En kollega bad mig om hjälp med ett verk till ett Certina rättidsur med hoppande sekund. Klockan fungerade men den hoppade flera sekunder i taget.
Verket var snyggt tillverkat med en stor balans och breguetspiral. Har försökt att hitta någon information om verket men inte hittat något, inte ens vem som tillverkat det.
Har aldrig sett denna konstruktion tidigare på hoppande sekund.
Först tänkte jag göra det enkelt för mig och ”smida” ut det gamla, för korta fingret. Men det fungerade fortfarande inte. Det var bara att göra ett nytt finger.
Med det nya fingret på plats, anpassat till rätt längd fungerade klockan som tänkt. Sekundvisaren hoppade en gång per sekund.
Längst ned finns några videoklipp på hur det ser ut när klockan går.
Ytterligare en observatorietestad fickurskronometer – denna gång en Borel & Courvoisier. Åter ett slaktat löst verk utan boett, en ny boett skulle tillpassas och verket renoveras.
En kort historik.
Företaget Borel & Courvoisier startades 1859 av svågrarna Jules Borel och Paul Courvoisier. Man startade sin produktion med tre verk – ett herr, ett dam och ett 14 linjers cylinderur. Man beställde råverk från franska Japy Frères samt från de schweiziska Robert & Cie, Mauler & Ducommun och Frotte Cholet. Finisheringen utfördes av verkstäder i La Sagne. Gångpartiet tillverkades av Bayards. Spiralen kom från Le Locle, balansen från Placemont, drivarna tillverkades i Mont-Saxonnex i Frankrike. Boetten tillverkades i La Neuveille och dekorerades i Fleurier, Le Locle och Genéve. Visarna kom från Le Locle och tavlan från Genève.
Ett exempelutdrag från Jules Jurgensen där man ser alla olika leverantörer av delar och arbetsmoment.
Ihopsättningen och reglaget utfördes i Borel & Courvoisier’s ateljé i Neuchâtel. Denna mix av delar och olika tillverkare var typisk för den tiden (Så även i våra dagar). B & C använde också verk från bland annat Girard-Perregaux, Dubois & Leroy, Aubert Frères och Roskopf.
Man startade tillverkningen i en liten ateljé i Neuchâtel, men företaget växte snabbt och en ny modern fabrik byggdes. De inriktade sig på att tillverka observatoriestestade klockor med hög precision för den Amerikanska marknaden. B & C vann första pris vid observatoriet i Neuchâtel1866.
Klockorna spreds över världen och fanns bland annat representerade i New York, London, La Plata, Hamburg, och Odessa. B & C fortsatte att kamma hem förstapriser vid observatoriet i Neuchâtel, 1870, 1875, 1876 och 1880.
Paul Courvoisier blev sjuk och Jules Borels son Ernest tar vid i styrelsen 1894. Jules Borel avlider 1898, då ändras namnet till Ernest Borel & Cie successeur de Borel-Courvoisier. 1910 registrerade man märket Union Watch. 1936 efter 67 år lämnade Ernest över till sin son Jean-Louis Borel. 1955 tillverkade man urverk för A. Schild, Fontainemelon och ETA. Man tillverkade flera armbandsur bland annat kultklockan Cocktail med en slags kalejdoskoptavla.
Så här skriver Eric om klockan och om testningen vid observatoriet i Neuchâtel:
Testningen av kronometerar påbörjades år 1860 på observatoriet i Neuchâtel. Den 20:e juni år 1866 introducerades ett nytt regelverk som tog bort begränsningen vad gäller gångtyp. Tidigare hade ankarverk testats separat från urverk med kronometergång (med vippa och detantfjäder) och under kortare period och mindre strikta gränsvärden. I regelverket bestämdes också att tre testkategorier skulle införas, nämligen:
– Kategorin för marinkronometrar – Kategorin för fickkronometrar vilka testats i 30 dagar i två positioner och i värmeugn – Kategorin för fickkronometrar vilka testats i 15 dagar i en position och vid rumstemperatur
För fickkronometrar i 30-dagarskategorin betyder det att följande 5 parametrar testades: 1. Den genomsnittliga dagliga gångavvikelsen 2. Den genomsnittliga dagliga gångvariationen 3. Skillnaden i gång mellan urverket liggandes och ståendes 4. Skillnaden i gång för varje grad Celcius i temperaturförändring 5. Skillnaden mellan den högsta och lägsta uppmätta gången
Testningen av fickkronometrar i 15-dagarskategorin innefattade ej parameter 3 och 4.
De första två kategorierna räknades som tävlingar där de bästa urverken tilldelades priser. I kategorin för marinkronometrar gavs den bästa ett pris och i 30-dagarskategorin för fickkronometrar gavs de fyra bästa priser.
Utöver ovannämnda kategorisering indelades också fickkronometrar i fyra (senare endast tre) klasser beroende på genomsnittlig gångvariation (oavsett kategori). Urverk som uppvisade en genomsnittling gångvariation på: under 0,5s benämndes första klassens kronometrar mellan 0,5s och 1s benämndes andra klassens kronometrar mellan 1s och 2s benämndes tredje klassens kronometrar över 2s benämndes fjärde klassens kronometrar
1866 års regelverk kom att nyttjas 1867 till 1872. Den 27:e december år 1872 kom regelverket att göras om igen (det nya togs i bruk år 1873). Nu introducerades en tredje klass för fickkronometrar, vilken innebar en testningsperiod på 44 dagar. Det är också denna längre testningskategori för fickkronometrar som starkast har kommit att förknippas med observatorietestning och observatorietävlingar, men då under benämningen första klassens kronometrar. Kategorisystemet som beskrevs ovan med kategorier som bestämde testningslängd och med indelning i olika klasser beroende på resultat kom med tiden att göras om till ett system där kategorierna istället benämndes klasser. Prissystemet kom dessutom att utökas från att endast premiera ett fåtal av de bästa urverken. I det senare klassystemet, som introducerades tidigt 1900-tal, definierade klasserna testningslängd och tillåtna gränsvärden, likt de tidigare kategorierna, och de deltagande bättre urverken kom att tilldelas exempelvis första-, andra- och tredjepriser beroende på resultat (guld, silver och brons på vissa observatorier – alla urverk tilldelades inte pris). I någon mening kan det väl sammanfattas med att de tidigare kategorierna blev klasser och de tidigare klasserna blev priser.
Borel & Courvoisier nummer 53629 är troligen byggt på ett råverk från Piguet Frères (L’Orient-de-l’Orbe) eller Aubert Frères (Derrière-la-Côte). Urverkstypen benämns ofta Jürgensen-kaliber efter tillverkaren Jules Jürgensens omfattande användning av liknande urverk.
Nummer 53629 testades år 1872 enligt 1866 års regelverk. Urverket testades i 30-dagarskategorin för fickkronometrar och uppvisade under testningen en genomsnittlig gångvariation på 0,39s, vilket alltså innebar att den räknades till den första klassen.
Totalt testades 160 fickkronometrar år 1872, 108 i 30-dagarskategorin och 52 i 15-dagarskategorin. Av de 108 urverk som testades i 30-dagarskategorin kategorin kom Borel & Courvoisier 53629 på plats 36.
Urverken testade i 30 dagars-kategorin år 1872 för fickkronometrar klassificerades enligt följande: Platserna 1 till 56 som första klassens kronometrar Platserna 57 till 104 som andra klassens kronometrar Platserna 105 till 108 som tredje klassens kronometrar
Av de totalt 160 fickkronometrar i båda kategorierna var 113 ankarverk, 31 hade kronometergång med vippa, 11 hade kronometergång med detantfjäder och 5 var tourbilloner. Bredden vad gäller gångtyper bland de 160 testade urverken ger en intressant insyn i eventuella prestandaskillnaden. I dokumentationen från 1872 års testning ges den genomsnittliga gångvariationen för alla gångtyper: Kronometergång med vippa: 0,46s Kronometergång med detantfjäder: 0,54s Ankargång: 0,53s Tourbilloner (alla gångtyper): 0,58s
Nu över till klockan och kortfattat om reparationen.
Jag hade fått ett urverk med tavla samt en visningsboett – jag skulle försöka få ihop detta till en fungerande klocka. Börjar med att noggrant mäta upp boett och verk för att se om verket skulle passa i boetten. Det såg ut som om det skulle fungera, fräste och filade bort en del material från boetten – verket passade.
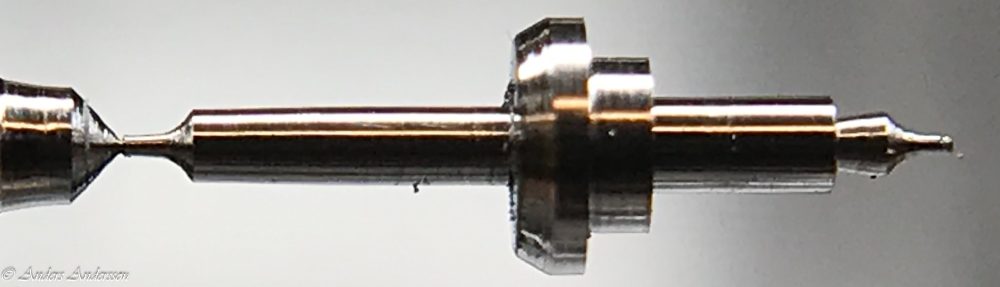
Eftersom verket saknade uppdragsaxel blev det nästa steg – att anpassa en axel. Hittade en lämplig kandidat som jag svarvade till. Efter det svarvade jag ett rör som sattes in i boetten så att det skulle gå att ställa visarna. Efter det rengjordes verket och sattes igång. Man slås av det enorma arbete som lagts ner på alla detaljer och hur väl utformat allt är. Mer förklaringar vid bilderna. Varsågod och njut!
Härligt perlage – hantverksmässigt utfört.
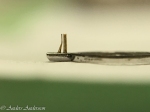
Centrumstiftet slås ut.
Stiftet löst.
Stiftet är något böjt vid midjan, detta skapar visarfriktionen.
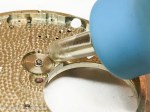
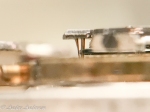
Visarväxelhjulsaxeln sliten. Visarväxelhjulet satt fast, klockan stannat.
Visarväxelhjulsstiftet innan polering.
Stiftet polerat.
Det polerade stiftet på plats.
Blåser med dammpusten – hjulet snurrar lätt igen!
Nu är det dags att leta reda på en passande uppdragsaxel.
Börjar med att mäta F-måttet.
Söker i DCN-katalogen efter en passande axel. F-måttet 665, 1361, kan den passa?
DCN-1361 skall provas.
Ja, passar rätt bra. Styrtappen är lite för lång.
Transmissionshjulet passar precis över fyrkanten, men inte på den dela av axeln där den ska passa. Inga problem, bara att svarva lite.
Muffhjulet passar perfekt.
Spåret för regeln lite för smalt.
Mäter regelns tjocklek.
Kortar av styrstiftet i svarven.
Sätter av den nya spårbredden med ett bladmått.
Breddat spåret för regeln i svarven.
Svarvar en ansats för transmissionshjulet, kommer att fungera fint.
Uppdragsaxeln fungerar!
Kontrollerar så att verket hamnar i rätt position i boetten.
Märker ut placeringen av visarställningsröret.
Märker ut placeringen av visarställningen.
Borrat hål i boetten och anpassat ett nysilverrör för visarställningen.
Svarvar ett visarställstift i nysilver, samma material som i boetten.
Stiftet passar.
Ska testa om visarställningen fungerar.
Stiftet intryckt – i visarställäge.
Balansen.
”Långa” kurvknän till breguetkurvan.
Spiralrulle och ytterfäste. Tittar du noga på de inre spiralvarven ser du att avstånden inte är lika – varvfel. Låter dessa fel passera.
Här syns tydligt de olika skikten i kompensationsbalansen.
Liverrullen fint polerad. Liverstenen i safir.
Verkbottnen efter rengöring.
Verkbottnens tavelsida efter rengöring.
Centrumstenen spräckt. Letade efter en passande fattningssten, men hade ingen. Hade ingen modern sten heller, alternativet skulle vara att svarva en fodring i mässing. Jag valde att inte göra någonting.
Fjäderhus med fjäder.
Vackert utformat gånghjul. Anlöpningen tyder på att någon borrat in en tapp.
Slitage på gånghjulsdriven.
Centrumdriven.
Centrumhjulet.
Ett av visarställhjulen.
Bryggan för gång- och sekundhjul innan motstenen för gånghjulet kommit på plats.
Otroligt vackert utformad hake, med välvda hakstenar individuellt inslipade i korrekt längd. Den ringformade delen till vänster är en motvikt.
Haktappar utformade för motstenar.
Hakgaffel och säkerhetskniv.
Hakbrygga med motsten.
Den vackert graverade centrumhjulsbryggan.
Kronhjulet.
Stoppverket för en gångs skull komplett.
Gångpartiet.
Gångparti med den säregna haken.
Balanskloven – ”örat” till vänster är till för att skydda spiralen från att haka upp sig vid en stöt.
Verket klart.
Stoppverket till vänster.
Uppdrag och visarställning fungerar nu som det ska.
Tavelsidan i stort sett klar.
Verket ihopsatt.
Balansklove och balans.
Lagerstenarna infattade i skruvade guldjeatonger.
Detalj av centrumhjulet.
Tavlan har inga tavelpelare. Den kläms fast direkt på verket.
Lars hade bett mig se över ett Movadofickur. Vid en första snabbtitt verkade det ganska bra, förutom kronan som var sliten.
Efter lite närmare inspektion på verkstaden upptäckte jag att en lagersten var sprucken och spiralen såg konstig ut. Inga större problem så det var bara att sätta igång.
Letade först reda på en ny passande krona. Därefter tittade jag närmare på spiral och balans. Spiralen hade varvfel, breguetkurvan var inte plan samt formen var fel. Riktade först varvfelen – dvs avstånden mellan spiralvarven som inte var lika. Sedan gjorde jag kurvan plan, sist riktades kurvformen. Även ruckstiften justerades och riktades. Balanstapparna var lite slitna, de fick poleras i rullbänken.
Gaffeln på gånghaken hade märken av slitage, den fick poleras. Först fick jag dock ordna till min polerfil som är välanvänd och hade blivit sliten.
Sedan var det löpverkets tur, alla hjulen kontrollerades och tapparna inspekterades – centrumhjulet var rejält slitet. Det gick fint att polera bort alla märken men nu glappade hjulet lite väl mycket i hålet. Beslöt mig därför att sätta in en sten istället för det slitna mässingshålet.
En av stenarna i löpverket var sprucken. Tryckte sönder den med ett verktyg – öppnade fattningen – med det speciella verktyget – och satte in en ny sten av syntetisk rubin. Innan det fanns syntetiska lagerstenar använde man äkta rubin. Dessa stenar var mycket sköra och gick inte att pressa in, utan de sattes fast i en fattning. Med hjälp av svarv eller ett speciellt skärande verktyg gjordes fattningen. Man vek sedan över en kant – med hjälp av ett speciellt verktyg – över stenen. Jag brukar – om det finns möjlighet – att fatta in även den moderna stenen. Det ser snyggare ut och man förstör inte fattningen. Då mäter jag först öppningen och ser om det går att använda en standardiserad sten. Sedan pressar jag ner stenen med steninpressaren om det behövs annars viker jag bara över kanten med mitt verktyg.
En sten till balansen var lös, så den fattade jag om när jag ändå var i farten. Kronhjulet skars rent från grader så att det inte skulle skära in i verkbotten.
Allt klart för rengöring!
Verket sattes ihop och oljades – men verket gick väldigt dåligt…
Vad var fel?
Balansen svängde fint men helt plötsligt stannade den, jag kunde se att balansen stannade mot hakens horn. Felet låg någonstans i gångpartiet. Hur kontrollerar man gången?
Först tar jag bort balansen. Sedan kontrollerar jag gången. Tittar på hur gånghjulstanden faller mot vilytan på hakstenen – vila 1 – den skall vara ungefär en grad. Detta skall vara lika på båda stenarna. Sedan skall haken ha en liten fri väg innan den vilar mot anslagsstiftet – vila 2. Detta skall också vara lika på bägge sidor. Om det ser riktigt ut är gången OK.
Sedan sätts balansen tillbaka och hornluften kontrolleras. Man vrider då balansen så att liverstenen står mitt för hornet – då skall haken gå att röra litegrann. Också detta skall kontrolleras och vara lika på bägge sidor.
Sist kontrollerar jag knivluften. Då vrider jag balansen så att luften mellan den lilla rullen- säkerhetsrullen – på liverrullen och hakens säkerhetskniv kan kontrolleras. Den skall vara liten och samma på båda sidor. Här var felet! Alldeles för stor luft! Då är kniven för kort.
I detta fall bestod kniven av ett inpressat mässingsstift i haken. (Som det brukar.) Jag kunde med hjälp av en stans trycka kniven utåt mot hakgaffeln så att jag fick korrekt knivluft. Ibland går det att platta/sträcka kniven något, ibland får den bytas, ibland får hela haken bytas. Ett ovanligt fel som man undrar hur det uppstått? Hur har klockan gått innan? Detta justeras på fabriken, normalt behöver man som urmakare inte justera detta.
Nu gick klockan! Men hur? Bra men fel!
Plus 256 sekunder – över 4 minuter per dygn – lite väl mycket!
Fick ta fram mina reglagebrickor och tynga ner balansen något.
Några brickor senare gick klockan som den skulle – håller tiden fortfarande!
Som alltid när man lagar gamla klockor – överraskningar väntar!
Verket innan renovering
Verket innan renovering – med ny krona.
Ruckstiften sneda och för brett isär.
Ruckstiften riktade
Man ser att ytterfästet – stolpen står upp ovanför kloven. Yttersta varvet på vänstersidan brett i förhållande till övriga varv. Varven till höger mer isär än de till vänster. Rikting behövs!
Spiralen ocentrerad – jämför avsånden på höger resp vänster sida.
Kurvan är inte plan. Tappen sliten.
Balanstapparna poleras i rullbänken.
Kurvan plan och tappen polerad.
Yttersta varvet skall riktas.
Yttersta varvet skall riktas.
Varvfelet riktat – kurvformen skall justeras.
Varvfelet riktat – kurvformen skall justeras.
Det blanka märket är slitage som skall poleras.
Haken i kläm – polerfil framför.
Ränder på filen tyder på flitig användning. Nu är det dags för verktygsvård!
Filen skärps med en diamantfil.
Skarp och fin igen!
Rejält sliten centrumtapp.
Borta!
Polerad och fin igen.
Alldeles för stort glapp, något måste göras!
Letar upp en passande sten.
Det gick fint att riva upp hålet i steninpressaren. Var noga med att ”dra” hålet rätt så att inte hjulet lutar – visarna tar i glaset.
Kontrollerar att hjulet står rakt. Kontrollerar med minutvisaren.
Om det blir fel och snett får man sätta upp i svarven och svarva upp hålet med hjälp av planskivan.
En sprucken sten.
Mäter med en skruvmejsel upp hålet.
Hittar en passande sten.
Verktyg för att öppna fattningar.
Verktyg för att öppna fattningar.
Vrider verktyget tills fattningen är öppen.
Fattningen öppen.
Ser till att inga grader eller smuts finns i hålet.
Stenen passar i fattningen.
Stenen passar i fattningen.
Pressar in stenen.
Verktyg för att sluta fattnigen.
Sluter fattningen. Onödigt för stenen sitter ändå.
Dubbel säkerhet – inpressad + infattad sten.
Den lösa stenen i balanskloven.
Grader på kronhjulet skar upp märken i verkbottnen.
Gjorde en reparation på en ovanlig kronograf. Klockan ser ut som ett vanligt armbandsur dock med den skillnaden att denna har tryckknappar. Öppnar man boetten ser man att urverket ser ut som ett vanligt verk.
Urverket heter ETA 1168, i grunden är det ett annat ETA-verk – 1100.
Funktionen är enkel, ett tryck på den övre tryckknappen stoppar centrumsekundvisaren – den undre tryckknappen nollställer centrumsekundvisaren.
Så till själva reparationen.
Klockan saknade en tryckknapp, jag hittade en som passade ganska bra – lite större än den gamla. Bytte ut bägge knapparna så att det blev lika.
Jag såg att spärren var böjd. Varför?
Det visade sig att spärrhjulet låg högt. Ingreppet mellan spärrhjulet och kronhjulet var dåligt och för att spärren skulle fungera hade den böjts upp. Dessutom var lagret för fjäderhuset slitet, det bidrog till det dåliga ingreppet mellan hjulen. Jag bytte ut lagret för fjäderhuset och provade fjäderhuset i det nya lagret, monterade spärrhjulet som hade en ansats på undersidan. Jag beslöt att svarva av ansatsen för att sänka hjulet så att ingreppet skulle bli bättre. Tog bort en 10-del i svarven, det visade sig vara tillräckligt och ingreppet blev fint och bra.
Under bildgalleriet finns två korta filmer.
Klicka på bilderna för att se större!
Hittade en lite för stor tryckknapp- Det finns inte så mycket att välja på.
Den gamla knappen pressas ut.
De nya tryckknapparna på plats.
Tavelsidan.
Urtavlan.
Verksidan.
Bakboetten.
En verkhållarskruv satt kvar.
Spärren ser märklig ut.
Det speciella sekundhjulet.
Nollställararmen.
Tavelsidan utan tavla.
Balanskloven.
Den deformerade spärren, spärrhjul och kronhjul.
Nollställararmens rulle.
Balansklovens märkning.
Stötsäkringen.
ETA 1168.
Det stora nollställningshjärtat på sekundhjulet.
Slitage på kronhjulet.
Sekundhjulets olika våningar.
Märken av slitage på hakstenen. Den vänstra tappen för motsten, den högra har vanlig lagring.
Märke efter slitage i fjäderhusbryggan, hålet för fjäderhuset redan omfodrat – men nu slitet igen.
På undersidan syns armen för stoppfunktionen. Det slitna fodret skall bytas.
Pressar ut det gamla fodret.
En ny passande fodring letas fram.
Jag river först upp hålet –
– sedan brotschas hålet upp till rätt mått.
Nya lagret provas.
Fräser ner höjden på fodret.
Olika nivåer på kronhjul och spärrhjul.
Olika nivåer på kronhjul och spärrhjul. Dåligt ingrepp.
Spärrhjulet skall svarvas av.
Spärrhjulet svarvas av.
Spärrhjulet avsvarvat en 10-dels mm.
Spärrhjulet avsvarvat en 10-dels mm.
Lite bättre förutsättningar för ett bra ingrepp.
Spärrhjulet går precis fritt från bryggan.
Nu förstår jag varför spärren böjts upp.
Gängorna dåliga för verkhållarskruven.
Alla delarna rengjorda.
ETA 1168.
Stopparmen och den nya fodringen.
Centrumsekundhjulet.
Det stora hjärthjulet som gör att visaren kan nollställas.
Sekundhjulets olika delar.
Sekundhjulets olika delar.
Speciella tänder gör att sekundhjulet följer med. På den långa axeln sitter sekundvisaren.
De här tänderna griper in i hjulet som visaren sitter på när kronografen går.
Verket delvis ihopsatt.
Verket delvis ihopsatt.
Verket delvis ihopsatt.
Verket delvis ihopsatt.
Tavelsidan klar.
Verket klart och monterat i boetten – test av funktionen.
Buser är en klocka man inte ser så ofta. Få vet något om märket. Tänkte att det kunde vara intressant att därför visa lite bilder på en klocka jag gjorde iordning för en väns räkning.
Klockans yttre verkade vara i gott skick, när jag öppnade boetten blottades ett kopparfärgat urverk.
Breguetspiral stämde väl överens med texten på urtavlan, jag lade även märke till den fint polerade motstensbrickan över gånghjulet. Jag noterade ett slitage i fjäderhusbryggan – ett vanligt fel – annars märktes inget som var skadat. Alla hjul var fint tillverkade och utan slitage, hakklovens utformning var speciell, hakens anslag fanns i en urfräsning. Annars brukar det sitta två anslagsstift i verkbottnen. Haken hade ett stift på ovansidan som anstagsstift. Balansen var fint utformad med bregeutspiral.
Efter justering av slitaget i fjäderhusregionen rengjordes verket, ihopsättning och oljning.
Kontroll i testapparaten visade jämn och fin gång med hög amplitud.
Vad jag kunnat få fram verkar det som verket började tillverkas 1952, det stämmer bra med klockans utseende. Ibland ser man Buserverk som är mycket enkla, total motsats till cal 182.
Efter ett antal sammanslagningar med flera andra urtillverkare hamnade Buser i Revue-Thommen som upphörde med tillverkning 1999. Numera ägs namnet Revue-Thommen av Grovana Uhrenfabrik.
Mer finns att läsa på mikrolisk.de.
Klicka på småbilderna.
Före renovering
Före renovering
Verket före renovering
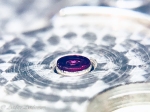
Vacker motstensbricka för gånghjulet
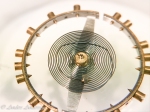
Balansen utrustad med breguetspiral
Buser cal 182
Ovanlig konstruktion av hakkloven med hakens anslag i en speciell urfräsning
Hakens speciella anslagsstift på ovansidan
Tavelsidan med uppdrag och visarställning
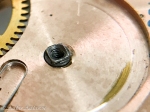
Klassiskt slitage i fjäderhusbryggan
Man ser tydligt att hålet på högersidan om fjäderhuskärnan är slitet. Spärrhjulet har slitit fram mässingen i bryggan
Märke från det lutande fjäderhuset/kärnan på undersidan av bryggan.
Olja och fett blandat med metallpartiklar bildar ett fint slipmedel
Olja och fett blandat med metallpartiklar bildar ett fint slipmedel
Uppe till vänster ser man hur det slitna fjäderhuset har skrapat emot verkbottnen
Kanten på fjäderhuset har släpat emot verkbottnen
Fjäderhuskärnans undre tapp var ovanligt tunn
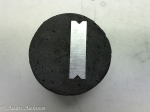
Fjäderhuset isärtaget, fjädern uttagen
Den slitna fjäderhuskärnan måste poleras
Polering av fjäderhuskärnan görs innan övriga slitage justeras
Fjäderhuset ihopsatt för kontroll av slitage
Fjäderhuslagret skall slås ihop
Fjäderhuslagret skall slås ihop i stansstället
Hålet i fjäderhusbryggan slås ihop
Fjäderhuset justerat och glappfritt
Hålet glättas upp för att göra lagerytan hård och polerad
Hålet snyggt ihopslaget. Kontroll av luft så att det löper fint.
Glapp i visarställhjulen, jämför nästa bild. Titta på avståndet mellan driven botten och tirettfjäderns raka kant.
Glapp i visarställhjulen, jämför föregående bild. Visarställningen fungerade ändå ok som tur var. Svårt att göra något åt detta slitage.
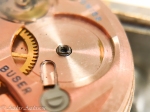
Slitage vid kronhjulskärnan. Men även detta fungerade, annars kan uppdraget knäppa/kugga över.
Verket klart efter rengöring och oljning
Verket klart efter rengöring och oljning
Verket klart efter rengöring och oljning
Inruckning i testapparaten. Verket gick väldigt bra med hög amplitud / balanssvängning.
Som första bilden visar fanns en för mig tråkig överraskning – kronhjulets kärna var väldigt sliten. Blev ett par timmars extra jobb. Tur att det gick att lösa i alla fall. Sista grejen som jag inte räknade var att glaset var för lågt. Det är inte helt lätt att ändra höjden så att det blir jämnt och fint och utan märken. Men övning ger färdighet!
Klicka på bilderna för att se större!
Har haft nöjet att besöka Haldamuseet i Svängsta vid ett par tillfällen. Om du har möjlighet, missa inte ett besök i detta museum. Henning Hammarlund startade Halda fickurfabrik i Svängsta 1887, tillverkningen av fickur pågick fram till 1926. Fantastiskt att vi i Sverige haft tillverkning av fickur av mycket hög kvalité, synd att det inte bar sig. Man valde att tillverka annat såsom telur, taxametrar, skrivmaskiner för att avsluta med spinnrullar – en tillverkning som fortfarande finns kvar i Svängsta.
Henning Karlsson vår guide vid besöken arbetade själv vid fabriken, han är en av dem vi kan tacka för detta fina museum. I samband med att ABU bildades 1943 behövdes mer lokaler och det beslutades att den gamla urfabriken skulle tömmas på sina inventarier. Henning Karlsson och några vänner tömde lokalen men istället för att köra allt till tippen smörjdes alla maskiner in och fraktades till ett gammalt hus i skogen i närheten. Där gömdes allt till 1969 då huset börjat förfalla så mycket att hela denna skatt hotades. Henning kämpade för att allt skulle ställas iordning till ett museum – det blev verklighet 1977 då museet kunde öppnas i just den lokal där det hela började en gång.
Hela fabriken är intakt så i princip skulle man kunna starta tillverkningen igen! En spännande tanke…
Det finns mycket att berätta om Halda – för dig som vill veta mera rekommenderar jag boken – Halda-en svensk fickurfabrik av Sandström, Carlsson och Sjunnesson. Kanske går den att hitta på antivariat.
Fräsmaskin för dekorationer.
Kopierings – eller konturfräsmaskin. Här tillverkades delar till gångpartiet med hög precision.
Revolversvarv.
Nu över till själva fickuret!
Tog emot ett Halda savonettguldfickur för reparation. Måste erkänna att jag inte tittade tillräckligt noga på verkets kondition när jag gjorde kostnadsförslaget! Känns detta igen? Fickur med dolda fel…
Kanske kan detta inlägg hjälpa någon att hitta de fel som fanns i min reparation.
I denna första del visar jag felen samt hur jag åtgärdade några av dem, andra delen kommer att handla om ett allvarligt fel och dess avhjälpande.
Fick in en Tudorklocka för reparation. Verket var ett ETA 2784 som visade sig vara mycket slitet. Tänkte visa lite om hur jag hittar och åtgärdar slitage.
Innan jag sätter igång med reparationen försöker jag uppskatta vilka delar som kan behövas bytas ut, vad som skall repareras etc. Går det att skaffa reservdelar?
Till just detta verk var det inga större problem med reservdelar, allt fanns i lager.
Jag fick byta ut fjäderhuset och några hjul i löpverket samt många hjul i automatuppdraget. Själva reparationen var helt normal, inga konstigheter.
Mer förklaringar finns vid bilderna.
Klicka på bilden för att se större!
Fjäderhuskärnan och dess lager.
Fjäderhuskärnan. Notera avfasningen.
Så här ser hålet ut från insidan. Man ser tydligt att en kant med fjäderhuskärnans form bildats av slitage.
Titta på hur förnicklingen i verkbottnen slitits bort. Man kan även ana hur fjäderhuset tagit i verkbottnen längst uppe till vänster.
Slitage.
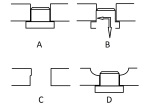
Några enkla skisser som beskriver vad som händer om en tapp inte sticker ut i hela sin längd i sin lagring. Detta brukar man kalla för ”underslitning”. A visar att tappen inte sticker ut tillräckligt långt. B visar vad som händer när hålet börjar slitas. Samtidigt som hålet slits sidledes trycks även axeln nedåt genom tappens avfasning. När det är riktigt illa blockeras axeln totalt. C visar hur hålet ser ut i genomskärning. Hålet ser olika ut om du tittar på in- eller utsidan. Så vid en hastig blick från utsidan ser ju hålet helt runt och perfekt ut. D man skulle gjort en försänkning för att undvika detta fel.
Två olika steninpressningsapparater.
Fjäderhuskärnan mäts. 0,67 mm.
Nu gäller det att hitta en passande sten. Detta sortiment innehåller stenar för centrumhjul.
Denna ska nog passa. 0,70 i hålet och 1,40 i ytterdiameter.
Passar perfekt!
Eftersom Tudormärket var placerat precis vid hålet ville jag kolla så att jag inte skulle ta bort för mycket material.
Eftersom Tudormärket var placerat precis vid hålet ville jag kolla så att jag inte skulle ta bort för mycket material. Bara en liten naggning i hörnet.
Eftersom hålet var underslitet har inte hålet deformerats på tavelsidan. Därför centrerar jag med en spets, spänner upp verkbottnen med chucken som ingår i Favorites steninpressare – mycket användbar!
Hålet upprivet till 1,39 mm.
Grader tas bort med en försänkare.
Avgradat och snyggt.
Justerar in vertygets anhåll med mikrometerskruven så att stenen kommer att hamna i verkbottnens nivå.
Stenen pressas in.
Stenen på plats.
Kontroll av luft.
Ser bra ut!
Här ser man hur fjäderhuset slitit bort förnicklingen på grund av det slitna hålet.
Ett bra sätt för att kontrollera slitage på växelhjul och deras säten är att trycka ner och samtidigt vrida hjulet med ett verktyg. Går det lätt eller fastnar hjulet?
Här ser man hur sätet för hjulet är slitet och repigt. Det finns olika sätt att åtgärda detta på. Ibland trycker jag med ett kulformat stålverktyg över reporna och på så sätt glättar jag ytan. Man kan slipa med ett slippapper fäst på en träbit/putspinne. Ibland har jag svarvat en rundstång plan i änden, borrat ett hål för stitfet, sedan korsfilat ytan och använt som en slags polerfil.
Undersidan på hjulet. Ibland lägger jag hjulet på ett fint slippapper och tar bort reporna. I detta fall var hjulet i alldeles för dåligt skick. Det måste bytas.
Kalibernumret på verket är ETA 2784.
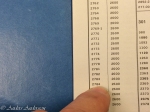
Tittar på en fourniturlista för att ta reda på delens nummer – 260.
Sedan får man titta i en annan katalog. Här letar jag reda på mitt verk 2784 då skall hjulet stå på kaliber 2600. Då hittade jag snabbt ett hjul – ETA2600-260.
Testar på samma sätt som tidigare det nya hjulet. Tryck och vrid – lätt / trögt. Gick lätt och fint.
Sedan fick jag leta reda på alla andra delar som också var slitna. I detta fall ett av klinkhjulen med nummer 1488 till mitt verk 2784 skall 2770 passa.
När du skall kolla om tänderna är slitna kan detta vara bra att titta efter. En grad har tryckts upp som bryter ljuset.
Jämför tänderna. Ett nytt fjäderhus till vänster. Även om det kan vara svårt att se på bilden så ser du att tandtoppen och tandformen skiljer sig åt.
En enkel skiss för att förklara vad man tittar på när det gäller slitna tänder. Det gäller att studera många ”friska” tänder för att lära sig hur den korrekta formen skall se ut. Det finns ju många olika tandformer. En bra regel är att jämföra höger och vänster sida av EN tand – är formen lika eller skiljer de sig?
Jämför tänderna. Ett nytt fjäderhus till vänster. Även om det kan vara svårt att se på bilden så ser du att tandtoppen och tandformen skiljer sig åt.
Sekundhjulet var slitet och behövdes bytas. Då mäter jag höjden på axeln – i detta fall 5,45 mm. Det finns många olika höjder på ETA-verken, det är viktigt att mäta så att det blir rätt höjd. Gäller även centrumhjul, minutrör, timhjul.
Slitna hjul i automatuppdraget. Notera märken och konstig tandform.
Slitna hjul i automatuppdraget. Notera märken och konstig tandform.
Slitna hjul i automatuppdraget. Notera märken och konstig tandform.