 En kund undrade om jag kunde hjälpa till att reparera eller tillverka nya fjäderhuskärnor.
En kund undrade om jag kunde hjälpa till att reparera eller tillverka nya fjäderhuskärnor.
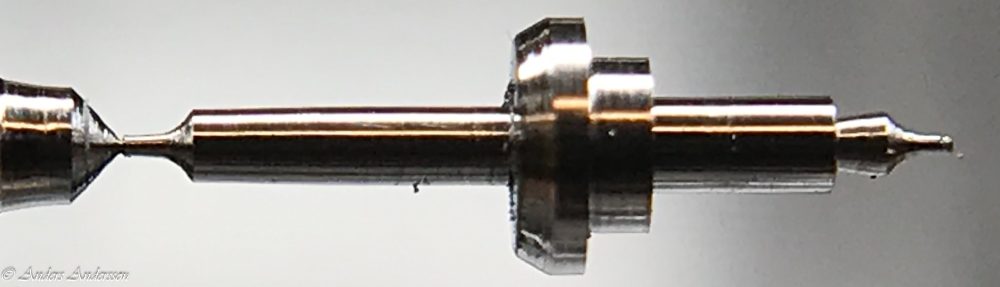
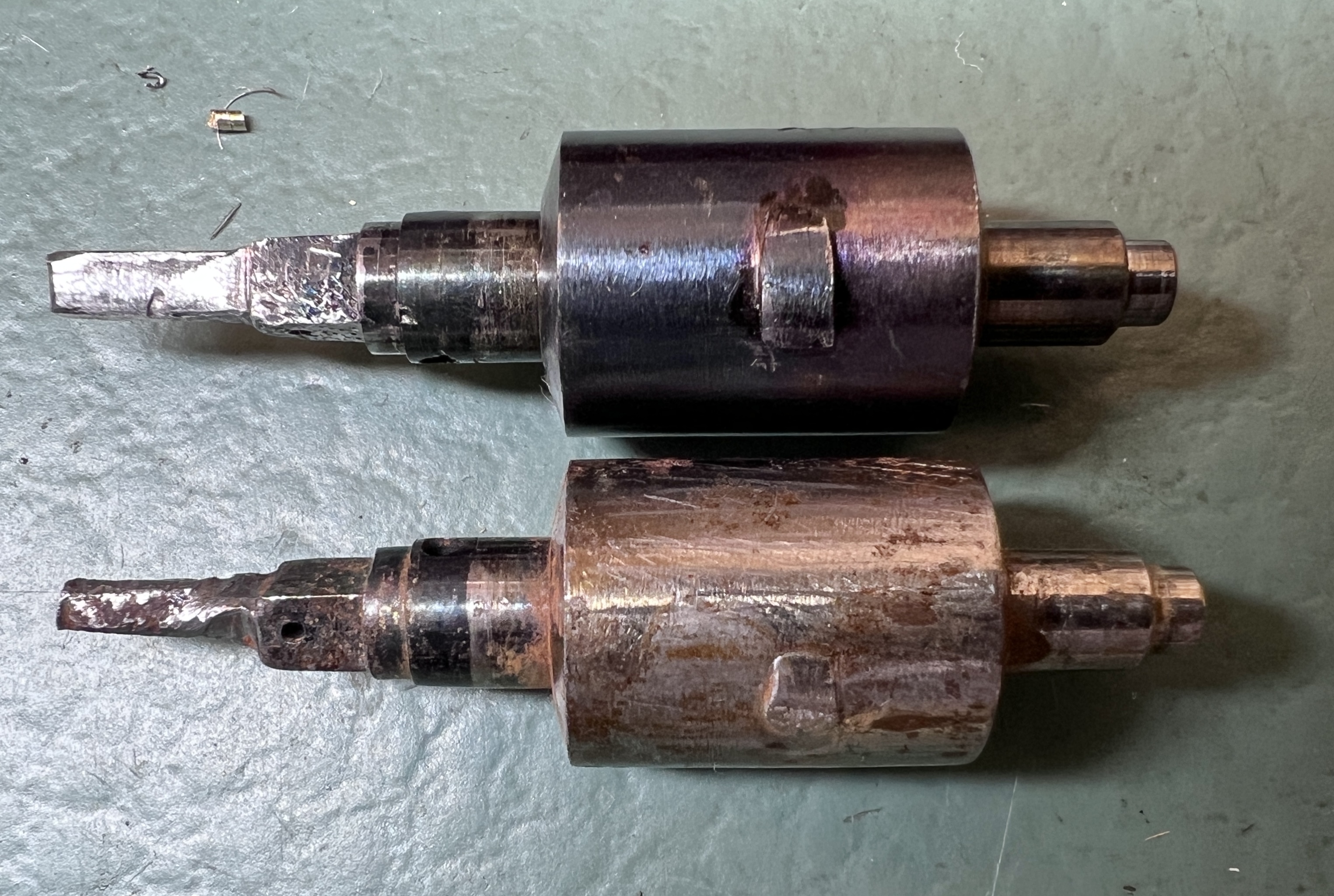
När jag fick kärnorna i min hand kunde jag konstatera att båda två var illa hanterade. Bestämde mig för att tillverka ett par nya.
Har man en bra svarv av modell större än urmakarsvarv är det inga större problem att göra en fjäderhuskärna. Har man dessutom möjlighet att fräsa är det ännu lättare. Är väl egentligen inte så mycket att skriva om, har man ovanstående hjälpmedel vet man hur man gör. Jag tänkte ändå visa hur jag brukar göra.

Kapar först till två ämnen att jobba med.

Det kan ibland vara svårt att hitta härdbart material att jobba med i större dimension. Då kan man göra själva kärnan i t. ex. mässing. Då blir det även enklare att härda.
Jag använder de gamla kärnorna som mallar och tar måtten från dem.

Jag kan även kopiera inställningarna från svarven när jag jobbar.

Ibland tar jag en bild på skalan, då blir den ännu lättare att kopiera.

Snabbt sätt att svarva i vinkel.

Jag använder en speciell metallmärkningspenna för att lättare se t. ex. ristar.
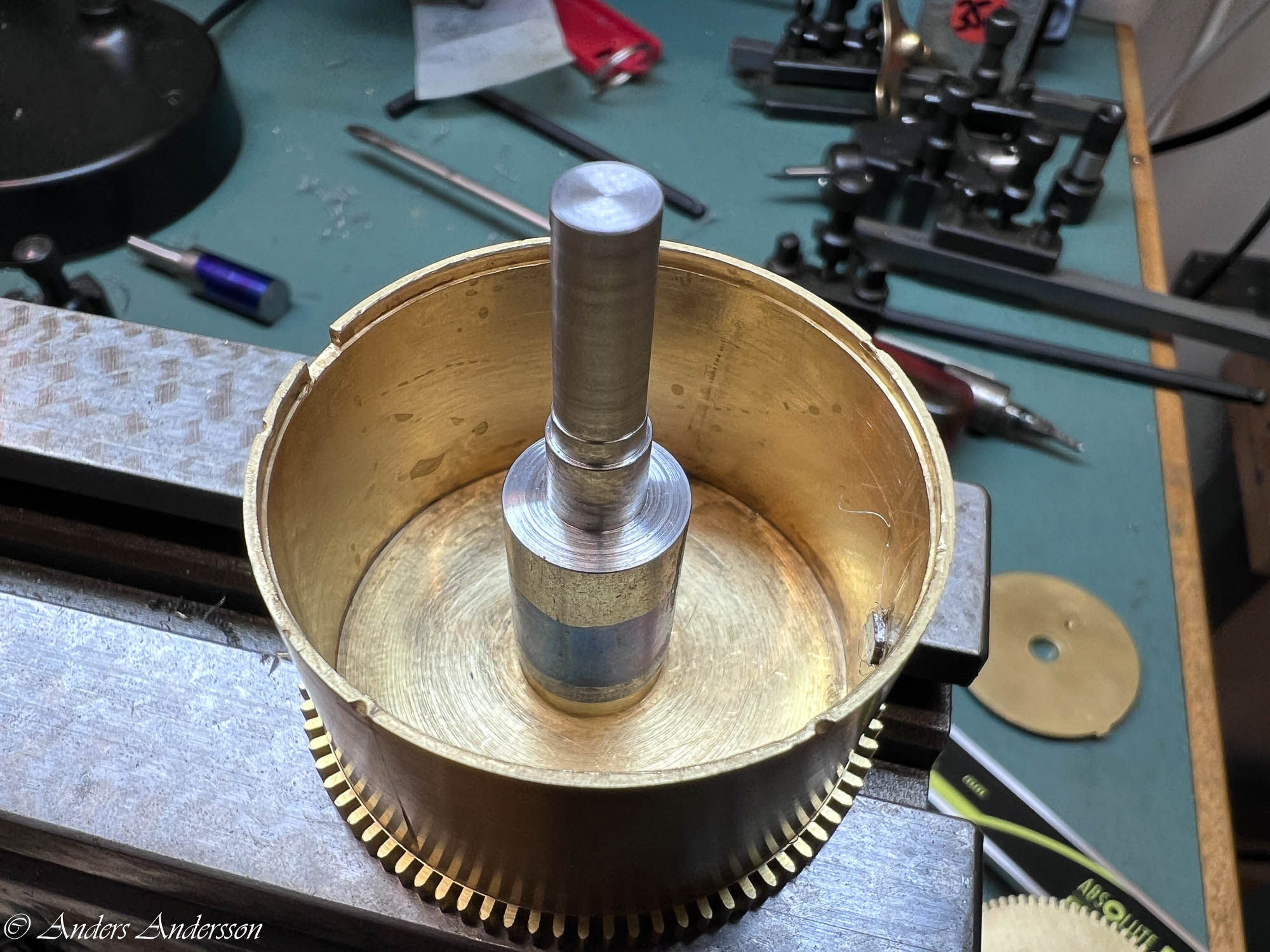
Svarvningen klar, kärnan passar.

Sätter upp frässpindeln i svarven för att kunna borra och fräsa.
För att hålla spärrhjulen på plats ska det vara ett borrat hål i fyrkantsdelen. För att snabbt hitta centrum på den runda axeln fräsen jag ett litet plan.
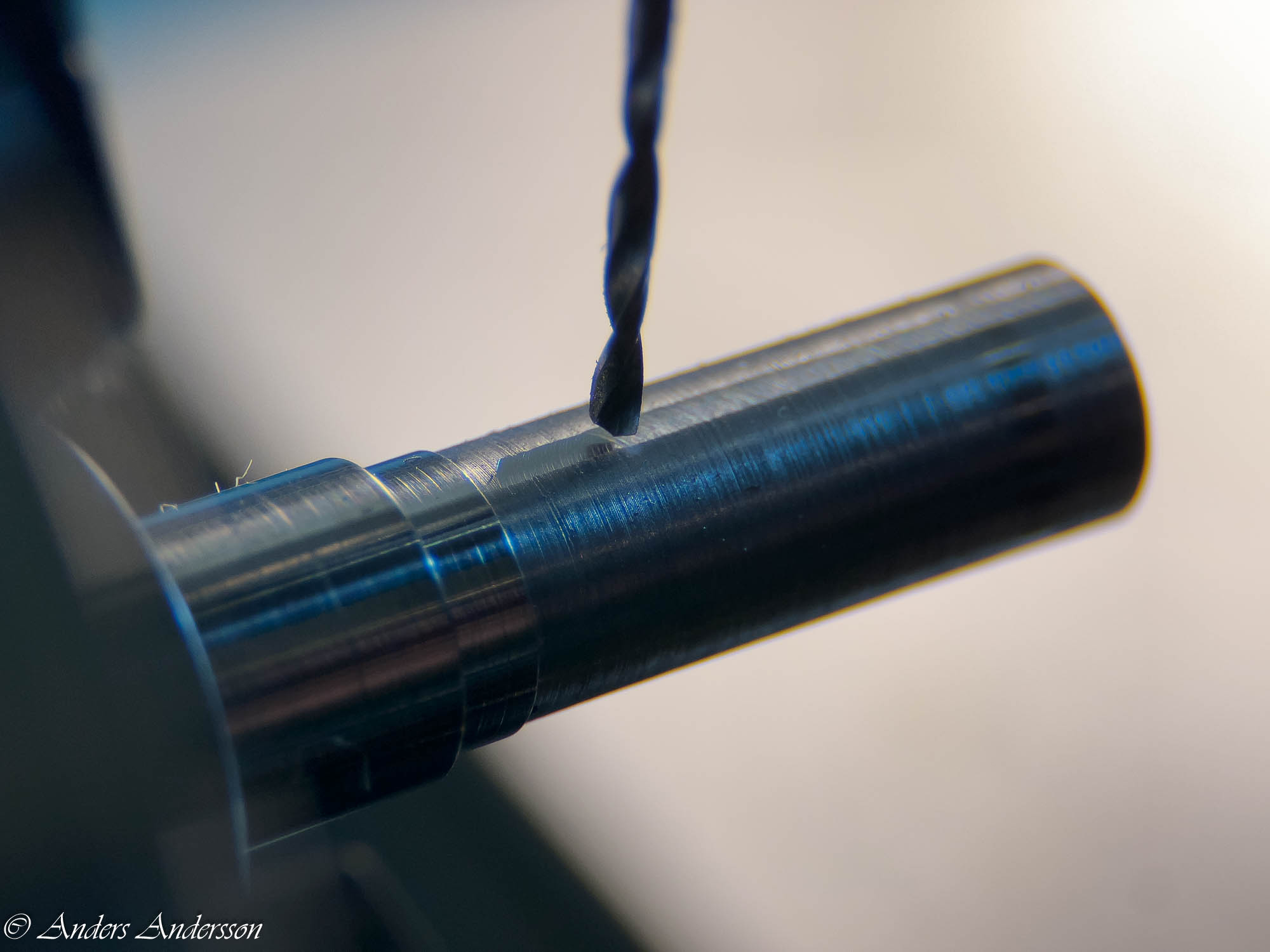
Nu är det lätt att pricka in borret i mitten av axeln.
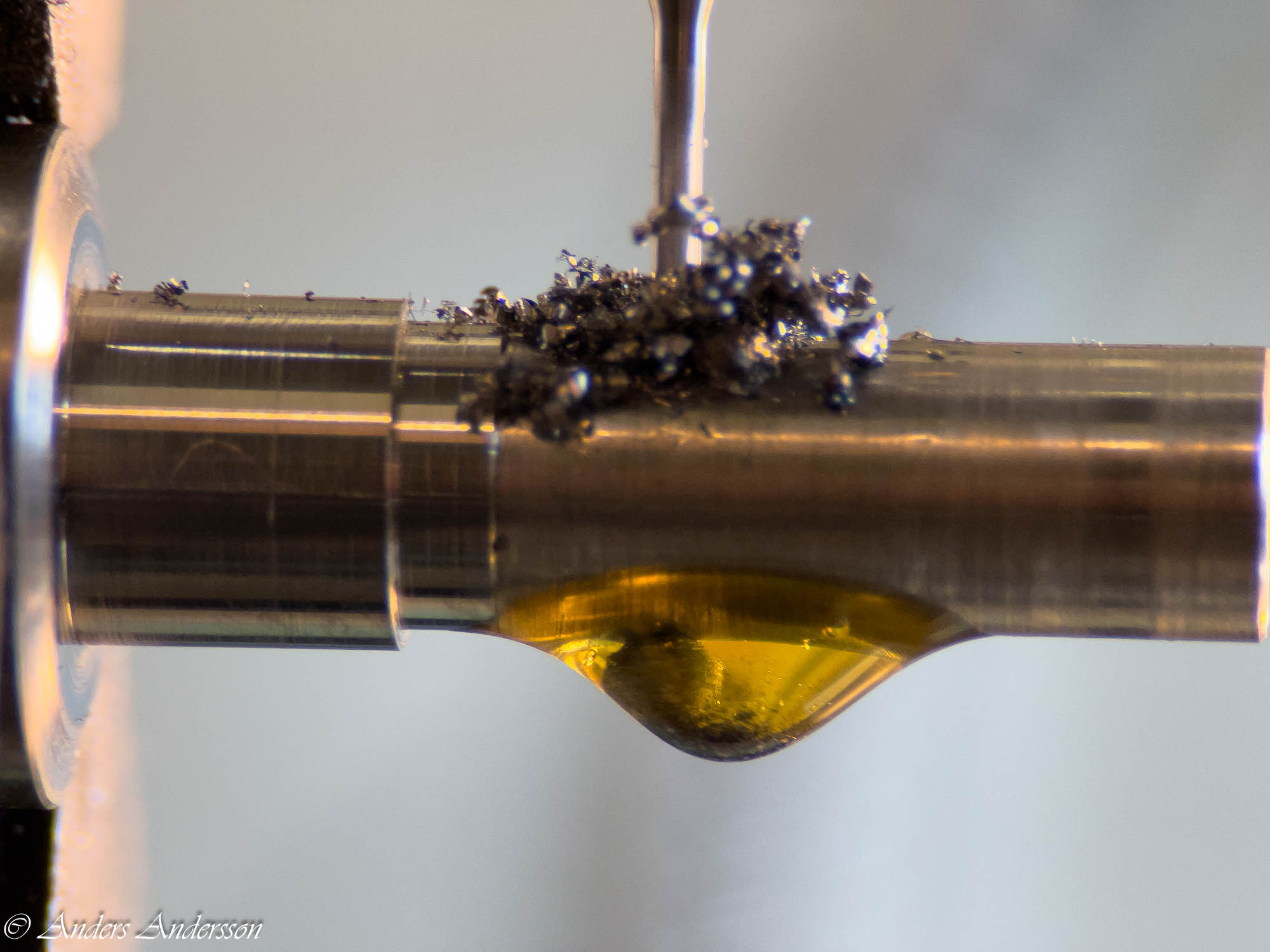
Hål rakt igenom.
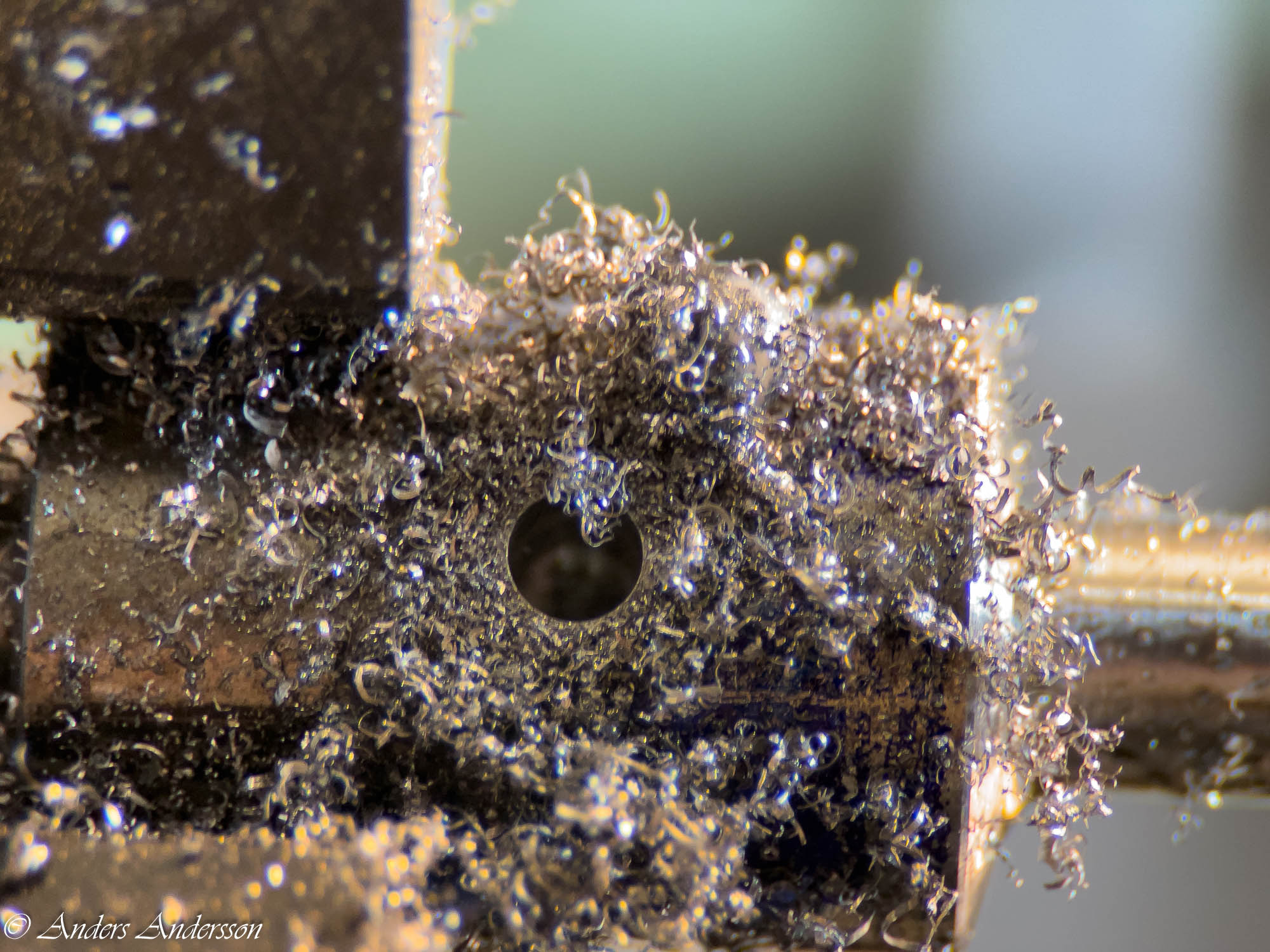
Fräser fyrkanten.

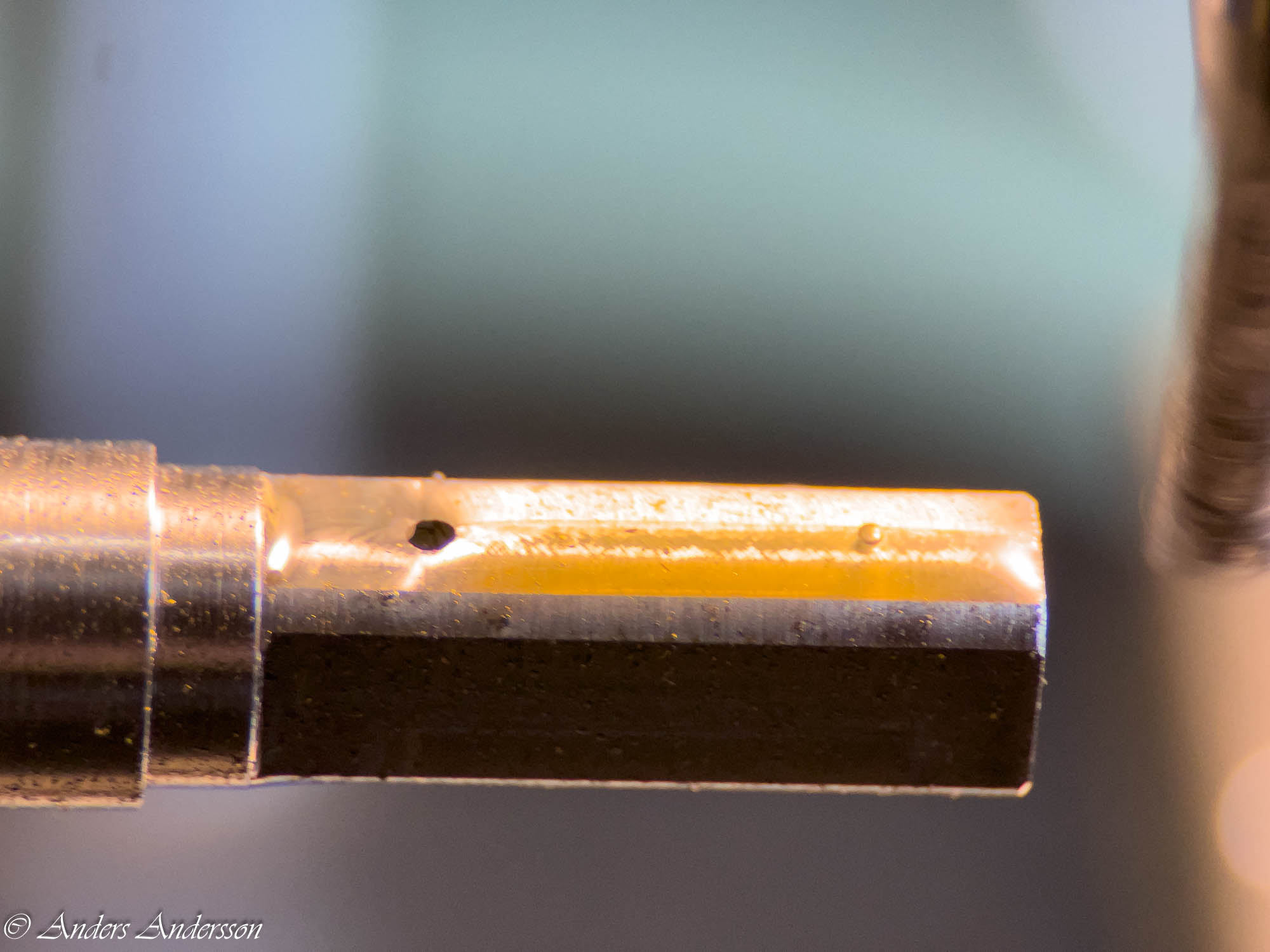
Fyrkant och hål klart.
Borrar ett hål för fjäderhaken. Det finns flera möjligheter att tillverka innerfästet. Detta tycker jag är snabbast och enklast. Man kan välja att behålla skruvens form eller att göra en fyrkantig stång som man gängar in och sedan filar fram formen på. Så klart kan man även först svarva bort material på ömse sidor om fästet som man sedan fräser fram. Allt handlar om tid och vad kunden är beredd att betala för.

Borrar och gängar hålen för fästet. Lagerytorna fint slipade. Dags för härdning.

Doppar i såpa för att minska glödskal.

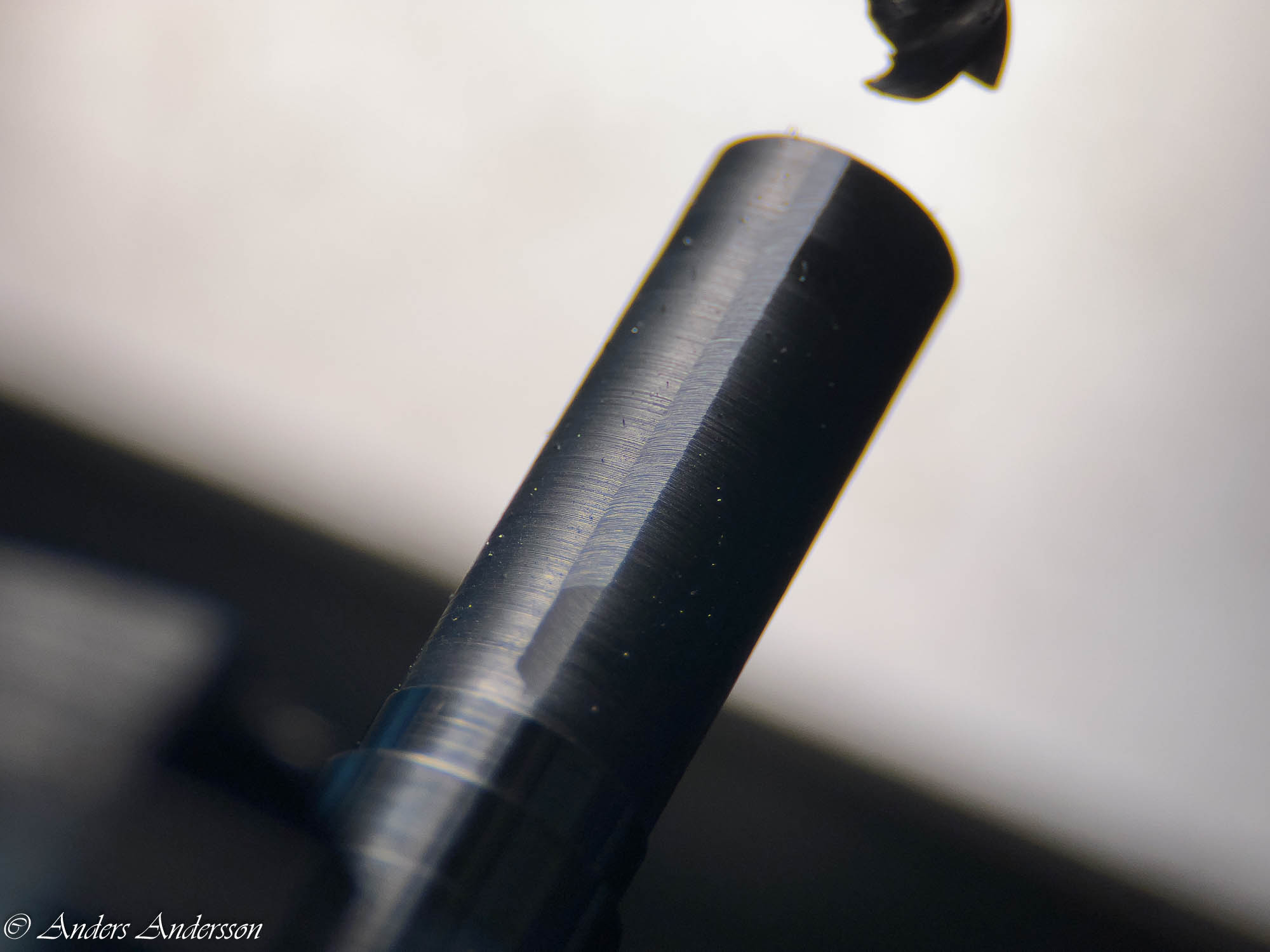
Härdning och sedan anlöpning till blått – ca 300 grader.

Skruven ska bli fjäderfäste.

Slipar ner skruven. Sätter för säkerhets skull en svetsloppa för att den inte ska vrida sig.

Fett på de nya fjädrarna.
Allt klart.

Polerar änden på fyrkanten så ser det snyggt ut för kunden.
