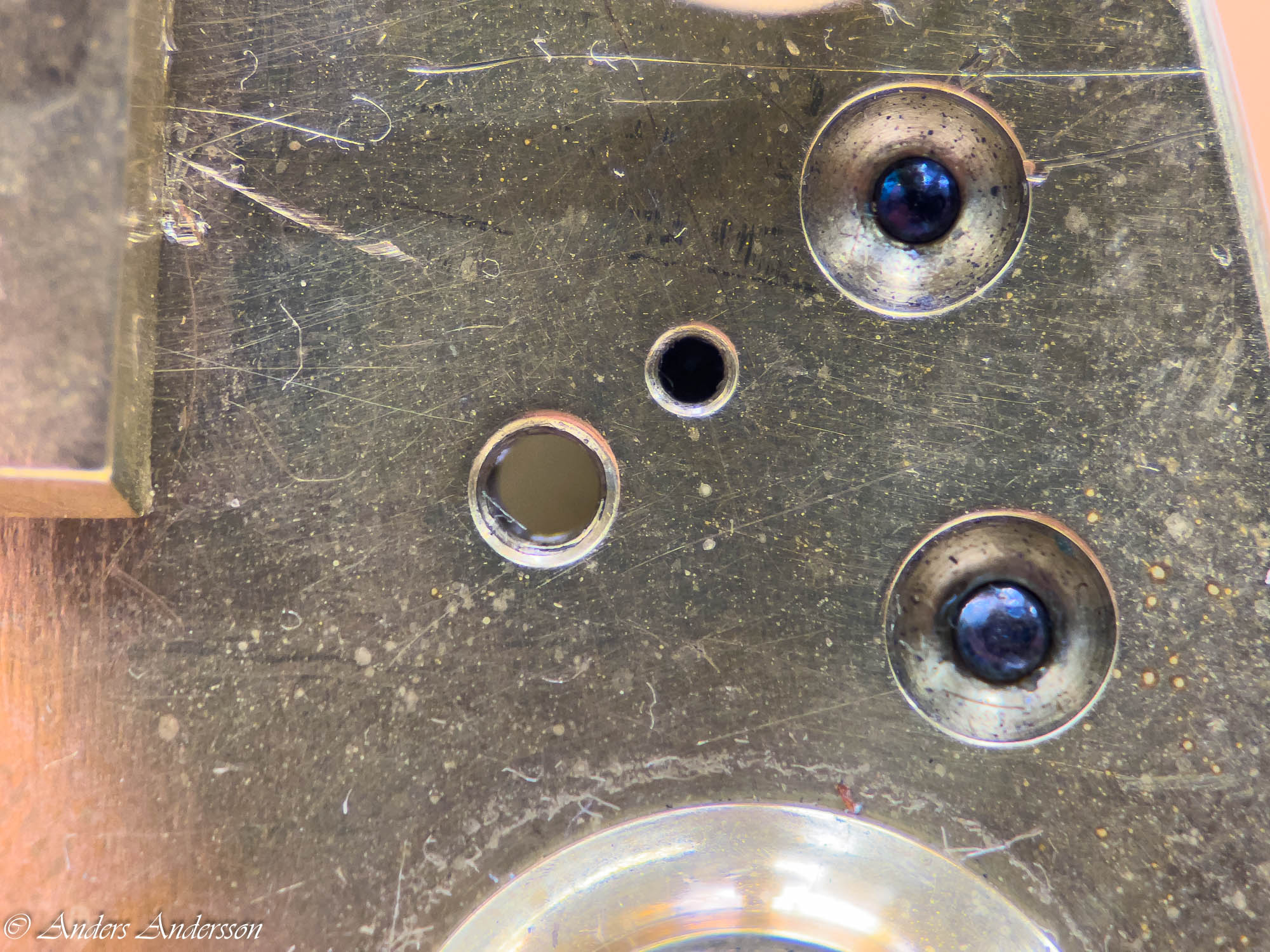





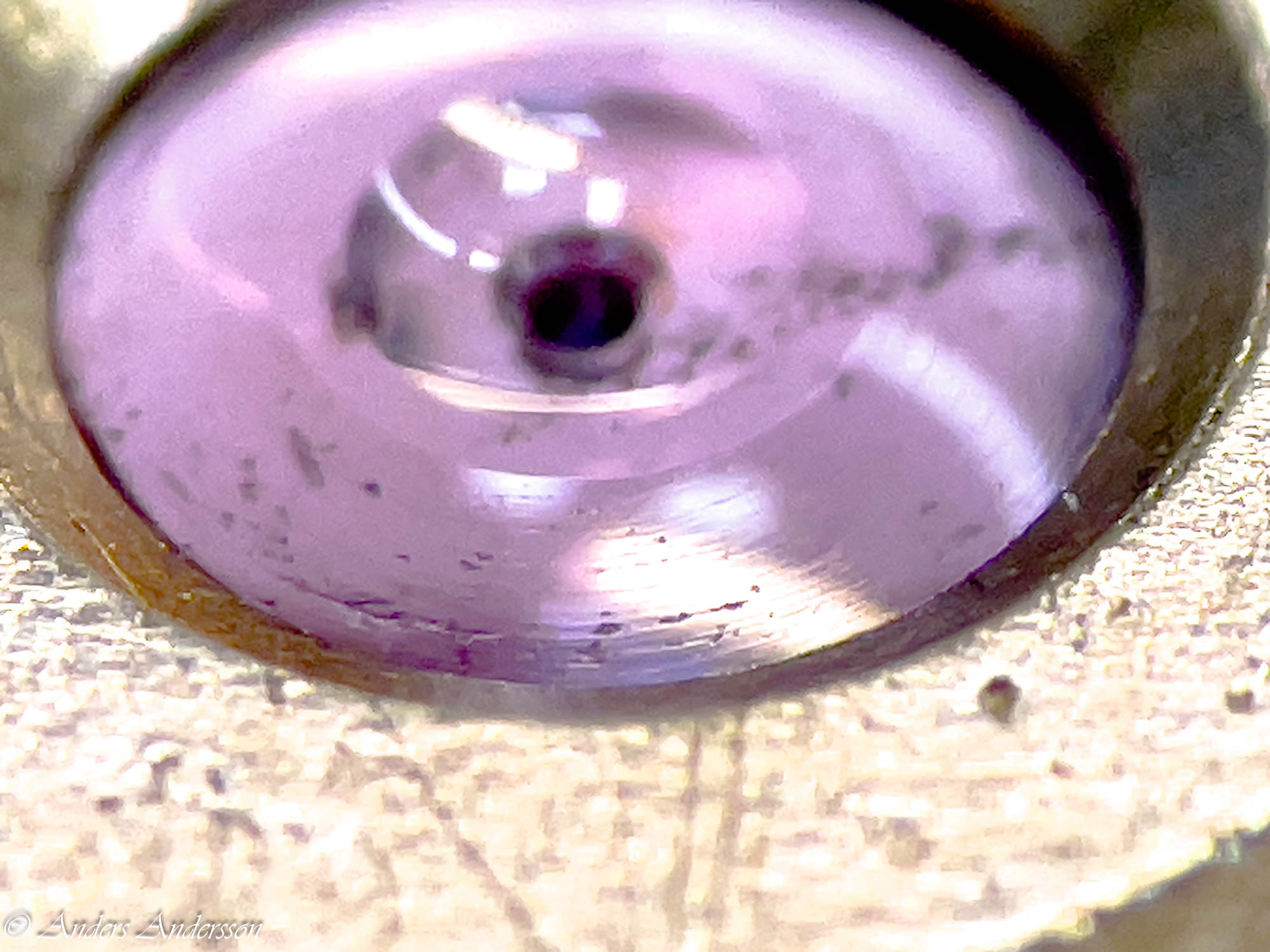

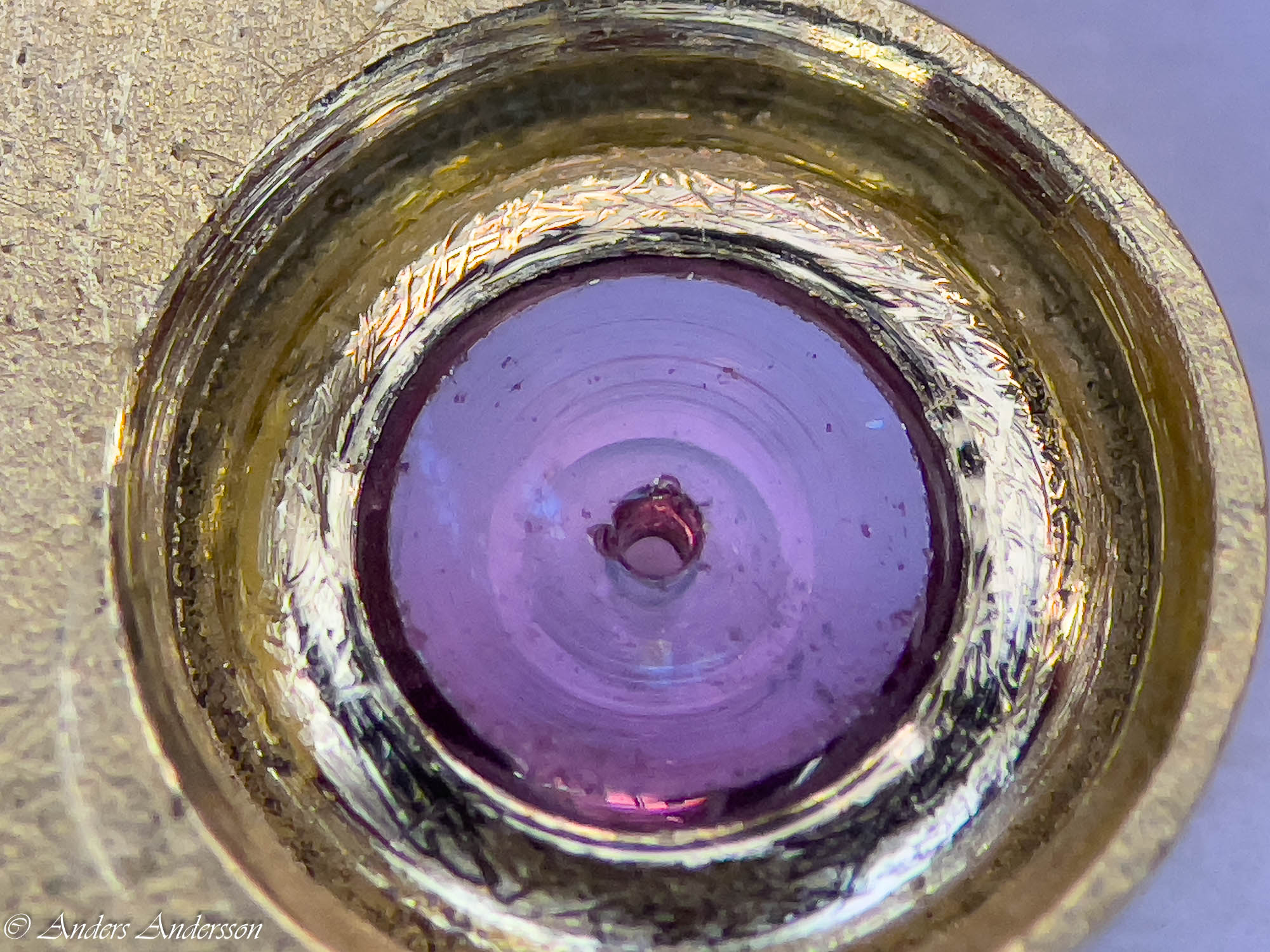







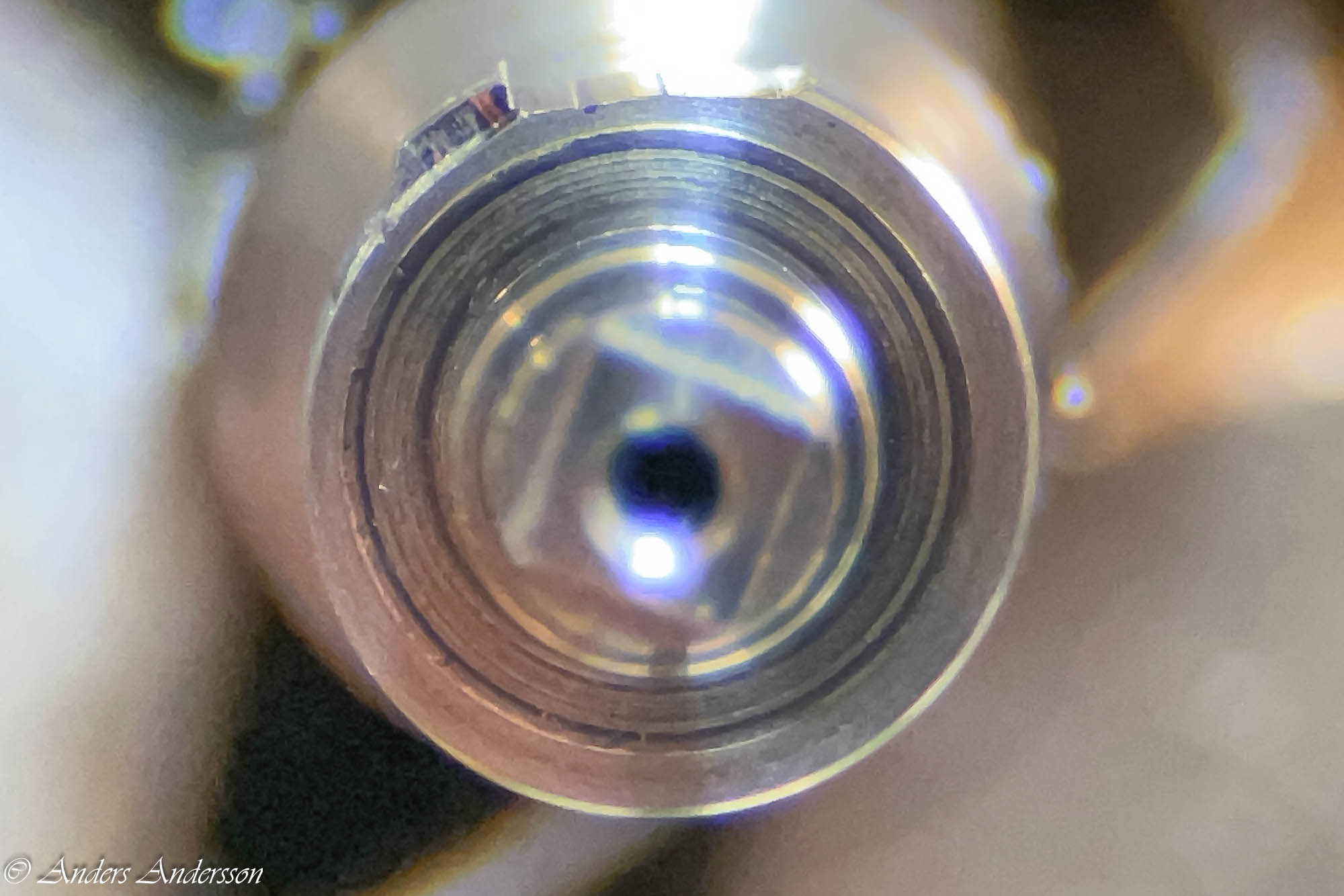
 Man kan ana den övre gånghjulstappen långt nere i hålet, vid en kontroll är höjdluften alldeles för stor.
Man kan ana den övre gånghjulstappen långt nere i hålet, vid en kontroll är höjdluften alldeles för stor.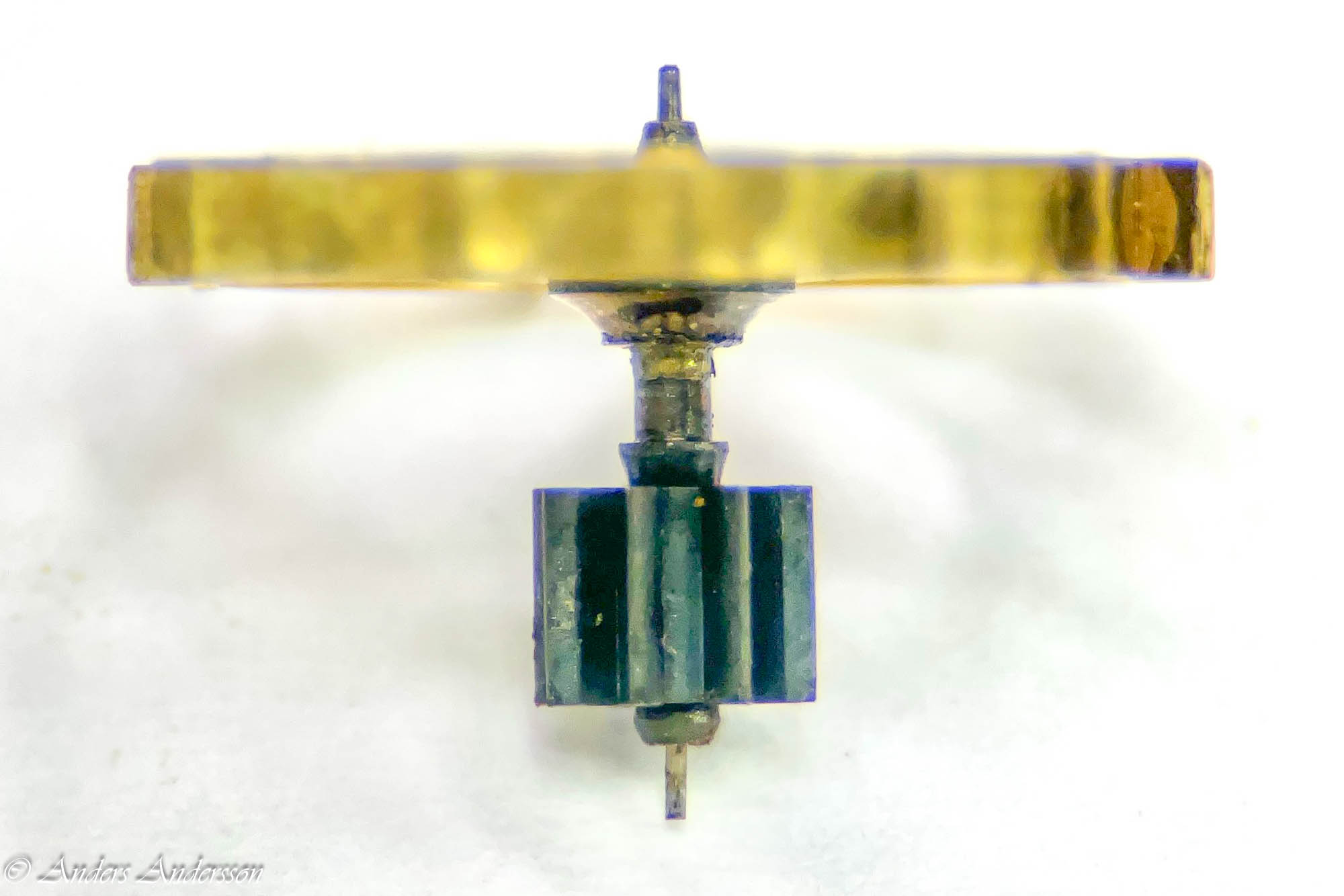
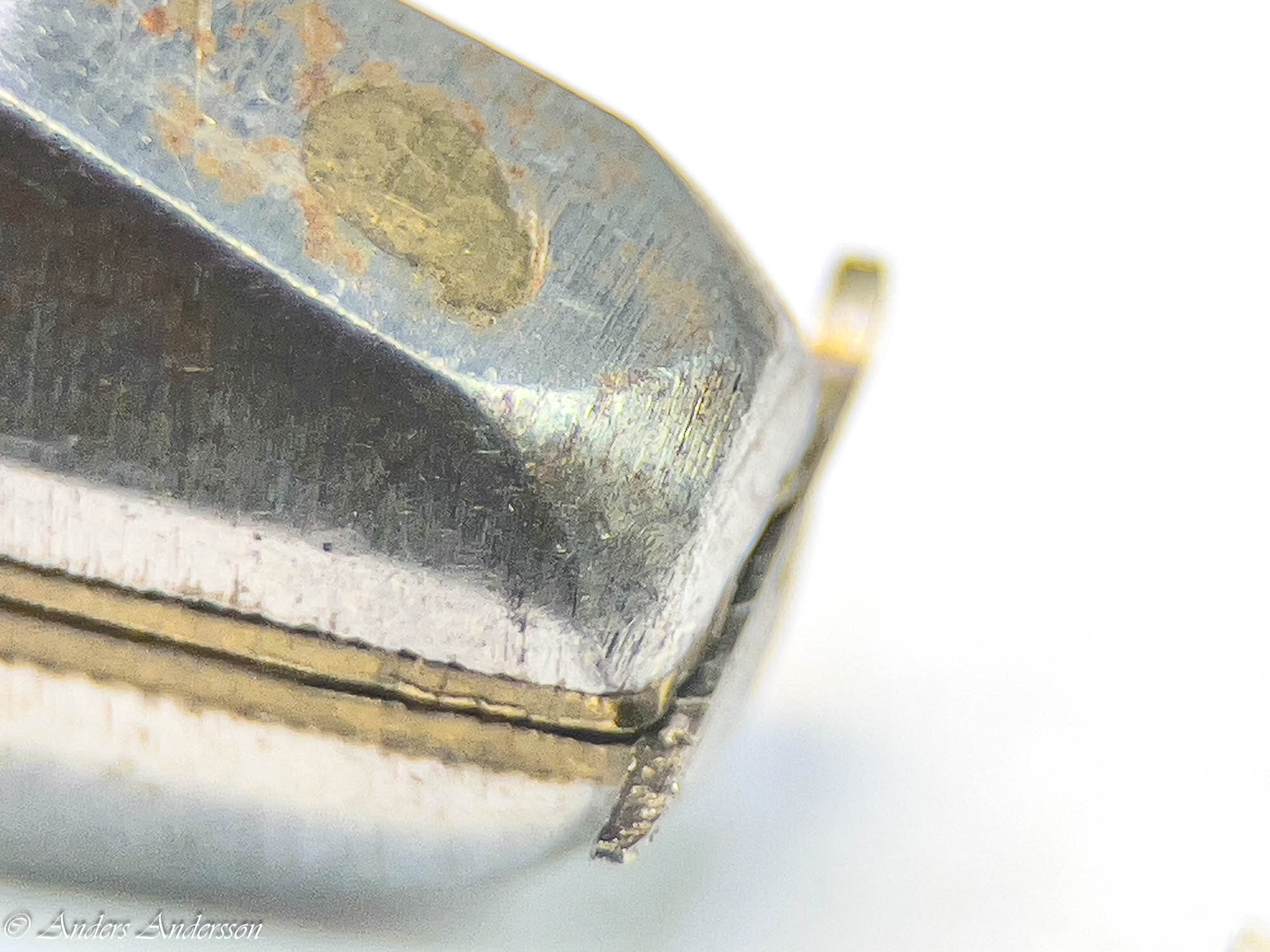
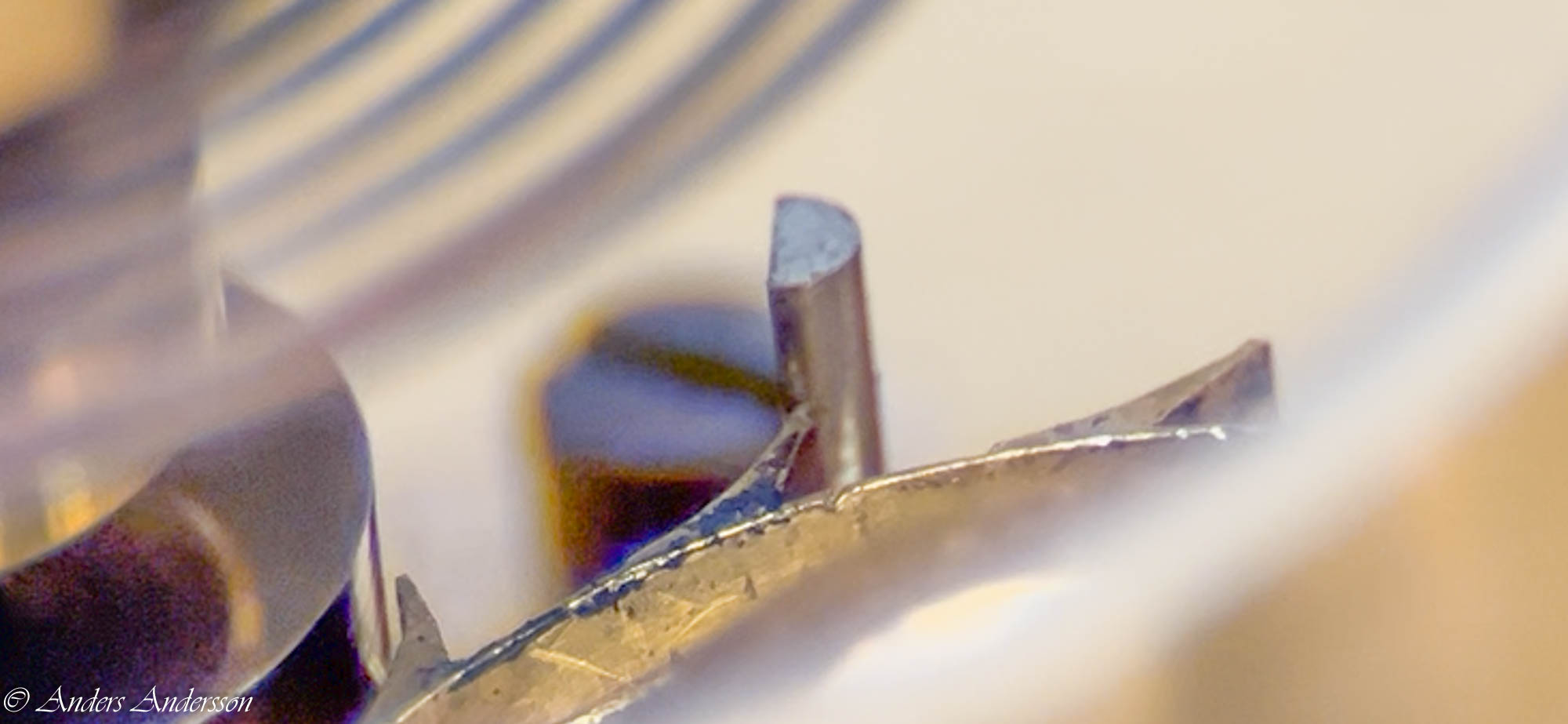
 Undre balanstappen rejält böjd. Man antyder rost på balansskänkeln.
Undre balanstappen rejält böjd. Man antyder rost på balansskänkeln.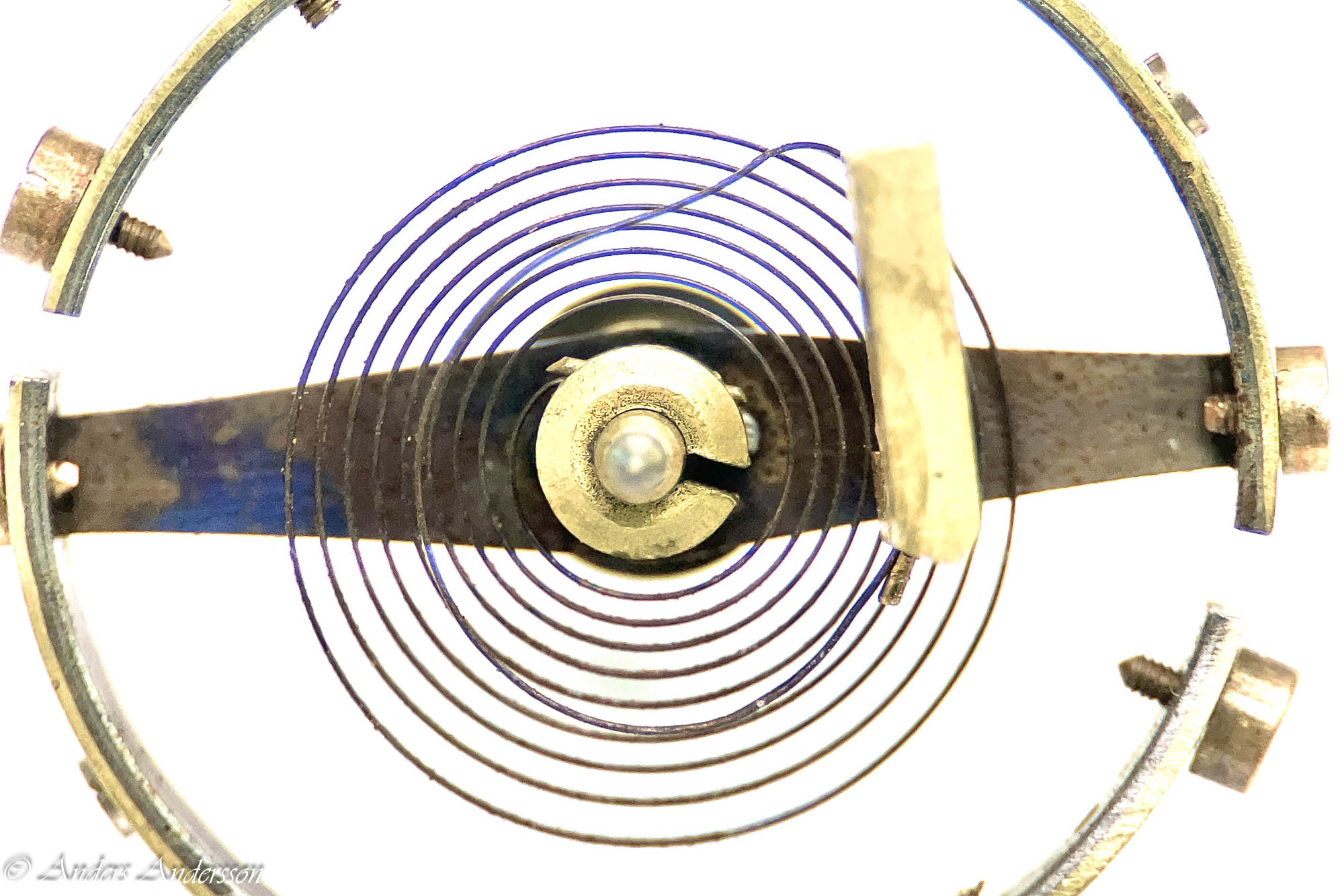






















































































{kind=link}