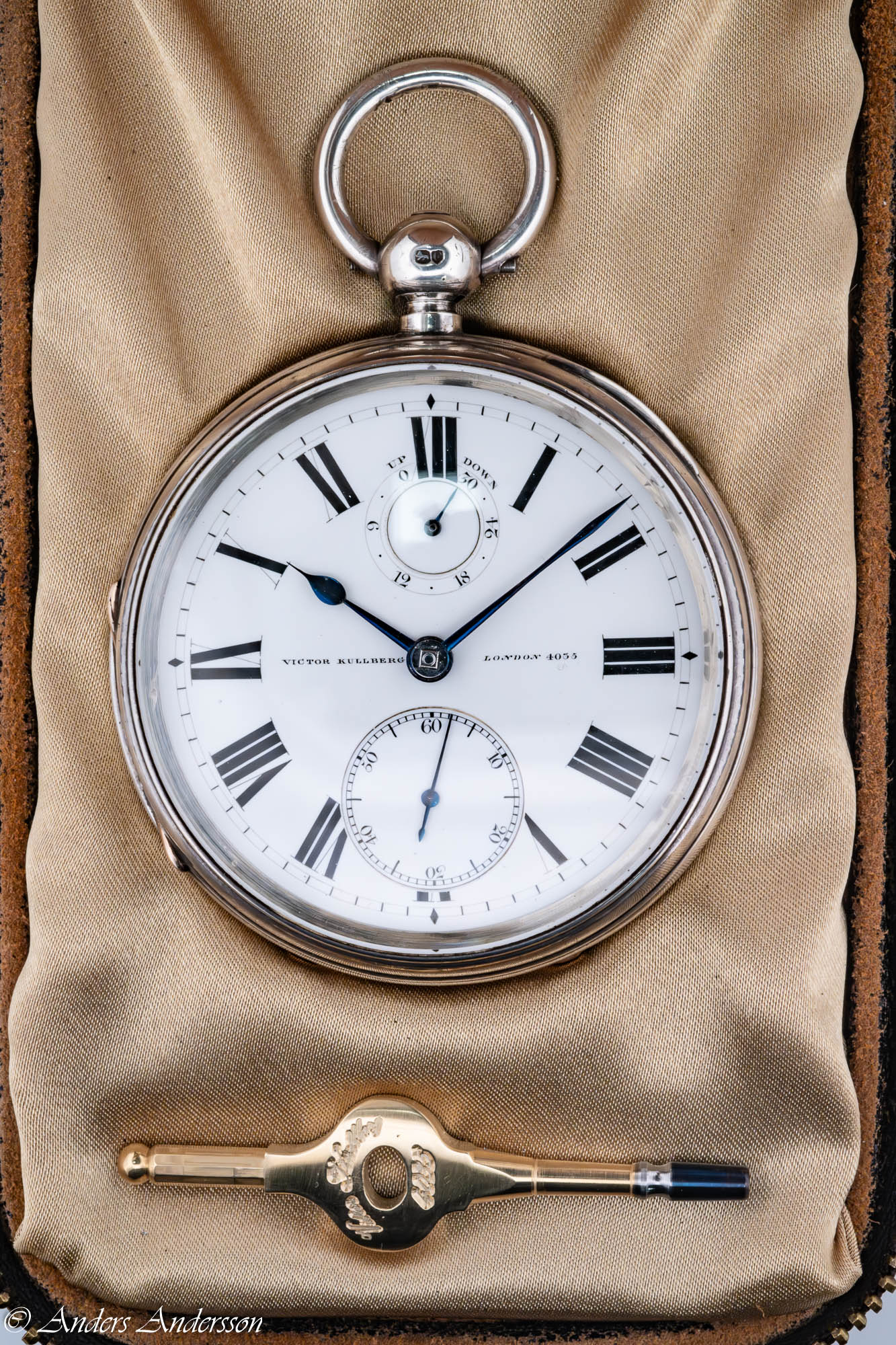
För ett tag sedan gjorde jag iordning en vackert utförd fickurskronometer från mästerreglören Alphonse Pavid i Genève.
Urverket sitter i en enkel testboett, balansaxeln och uppdragsaxeln var båda avbrutna.

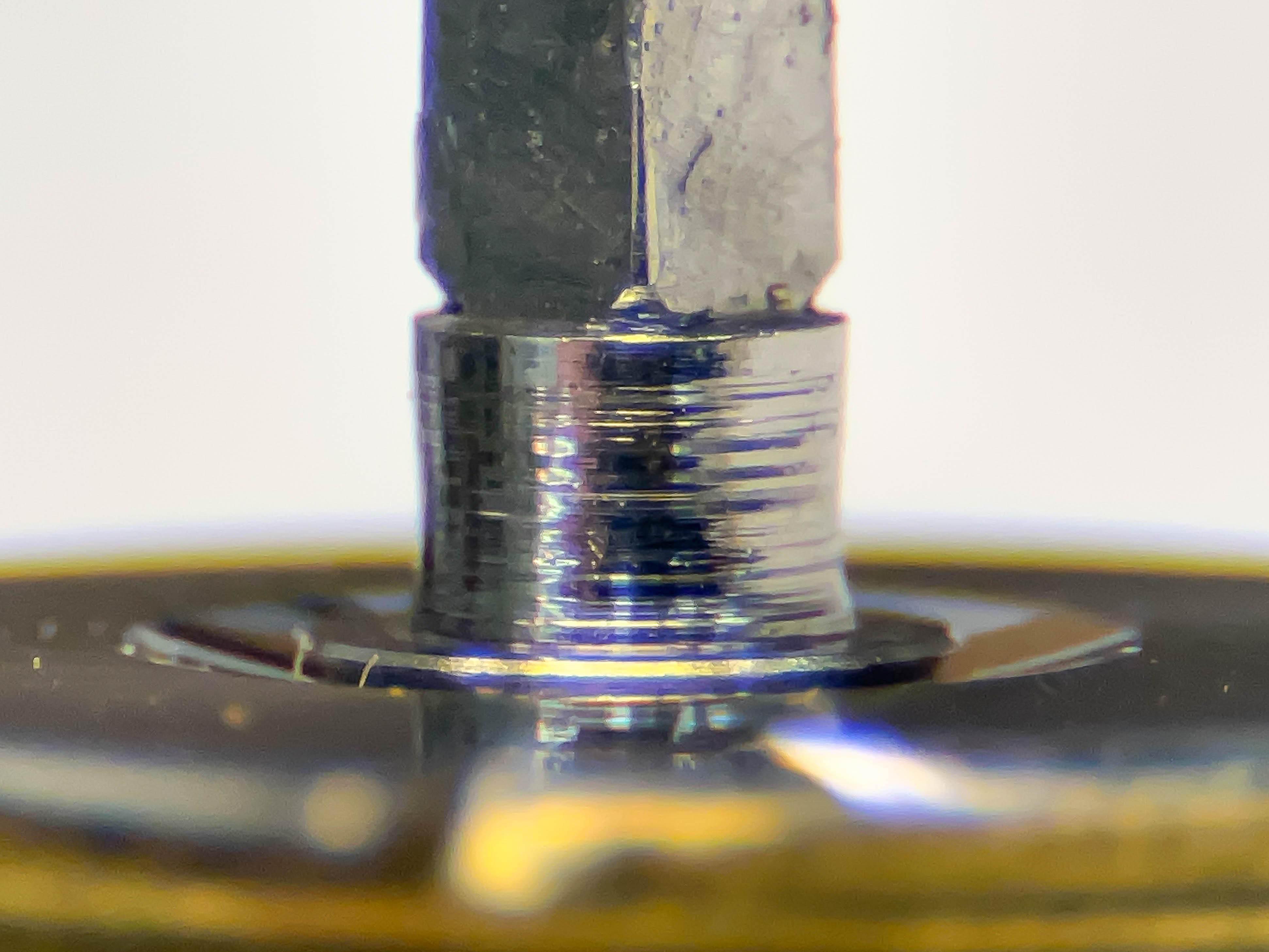
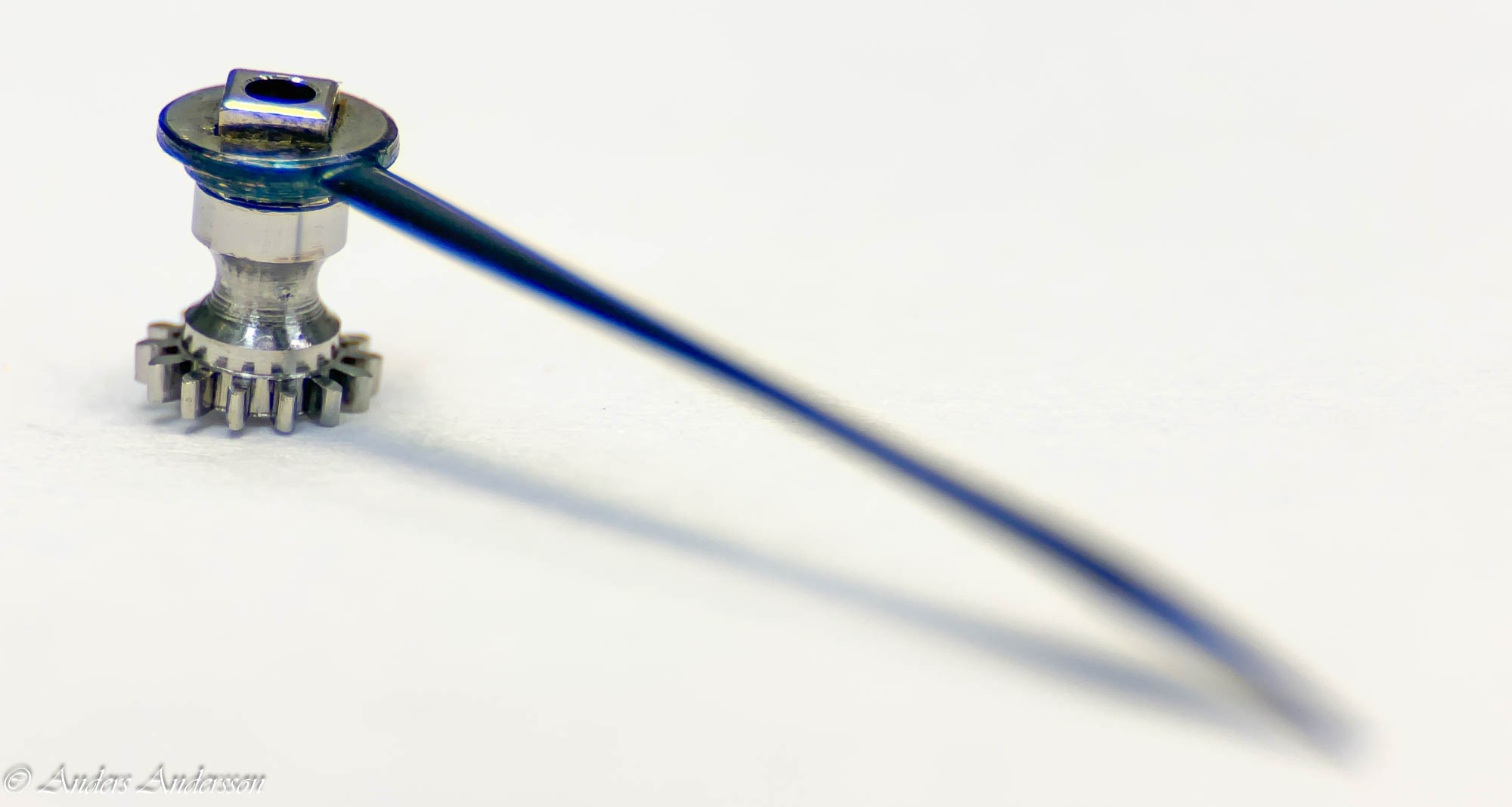
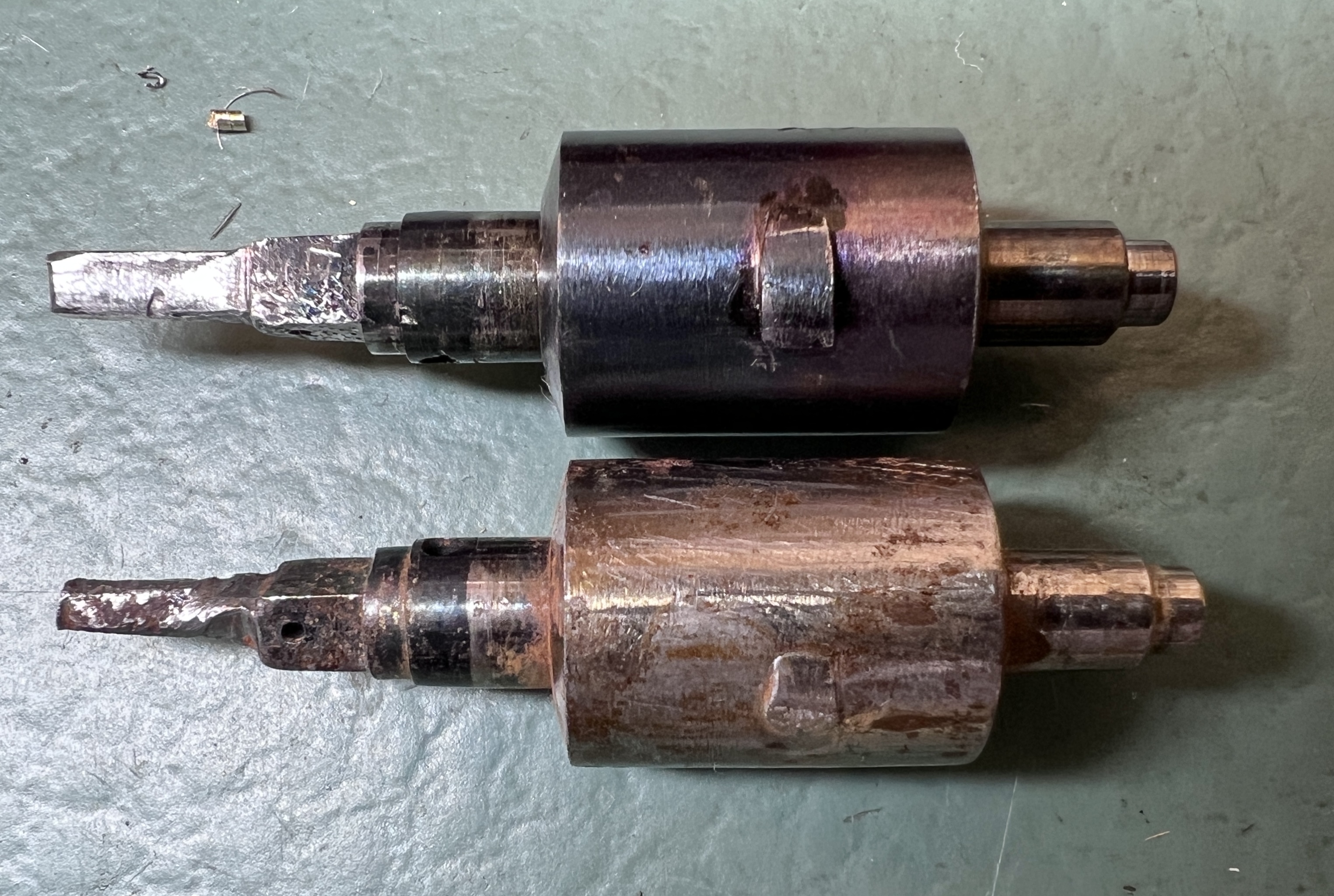
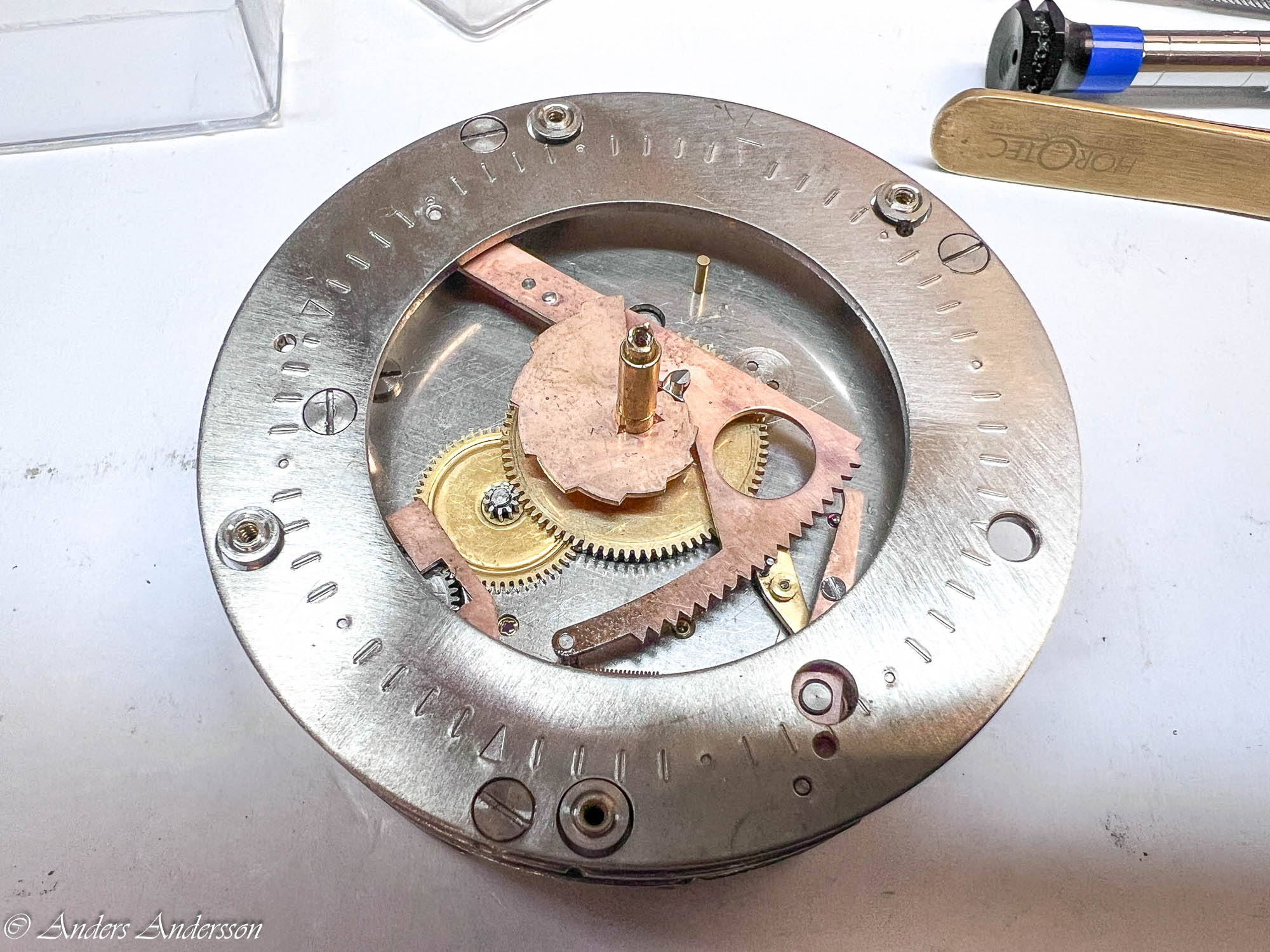
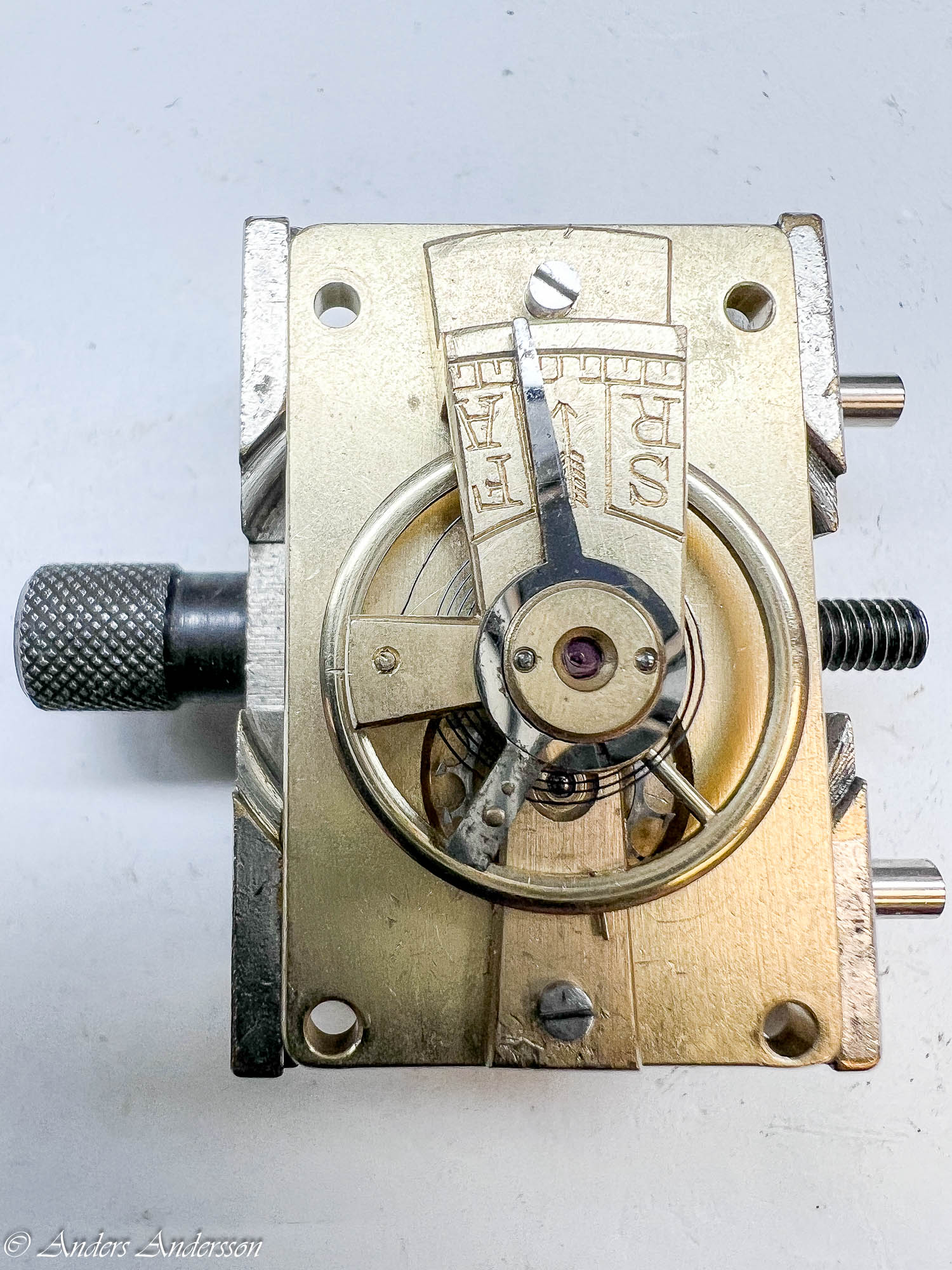
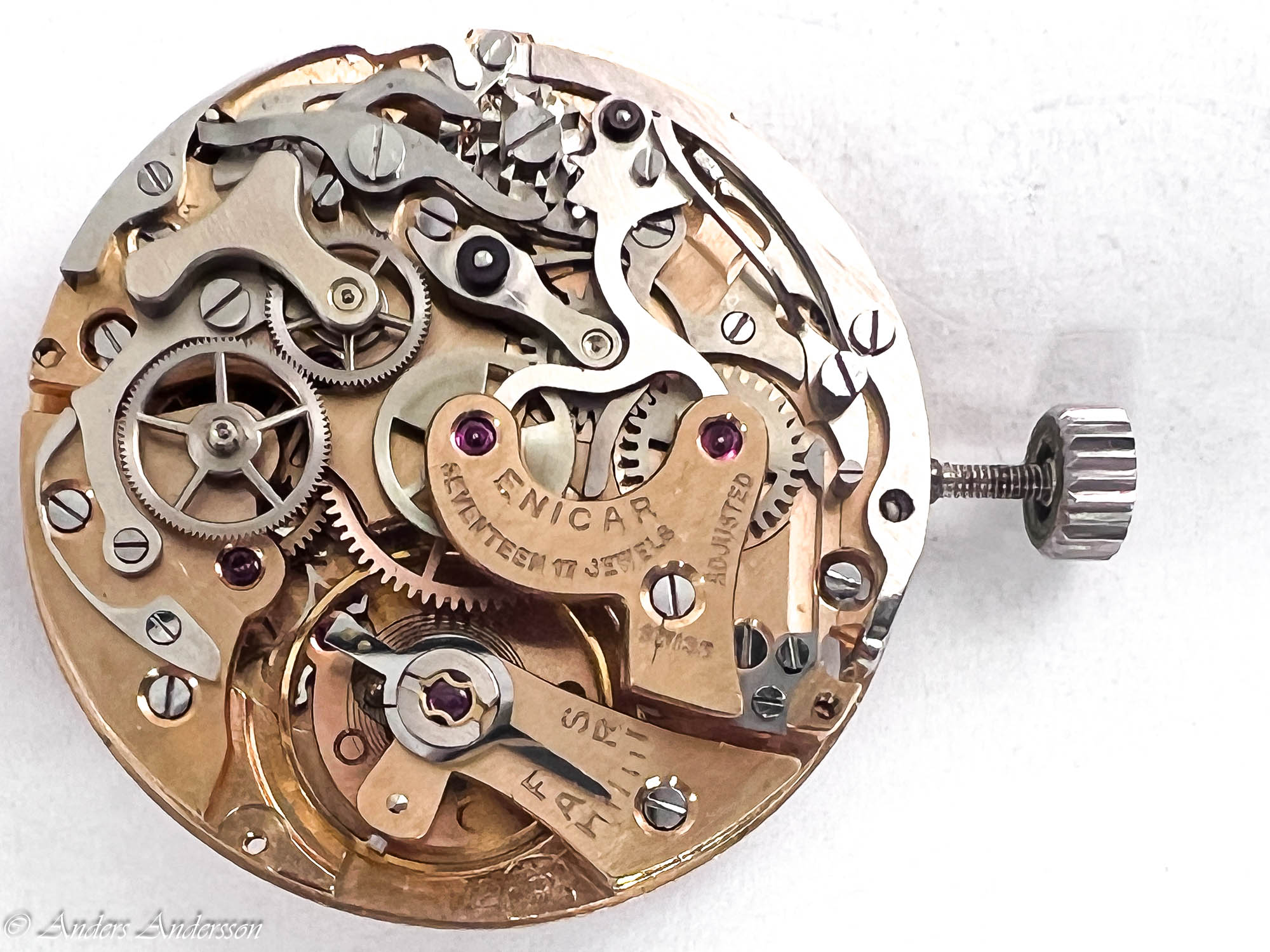
Så här såg kronometern ut när jag fick den i min hand.


Uppdragsaxeln avbruten.

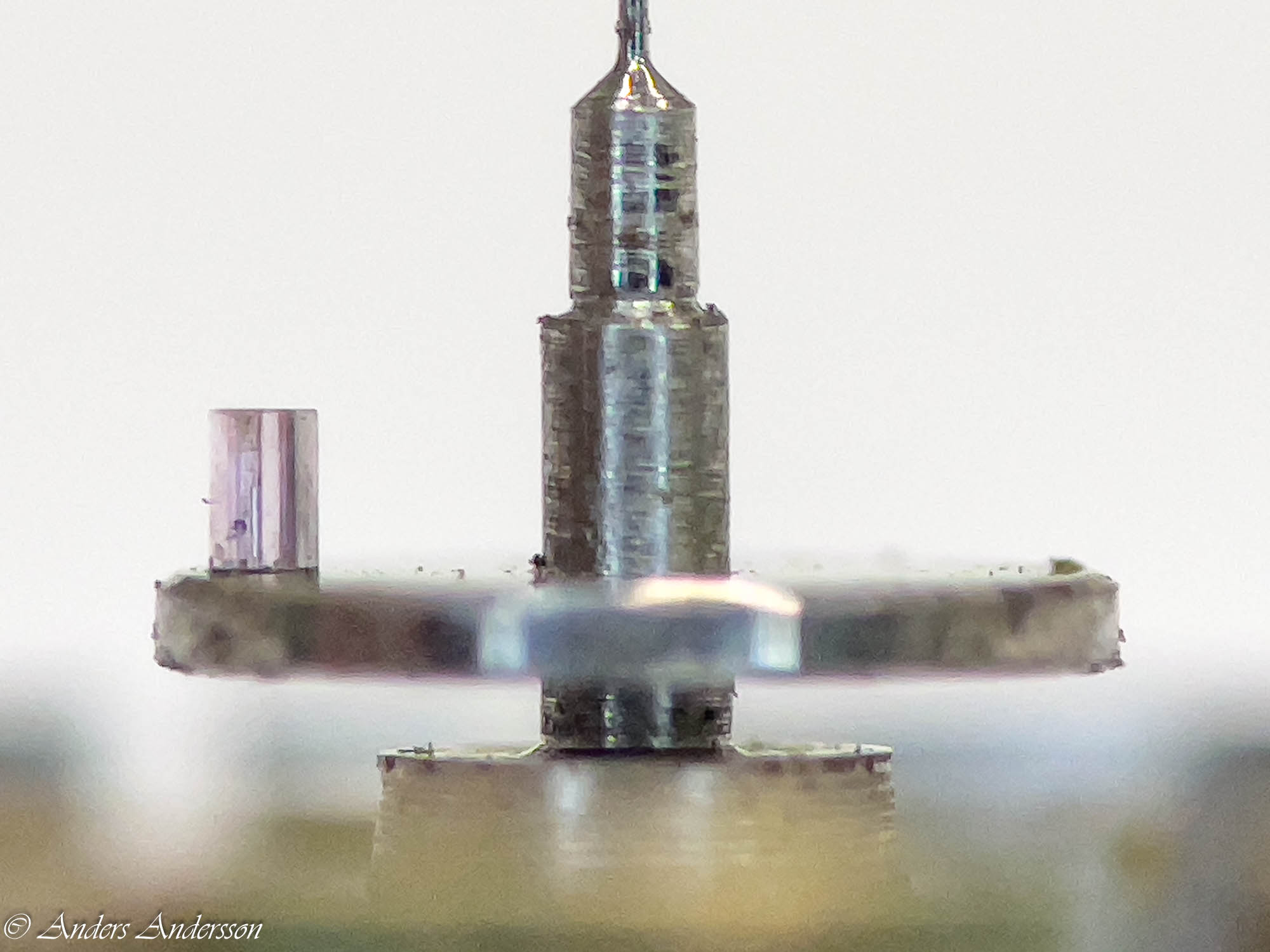
Övre balanstappen avbruten.
Eric berättar lite mer om Pavid och kronometern i ett inlägg på Instagram som jag med Erics tillåtelse kopierat. Följ Eric på Instagram @chronometersbyeric:
Alphonse Pavid 2527. Jag besökte klockmässan i Furtwangen, Tyskland, i augusti förra året. Även om jag hittade några fina armbandsur, var utbudet som alltid litet när det gällde observatoriekronometrar.
Men på en bricka med gamla urverk och slumpmässiga klockdelar hittade jag denna Pavid i en testboett som jag inte kunde motstå. Den var i ett bedrövligt skick, men min urmakarvän @anders.andersson13 gjorde sitt bästa, och nu kan ingen se att den hittades bland skrot.
Jag hade en aning om att den kunde ha varit observatorieklassad. Efter att ha kontaktat Genèveobservatoriet bekräftades min aning. Kronometer 2527 fick ett första klass-certifikat 1907 med 167,3 poäng, men kvalificerade sig inte för den årliga tävlingen. Även om det inte var ett toppresultat var den ändå respektabel. I rapporten från Genèveobservatoriet från 1894 gjordes en grov jämförelse mellan Kew A och Genève. Så konstigt som det kan låta, motsvarade ett Genève-poäng på 0 = 68,3 Kew-poäng och ett Kew-betyg på 80 = 110,7 Genève-poäng. Det är svårt att göra korrekta jämförelser mellan observatorier eftersom många faktorer skiljer sig åt, men denna förenklade jämförelse ger poängen lite sammanhang. Jag tolkar detta också som att ett betyg på 0 representerade olika saker vid de två observatorierna, och att det var stor skillnad mellan ett Kew A-betyg på, låt oss säga, 90 och 95.
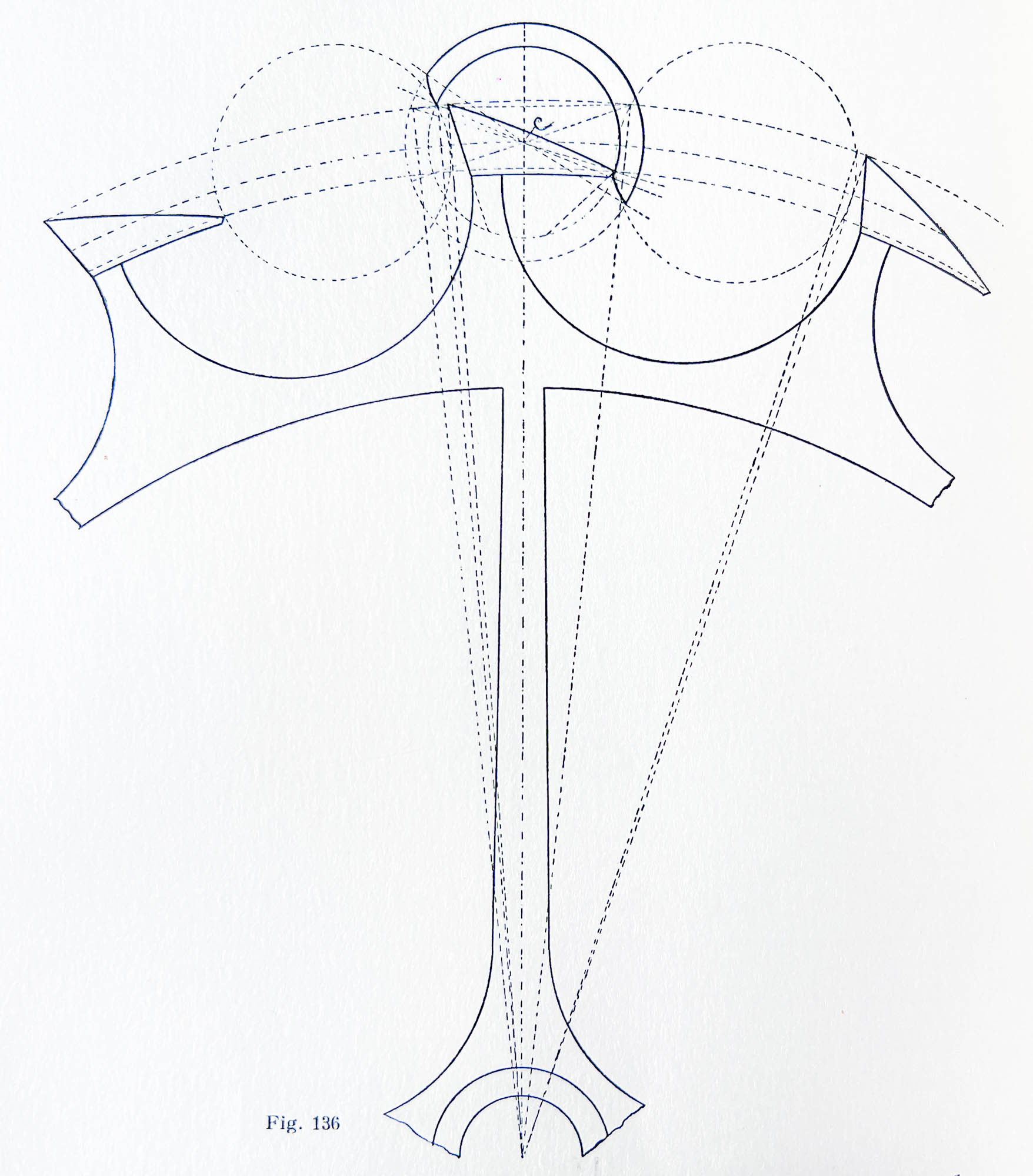
Pavid 2527 är vackert finisherad (LeCoultre råverk) med ett gångparti av högsta kvalitet och en ovanligt lång ruckvisare med en mycket liten skala (som jag aldrig sett förut). Verk av Pavid är mycket sällsynta. Han justerade personligen alla sina verk, inklusive denna, vilket begränsade hans produktion. Trots att han var en av de bästa i Genève i slutet av 1800-talet och början av 1900-talet, med många observatoriepriser och komplicerade klockor i bagaget, är han tyvärr kanske mest känd för att ha arbetat för Albert Potter.
I en större (om A. Potter) artikel av Hans Weil kan man läsa:
Jean-Louis Alphonse Pavid föddes den 17 juni 1853 i Yverdon, Schweiz, son till urmakaren Louis Pavid och Emma Henriette, född Gaillard. Han utbildades troligen till urmakare i sin fars verkstad. Man tror att han arbetade i flera år på företaget Albert H. Potter & Cie. i Genève, med början omkring 1876. Det var ungefär vid denna tid som han gifte sig med Mathilde Louise Durand, och bara ett år senare föddes deras son – paret fick totalt fem barn. Deras son, Louis-Alfonse Pavid (1877-1913), blev också urmakare. Han emigrerade senare och öppnade en urbutik i Durban, Sydafrika. Hans yngre bror, Louis-Joseph Pavid, bosatte sig i Kairo, Egypten, som juvelerare.
I mitten av 1880-talet etablerade Alphonse Pavid sin egen verksamhet i Genève under namnet A. PAVID – precisionsurmakare och kronometermakare. Enligt ett originaletui var hans första adress Grand Quai 4. Fritz Piguet & Bachmanns verkstad låg på Grand Quai 2, så Fritz Piguet och Alphonse Pavid kände varandra mycket väl. Senare flyttade Alphonse Pavid till Grand Quai 16. Som en framstående reglör vann Alphonse Pavid ett flertal priser vid kronometertävlingarna i Genève.
Renovering
Här följer lite om reparationen:

Undre tappen riktas.
Bestämde mig för att börja med balansen. Den övre balanstappen var avbruten men även den undre var skadad och böjd. Testade att rikta den i Seitz tappriktningsverktyg. Man sätter den i ett lämpligt hål, roterar balansen, genom att försiktigt trycka ner balansringen där den står som högst kan man undan för undan rikta tappen.
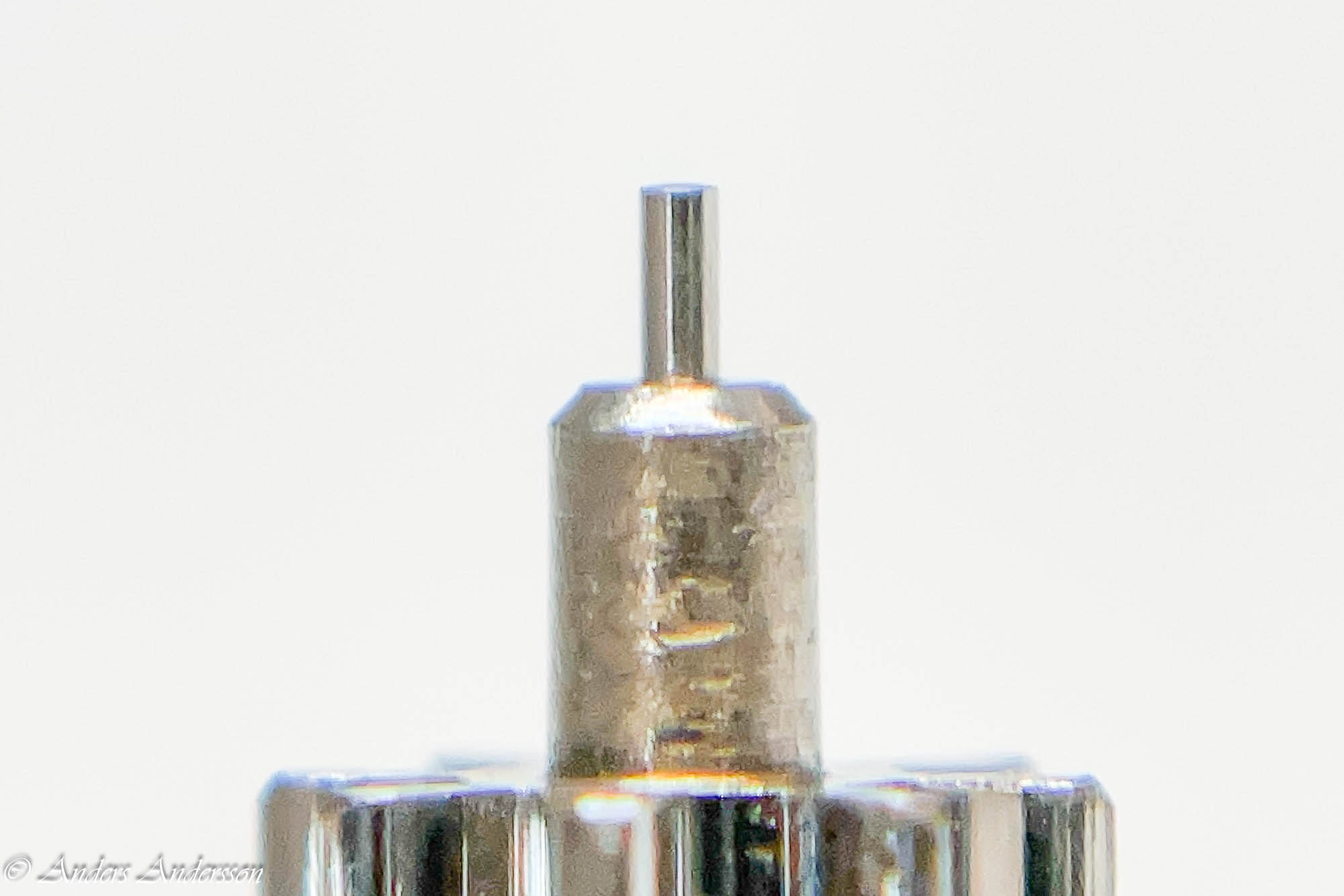
Efter en omgång i riktverktyget är tappen rak och fin igen.

Tappen rak.
Tappen ska få en lätt touch i rullbänken. Men hur ser balansaxeln ut?!
Definitivt inte av Pavids hand, någon med mycket slö stickel har ändå lyckats svarva en ny balansaxel!
Dåligt instick men ändå plant och fint nitad bot balansringen.
Spiral- och liverrulle satt trots allt med fin friktion trots alla ränder och dåligt svarvade hörn.
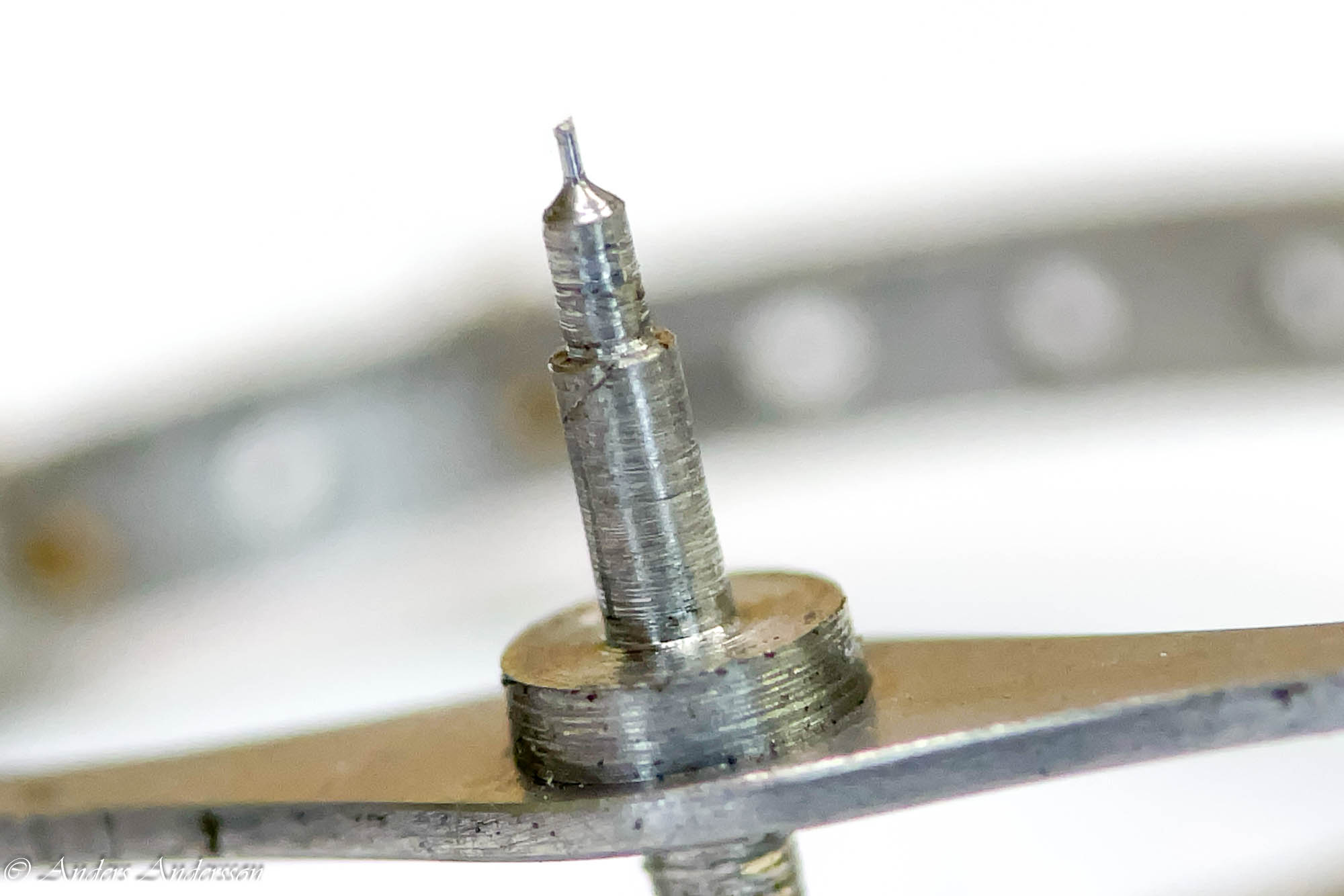
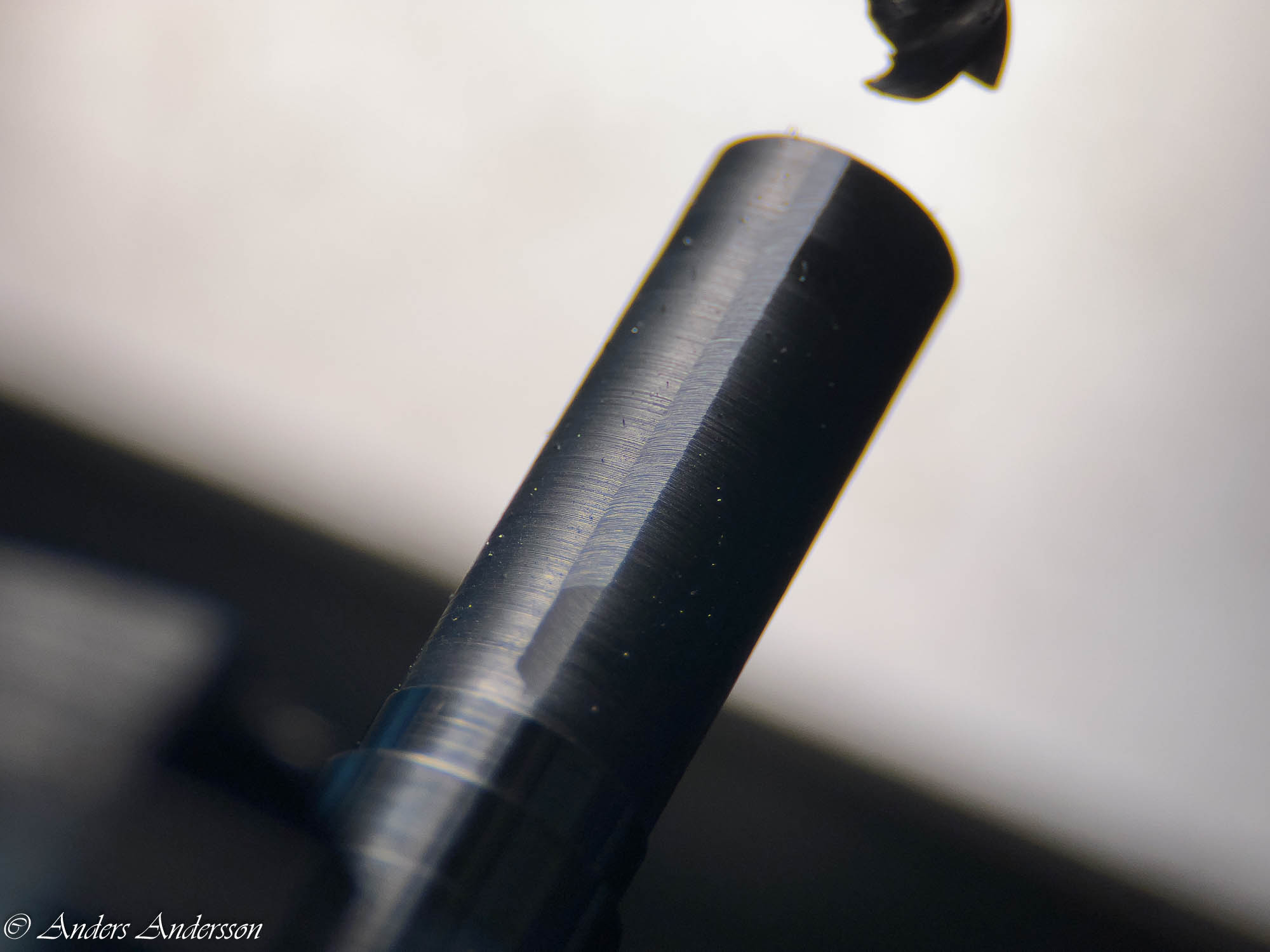
Övre balanstappen avbruten.
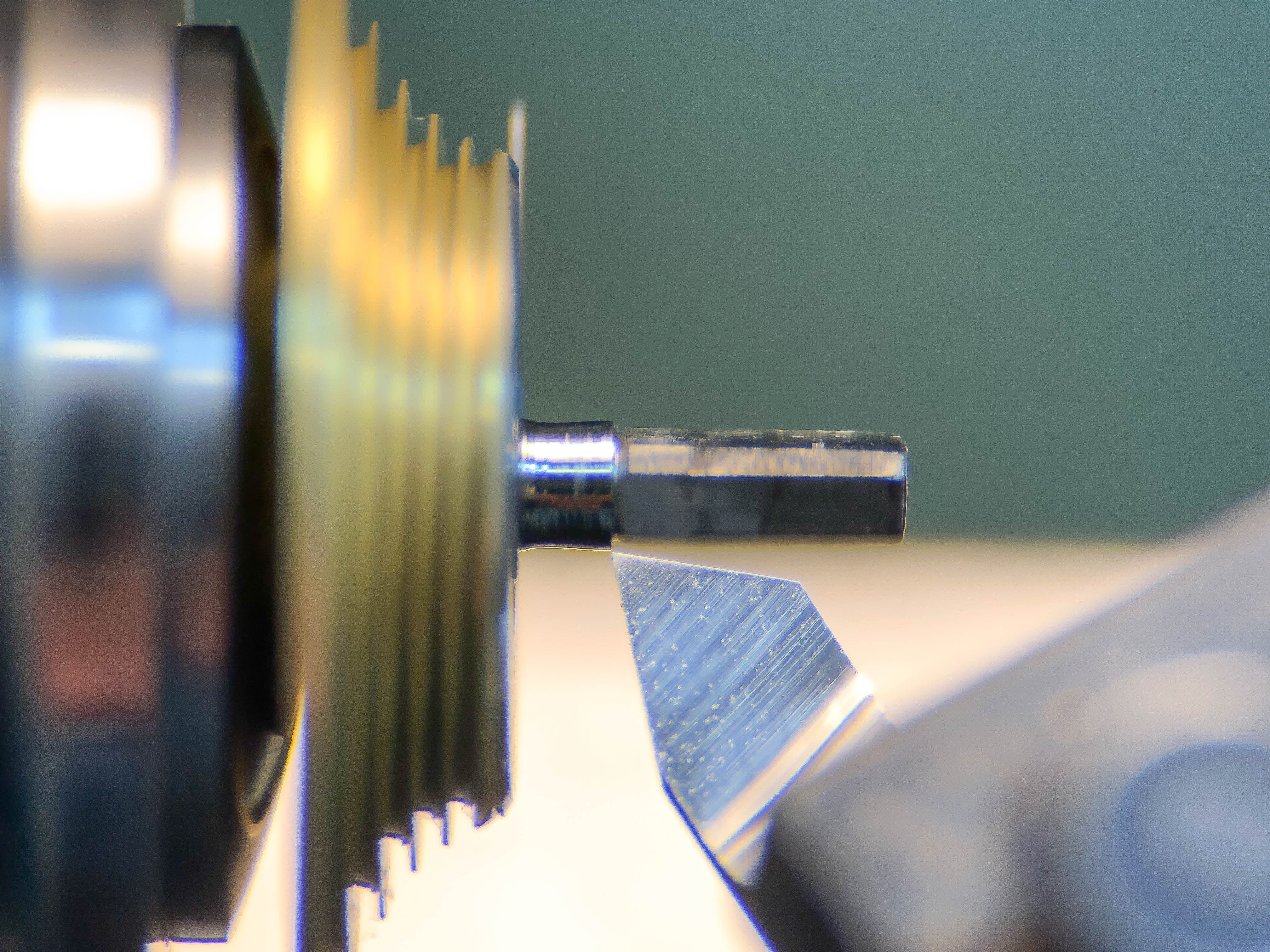
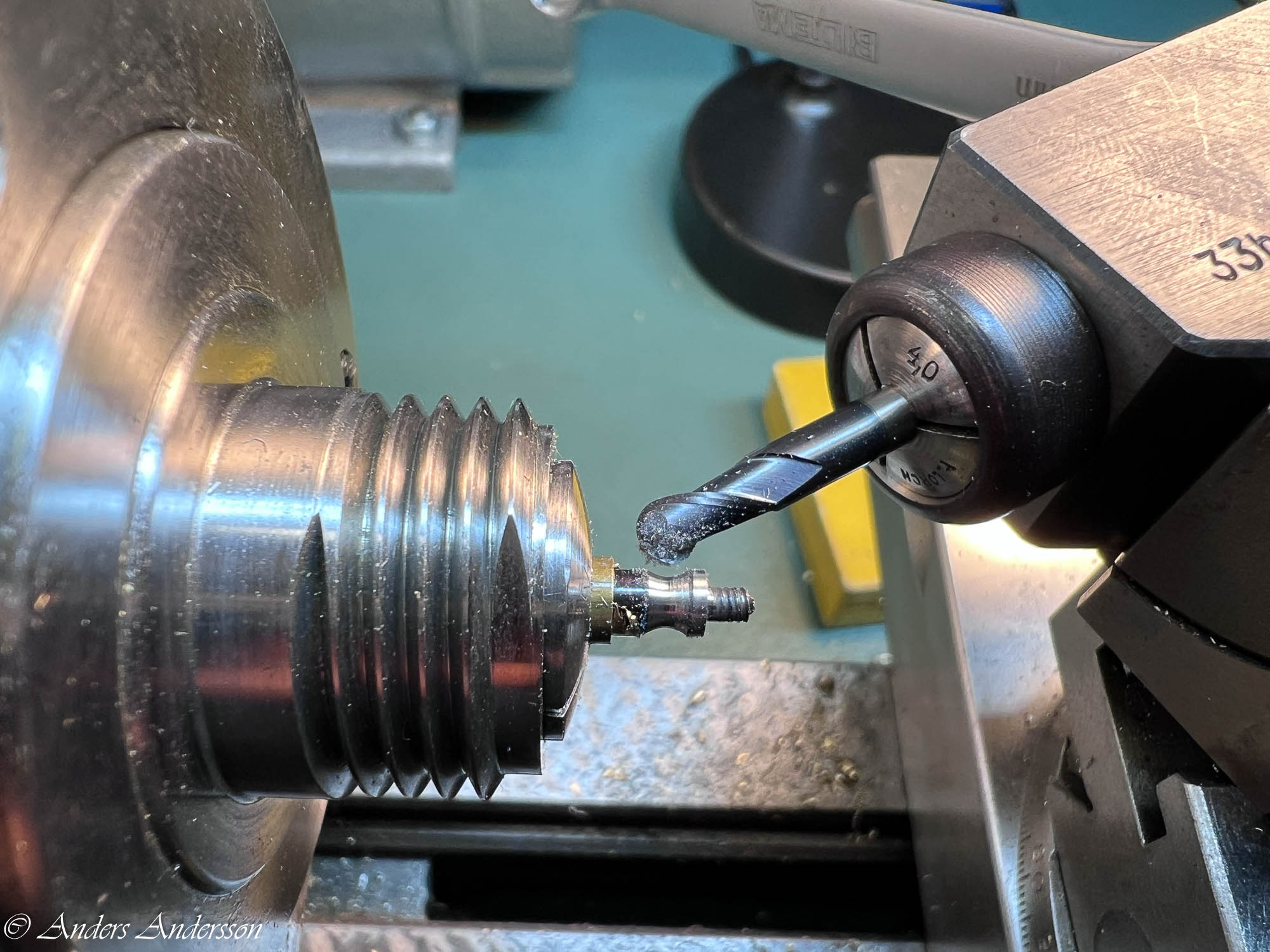
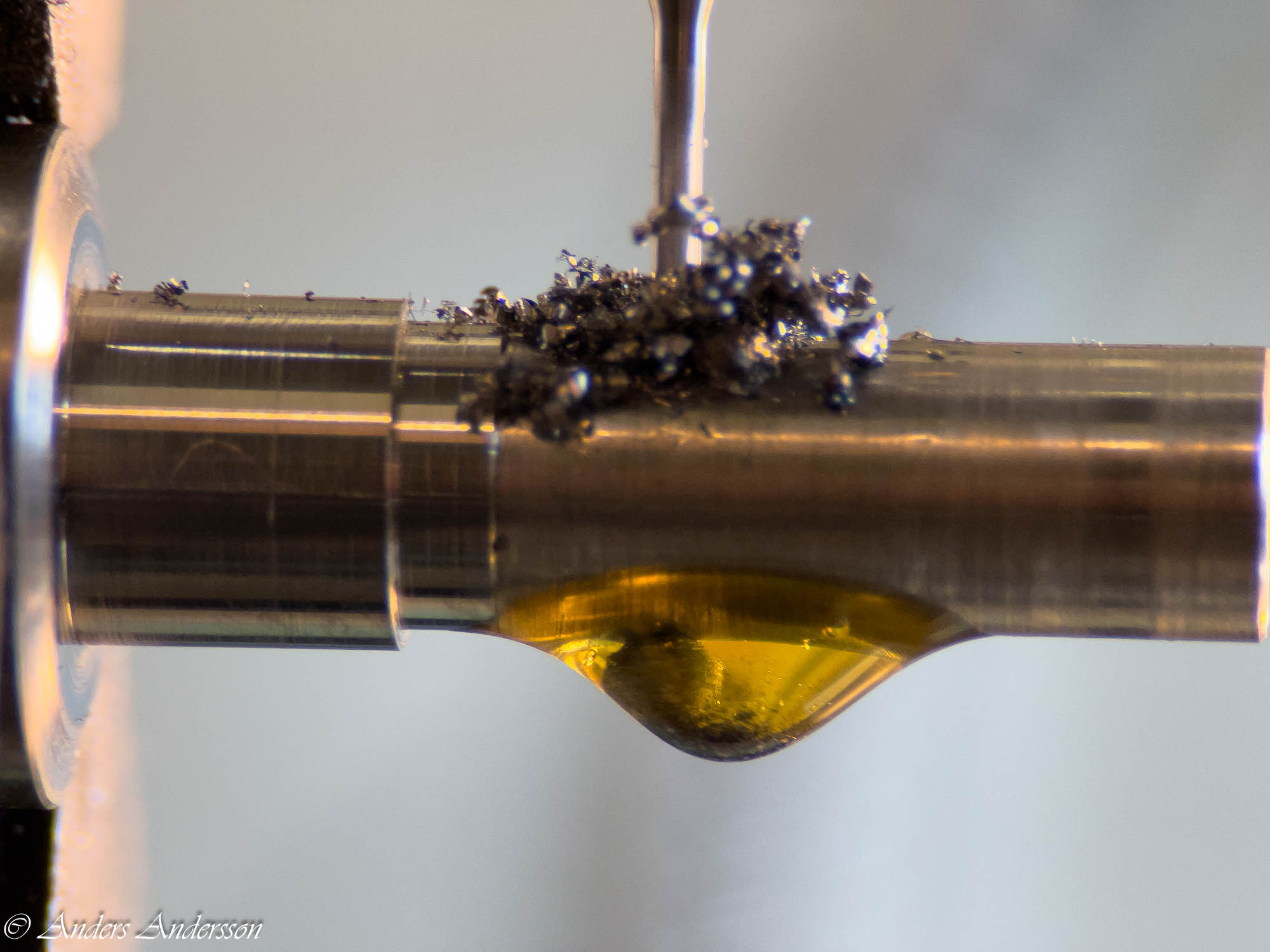
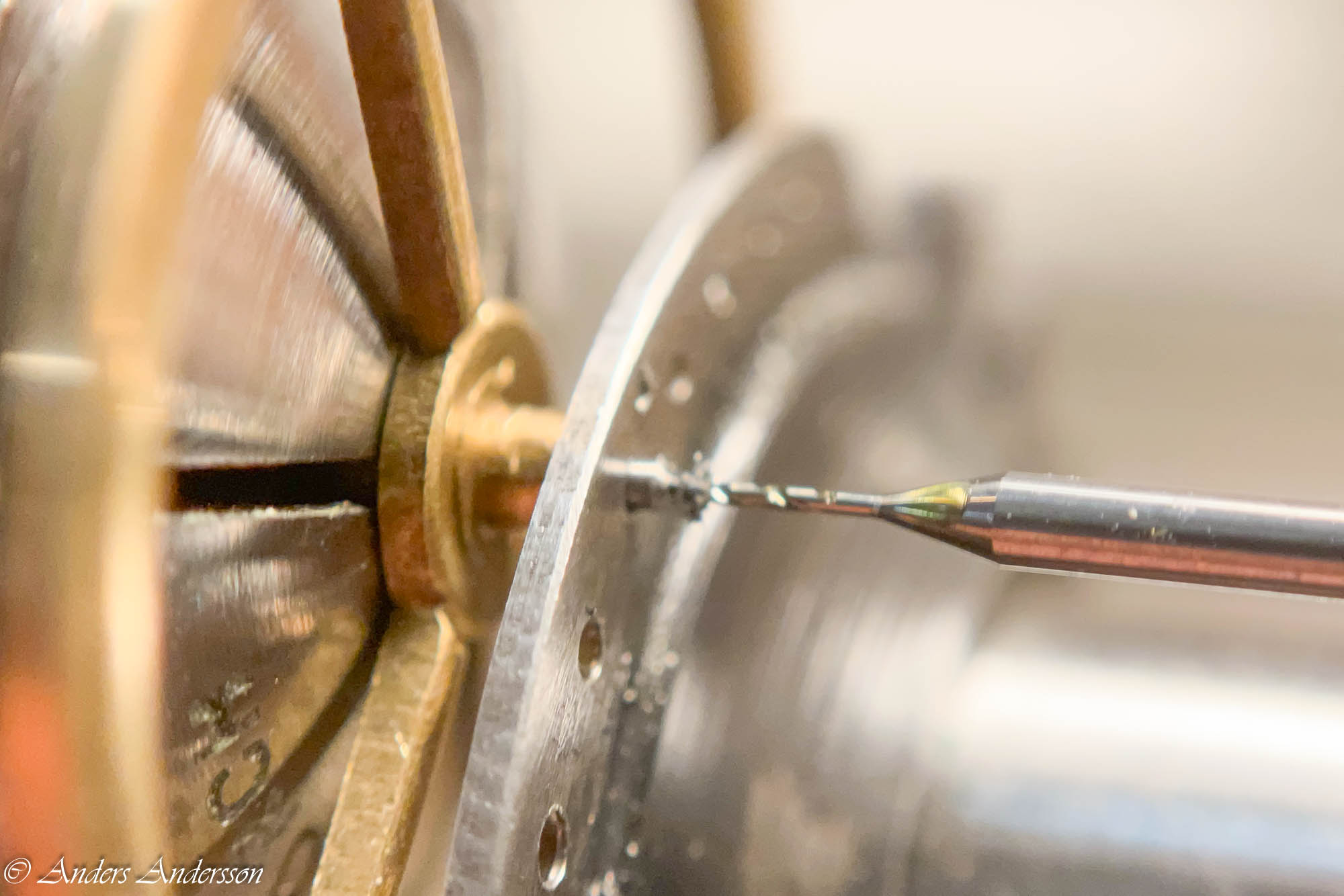
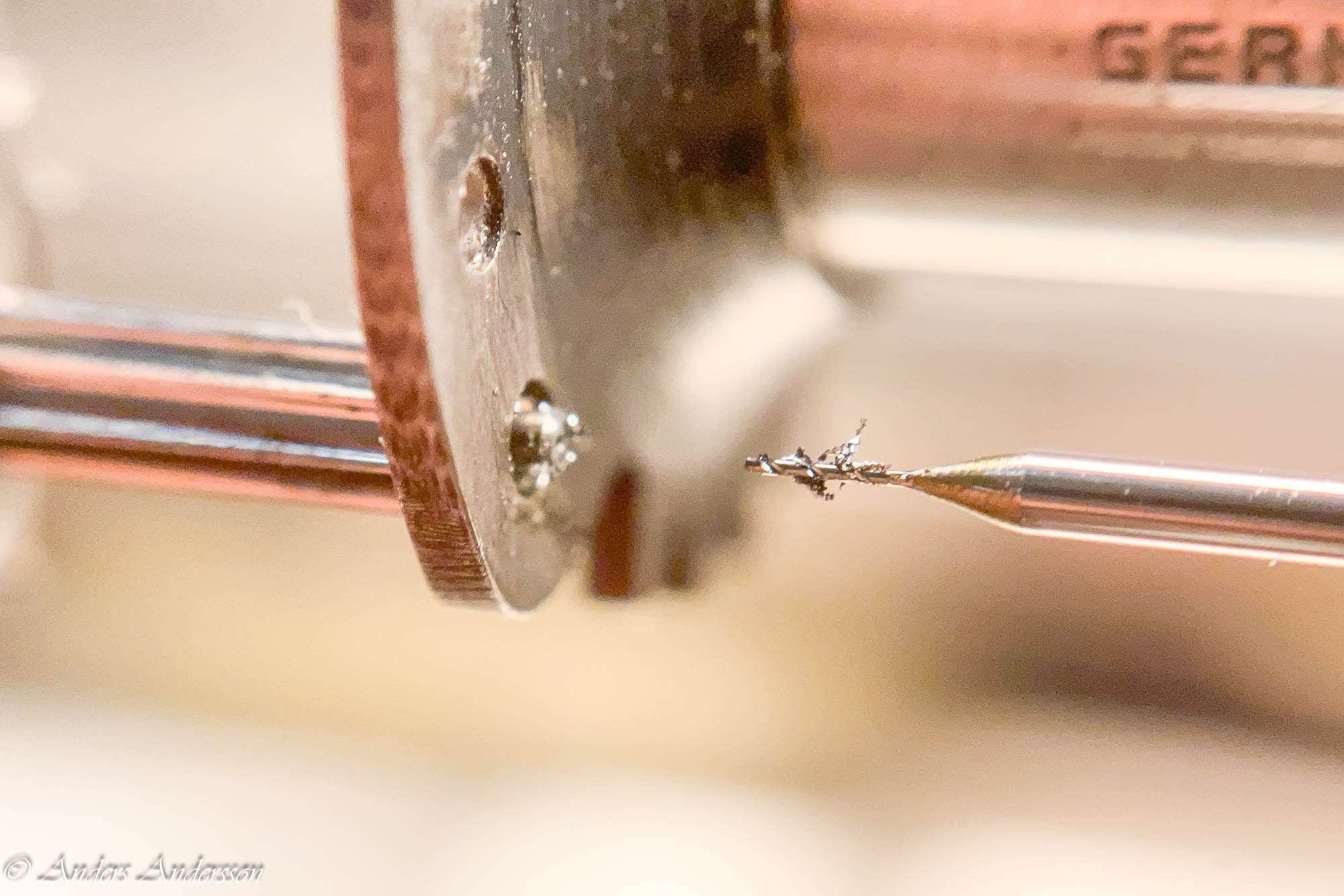
Jag beslöt mig för att testa att borra in en ny tapp – det är något av en specialité för mig, har tränat och gjort många gånger förr.
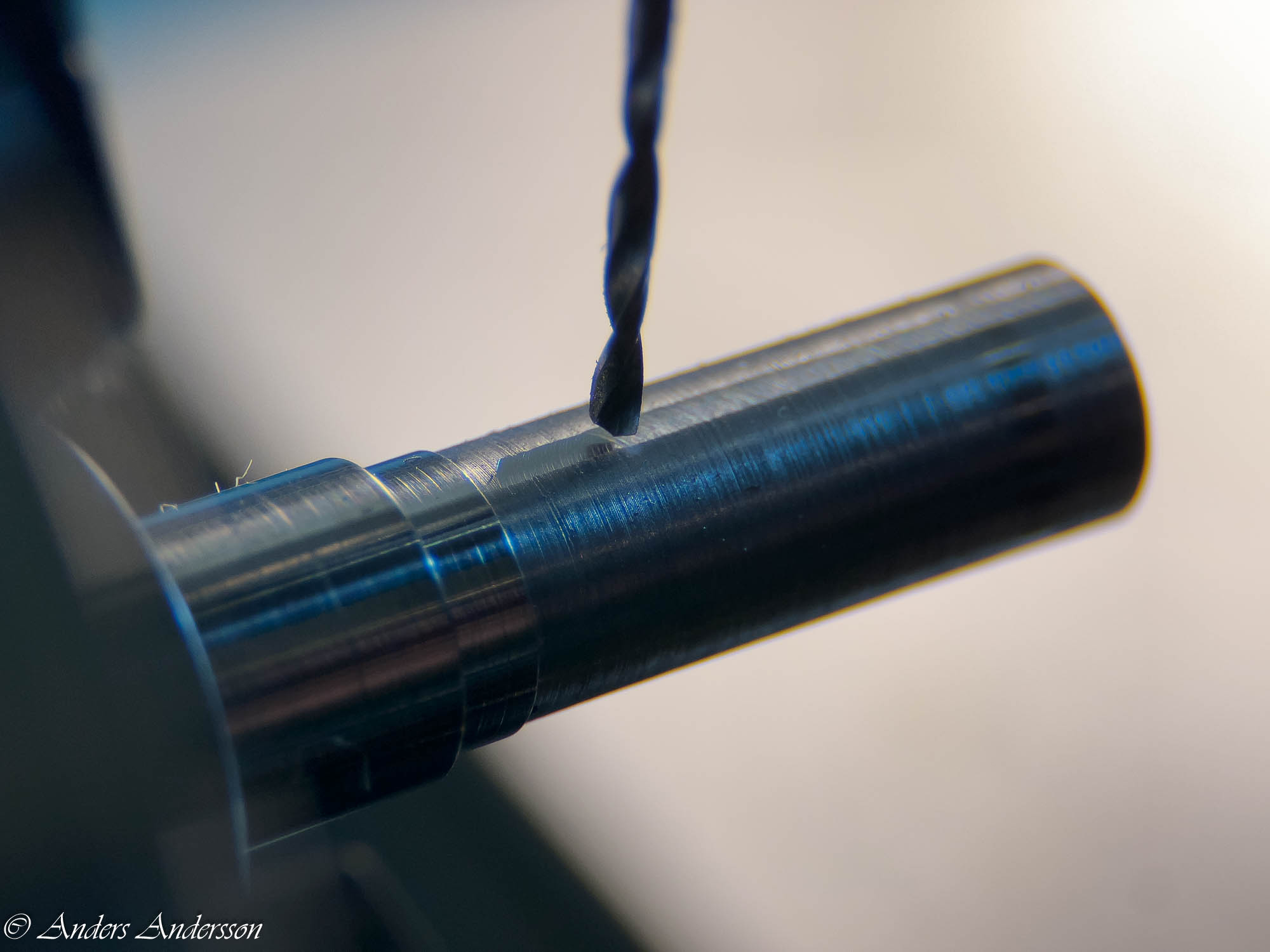
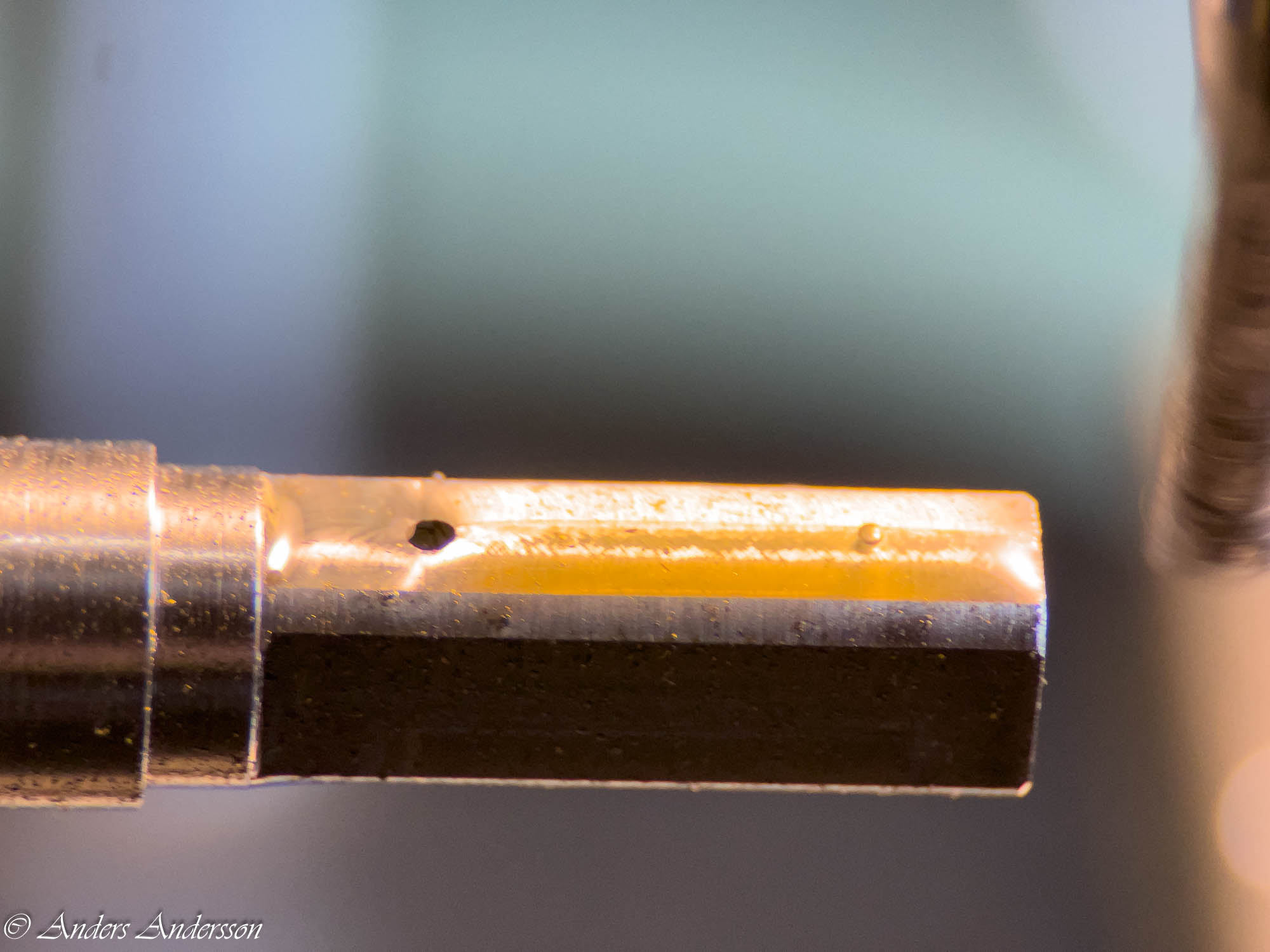
Hål!
Axeln var hård men det gick som vanligt fint att borra med ett 0,20 mm hårdmetallborr.

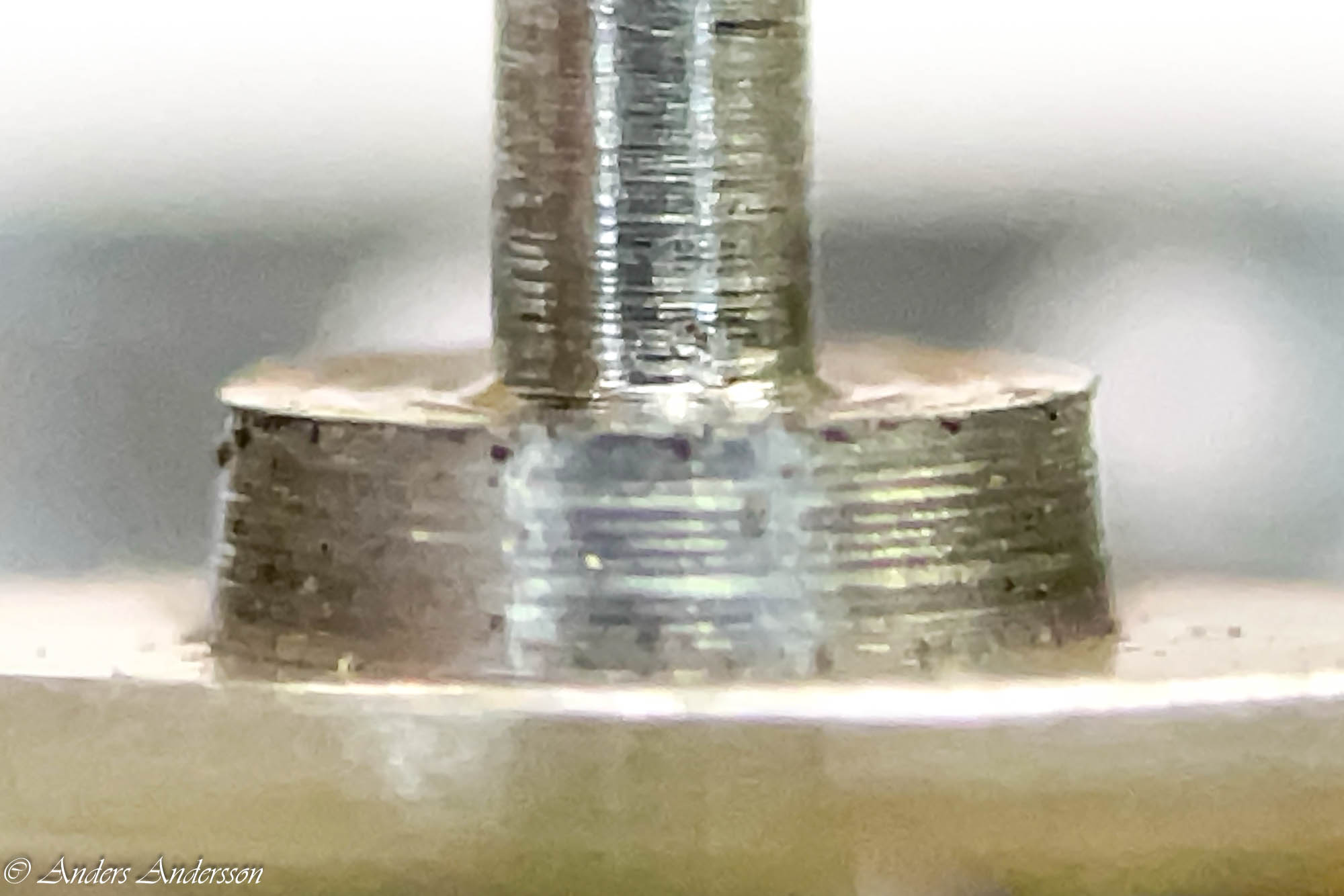
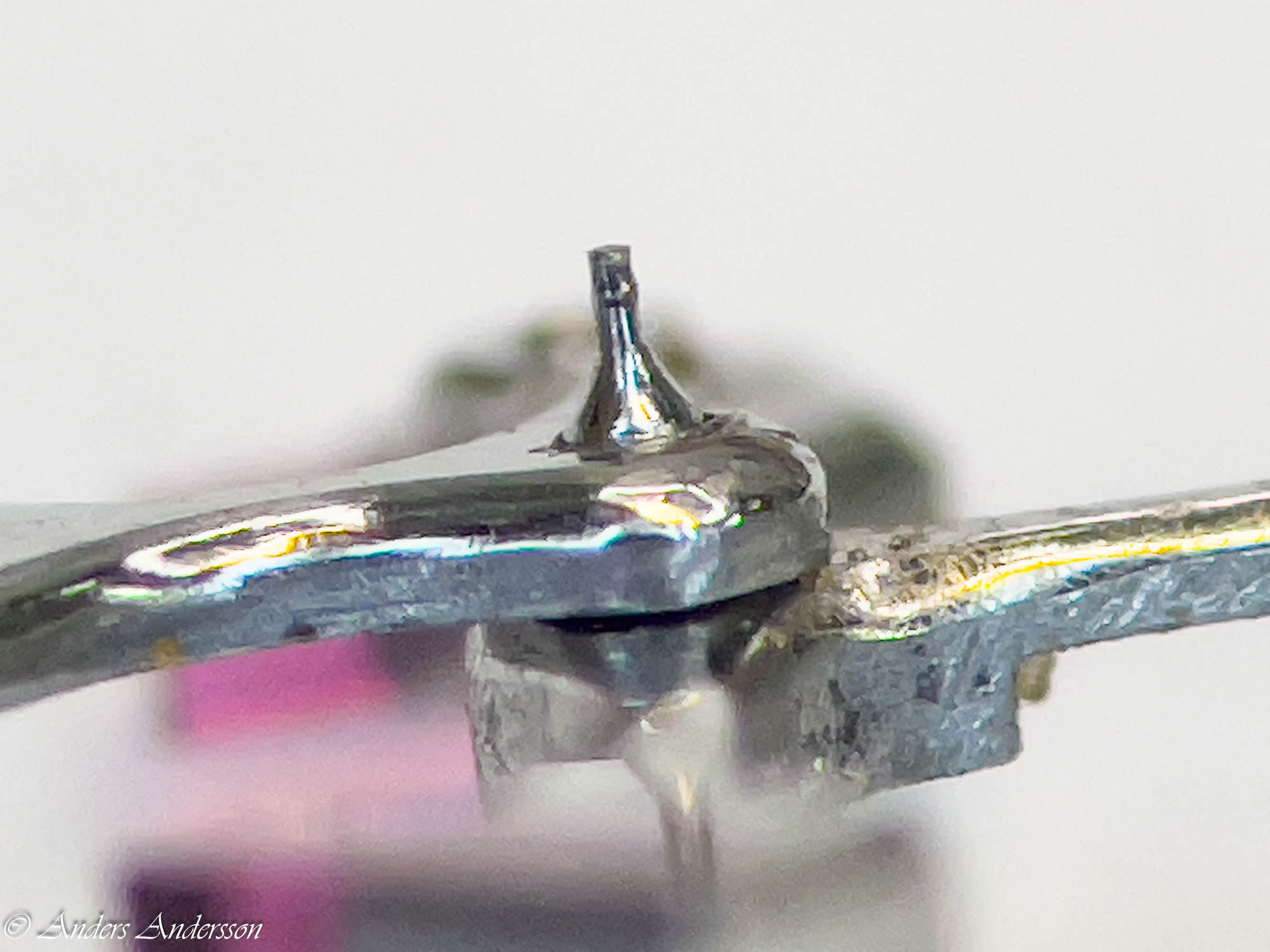
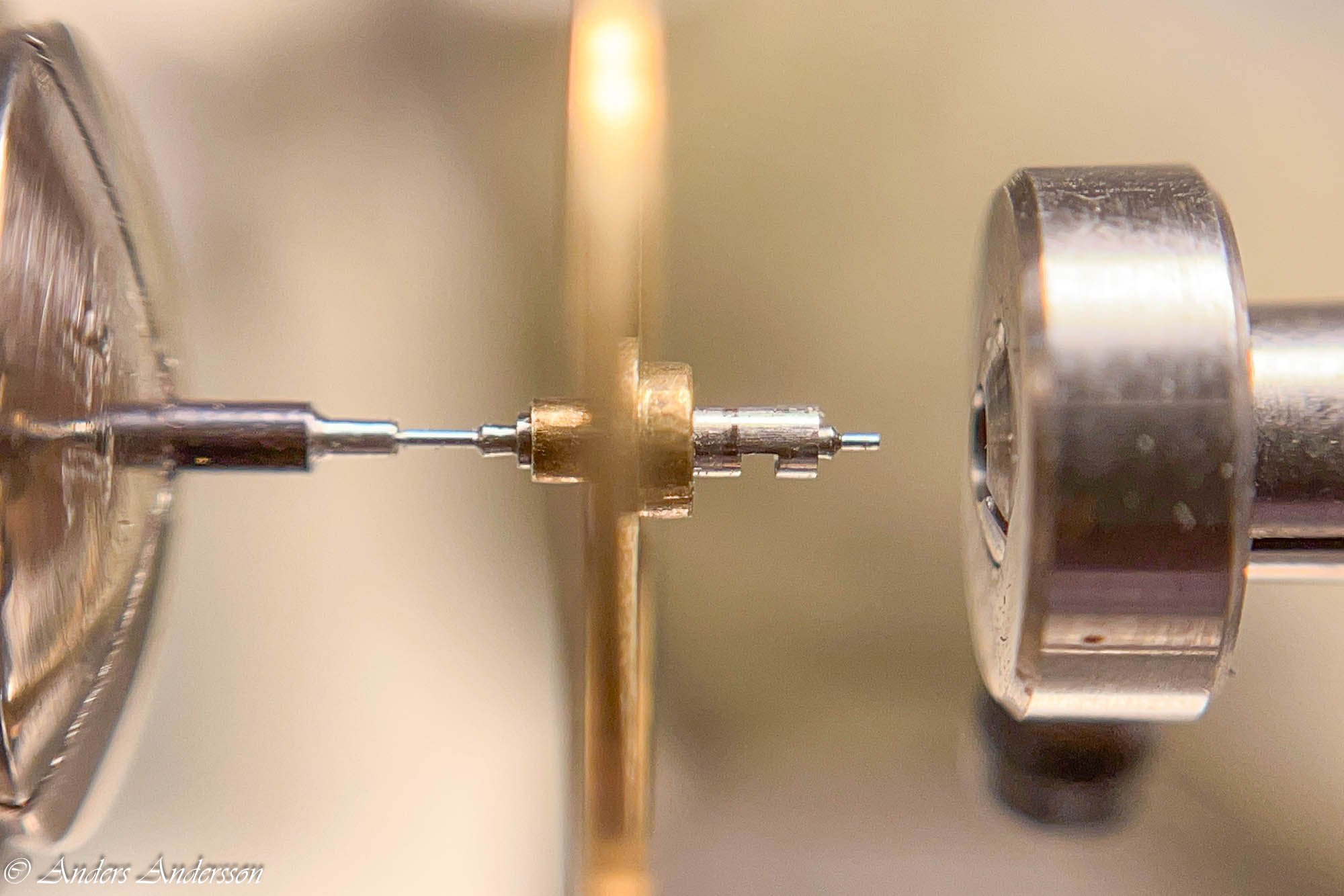
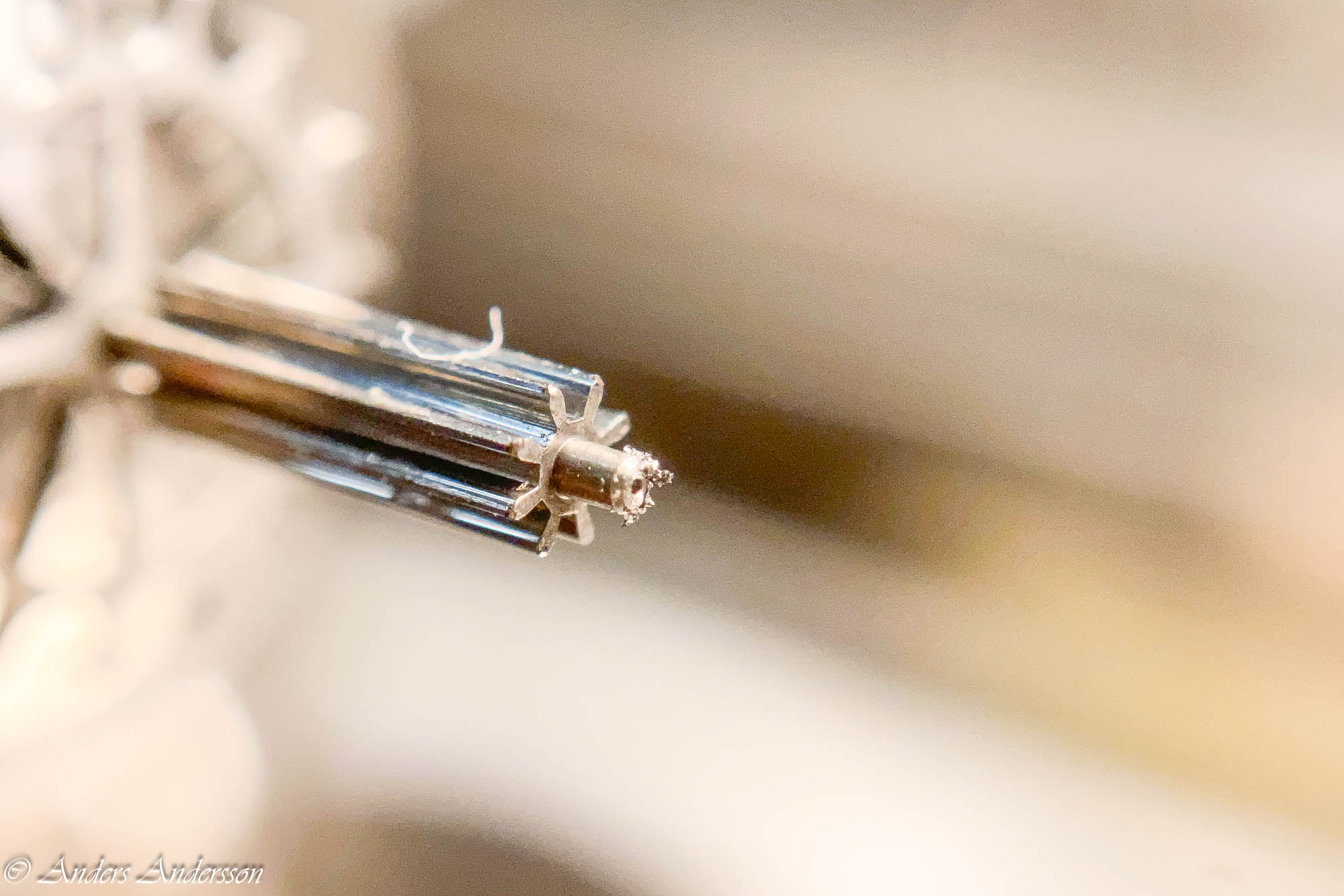
När hålet är klart svarvar jag en passande ny tapp i blåstål. Brukar svarva på så sätt att tappen precis går in i hålet, precis innan den bottnar gör jag den svagt konisk ca 2/1000, svarvar en brottanvisning, pressar in tappen och bryter av. Sedan anpassas form och längd.
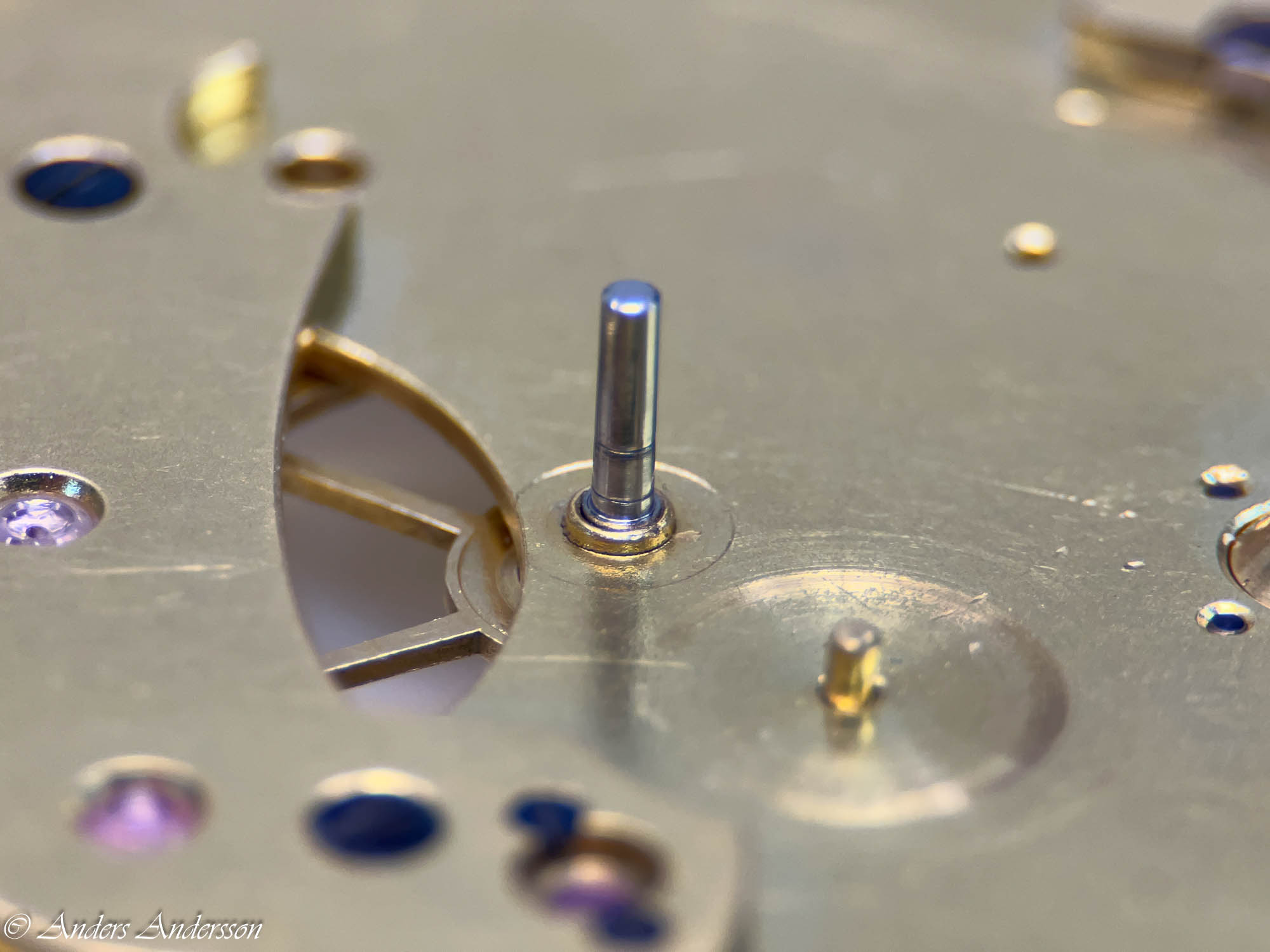
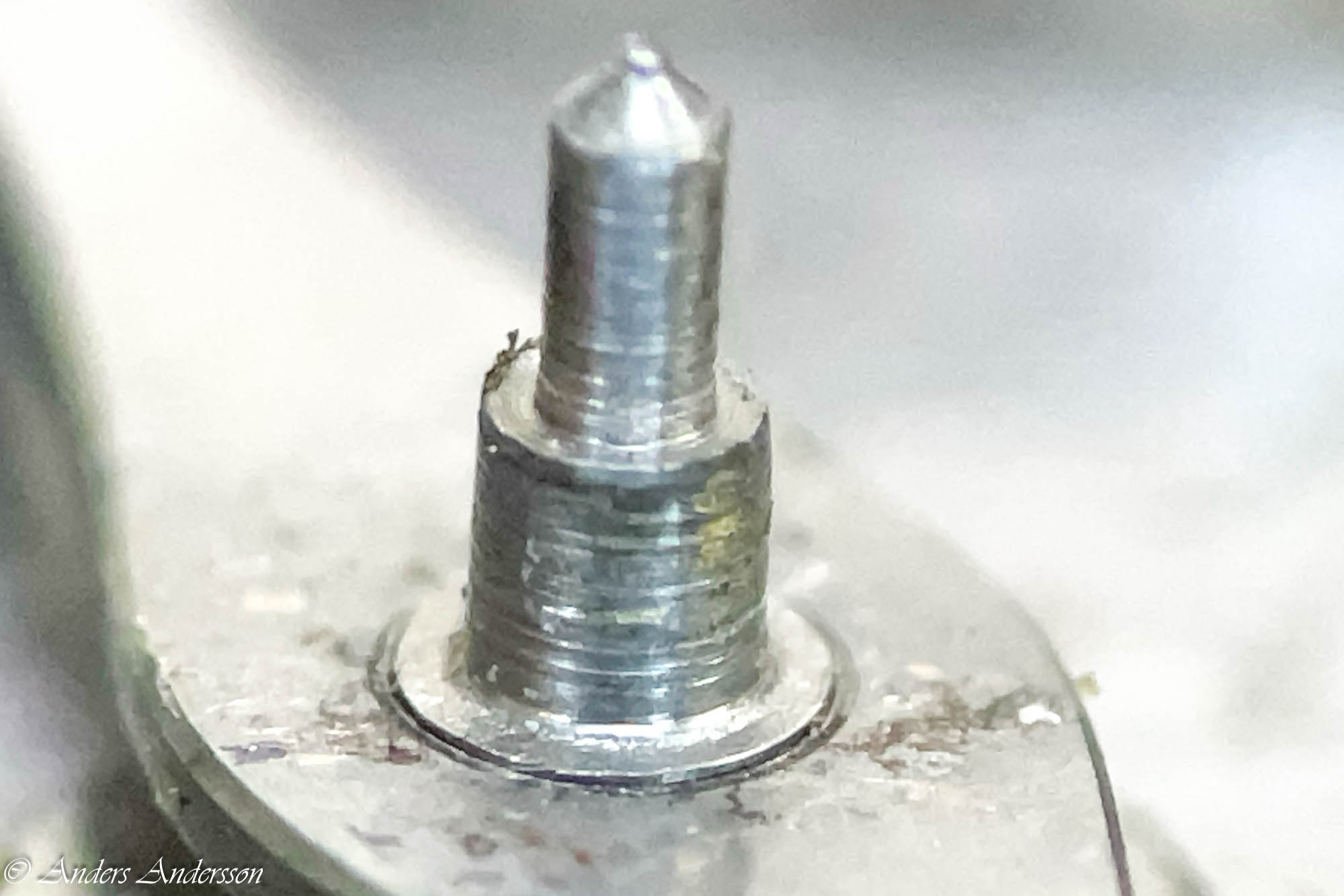
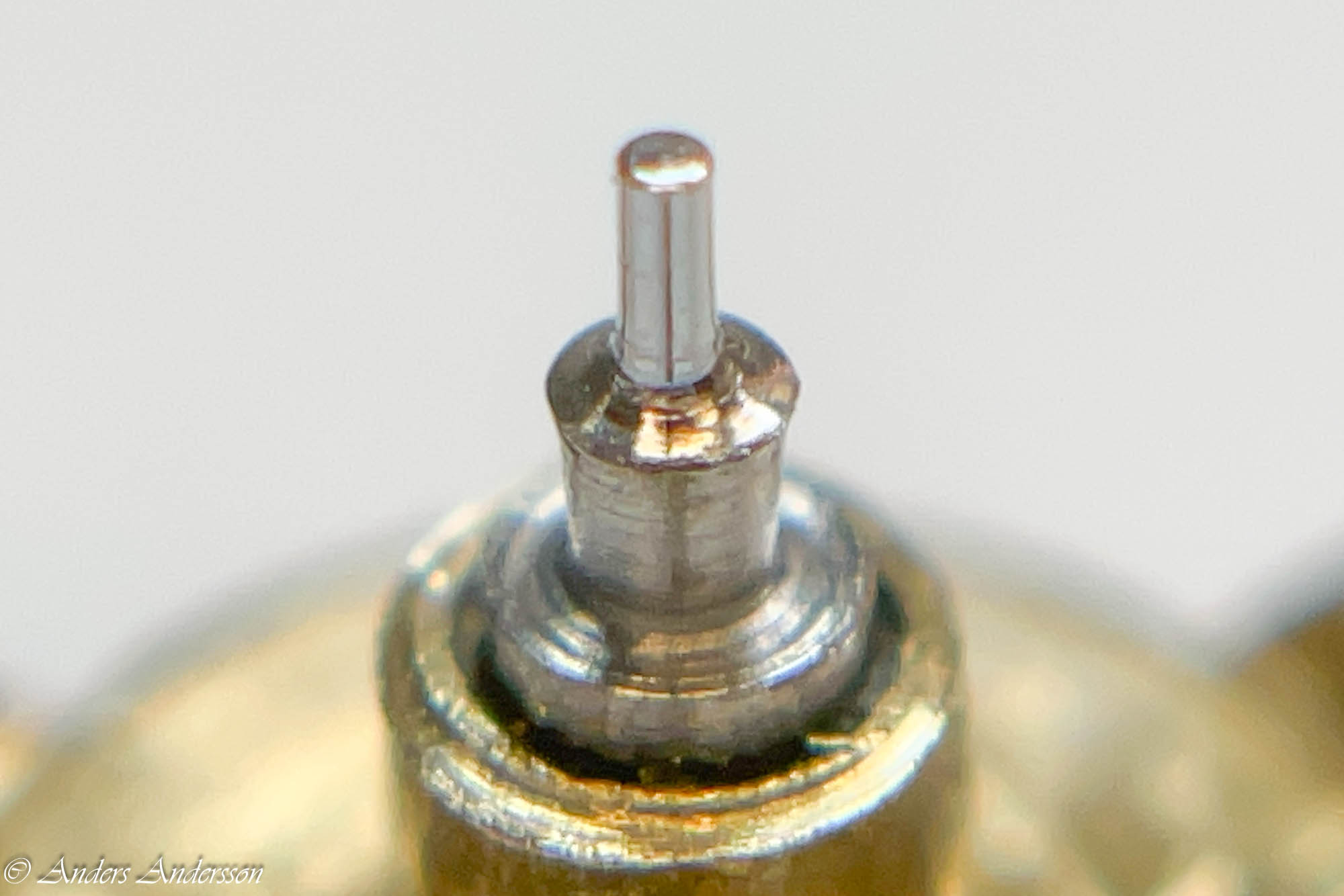
Nya tappen på plats, formas trumpeten och tappen poleras ned till rätt dimension.

Nya tappen klar.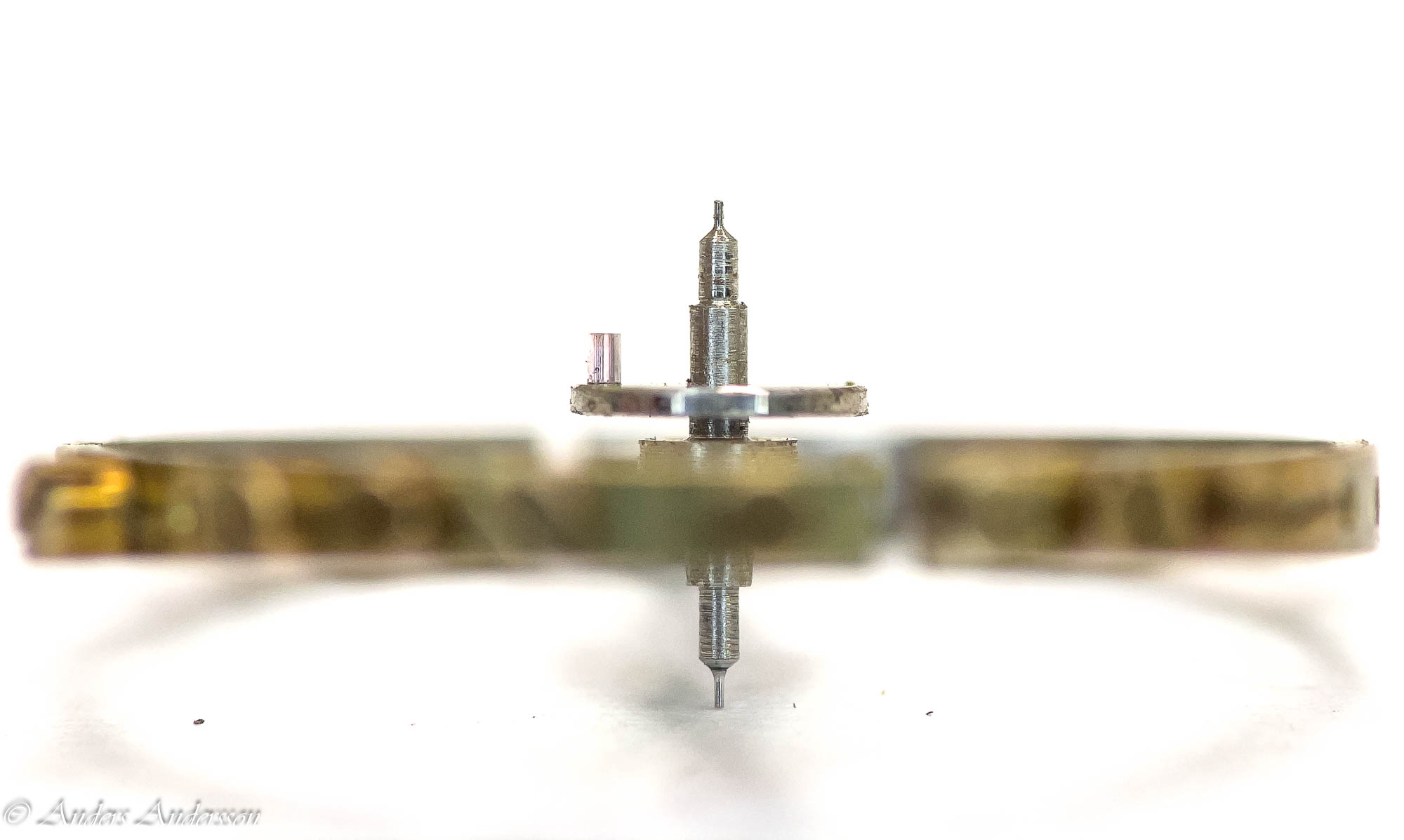
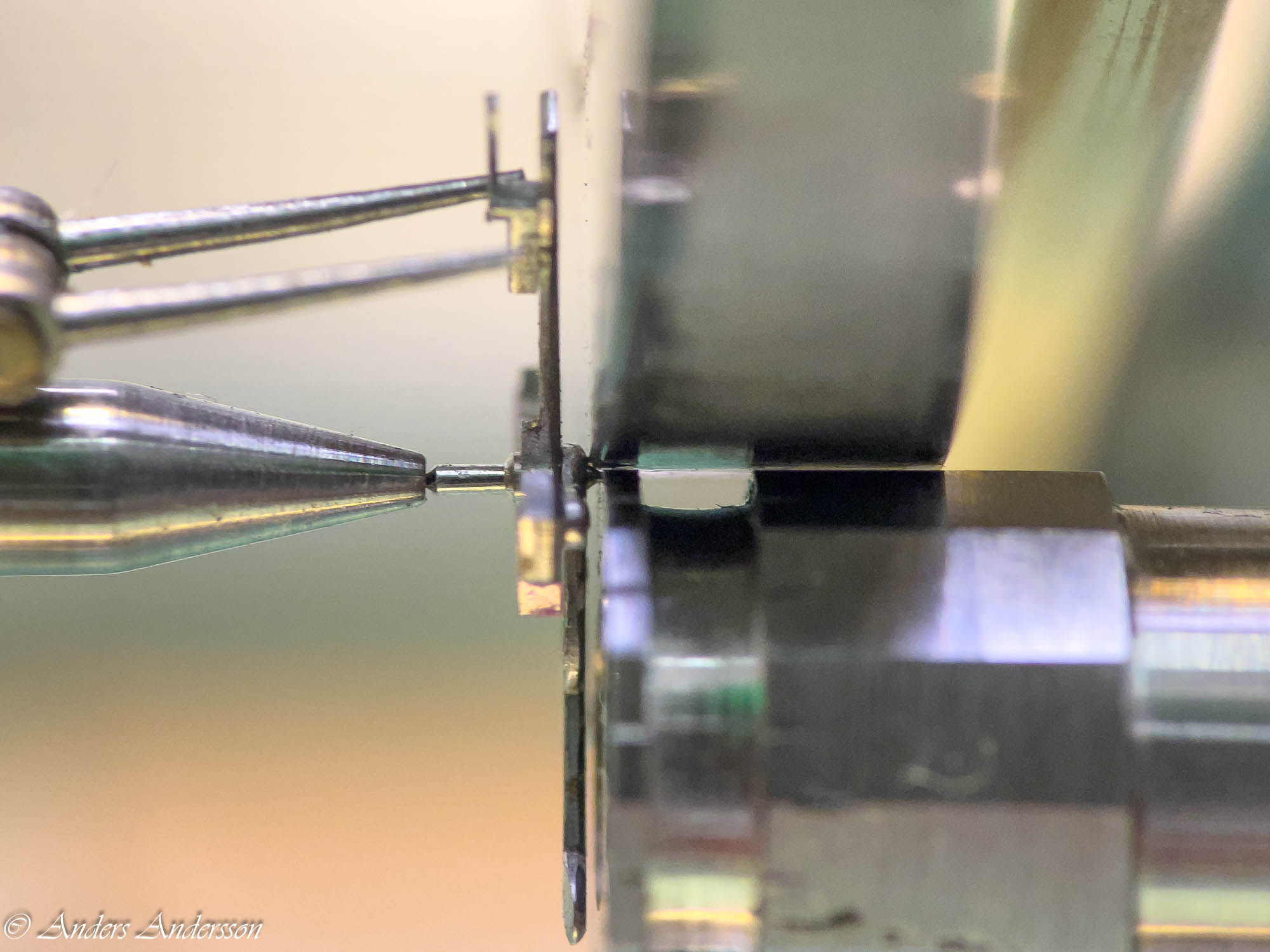
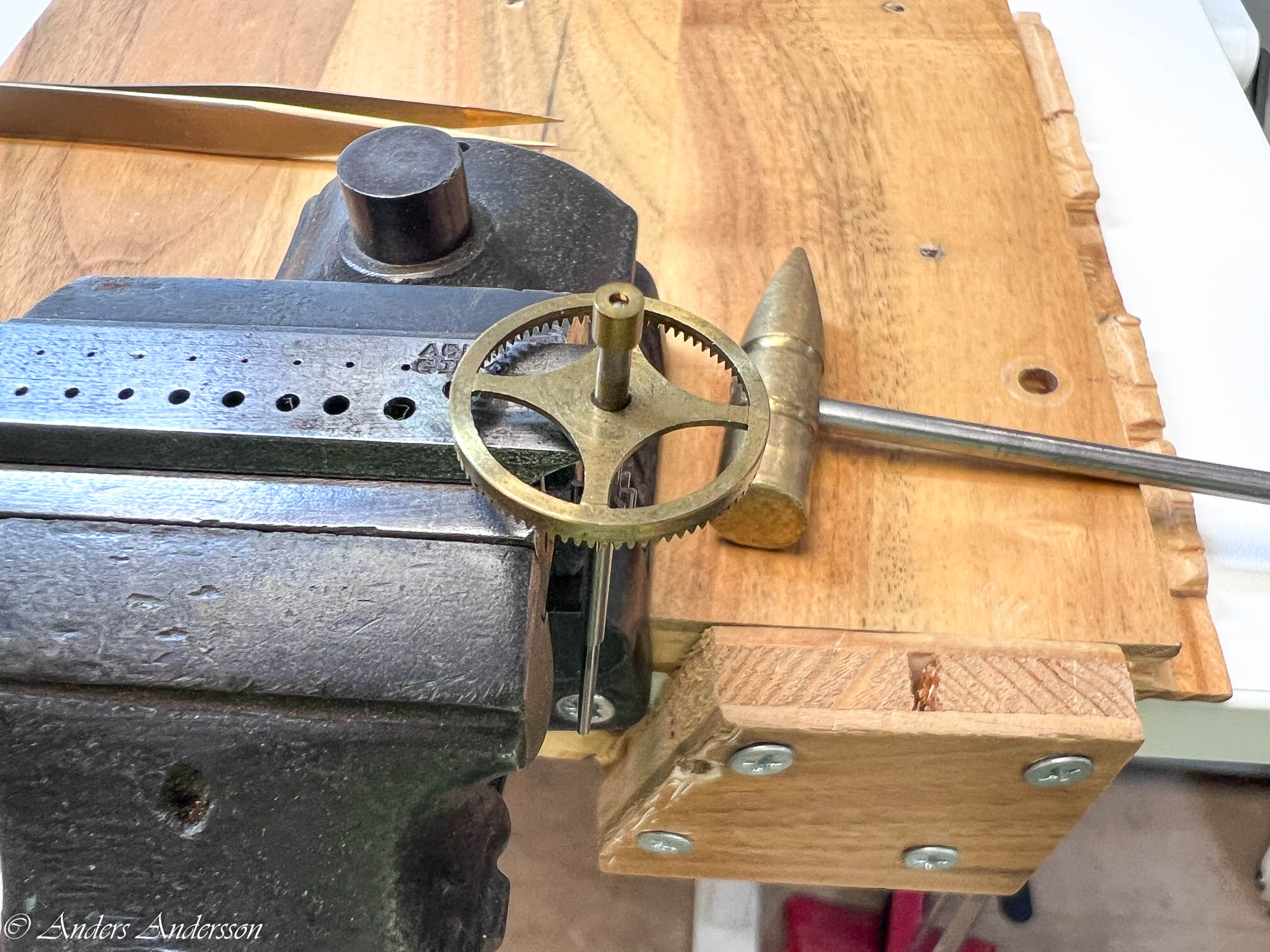
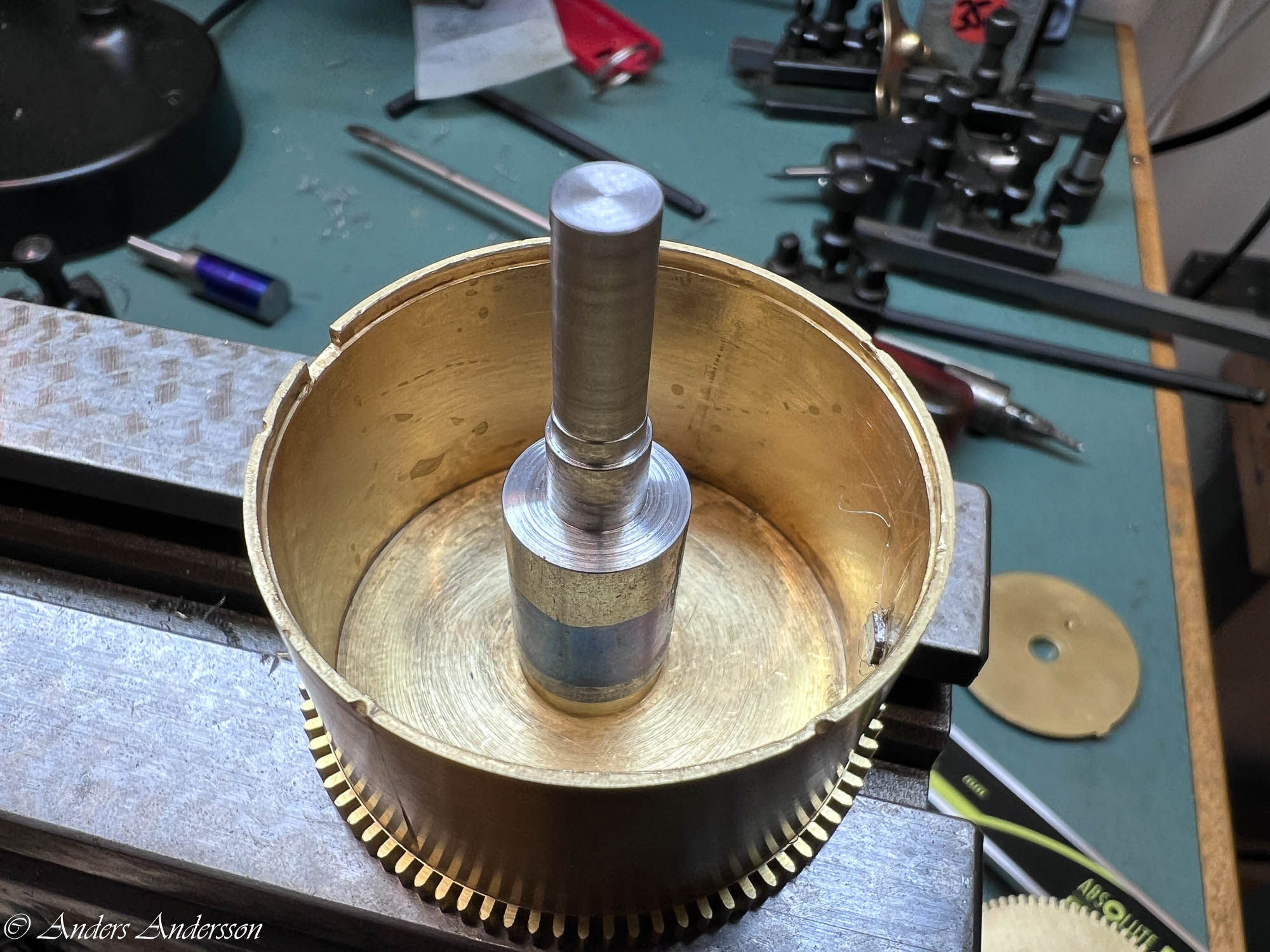
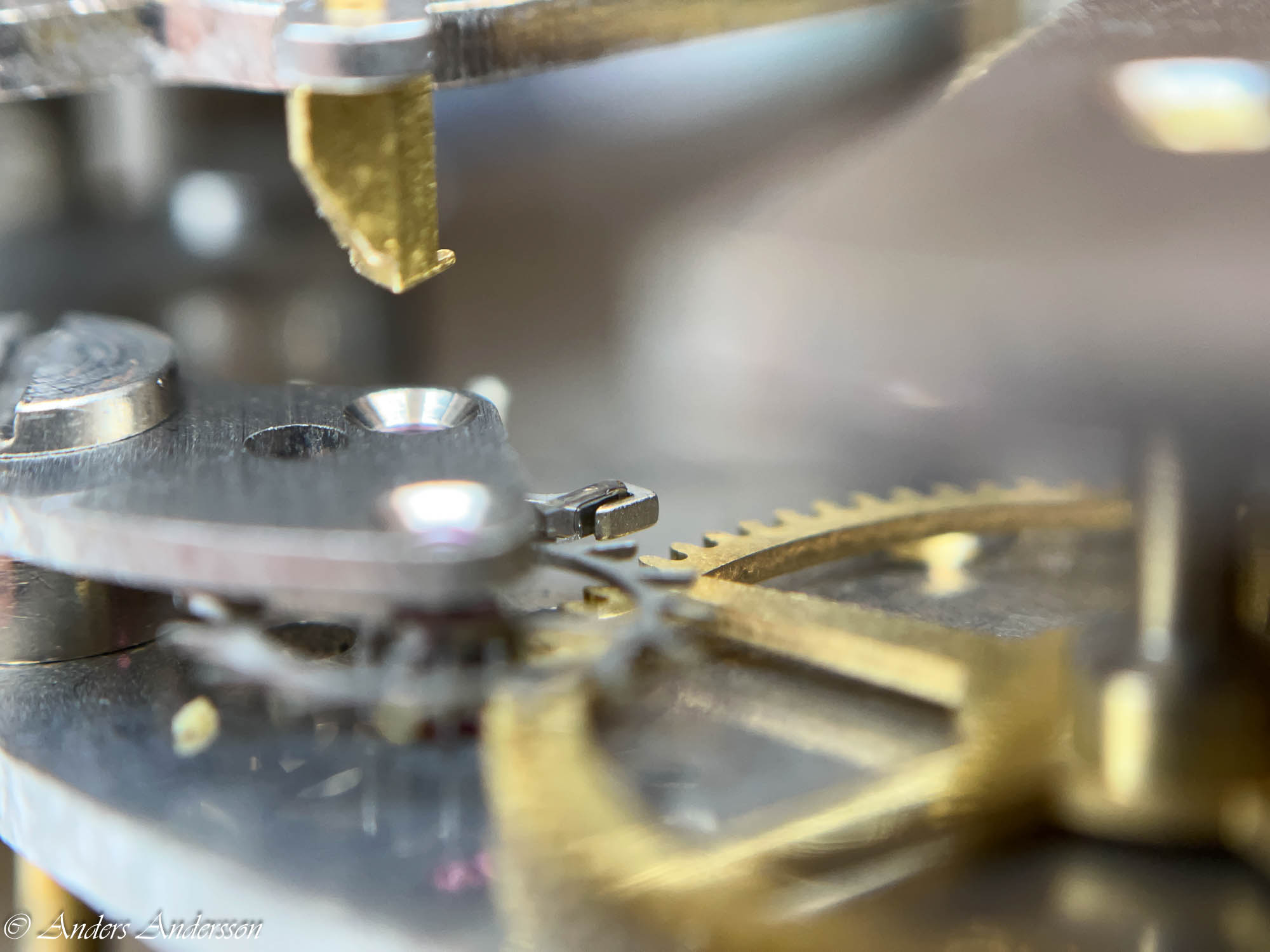
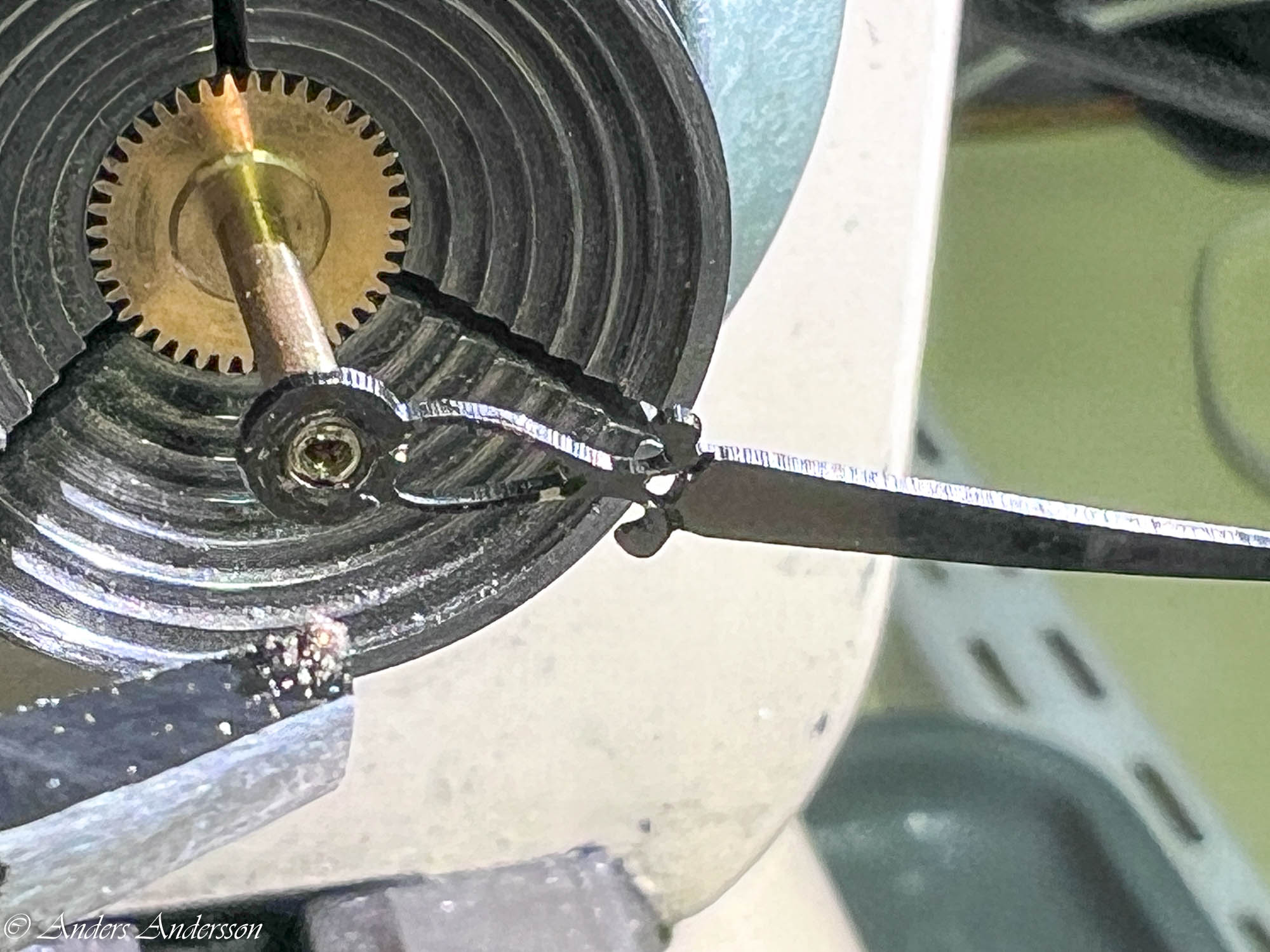
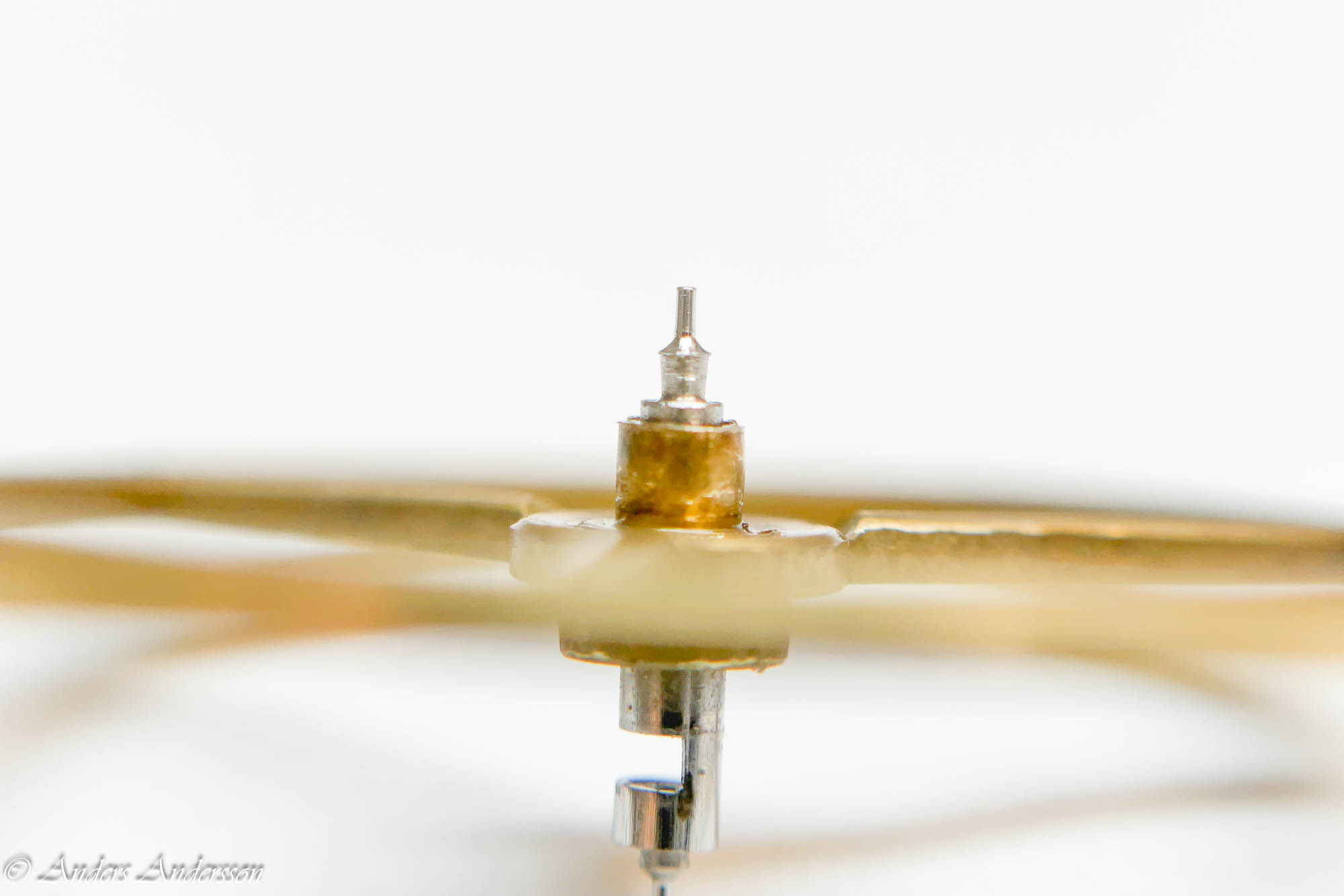
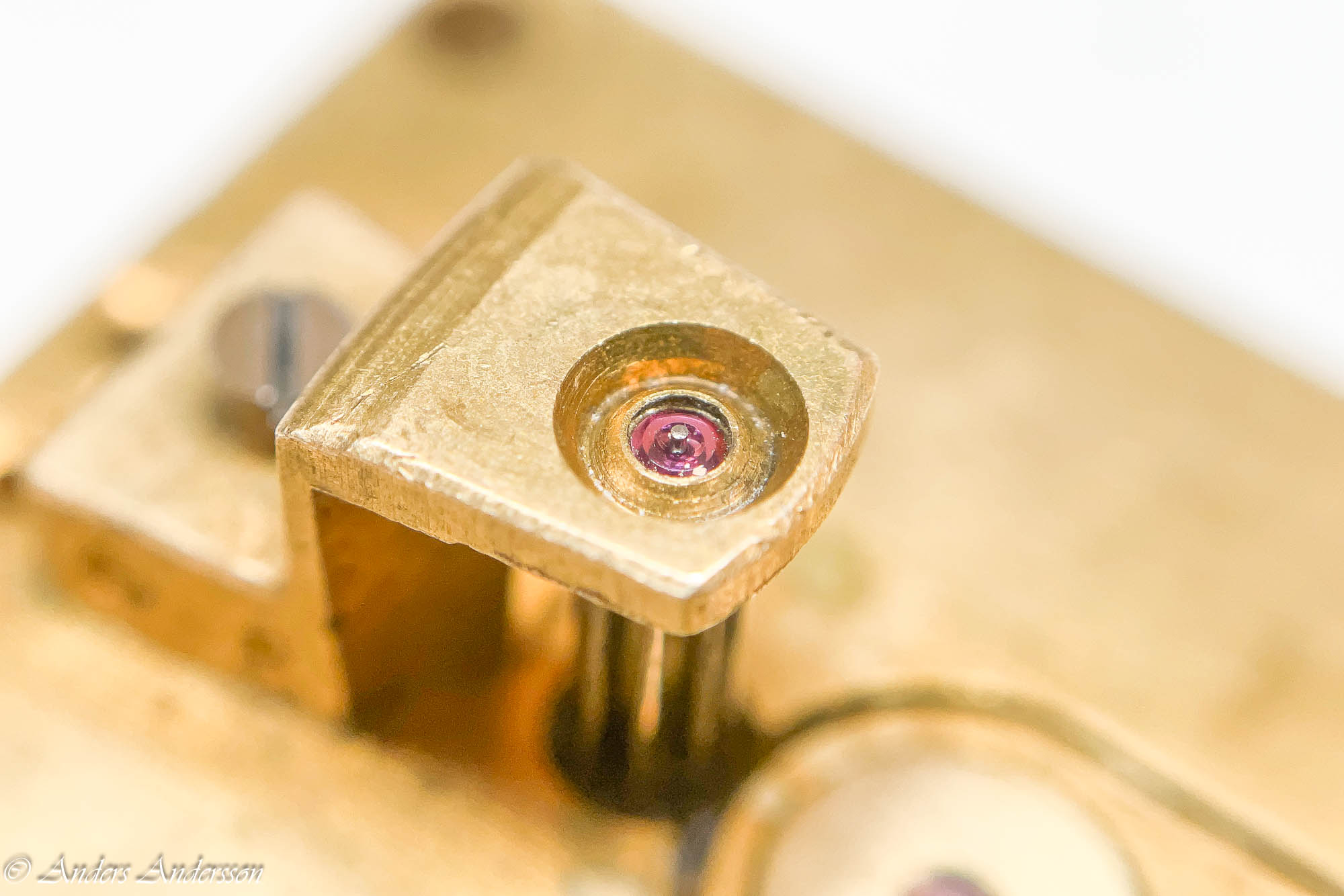
Liverrullen ska sättas på plats, en tumregel – när du placerat rullen rätt ska avståndet mellan rullen och balansaxelns tallrik vara lika med liverrullens tjocklek – som synes!
Liverrullen redo att pressas ned.
Är avståndet för litet kanske rullen sitter för löst, vrider sig eller lossnar – är avståndet för stort kanske rullen spricker om du med för mycket kraft försöker tvinga ner rullen.
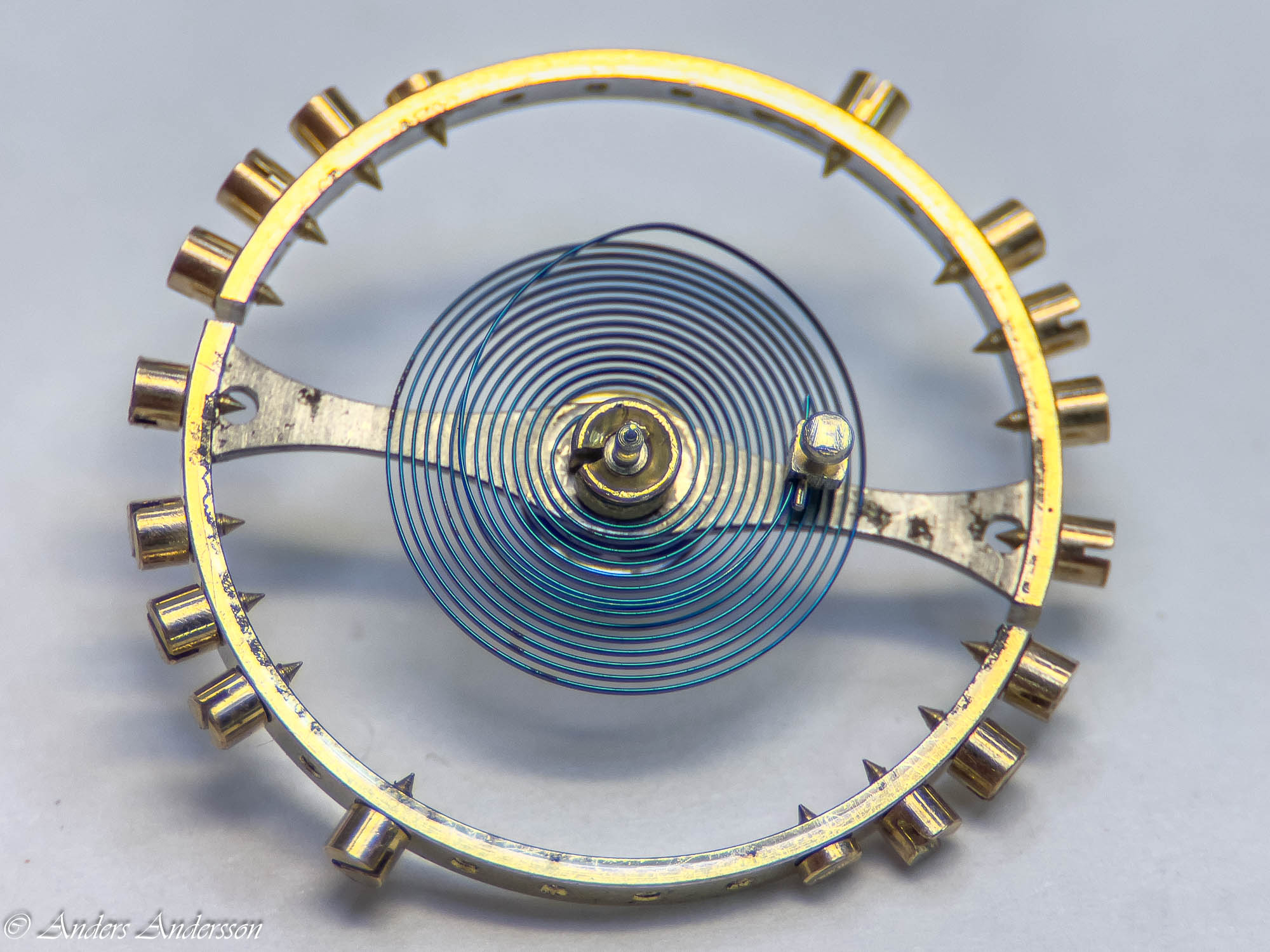
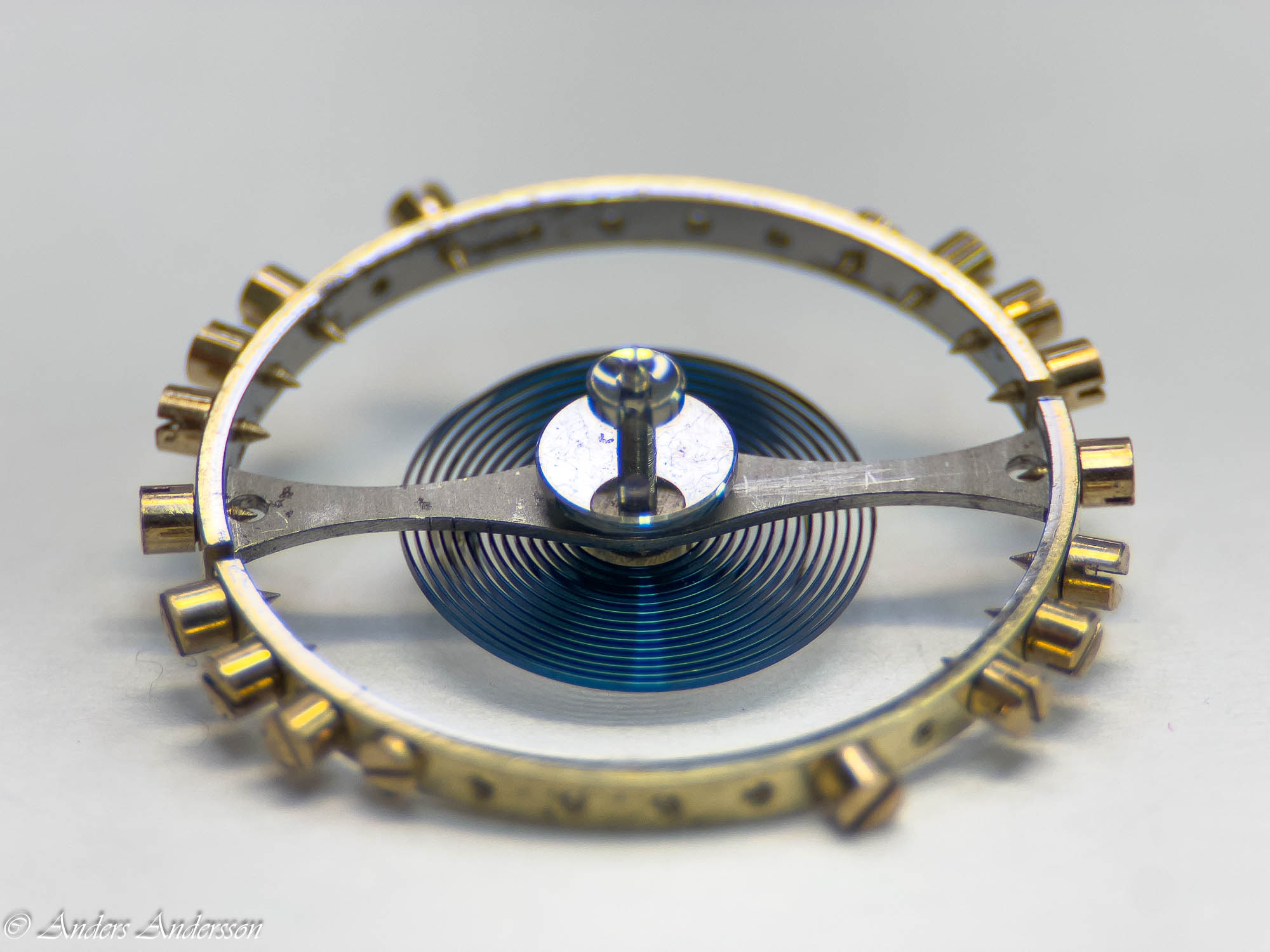
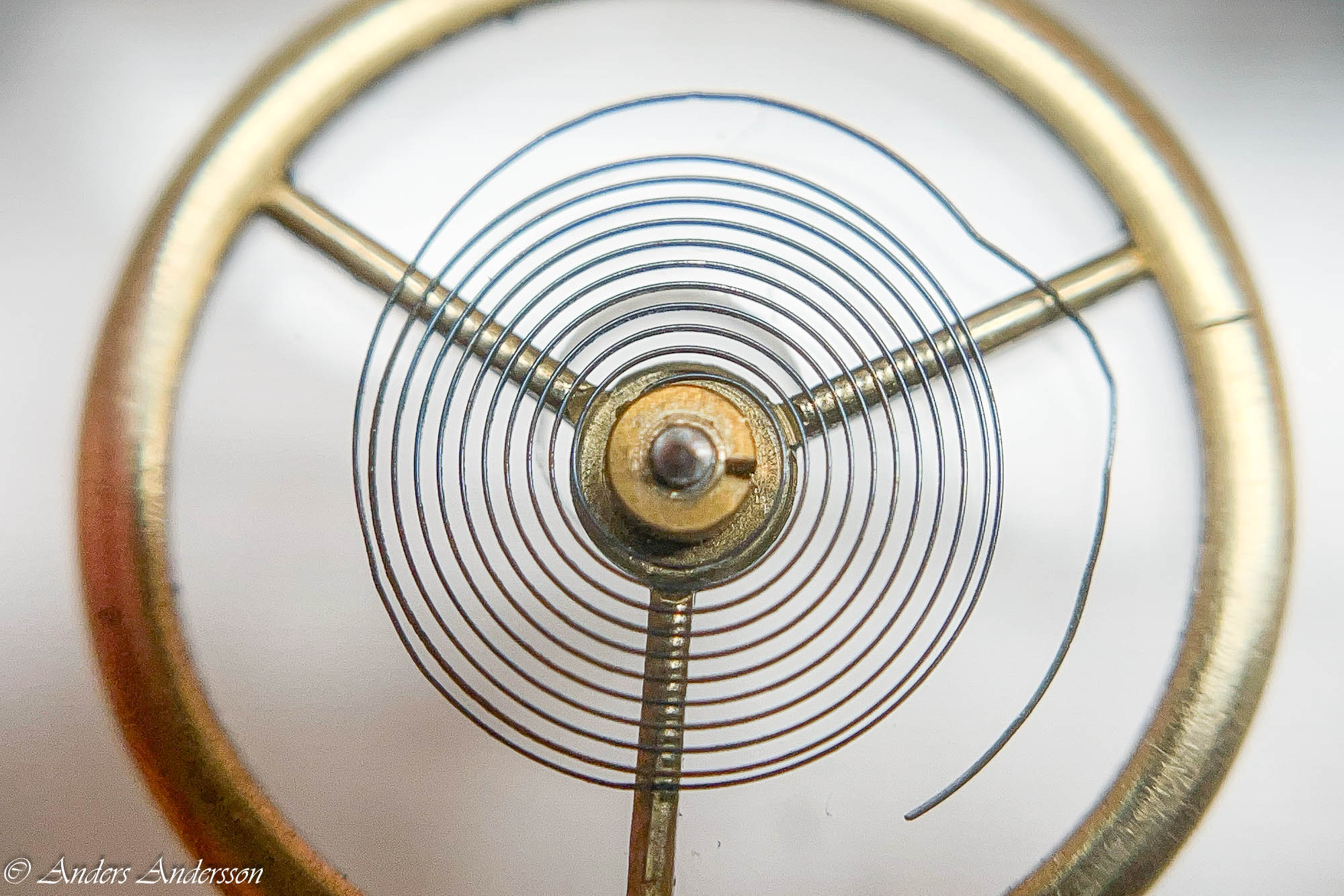
Balansen färdigställd med liverrulle, säkerhetsrulle och spiral på plats.

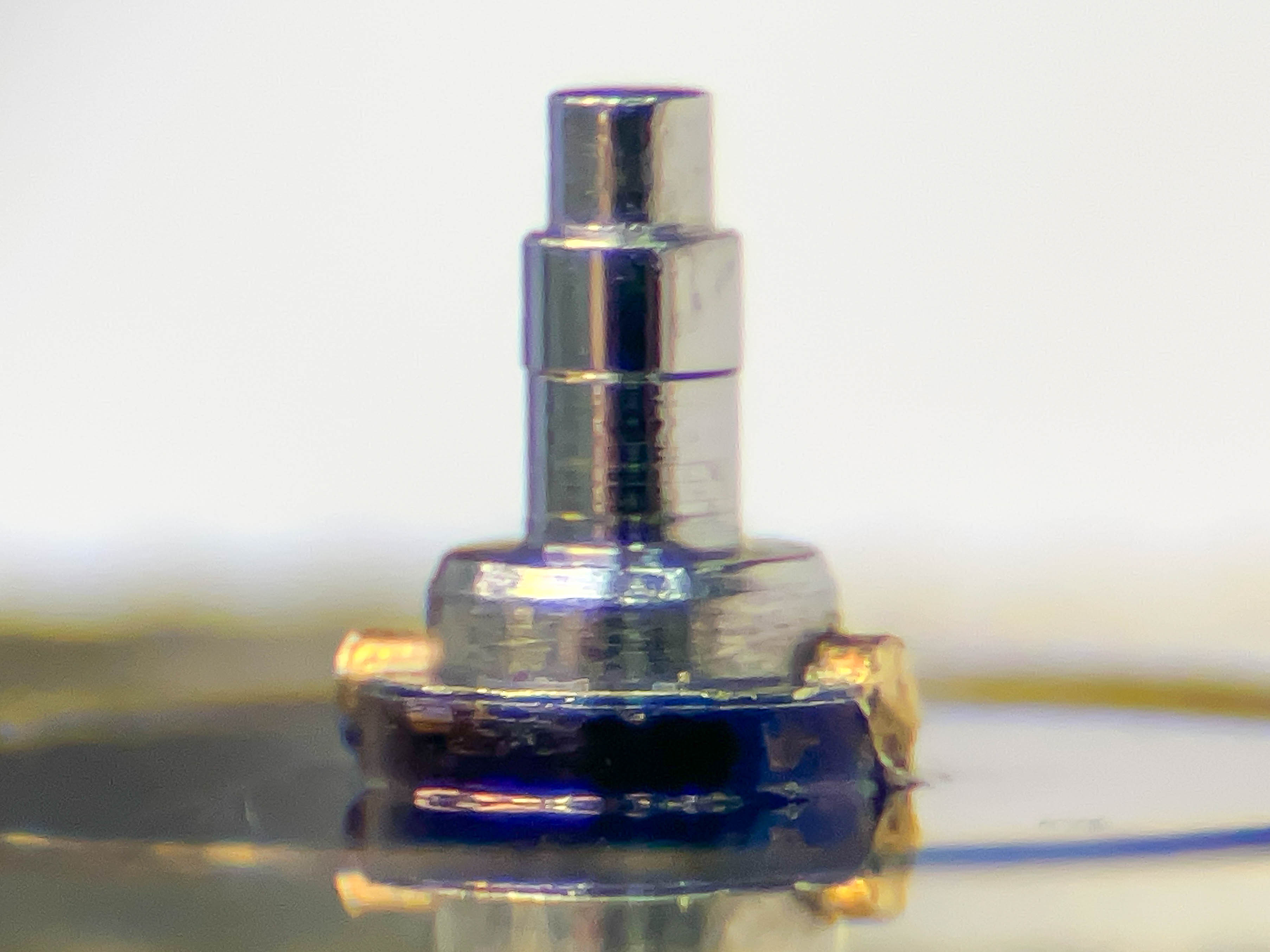
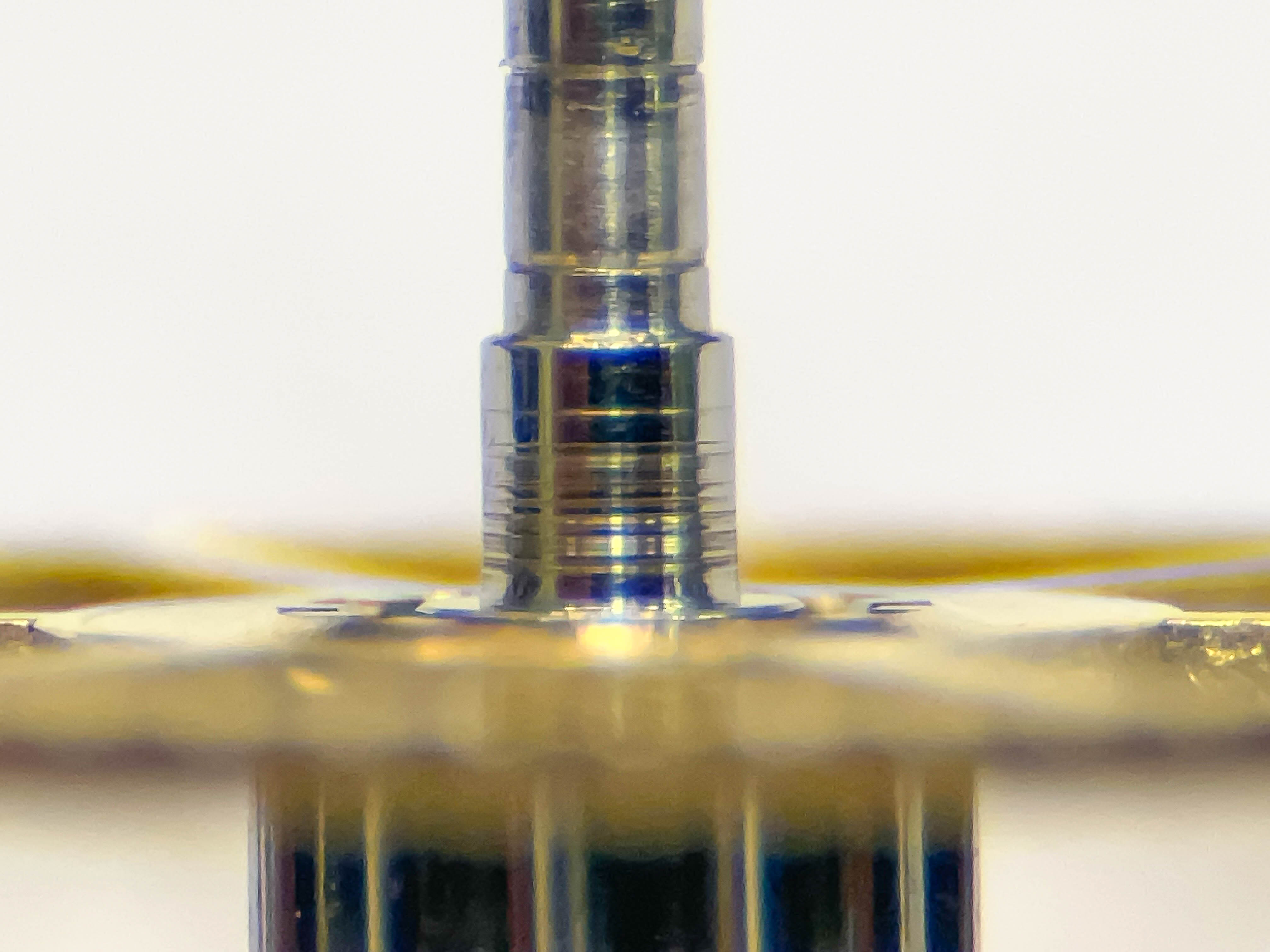
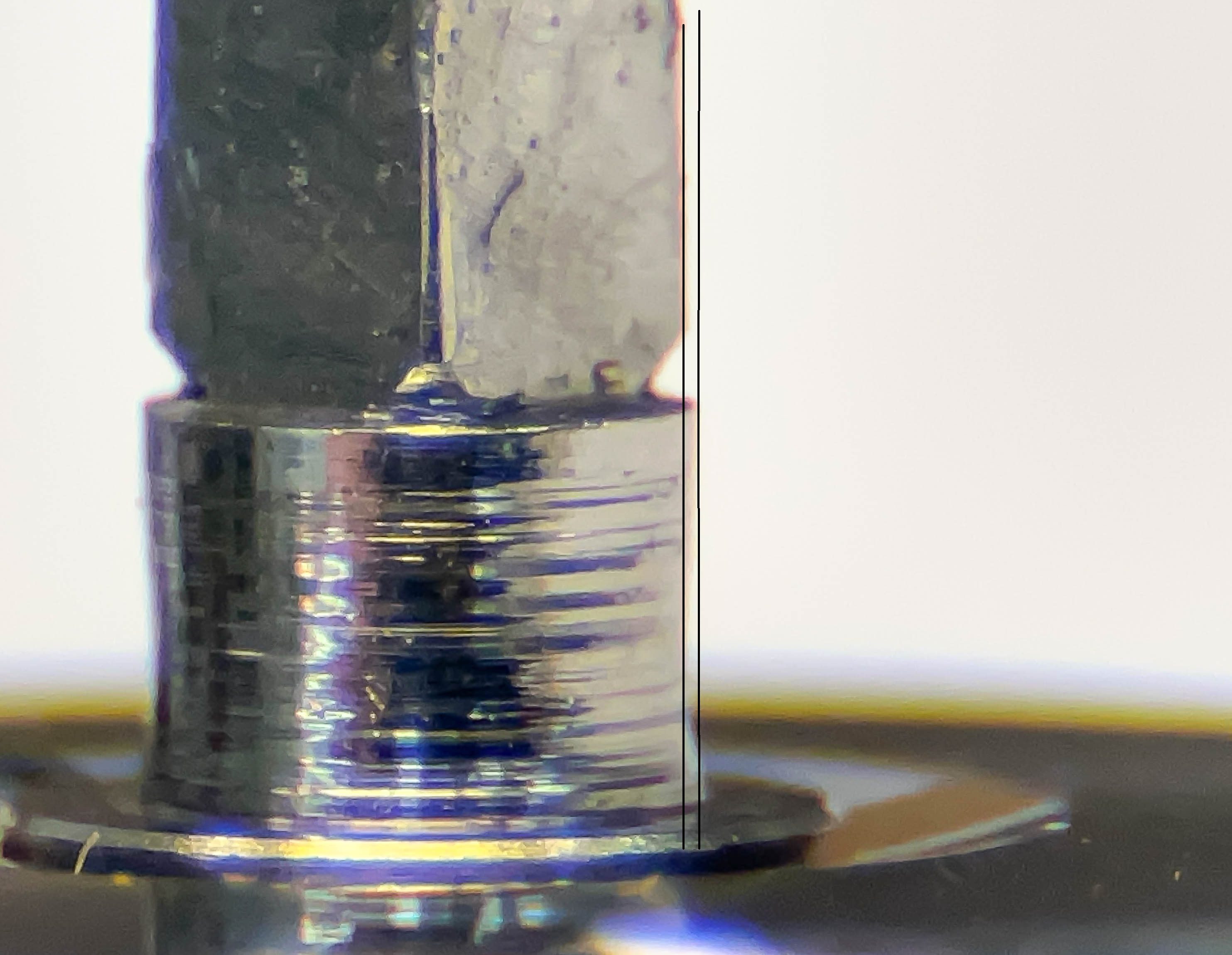
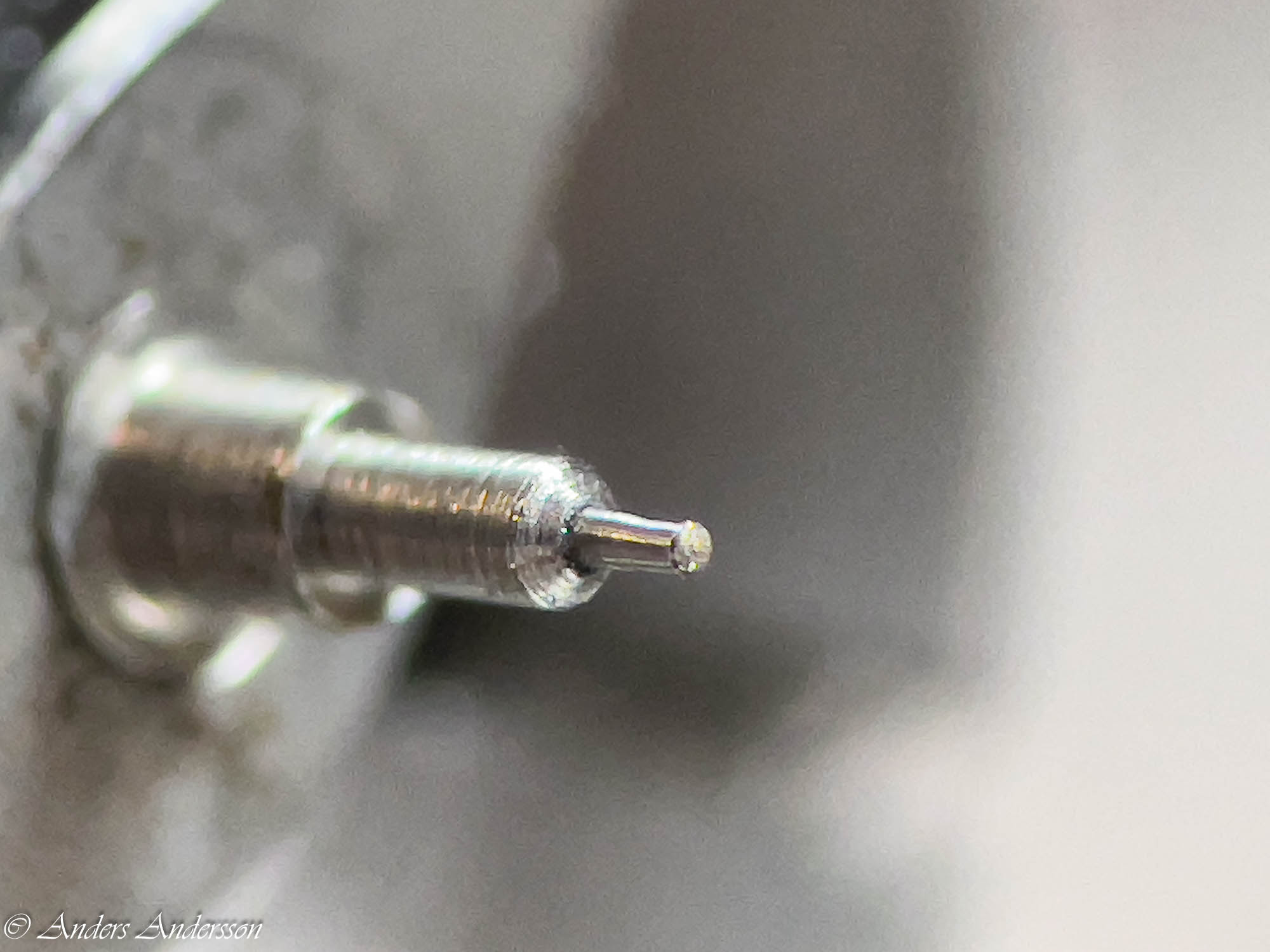
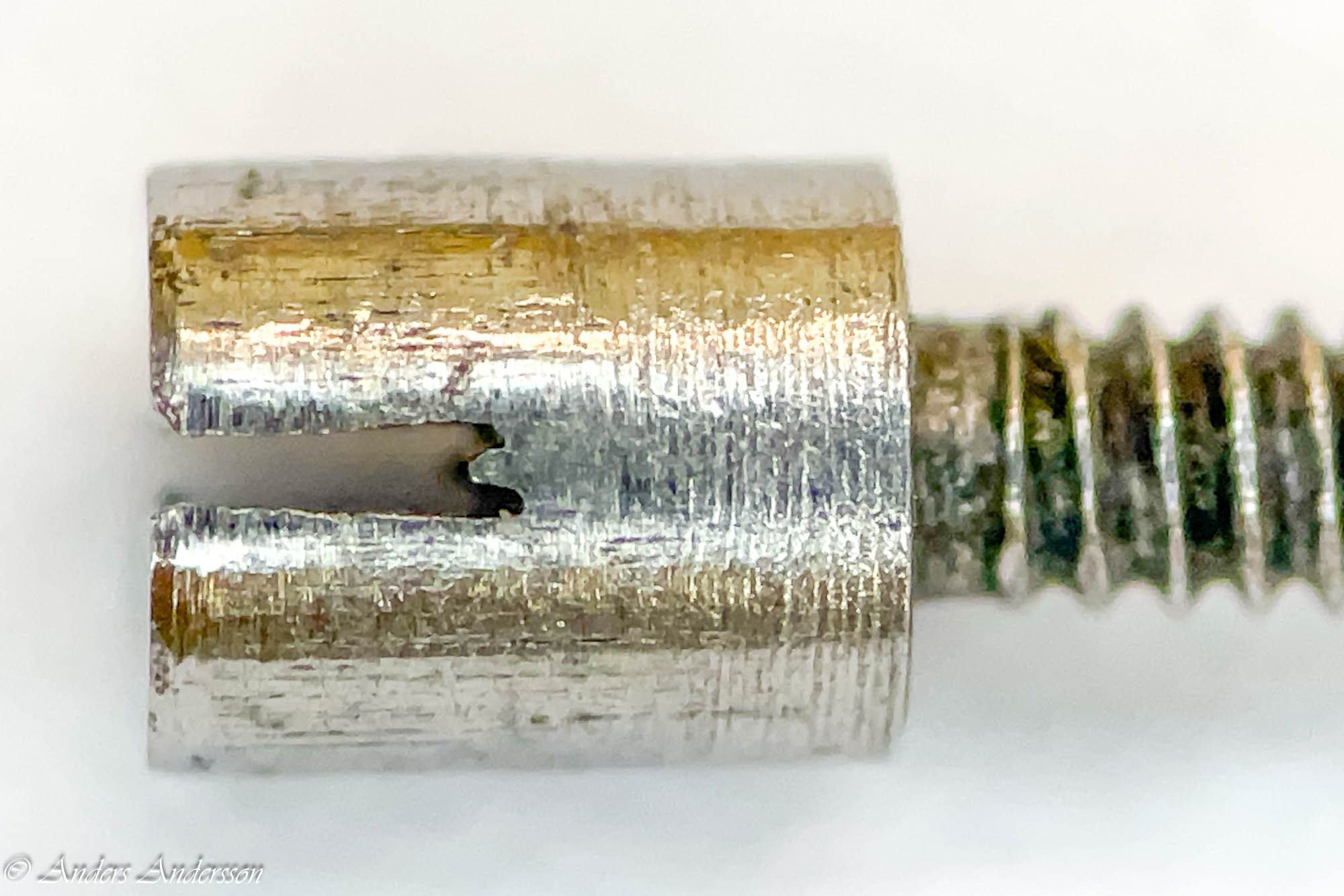
Del av uppdragsaxeln.
Mäter upp uppdragsaxeln enligt DCN:s system.
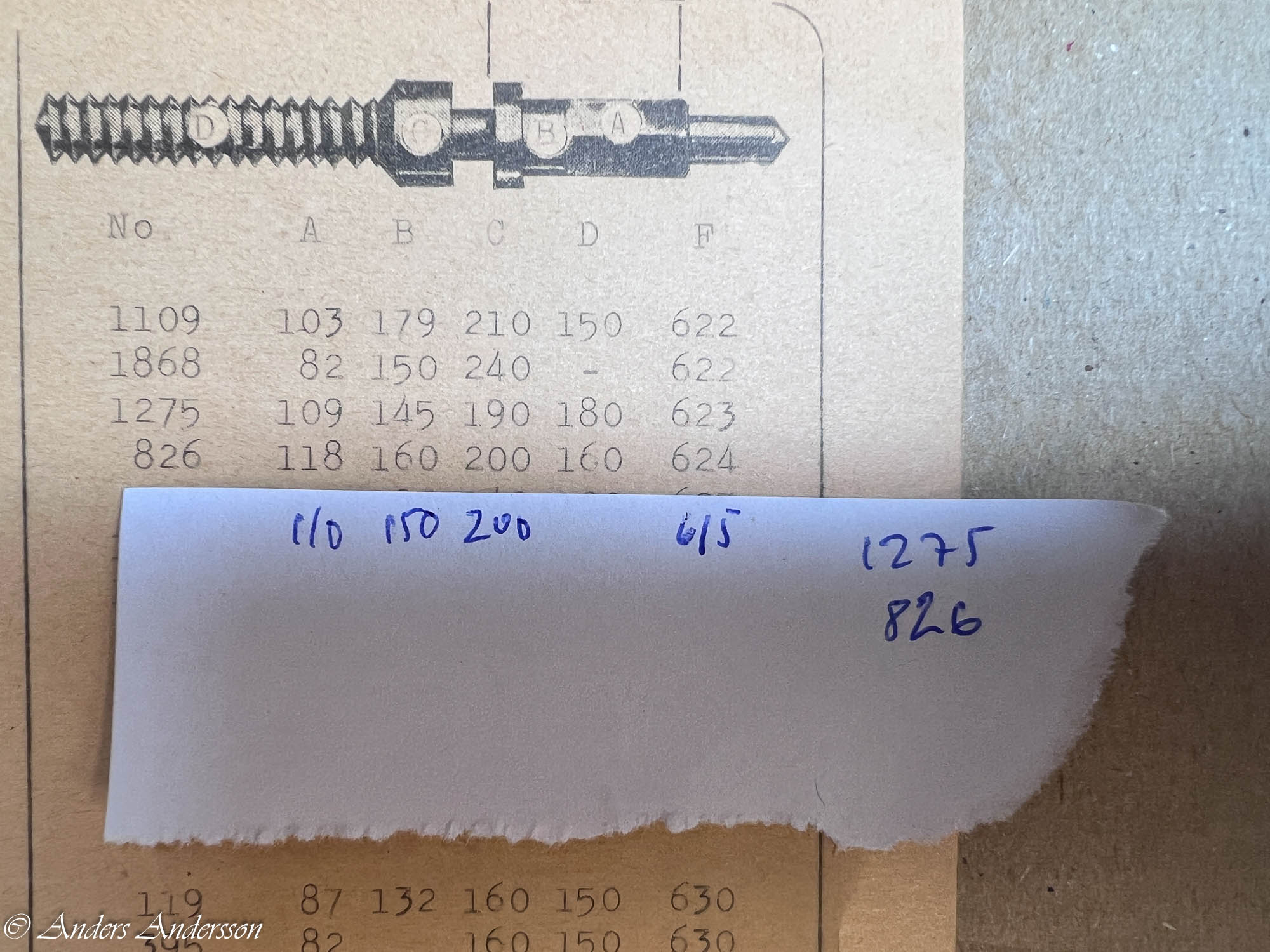
Hittar en lämplig kandidat som efter lite tillpassning fungerade i verket!

Ny fungerande uppdragsaxel på plats.
Dags att plocka isär verket och se om det kan vara vara något mer som behöver åtgärdas innan rengöringen.
Övre haktappen skadad.
Verkets ståldelar är delvis skadade av rost. Jag tippar på att något sådant även hänt med den övre haktappen som hade en ”utväxt”.
I Rollifit tappoleringsverktyg.
Fixar till tappen i Rolloifitrullbänken. Detta var det enda jag kunde hitta som behövde fixas till. Bra betyg efter 120 år!
Man undrar hur det kommer sig att ett sådant här kvalitetsverk av absolut toppklass dyker upp i en skrothög…
Rengöring och ihopsättning

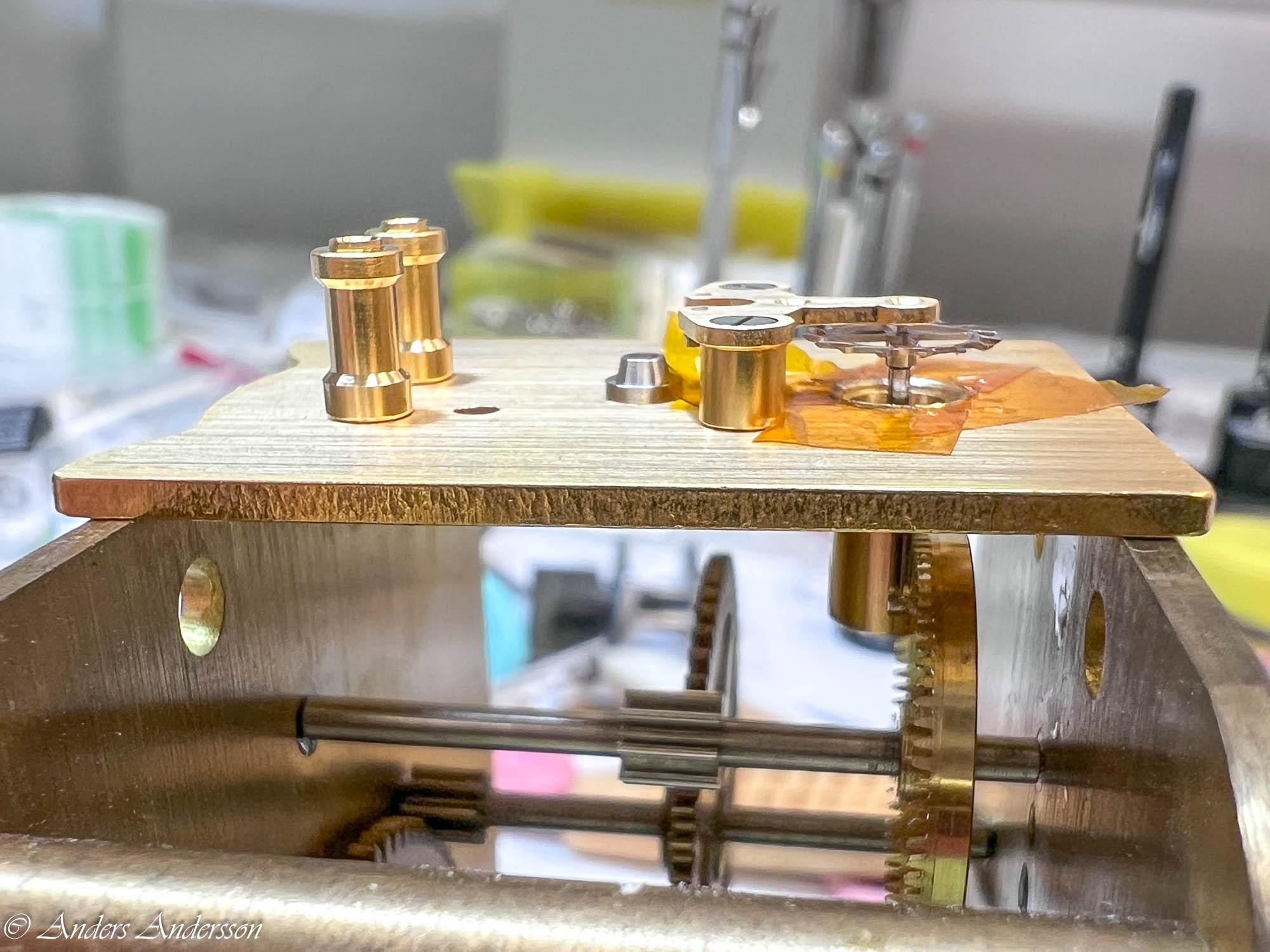
Verket rengjort.
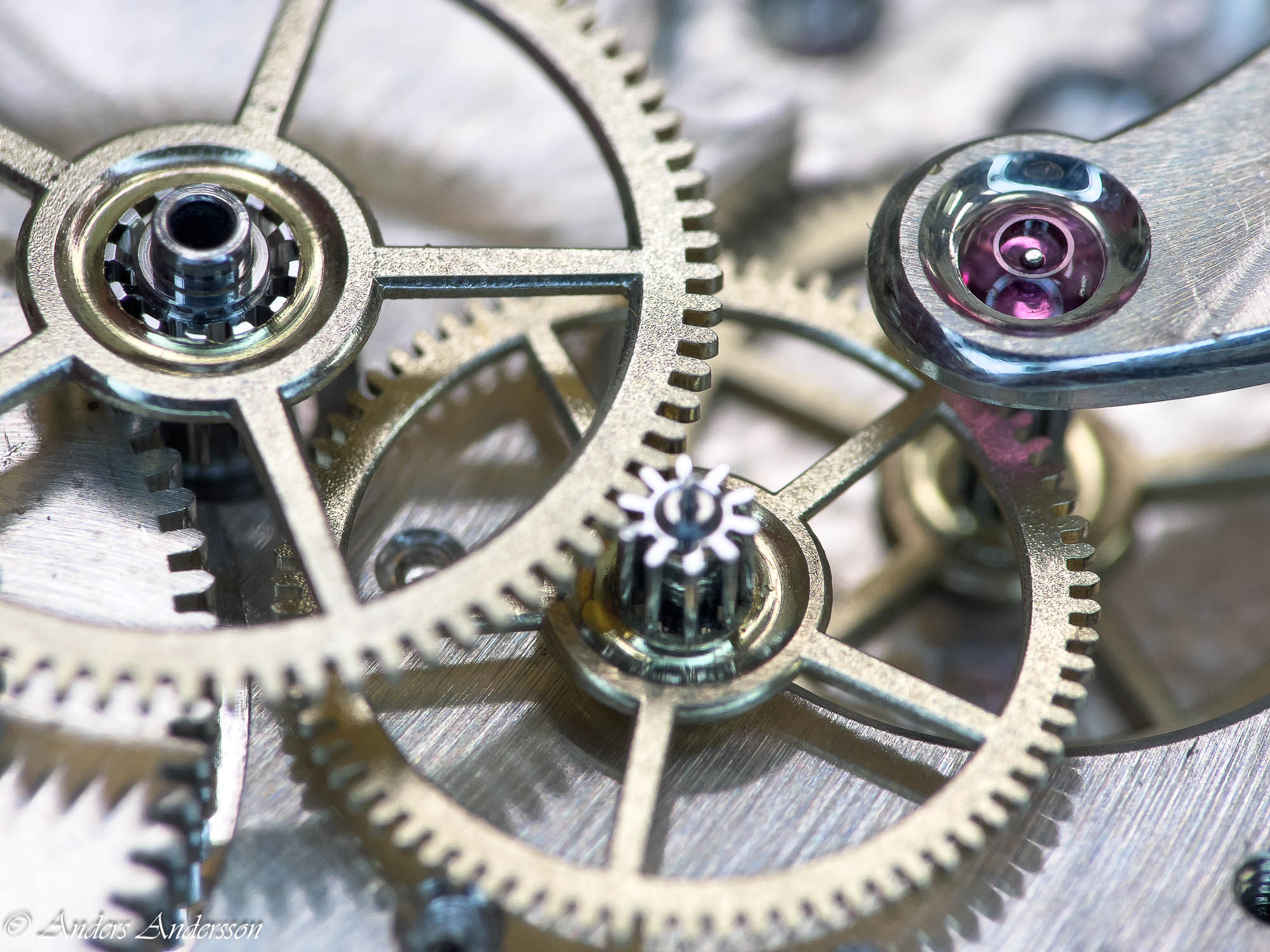
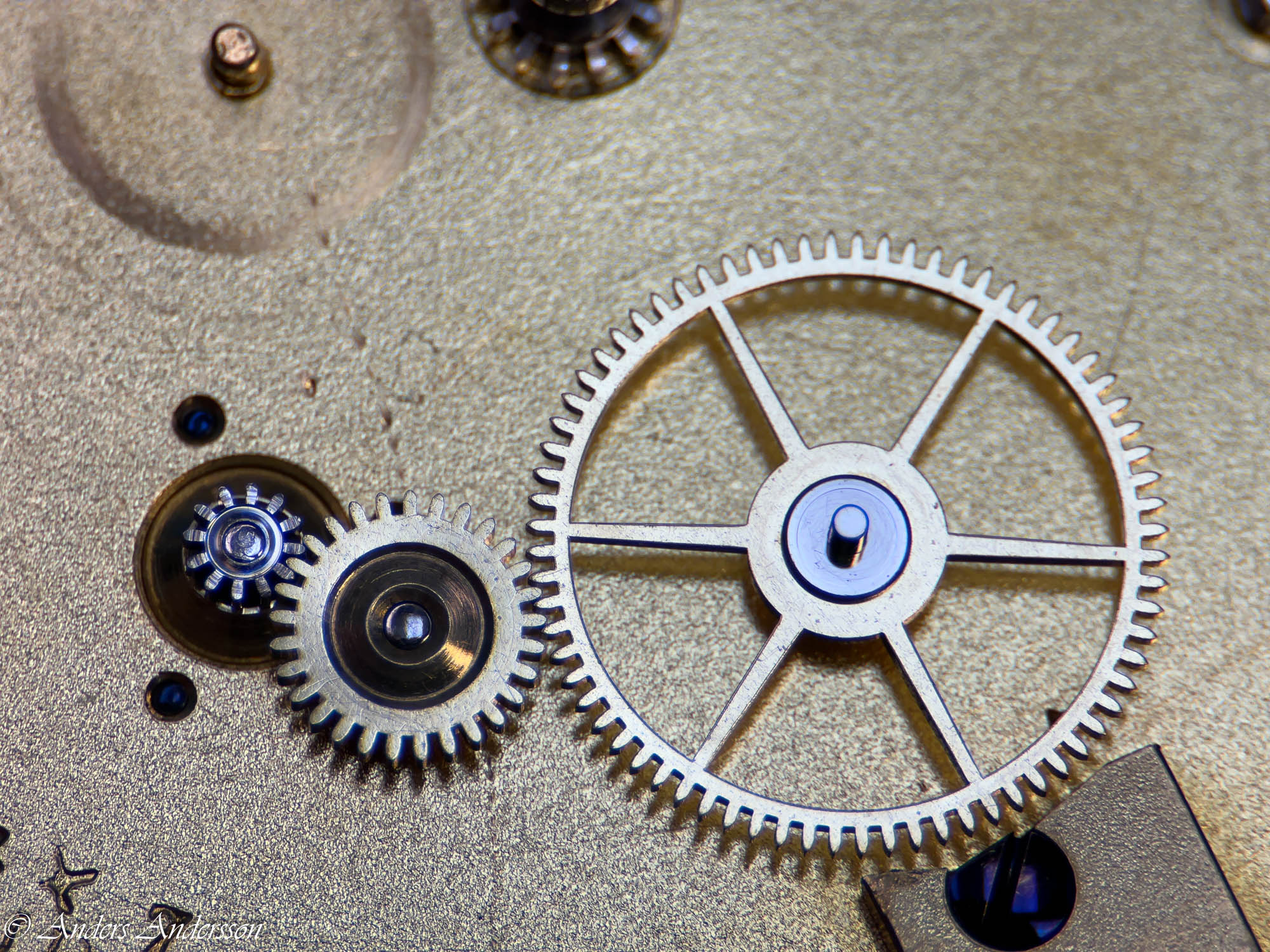
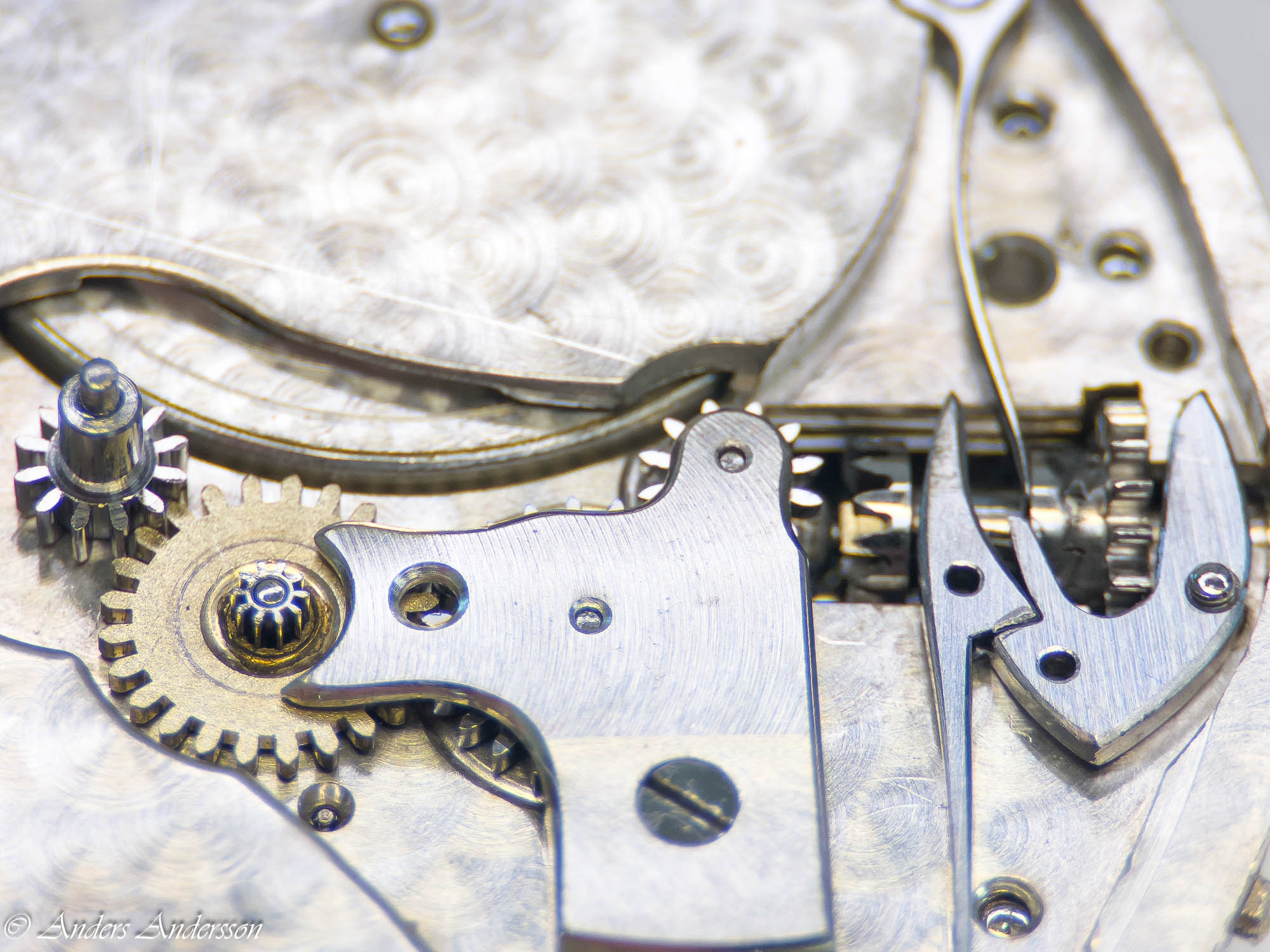
Vackert polerade drivar.
Vacker polering.

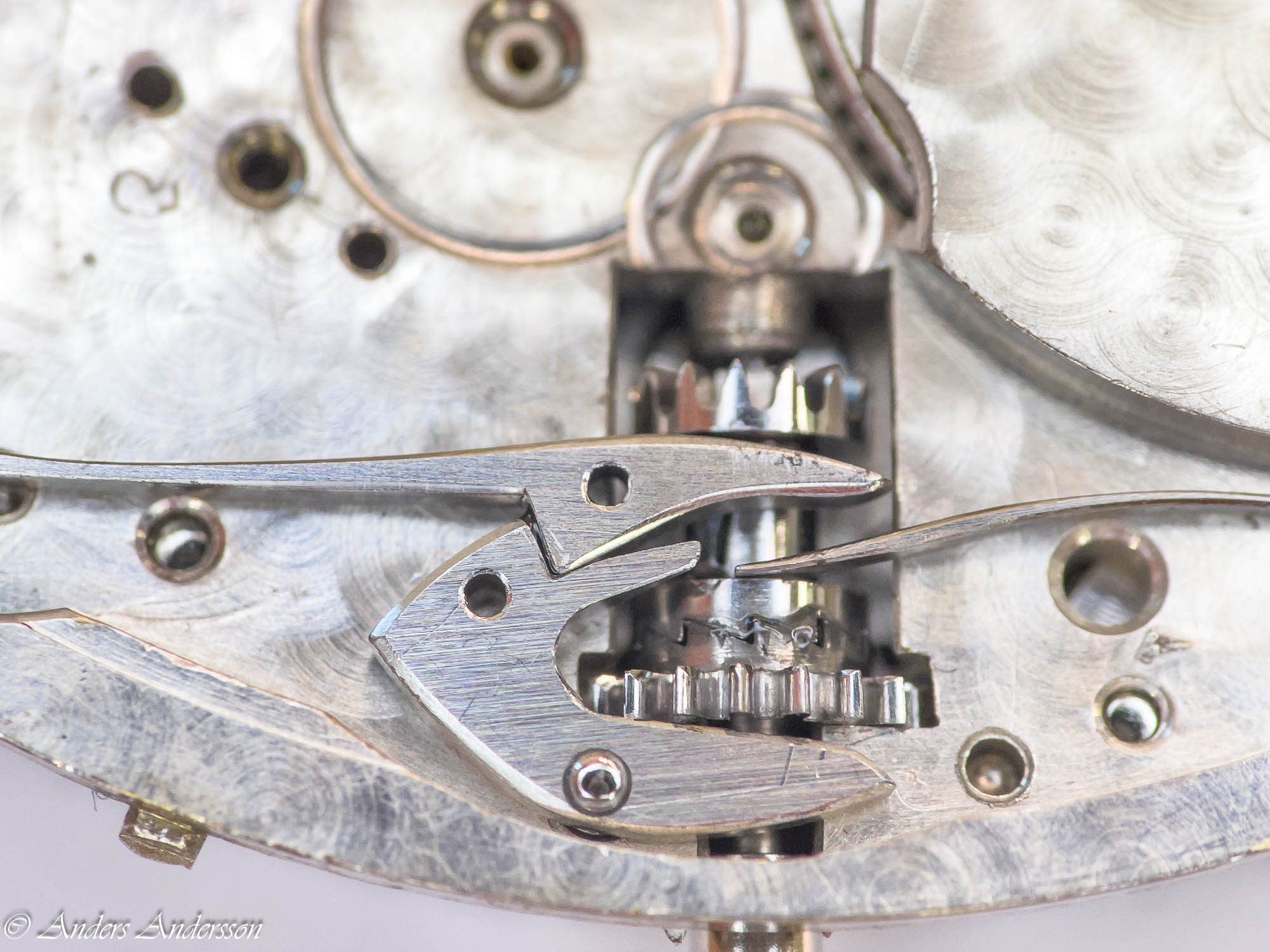
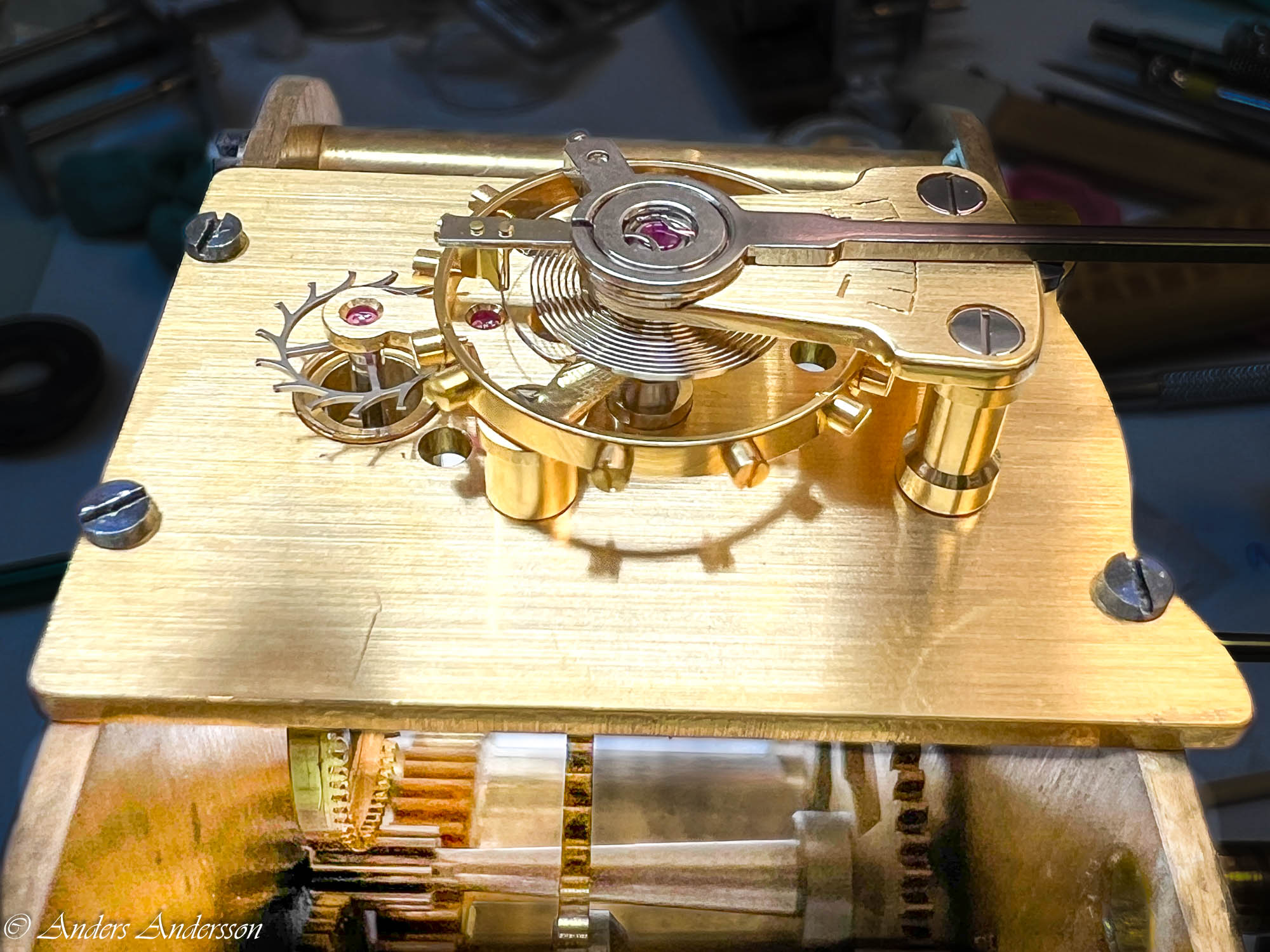
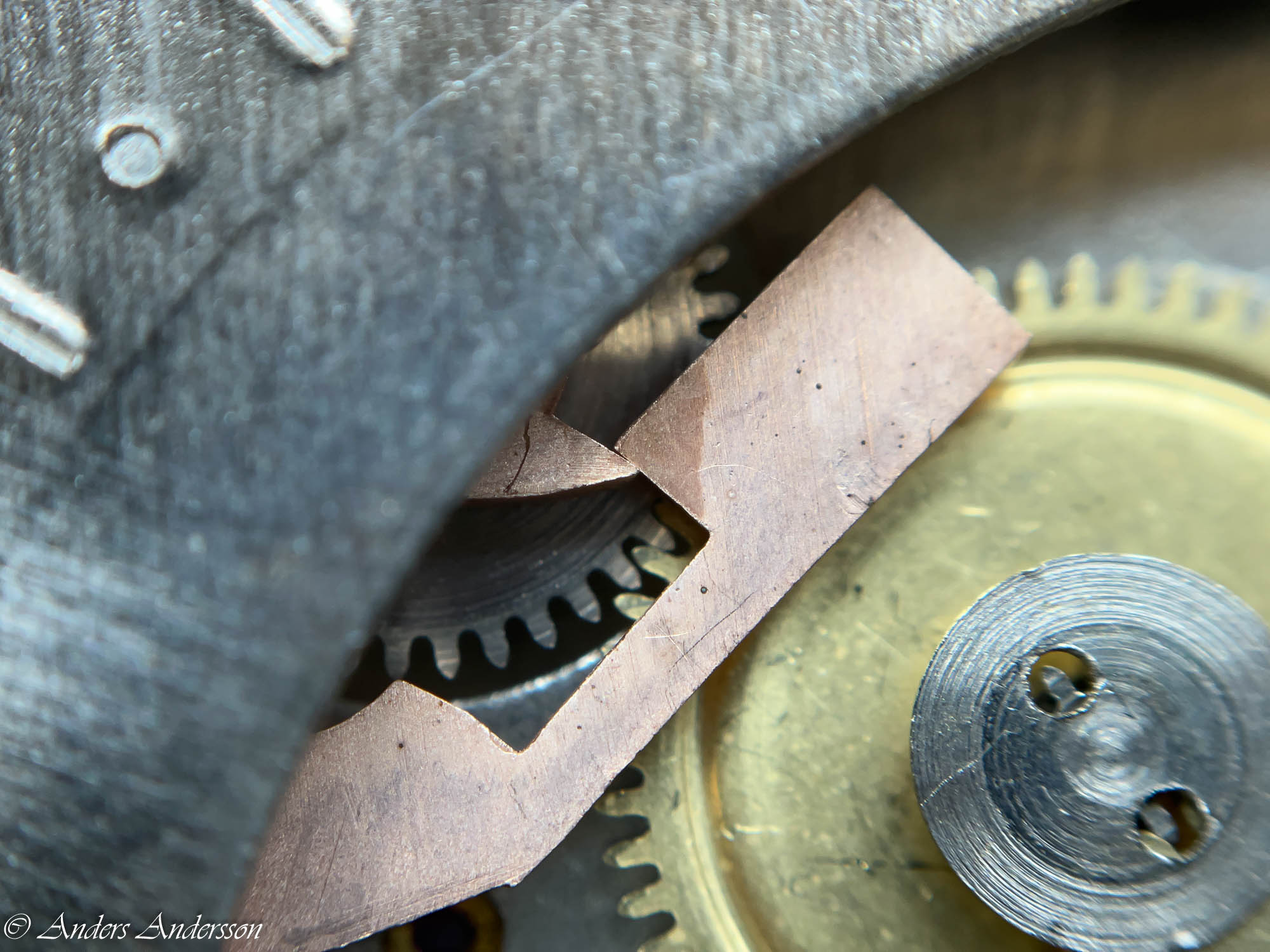
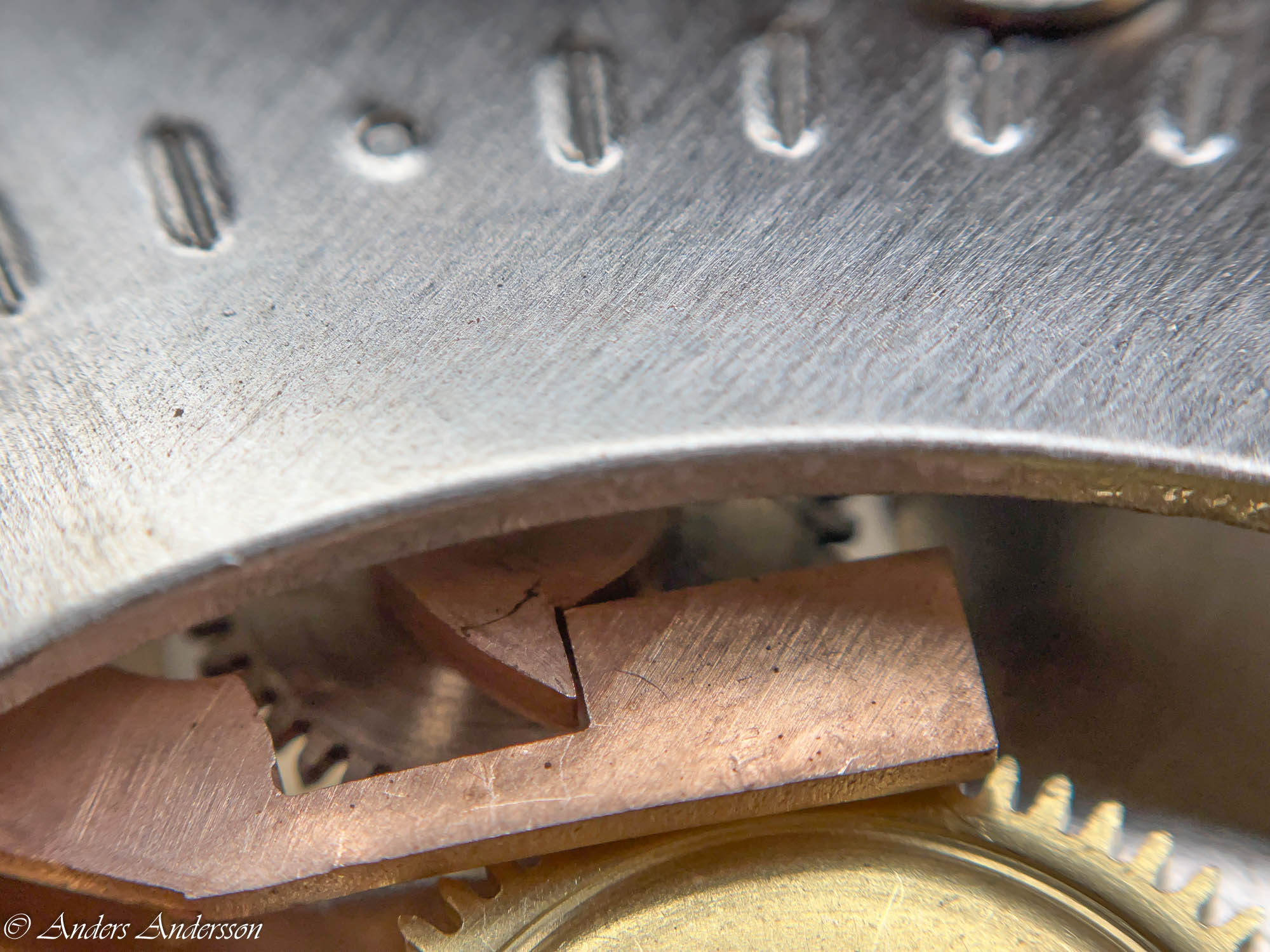
Spärr och spärrfjäder är delvis dolda.
Har jag räknat rätt består haken av nio delar!
Spegelpolering!
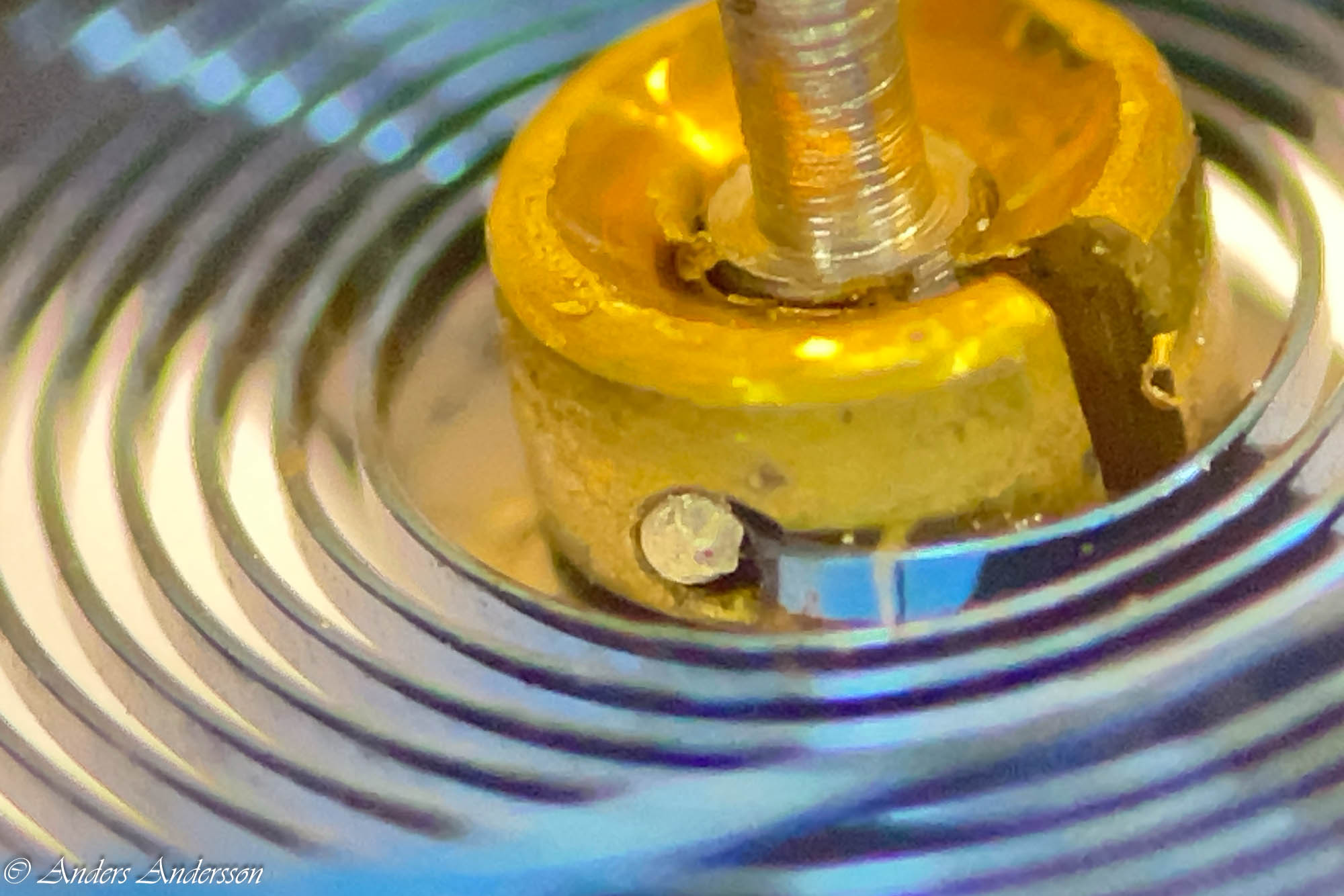
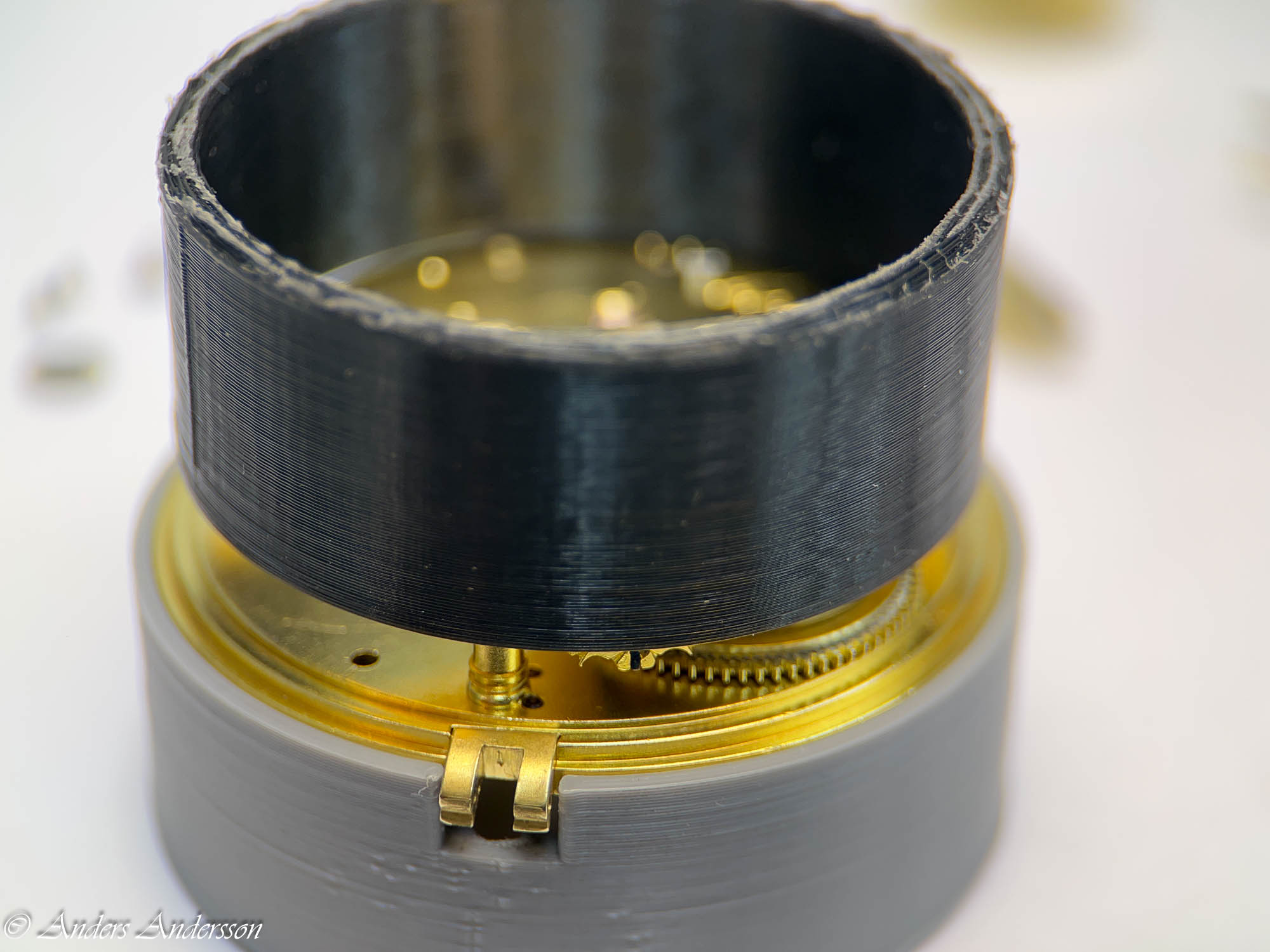
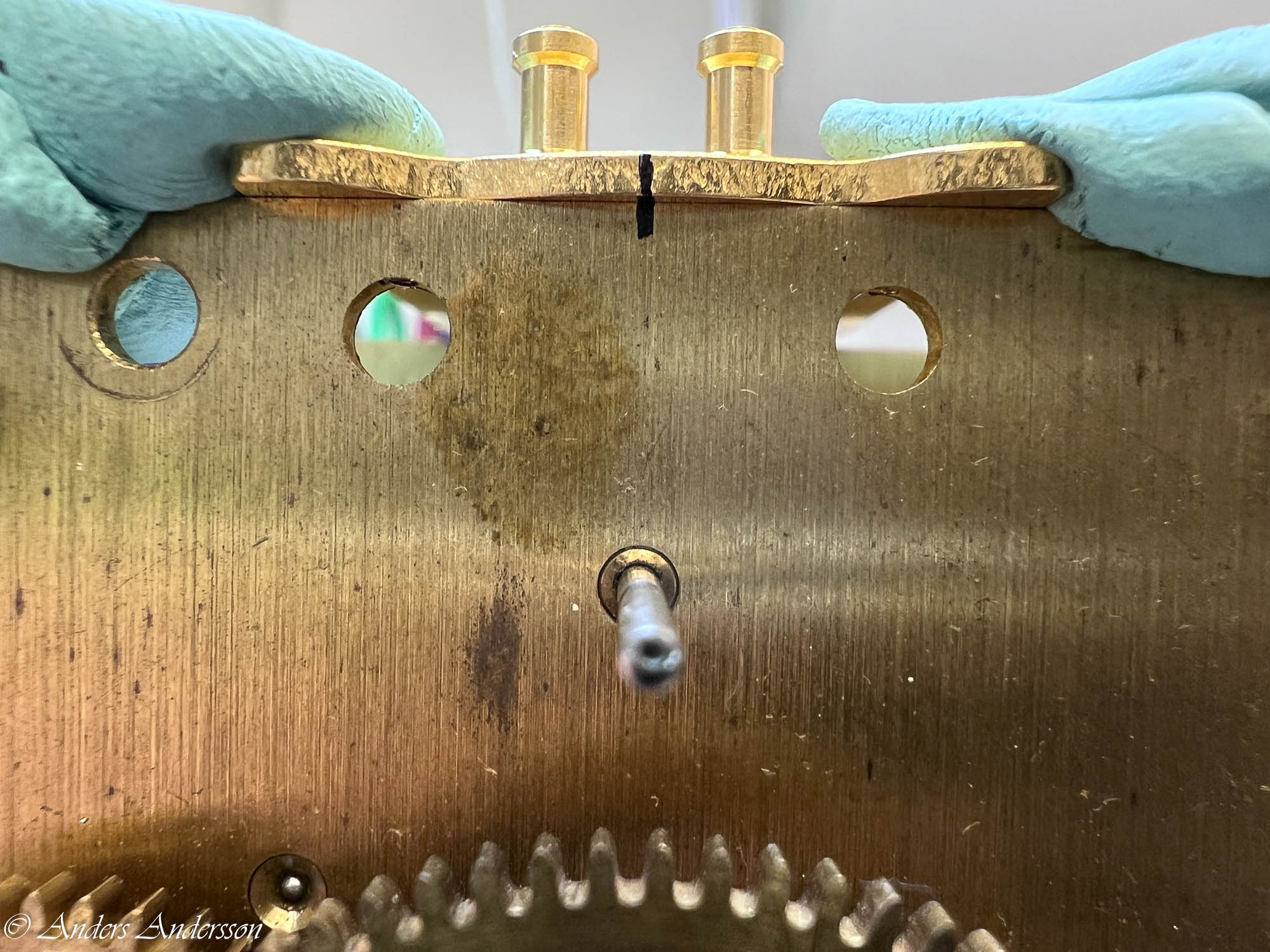
Spiralen snyggt stiftad vid innerfästet.

Det svampformade ytterfästet måste kunna röra sig fritt under täckbrickan. Låt balansen svänga och dra undan för undan åt skruvarna. Spiralen kommer då att centrera sig själv.
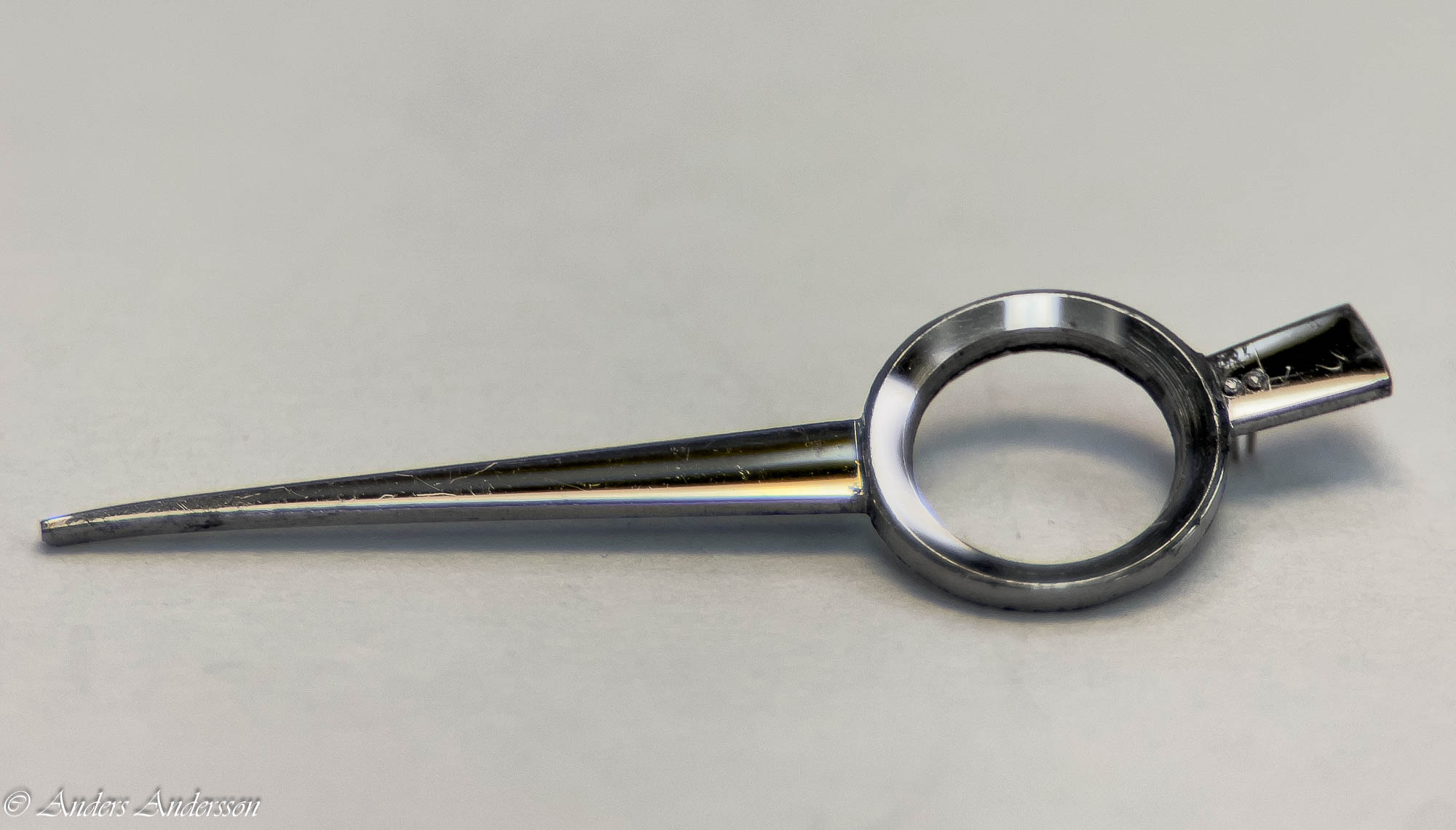
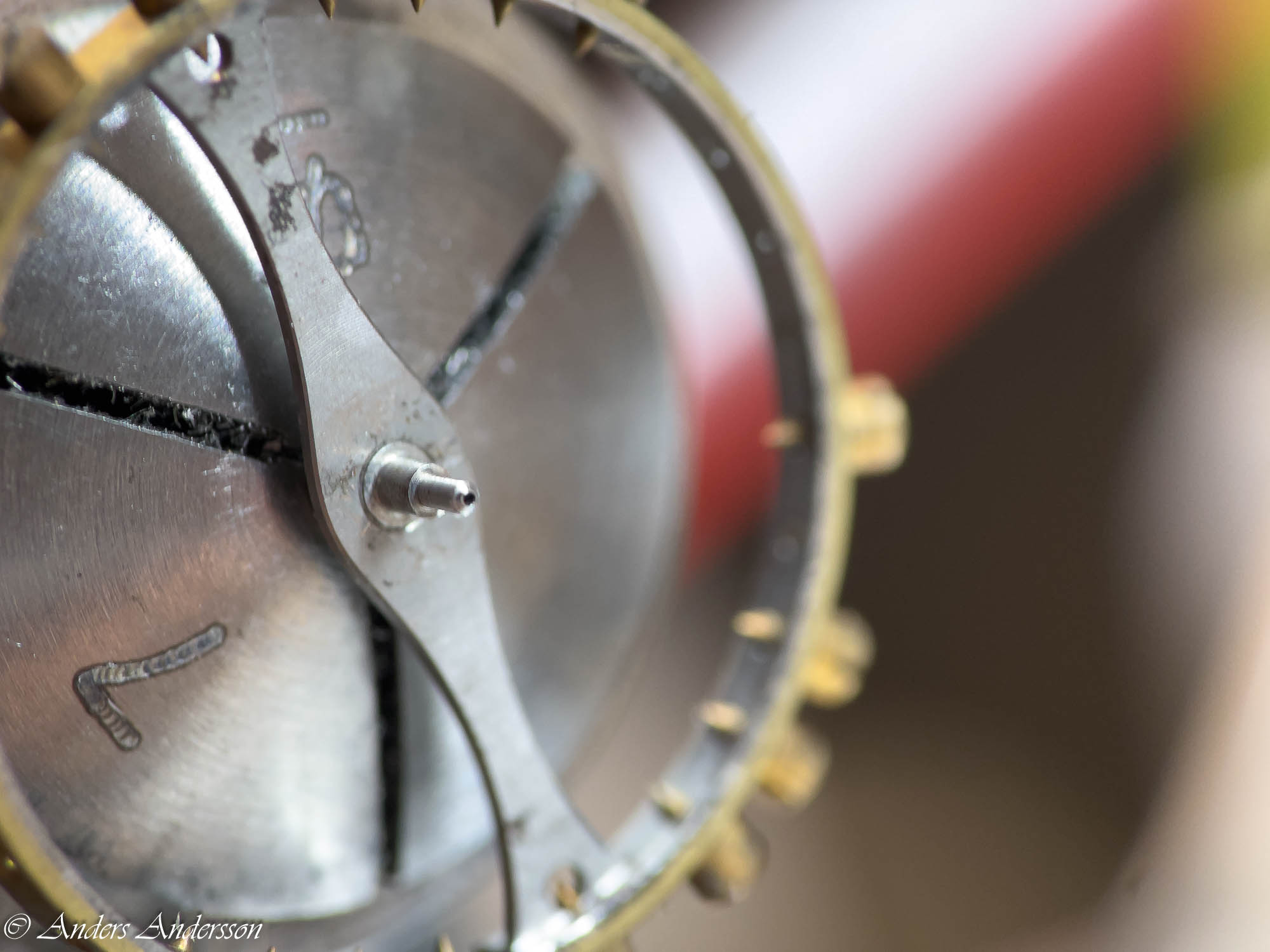
Mycket speciell ruckvisare – extra lång!


Less is more.
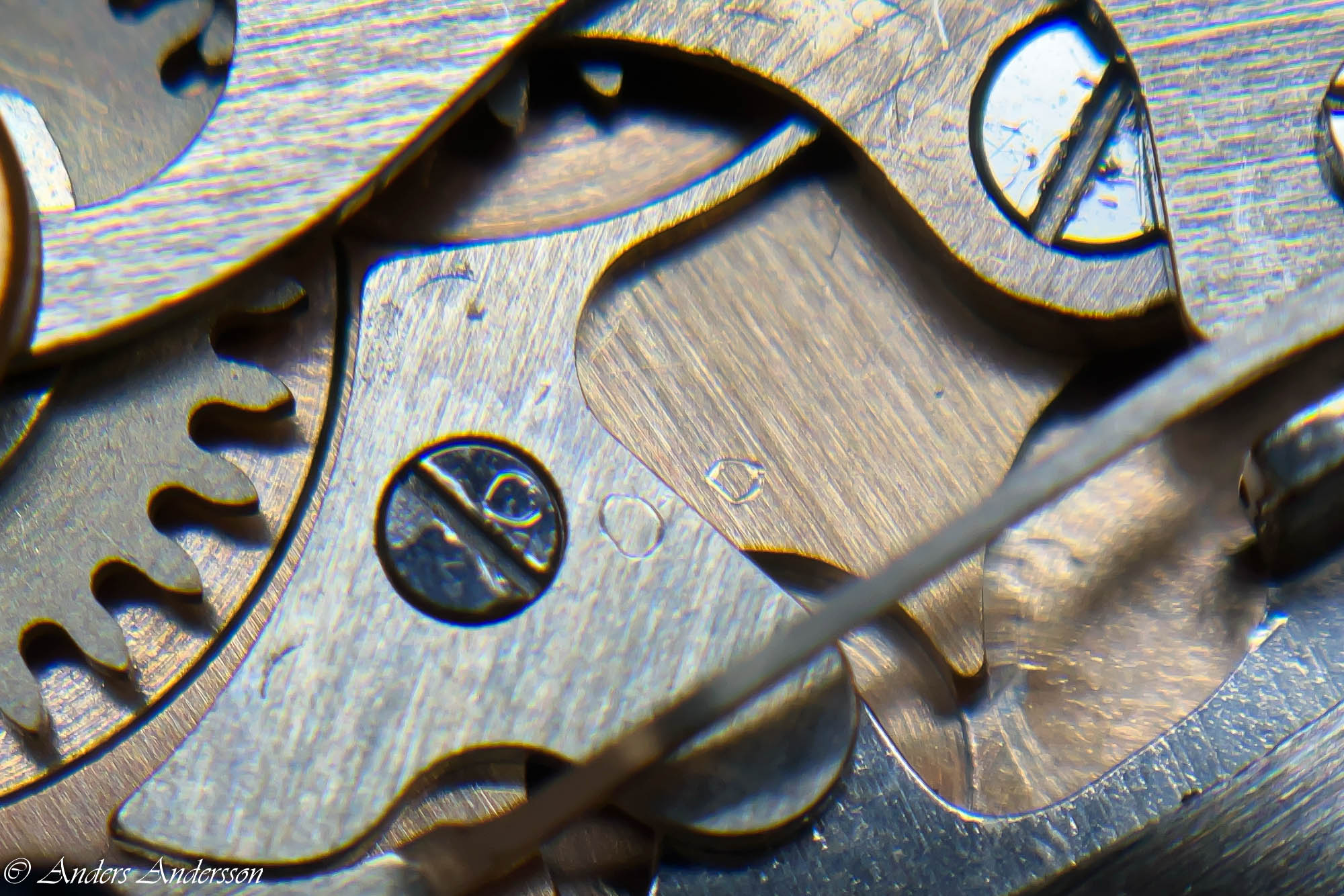
Handsågad skruvskåra.

Enkelt och vackert.

Det enklaste är det vackraste! Och bästa!!

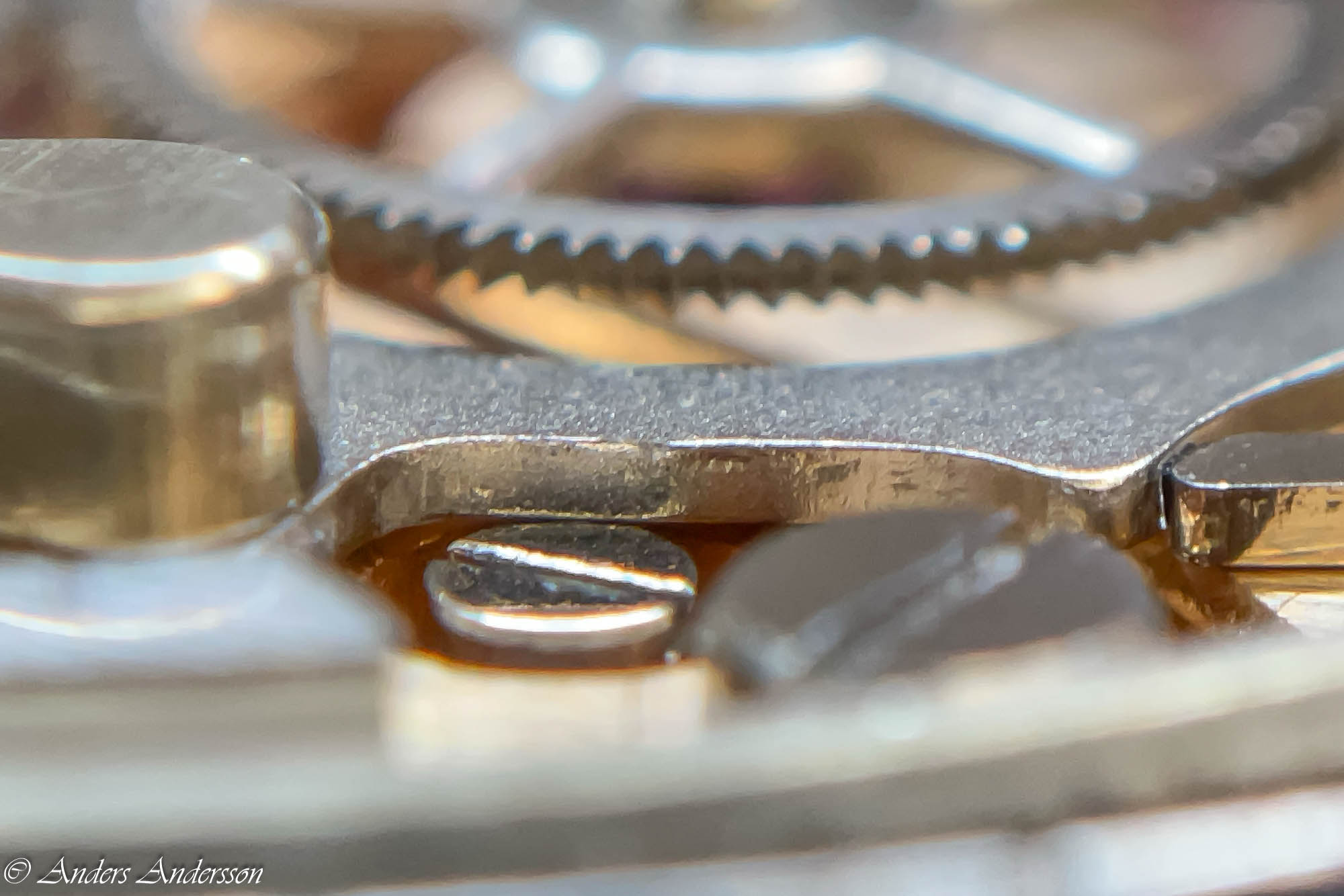
Visarfriktionen sitter i den ruggade ytan nära ”knoppen”

Perfekt polerad driv.



Tack för denna gång!

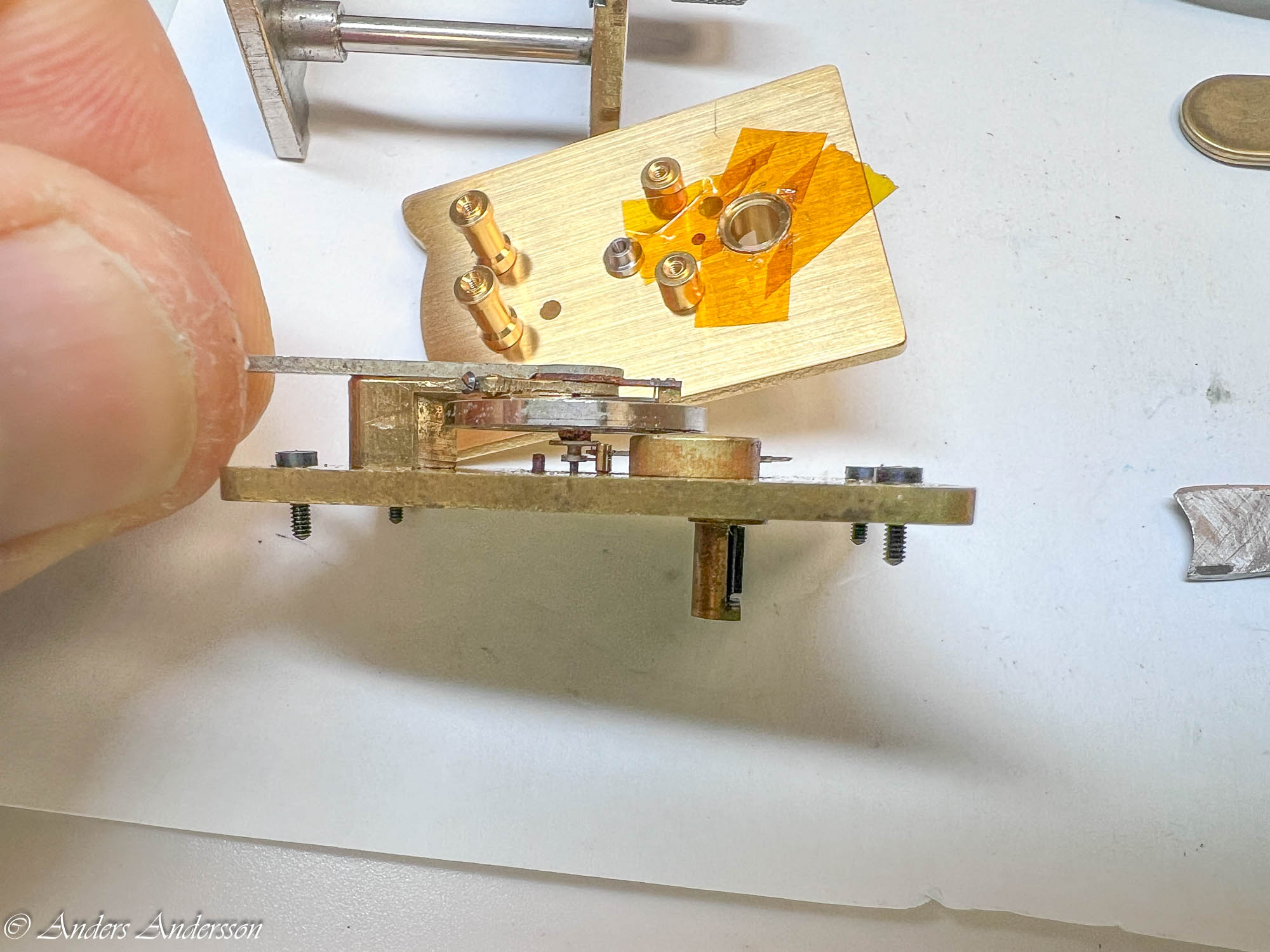











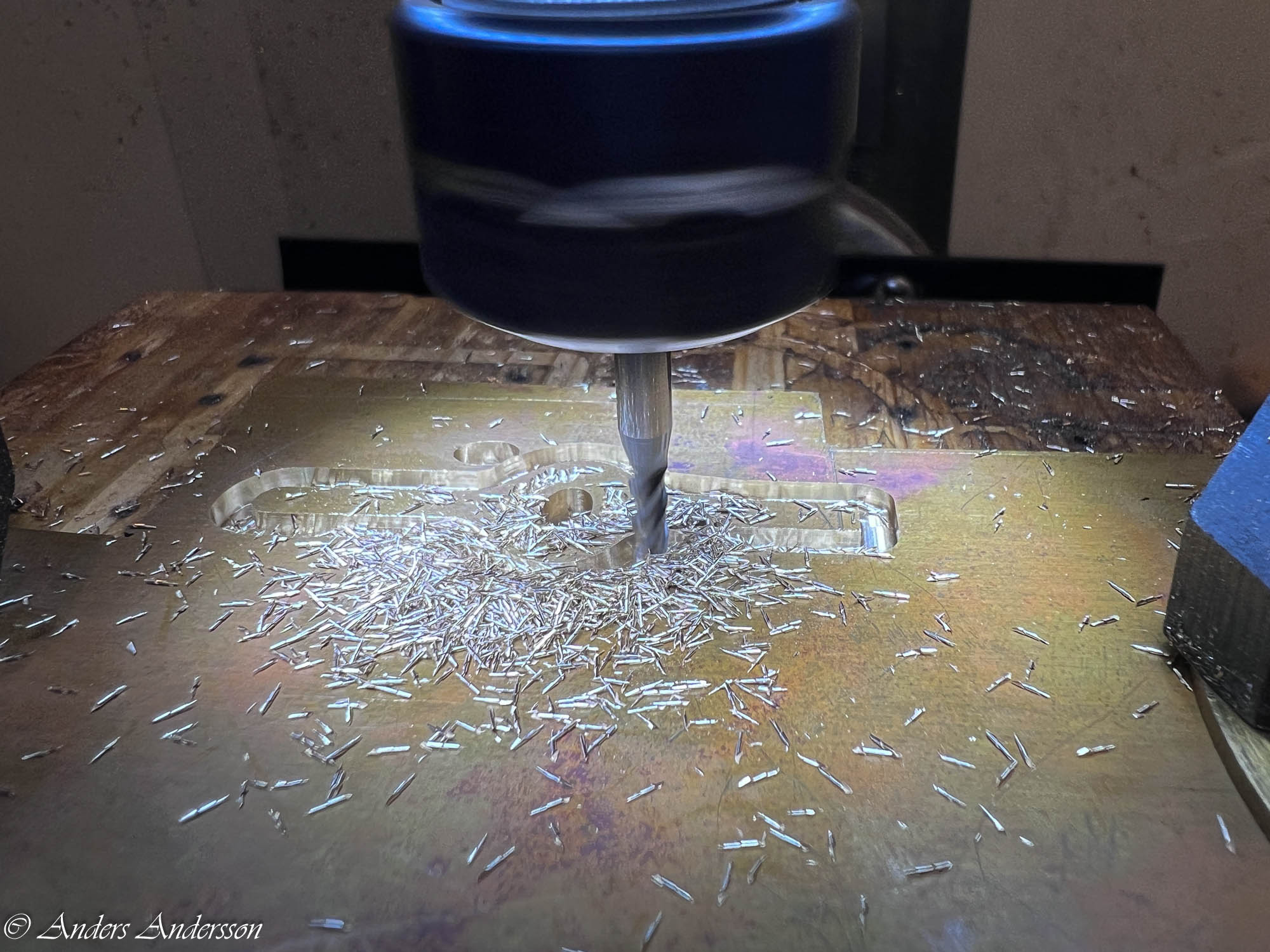
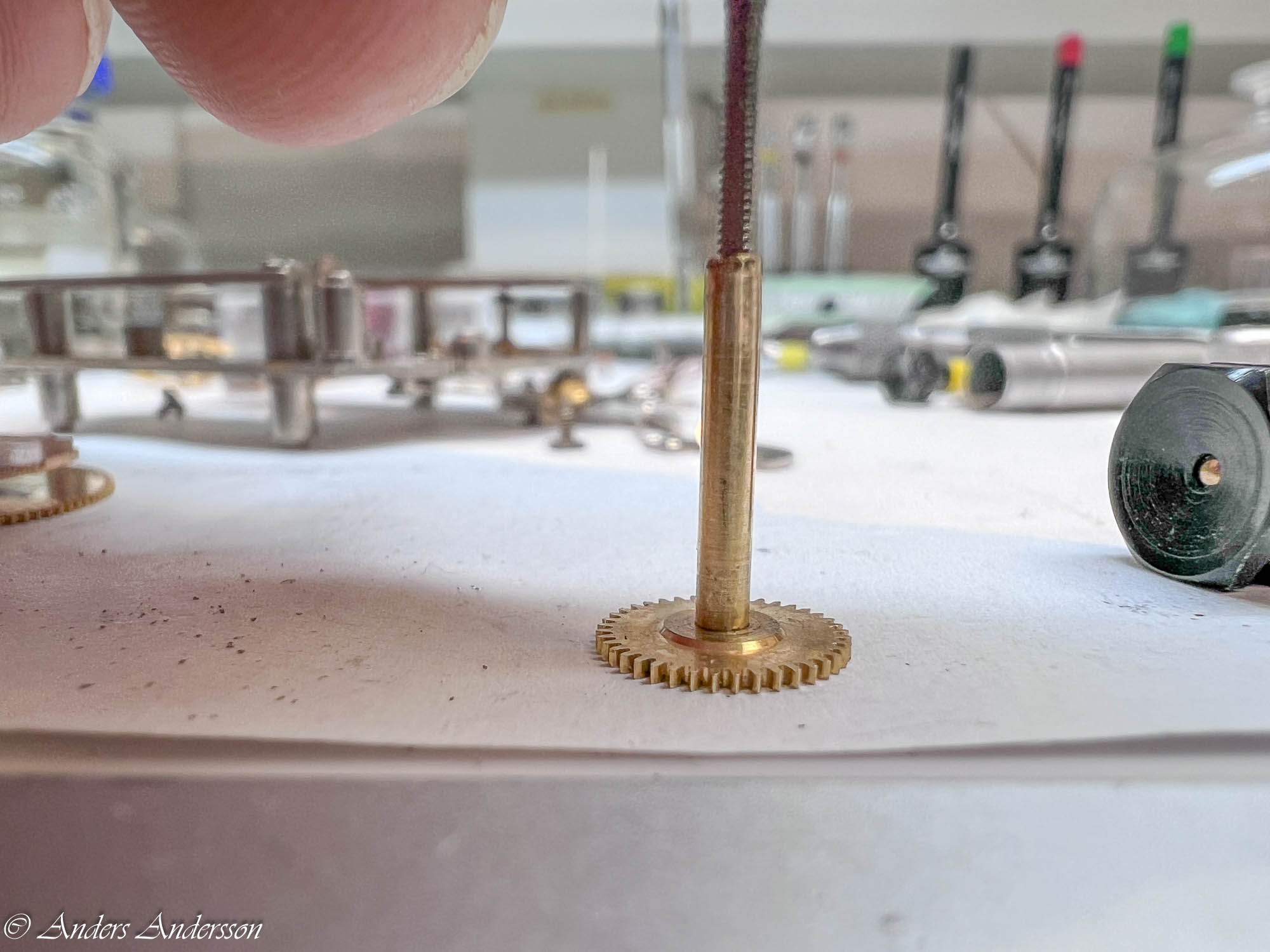
 En kund undrade om jag kunde hjälpa till att reparera eller tillverka nya fjäderhuskärnor.
En kund undrade om jag kunde hjälpa till att reparera eller tillverka nya fjäderhuskärnor.





















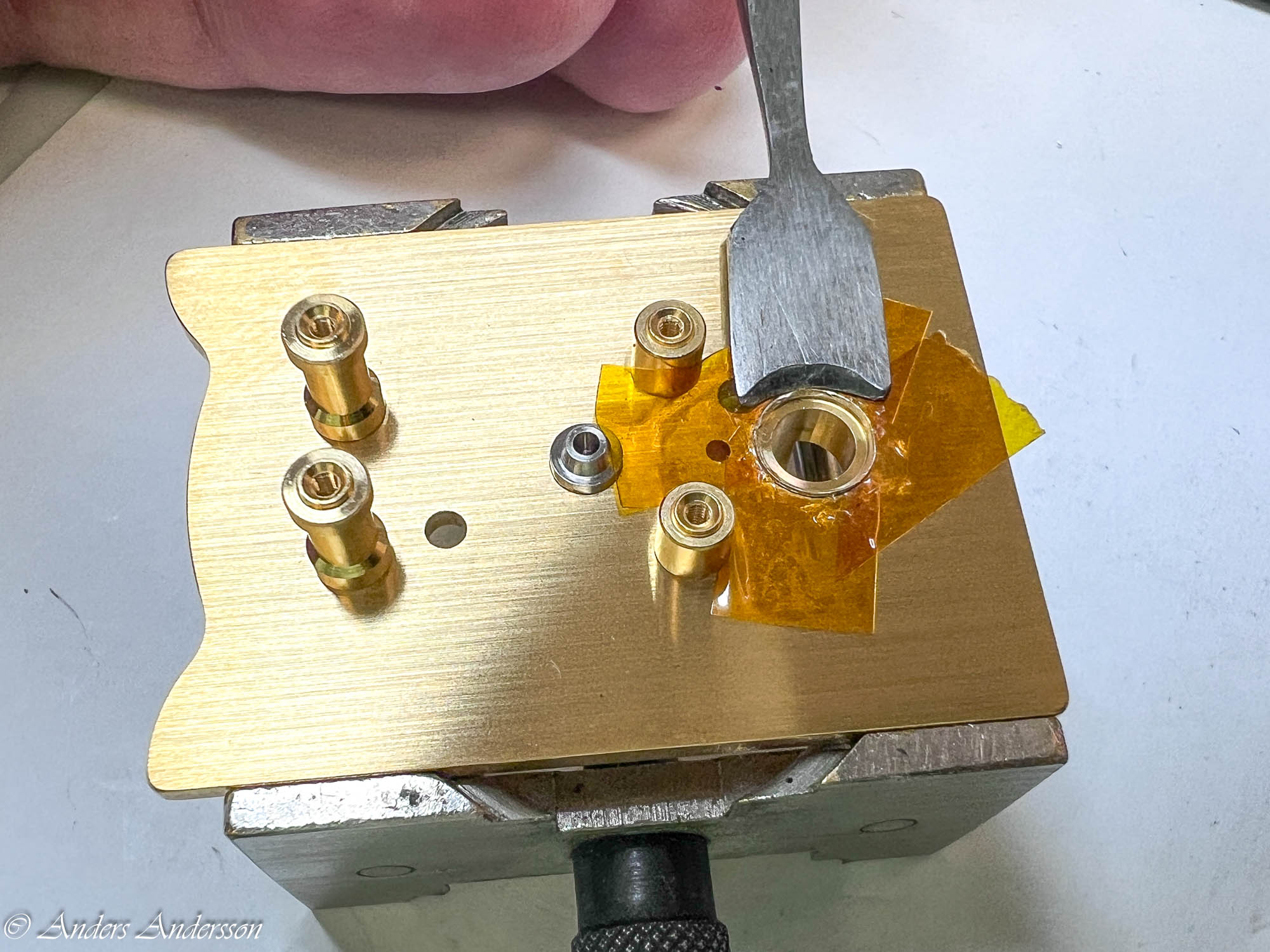
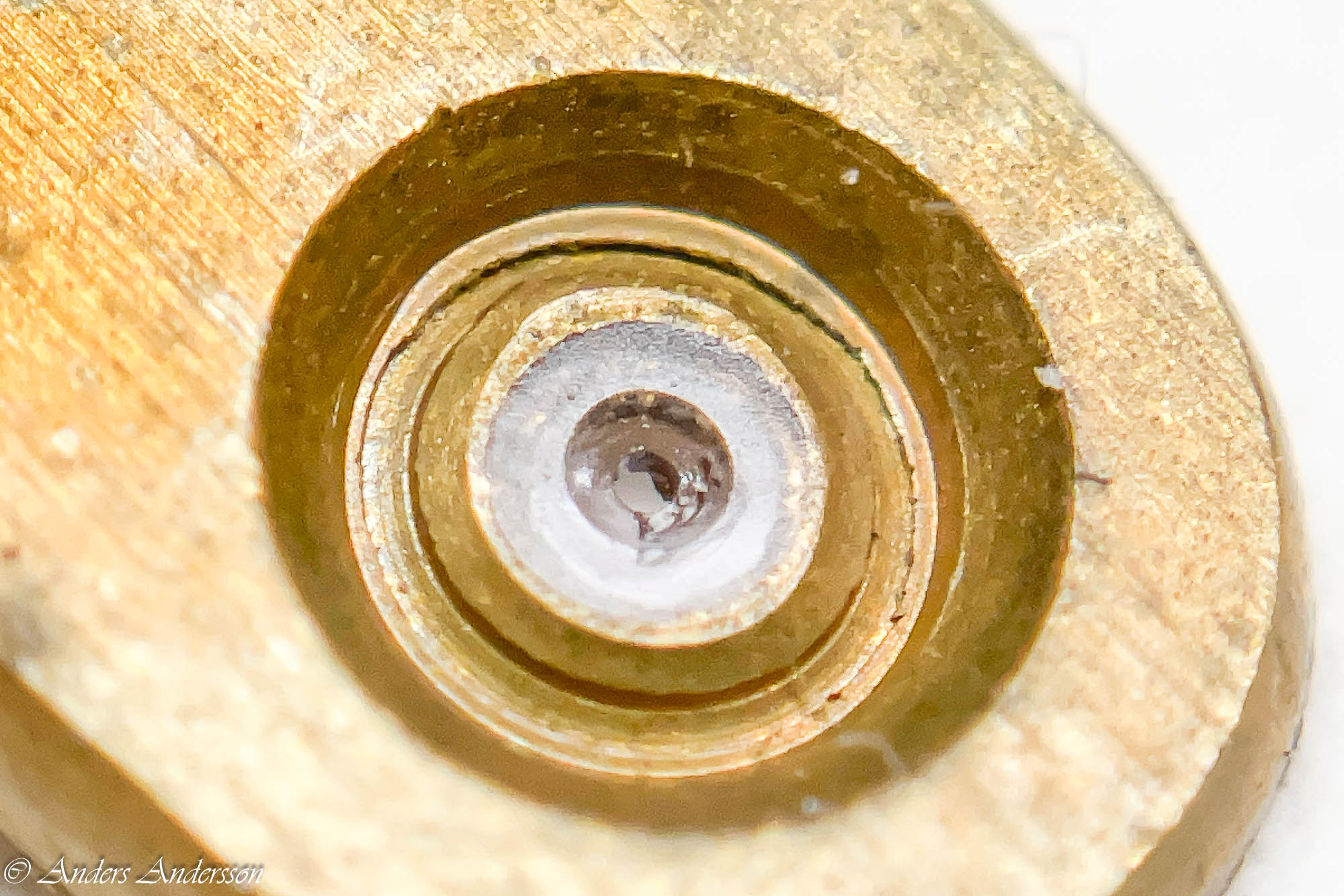
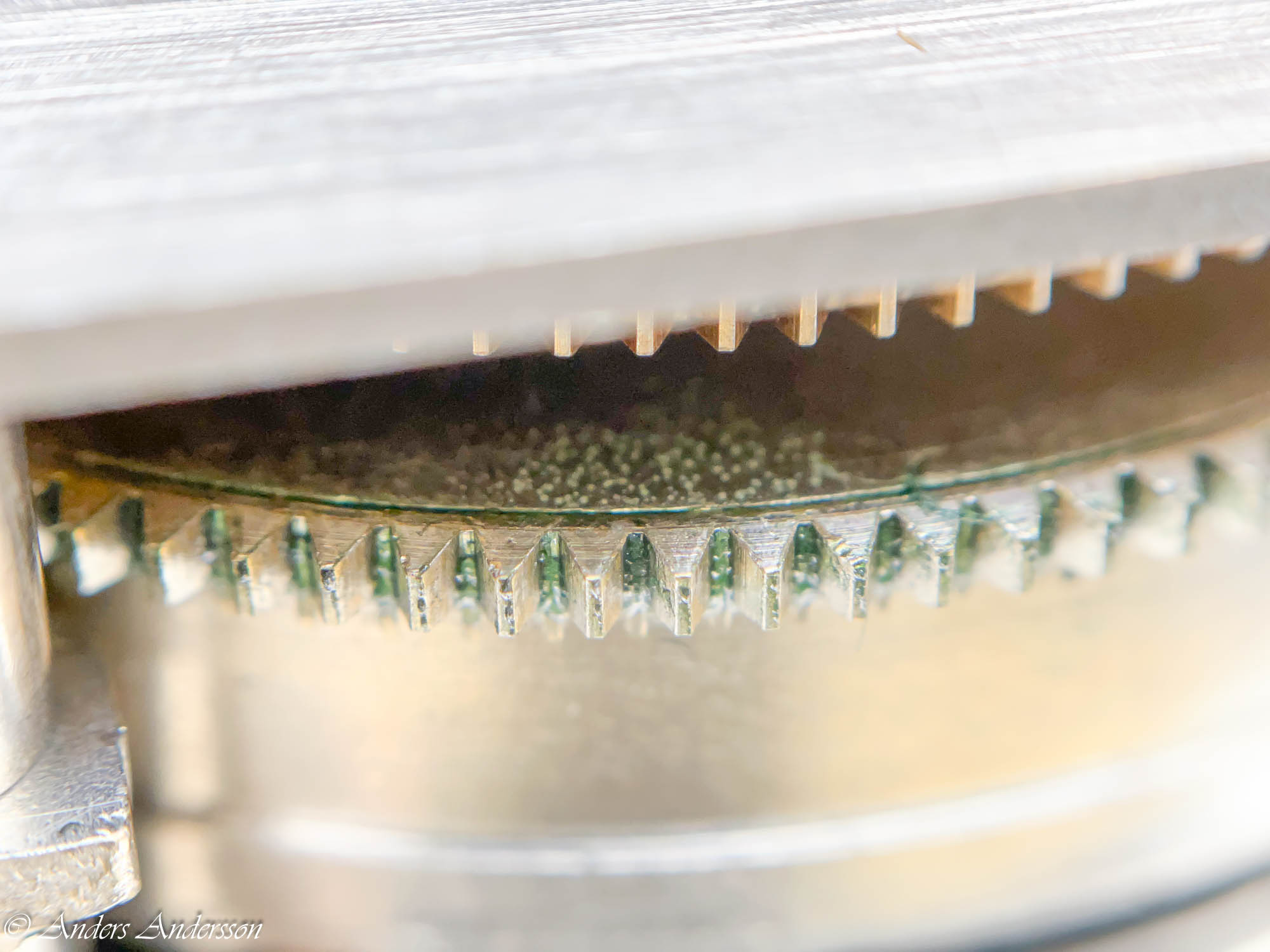 Här ser man att verket är ”rengjort” men inte tillräckligt.
Här ser man att verket är ”rengjort” men inte tillräckligt.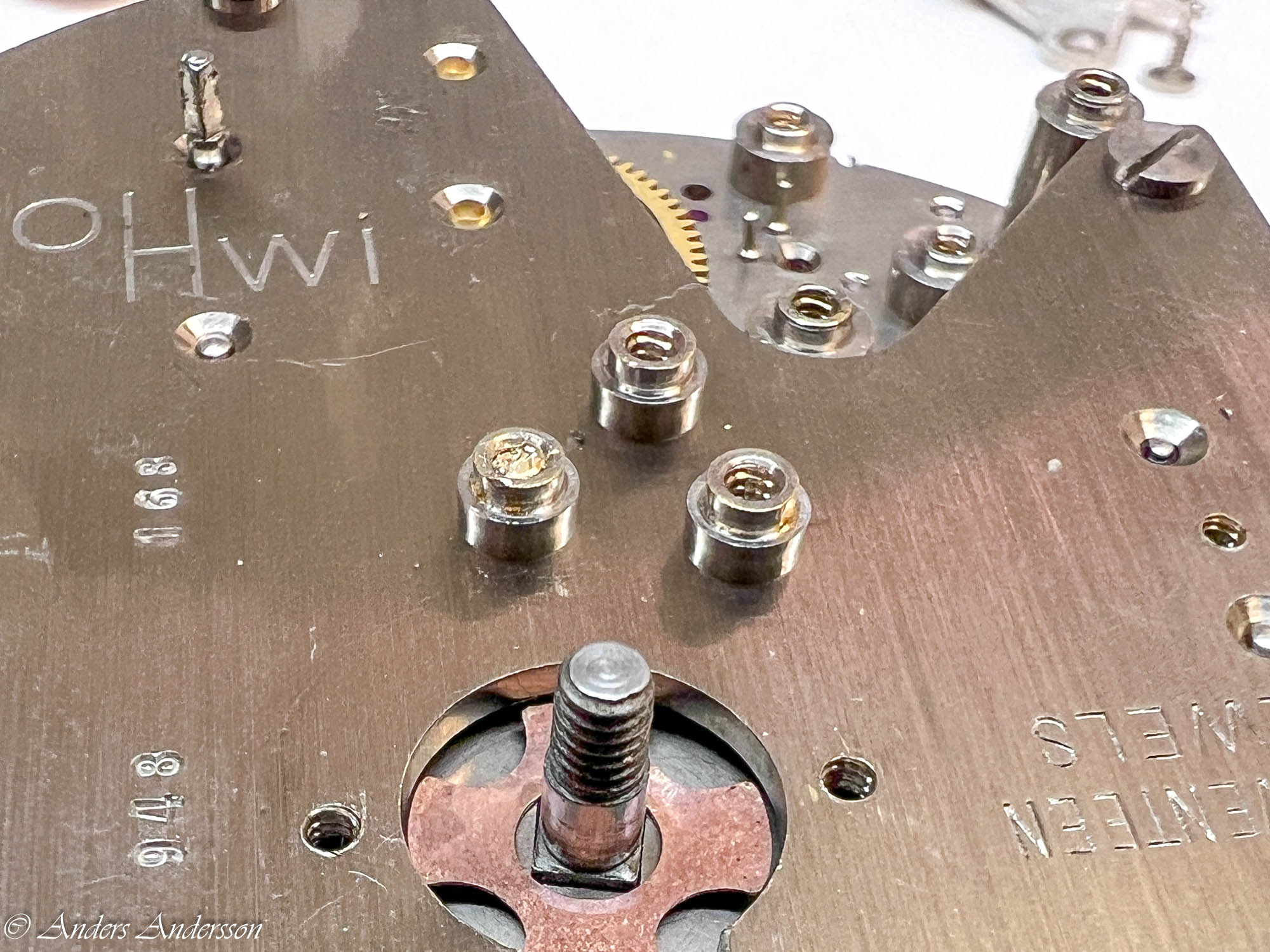



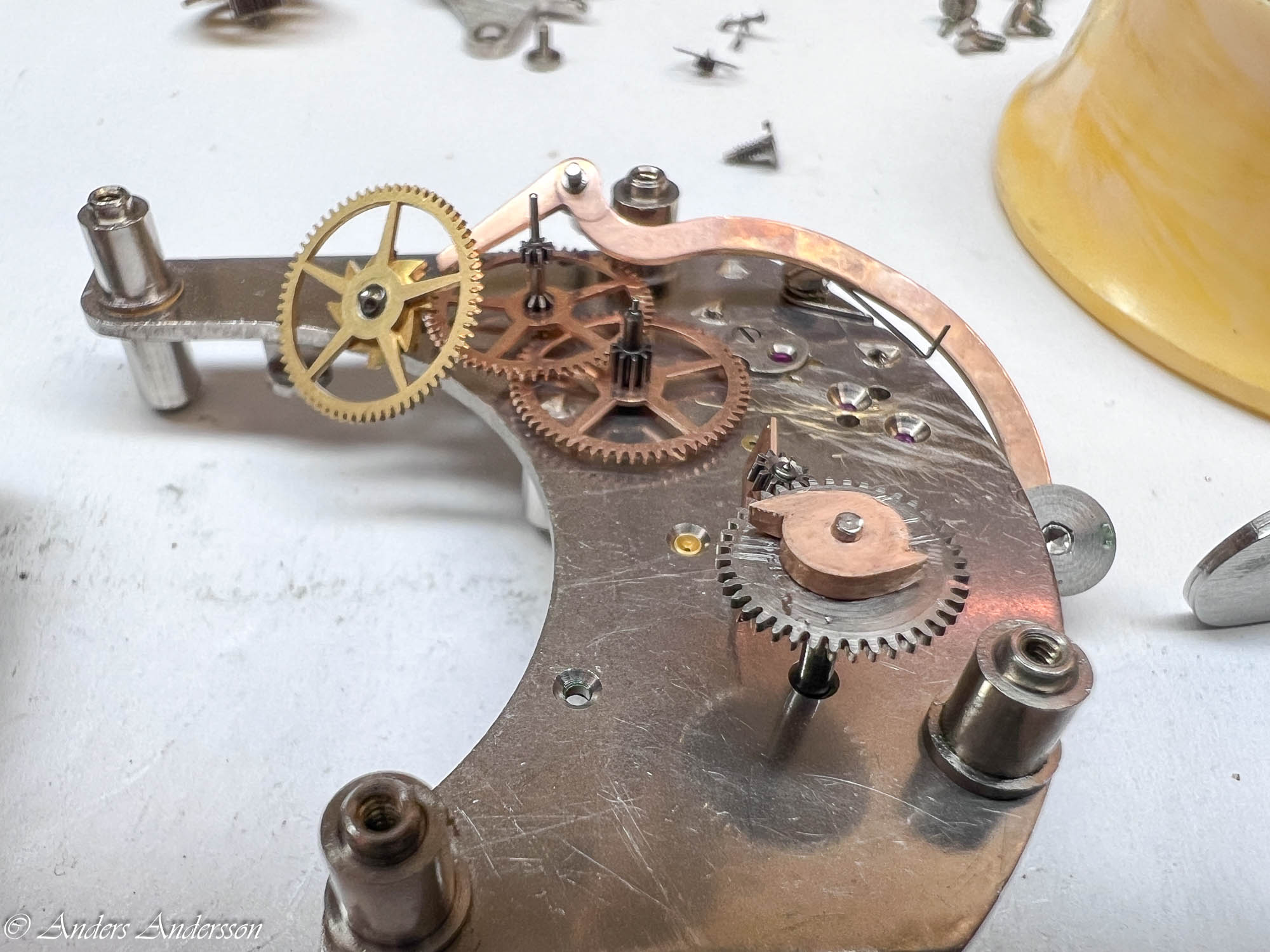

























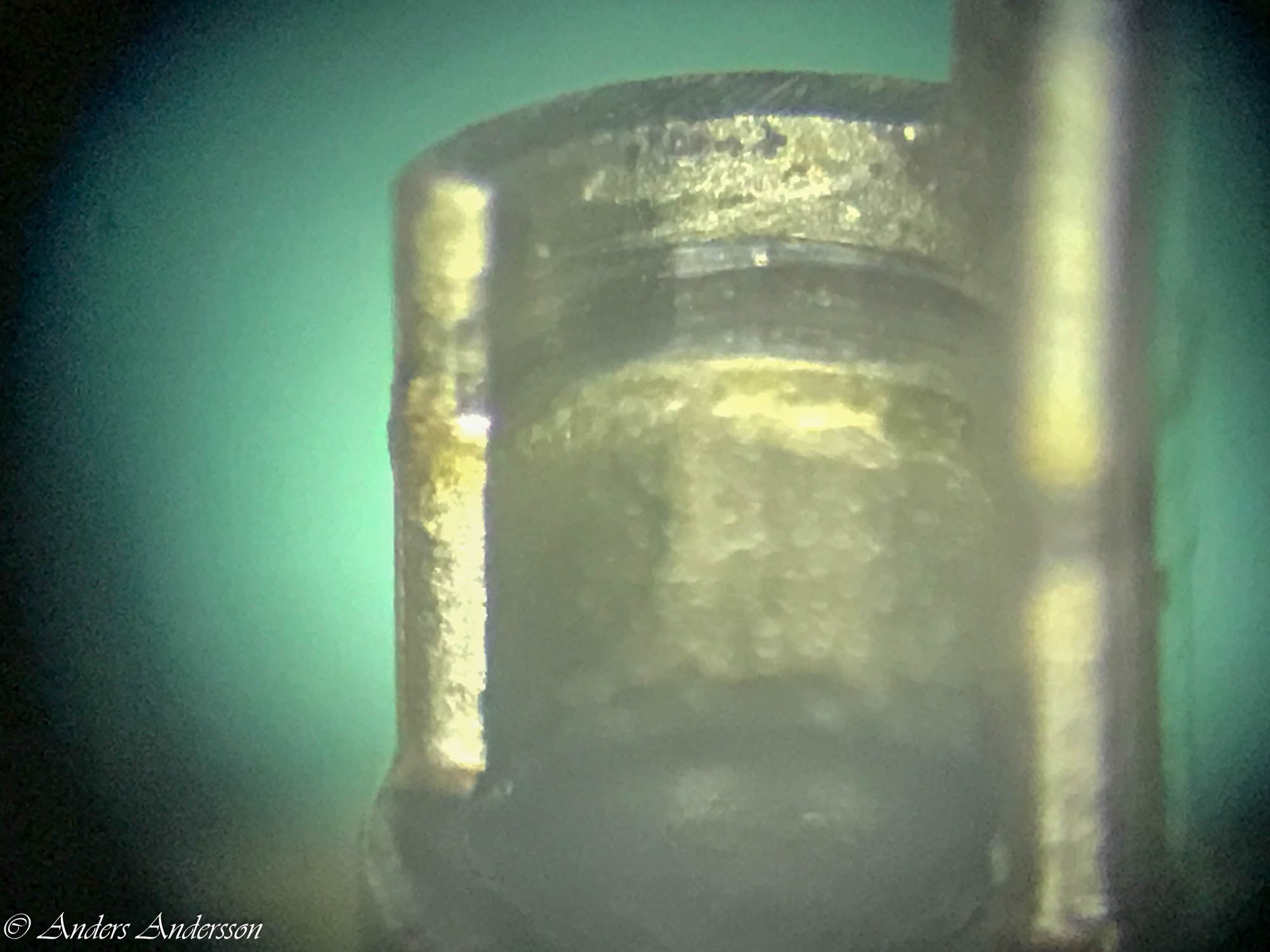
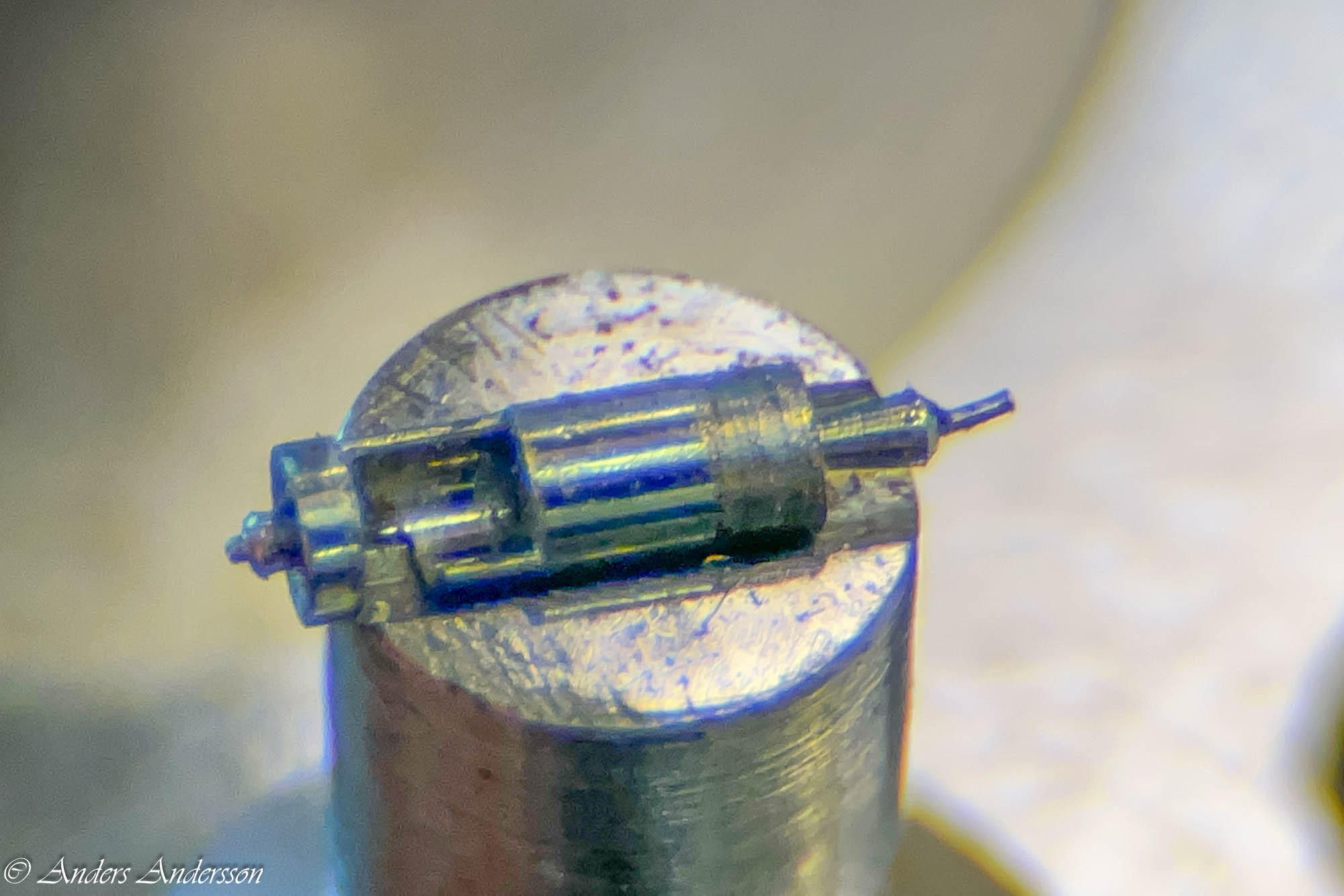
 Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.
Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.

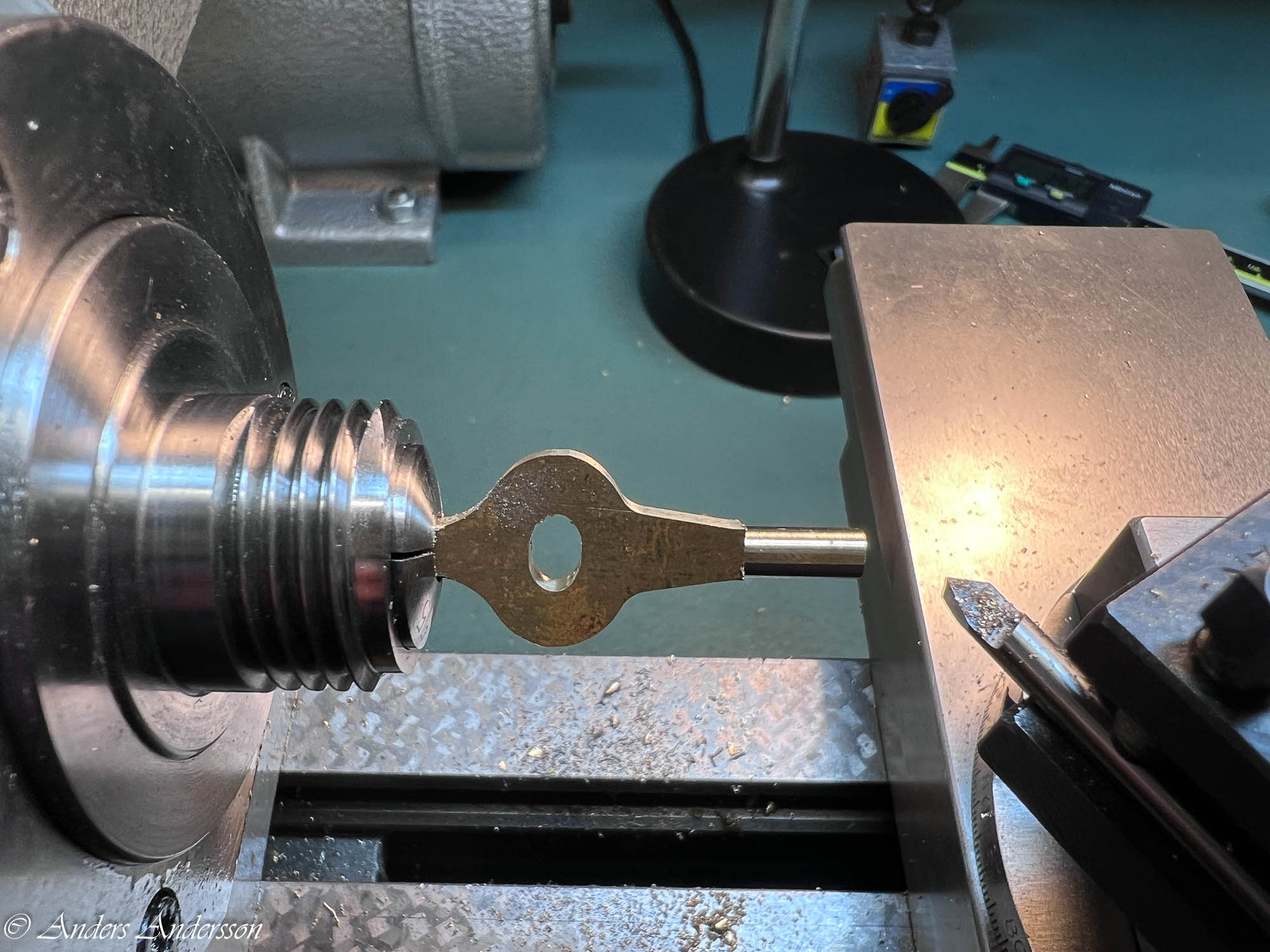
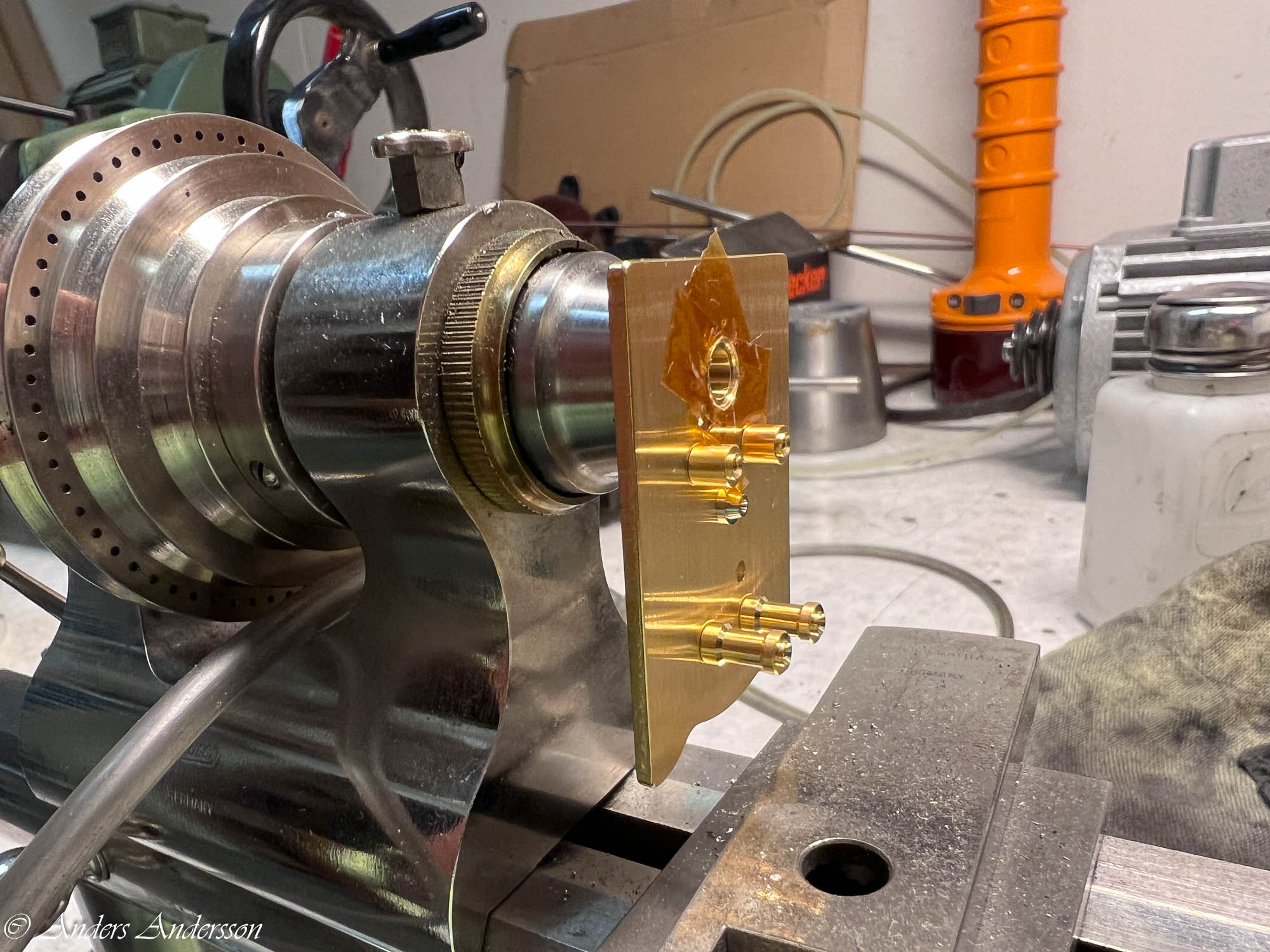
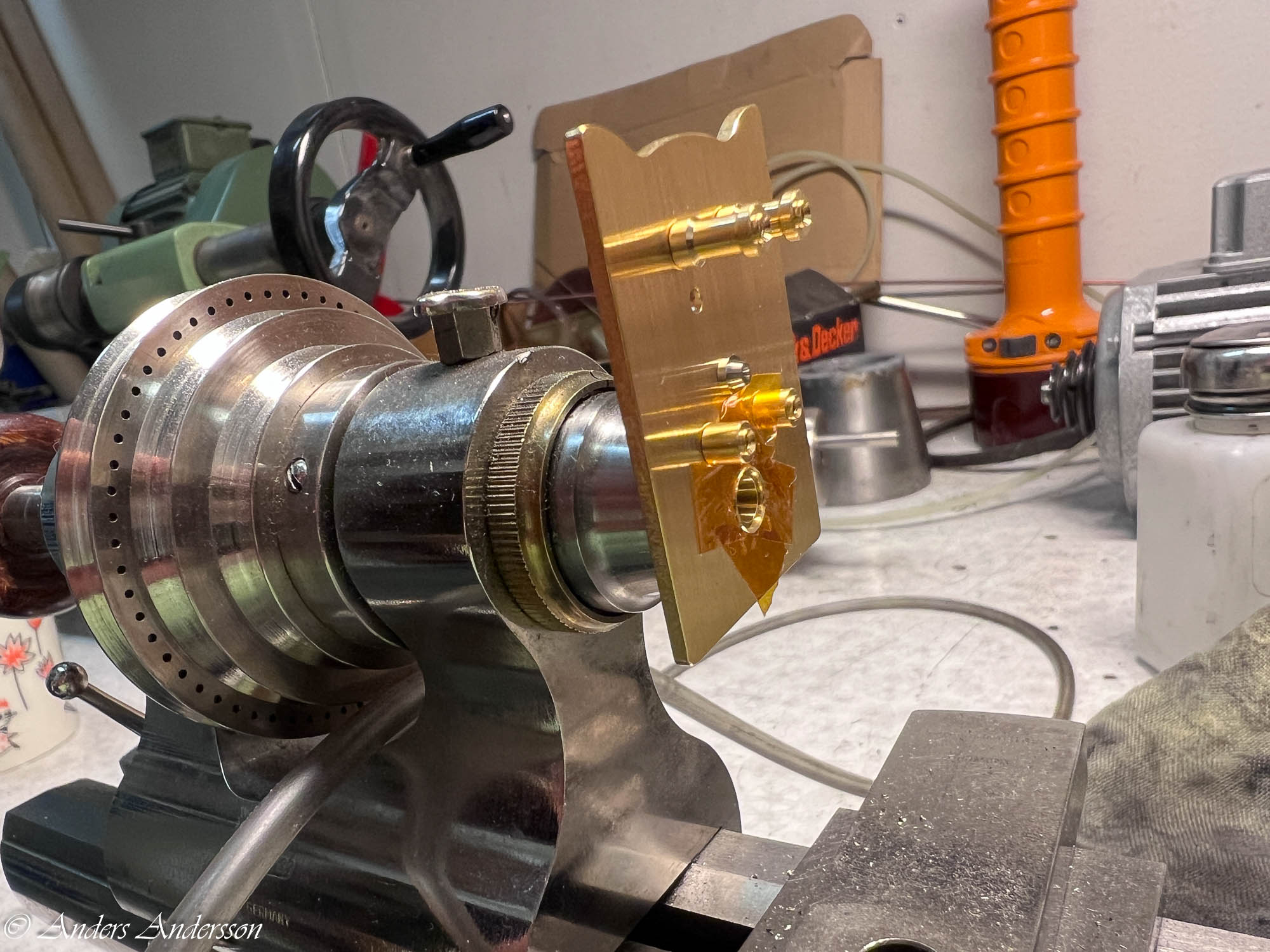
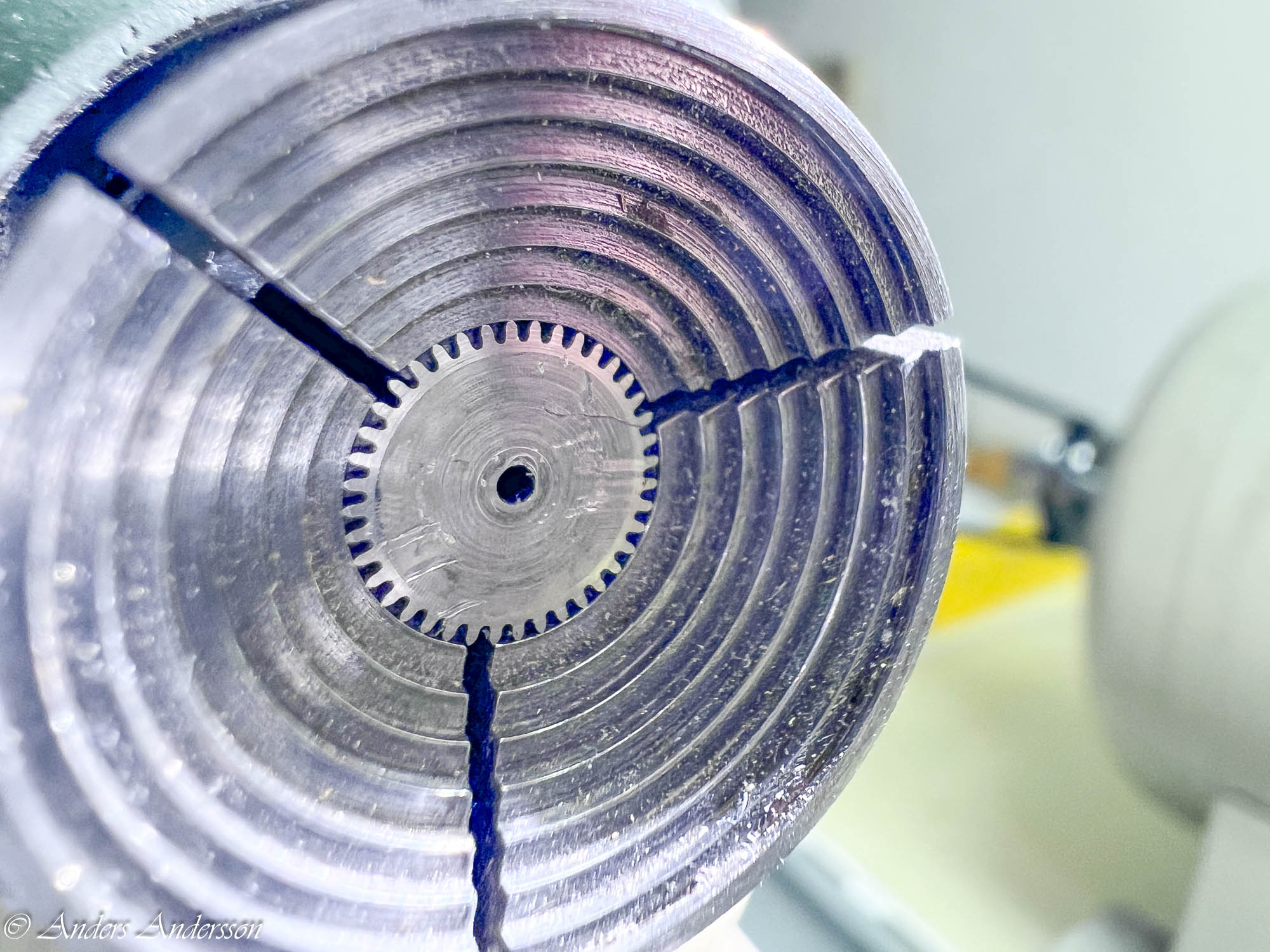
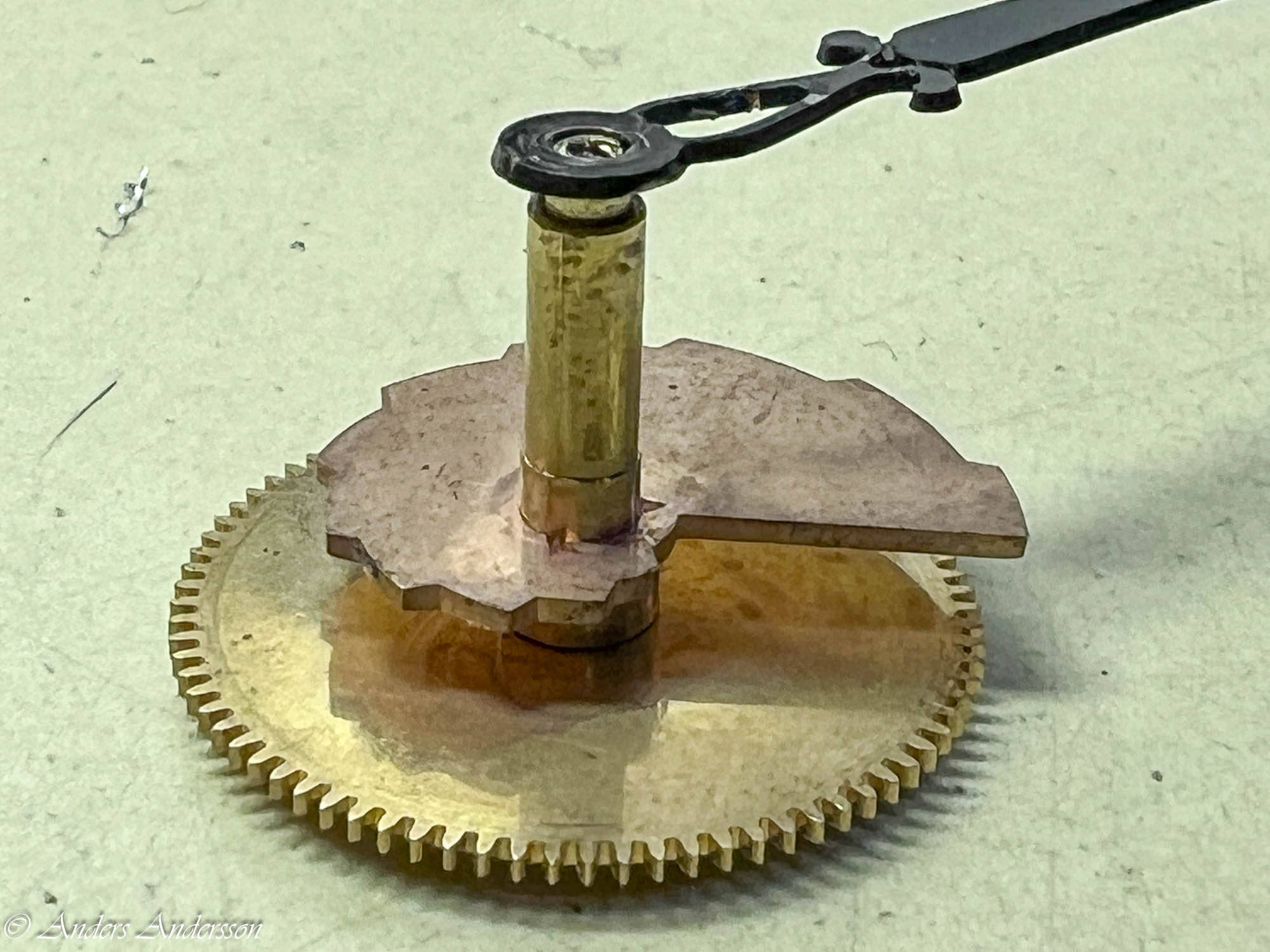
 Balansen centreras med hålskivan i svarven.
Balansen centreras med hålskivan i svarven.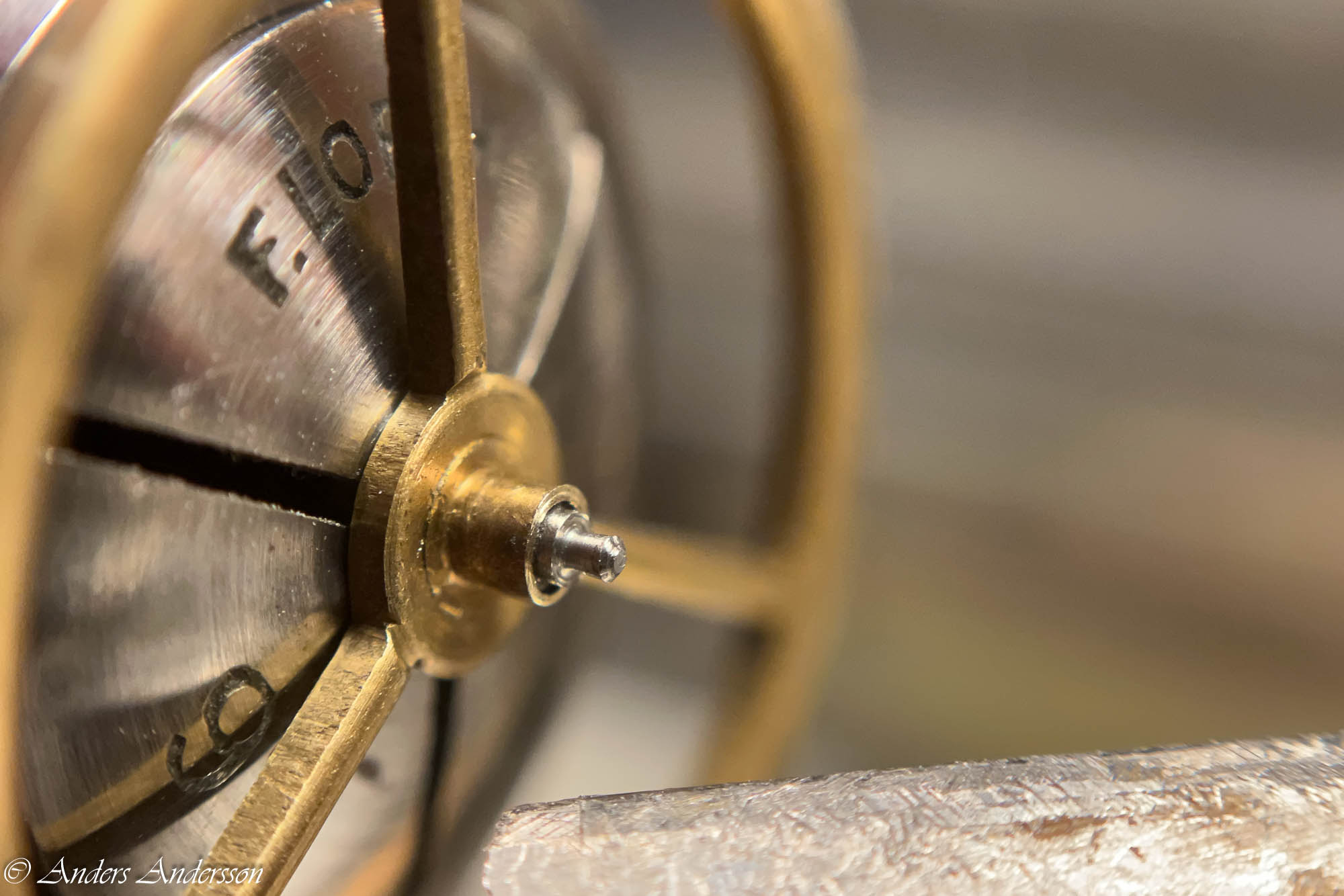


















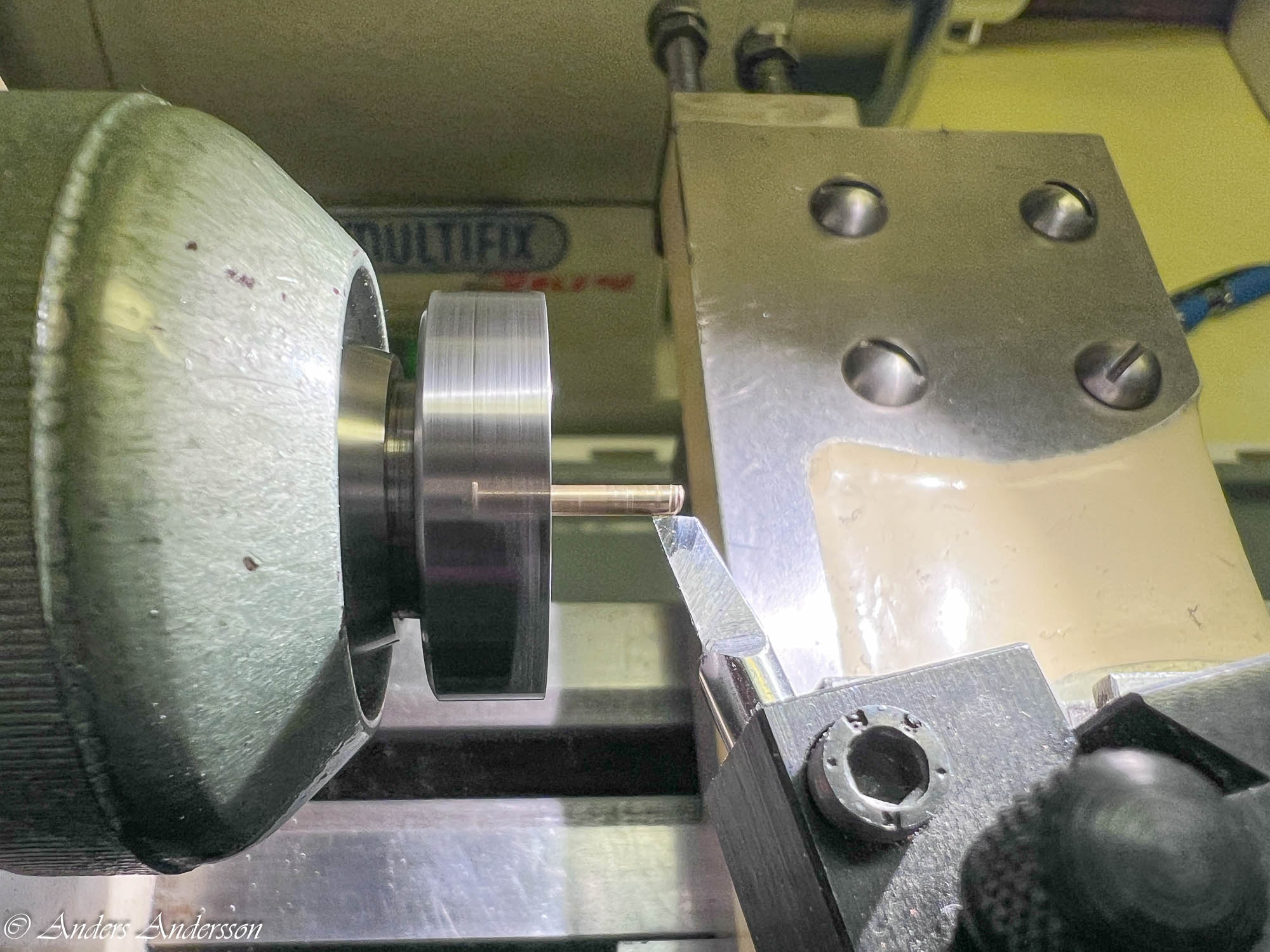
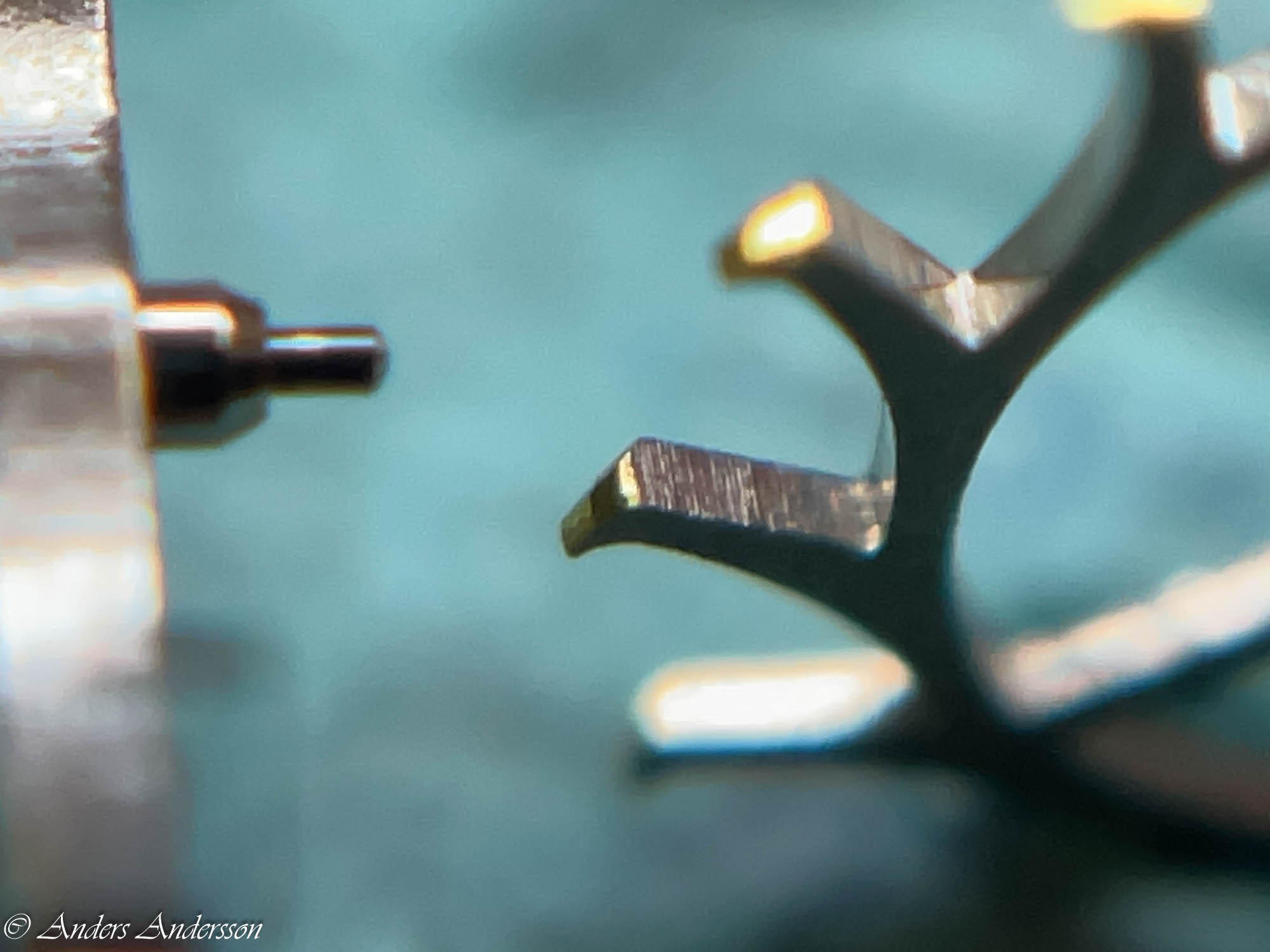
 Tappen lös.
Tappen lös.

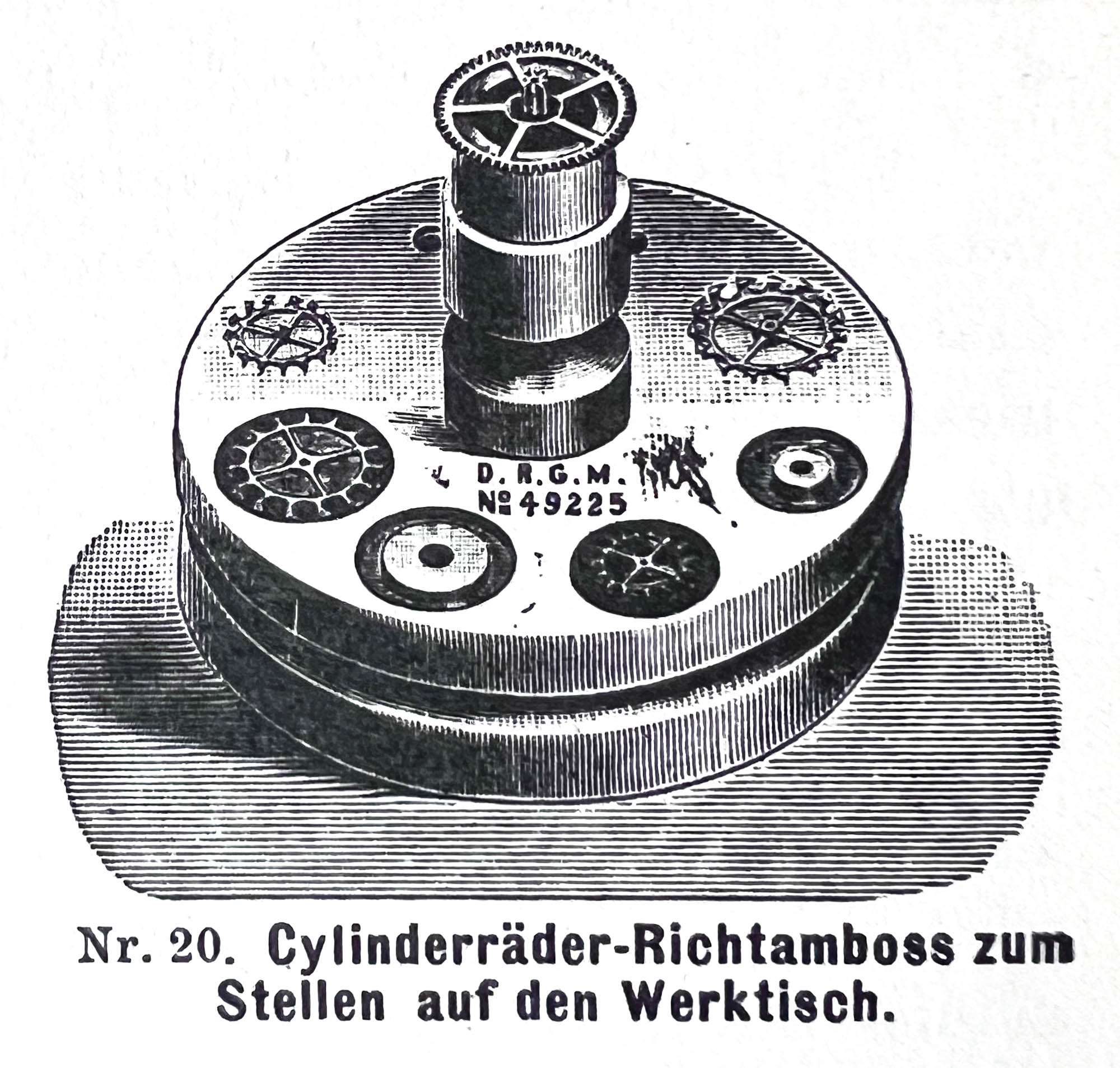
 Med en tung fot av troligen zink.
Med en tung fot av troligen zink.


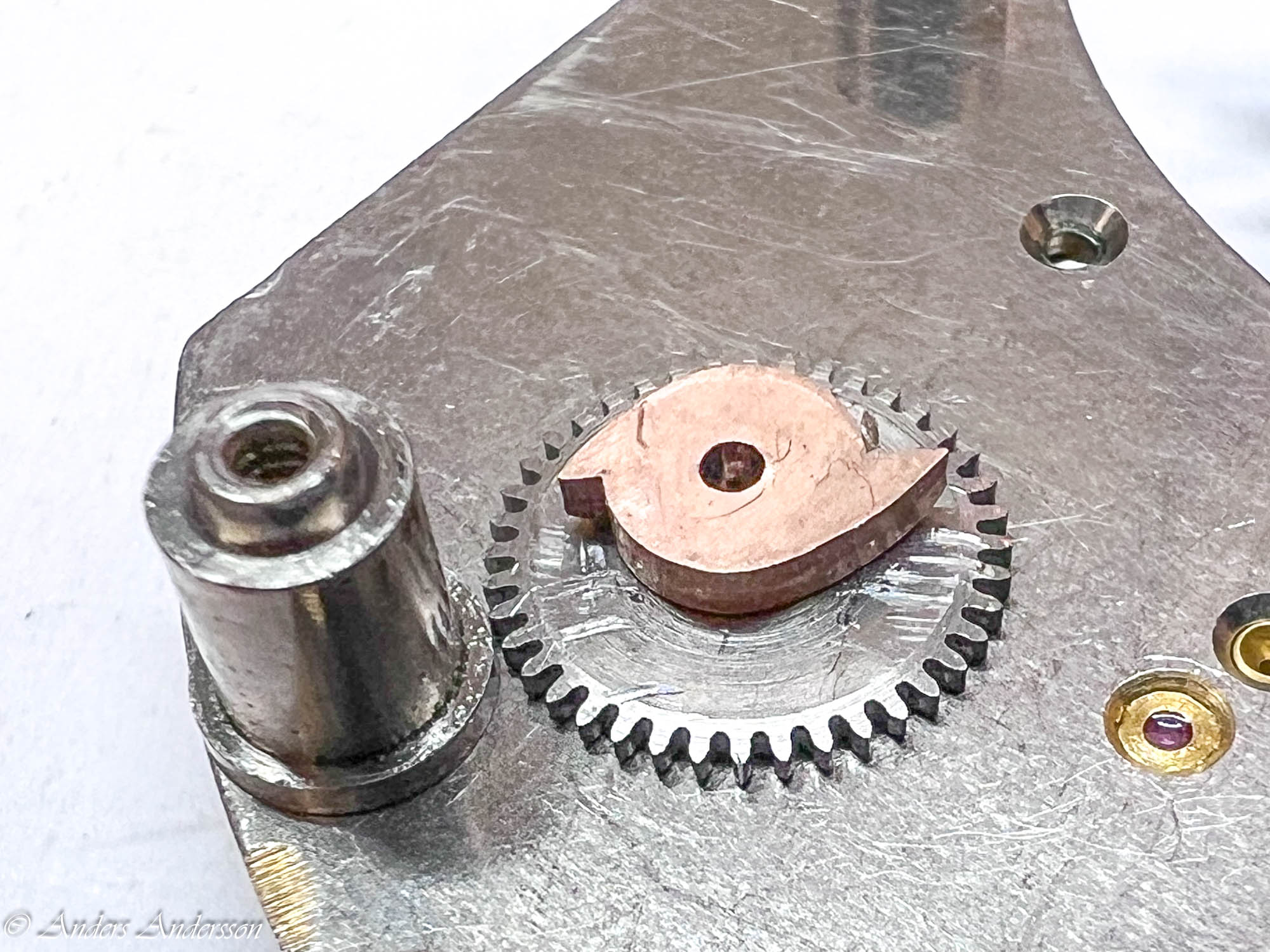
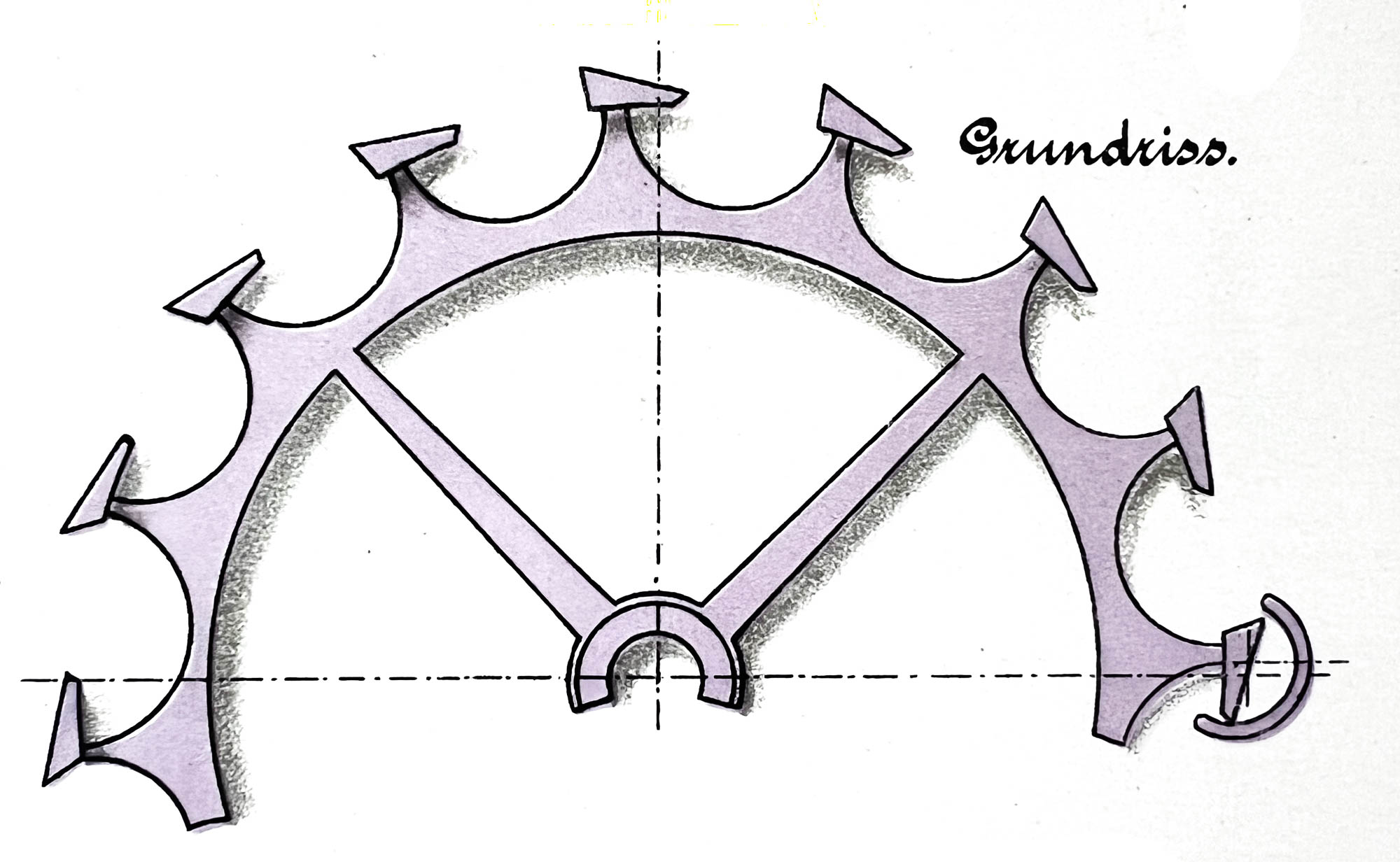
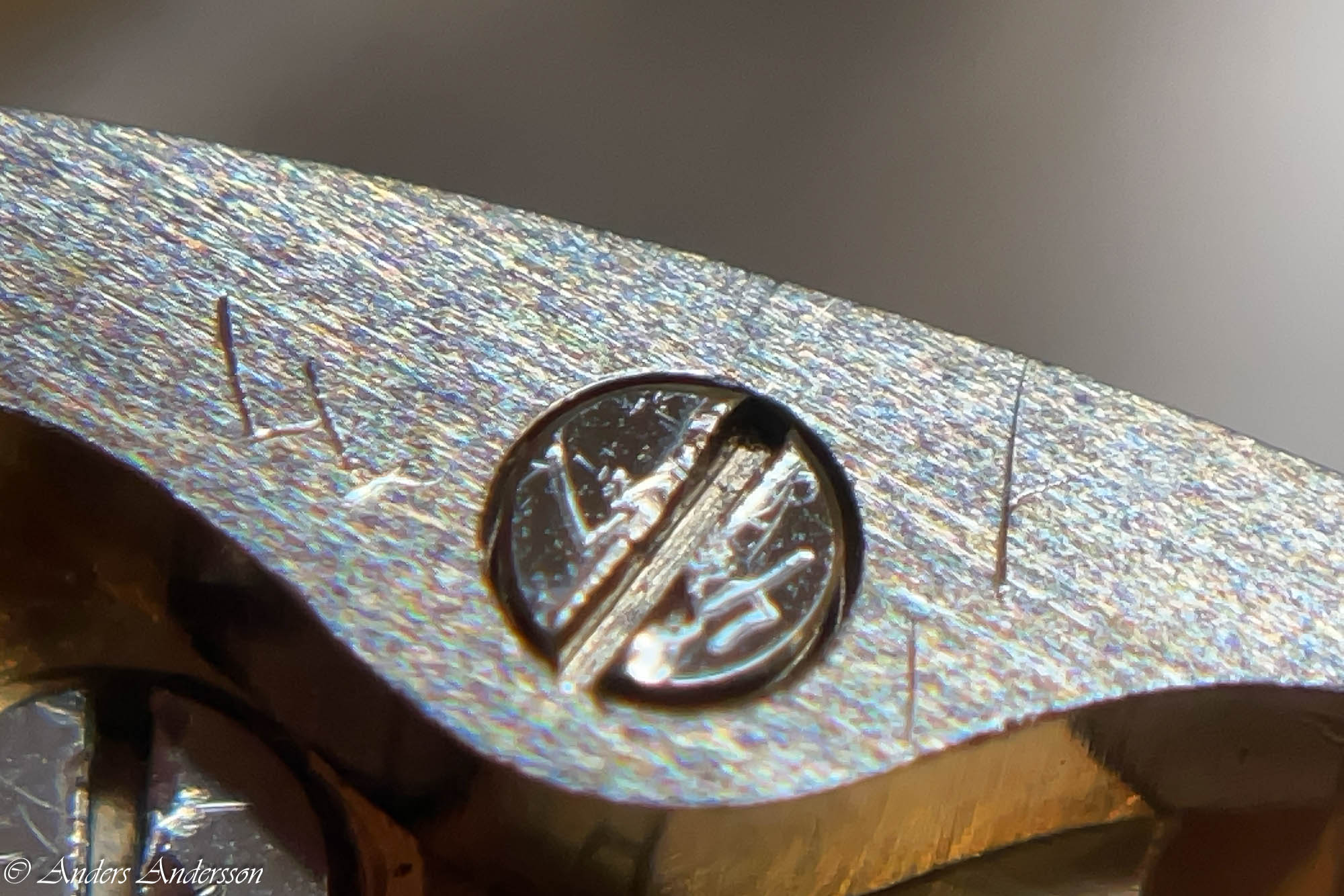
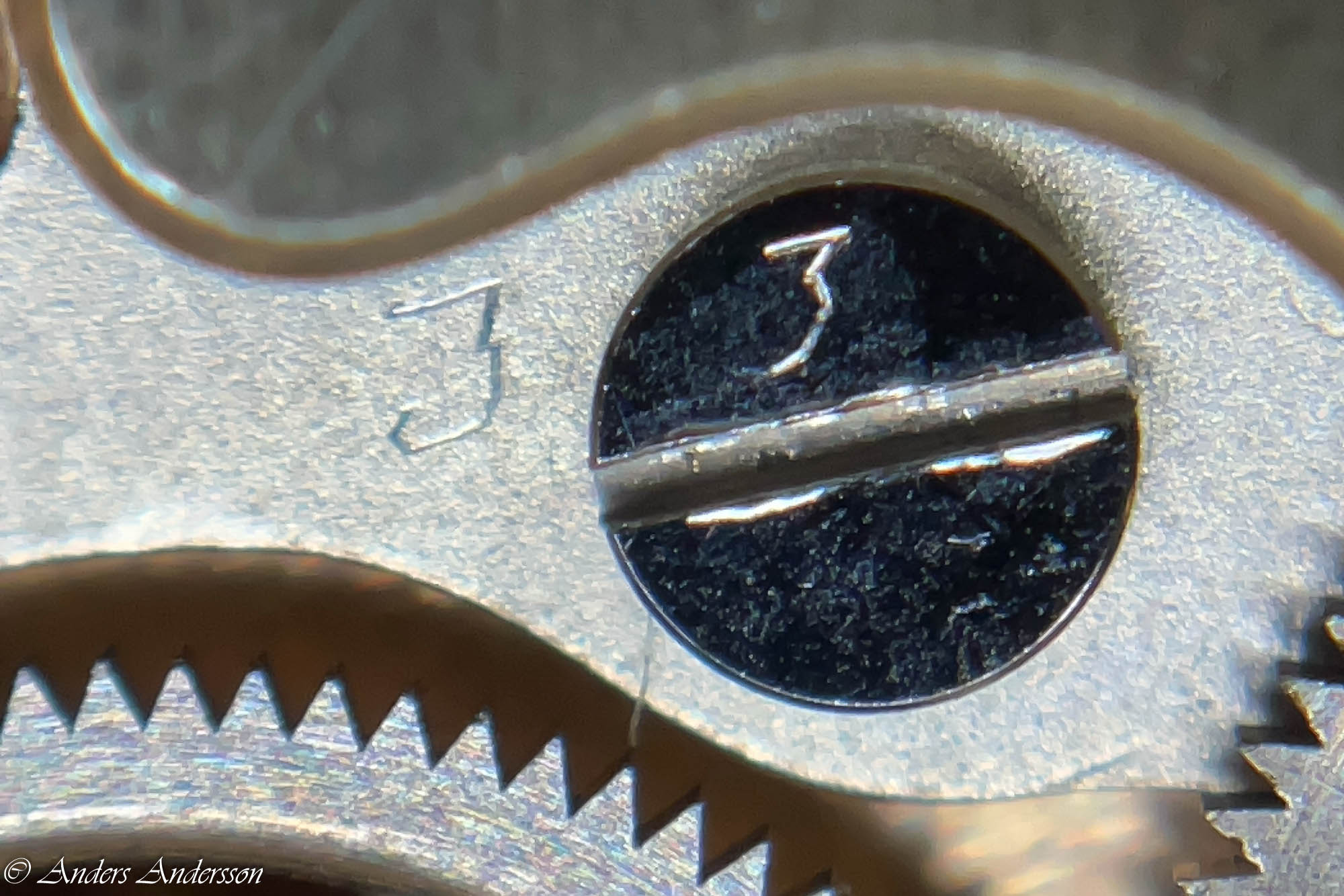
 Pelarhjulets skruv märkt med K L. Man ser även att en av pelarna är avbruten.
Pelarhjulets skruv märkt med K L. Man ser även att en av pelarna är avbruten.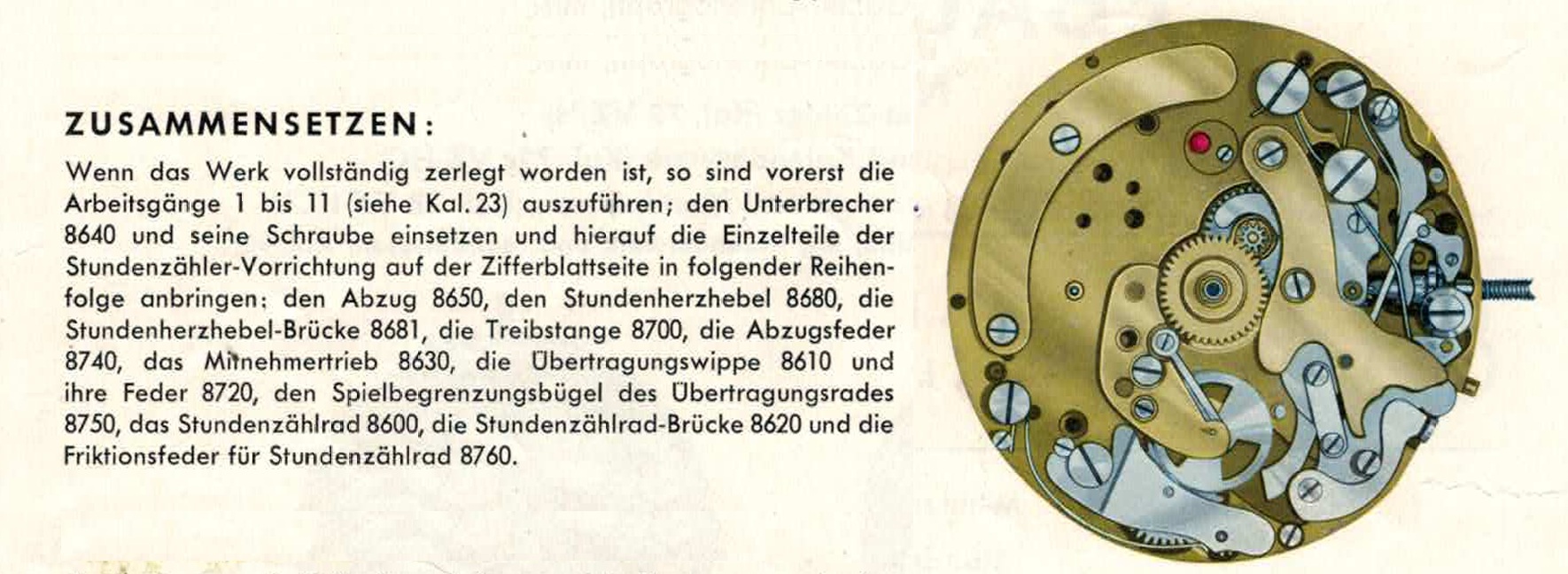

























 Limmade fast de nya tänderna på hjulet.
Limmade fast de nya tänderna på hjulet.