
Jag fick frågan:
-Hur svårt är det att göra ett fjäderhus till ett armbandsur?
-Jag vet inte för jag har aldrig provat!
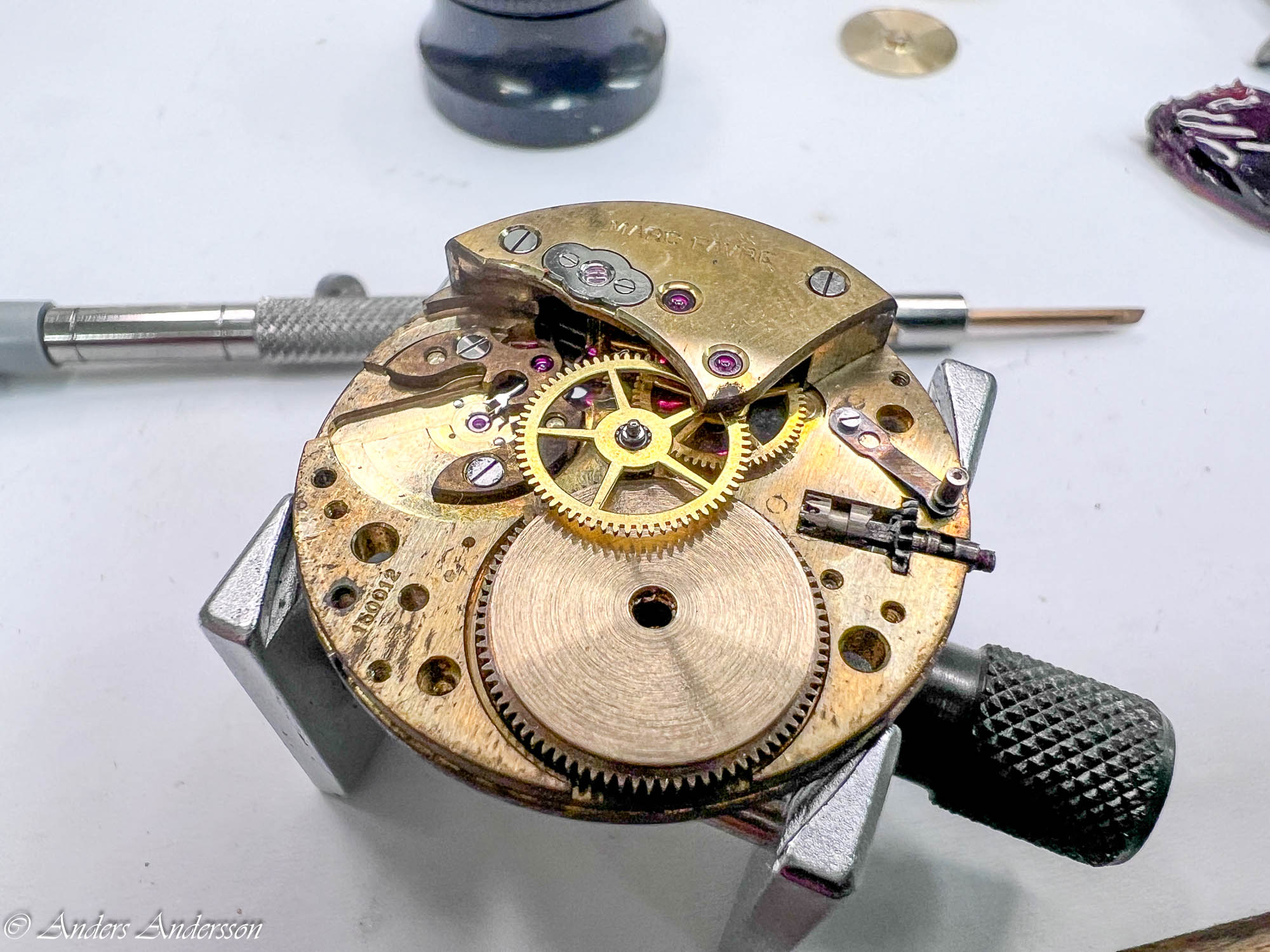
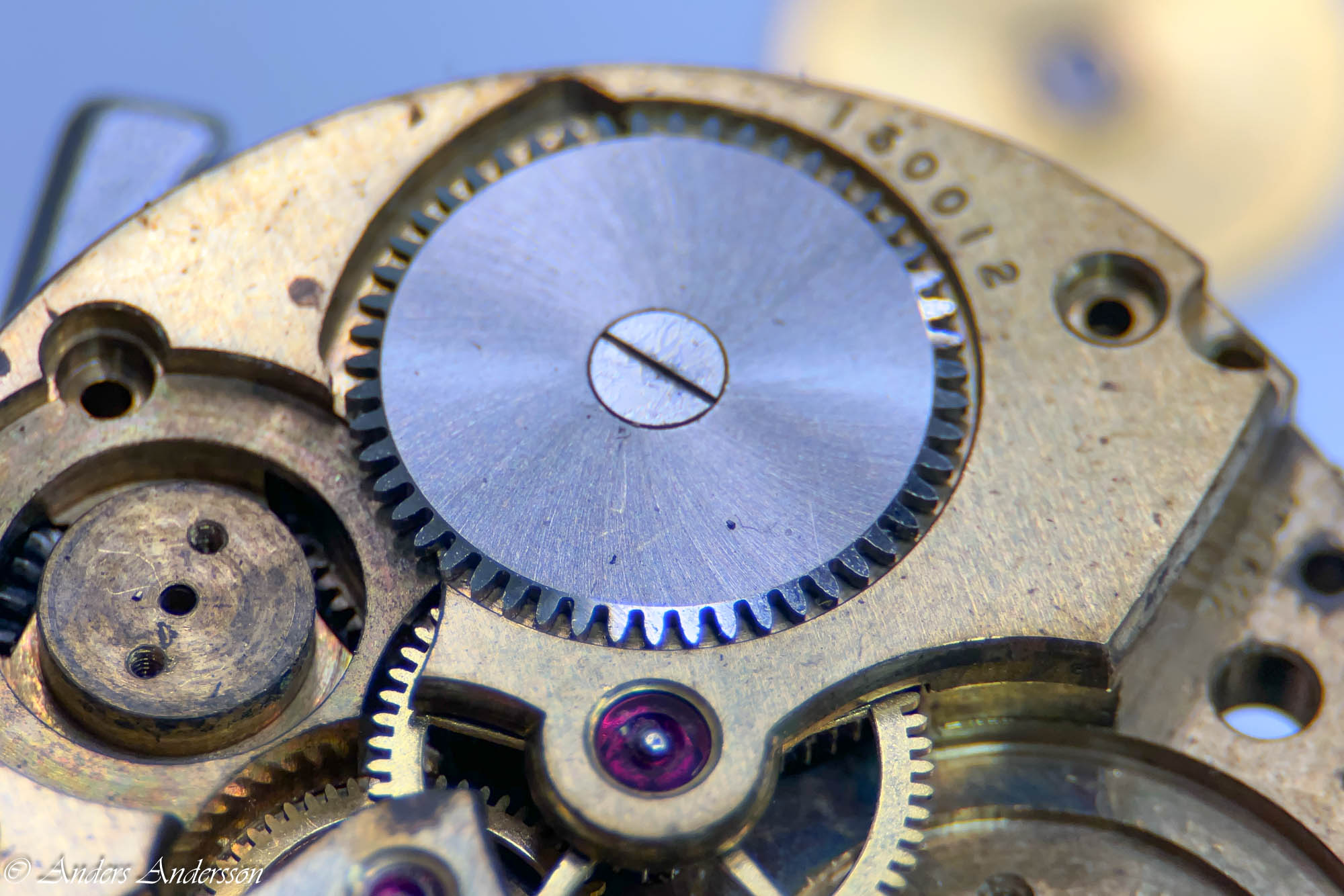
Jag fick i min hand tre klockor – ett Universal armbandsur och två Marc Favre-ur i testboetter. Det ena av Marc Favreuren, 150012 saknade flera delar.



Fjäderhus, fjäderkärna, spärrhjul, spärr, spärrfjäder, spärrhjulsskruv, skruv till fjäderhusbryggan, skruv till hakklove, två verkhållarskruvar, uppdragsaxel, uppdragskrona och avbruten balansaxel kunde jag upptäcka vid en första koll.
 När jag tagit bort tavlan saknades dessutom visarväxelhjulet!
När jag tagit bort tavlan saknades dessutom visarväxelhjulet!
Ja, onekligen en ganska lång lång lista på saknade delar…
Enligt Eric skulle Universal kaliber 128 vara liknande och vissa delar från det verket borde passa Marc Favren.
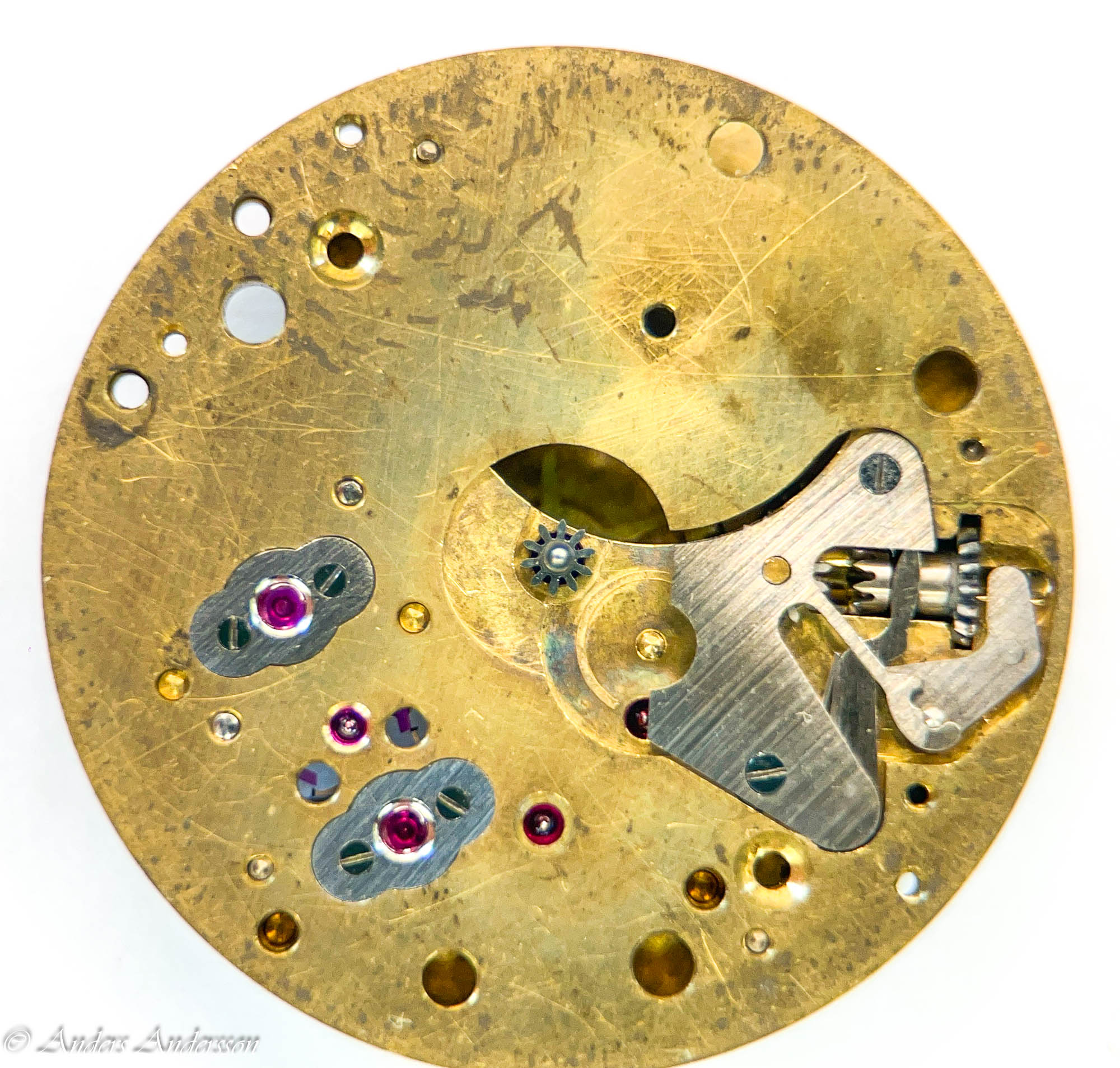
Marc Favre, tavelsida.
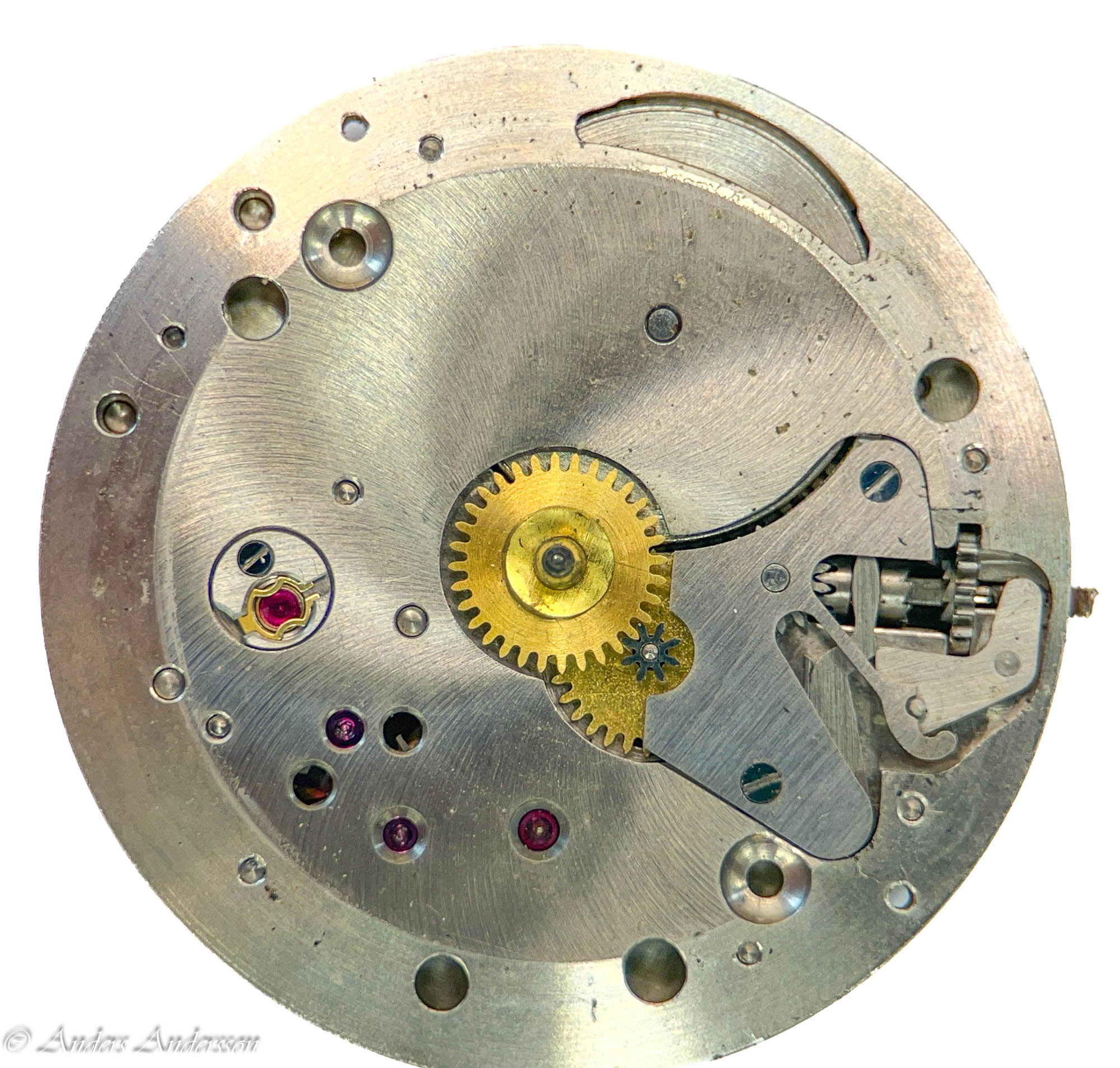
Universal kaliber 128, tavelsida.
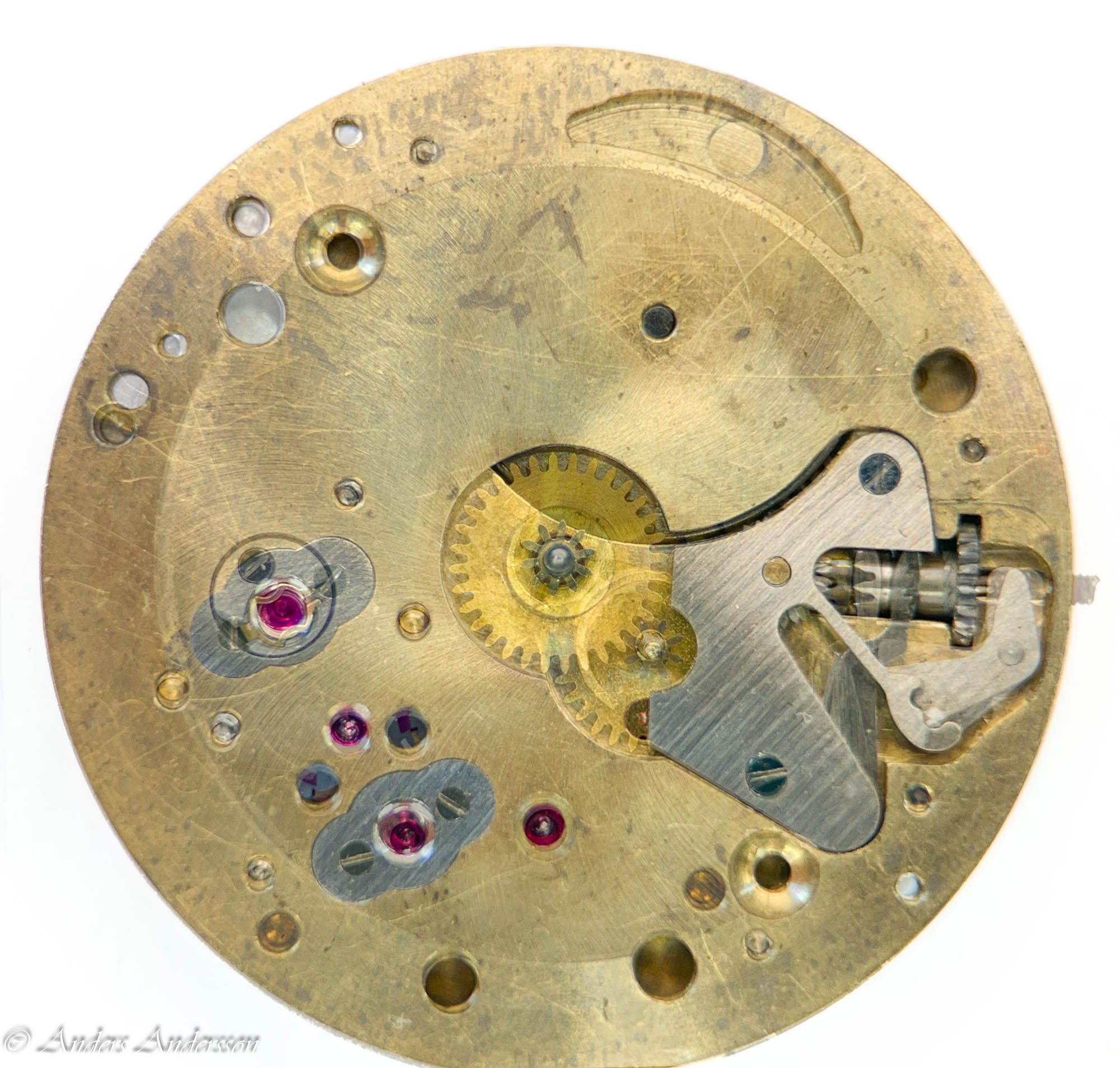
Båda verken ovanpå varandra.
Naturligtvis hade Eric rätt!
Efter en jämförelse med det andra Marc Favreverket och Universal 128 visade det sig att uppdragsaxel, visarväxelhjul, spärrhjul och spärrhjulsskruv, skruv till hakklove kunde användas. Verkmästarna i Göteborg hade flera av delarna i lager.
Undersökte om någon av mina hjulfräsar kunde fungera.
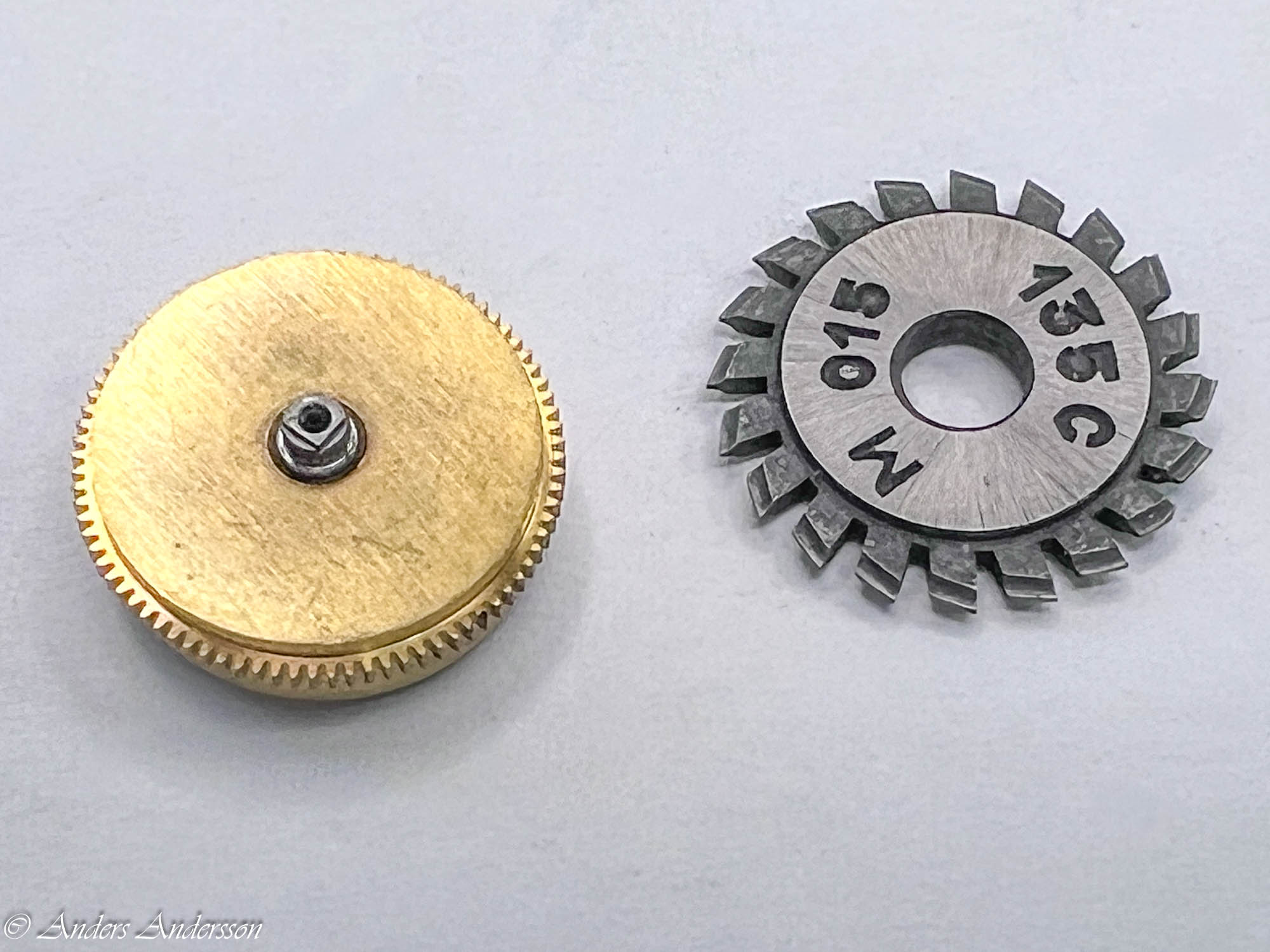
Fjäderhuset från Marc Favre 150010 tillsammans med min minsta fräs.
Jag räknade på vilken modul fräsen skulle ha – M 0,15, jag hade en lämplig fräs!
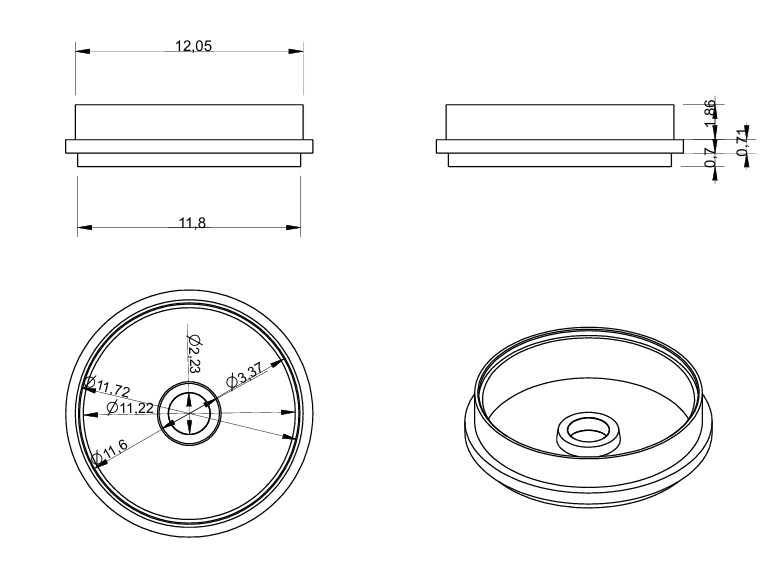
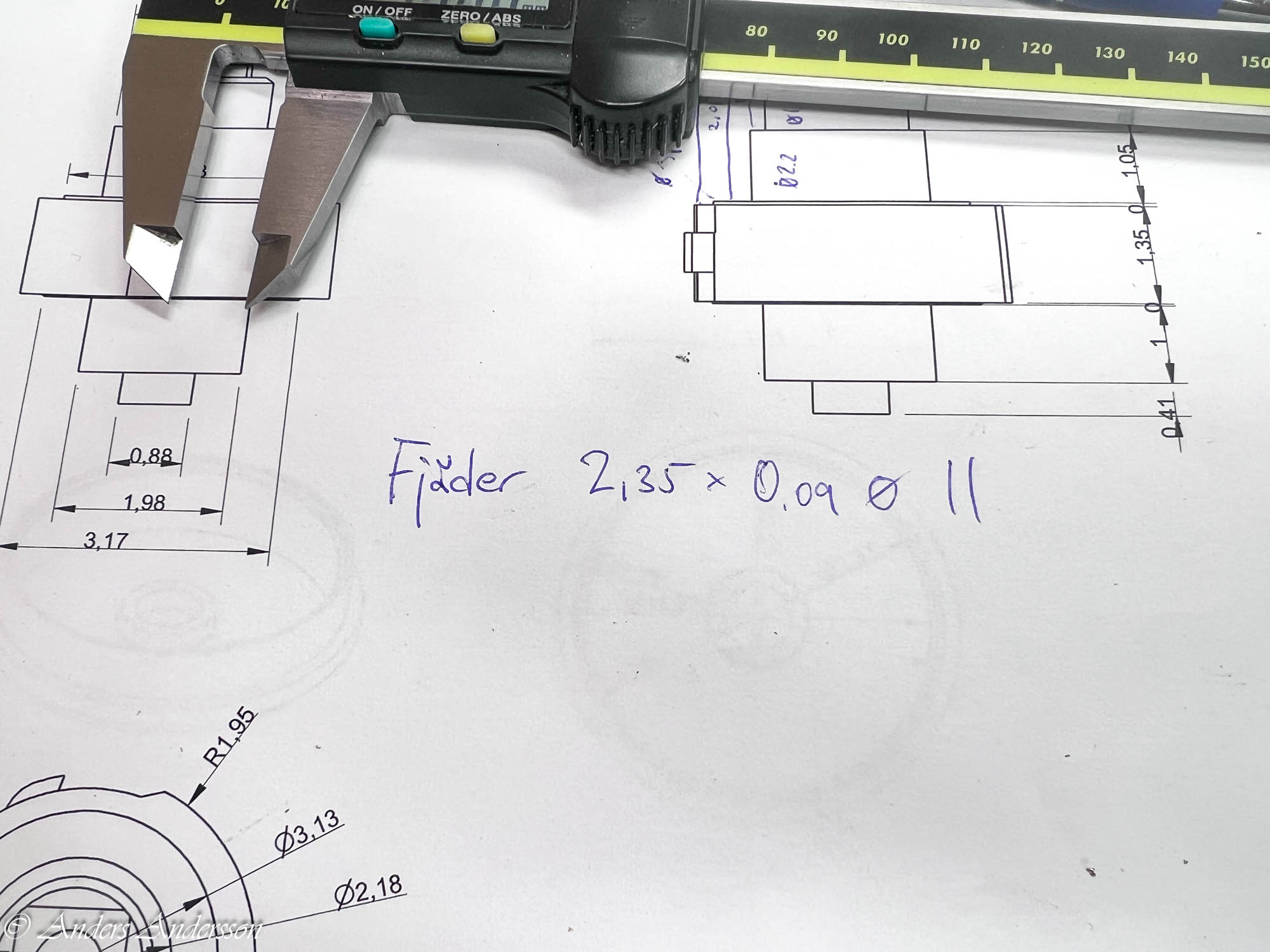
Tänkte att jag börjar med att tillverka själva fjäderhuset och fräsa tänderna. Men allra först gjorde jag de ritningar som behövdes. Allt blev ju betydligt enklare när jag hade en förebild som jag kunde kopiera.

Borrar ett centrumhål och svarvar ämnet till 13,08 mm.
Svarvar till ett ämne av mässingsstång. Använder man stång får man en hård och fin mässing lämplig till hjul.
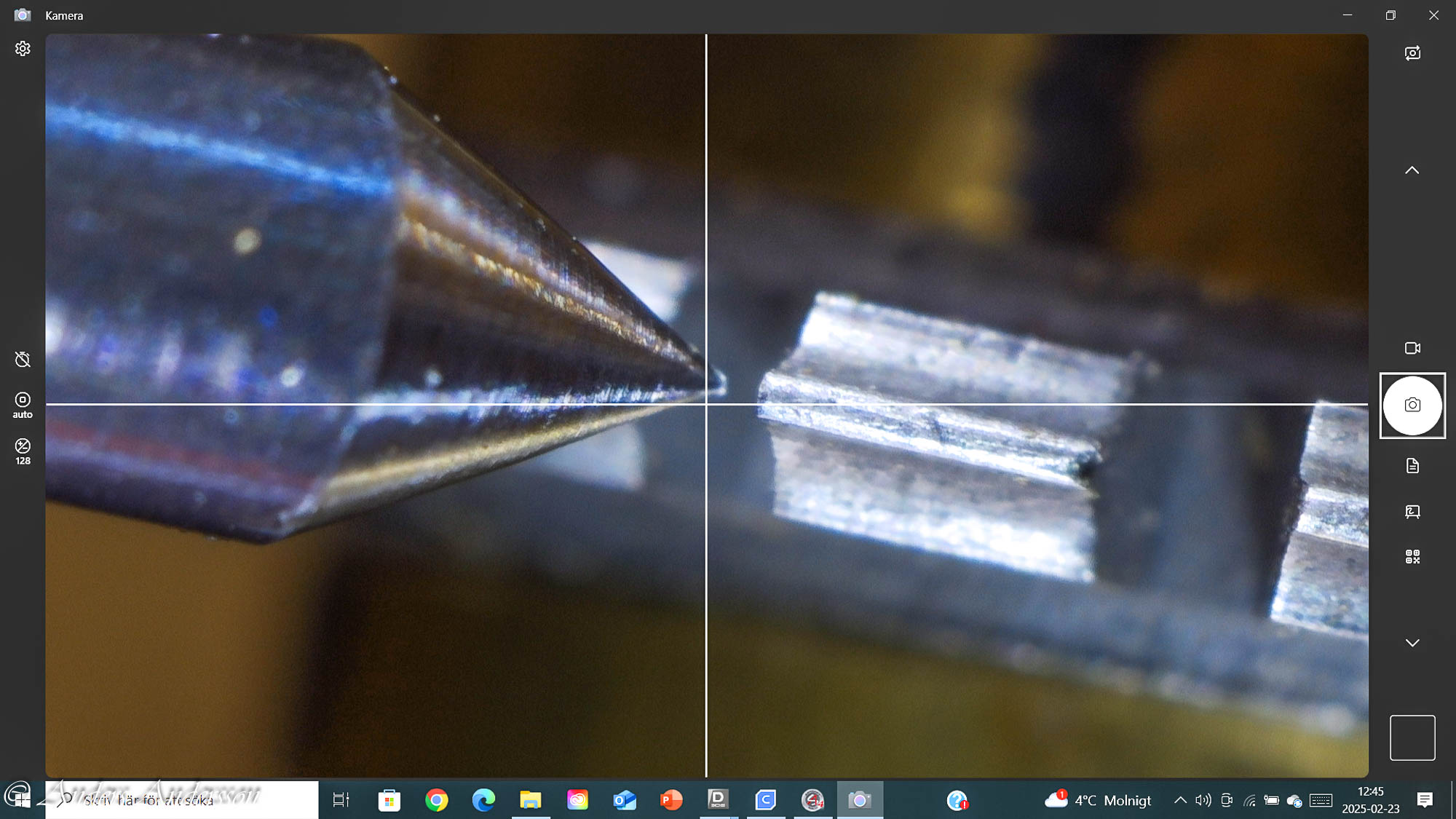
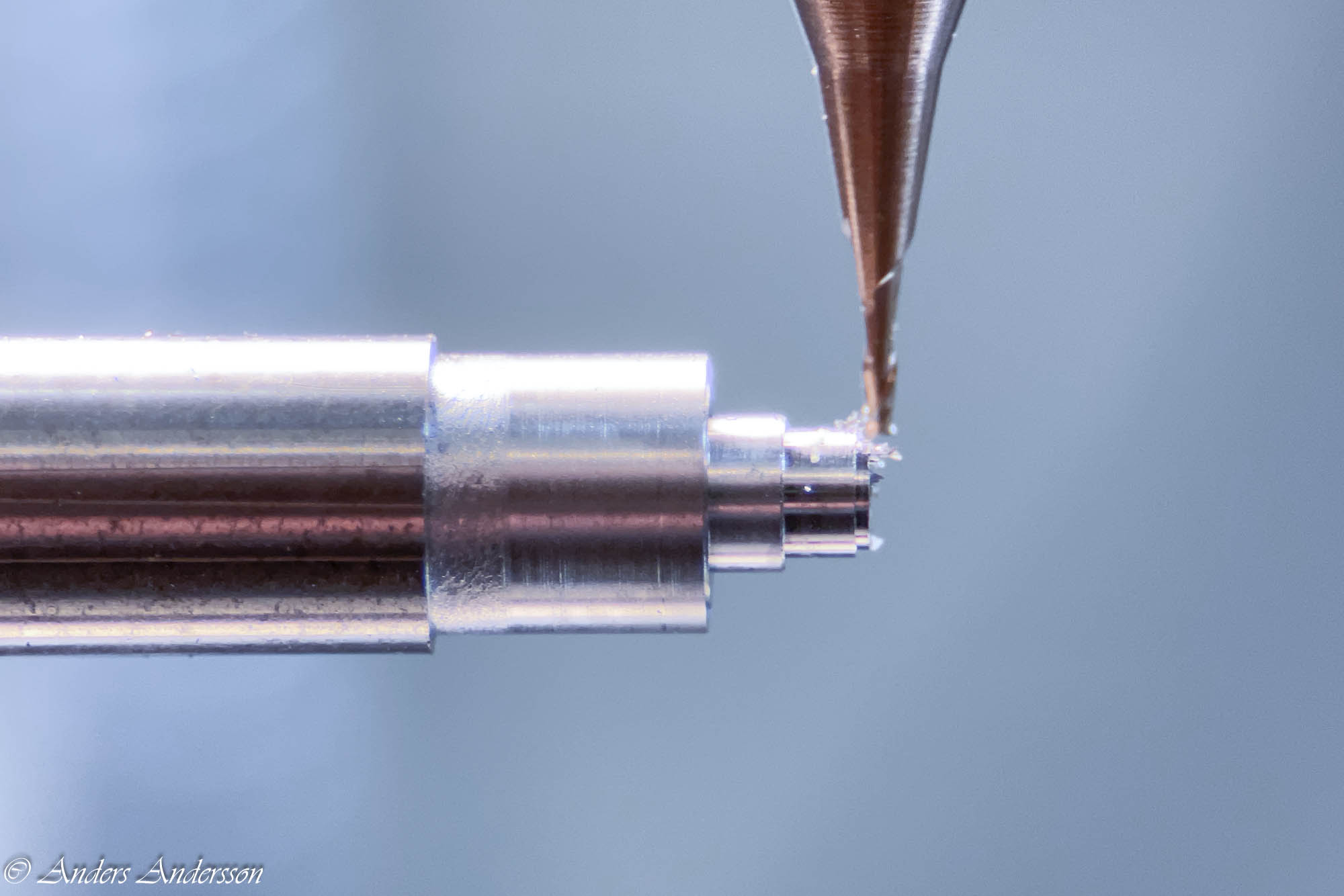
Använder ett USB-mikroskop för att ställa in höjden på fräsen mot en centreringsspets.
Nästa steg är att sätta upp fräsen i fräsmaskinen och se till att allt är centrerat och går runt och fint.
Skriver ett enkelt program till CNC-maskinen som styr fräsen och delningen.
Det kan se ut så här för att fräsa 84 tänder:
g00
m03 s3000 (Startar frässpindeln med 3000 varv)
g00 z00 x00 y00 a00 (nollställer alla fyra axlar/koordinater till noll = startpunkt. Z=höjd, X=längd, Y=djup, A=grader på rundmatningen.)
M98 P1001 L84 (kör program 1001 84 gånger = tandantalet)
m05
O1001 (program 1001)
g00 y -3.4 (flyttar ut fräsen 3,4 mm från fräsämnet så att fräsen kan passera fritt)
g01 f50 y00 (nu djupmatas fräsen med hastigheten 50 till koordinaten 0, till rätt position för att fräsa)
g01 f50 x14.0 (längdmatning i hastighet 50 till position 14 mm in i ämnet, första tandmellanrummet fräses)
g01 y -3.4 (nu flyttas fräsen ut 3,4 mm från ämnet)
g00 x00 (nu flyttas längdmatningen till nollpunkten)
g91
g00 a4.28571429 (här vrids ämnet 4.28571429 grader, redo för nästa tand)
g90
M99
I verkligheten ser det ut så här:
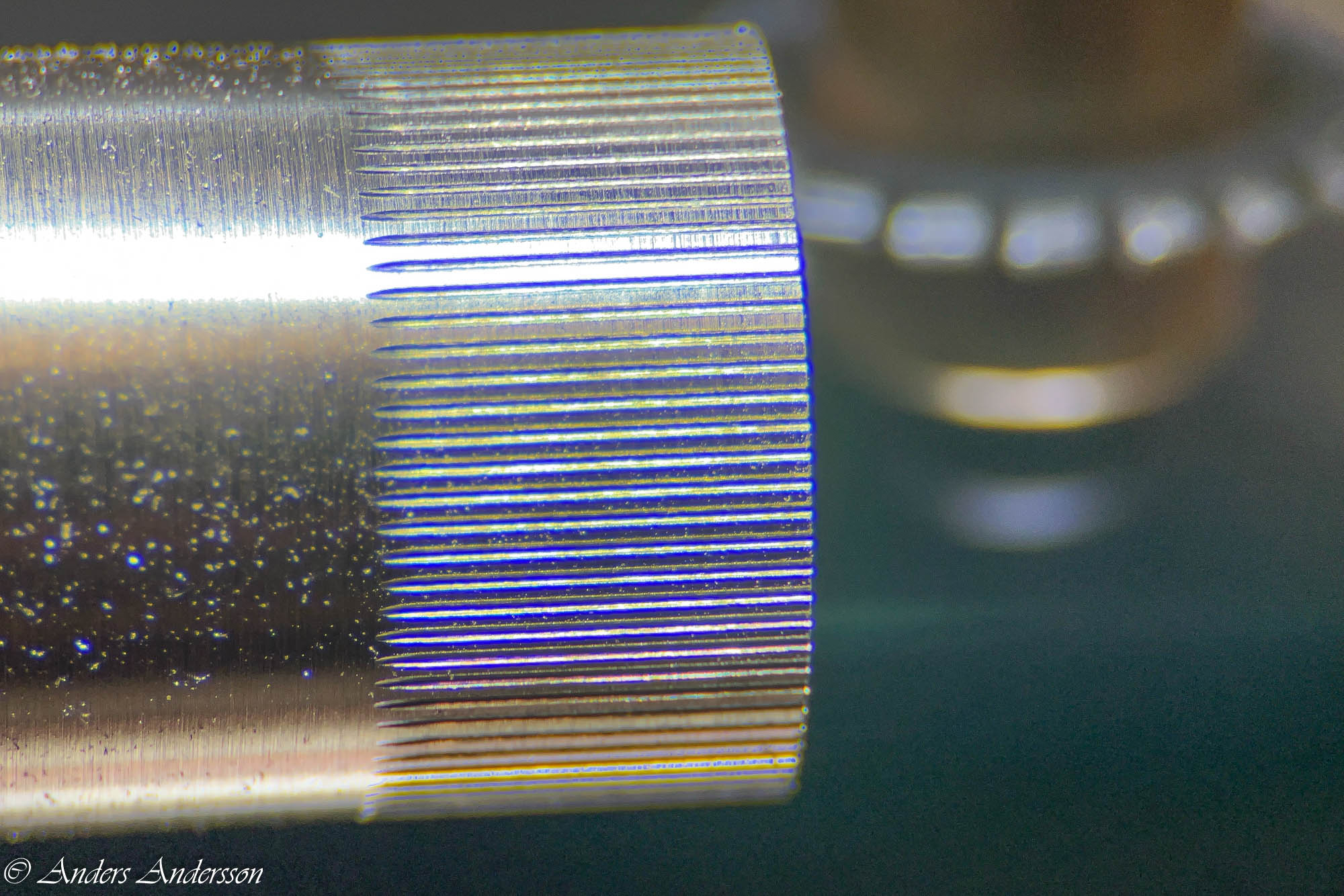
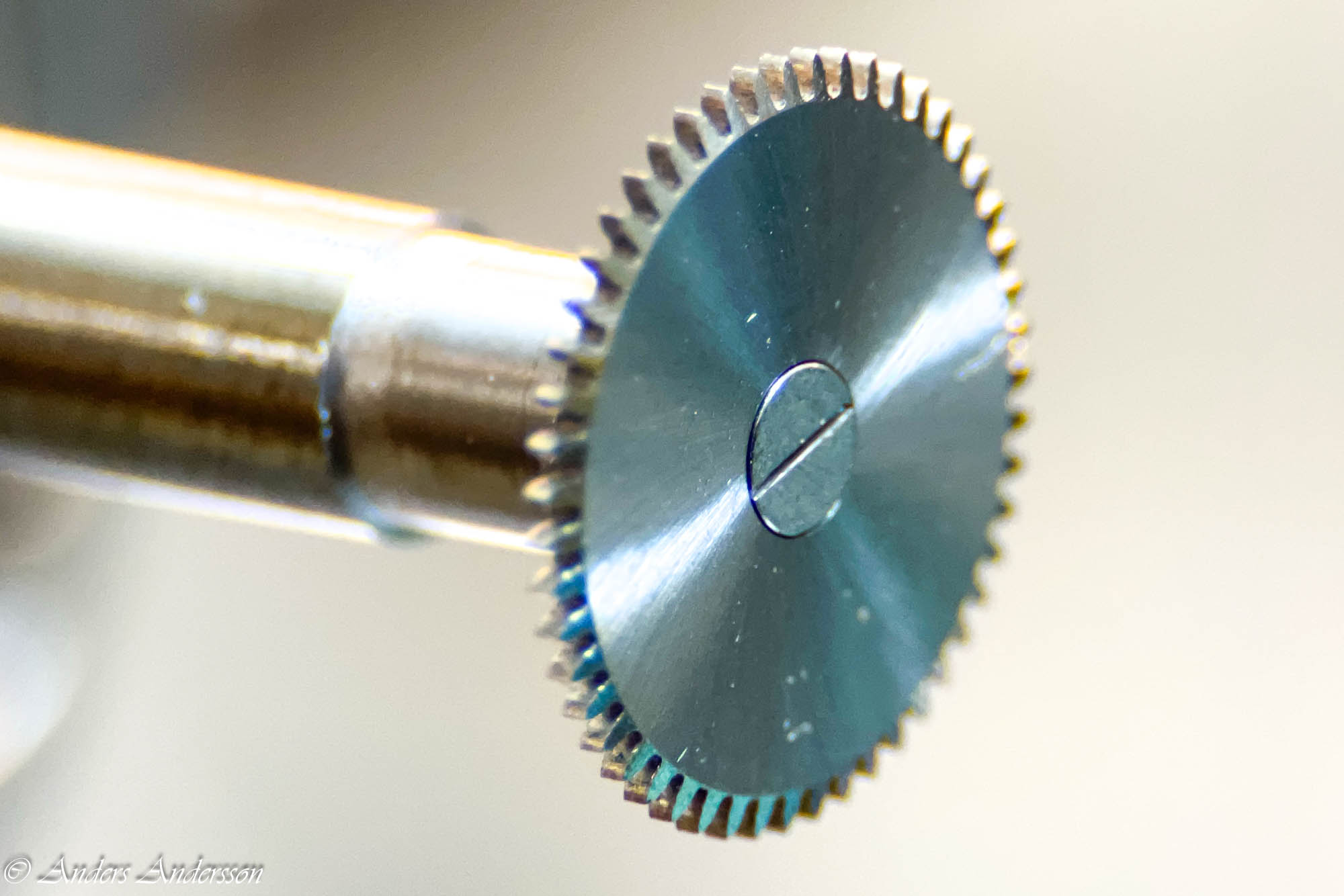
Fräst första varvet.
Tar det sista.
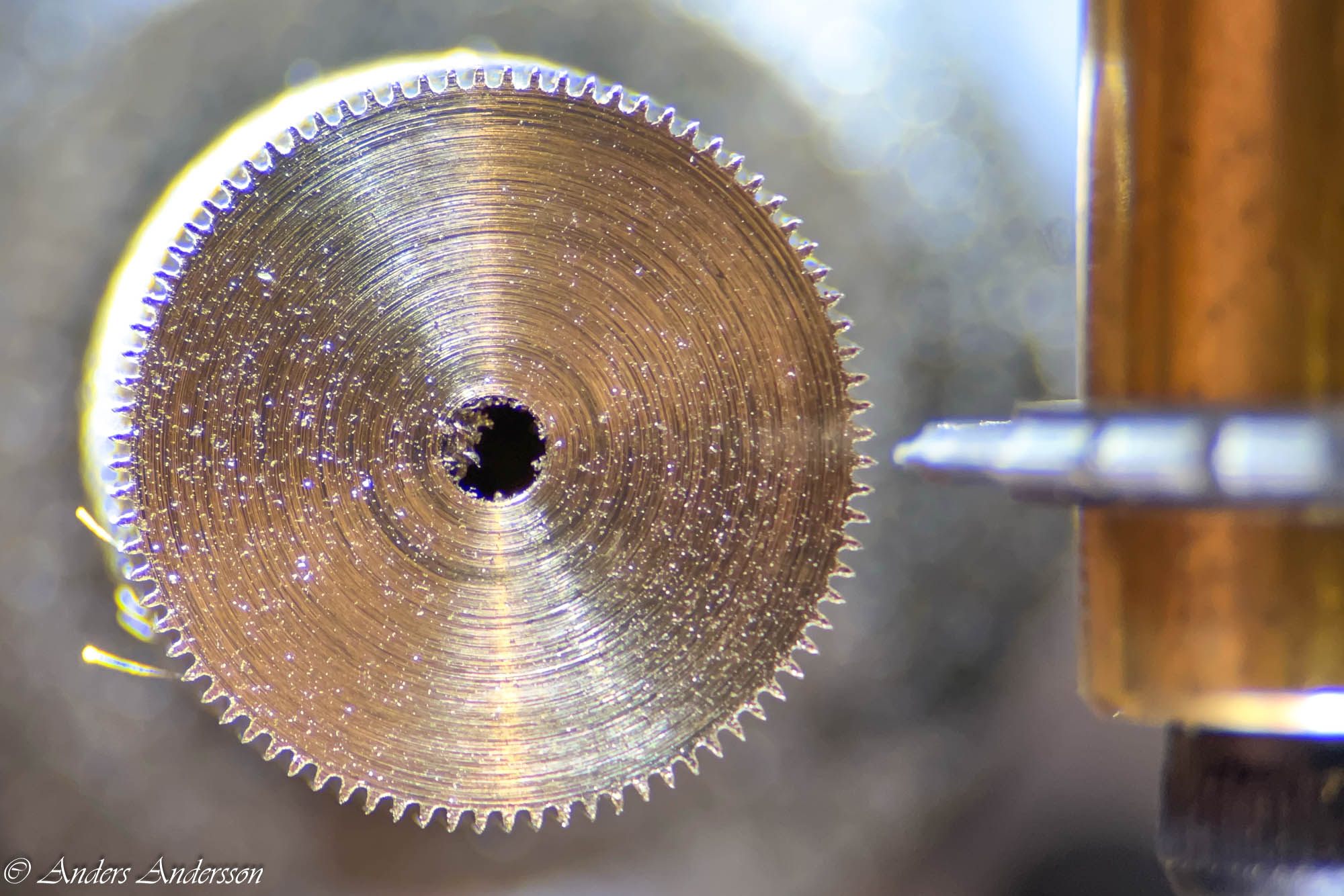
Fräsningen klar.
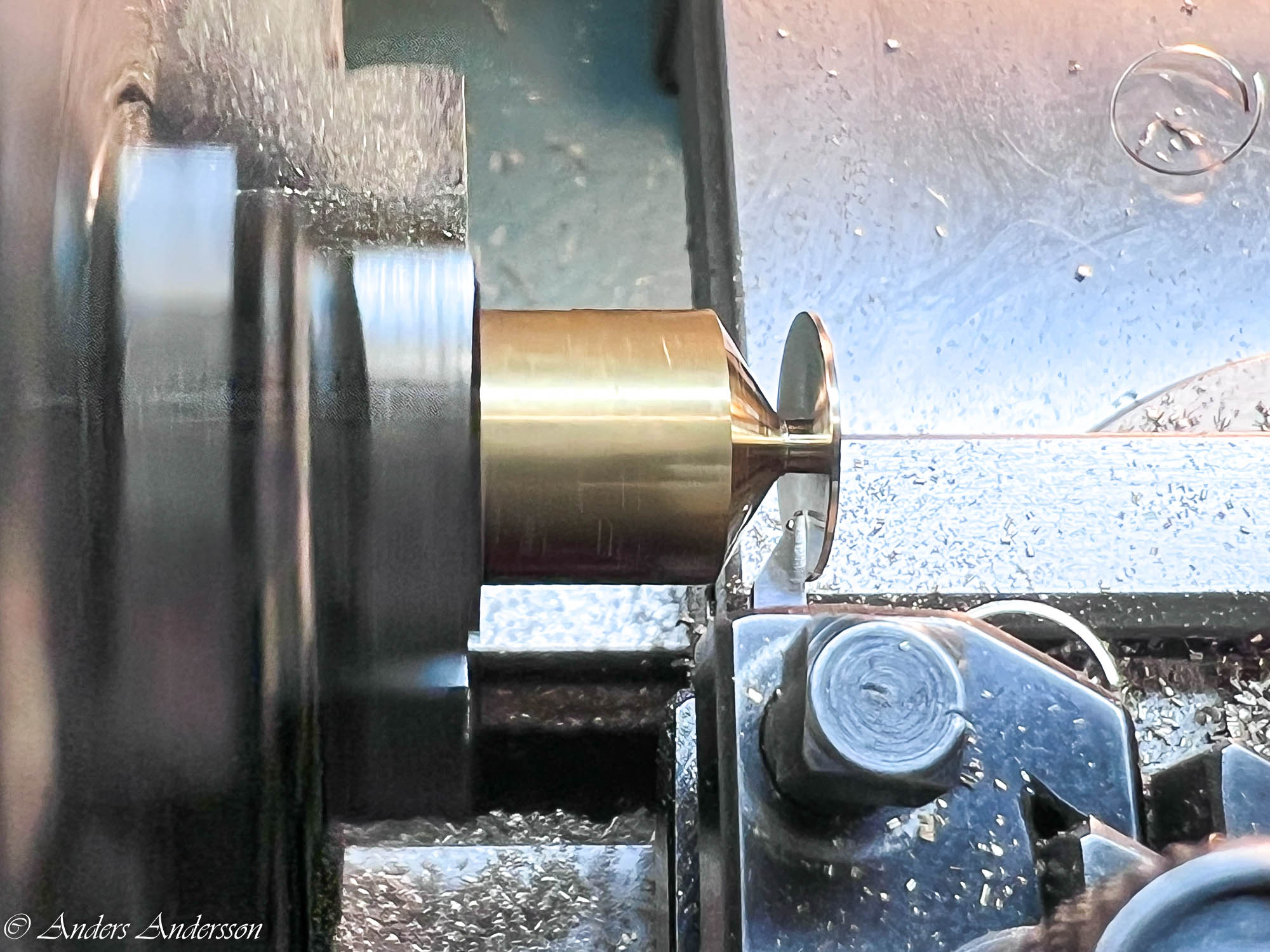
När fräsningen av tänderna var klar återstod att följa min ritning för fjäderhuset och svarva till formen.
Svarvningen klar. En kontroll i verket.

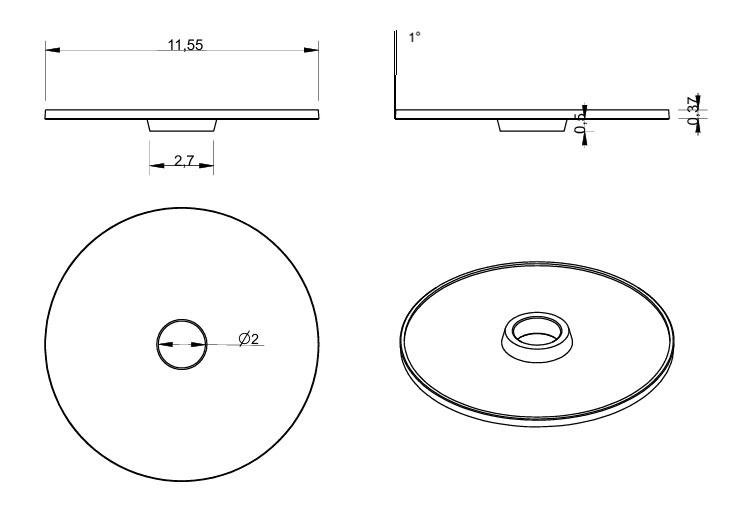
Nästa steg var att svarva locket.

När man svarvar ett så här tunt ämne som ett fjäderhuslock får man använda en speciell teknik, det går inte att bara sticka av med ett stickstål.
Har slipat ett speciellt svarvstål för ändamålet. (Använde samma när jag svarvade ur insidan av fjäderhuset.) Lägger ner mycket tid på att polera svarvstålet på diamantpapper för att ytan ska bli så fin som möjligt. Kanten på locket och kanten på fjäderhuset svarvas med 1° – 4° konicitet beroende på vem man frågar.
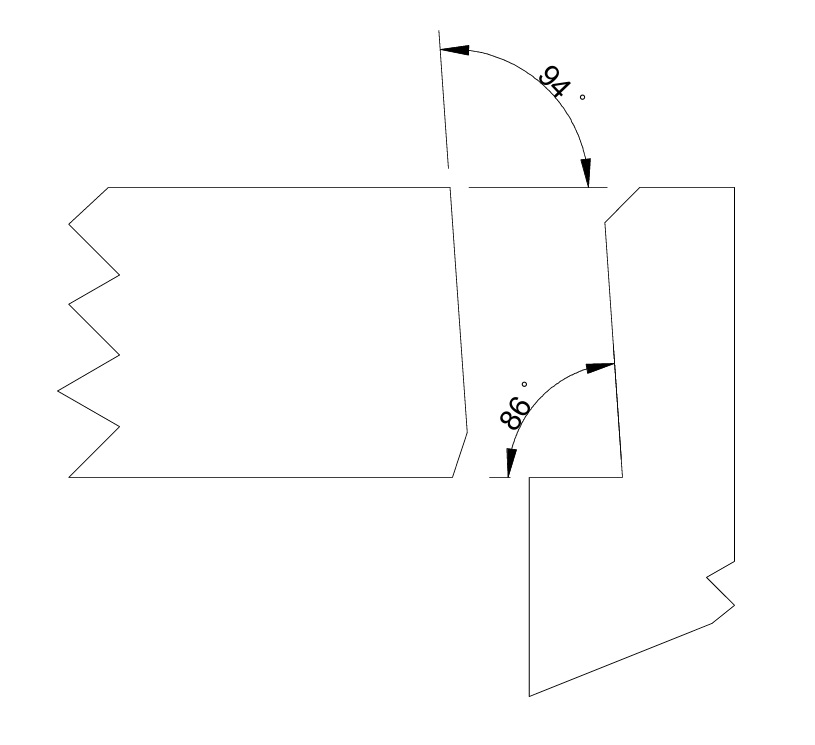
4 graders lutning på kanterna blev det ungefär.

Hålen brotschade till lagom storlek, test med fjäderhuskärnan från 150010. Det som återstår med locket är att fräsa det lilla urtaget i kanten så att man kan sticka ned ett verktyg vid öppning. Nu har jag ett fjäderhus med lock, återstår att göra det klurigaste, fjäderhuskärnan.
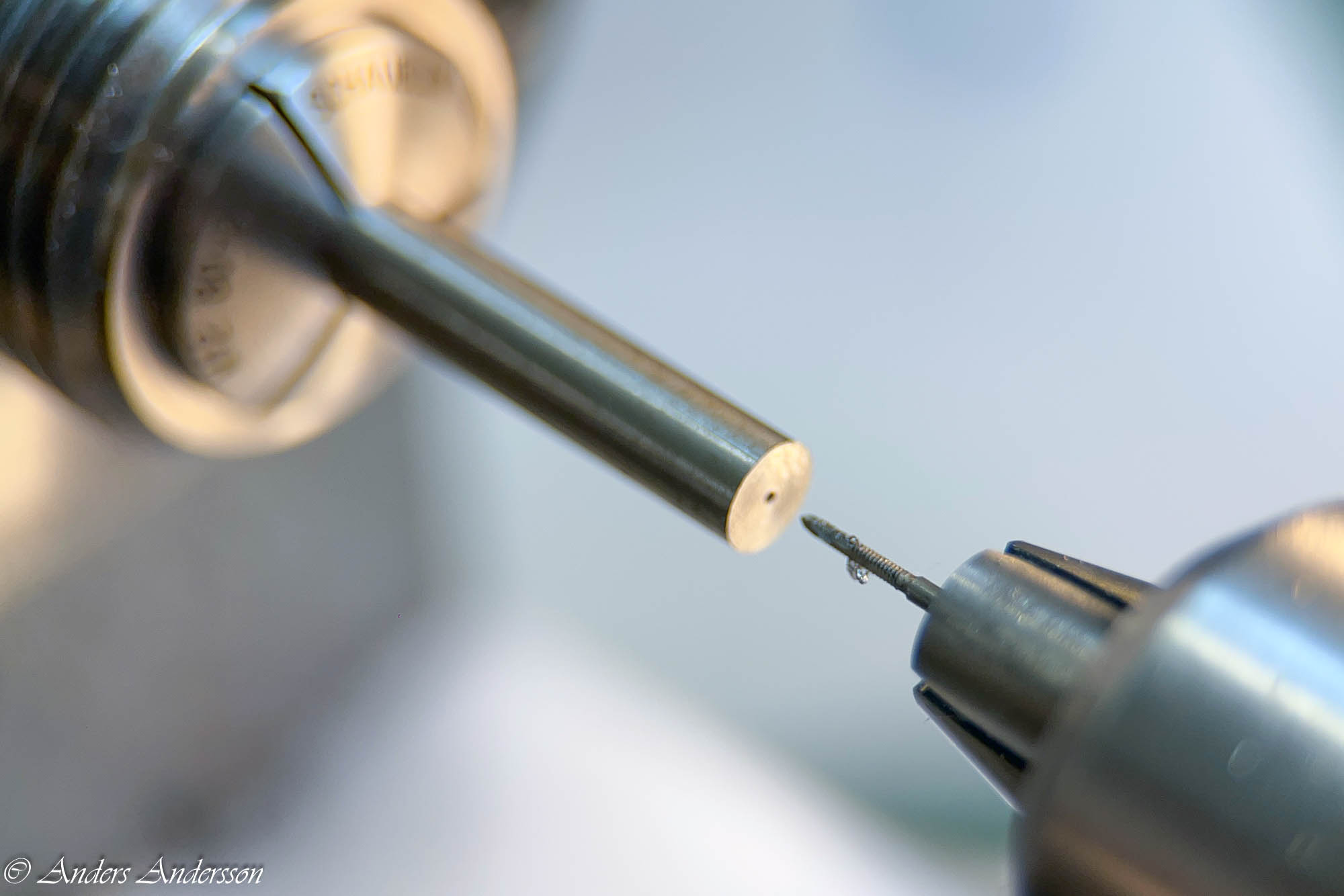
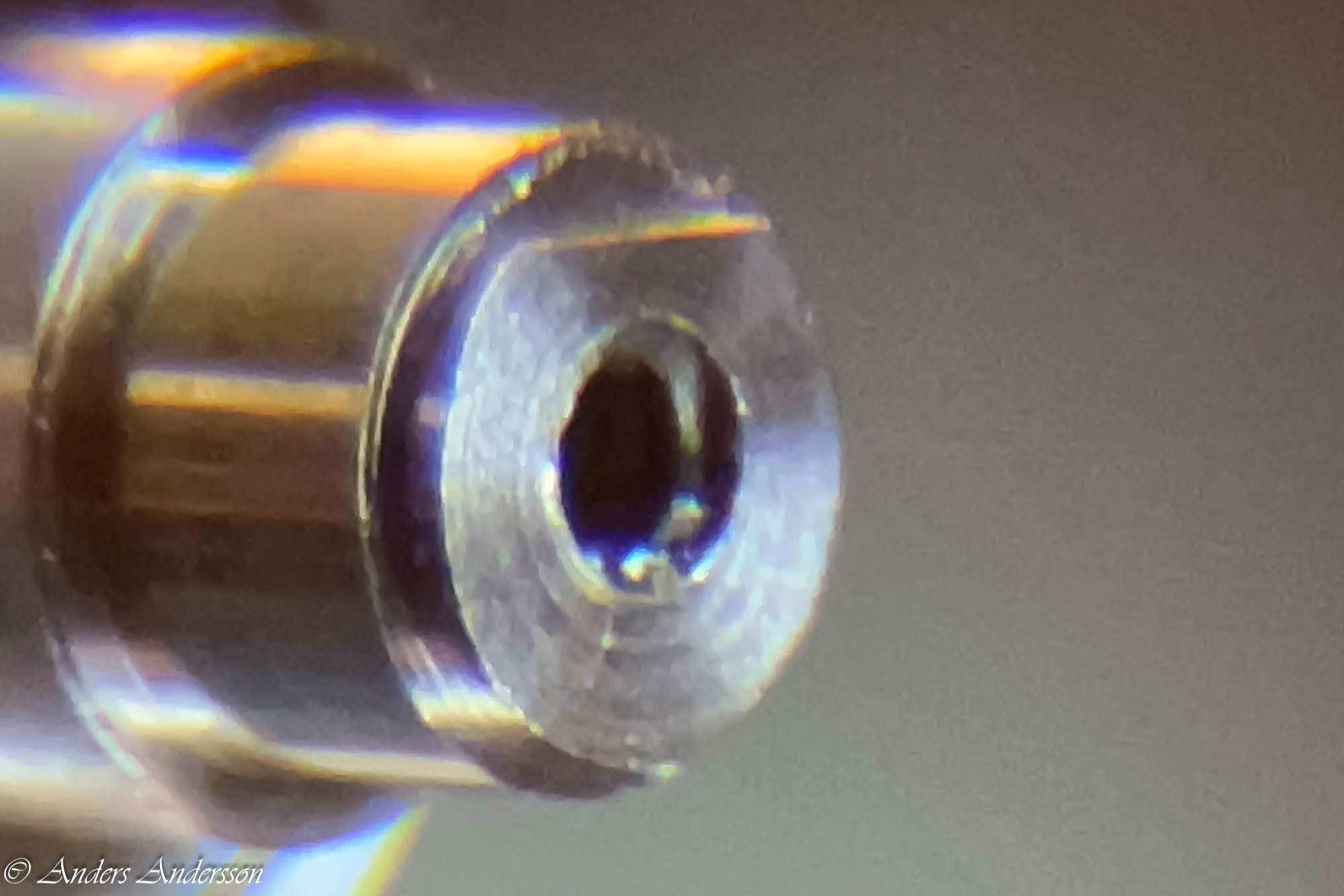
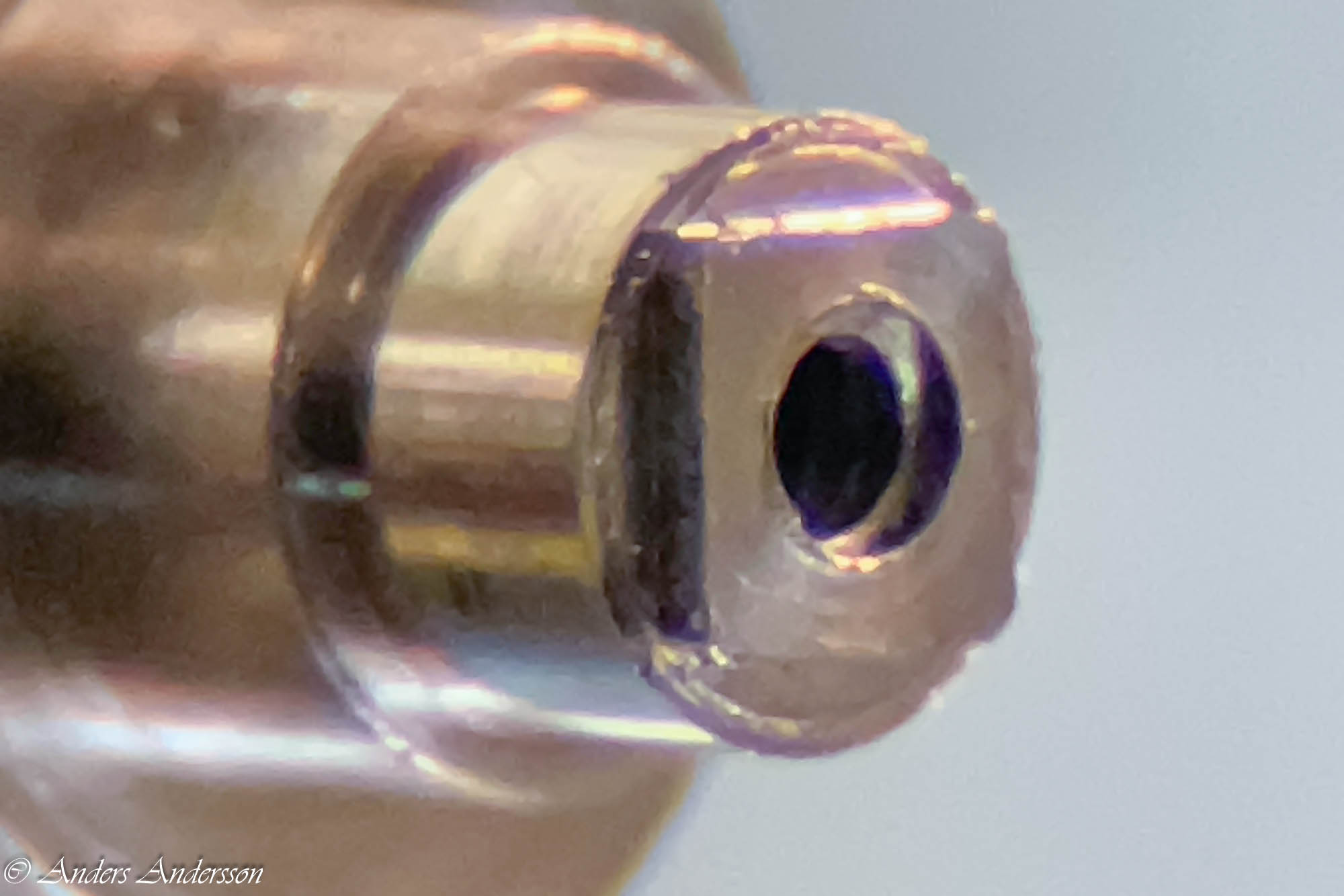
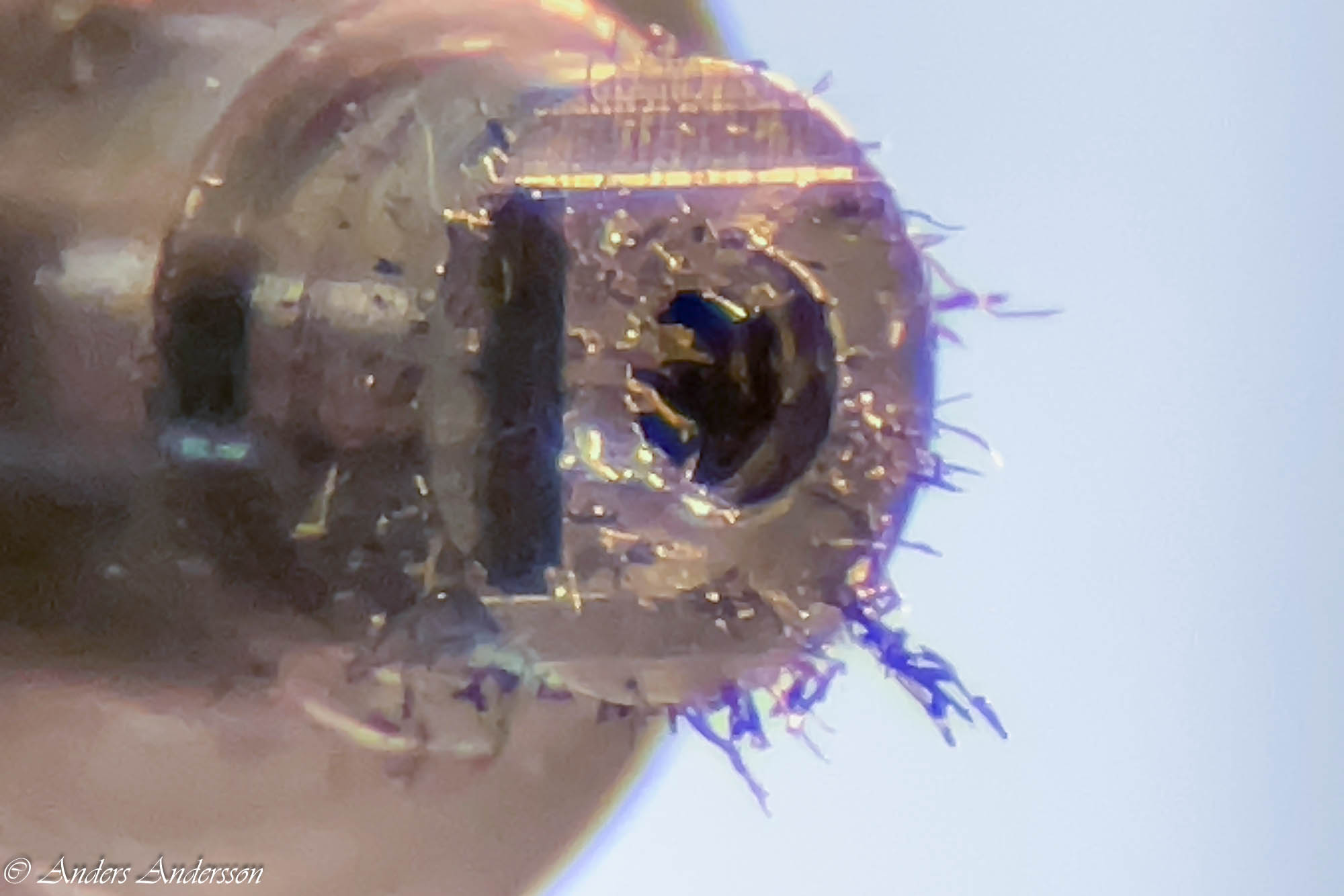
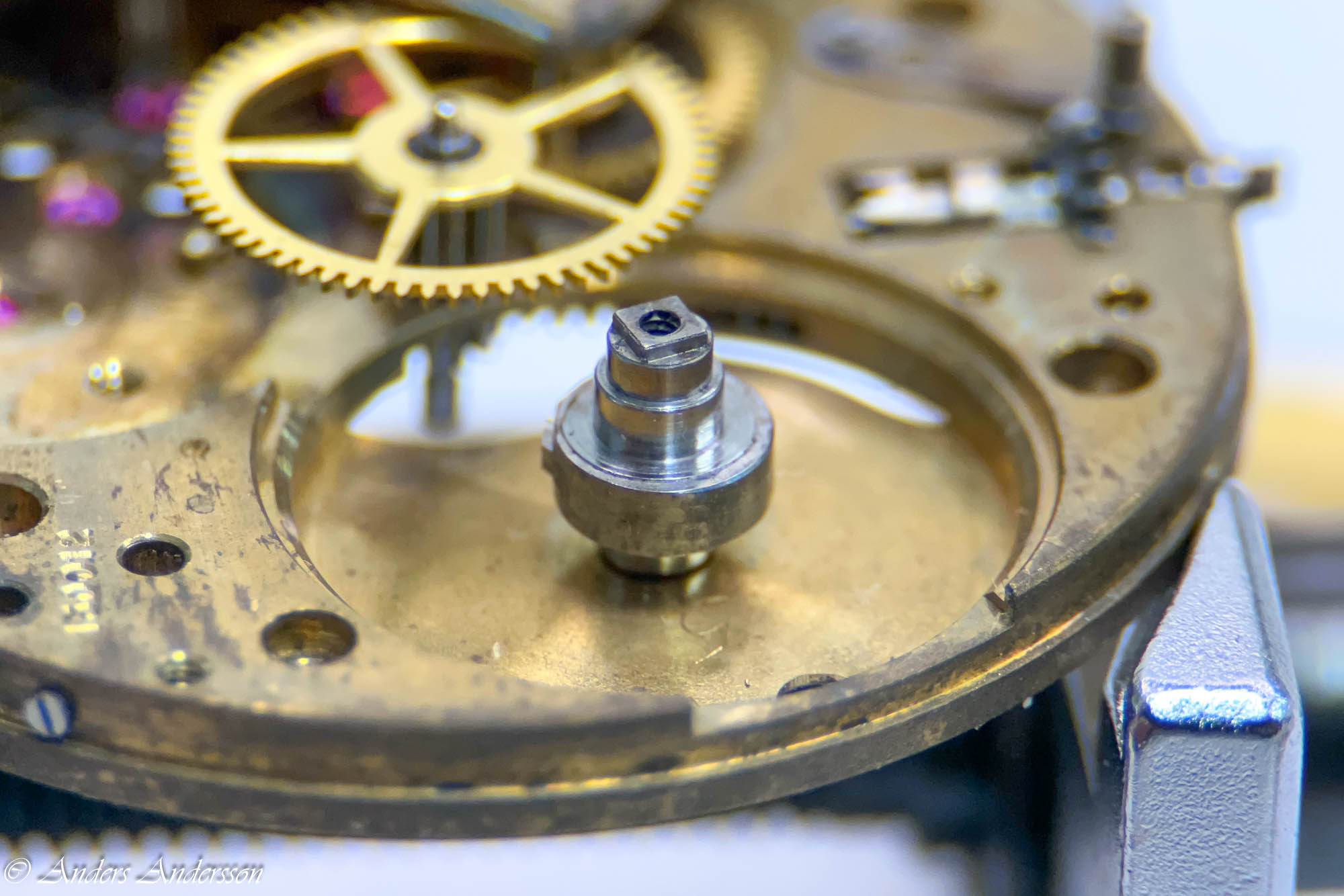
Börjar med att borra och gänga hålet för spärrhjulsskruven.

Provar så att skruven passar.

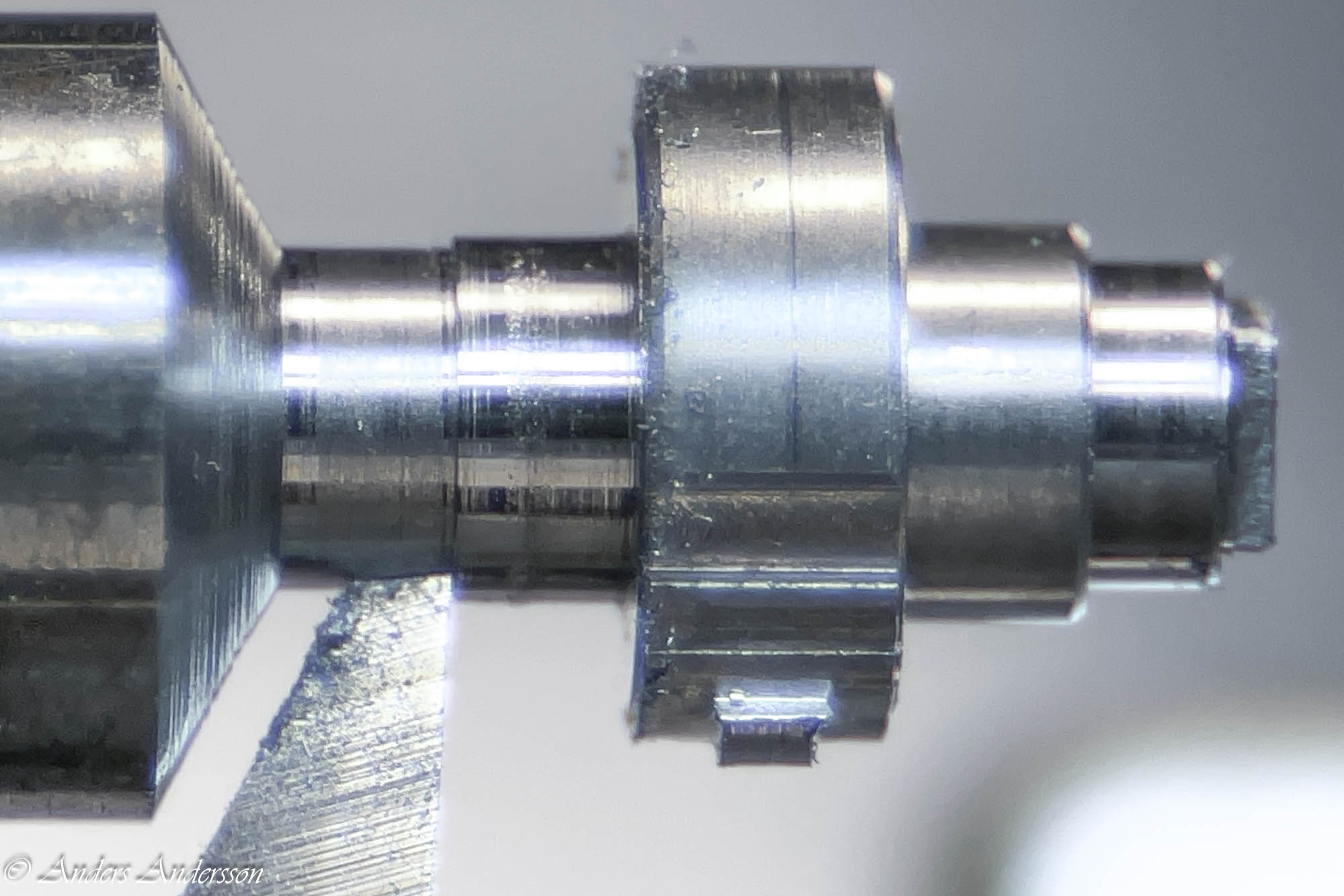
Jag har gjort en liten markering vid fjäderhakens placering, svarvar ansatser för fjäderhusbryggan och för fjäderhuset.
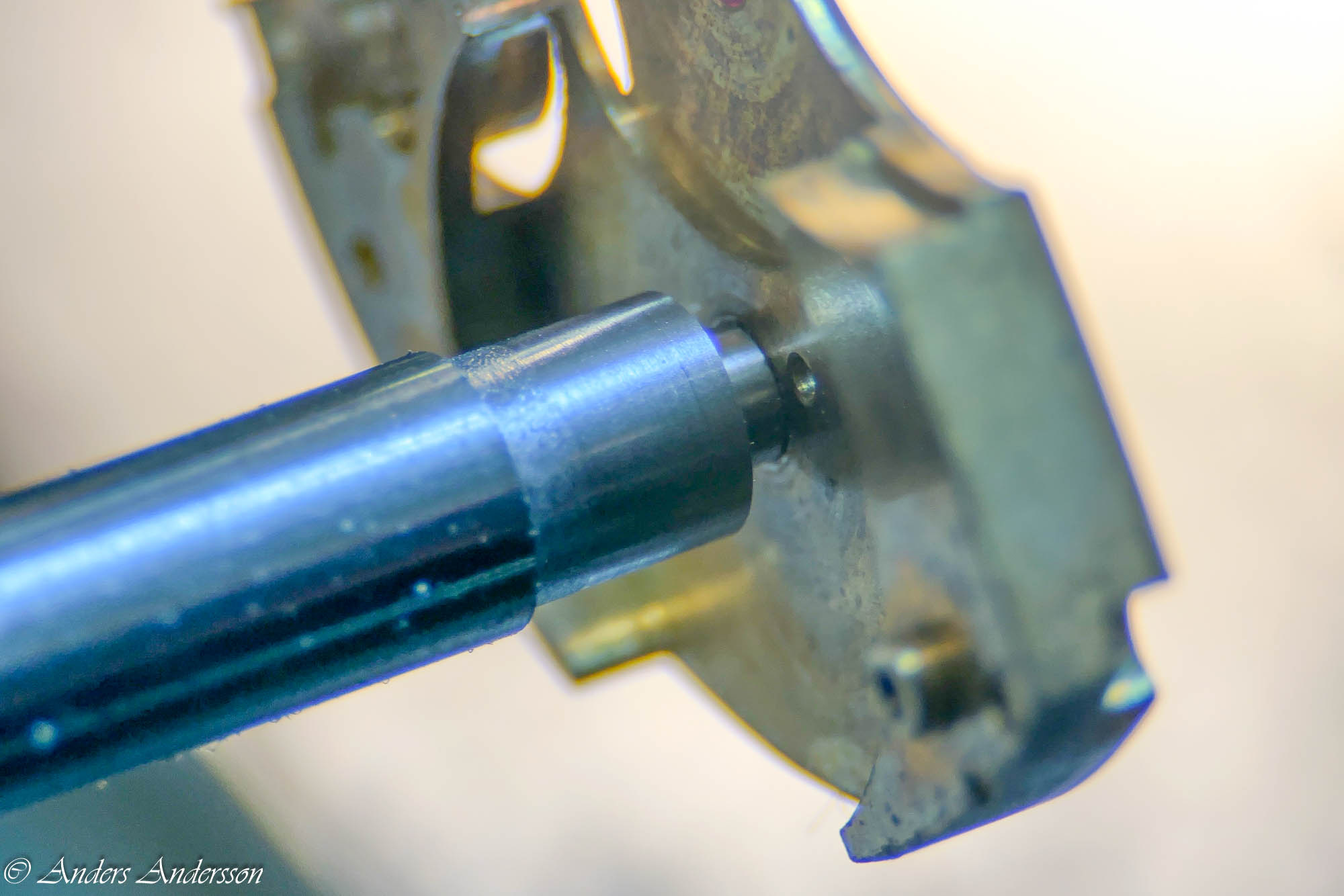
Provar mot bryggan.
Alla längdmått klara, ansatser svarvade.
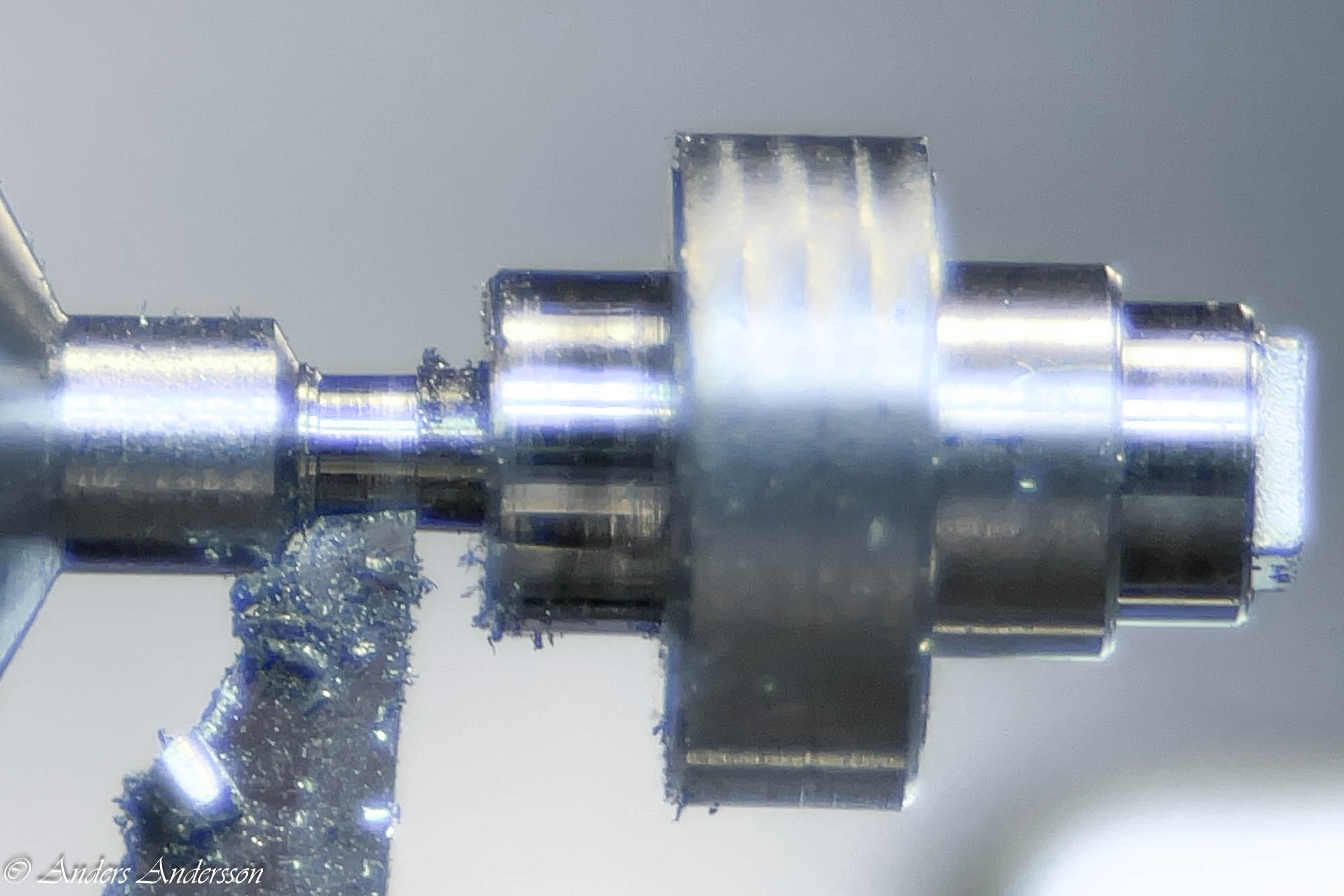
Fräser i svarven med en liten fin pinnfräs.
Första planet fräst.
Fyrkanten formad.
Fräser bort det sista.
Provar med spärrhjulet.

För att fräsa innerfästets hake lägger jag ett shims mellan en av chuckens backar och svarvämnet.

Man kan ana shimset i chucken. Märker även positionen med tusch på back och ämne.
Jag flyttar ut fräsen en liten bit mot mig, sedan fräser jag ett spår tvärs över ämnet. Eftersom jag flyttat ut fräsen kommer haken att luta något så att fjäderns fäste dras in mot kärnan. Sedan fräser jag bort materialet på sidorna så att jag får fram själva haken. Till sist snyggar jag till kanten. Jag frikopplar svarvspindeln och vrider den för hand för att fräsa bort materialet på sidorna om fästet.
En enkel film som visar de olika stegen.
Sidvy.
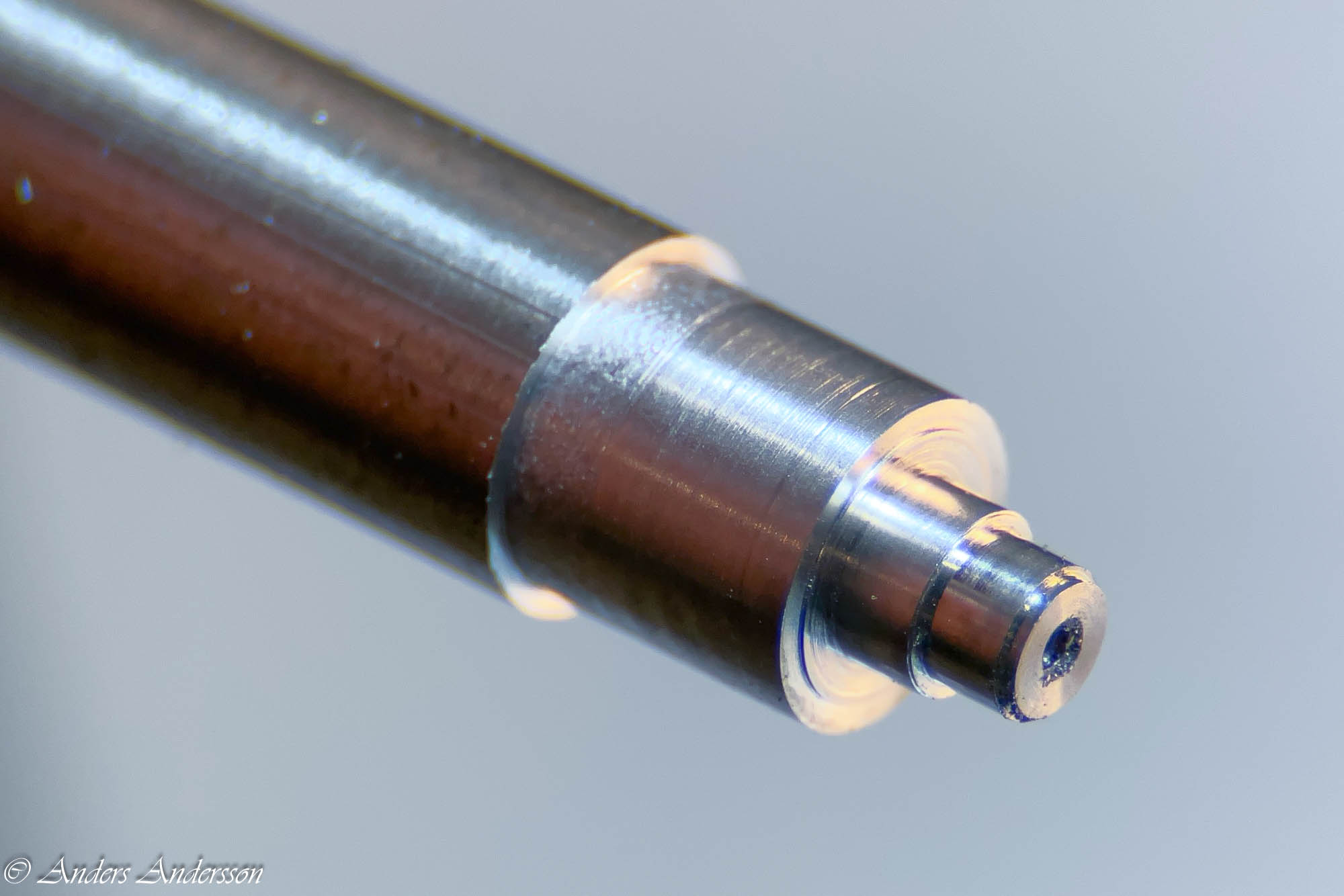
Svarvar det sista.
Jag mäter noga hela tiden.

Svarvningen klar.

Fjäderhuskärnan härdad.
Provar.

Provar med bryggan på.
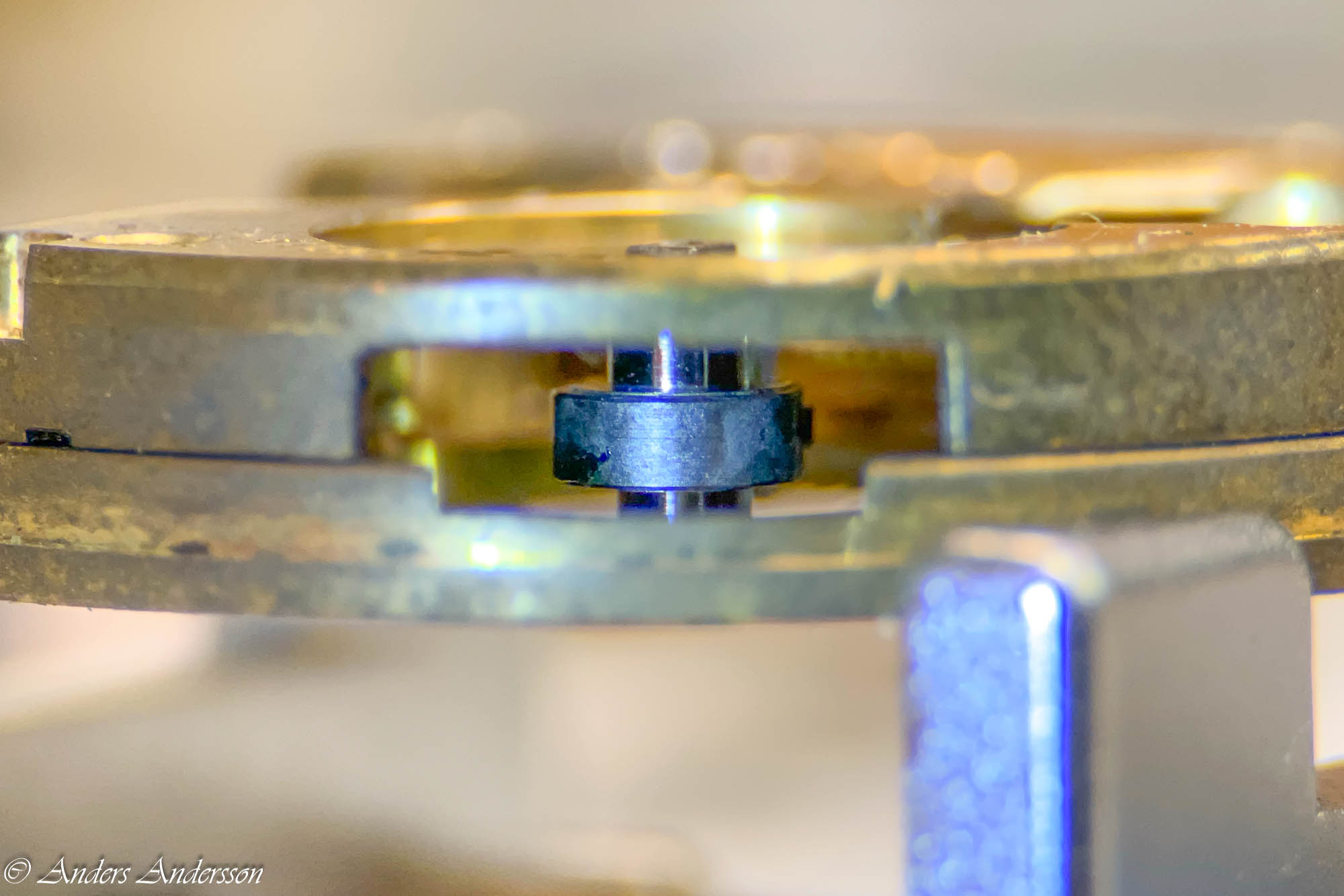
Kontrollerar luften.

Provar i fjäderhuset.

Provar i fjäderhuset.
Ett första test, hjulen snurrar fint och utan störning. Provar sedan med bara fjäderhuset och centrumhjulet om ingreppet känns bra. Då bromsar man det ”snabba” hjulet och snurrar det långsamma. Det snurrar fint utan knaster eller störningar. Perfekt!
Allt fungerar!
Efter härdning och anlöpning putsar jag av de frästa ytorna och polerar lagerytorna.
 Jag var rädd att förstöra fjäderhuset genom att skära ett ytterfäste eller på ett annat sätt göra ett fäste. Därför valde jag att tennlöda in en nagel som får bli det nya fästet.
Jag var rädd att förstöra fjäderhuset genom att skära ett ytterfäste eller på ett annat sätt göra ett fäste. Därför valde jag att tennlöda in en nagel som får bli det nya fästet.
Väntar med ytbehandlingen av själva fjäderhuset tills resten är klart.
Nu har jag svaret på frågan!
Det gick ju bra att göra ett komplett fjäderhus!
Mer om resten i del 2.
Källor:
Traité de Construction Horlogère, Vermot . fl., 2021.
Touhrbillon, about my passion, Pahlow S., 2008.
Uhrentechnik, Eisenegger K., 2015.
Watchmaking, Daniels, G. 2011.
