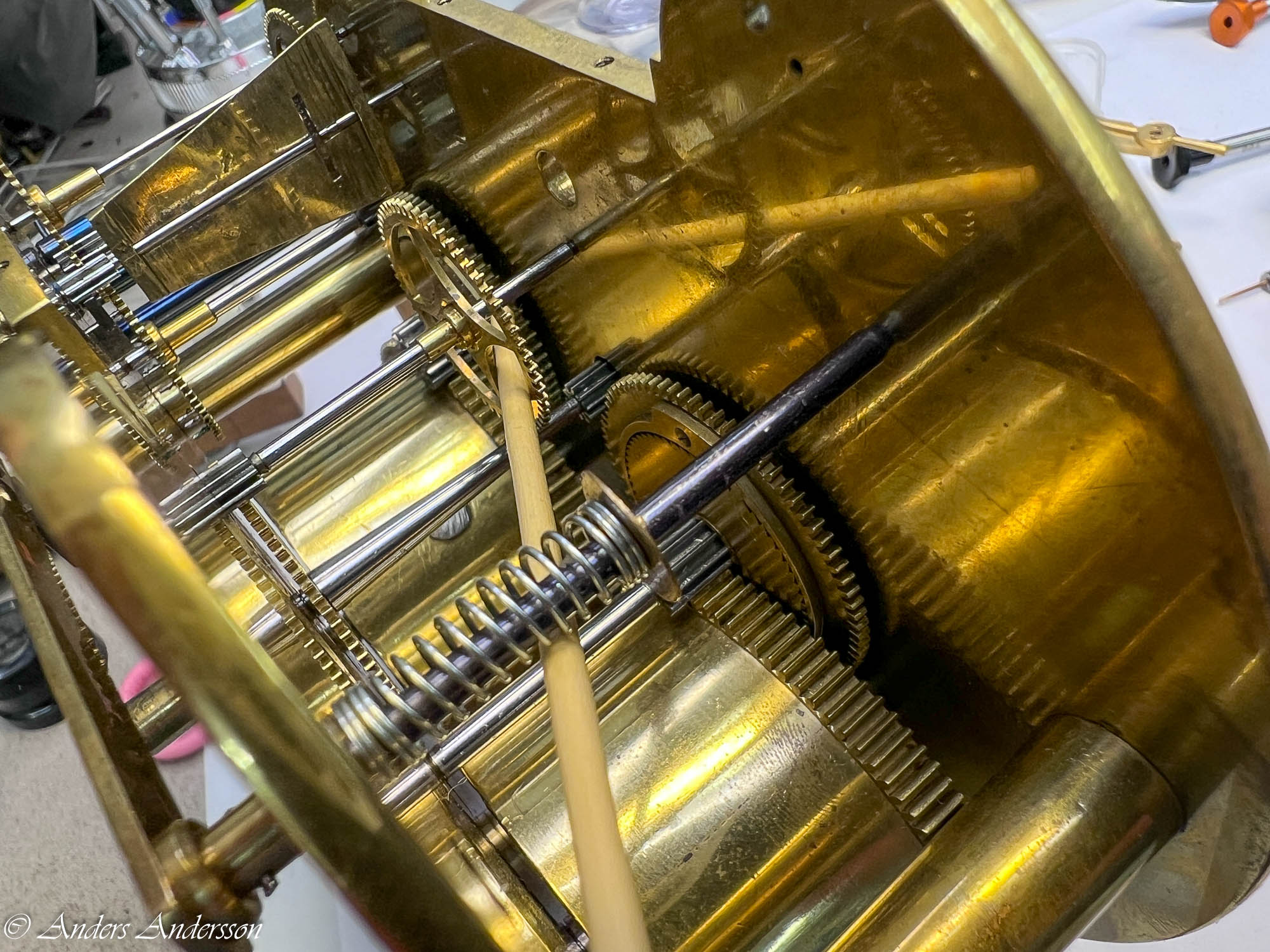
När strukturen för kraftöverföringen till gången är fixad är det dags att ta sig an de mer komplicerade åtgärderna i gångpartiet.
Jag tänkte börja med den korta och snett inborrade undre gånghjulstappen.
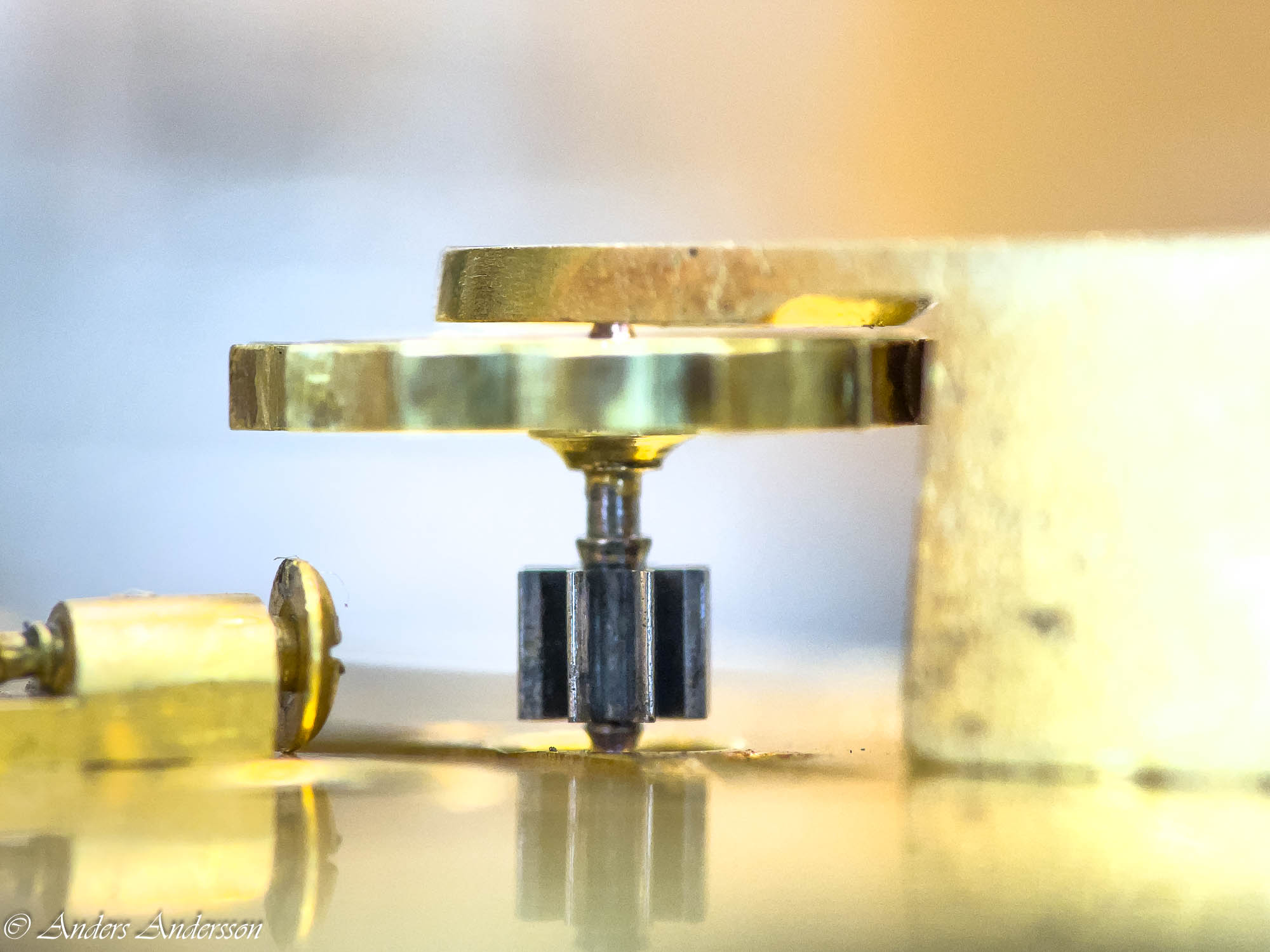
Kort darrig film som visar själva hjulets rundgång, som synes lite lätt skev.

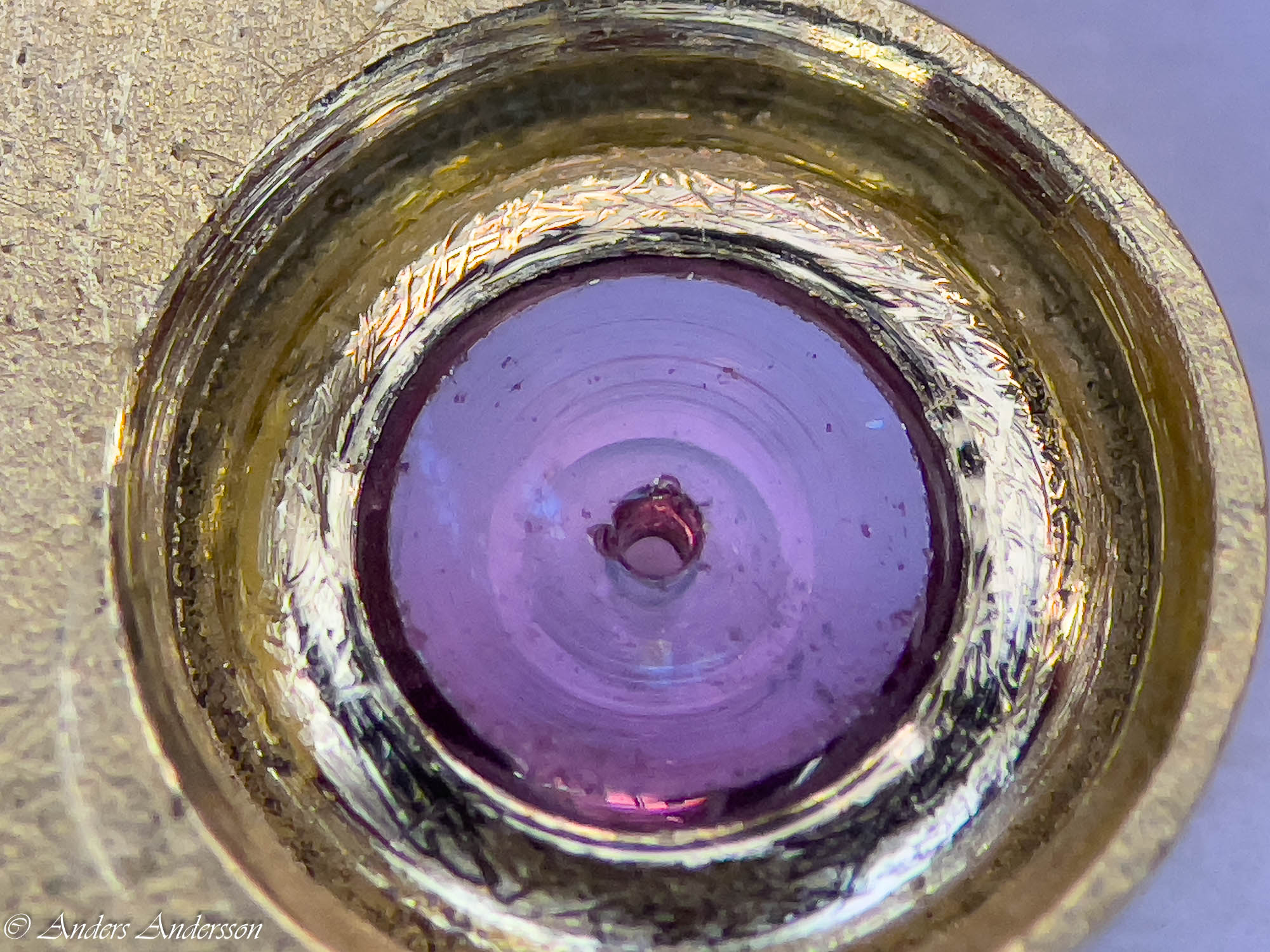
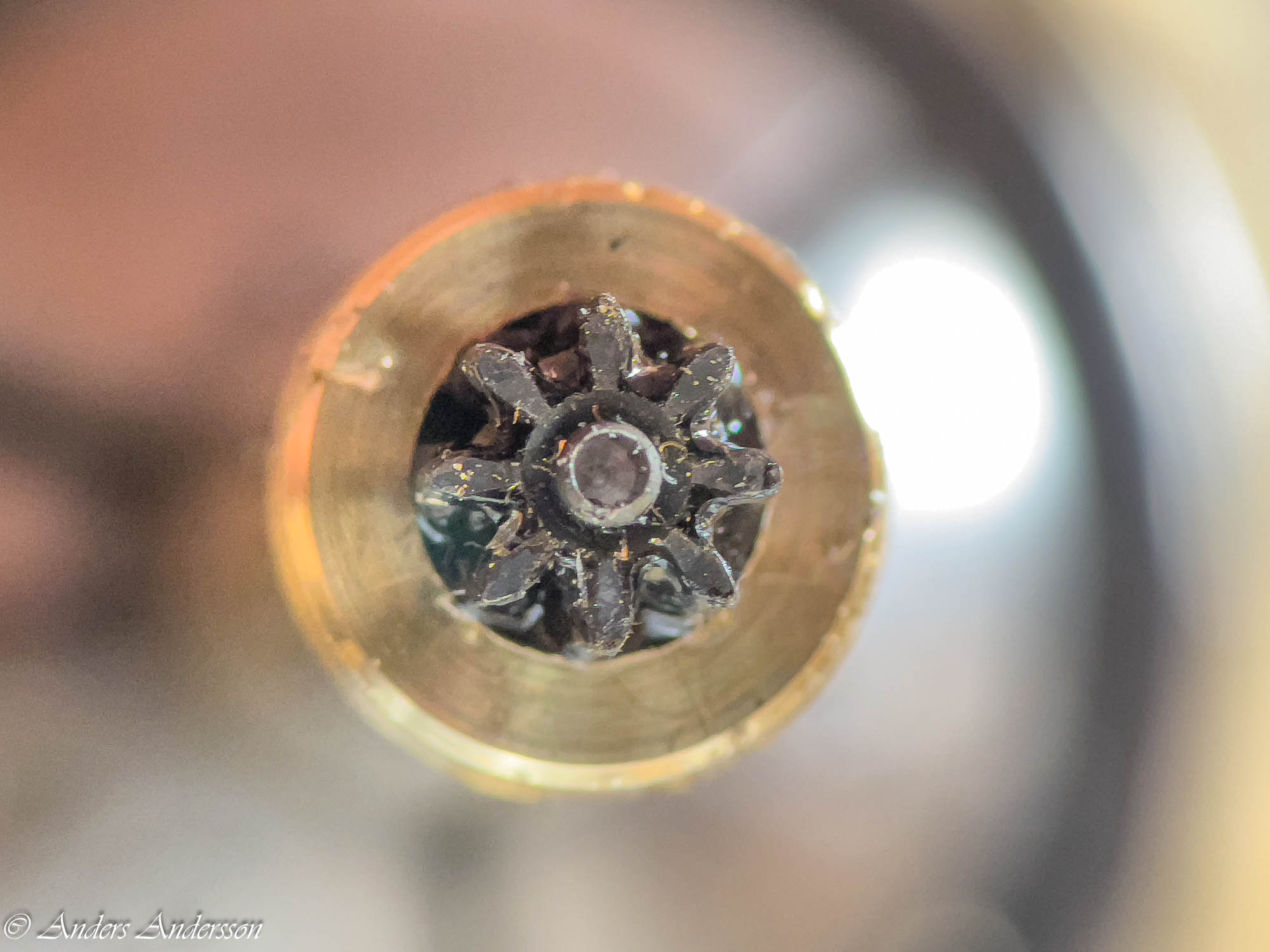
Gånghjulet sett ovanifrån. Om man tittar mycket noga kan man se att några av tändernas vilytor – dvs den plana delen av tanden – inte är plan.

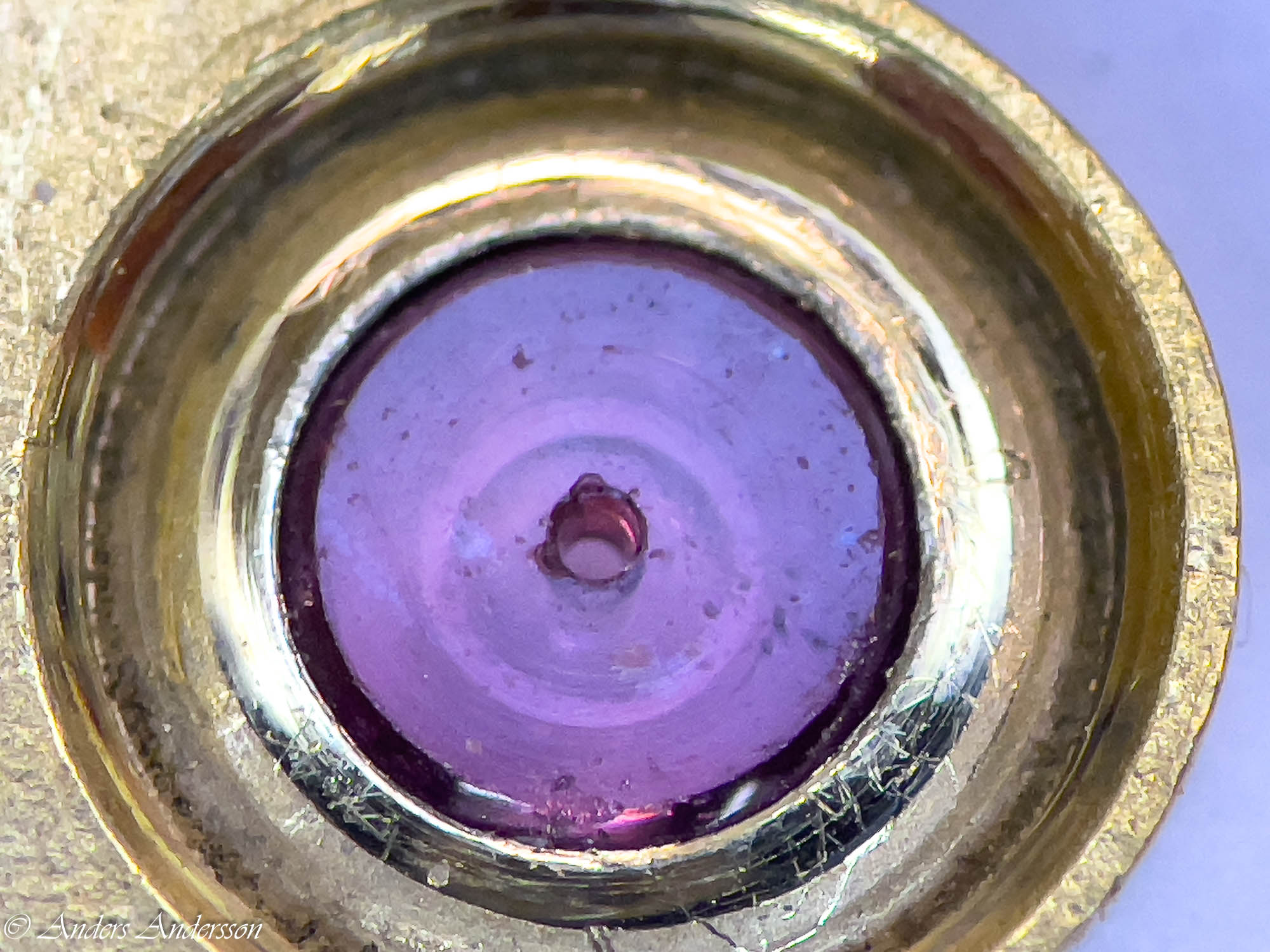
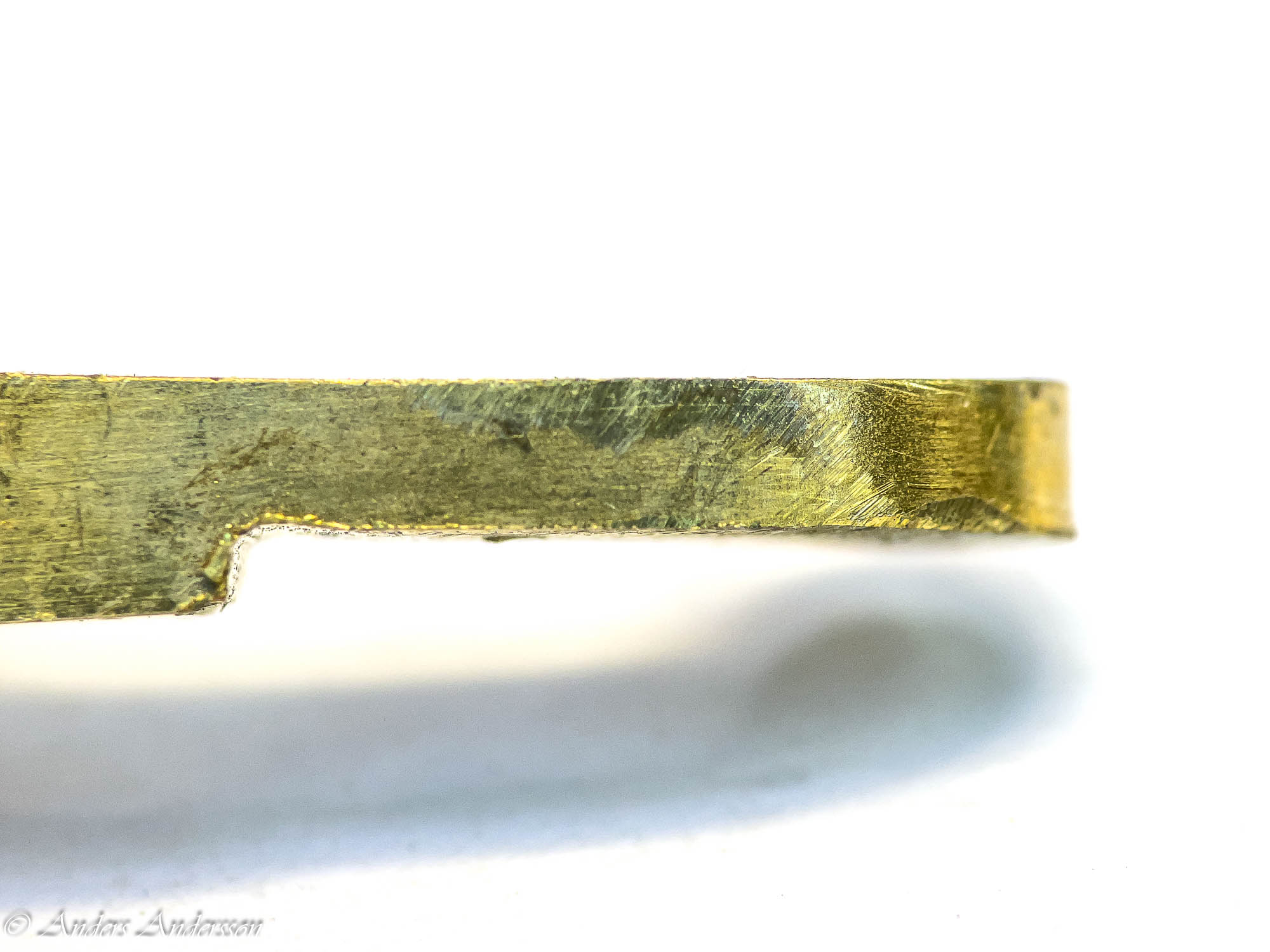
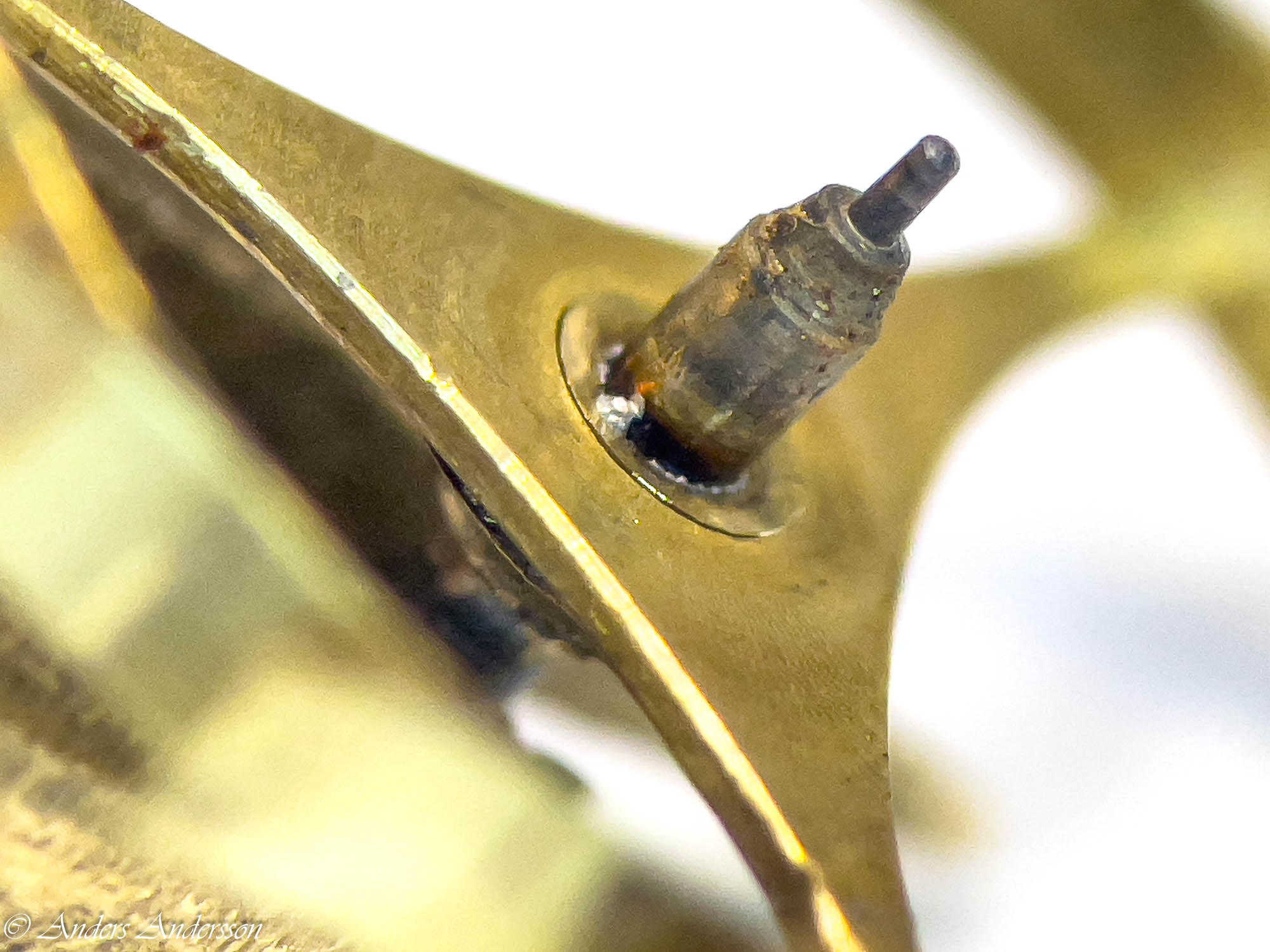
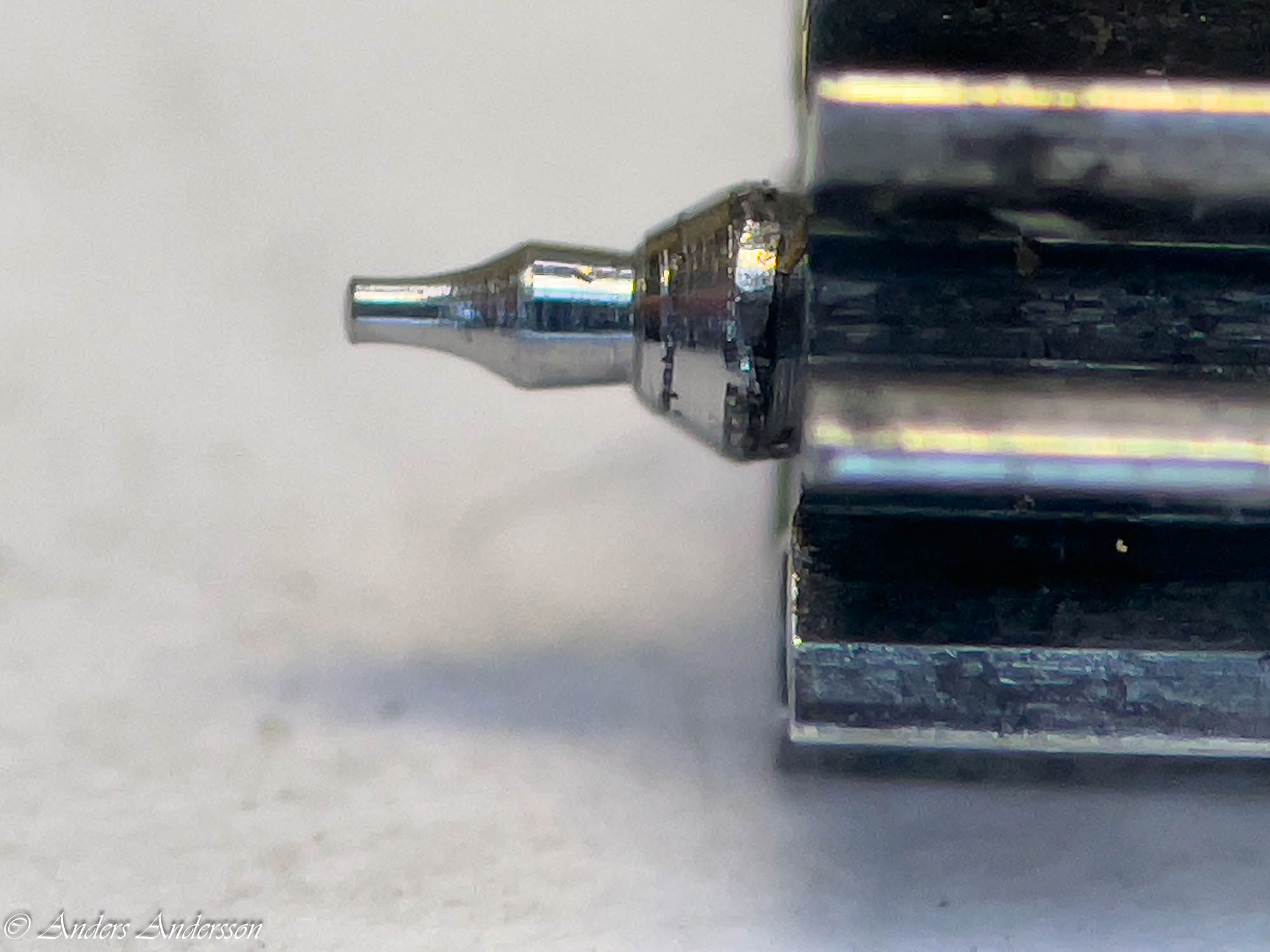
Undersidan med den snett inborrade tappen och den anlöpta driven.
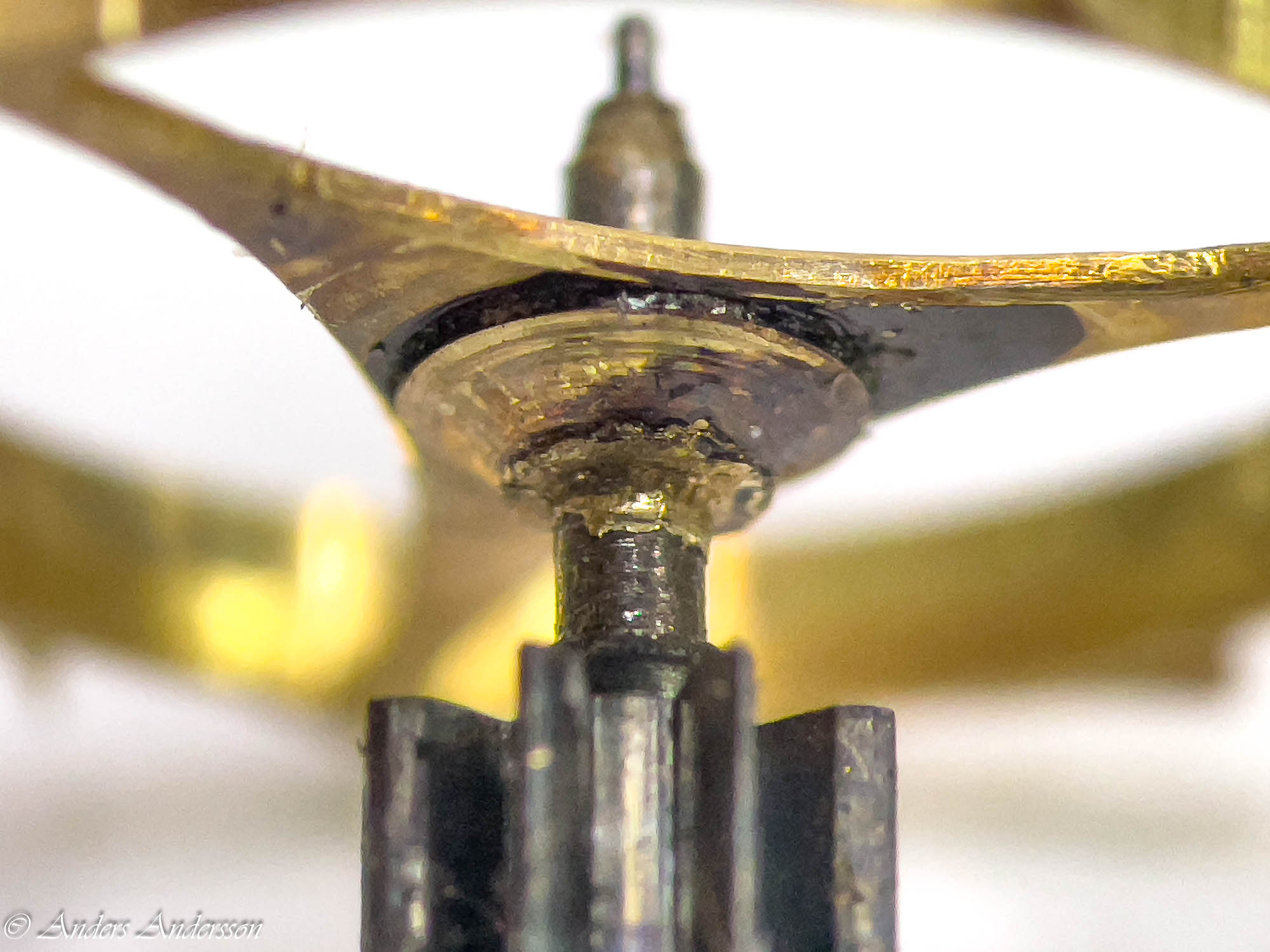
Också den övre tappen är missfärgad och troligen påverkad av uppvärmning. Efter kontroll verkar den i alla fall inte vara sned.
Vad detta svarta beckaktiga är vet jag inte. Kanske bränd schellack? När mässing blir så här orangefärgad som man se på vissa delar av hjulet tyder det också på uppvärmning. Uppvärmningen kan gjort hjulet mjukt och skevt.

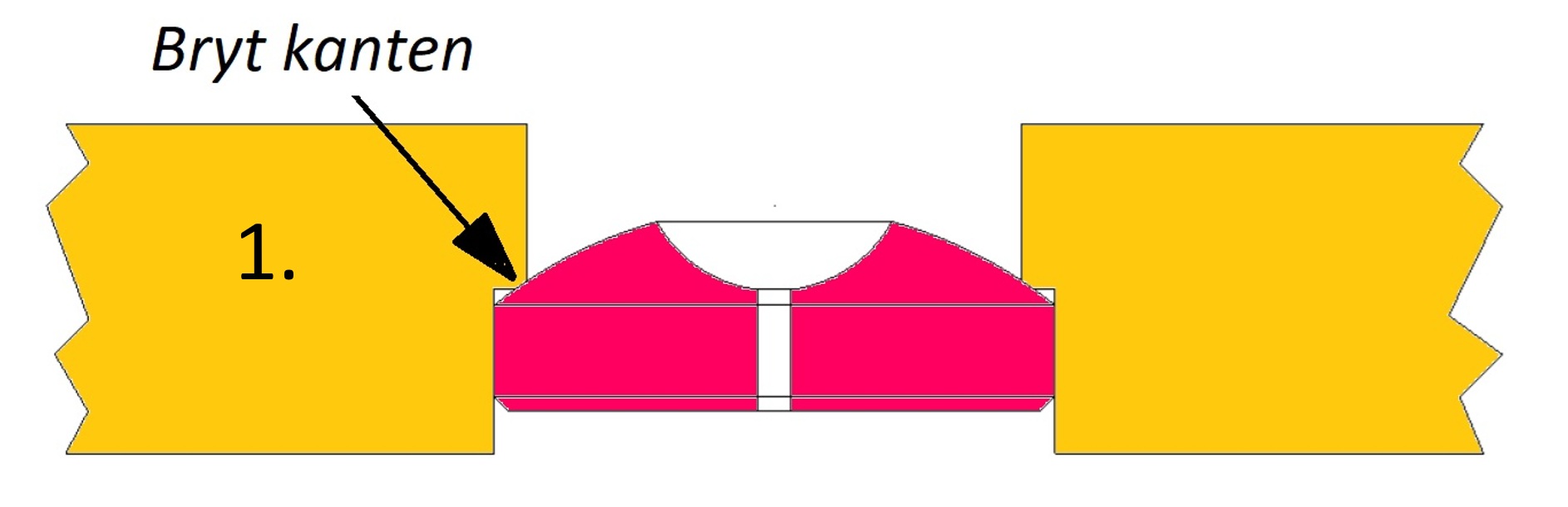
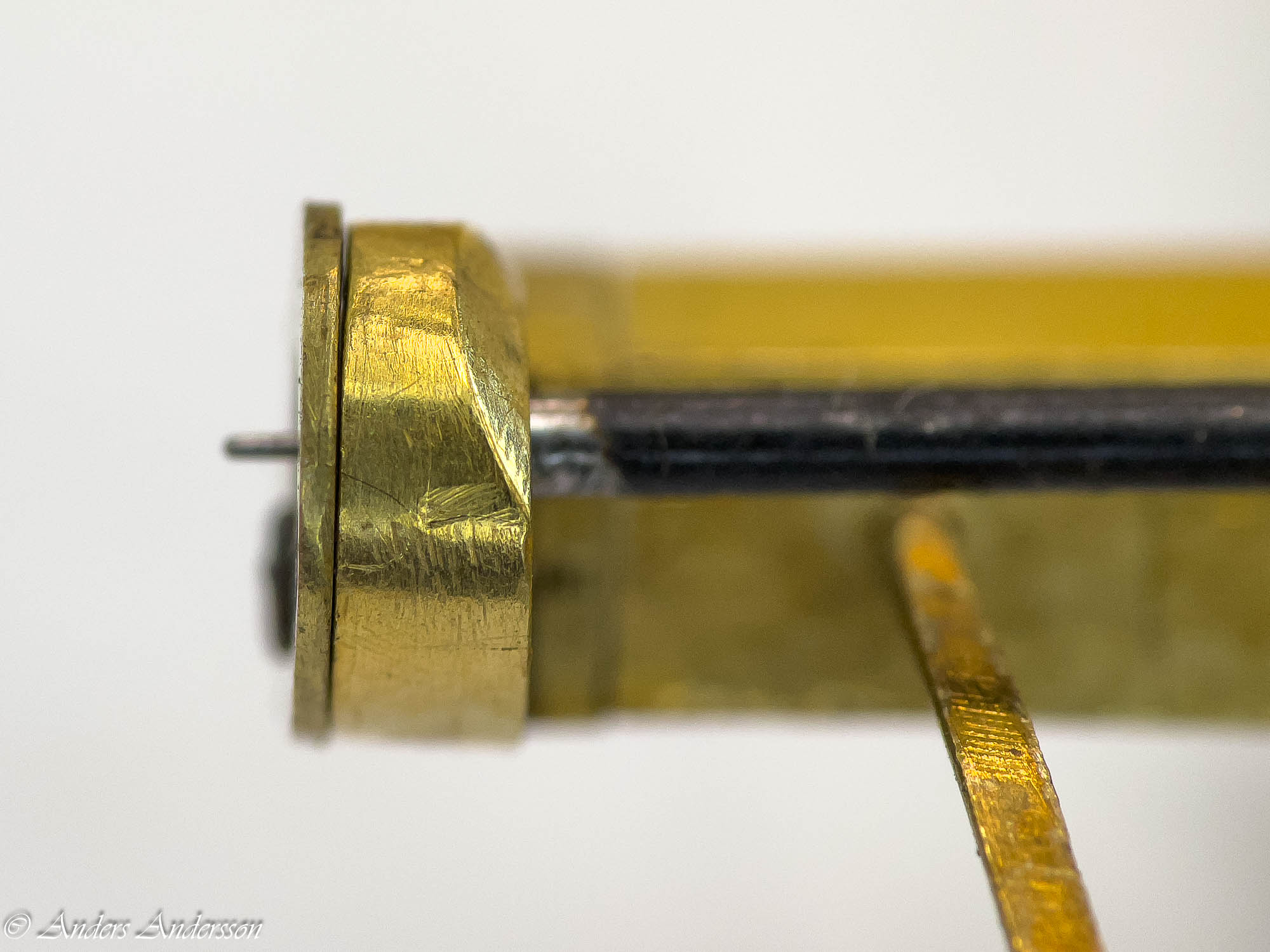
Här har jag just svarvat bort nitningen och lösgjort driven.

Det svarta syns även under putsens plats.
Jag tänkte behålla putsen som hjulet nitas på. Den såg ändå fin ut och det skulle gå att svarva ned planet något så att hjulet skulle kunna nitas på nytt.

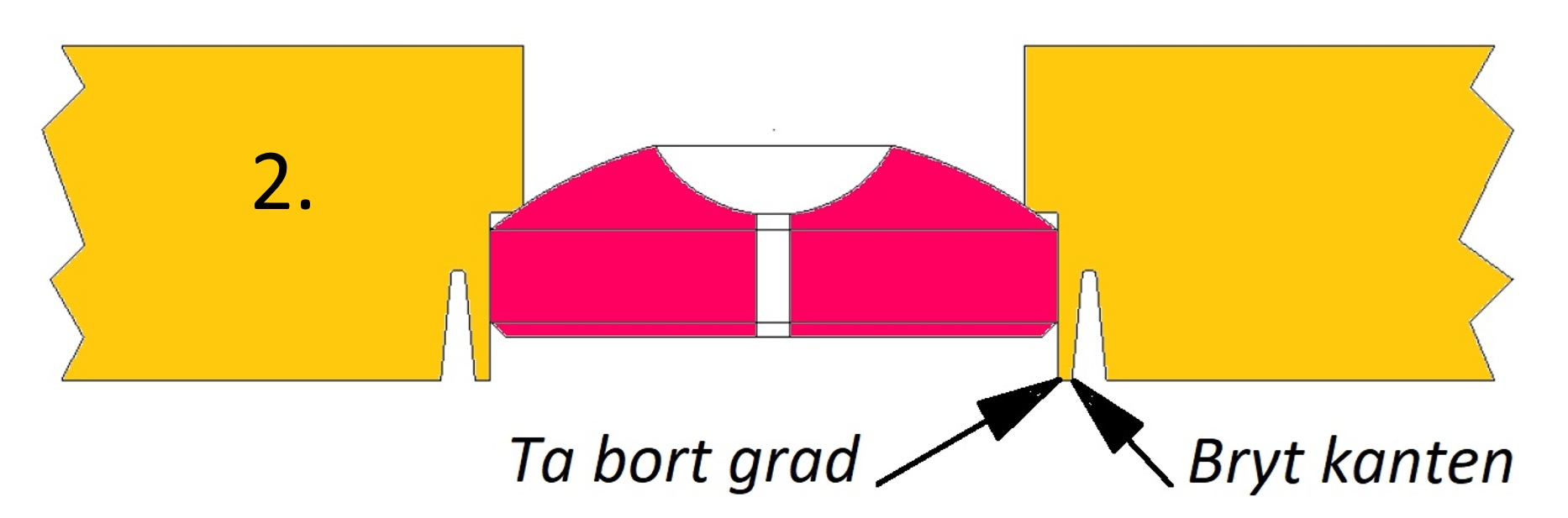
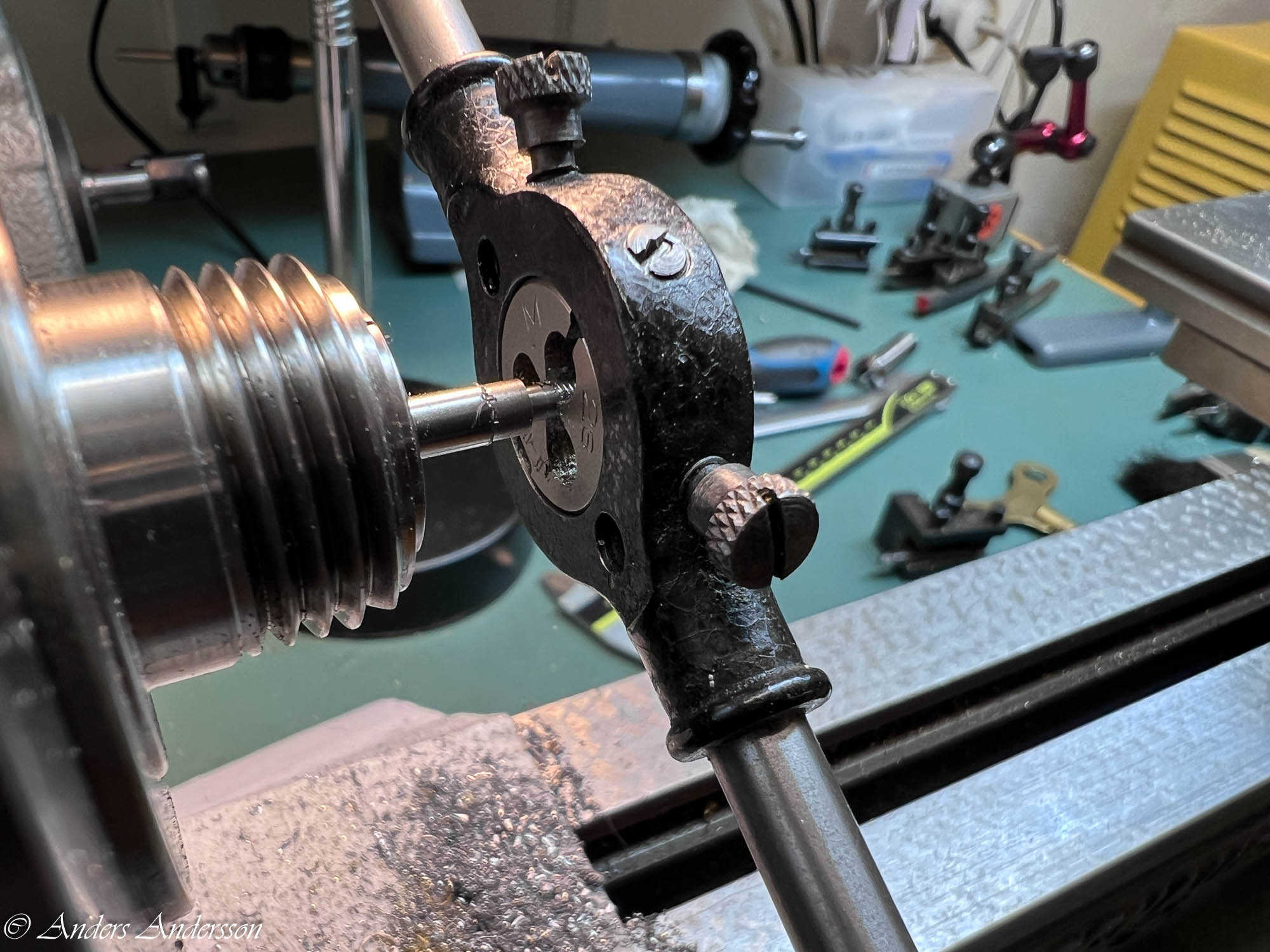
Jag sätter upp en mässingsstång i svarven. Gör ett noggrant instick absolut i centrum. Mäter diametern över gånghjulets puts och väljer ett något större borr så att putsen går fritt i hålet. Jag borrar hålet ungefär lika djupt som driven är lång.

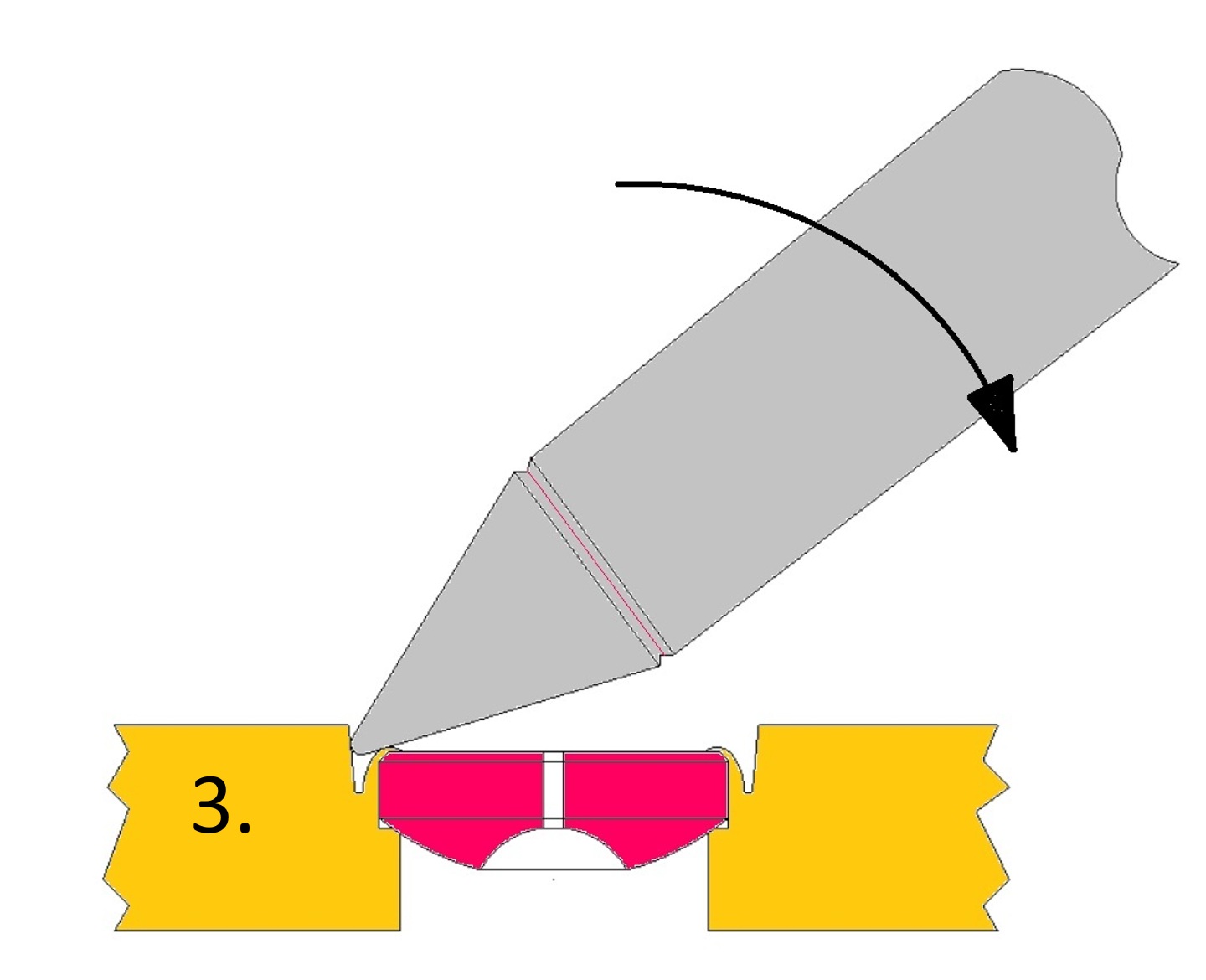
Här svarvar jag upp hålet så att jag kan tröga in driven på plats. Kontrollerar drivens rundgång med en mätklocka.
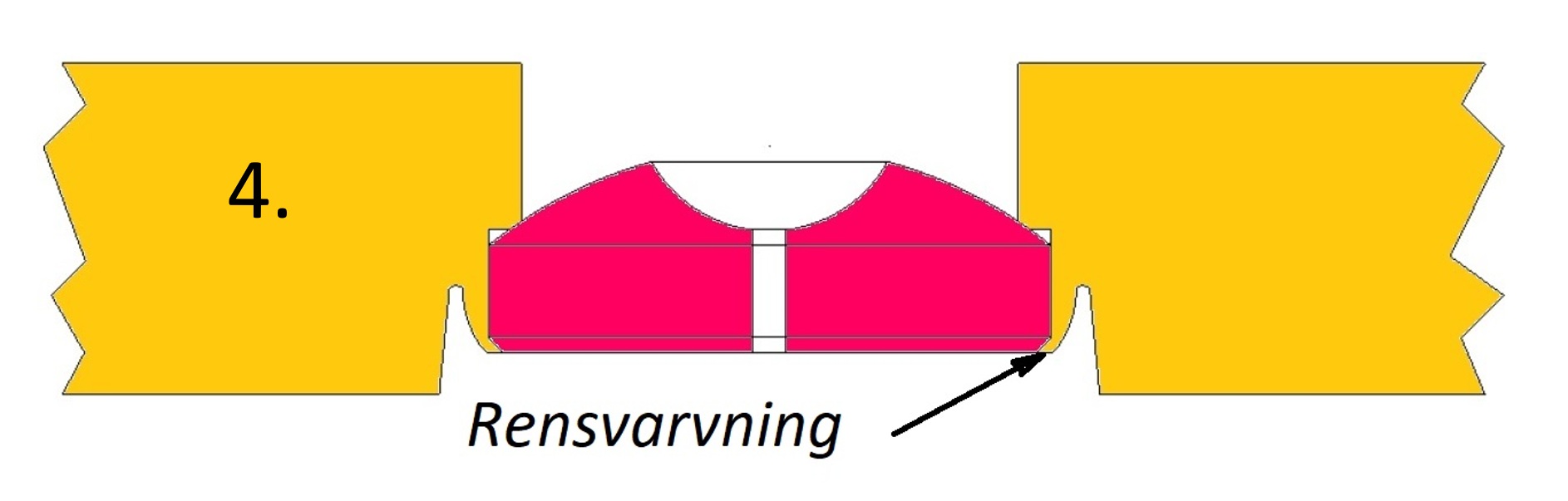
Man ser att tappens skuldra löper runt och fint, i kontrast till tappen!

Känner lite på den inborrade tappen med en tång, det visade sig att den lossade ganska lätt. Puh!

Har säkrat drivens position i mässningsstången med ett överflöd av snabblim. Om driven skulle lossa skulle det innebära mycket extra arbete.
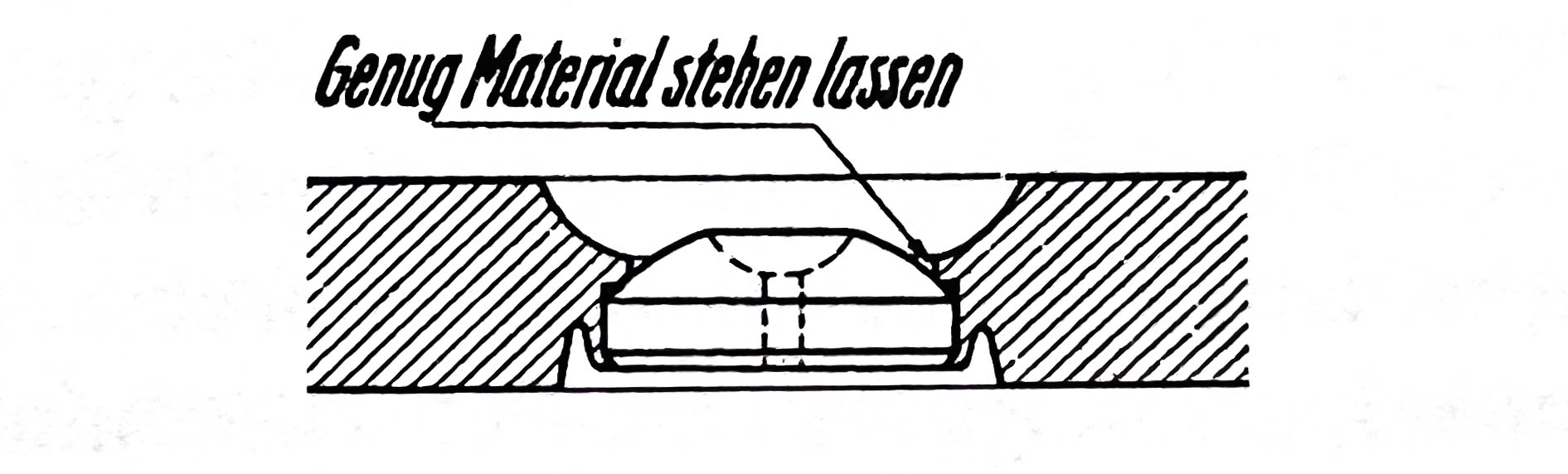
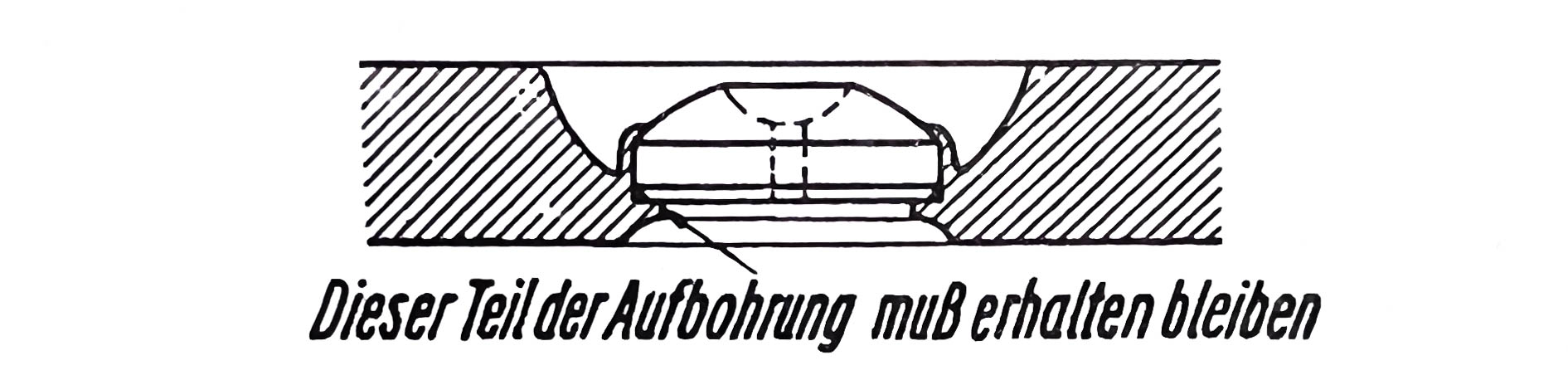
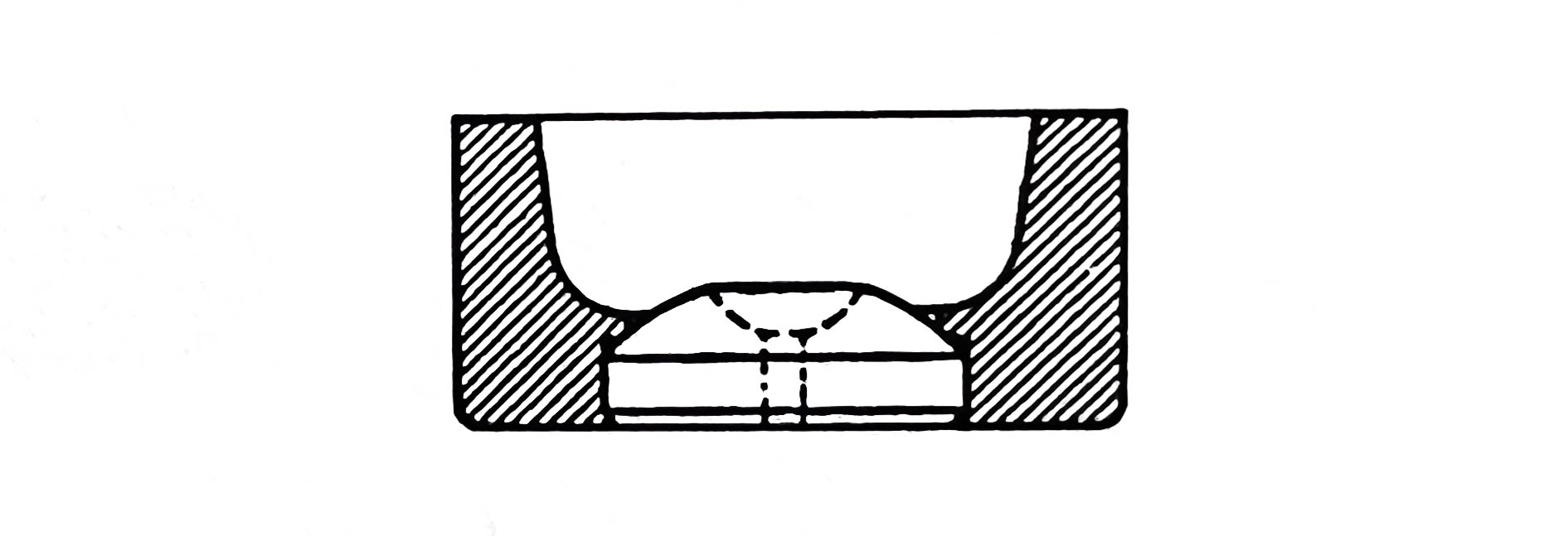
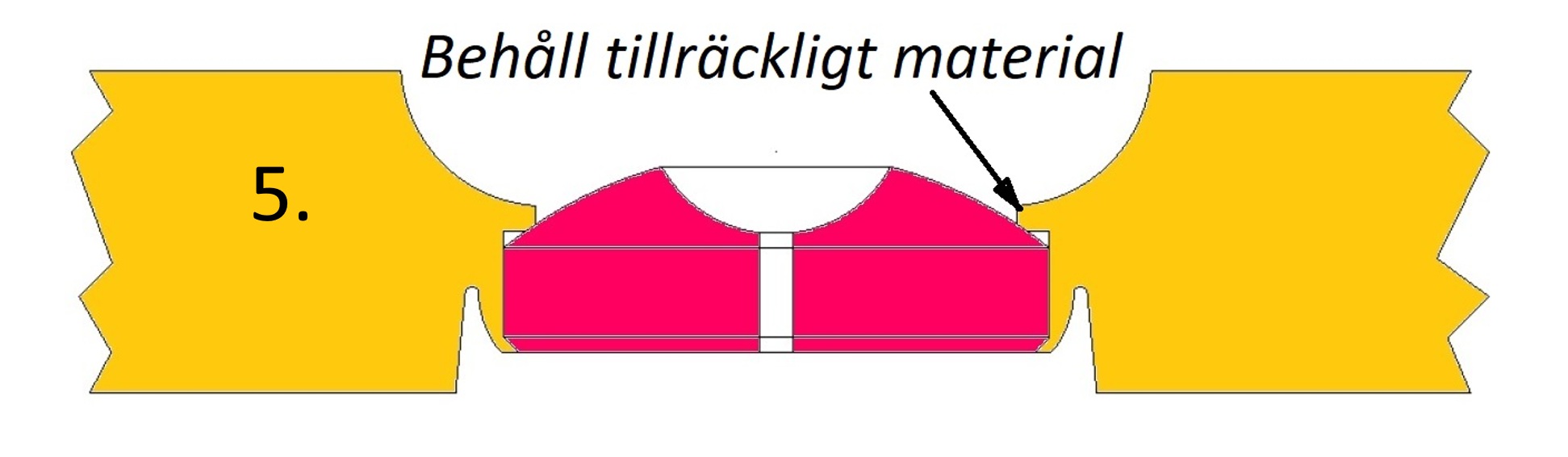
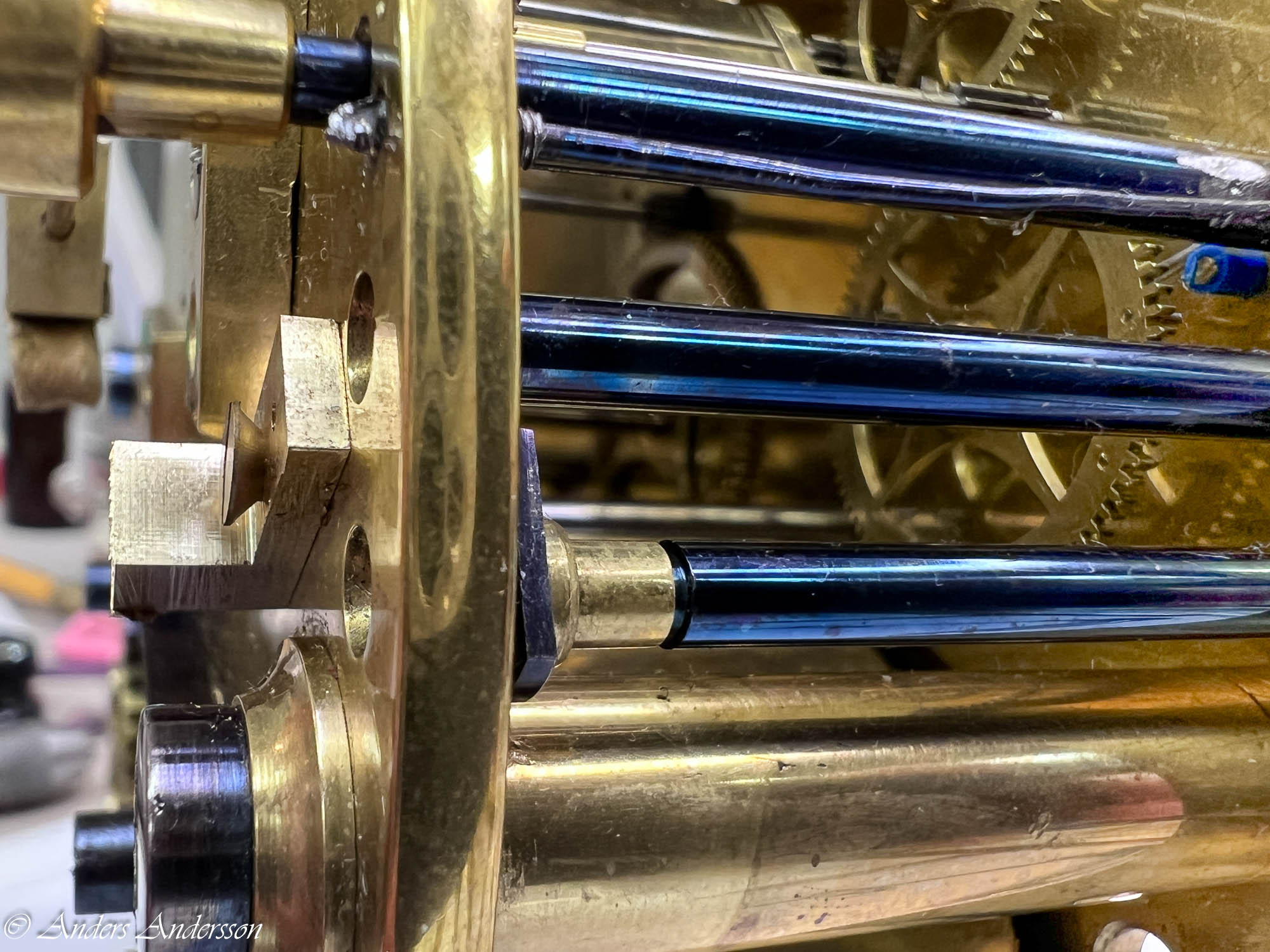
Eftersom det sneda hålet var borrat med ett litet borr fanns det utrymme för att borra upp hålet till en större dimension. Det finns fortfarande kvar tillräckligt med material för att tappen ska sitta säkert, hålets kant ska hålla och inte brista. Här syns det också tydligt hur snett det gamla hålet var inborrat.

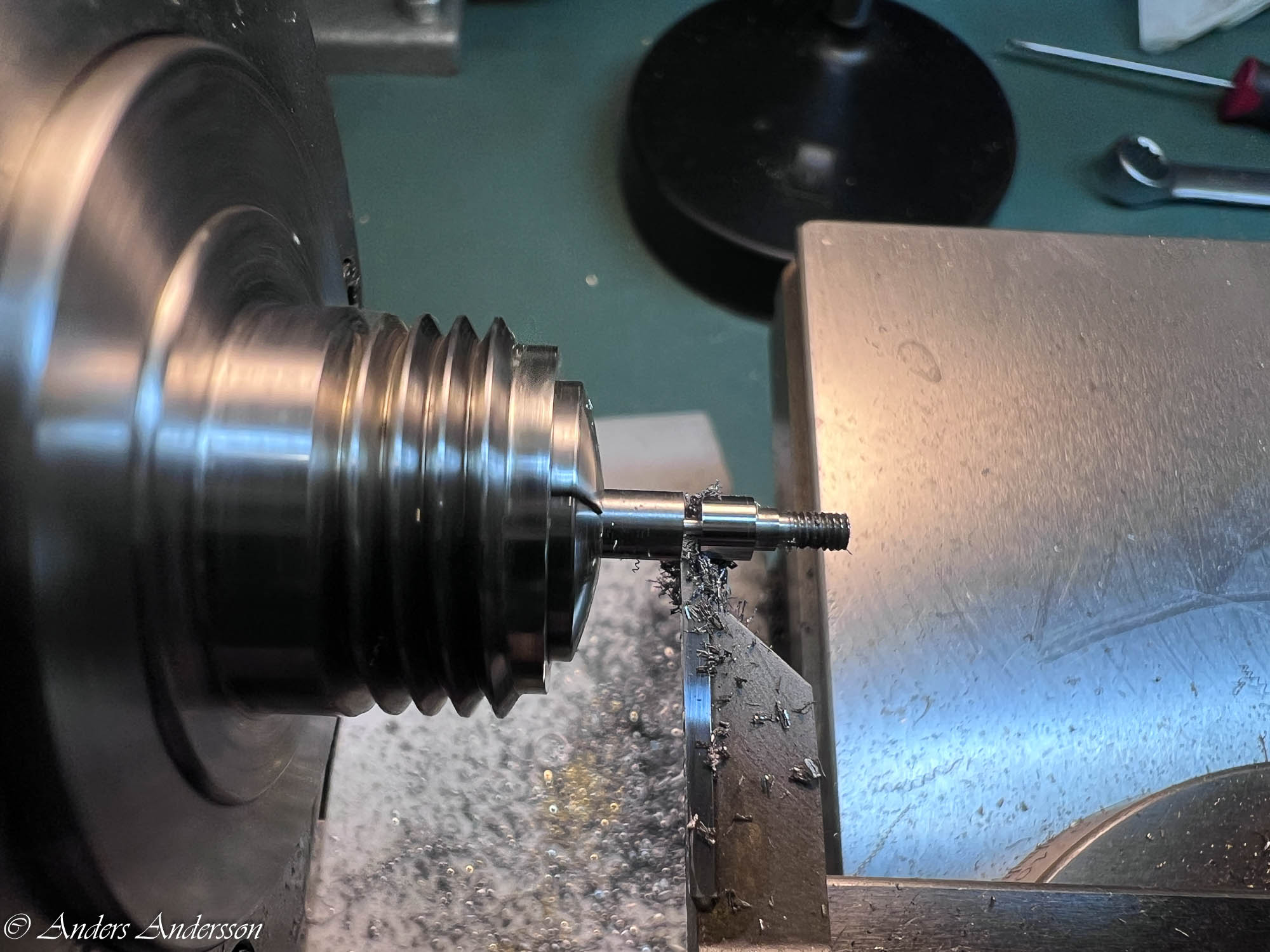
Sätter den grova tappen på plats. Man ser att det finns gott om gods på drivsidan.

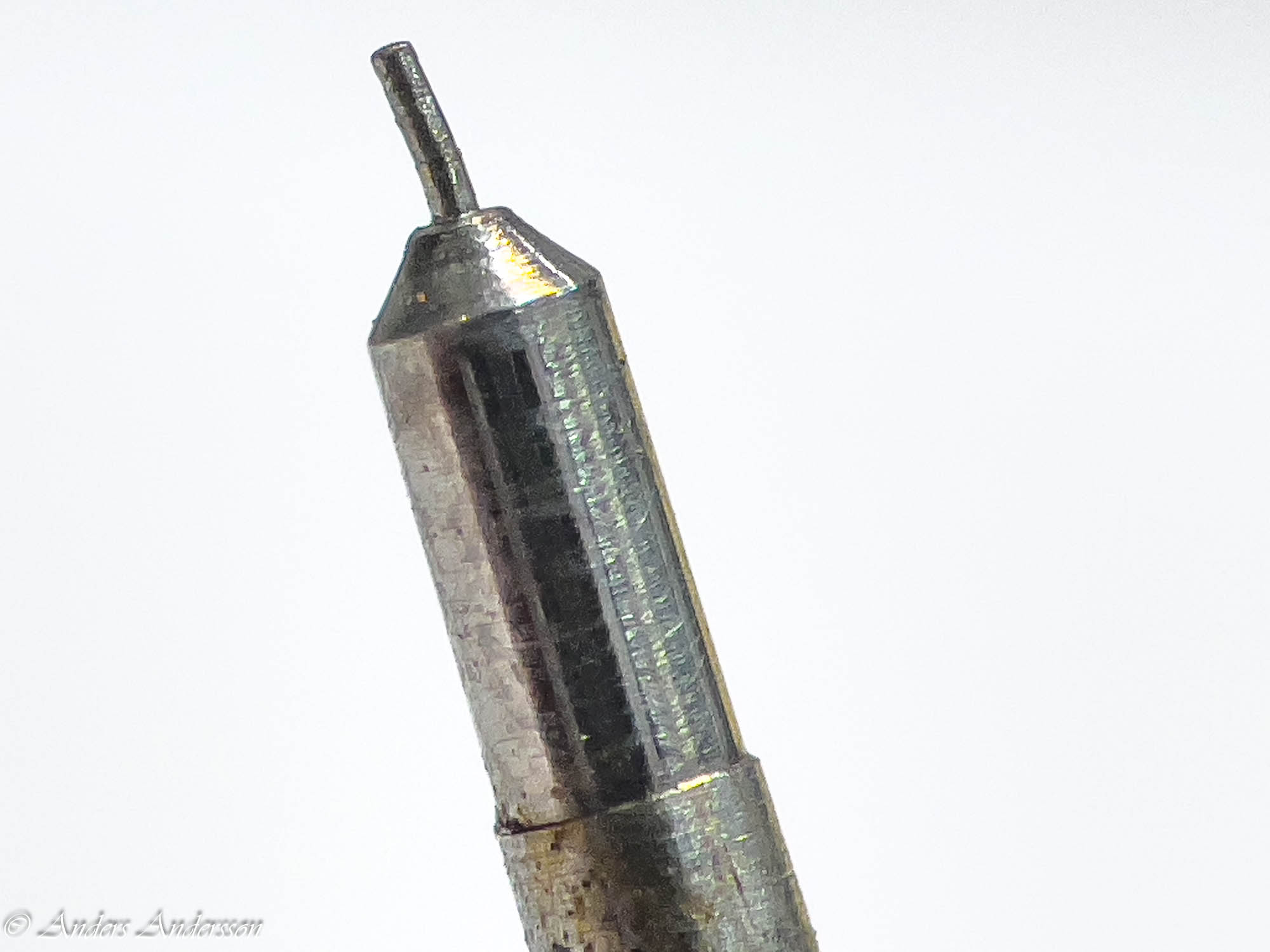
Svarvar en ny längre tapp.
Kortar ned tappen för att få korrekt luft.

Tappänden polerad och fin.

Jag försöker att få bort det mesta av oxiden i driven med hjälp av olika polerpastor applicerade på en spritindränkt putspinne som löser polerpastan. Som synes är drivens ytor ganska sargade. Det kan möjligen härröra sig från härdning utan att skydda ytan. I original skulle driven vara mycket noggrant polerad och helt utan märken. Jag skulle kunnat slipa bort alla märken, men avstår för att inte deformera formen på drivtänderna. Jag provade ingreppet mot kronhjulet och jag tyckte att det ändå fungerade fint. Om det hade visat sig vara problem med ingreppet hade jag nog gjort en helt ny driv.
Nu har jag ett gånghjul med korrekt luft.

Här nitar jag hjulet. Efter det planriktar jag gånghjulet i krumcirkeln.
Prov av höjdluft.
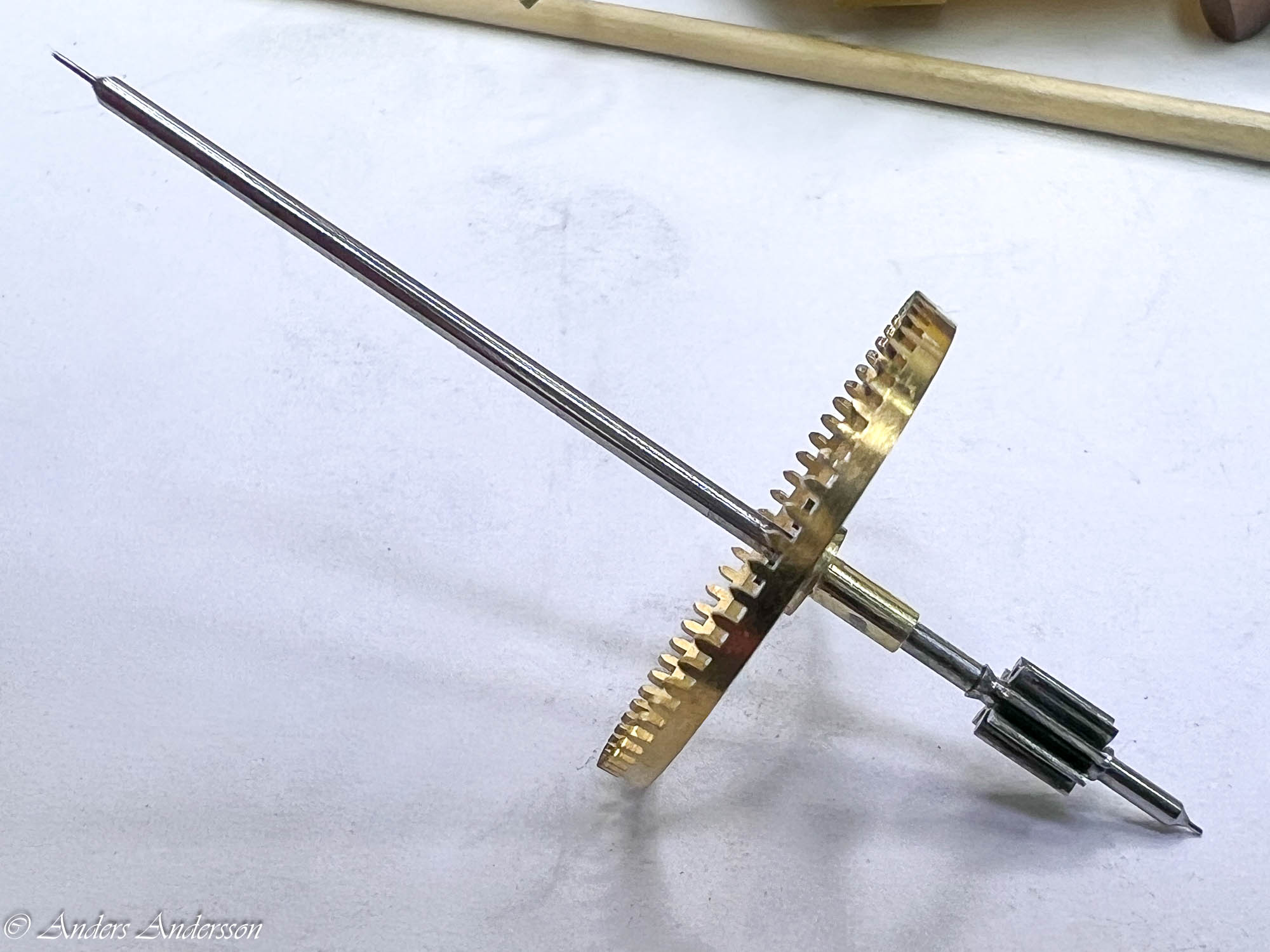
Nästa steg är att rikta den böjda balanstappen.
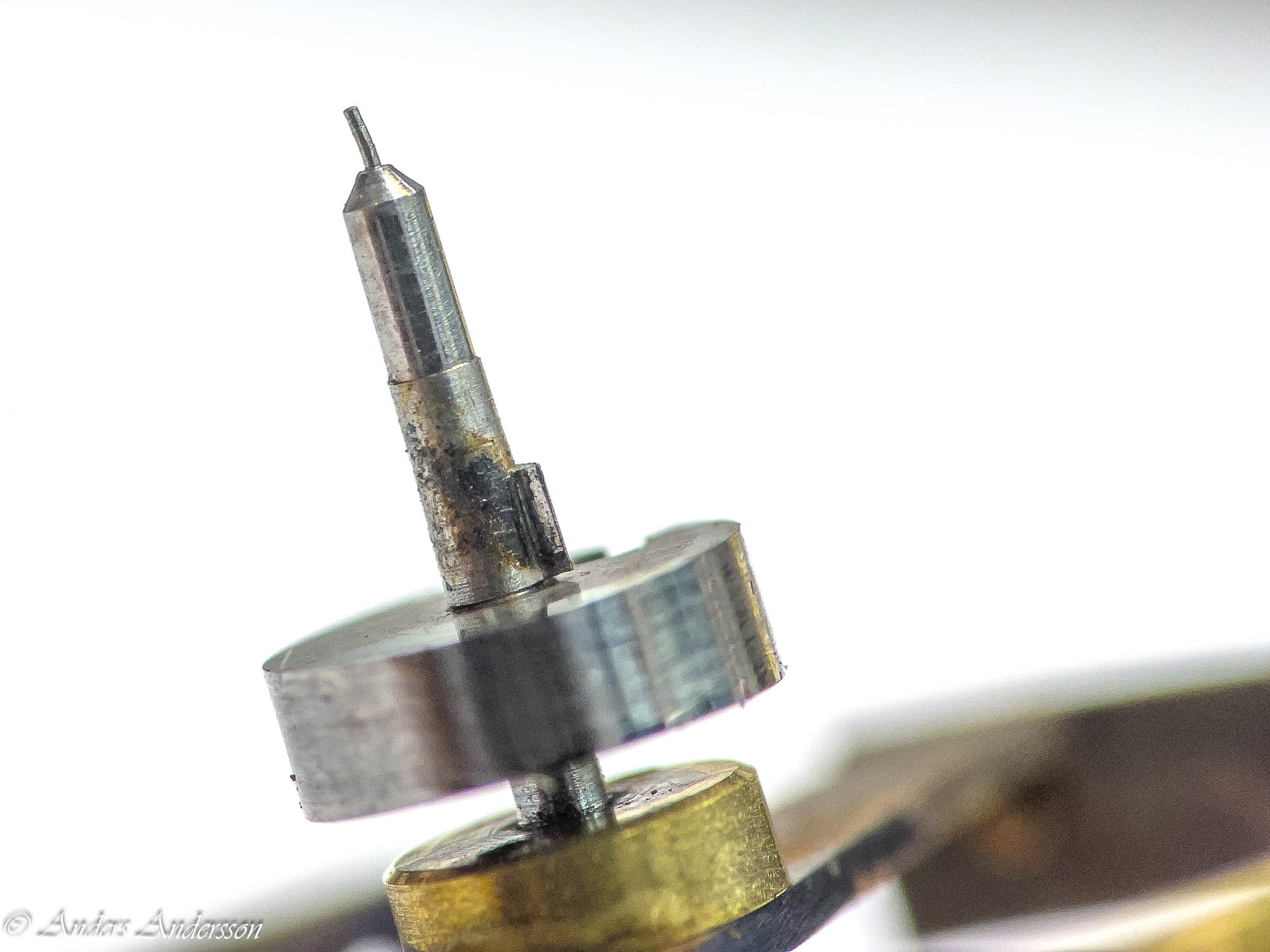
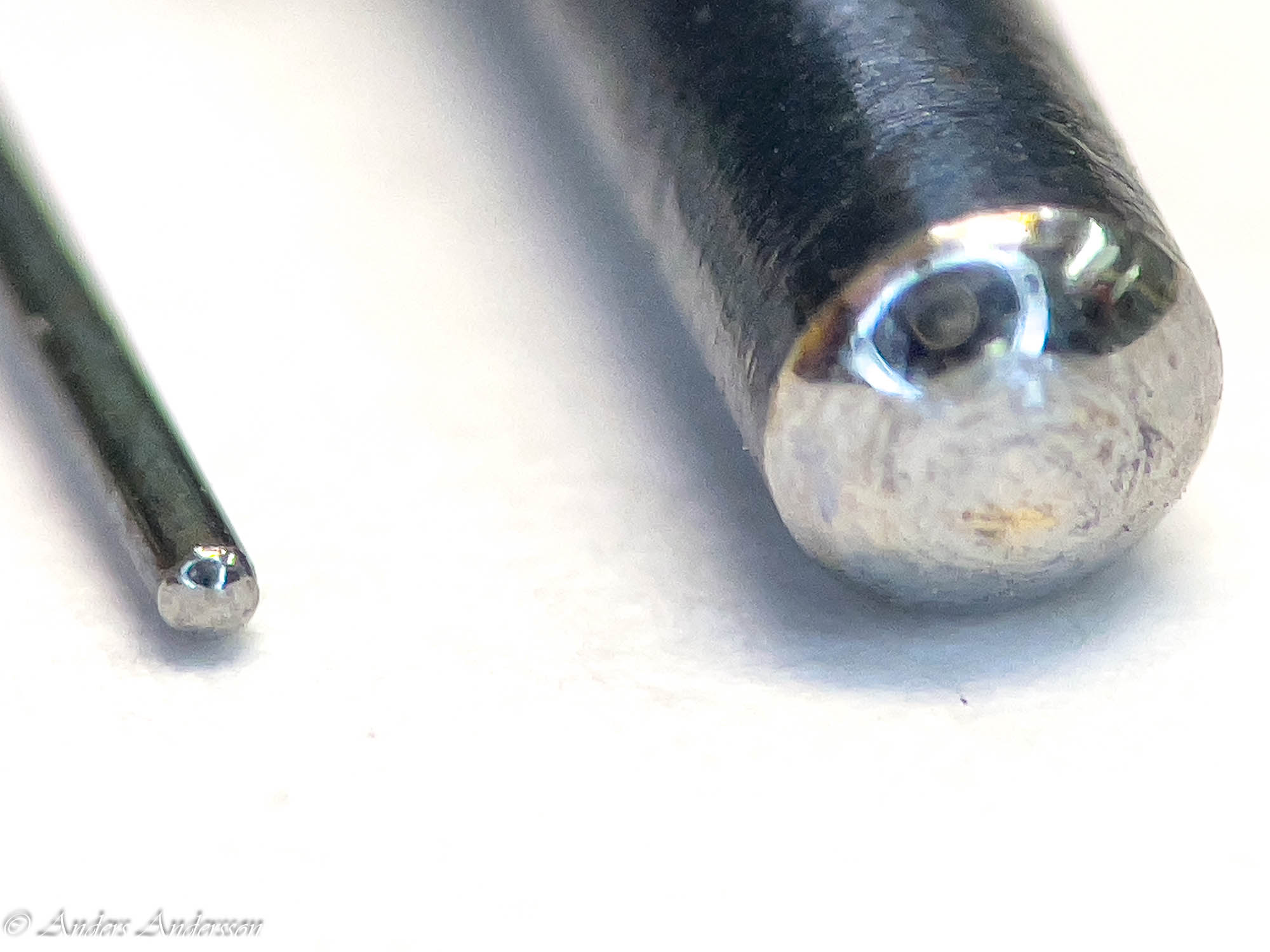
En banan?
Nej en böjd balanstapp!
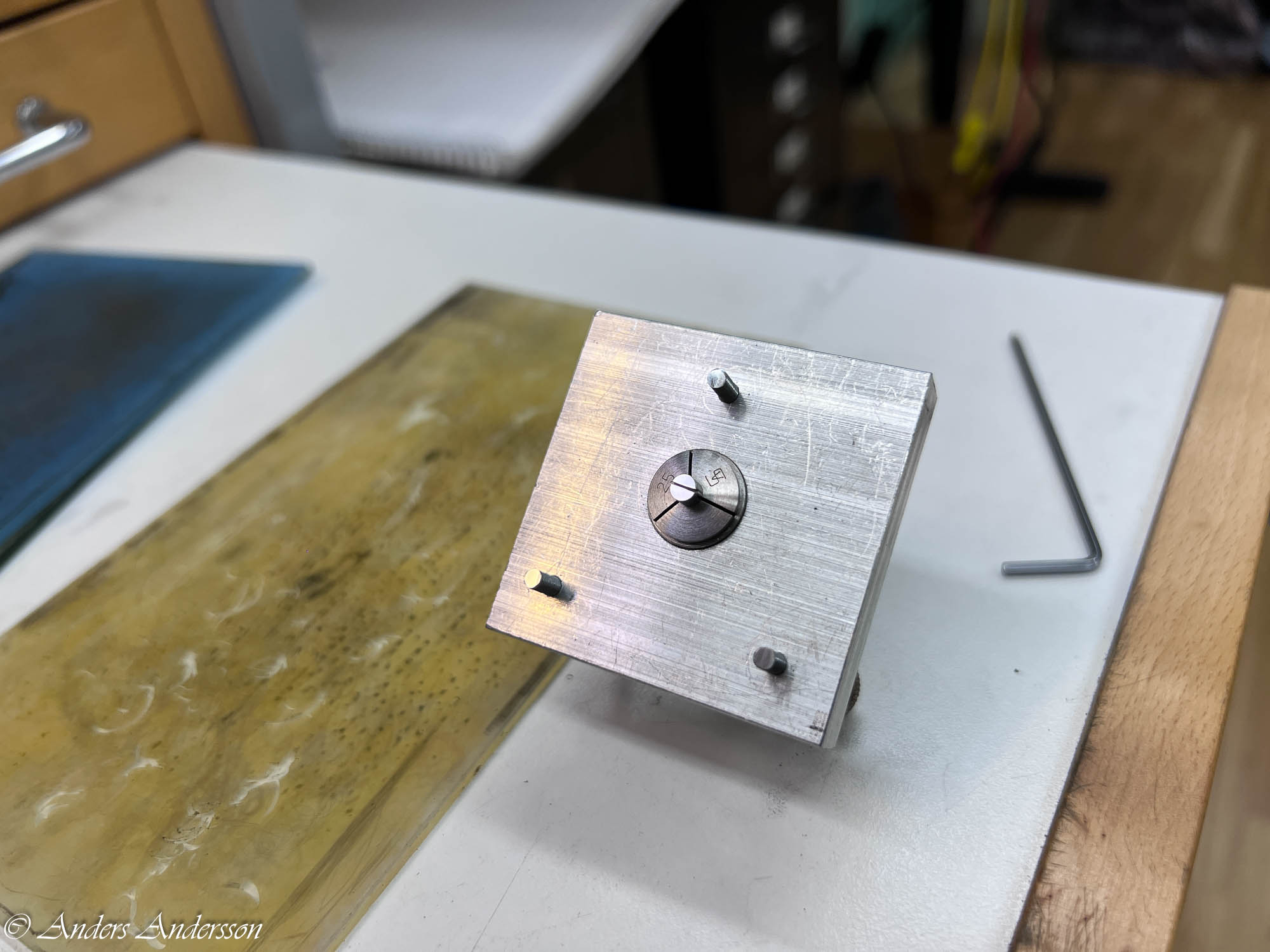
För att rikta tappen använder jag mig en hålskiva som medföljer steninpressaren för att kunna prova och mäta en tapps tjocklek. Det finns även ett speciellt verktyg för detta ändamål men dess hål var för små för denna balans.
Så här ser det ut när jag roterar balansen i hålet. Man studerar tappens rörelse som är som en upp- och nervänd kona. Vid högsta punkten trycker jag med ett verktyg ner balansringen och försöker böja tillbaka tappen.
Nu är det bara lite kvar!
Så här gör jag för att ta bort balansen från verktyget utan att skada tappen. Lyfter upp verktyget något över bänkskivan och knackar till med ett verktyg. Balansen hoppar ur hålet!

Lite kvar.

Här slutar jag. Tappen är något S-formad men borde ändå kunna fungera.
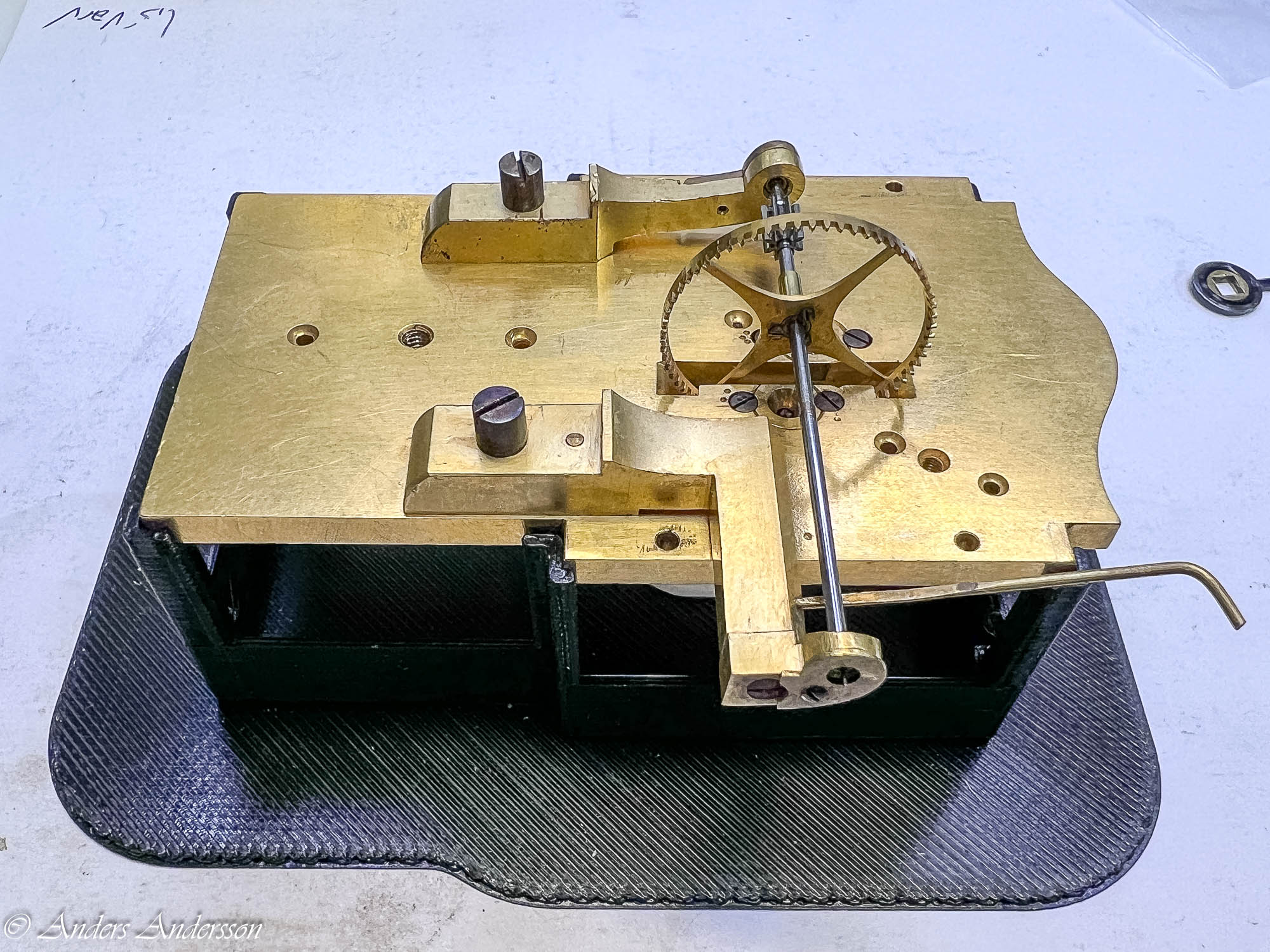
Nu sätter jag in alla delar i echappementet som skruvas fast i själva urverket, dags att prova om det fungerar!
Jippii tänkte jag! Allt fungerar! Balansen svänger fint och allt tickar på.
Men när den gått ett tag hörs ett litet missljud. Jag tittar och lyssnar, inget händer, men efter flera minuter hörs det igen. Något är fel. Jag kan ju se att gånghulständerna är skeva, men de ser ändå ut att gå fritt. Jag sätter upp videokameran och sätter igång att spela in. Återigen, efter flera minuter hörs ett missljud och jag ropar till!
Efter att jag ropat till fortsätter klockan att ticka på som om ingenting hänt.

Screenshot
Jag tittade igenom filmen noga och tog en skärmdump precis när missljudet hördes.
Screenshot
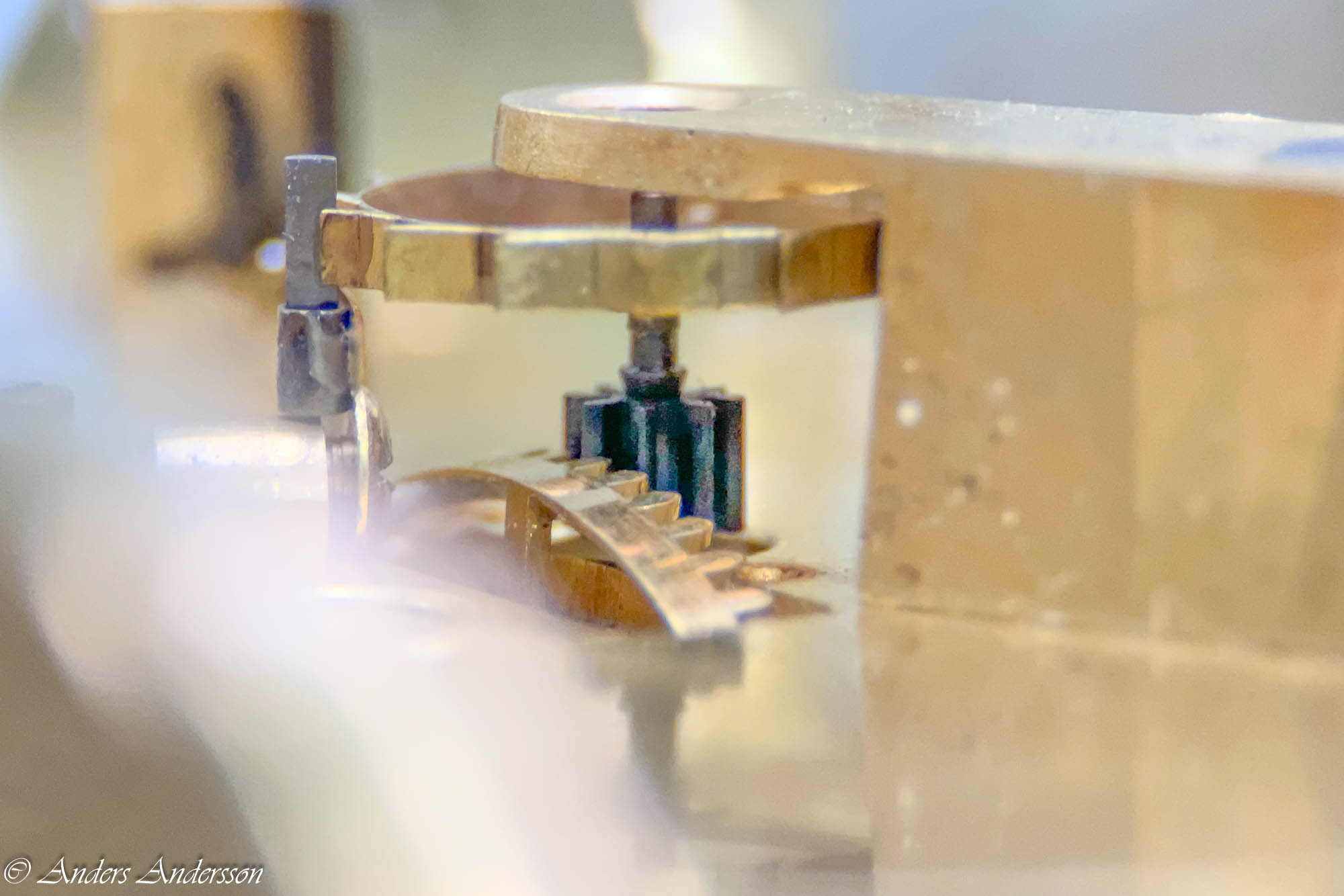
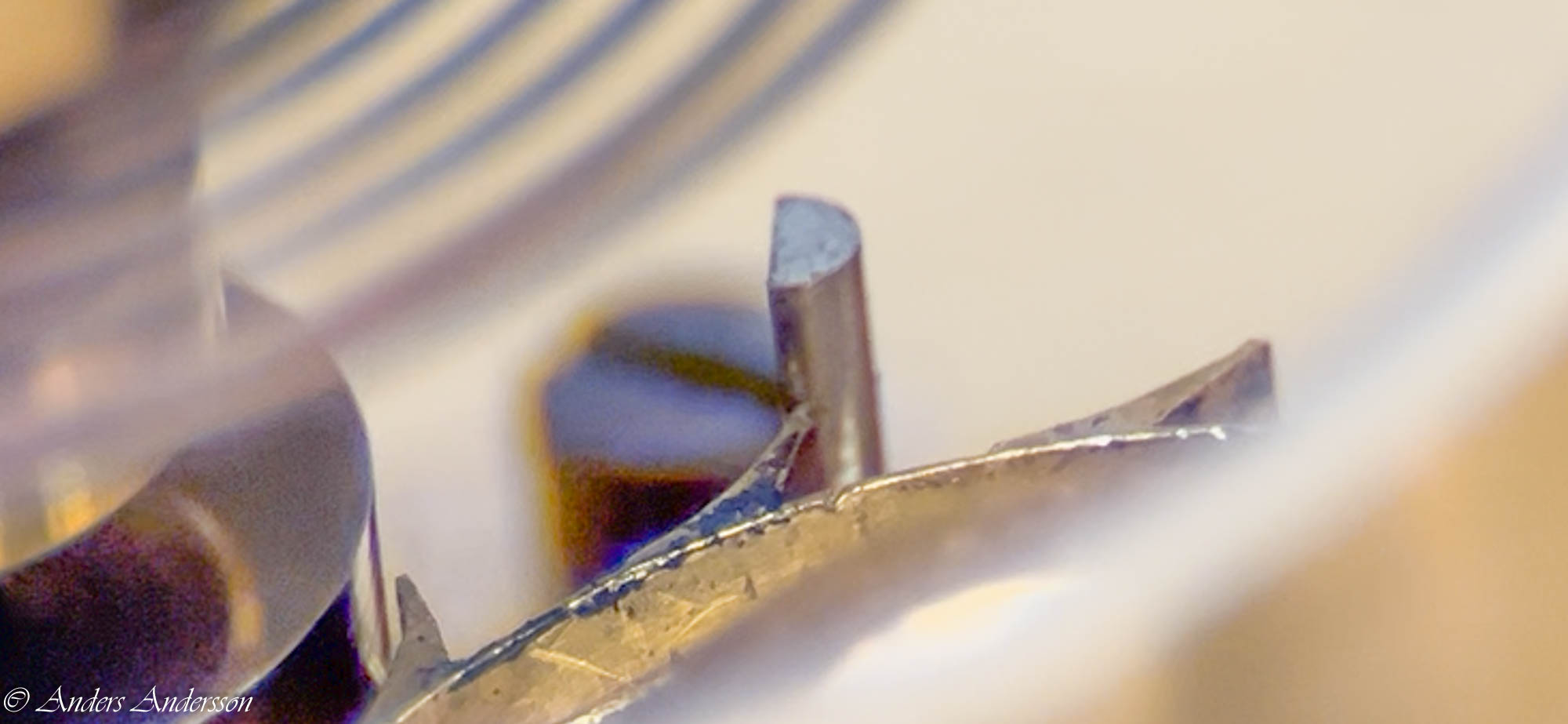
Närbild. Här ser man tydligt vad som hänt. Gånghjulstanden har hamnat på fel sida om vilstenen. För att lättare kunna ”orientera” mig har jag märkt vissa tänder med en tuschpenna.
I denna video har jag spelat in i slowmotion, här ser man tydligt impulsrullens oregelbundheter samt gånghjulets böjda och felaktiga tänder.
Nu följde en ganska lång process att försöka böja och rikta upp tänderna. Genom att använda kamerans slowmotionfunktion kunde jag rikta tand efter tand tills alla passerade säkert runt hela varvet.
Några filmer som visar processen på ingångssidan. Håll koll på luften mellan impulsrullen och gånghjulständerna.
Så här ser det ut på utgångssidan.
Det jag tittar efter är hur gånghjulstanden förhåller sig till impulsrullen på både ingång- och utgångssidan. Det måste finnas luft mellan tand och rulle.
Efter att jag blivit nöjd med riktningen av gångjulständerna, låter jag klockan gå med visare på för att se hur väl den håller tiden.
Under tiden sätter jag igång med dämpfjädern för slaget.
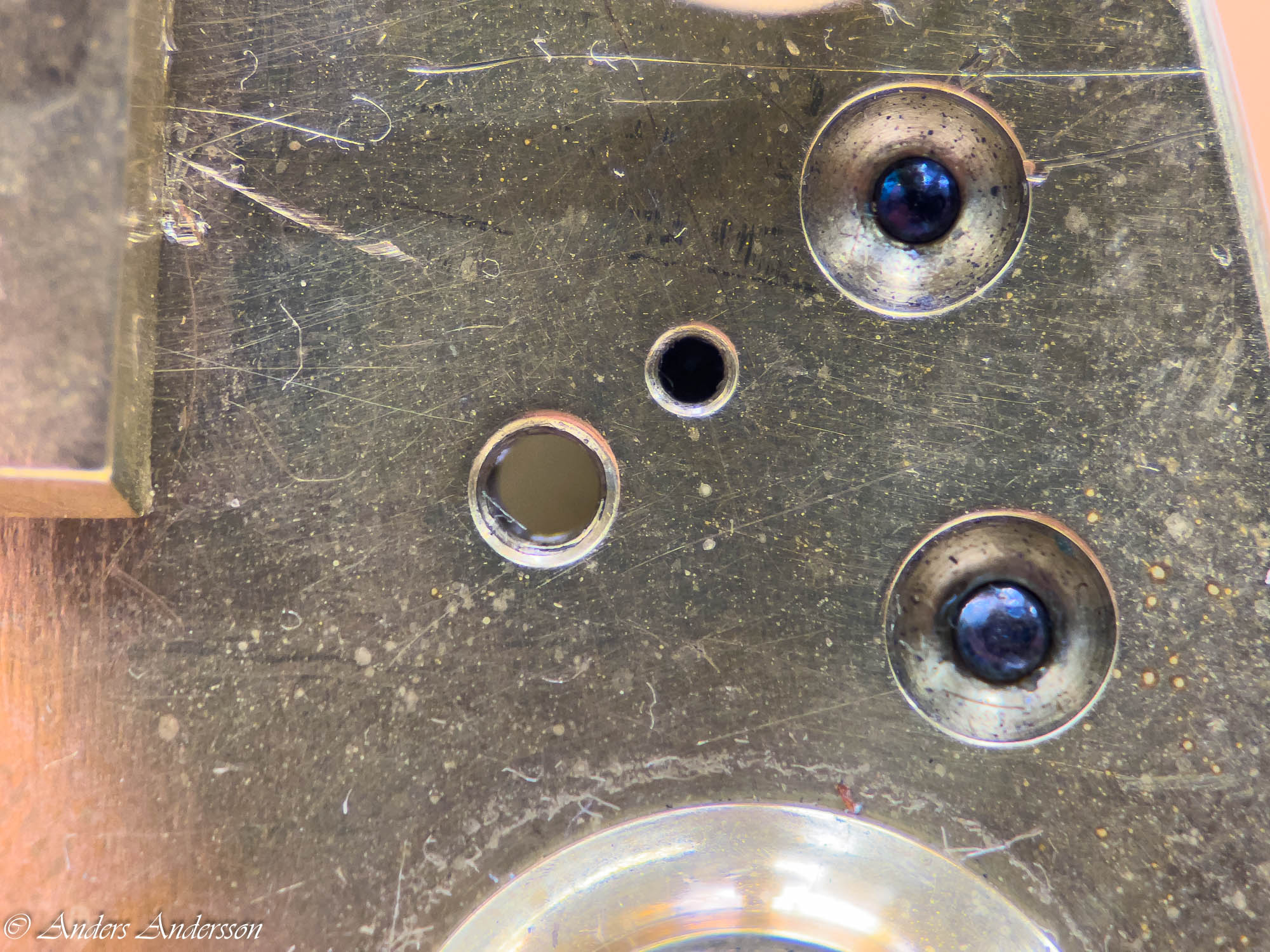
Det fanns två tomma hål för en dämpfjäder som aldrig? har funnits. Man brukar se märken om det suttit något tidigare. Här syns inget, bara de förberedda hålen. Men att det behövs en dämpning står helt klart. Se del 1 i denna följetong. Det är inte meningen att hammaren ska låta mer än själva slaget. Någon hade satt en liten plastplupp (se nedan) på en skruv som varken gjorde till eller ifrån.

Jag mäter avståndet mellan hålen och fräser ut en fot för dämparen.

Fräser till formen.
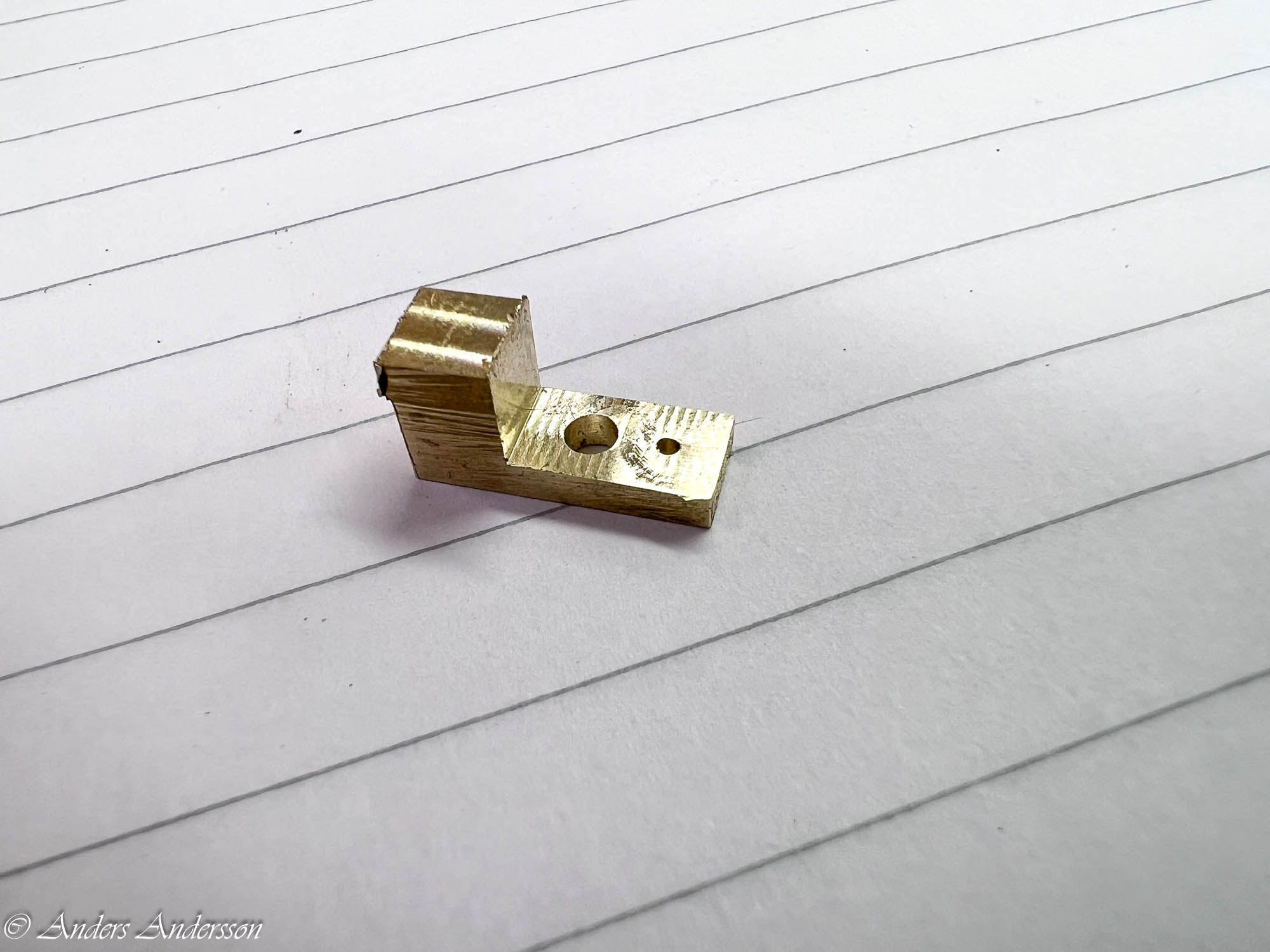
Formen är klar. Hål för skruv och styrtapp borrade. Återstår att borra hålet för tråden.
Provar positionen och förhållandet mot hammaren. Längst uppe till höger syns plastpluppen som någon satt för att resultatlöst försöka dämpa hammaren.
Svarvar och gängar en skruv till dämpfjädern.
Skruven sticks av.

Provar med den nygjorda skruven.
Efter härdning poleras och anlöps skruven till en vackert blå färg.

För att tråden ska bli hård hamrar jag ut den mot ett städ.
Nytillverkad dämpfjäder på plats.
Mer om injusteringen av gången och resten av verket följer i nästa del.