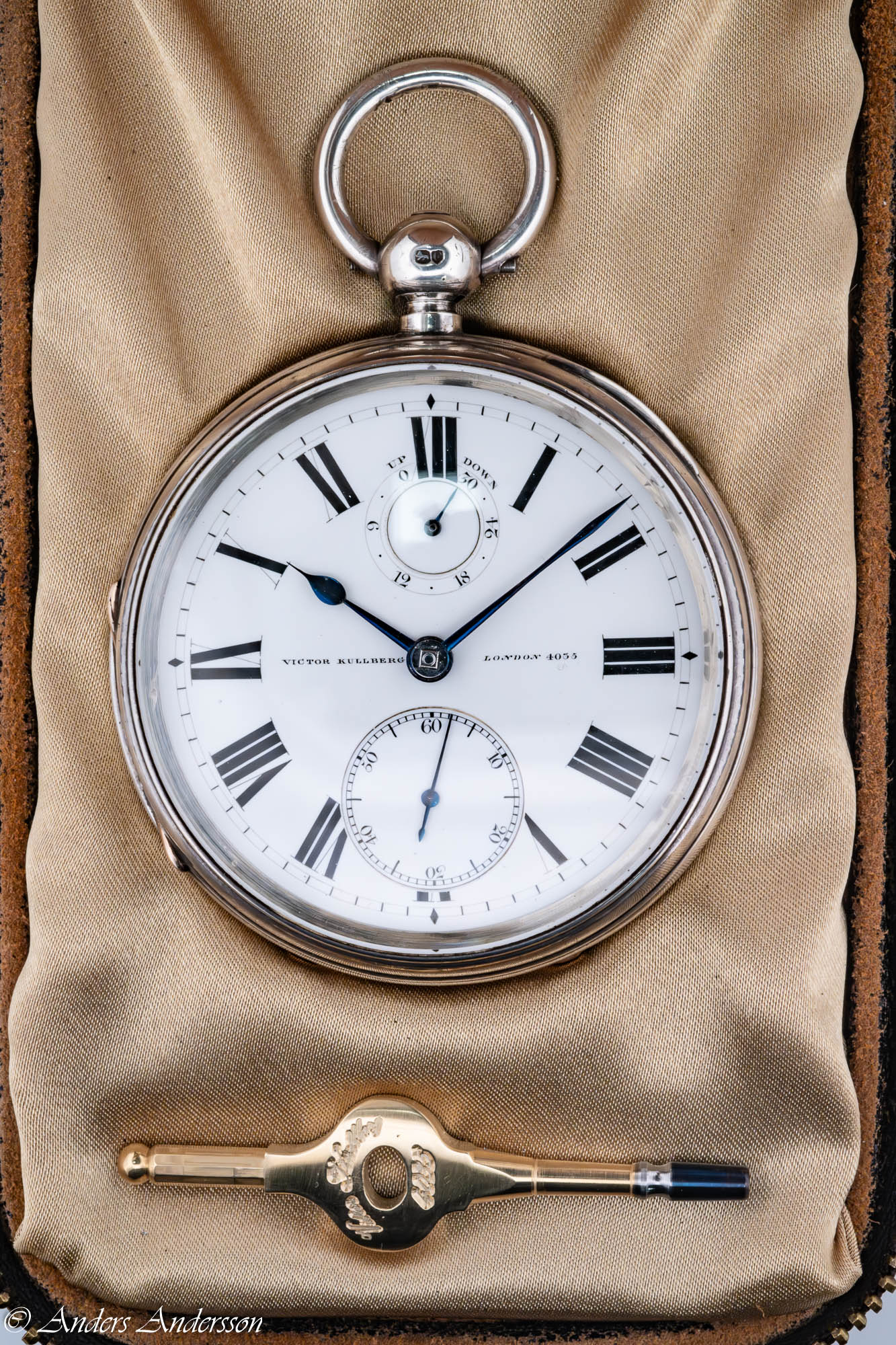
Urtavlan på klockan är signerad med H. R. Ekegrèn, men klockan är tillverkad av Edouard Koehn – hur kommer detta sig?
Varför signerade Koehn sina klockor med Ekegrèn?
Vem var Ekegrèn?
Vem var Edouard Koehn?
Jag och Eric Leskinen ska försöka svara på några av dessa frågor i texten vi samarbetat om nedan.

Henri Robert Ekegrèn var en av de mest kända urmakarna i Genève på sin tid.
Henrich Robert Ekegren (Henri Robert Ekegrèn) föddes i Köpenhamn 26 november 1823, han var son till urmakare Daniel Ekegren, f.1794 d 1877. Även H. R. Ekegrens farfar Nils Ekegren, f.1754-d.1826 var urmakare, verksam i Karlshamn.
Fadern Daniel flyttade till Köpenhamn och gifte sig med danskan Johanne (f. Groot). Daniel Ekegren jobbade hos kronometermakaren Urban Jürgensen i Köpenhamn.
Ekegrèn gick i lära hos Jules-Frédéric Jürgensen (Schweizisk/dansk kronometermakare), Henri Golay (Urmakare i Genève), Joseph-Thaddeus Winnerl (österrikisk kronometerfabrikör verksam i Paris) och Adolph Lange (gick i lära hos Winnerl, grundare av A. Lange & Söhne i Glashütte).
Som artonåring erhöll Ekegrèn 1841 ett bidrag från danske kungen för att gå i lära hos Jules Jürgensen i Le Locle. Henri-Robert talade fem språk – svenska, danska, tyska, engelska och franska.
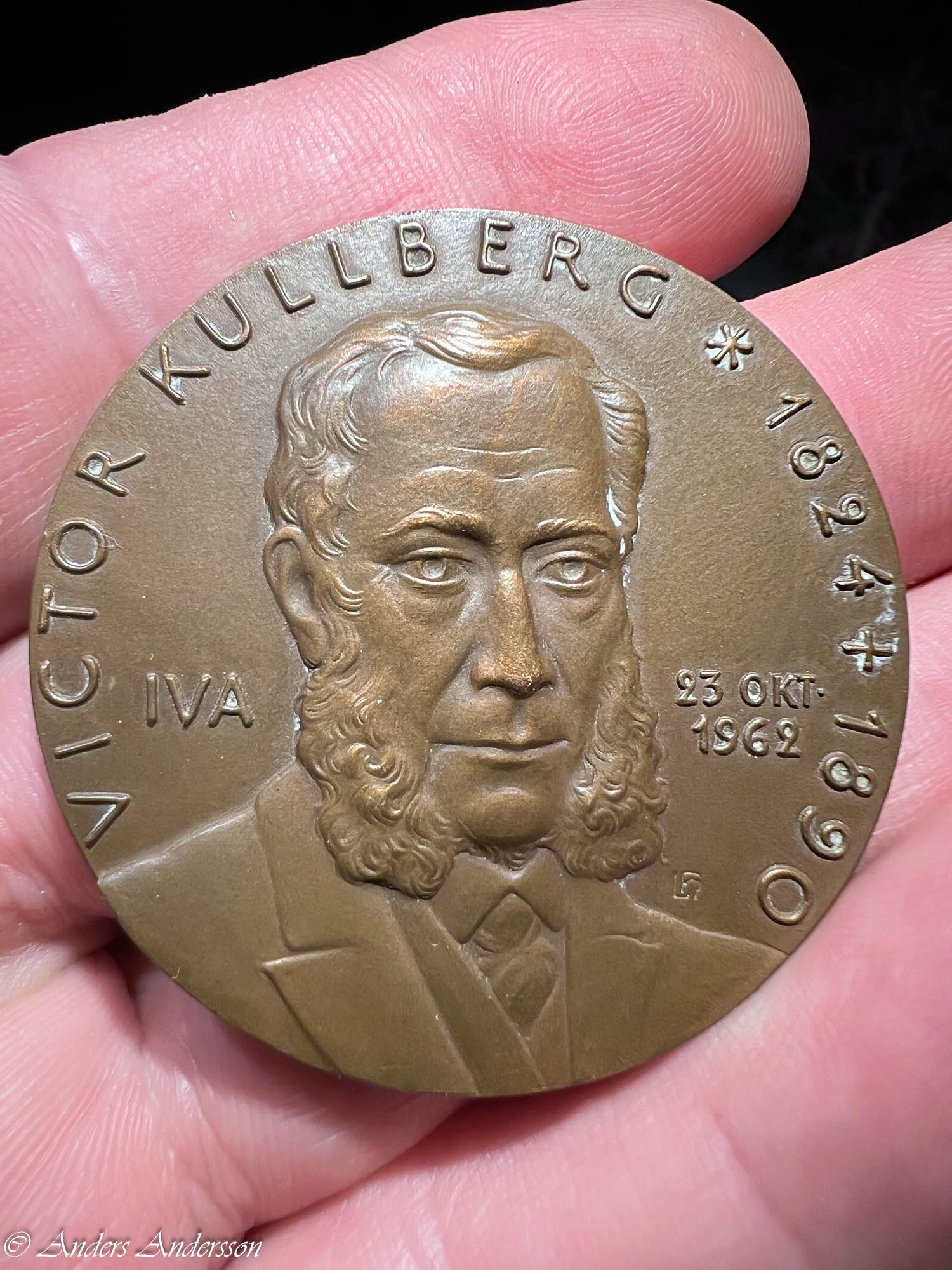
1842-45 arbetade han i Köpenhamn hos Jules Jürgensens bror, kronometerfabrikör Louis Urban Jürgensen. Under denna tid lärde Ekegrèn känna Victor Kullberg, Sveriges kanske mest kände urmakare.
Anlände till Genève 1847. Arbetade först med Henri Golay, sedan i 10 år med Golay-Leresche.
1857 grundade han företaget Ekegren & Westermann tillsammans med sin affärspartner Ferdinand Westermann i Genève. De specialiserade sig på konstruktion av kronometrar. Ekegrèn anställde en ung man, Louis Chevalier, som hade gått på urmakarskolan i Genève. Chevalier stannade hos honom i trettiosju år.
1862 lämnade Westermann av hälsoskäl företaget, som har varit känt som H.R. Ekegrèn urhandel. Ekegrèn vann flera guldmedaljer på olika världsutställningar och Han var en berömd kronometertillverkare i Schweiz, och hans produkter var bland de bästa Genève-klockorna på den tiden.
Henri Robert Ekegrèn är mycket känd för kvaliteten på sitt arbete, såsom sina konstruktioner av specialkalibrar med fin finish, och har även specialiserat sig, förutom fickurskronometrar, på tillverkning av tunna och extra tunna klockor och kronografer. Hans talang ledde till att han deltog i ett flertal världsutställningar där han vann guldmedalj flera gånger, som i Paris 1867, i Wien 1873 (kuriosa: under utställningen i Wien delades 25572 medaljer ut) eller i Philadelphia 1876 (kuriosa: det var på denna utställning som Alexander Graham Bell först visade sin telefon och Heinz ketchup fick provsmakas av allmänheten för första gång.) samt Paris 1878.
Den första kronometertävlingen vid observatoriet i Geneve hölls 1872 och Henri Robert Ekegren kom att vinna flertalet av de tidiga tävlingarna. År 1875 fick han första seriepris för tillverkare för sina åtta inlämnade fickkronometrar efter att ha erhållit ett genomsnitt på 141 poäng. 1877 fick han återigen ett vid kronometertävlingen i Genève, denna gång för en fickkronometer som fick 191 poäng av 250. Den sistnämnda hade själv reglerats av Henri Robert Ekegrèn.
Framgångarna höll dock i sig och fram till 1891 var företaget Henri Robert Ekegrèn en flitig deltagare i kronometertävlingarna på observatoriet. Majoriteten av kronometrar reglerades av Henri Robert själv, men han kom även att ta hjälp av andra framstående Geneve-baserade reglörer, såsom Andreas Hillgren (möjligen med svenskt ursprung?), Alexis Favre och G.-M. Grandjean. Företaget vann flertalet priser, såväl för individuella kronometrar som för inlämnade kronometrars genomsnittspoäng – så kallade seriepriser. Ett bra exempel är den kronometer justerad av A. Hillgren som vann ett första pris och placerade sig på andra plats år 1882 med 208,3 poäng.
Ledamot av kommissionen för urmakarskolan i Genève (1866-1878).
1874 presenterade Ekegrèn en olja som han lär haft patent på. En kommitté experimenterade med den nya oljan 1888 vid Société des arts de Genève och fastställde till slut att den var den bästa som någonsin har producerats fram till den dagen.
Henri Robert Ekegrèn sålde sin verksamhet till Edouard Koehn 1891, men han fortsatte att arbeta i detta företag till sin död. Till hans ära signerade Koehn de bästa klockorna med H.R. Ekegrèn. Företaget levererade även klockor till olika andra företag som Tiffany & Co.
Henri Robert Ekegrèn dog 1896 vid 72 års ålder.


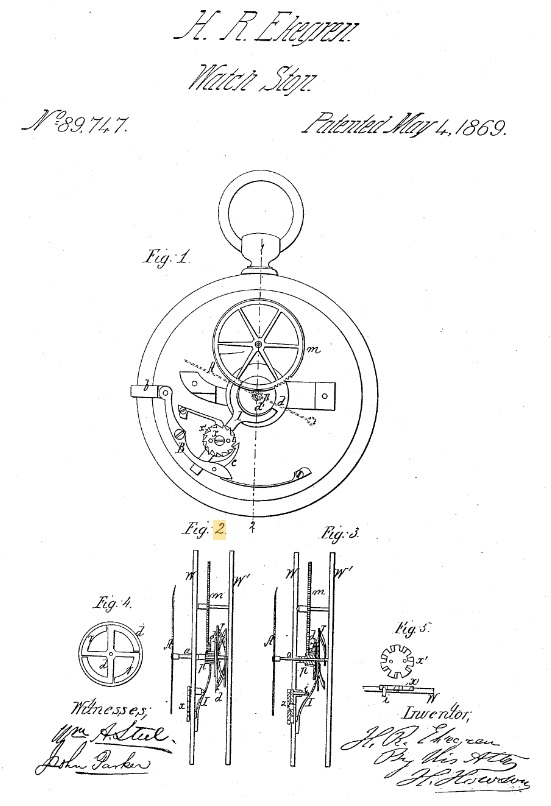
En kronografmekanism som Ekegrèn fick patent på i USA 1869

Till vänster Henri Robert Ekegrèns / Eduard Koehns företag idag Bucherer, bredvid byggnaden av Holland America Line, senare Universal Genève och idag Chanel. Sedan följer byggnaden av Patek Philippe och Hotel de Paris idag en ny byggnad där Hermes håller till.




Så såg denna plats (Quai Général-Guisan 26) ut vid ett besök i Genève juni 2011.
 EDOUARD KOEHN SR
EDOUARD KOEHN SR
1839 – 1908
Edouard (Eduard, Edward) Koehn föddes i Tyskland 1839, son till Karl Koehn, leverantör till hovet i hertigdömet Sachsen-Weimar-Eisenach. Från 1859 studerade han vid urmakarskolan i Genève. Efter utbildningen började han som anställd urmakare hos Patek Philippe 1861.
En av grundarna av Patek Philippe – Antoine Norbert de Patek led av anemi. Hans sjukdom förvärrades och 1875 kände sig Patek tvungen att utse en efterträdare för att förhindra att hans livsverk – Patek Philippe & Cie – utsattes för fara. Herrarna Cingria, Rouge och Koehn – tre anställda – tillförde kapital i företaget och blev delägare i företaget, som nu hade fem delägare. Detta skulle snart visa sig vara en framtidsinriktad lösning. Den 1 mars 1877 dog Antoine Norbert de Patek vid 65 års ålder. Sonen Léon var bara 20 år gammal och ville inte gå med i företaget. Han avstod från alla rättigheter mot ett årligt apanage på 10 000 franc och levde på denna livränta som en rentier tills han gick bort 1927.
Under sitt femtonåriga partnerskap gjorde Koehn många resor till Amerika och lyckades utse många företag som agenter av Patek-Philippes klockor. Koehns imponerande personlighet och hans tekniska kunskap skapade förtroende hos alla som han kom i kontakt med.
År 1891 slutade Edouard Koehn på Patek Philippe för att istället förvärva firman H.R. Ekegren. Edouard Koehn önskade nämligen ett mer personligt inflytande över urproduktionen än han kunde få på Patek Philippe. Efter förvärvet stannade Ekegren kvar som chef för tillverkningen. Den kvalitetsmedvetenhet som Edouard fått under de många åren på Patek Philippe kom att tydligt återspeglas i de produkter han designade och tillverkade själv. 1892 förbättrade han den retrograda visningen som uppfanns av Abraham-Louis Breguet i det schweiziska patentet nr. 4746.
Under företagets nya ledarskap fortsatte deltagandet i kronometertävlingarna, i alla fall ett par år. Mellan 1891 till 1894 deltog Edourd Koehn som företag i tävlingarna vid observatoriet i Geneve, både med ur justerade av Edouard själv och av Henri Robert Ekegren. För tävlingen 1894 justerades även företagets kronometrar av J. Golay-Audemars, senare känd som reglör för Patek Philippe, och L. Cattelain. Varför 1894 kom att bli slutet för företagets långa tradition av kronometertävlingar är svårt att svara på. Henri Robert dog 1896, alltså kort därefter, och kanske fanns där en koppling? Kanske slutade de när Henri Robert var för gammal för att själv deltaga?
År 1891 fick 24 ur från Edoaurd Koehn ett gångcertifikat från observatoriet i Genève. Av dessa fick 11 ett tillräckligt gott resultat för att kvala in till den årliga kronometertävlingen och vann således också antingen ett pris eller en utmärkelse. Samtliga 11 kronometrar hade justerats av antingen Edouard eller Henri Robert själva. De fem bästa kronometrarna det året hade en genomsnittspoäng på 209,66 poäng av 300 möjliga och företaget vann då ett tredje seriepris för tillverkare, strax bakom Patek Philippe och Alexis Favre, som vann första respektive andra seriepriserna.
Kronometer 70089 som detta inlägg handlar om justerades av Edouard Koehn och var en av företagets fem bästa kronometrar det året. Med 208,8 poäng fick det ett individuellt tredje pris från observatoriet och var företagets näst bästa.
Koehn var mest känd för sina mycket tunna klockor.
Företaget levererade även klockor till Tiffany & Co. Företaget tillverkade kompasser för den brittiska armén under första världskriget.
Eduard Koehn dog 1908, hans son Eduard Koehn Jr tog över verksamheten och fortsatte att driva den till omkring 1933. Ledamot av kommissionen för urmakarskolan i Genève från oktober 1912. Enligt uppgift överlevde företaget Edouard Koehn lågkonjukturen på 30-talet och Edouard Koehn Jr. tog istället över ansvaret för Vacheron Constantins serviceavdelning.
Bilder från ihopsättningen av urverket.
-

-
Verkbottnen glänser efter rengöringen.
-

-
Verkbottnen glänser efter rengöringen.
-

-
Bryggan för gång- och löpverk.
-

-
Bryggan på plats.
-

-
Tre motstenar för balans och gång.
-

-
Vacker slipning. Anslagen för haken sitter i verkbottnen.
-

-
Många olika typer av finisheringar.
-

-
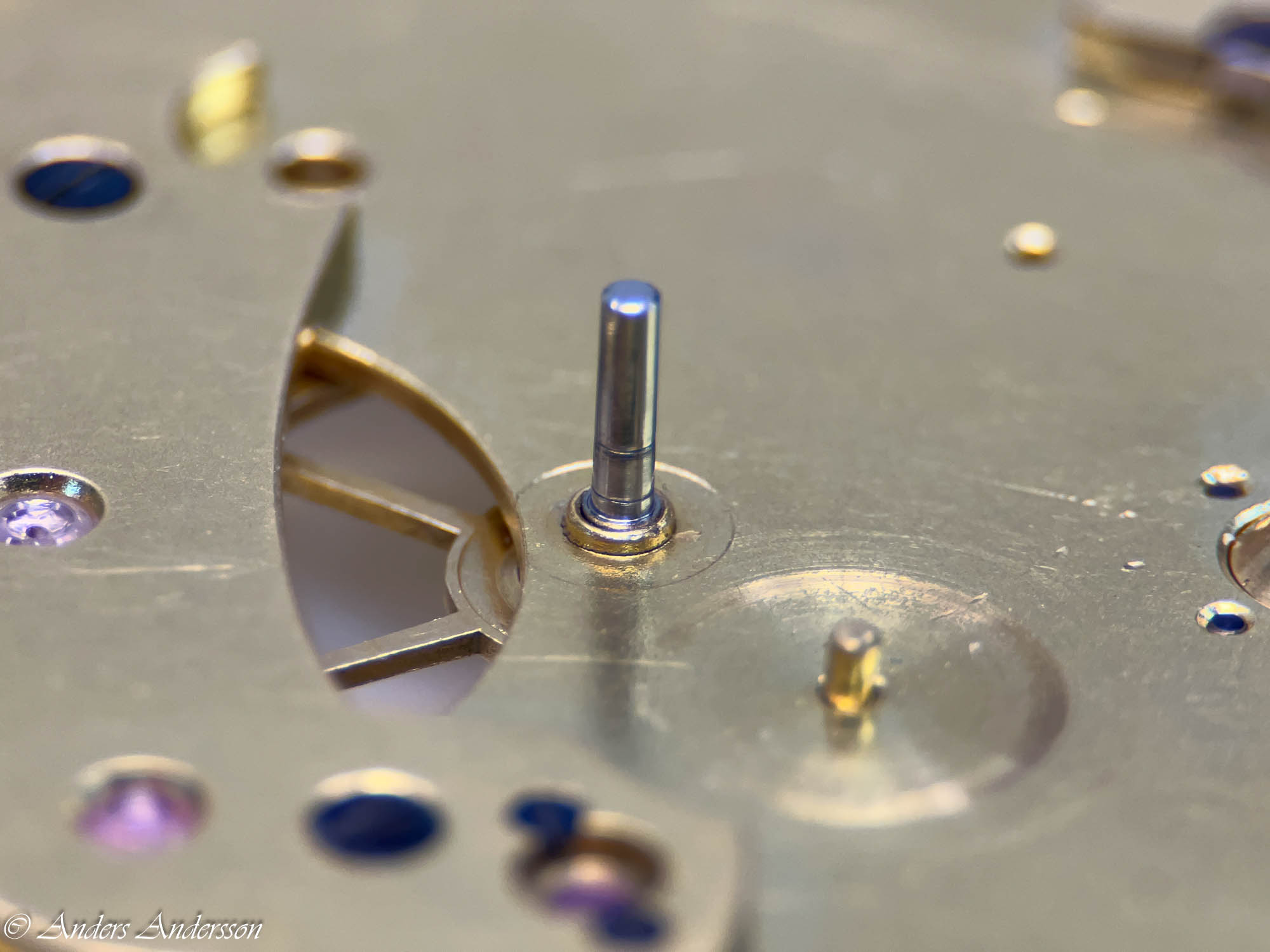
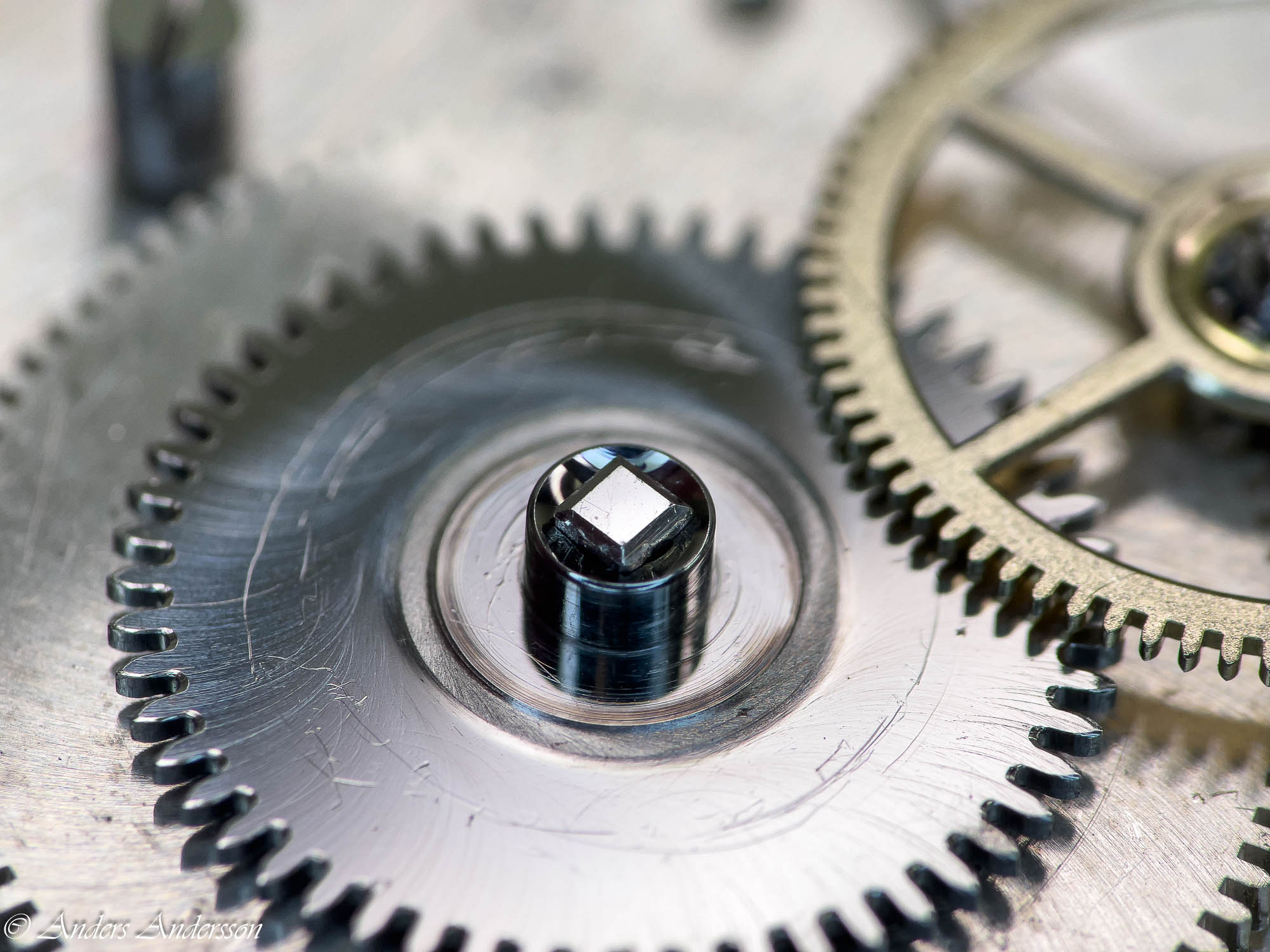
Centrumhjulets hål.
-

-
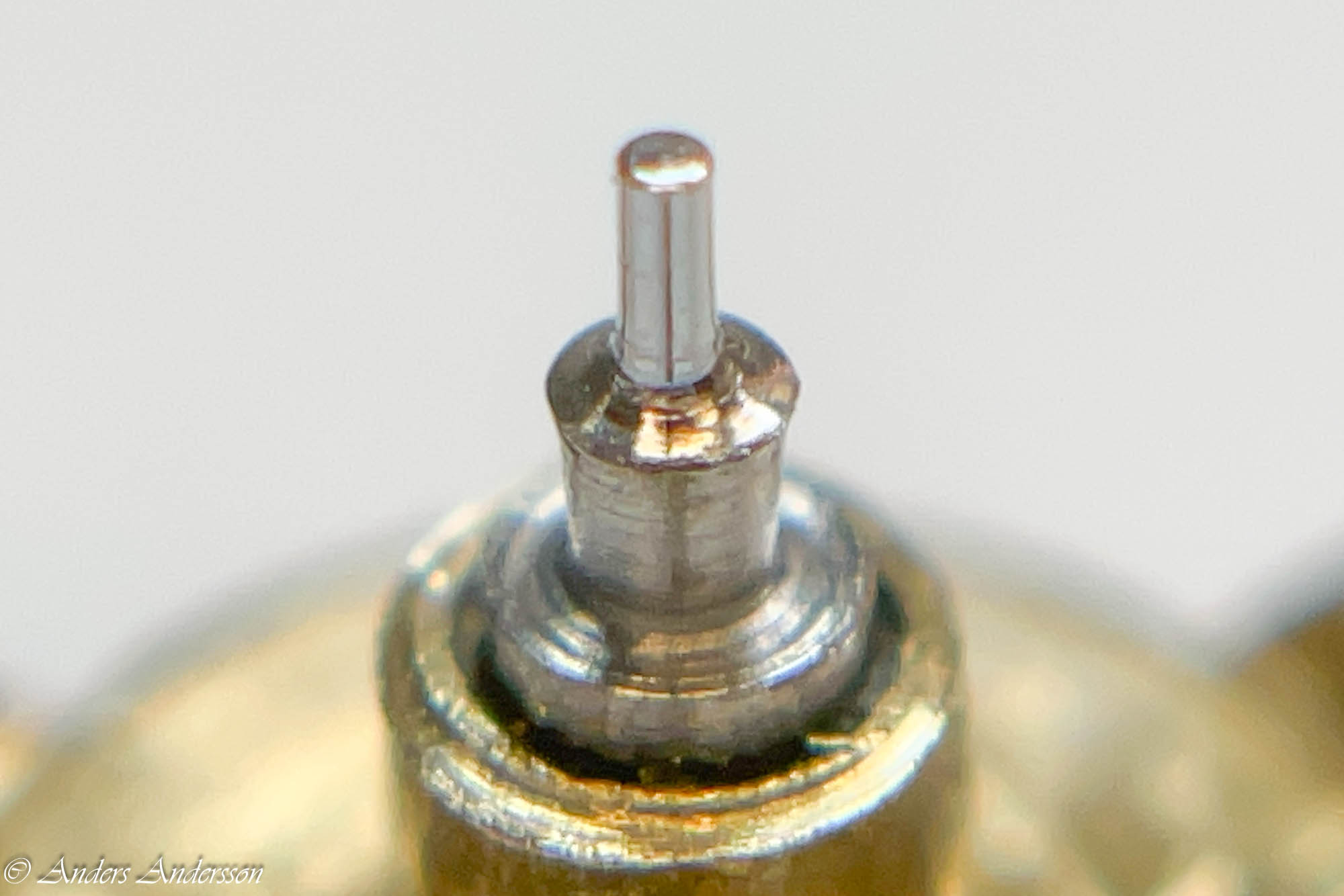
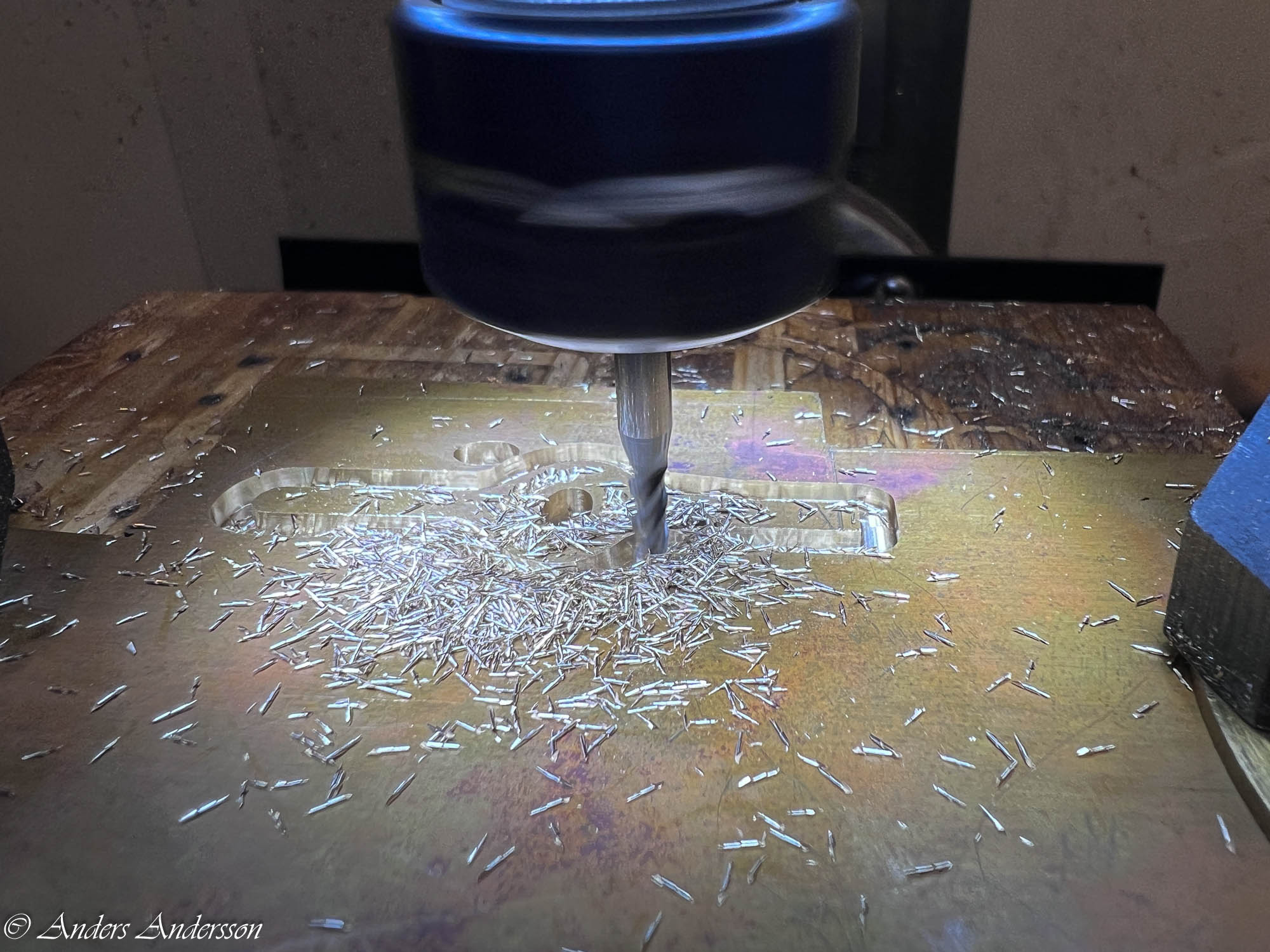
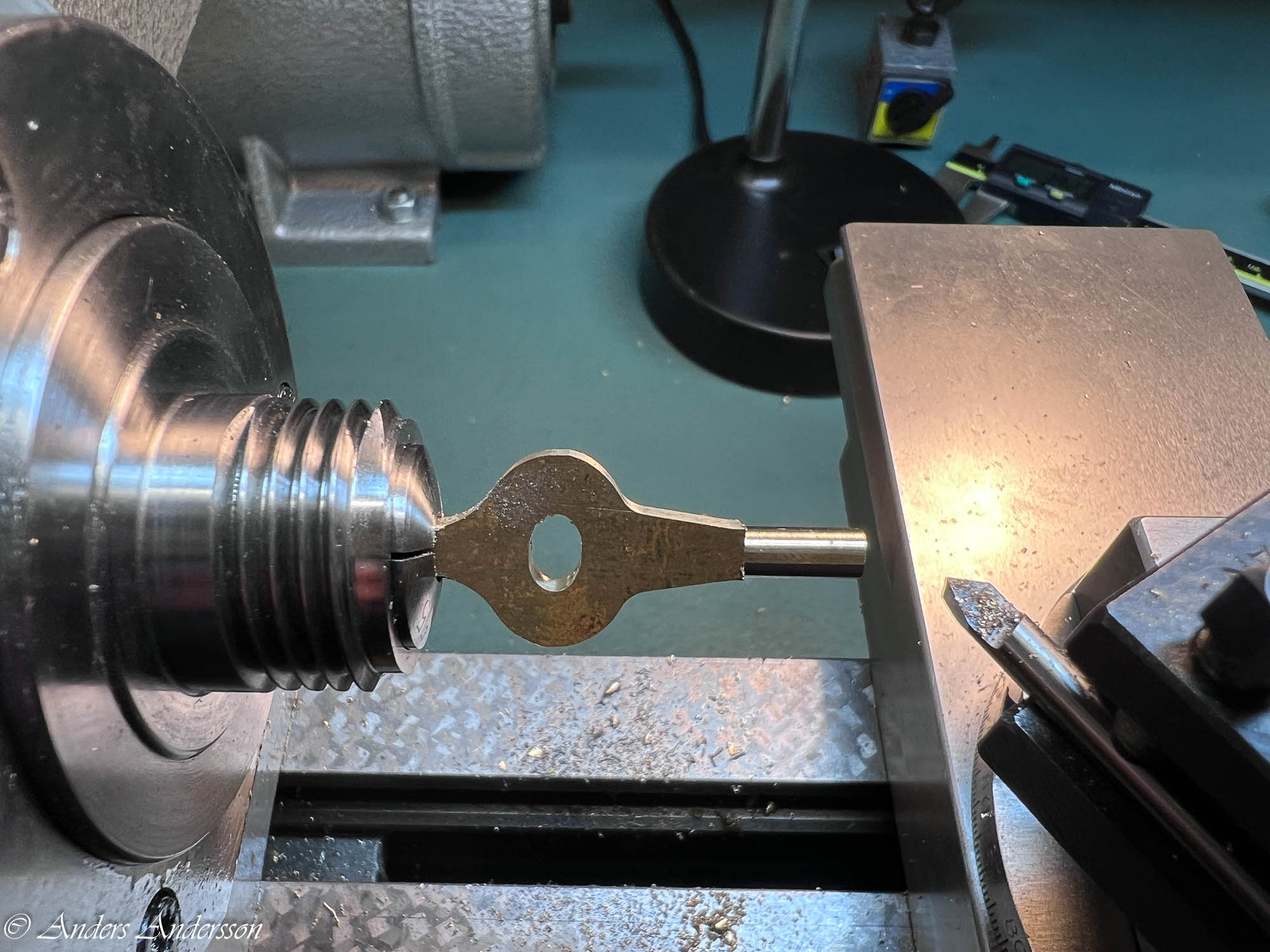
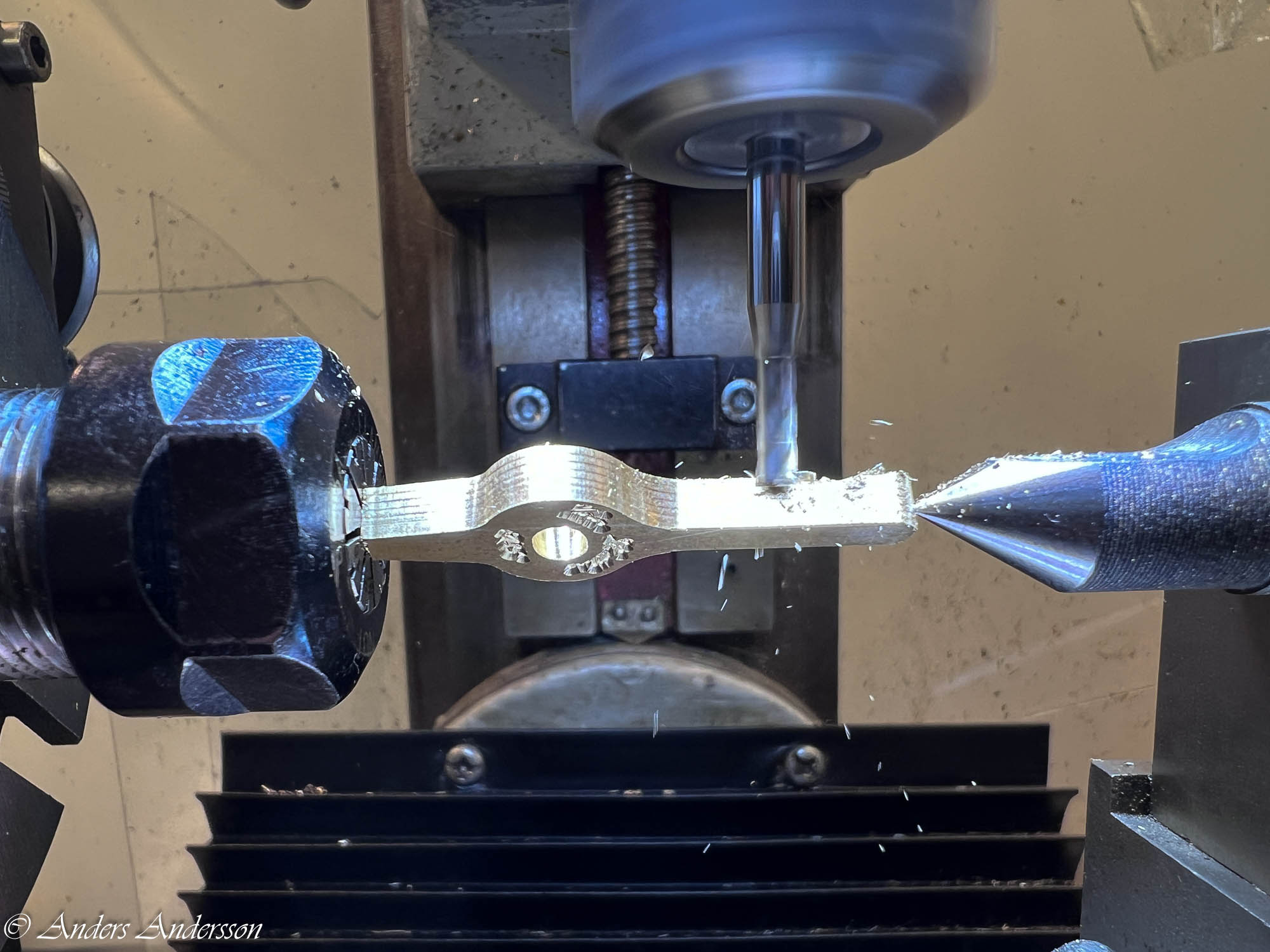
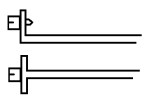
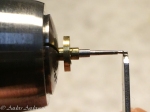
Regeln.
-

-
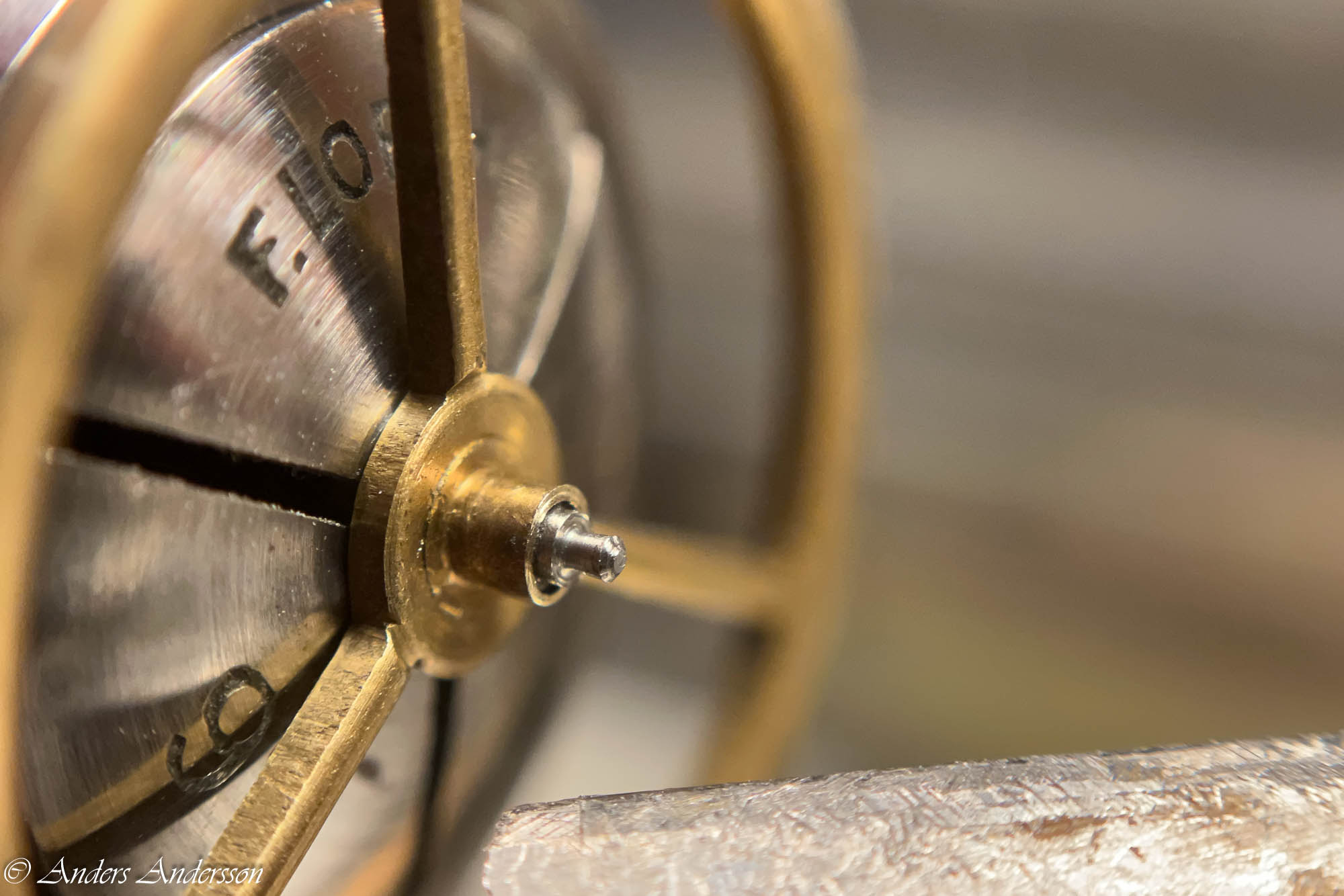
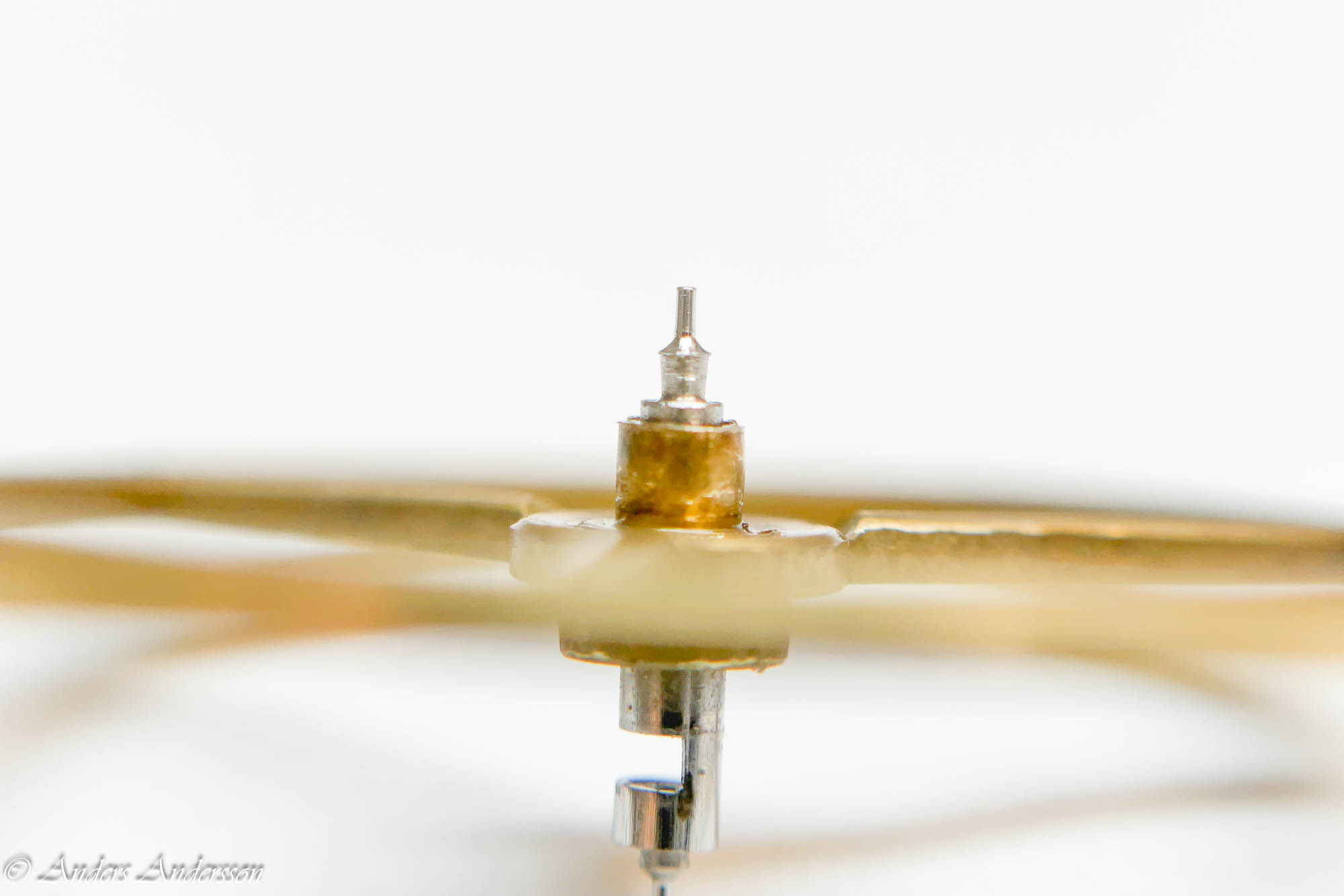
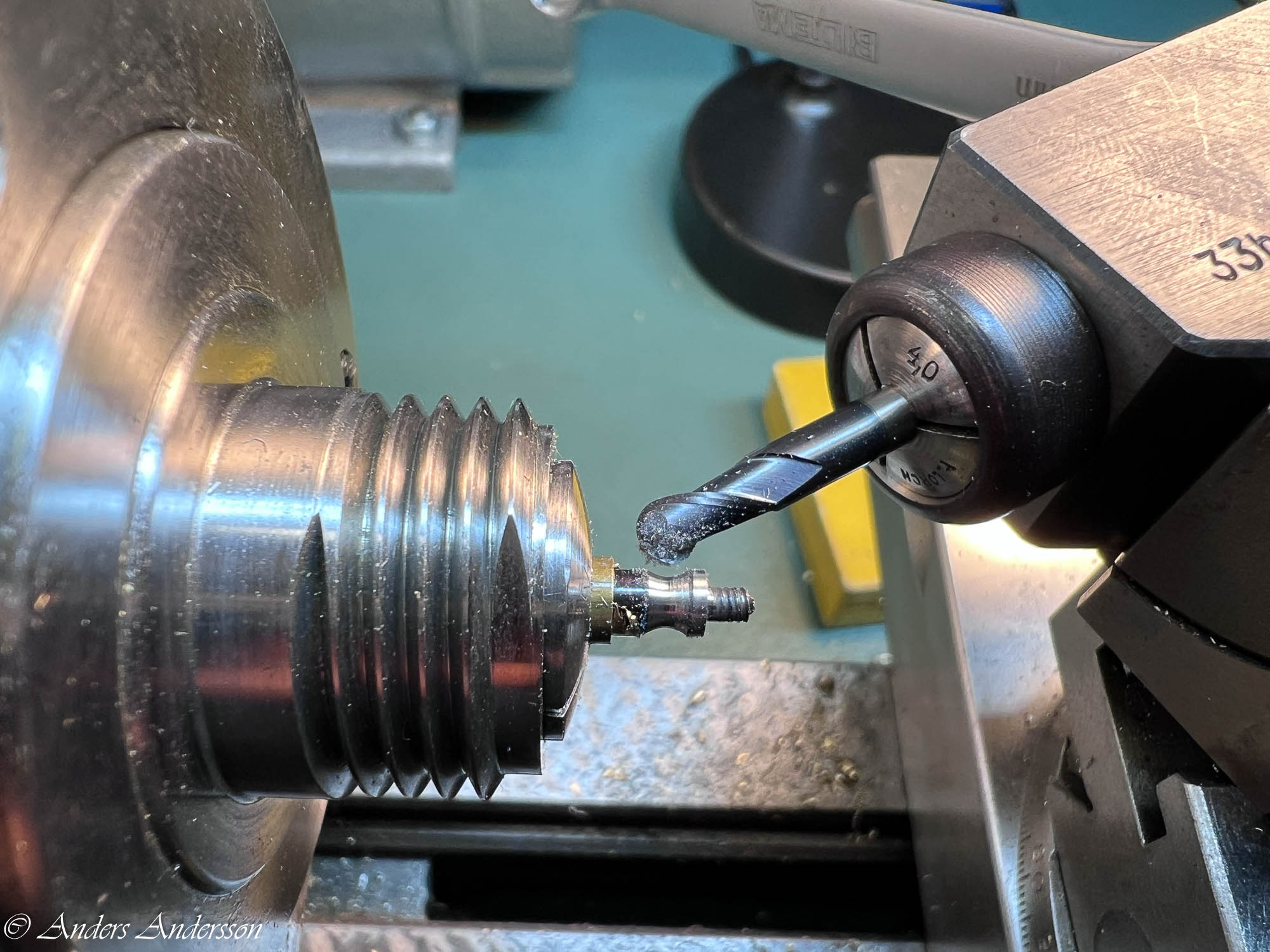
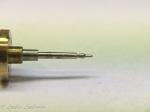
Regeln med det nytillverkade stiftet.
-

-
Alla dessa delar ska sättas samman.
-

-
Spärrhjulet, varsamt rengjort från det mesta av den rost som fanns.
-

-
Spärrhjulets undersida
-

-
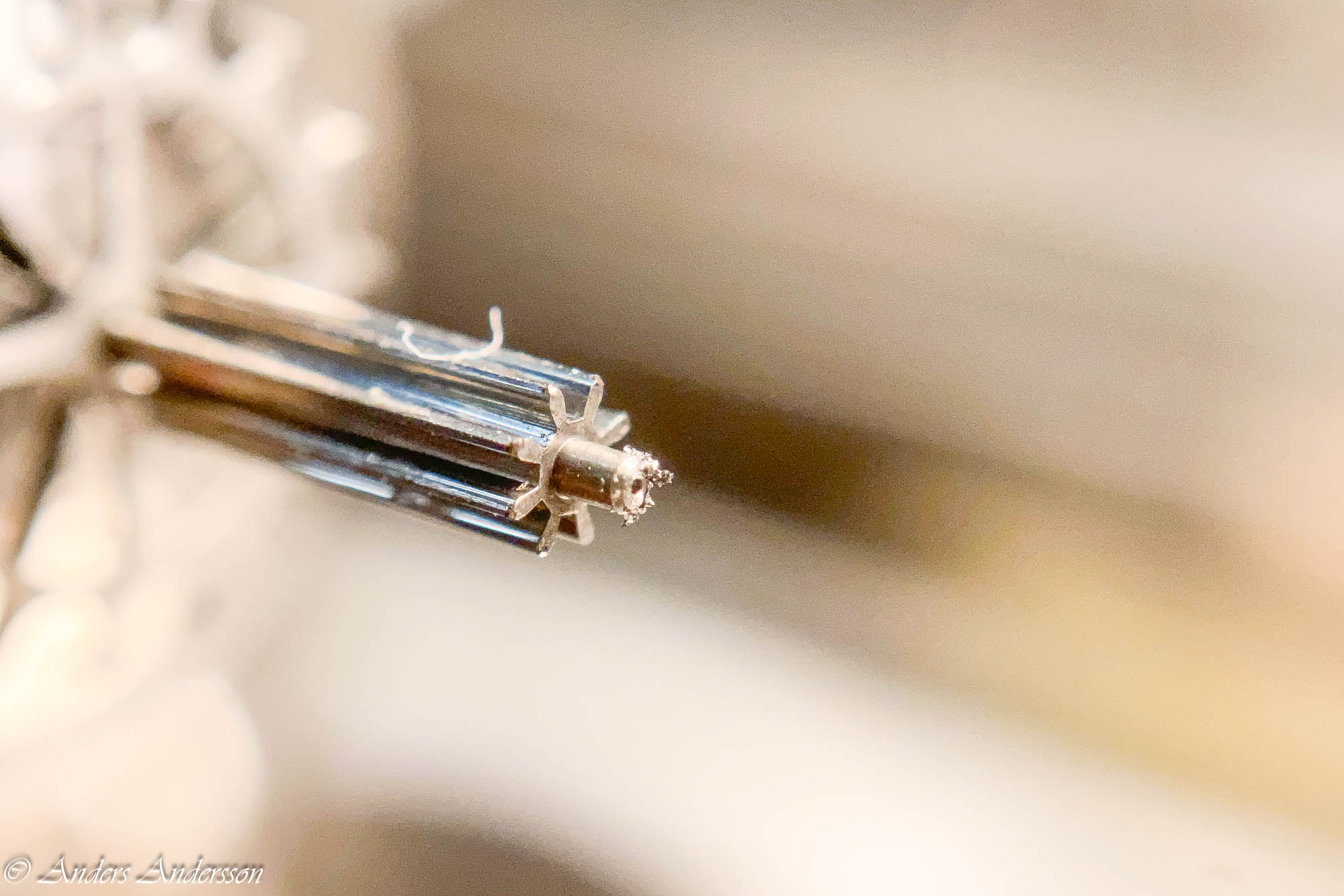
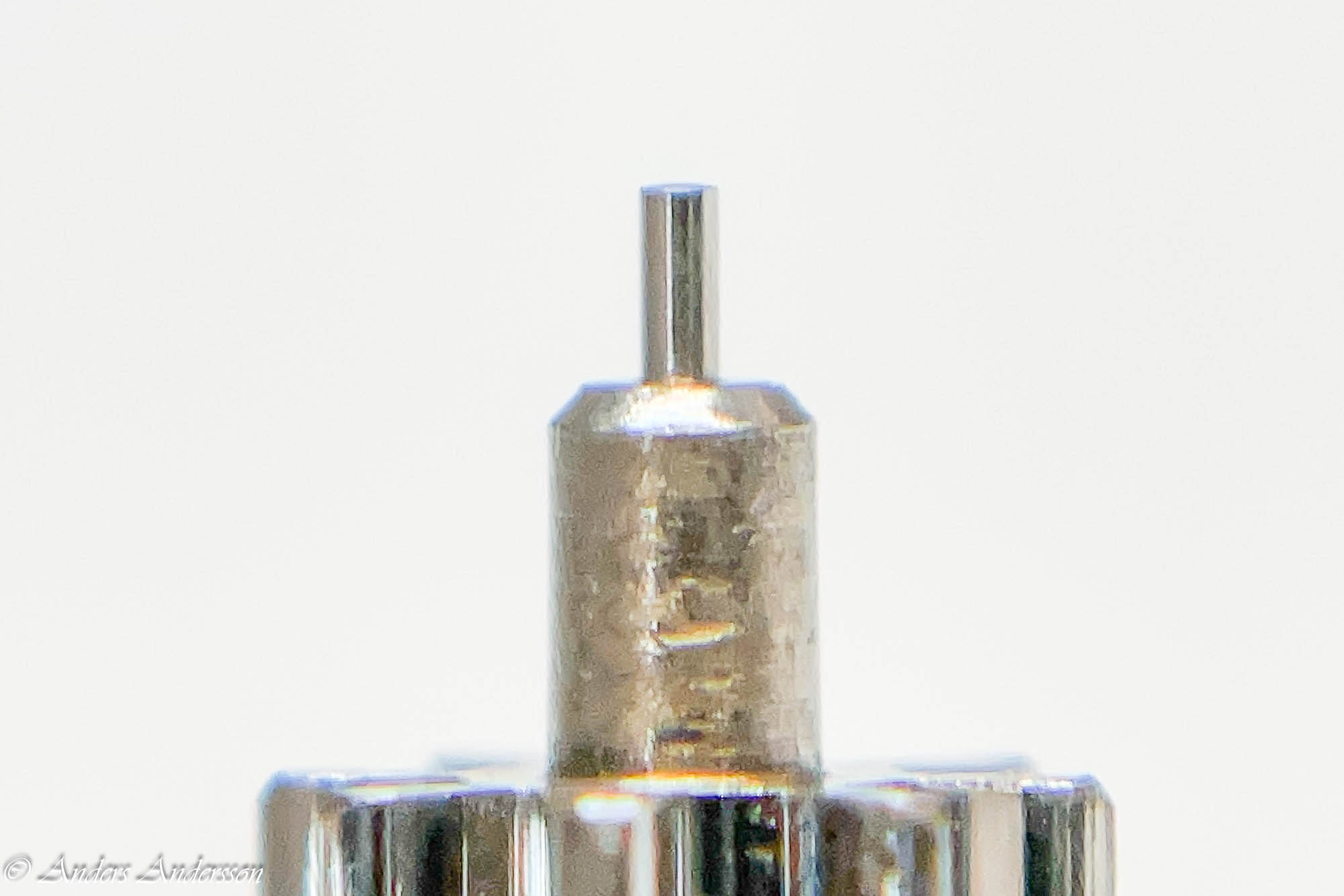
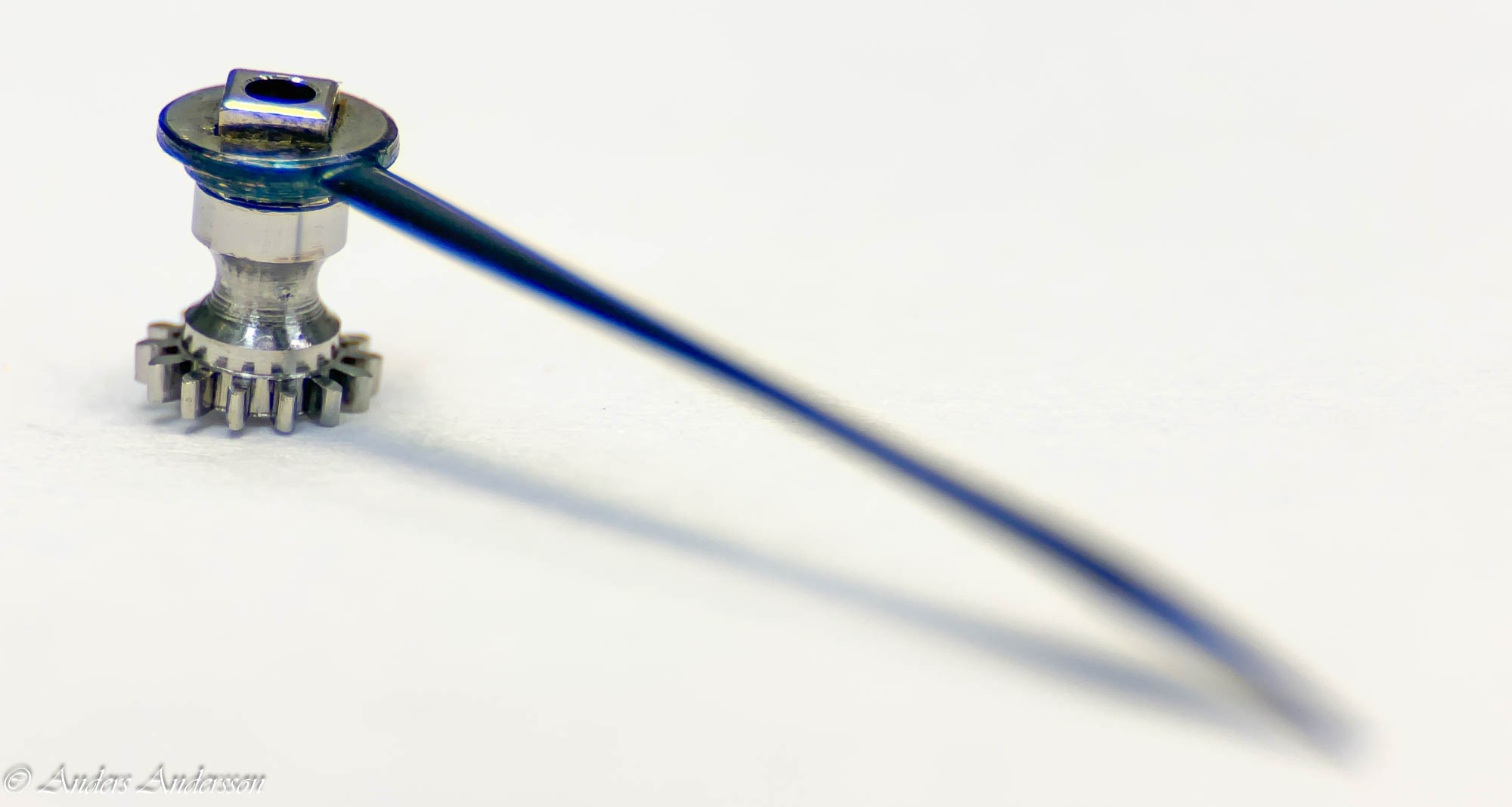
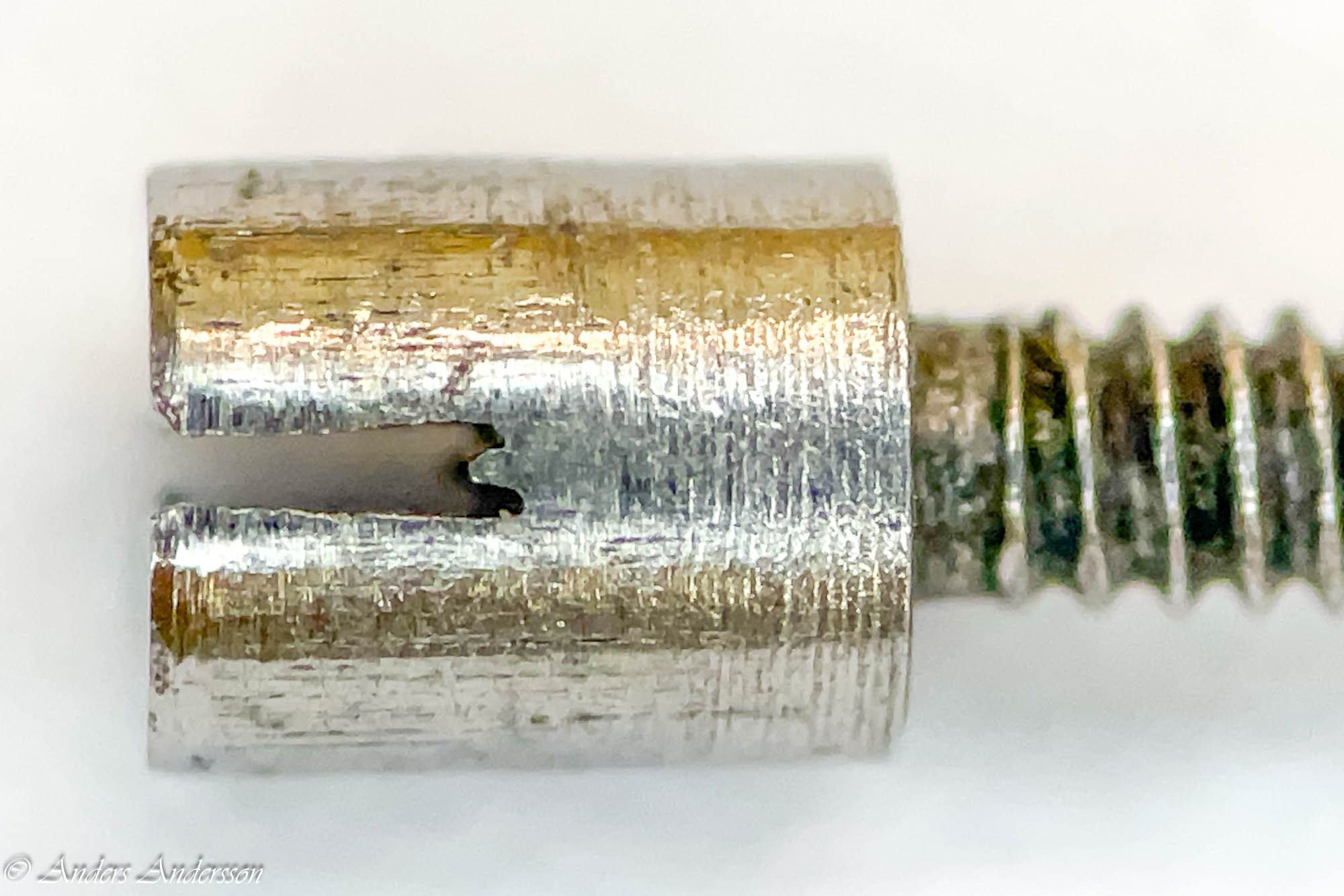
Spärrhjul med sin axel och den inborrade nya delen med fyrkant.
-

-
Spärrhjul med sin axel och den inborrade nya delen med fyrkant.
-

-
Spärrhjul med sin axel och den inborrade nya delen med fyrkant.
-

-
Fjäderhusbryggans översida.
-

-
Fjäderhusbryggans undersida, spärrhjulet på plats. Notera den vackra ”osynliga” finisheringen!
-

-
Avlastningsblecket.
-

-
Avlastningsblecket.
-

-
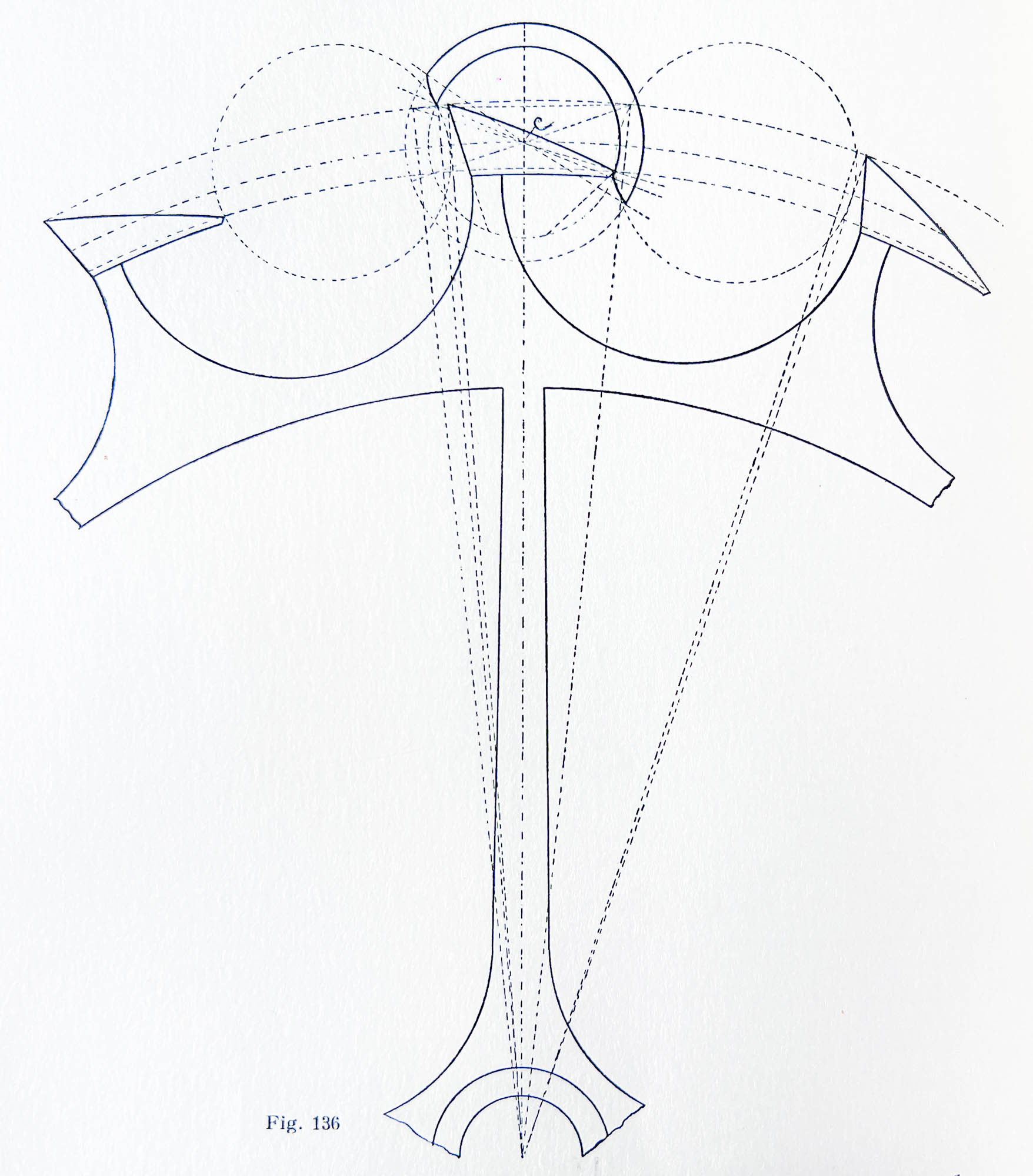
Avlastningsblecket på plats, lastar av fjäderfästet genom att flytta böjningspunkten.
-
-
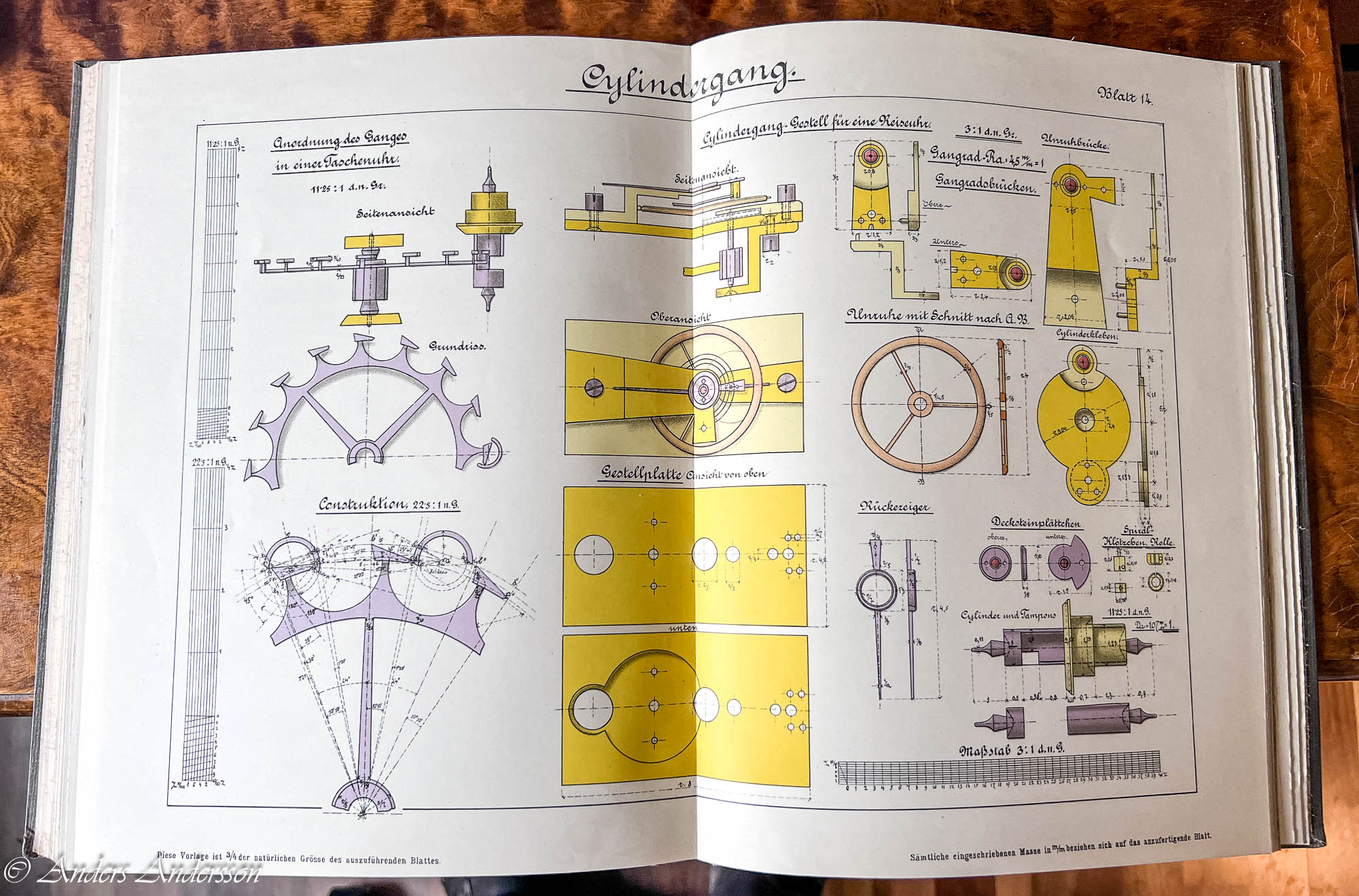
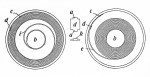
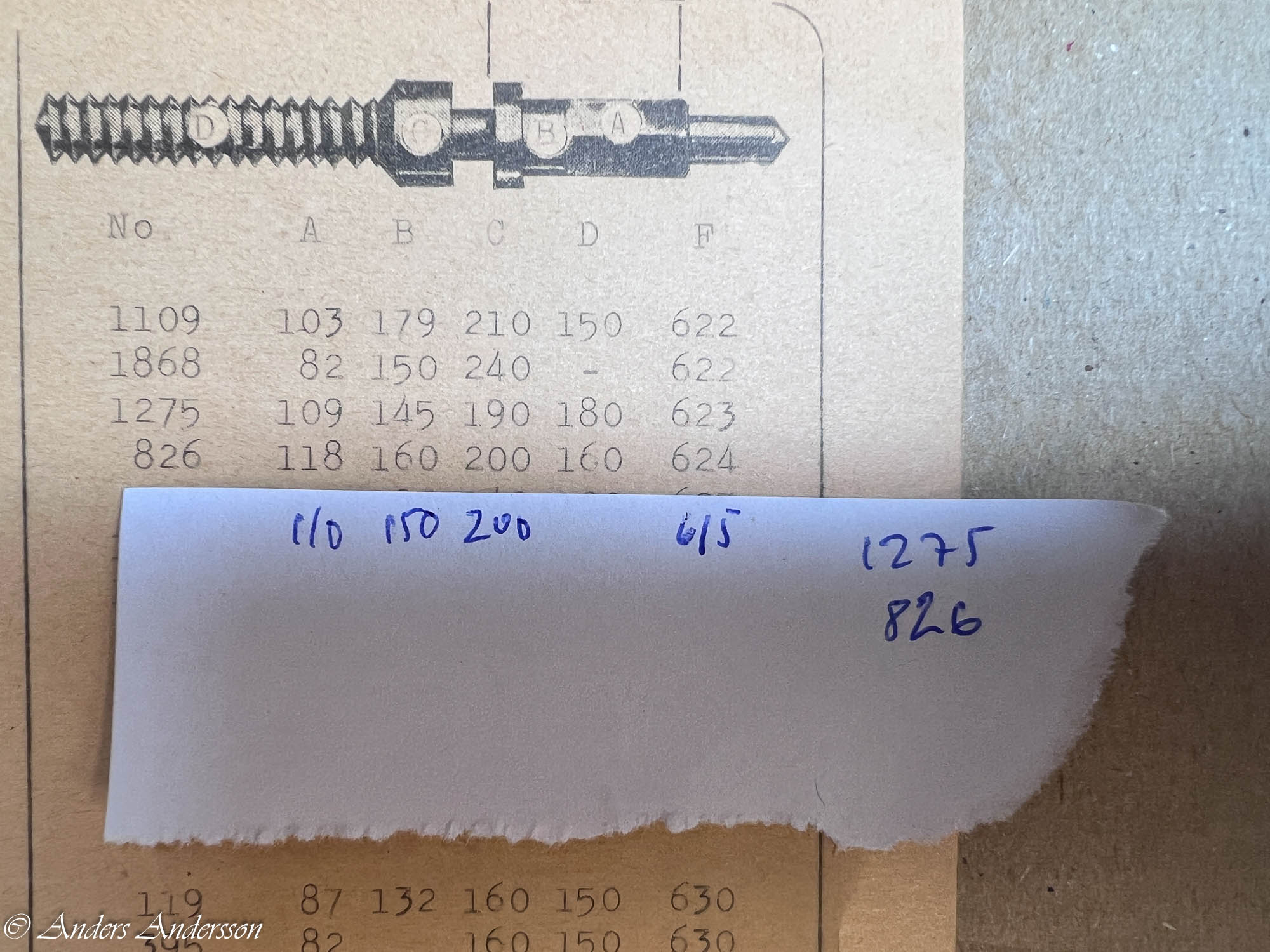
Schematisk bild från en bok som visar pricipen för avlastningen.
-

-
Fjädern på plats i fjäderhuset.
-

-
Fjäderhuset på plats i bryggan.
-

-
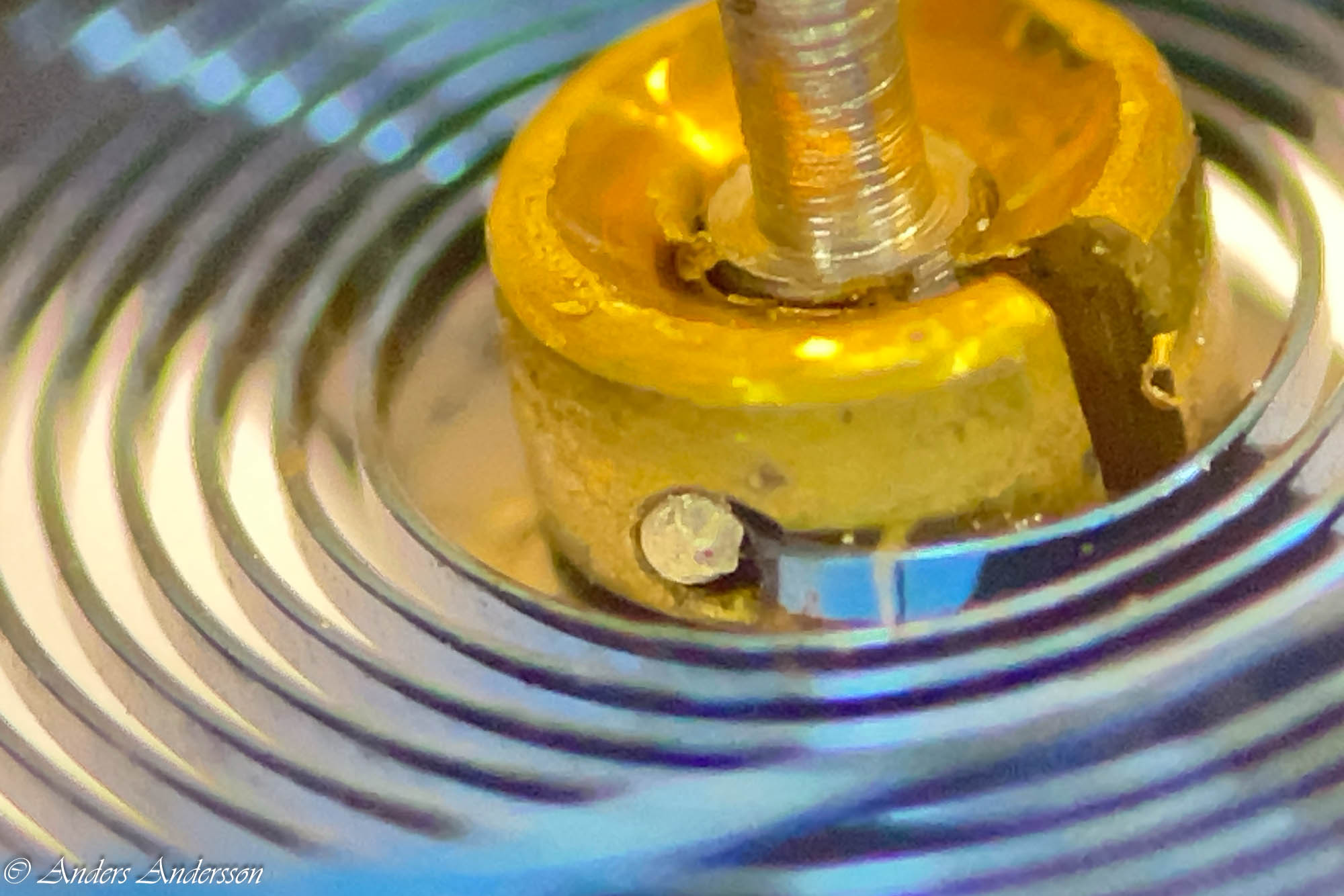
Fjäderhuskärnan är högergängad
-

-
Drar fast kärnan med en mässingskorntång. Fjäderns kraft drar även åt gängan.
-

-
Kärnan på plats.
-

-
Positionsstift i fjäderhuset.
-

-
Motsvarande urtag i fjäderhuslocket. Det sammansatta fjäderhusets hål har svarvats upp för att få hålen så exakta som möjligt. Styrstiftet gör att detta läge aldrig rubbas.
-

-
Locket på plats.
-

-
Skruvar fast malteserkorset i locket. Använder kärnans fyrkant för att vrida fjäderhuset ca ett varv innan jag sätter stoppfingret.
-

-
Stoppfingret på plats.
-

-
Stoppfingret på plats, använder det gamla stiftet.
-

-
Stiftat och klart.
-

-
Nu ska spärren monteras.
-

-
Spärren, vackert slipad och polerad.
-

-
Spärren på plats.
-

-
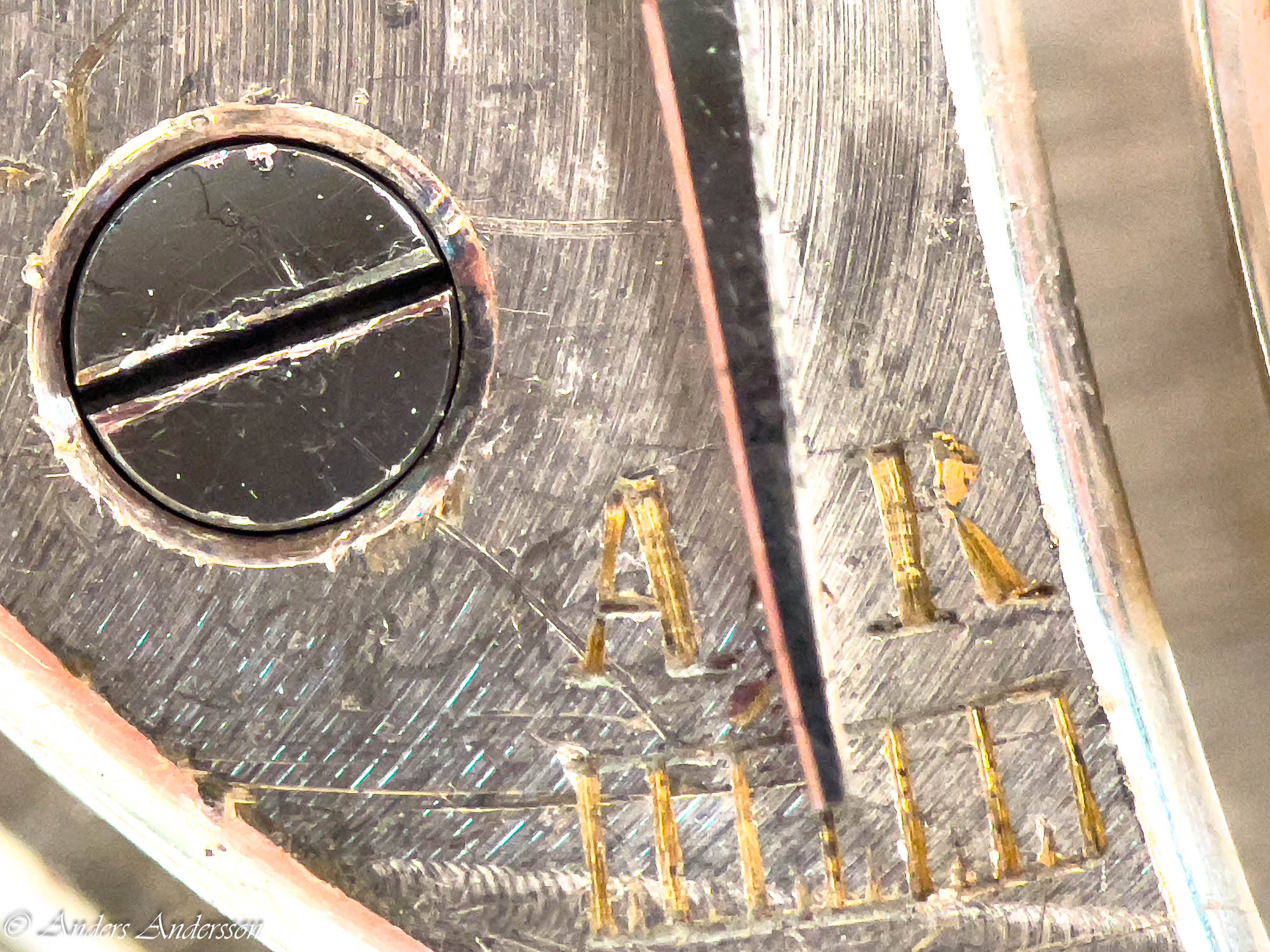
Den vackert graverade täckbrickan.
-

-
Den vackert graverade täckbrickan.
-

-
Den vackert graverade täckbrickan.
-

-
Fjäderpaketet på plats.
-

-
Den lösa kloven för uppdragsaxelns styrtapp.
-

-
Den lösa kloven för uppdragsaxelns styrtapp.
-

-
Den lösa kloven för uppdragsaxelns styrtapp på plats.
-

-
Den lösa kloven för uppdragsaxelns styrtapp på plats.
-

-
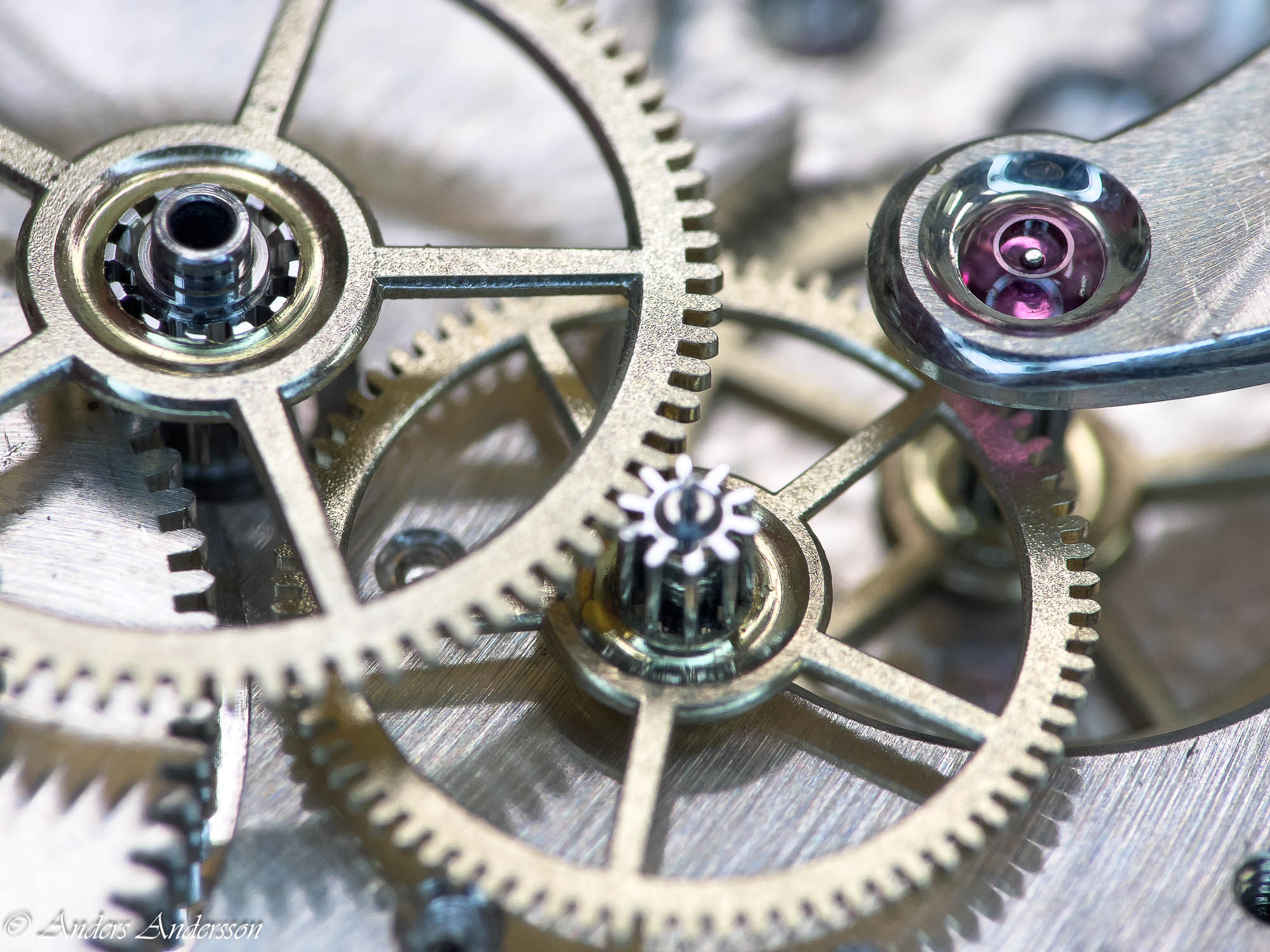
Centrumhjulet med sina vackra instick i hjul och driv – fångstfällor för vandrande olja.
-

-
Sekundhjulet.
-

-
Gånghjulet.
-

-
Gånghjulet maximalt uttunnat för att bli så lätt som möjligt.
-

-
Löpverket på plats.
-

-
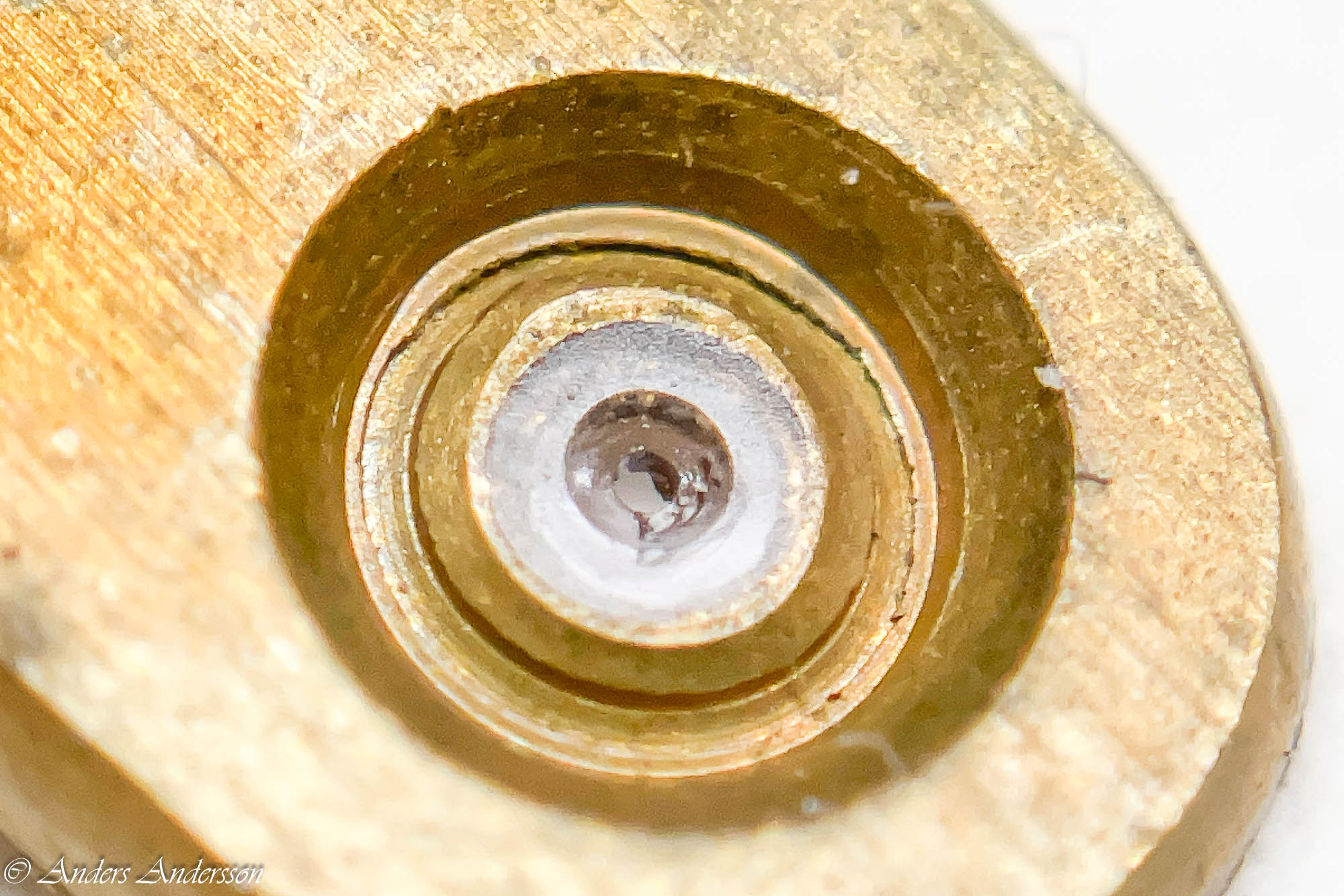
Den vackra centrumstenen. Välvd för att öka kapillärkraften i oljan så att den inte sticker iväg.
-

-
Motstensbrickan för gånghjulet.
-

-
Motstensbrickan för gånghjulet på sin plats.
-

-
Löpverkets bryggor och klovar på plats.
-

-
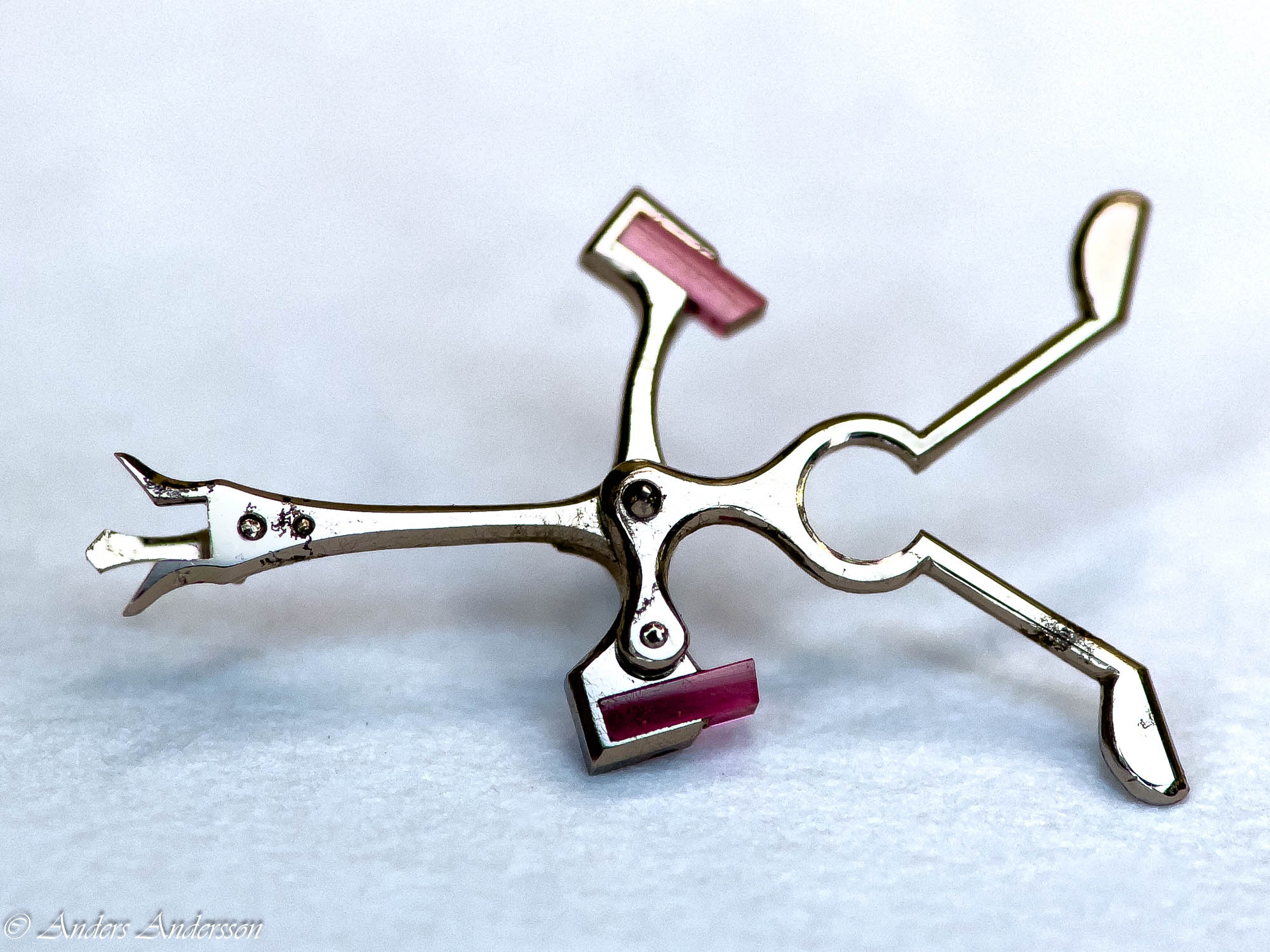
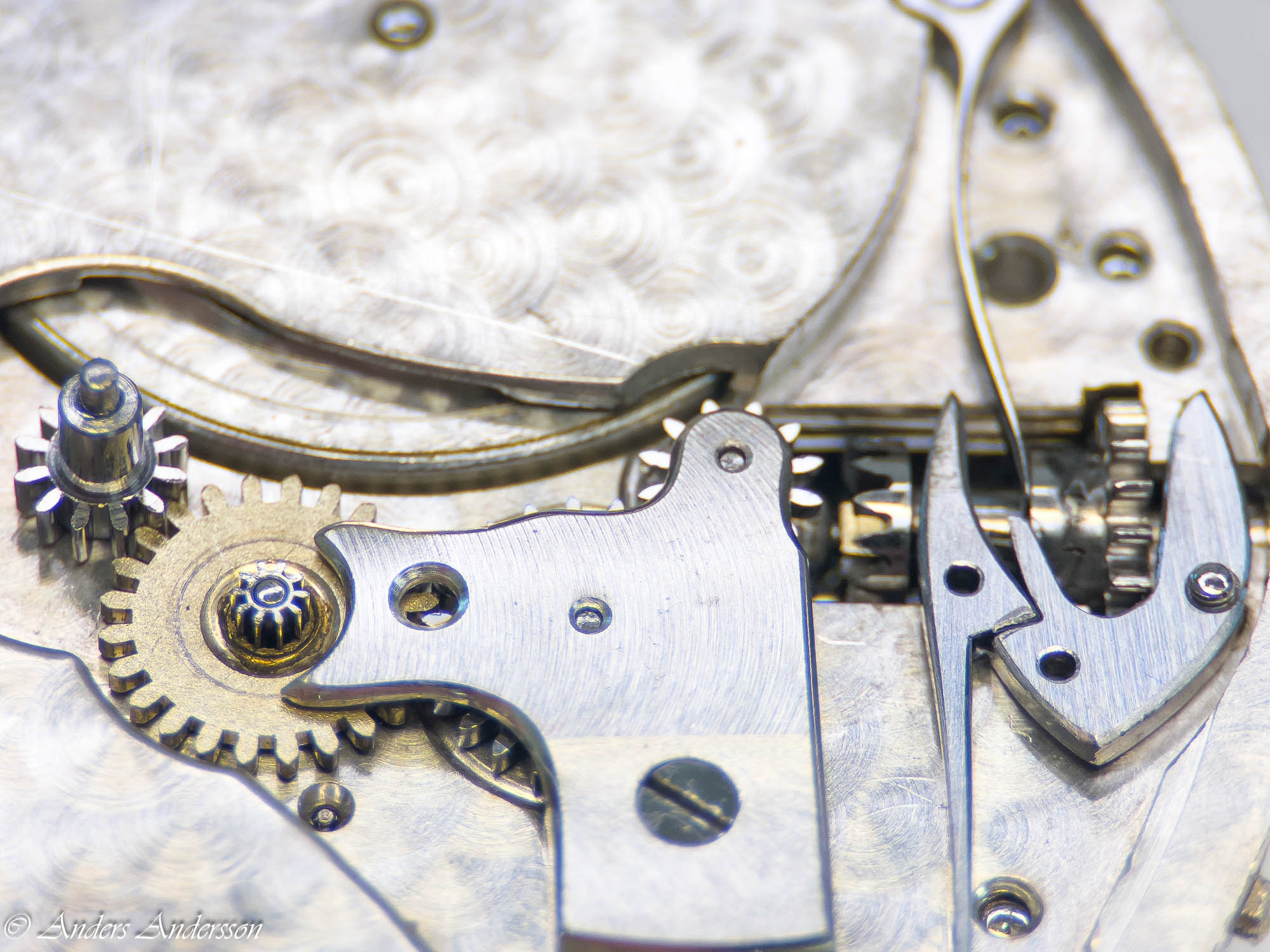
Den otroligt välgjorda haken.
-

-
Haken består av i alla fall åtta olika delar.
-

-
Den otroligt välgjorda haken.
-

-
Hakens undersida.
-

-
Haken på plats i verket.
-

-
Haken på plats i verket.
-

-
Haken på plats i verket.
-

-
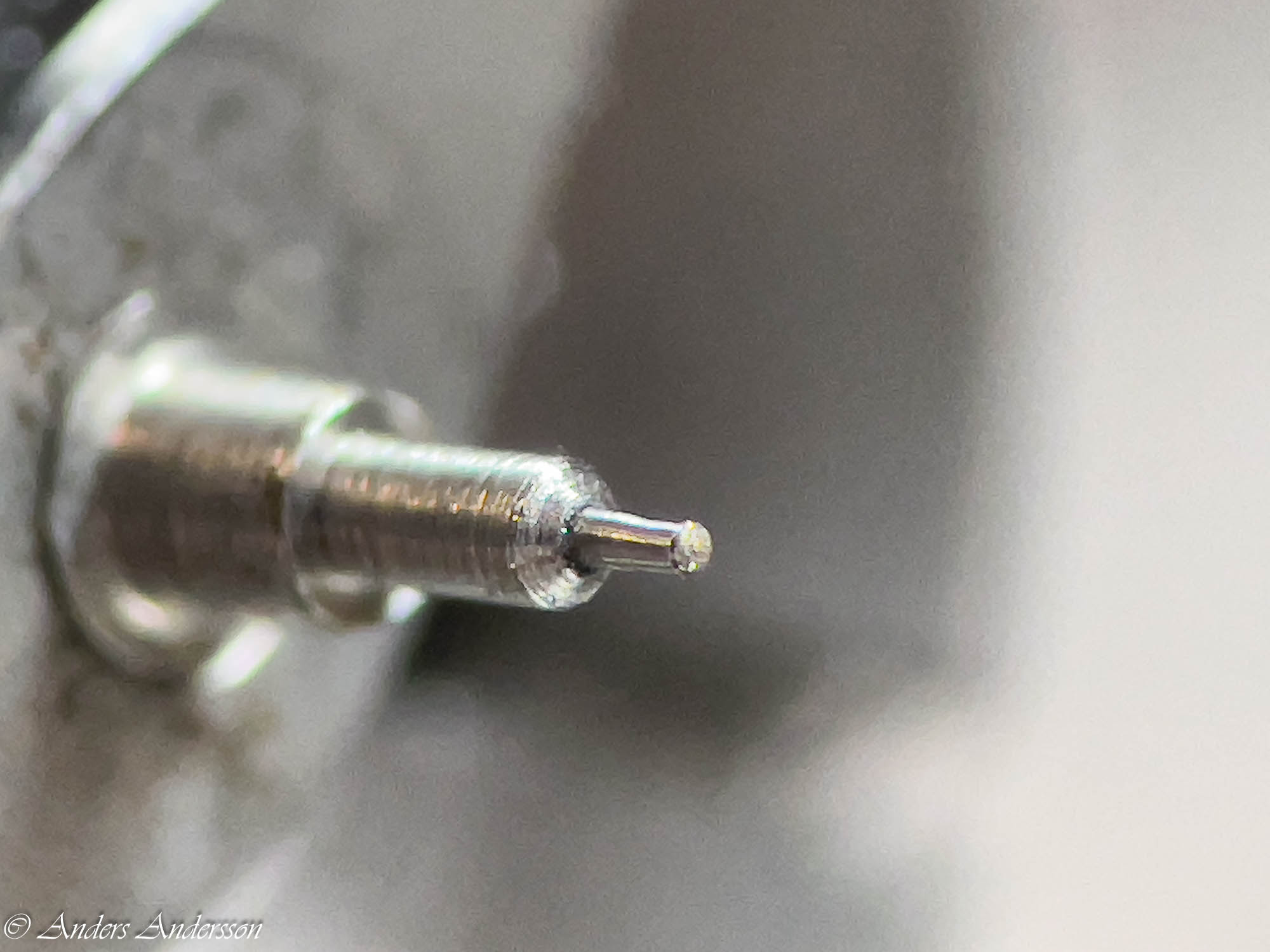
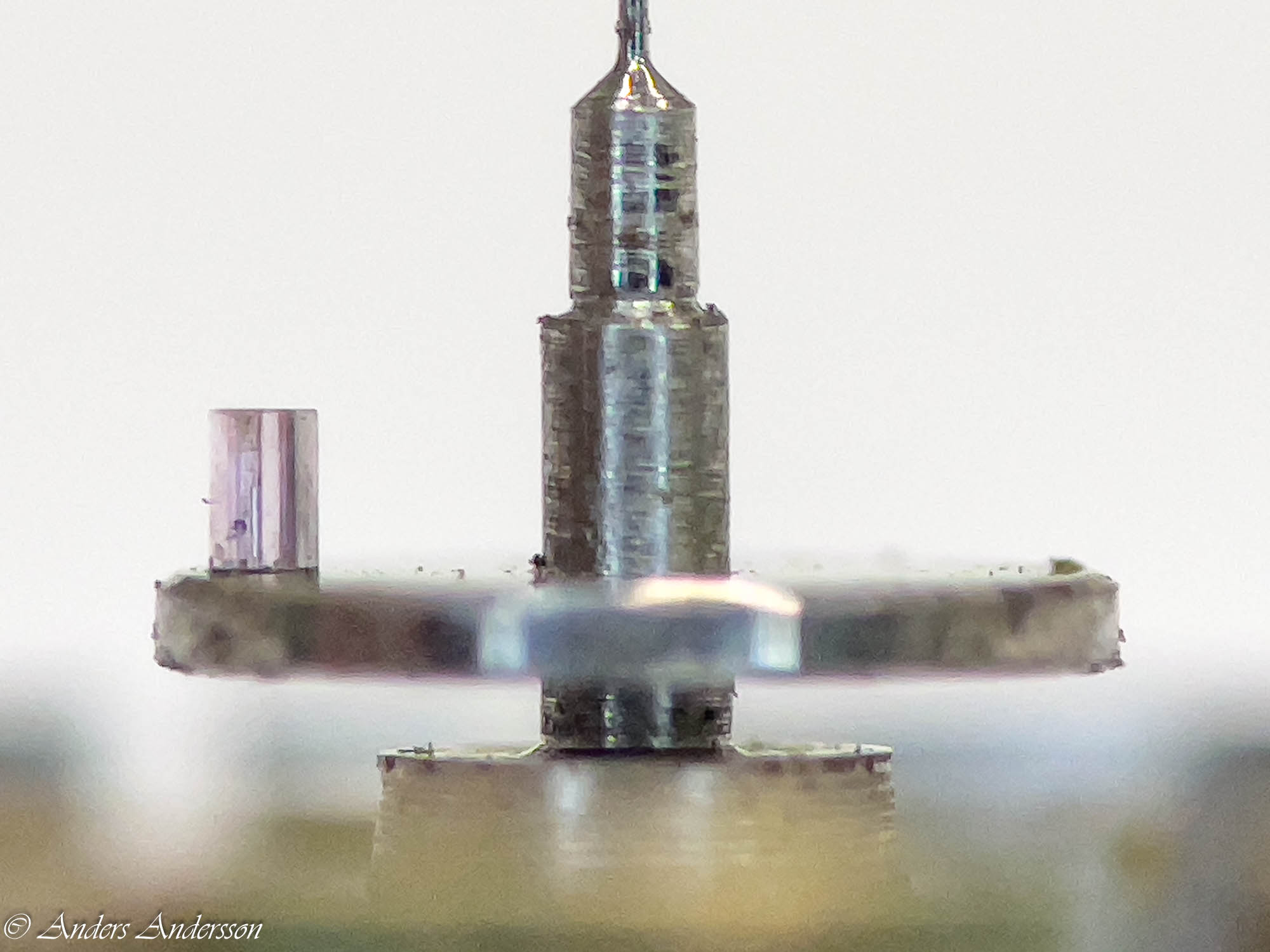
Liverrullarna perfekt polerade.
-
-
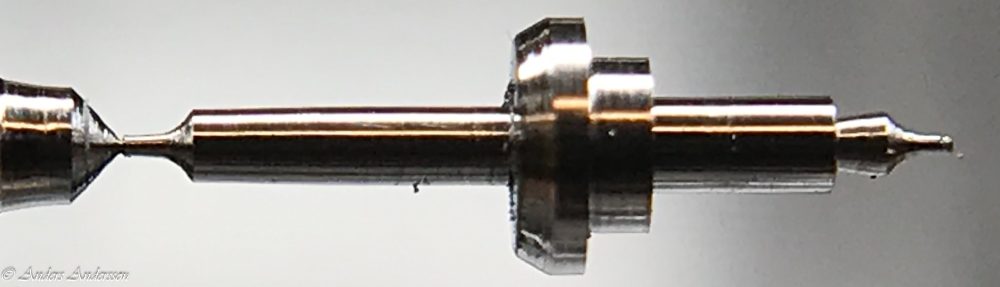
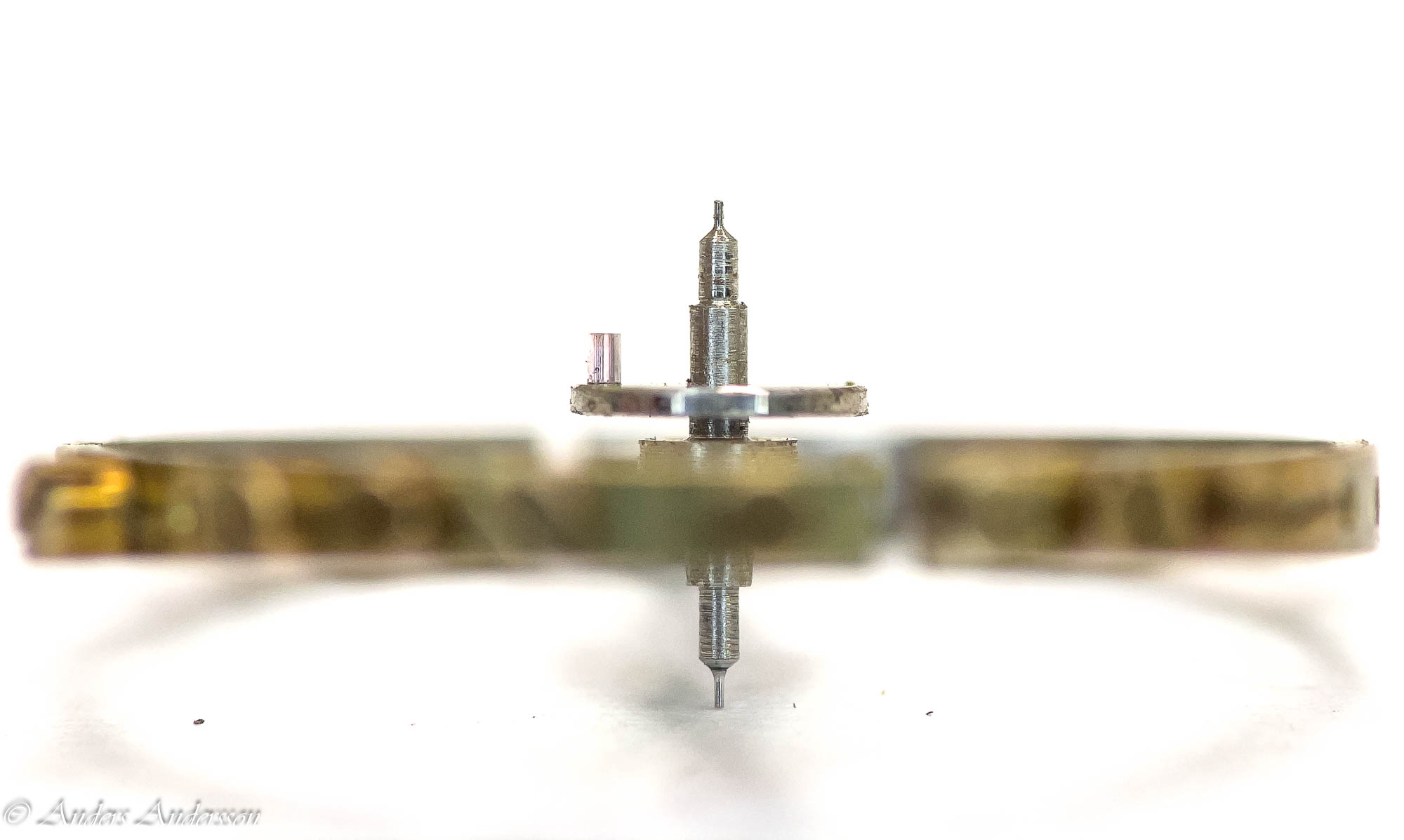
Liverrullarna och balansaxeln perfekt polerade.
-

-
Balansskruvar.
-

-
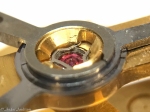
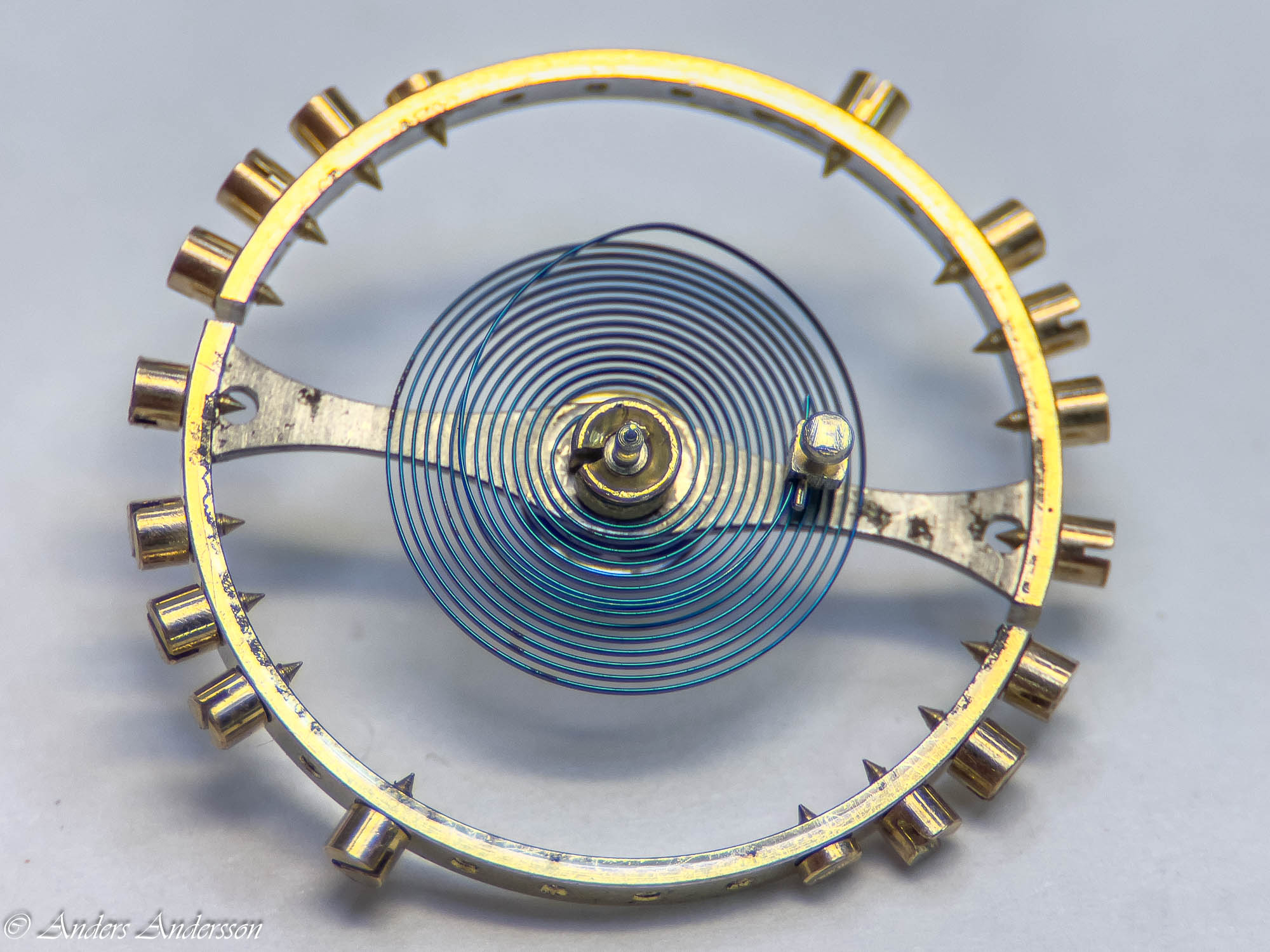
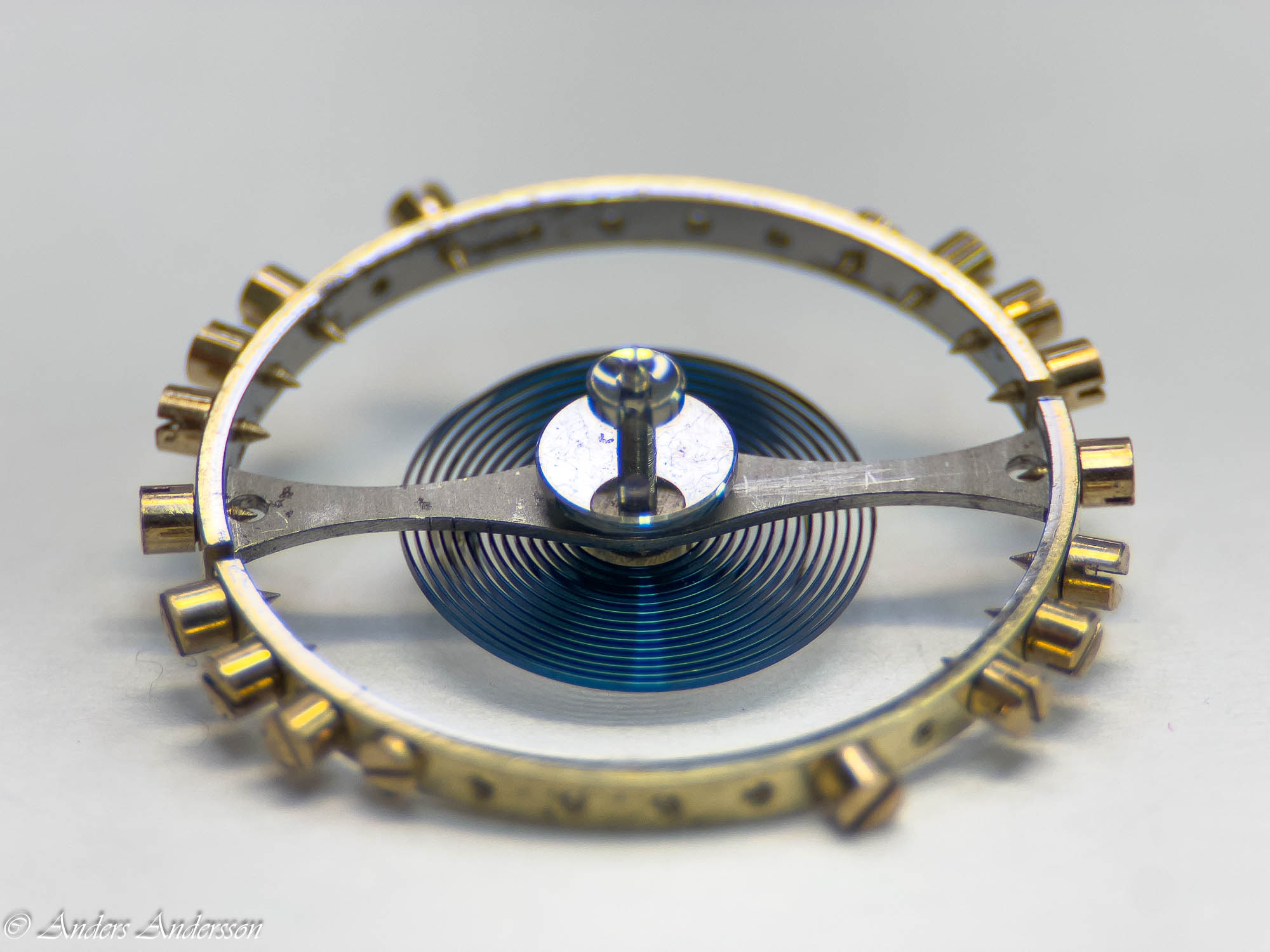
Balansens och spiralrullens mässingsdelar kraftigt oxiderade
-
-
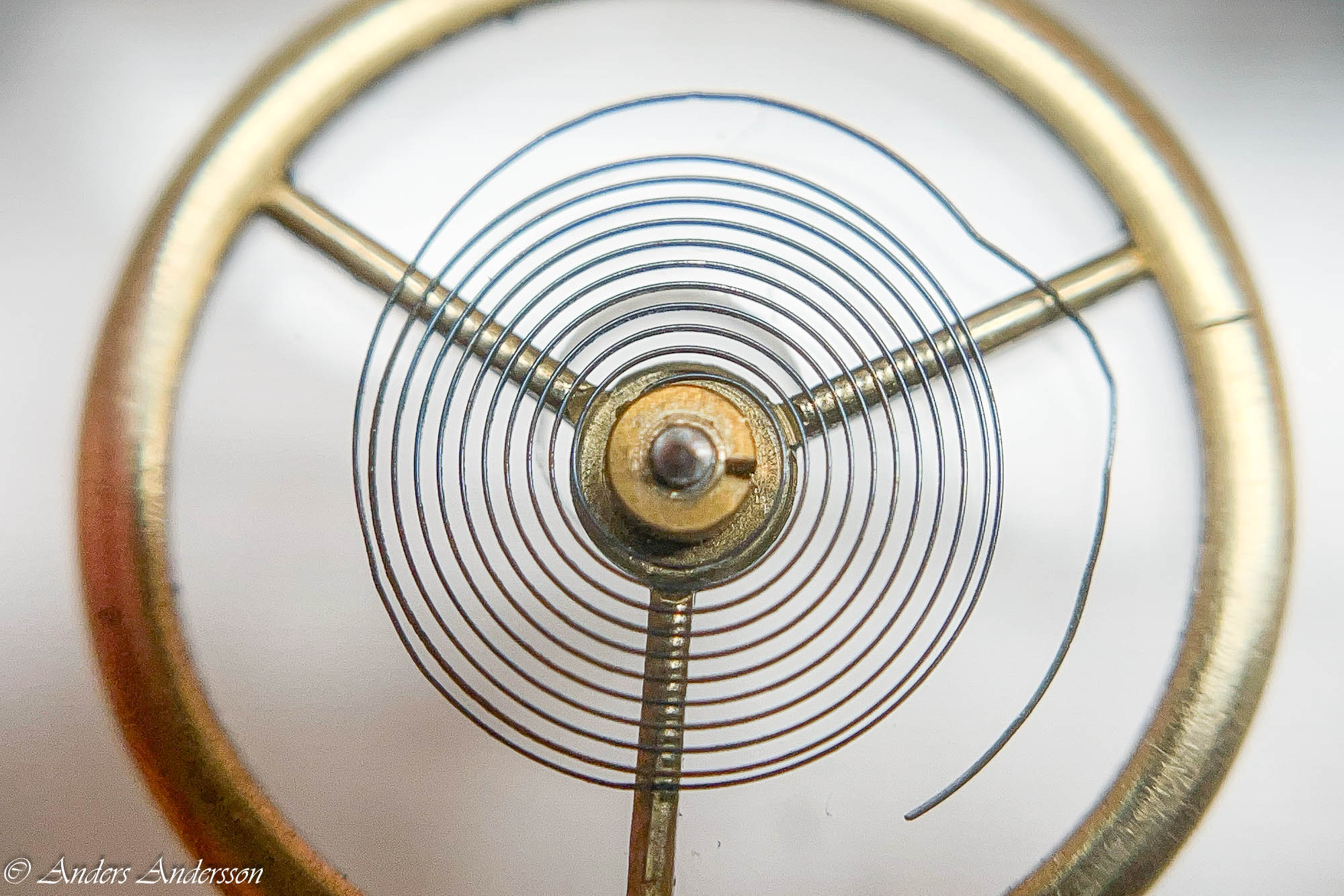
Breguetkurva uppböjd med ”långa” knän.
-

-
Balanskloven.
-

-
Balanskloven.
-

-
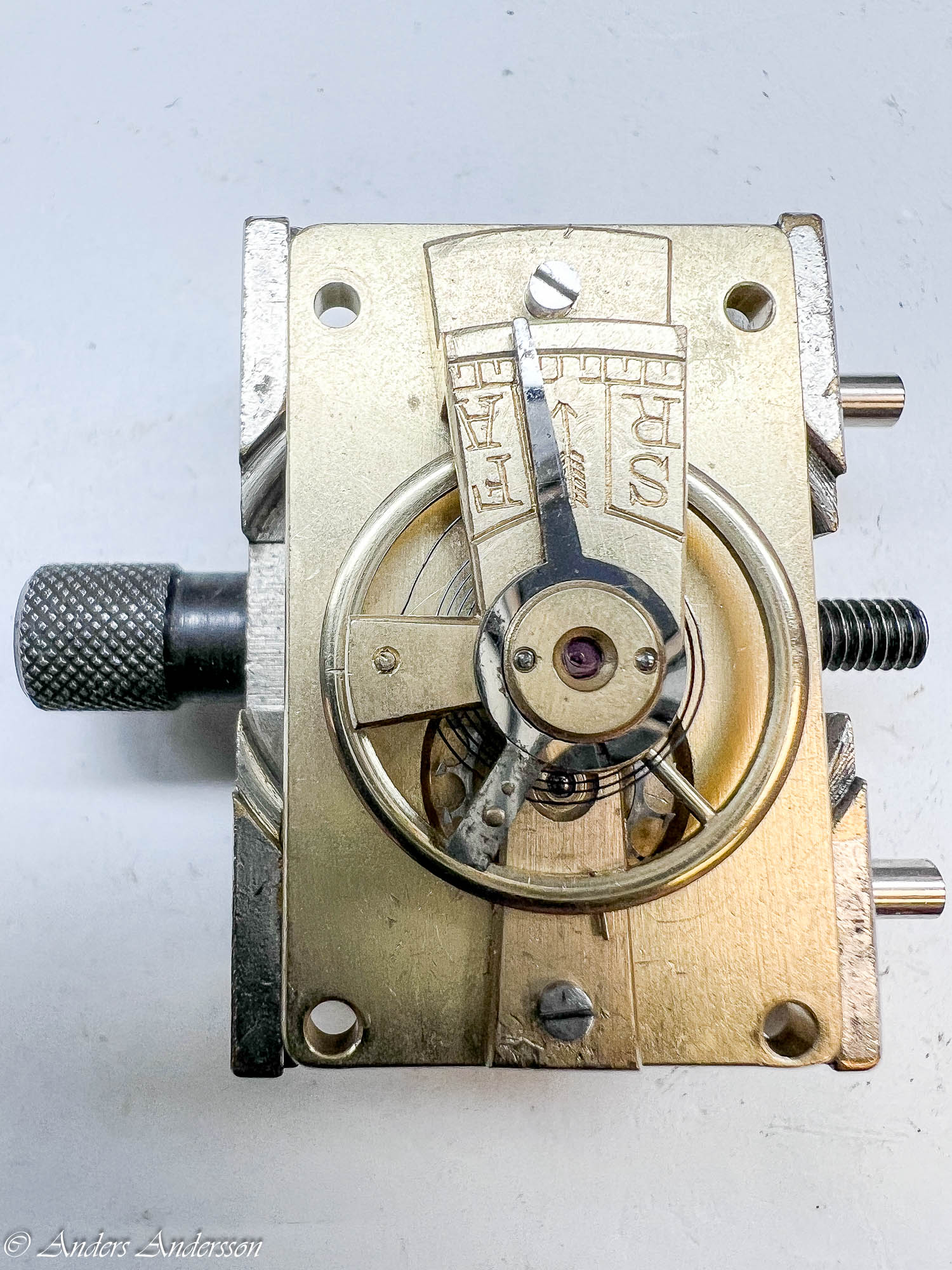
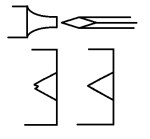
Patentruckningen.
-

-
Ruckstiften skall riktas upp.
-

-
Balansklovens alla delar på plats.
-

-
Ruckstiften skall riktas.
-

-
Ruckstiften riktade. De har denna form för att hindra spiralen att hänga upp sig.
-

-
Balansen på plats – klockan tickar igång!
-

-
Balansen på plats – klockan tickar igång!
-

-
Balansen i vila.
-

-
Kronhjul med tillbehör.
-

-
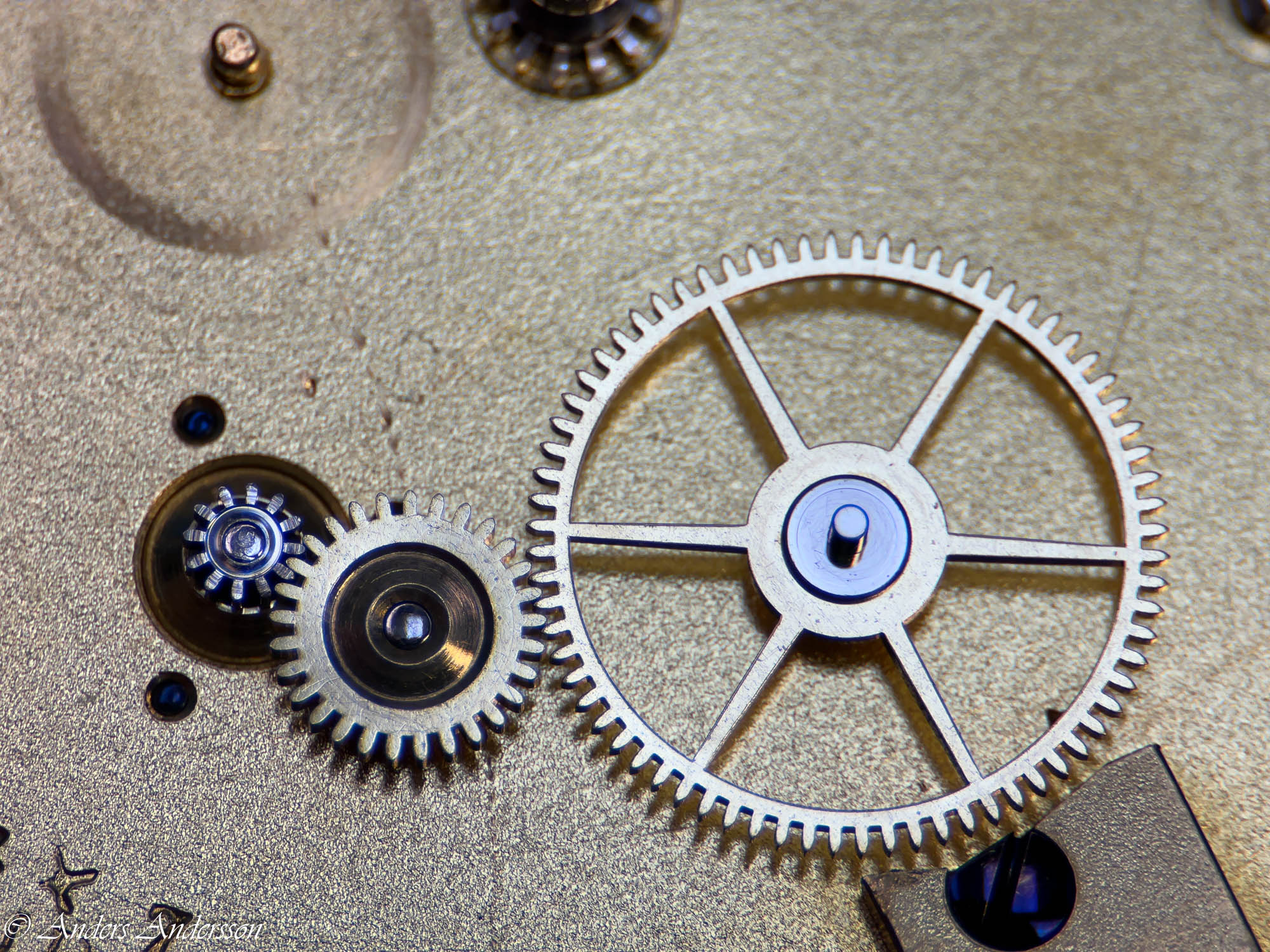
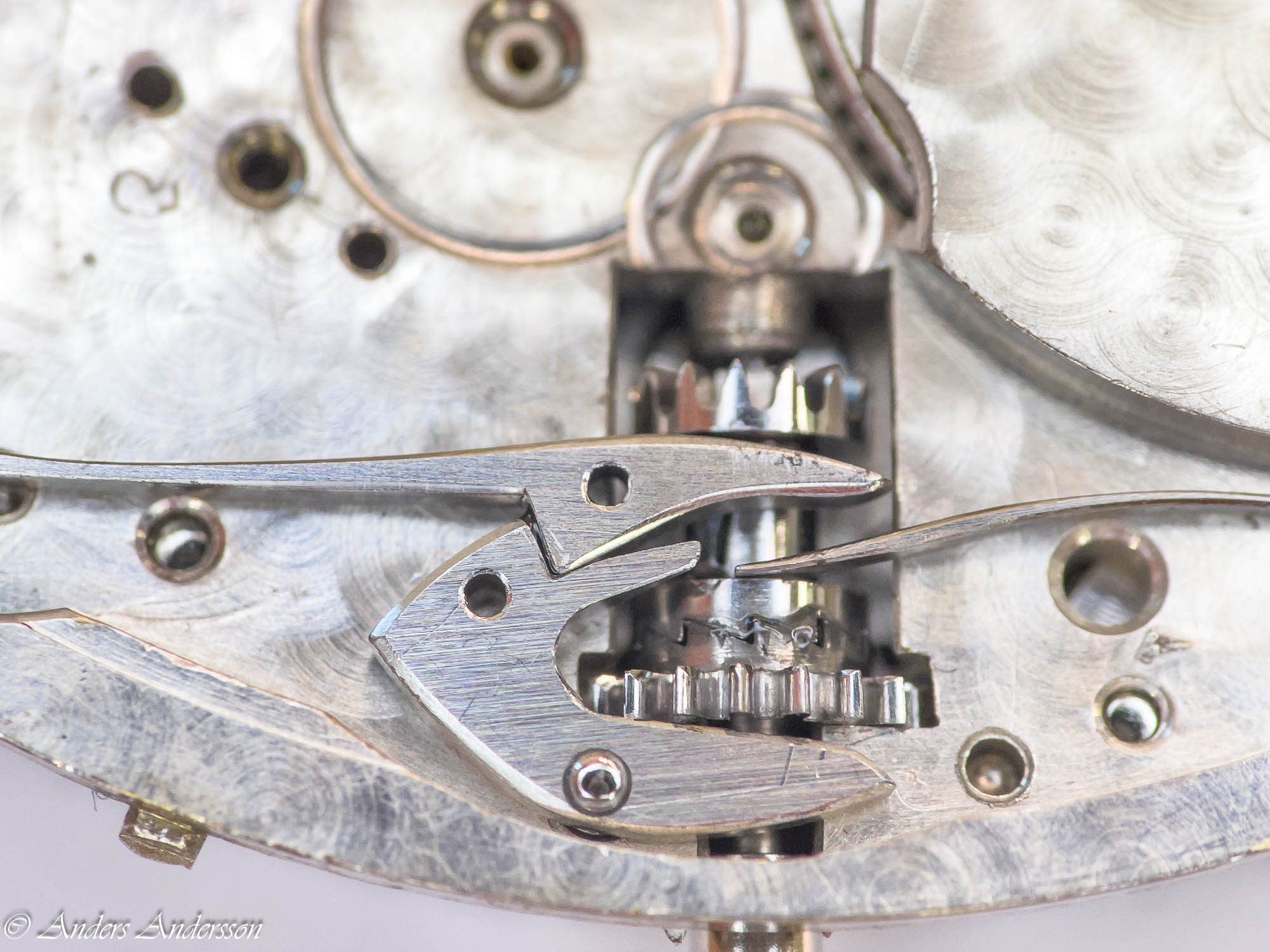
Kronhjulet på plats, ingreppet fungerar mjukt och fint.
-

-
Alla delar på verksidan på plats.
-

-
Dags att vända på steken och slutföra ihopsättningen.
-

-
Dags att vända på steken och slutföra ihopsättningen.
-

-
Visarfriktionen sitter i centrumaxelns andra ände, minutröret pressas fast på axeln.
-

-
Uppdragsdelar.
-

-
Transmissionshjulet är även det utrustad med vargtänder.
-

-
Uppdragsdelar.
-

-
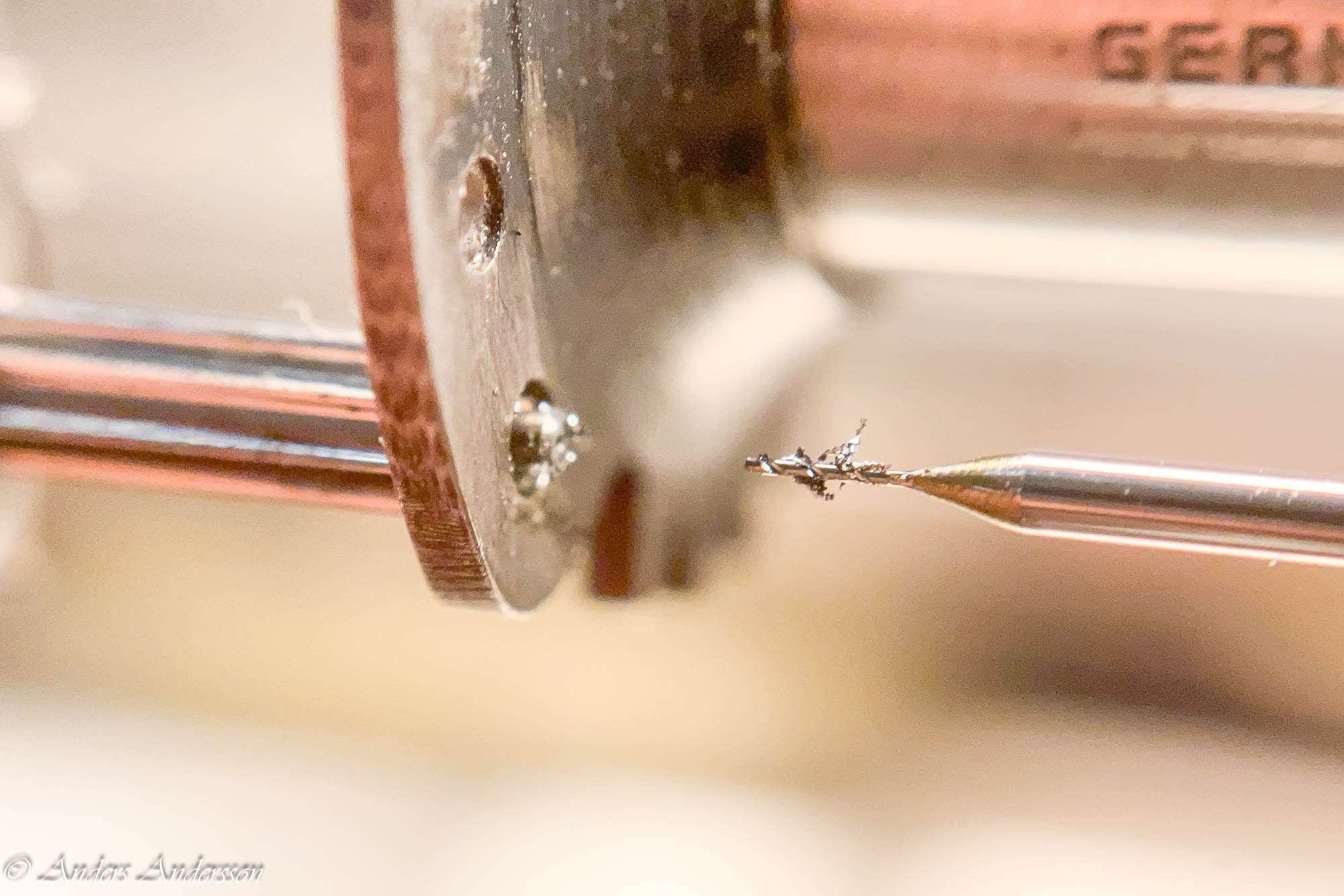
Det nytillverkade stiftet i regeln i rätt längd.
-

-
Vackert polerade visarställhjul.
-

-
Visarställhjulen har en egen klove.
-

-
Verket klart.
-

-
Verket klart.
-

-
Vackert tillverkade visare.
-

-
Vackert tillverkade visare.
-

-
Vackert tillverkade visare.
-

-
Detalj av urtavlan.
-

-
Visarcentrum.
-

-
Klockan klar!

Källor på nätet om Ekegrèn:
Utställningen i Paris 1867
Världsutställningen i Wien
Intressant läsning av E. Favre-Perret där han kritiserar hur de utländska tillverkarnas kronometrar jämfördes med de amerikanska på världsutställningen 1876 i Philadelphia.
Ytterligare läsning om Philadelphiautställningen 1876.
Patentritning och beskrivning 1869
Artikel i Tidskrift 2017, P. Borgelin
Släktforskarsida
Patent
Patent
Observatoriet i Genève
Artikel om Ekegrèn
https://bge-geneve.ch/iconographie/personne/henri-robert-ekegren
https://bge-geneve.ch/iconographie/oeuvre/icon-p-1947-362
https://watch-wiki.org/index.php?title=Ekegr%C3%A8n,_Henri_Robert
https://www.hautehorlogerie.org/en/watches-and-culture/encyclopaedia/famous-watchmakers/s/henri-robert-ekegren/
https://www.e-periodica.ch/digbib/view?pid=gen-001%3A2007%3A55%3A%3A406referrer=search#406
Källor på nätet om Koehn:
Koehn, Eduard – Watch-Wiki
Ed Koehn – Edouard Koehn | NAWCC Forums
Tryckta källor:
It’s about time. Paul M. Chamberlain, 1978. ISBN 0 9000470 81X
(Verkar vara denna bok som de flesta som skrivit om dessa båda urmakare använt som källa.)
Urmakare och klockor i Sverige och Finland. G. Pipping, E. Sidenbladh och E. Elfström. Norstedts förlag.






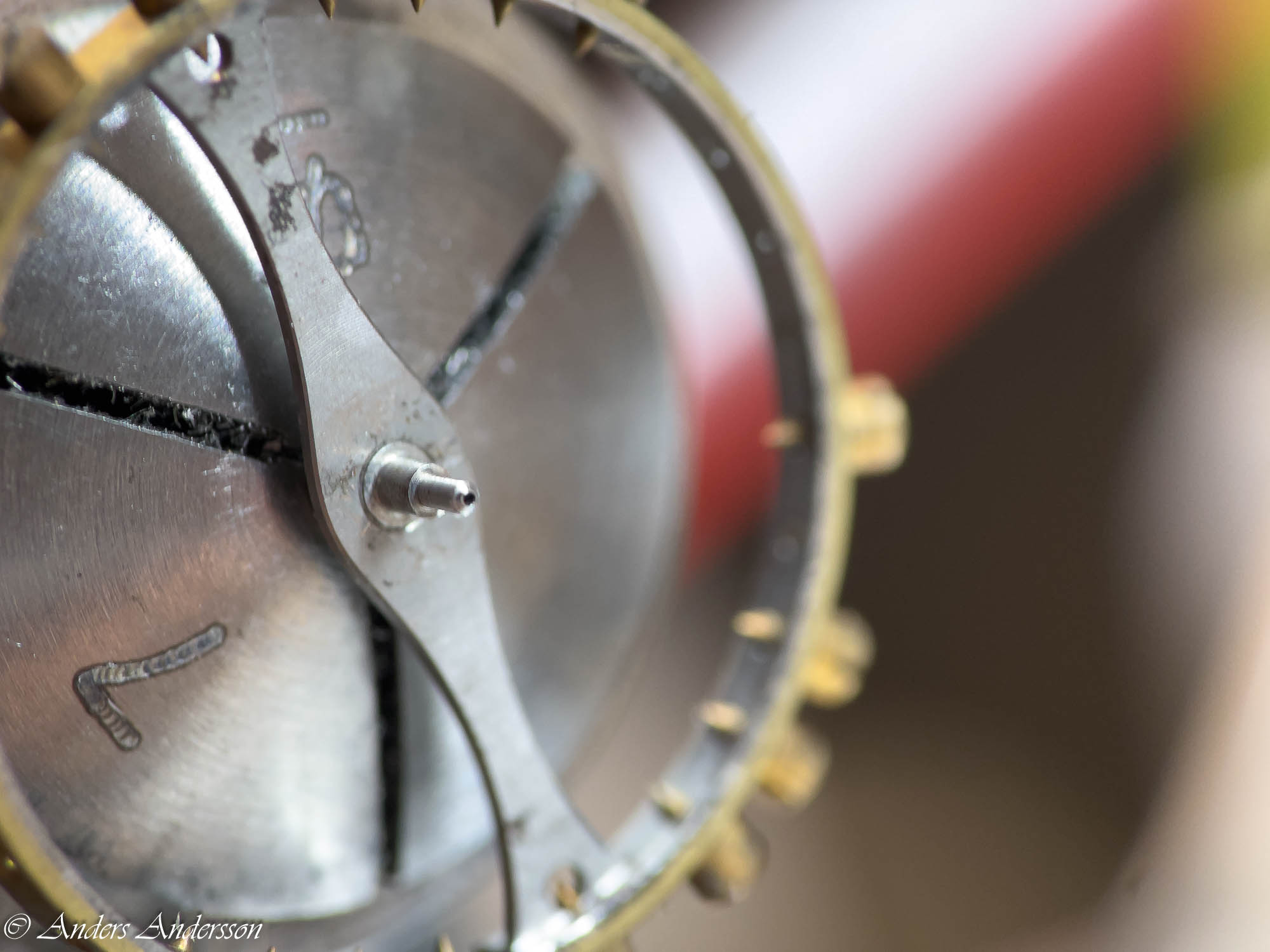


















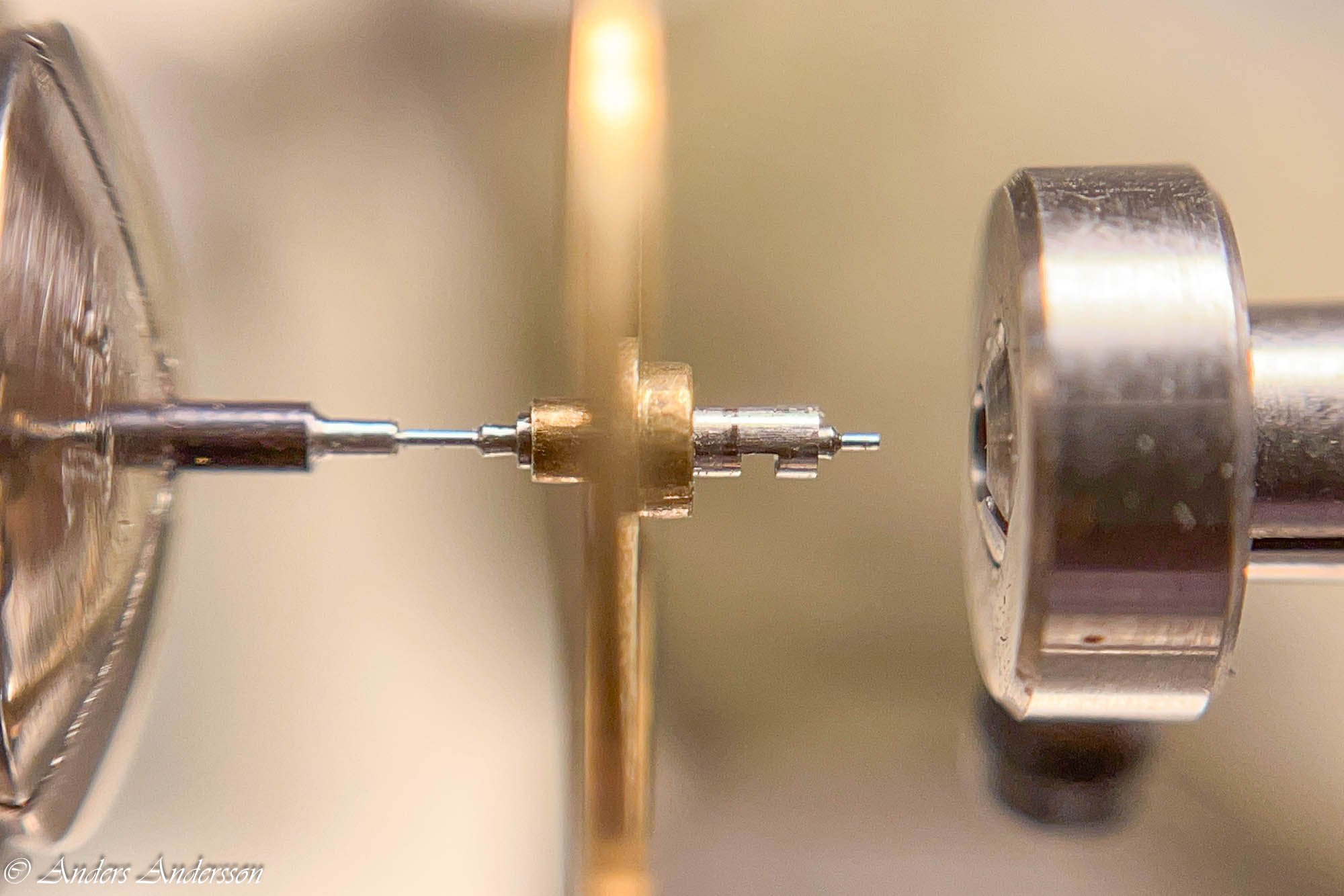
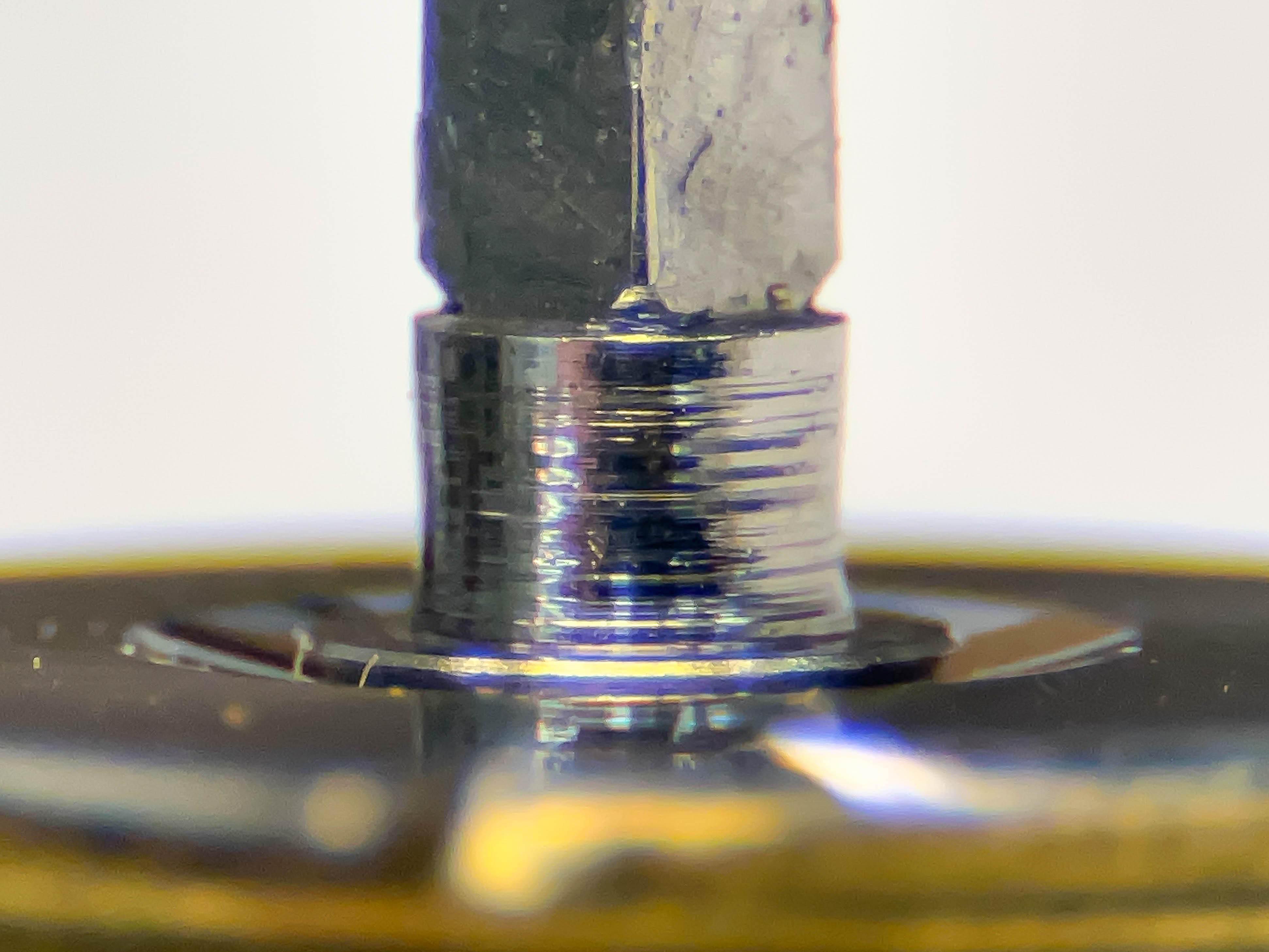
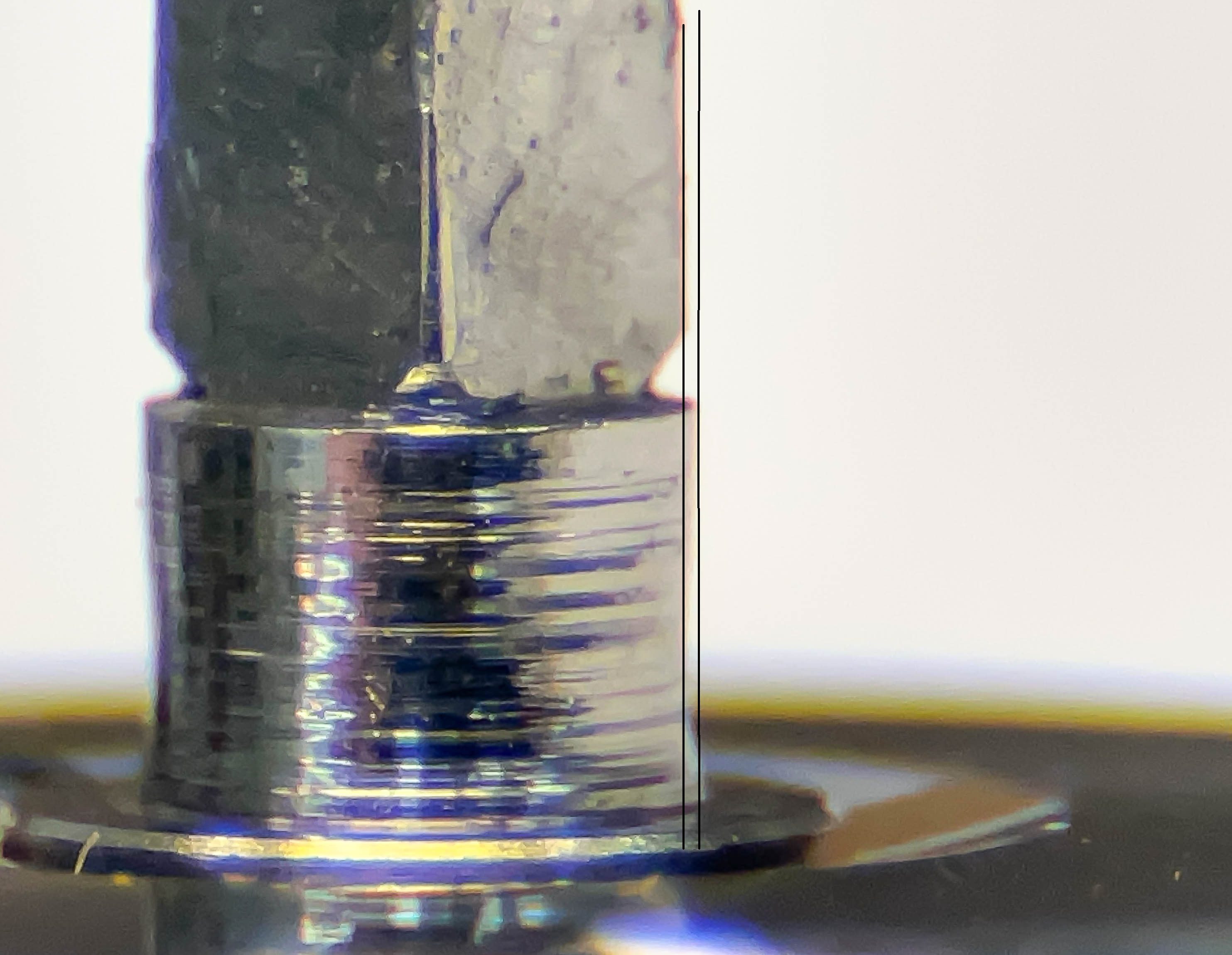
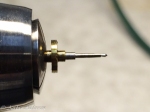
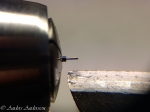
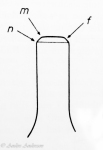
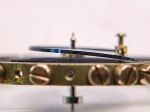
 Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.
Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.

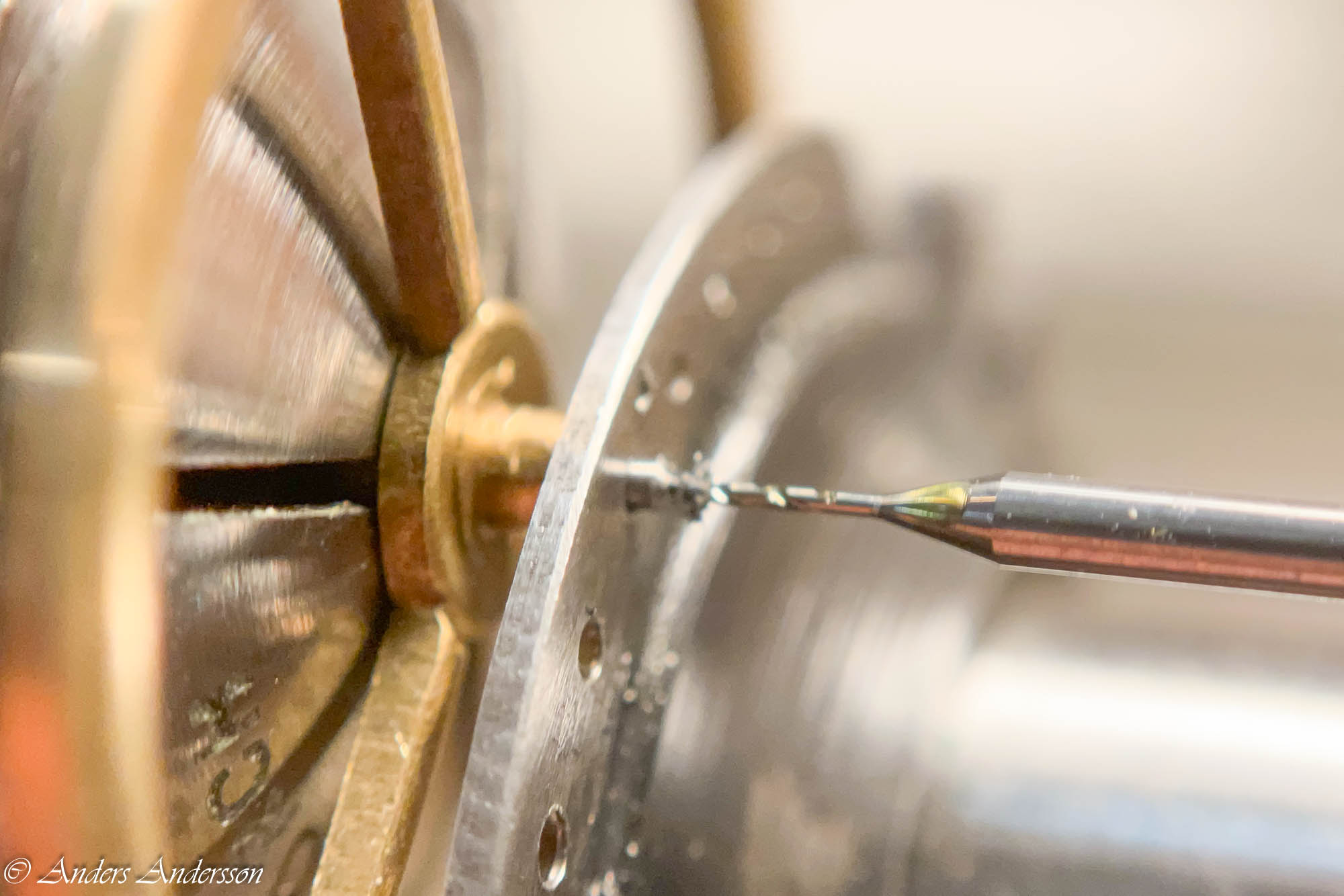
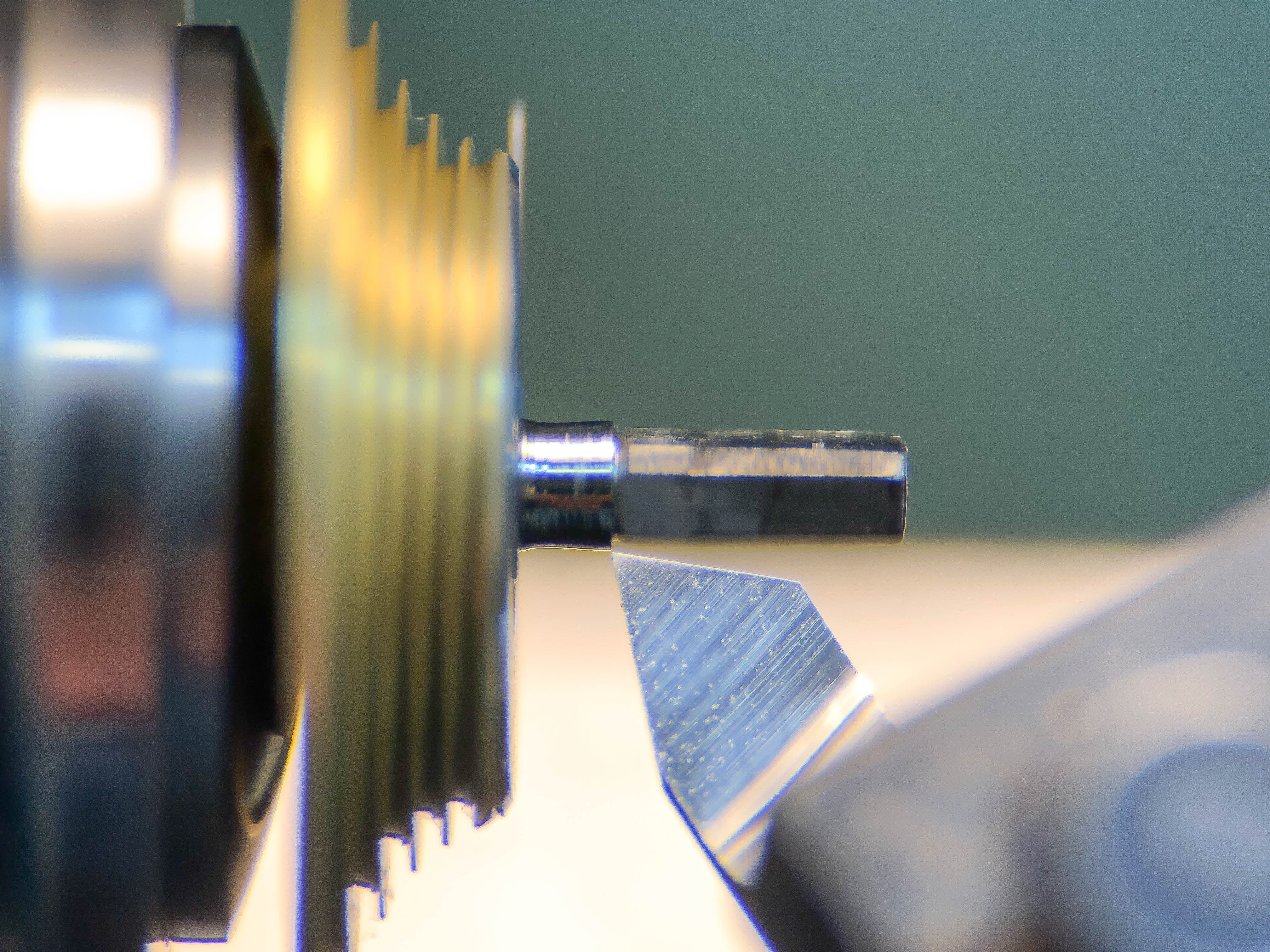
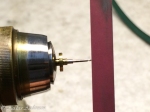
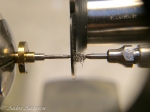
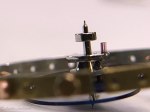
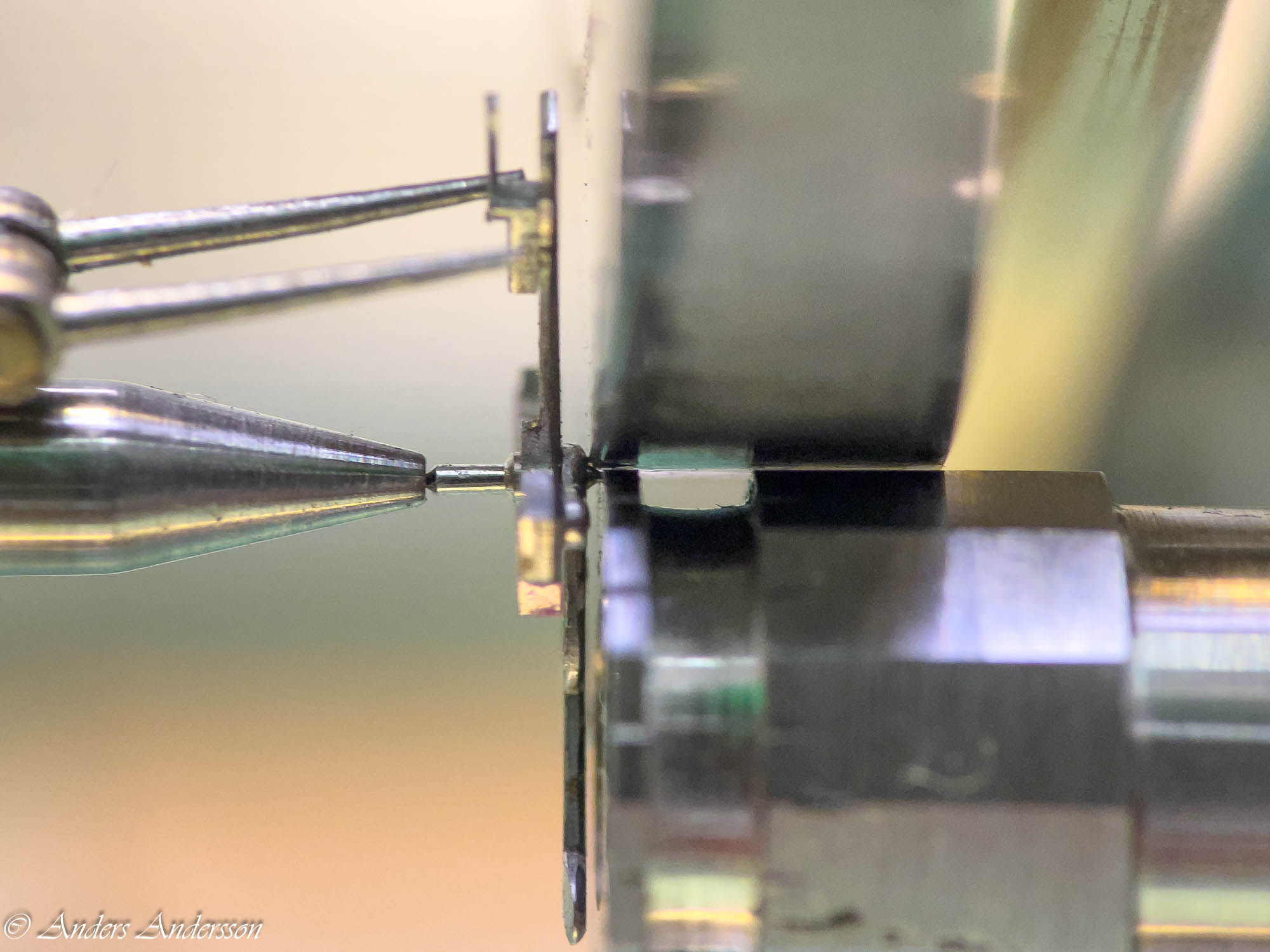
 Balansen centreras med hålskivan i svarven.
Balansen centreras med hålskivan i svarven.