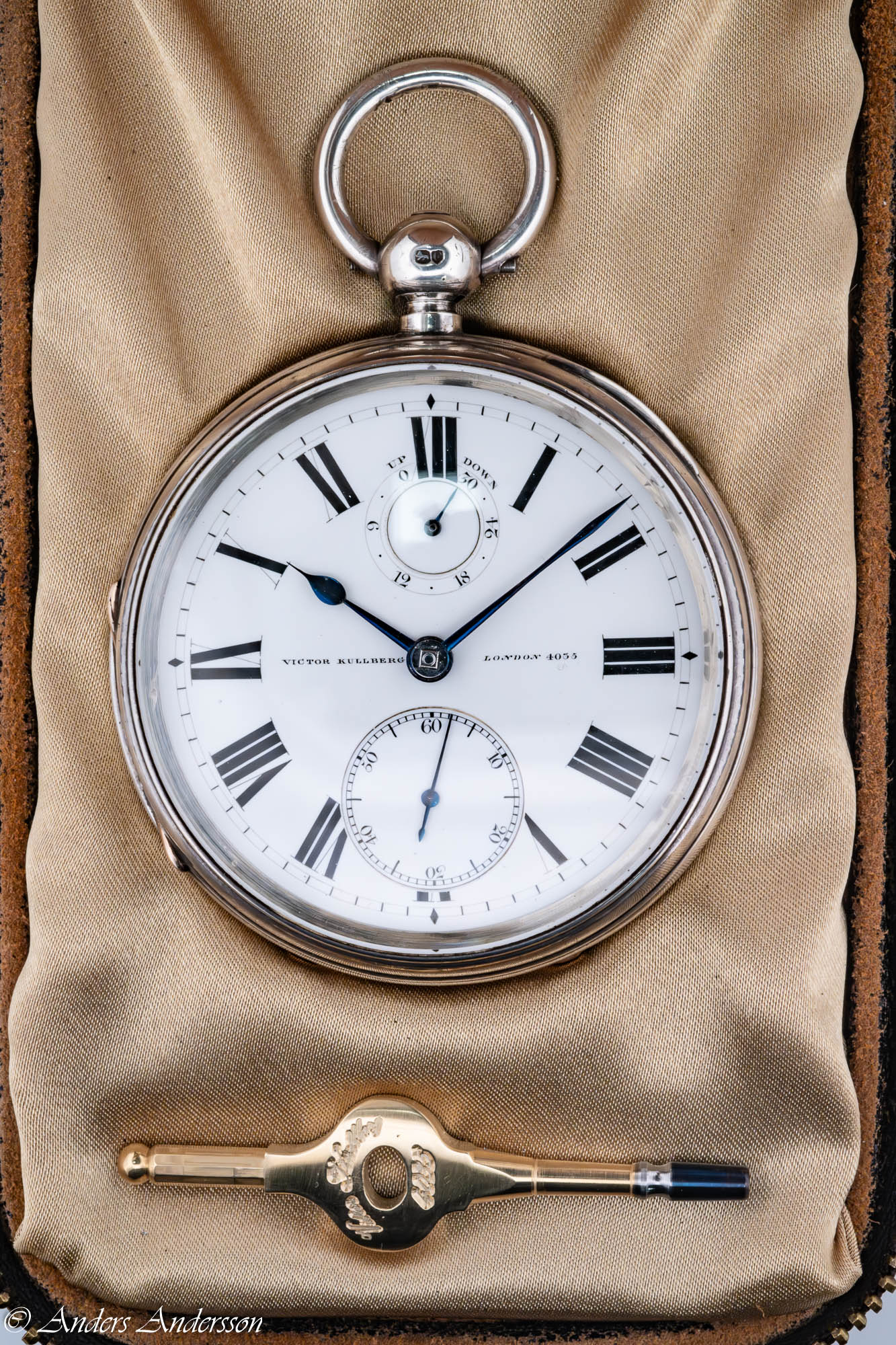
Under 2024 gjorde jag en omfattande renovering av däckskronometer nr. 4035 från den svenskfödde kronometermakaren Victor Kullberg. Det var en intressant renovering med många olika moment i olika svårighetsgrader.

Jag har publicerat två artiklar i Svensk Urmakeritidning – Nr 1 mars 2025 om personen Victor Kullberg och om renoveringen av kronometern, men jag tänkte utveckla mig lite mer här i denna blogg.
(Du vet väl alla är välkomna som medlem i SUF – Sveriges Urmakareförbund, något som jag tycker alla med urmakeriintresse, företagare med anställd urmakare eller utbildade urmakare ska vara. För att urmakarskolan ska fungera och för att vårt yrke ska bevaras och blomstra även i framtiden krävs ett starkt urmakarförbund där gesällproven har en central betydelse. För att kvalitén på gesällproven ska garanteras bestäms och kontrolleras de av en yrkesnämnd som är tillsatt av Sveriges Urmakareförbund. Swisha 400:- till 123-0027532, ange din epost som referens. Du kommer att få tidningen samt inbjudan till öppet hus på urmakarskolan samt till middag på kvällen. I år 2025 går detta av stapeln i Motala lördagen den 5/4.)
Tänkte börja med att berätta lite om
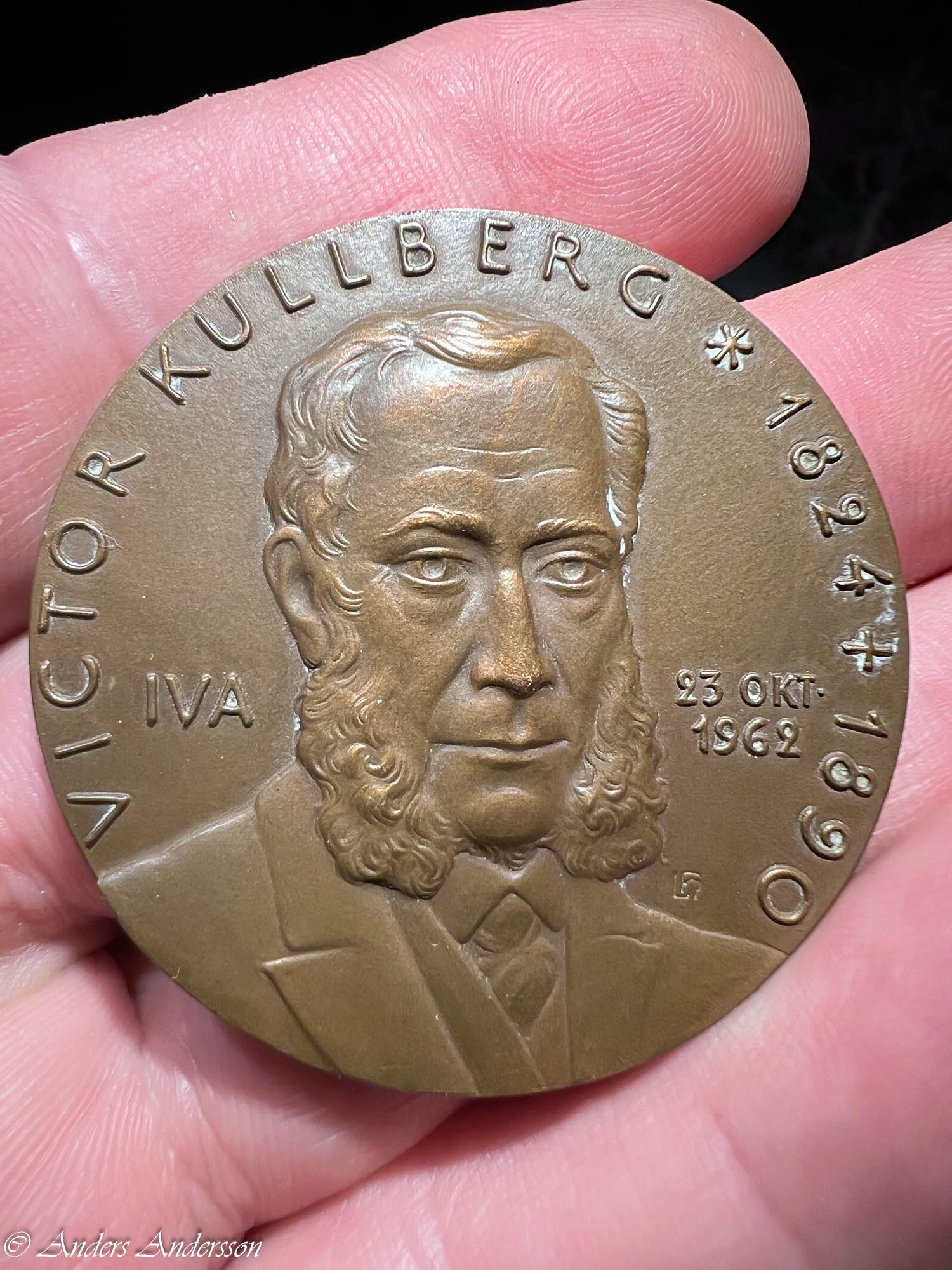
Victor Kullberg

Bild från tidningen ”Svalan” från 1872, Victor var då 48 år.
Victor Kullberg föddes 1824 i Visby. Redan i ung ålder visade Victor fallenhet för teknik och lär ha byggt egna mekaniska leksaker. Han hade litet intresse av skolarbete och Victors farbror rekommenderade honom som sextonåring att gå i lära hos en urmakare i staden – Victor Söderberg.
Söderberg blev inspirerad av en skeppskronometer som bärgats vid en förlisning och tillverkade 1833 en egen kronometer – Nr 1.
1840 flyttar Söderberg sin verksamhet till Stockholm och startar där en kronometerfabrik på adressen Stortorget 7. Victor Kullberg följde med till Stockholm och lärde sig under ett år allt om tillverkning av kronometrar. (I Sverige – till skillnad från till exempel England tillverkade lärlingen alla delar till ett ur, och gjorde alla moment själv – så klart en väldigt bra skola. Senare, i England var Kullberg själv en sådan underleverantör till andra tillverkare som köpte in färdiga eller nästan färdiga komponenter till sina kronometrar och klockor.)
Efter nio år i Stockholm drog Victor Kullberg vidare, den här gången till den kände kronometermakaren Louis Urban Jürgensen i Köpenhamn. Kullberg stannade en kort tid i Köpenhamn innan han 1851 reste till London där han levde fram till sin död 1890.
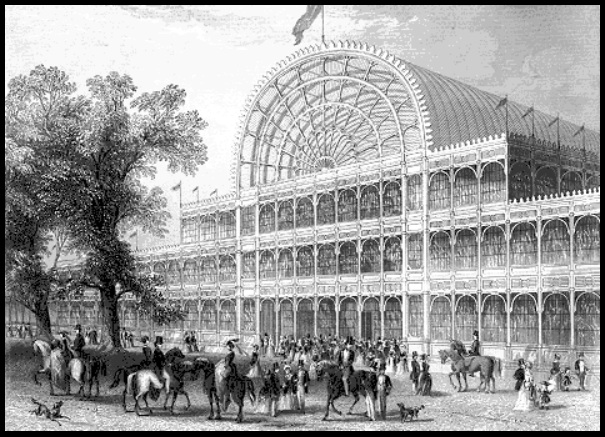
Kullberg reste till London för att besöka världsutställningen 1851.
LONDON
Kullberg startar sin bana i London med att tillverka delar till kronometergången för andra kronometertillverkare. I sitt eget företag, tillverkar han som underleverantör delar till verk, senare tillverkades även fickur med kronuppdrag (till skillnad mot det i Storbritannien vanliga förekommande nyckeluppdraget) och skepps- och däckskronometrar.

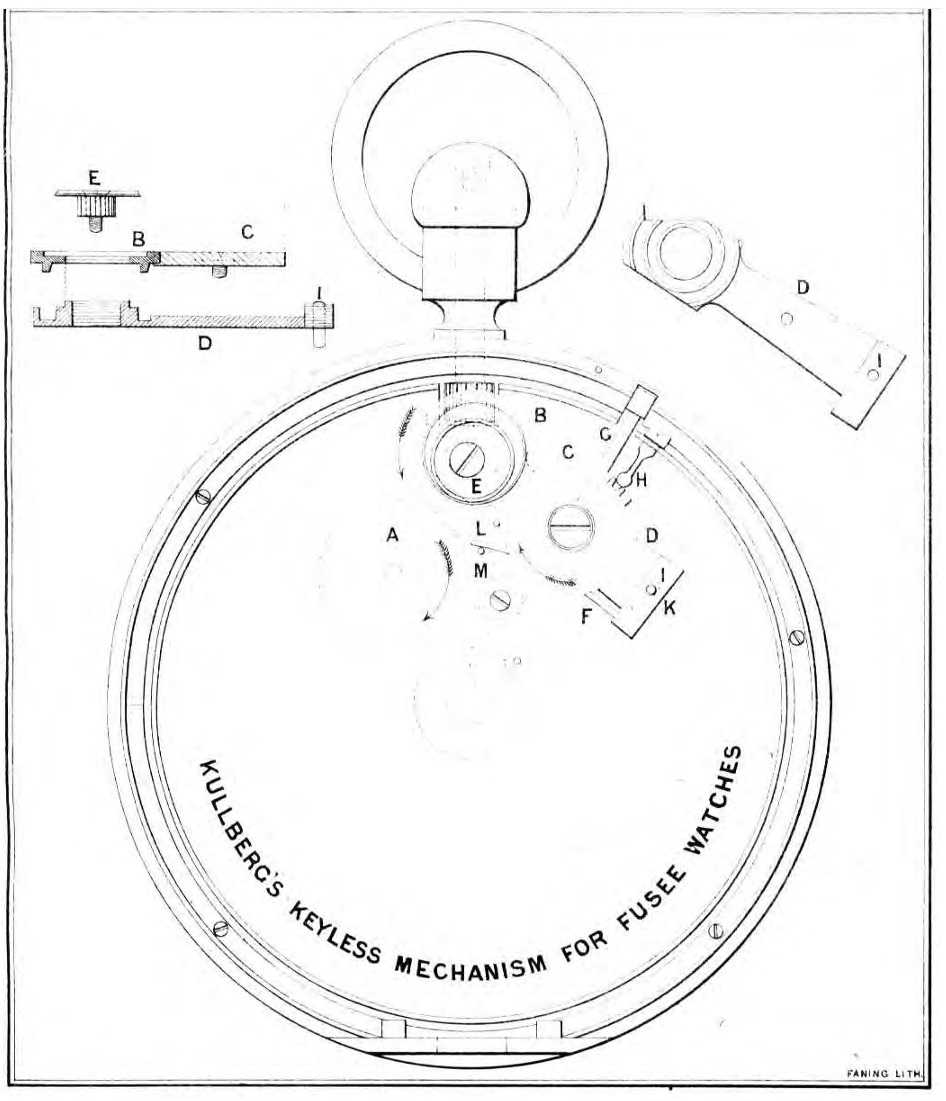
Enkel skiss på en av Kullbergs lösningar på nyckellöst uppdrag. Bild från ”The Horological Journal” Nr 2 i mars 1863
Men det är för de många toppplaceringarna för sina kronometrar som Kullberg blivit mest känd. Han deltog från 1860 fram till sin död varje år vid kronometertävlingarna i Greenwich. De kronometrar som fick bäst resultat köptes in av Marinen.
Kullberg lyckades särskilt bra med att kompensera sina kronometrar för det sekundära felet. Det sekundära felet var dåtidens kronometermakares värsta fiende.
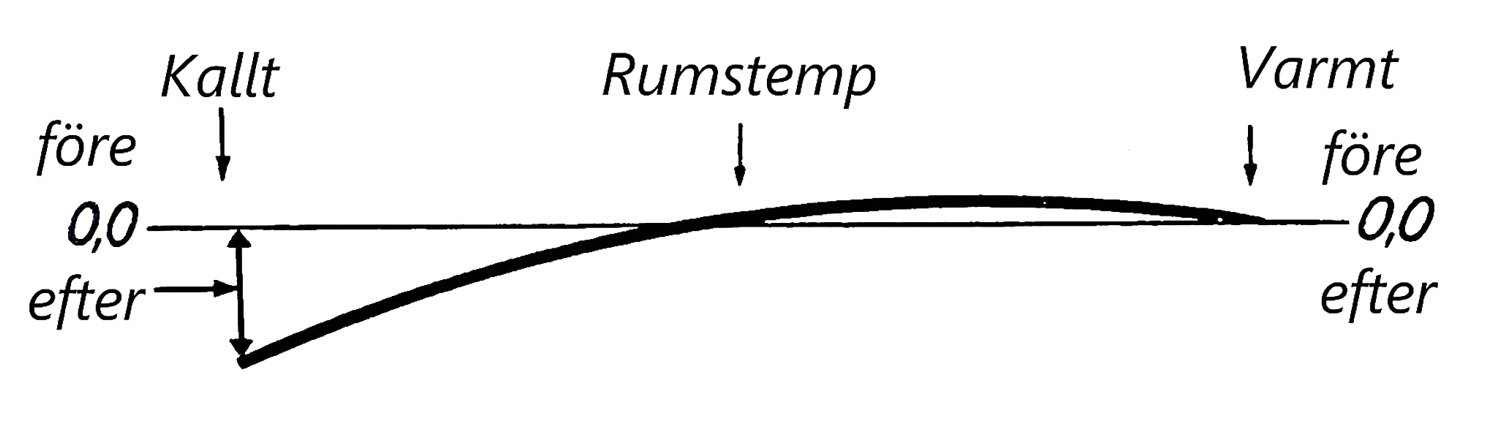
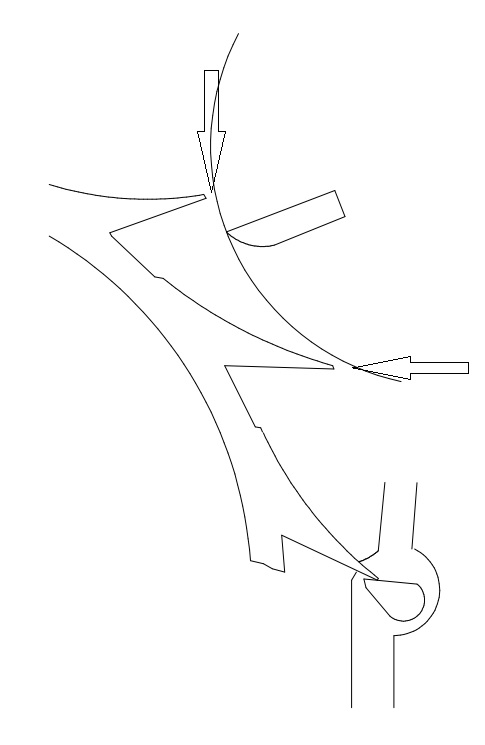
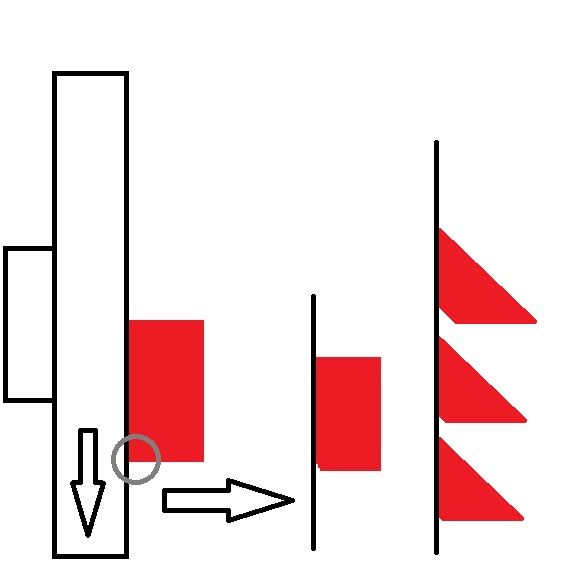
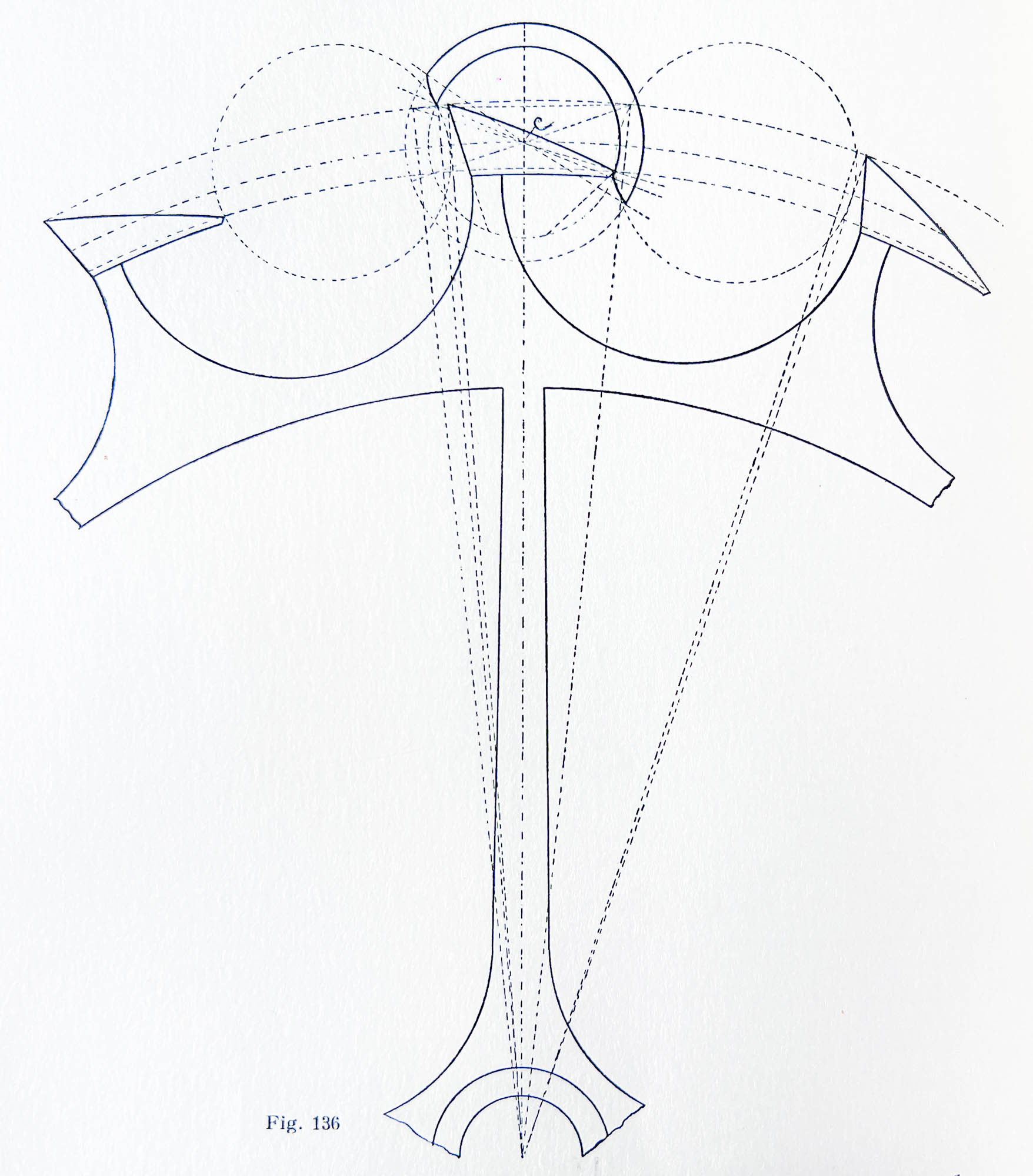
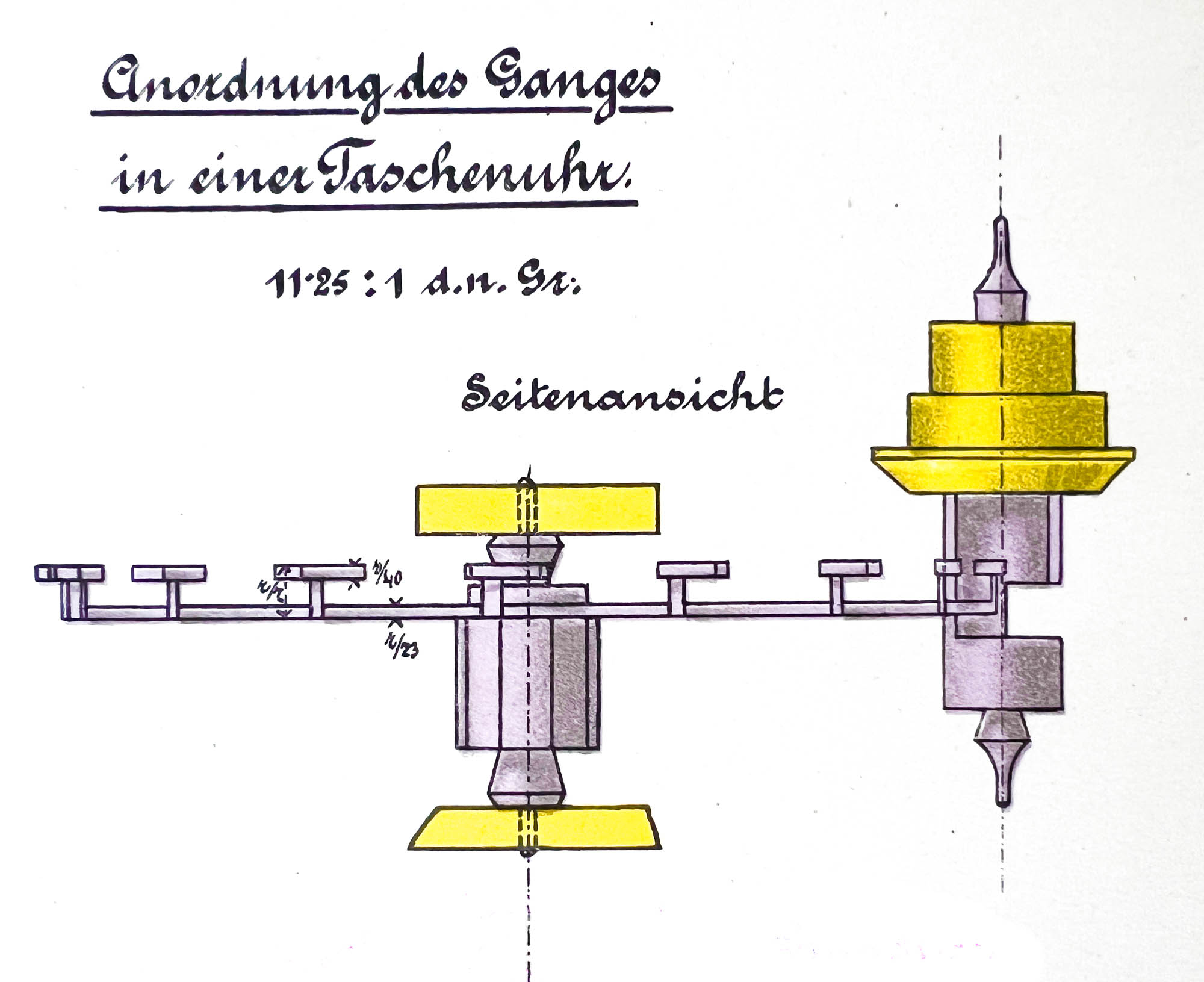
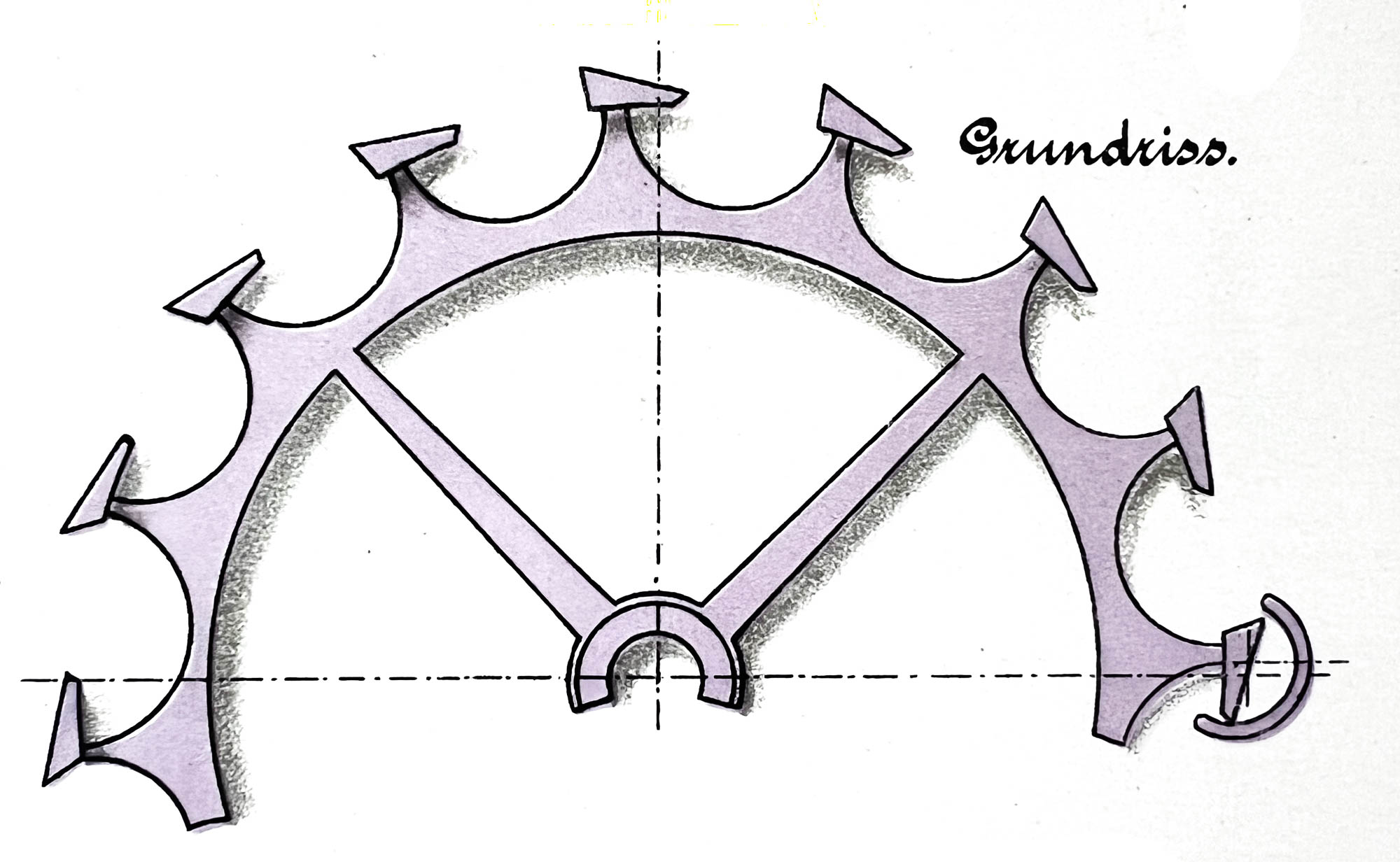
Enkel skiss för att förklara det sekundära felet.
I ett ur med stålspiral och med vanlig kompensationsbalans i stål/mässing kan man ha ett gångresultat liknande det i skiss ovan. Hur man än försker att ställa in balansens kompensationseffekt kommer man aldrig att få ett helt linjärt resultat. Det var inte förrän nobelpristagaren Guillaume uppfann – först ANIBAL i guillamebalansen, sedan olika legeringar av nickel och stål – invar och elinvar som det sekundära felet i princip eliminerades runt år 1900. Jag har skrivit flera gånger om Guillumebalanser här på bloggen – kolla här!
Kullberg jobbade mycket med att utveckla olika balanser för att på olika sätt kompensera för det sekundära felet. Bläddrar man igenom gamla årgångar av den brittiska tidningen ”Horological Journal” kan man se de mest otroliga konstruktioner av balanser.
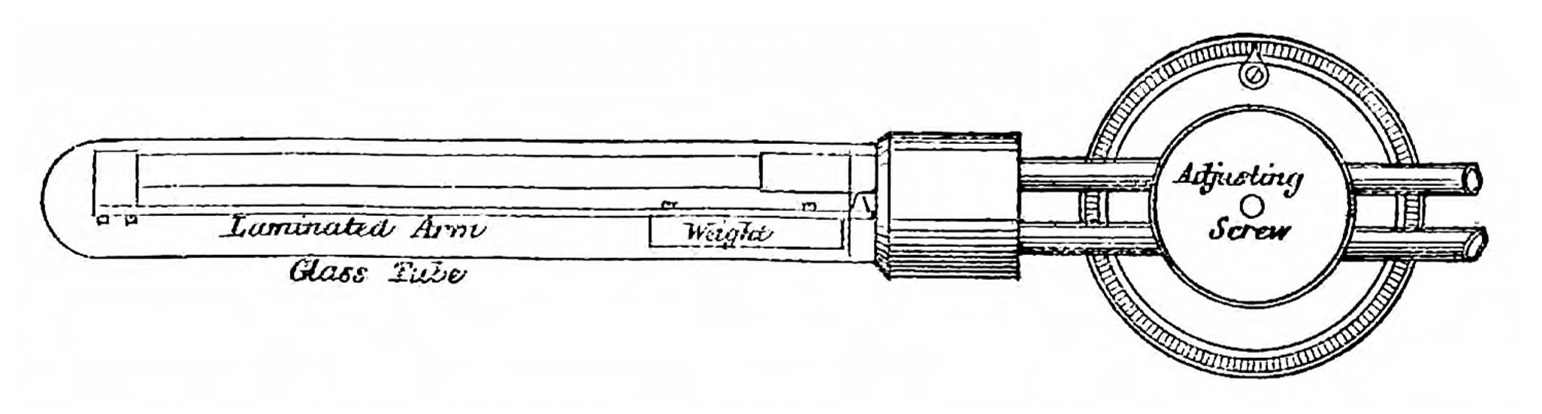
Man kunde bland annat se balanser med kvicksilverfyllda glasrör, men för det mesta är det varianter av bimetallbalanser man ser. Helt plan balansring, balansringar med olika vinklar, korta bimetallarmar som är monterade på balansringen där begränsningsskruvar stoppar armarnas rörelse, pelare med vikter med mera.
Två av Kullbergs ”Flat Rim Balance” från ca 1860, med balansen till vänster tog Kullberg hem höga placeringar.

Flat Rim Balance av Kullberg.
Som en illustration på det arbete och forskning som Kullberg och de andra tillverkarna gjorde för att utveckla och förbättra balansen tänkte jag återge ett inlägg (som jag översatt efter eget huvud) som Kullberg publicerade i Horological Journal i december 1877:
KOMPENSATION FÖR EXTREMA TEMPERATUR.
SIR, Publiceringen av balanser i extrema temperaturer i novembernumret av HOROLOGICAL JOURNAL måste få många att känna vilken stor välsignelse tidningen är; för utan den, vilka medel skulle vi ha för att lätt ta reda på vad som pågår i den horologiska världen?
Varför, vi skulle behöva vänta på chanser att se eller höra om något nytt, eller uppfinna det som kanske redan hade uppfunnits och befunnits vara otillfredsställande. Det har länge förefallit mig som om Greenwich-försöken (som är inrättade för att förbättra kronometertillverkningen) skulle vara mycket mer användbara som stimulanser för förbättringar om kronometerfotografering och fotografierna, numrerade och distribuerade med listorna, så att läsarna inte bara skulle få reda på gångresultaten, utan på vilka sätt resultaten erhölls. Om myndigheterna vid Royal Observatory inte skulle åta sig detta, tror jag att HOROLOGICAL JOURNAL skulle vara nästa lämpliga medium. Det var, tror jag, genom Royal Observatory, såväl som genom Board of Longitude, som Earnshaws förbättringar gjordes kända, och kanske hade några av hans principer gått förlorade om inte hans idéer hade publicerats?
En kardinalpunkt i Earnshaws konstruktion var soliditet och en sund arbetsmetod; Detta tycks dock förbises av många konstruktörer av de moderna balanserna för extrema temperaturer, annars skulle de säkert skydda sig mot den komplicerade metoden att sammanfoga bimetallen med hjälp av skruvar, särskilt när dessa bimetaller agerar motsatta rörelser.
I Hartnups balanser sammanfogades bimetallerna med fyra skruvar nära hörnen, men i de två balanserna publicerade i novembernumret är bimetallerna endast sammanfogade med två skruvar i mitten; på så sätt måste bimetallen vid böjning i temperaturförändringar vid vissa temperaturer beröra kanterna (i skruvhålen. Min anm.), vilket förkortar den effektiva längden, och vid andra temperaturer kan det vara fritt fram till skruvarna, i vilket fall lamellen (bimetallen) är längre, eller om beröring vid alla temperaturer måste beröras på olika temperaturer och vanligt vid dessa temperaturer eller mindre kraftiga temperaturer. passar för tätt i spåren på vikterna.
I min Flat Rim balans (plan balansring), publicerad i HOROLOGICAL JOURNAL, 1862, var jag särskilt noggrann att undvika alla sådana störningar i laminatens fria verkan.
Först – Den del av den centrala lamellen som vilar på hylsan (Mässingshylsa där balansen fästs på balansaxeln med två skruvar. Min anm.) var endast gjord av stål, för att inte ha någon verkan vid temperaturförändringar; vilken belastningsvariabel som helst på fästskruvarna förhindrar alltså.
För det andra – Laminaten (bimetallen) var inte sammanfogad tillsammans med skruvar som i balansen i novembernumret är, men gjordes i ett stycke; detta åstadkommes lätt när sidolaminaten är gjorda i form av en plan balansring. Genom att göra sidlamellen cirkulär erhålls också större längd i proportion av halvcirkelns längd till dess korda. Längden på lamellerna i denna klass av balanser är en viktig punkt, och utan tillräcklig längd måste lamellerna göras för att ge den nödvändiga effekten, vilket ger störningar och brist på stabilitet. Om balanser med korta och ”envisa” lameller har korrigerat felet i ytterligheter har det med största sannolikhet varit för att fogarna har fungerat som kontroll för kyla, eftersom erfarenheter visar vilken längd och styrka av lamell som krävs för en korrekt kompensation i en helt fri balans.
För det tredje – Kompensationsvikterna fixerades också på solida stolpar, så att de inte på något sätt stör den fria verkan av laminatet; pelare som står på smala baser, fixerade med skruvar på den plana delen av ständigt böjande lameller är inte tillräckligt säkra.

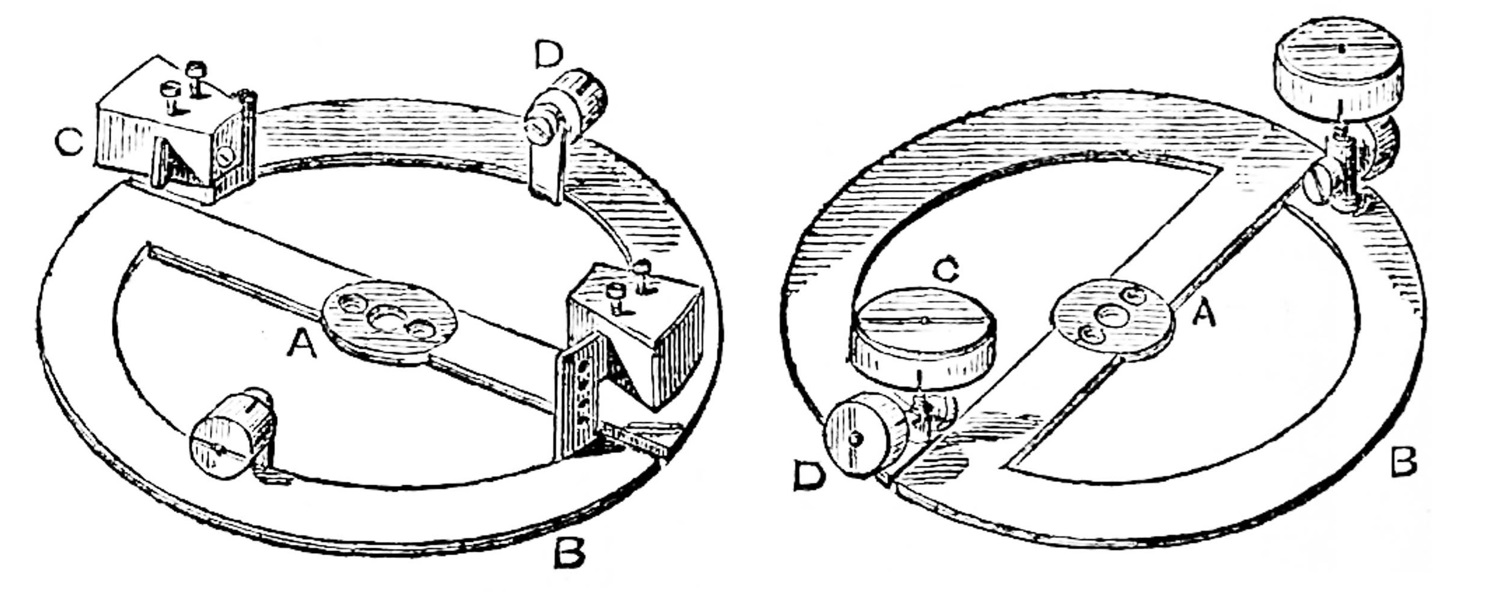
Jag skickar härmed en bild (fig. 1) av min första Flat Rim balans, med pelare, som jag efter ett enda försök kasserade framför balansen med de solida stolparna.
Jag skickar också en skiss (fig. 2), som visar sättet att fixera pelarna, vilket antogs i denna balans. Ytan på pelaren som berörde lamellen gjordes ihålig, skruven för pelaren på undersidan av laminatet gjordes också ihålig så att den vid alla temperaturer inte kunde lämna någon del av pelarens bas, men detta visade sig inte vara tillräckligt snabbt.
Framgången för den vanliga kronometerbalansen beror till stor del på dess soliditet. Om framgång för balanser för ytterligheter önskas, måste det åstadkommas på samma sätt, och eftersom detta inte kan förstås alltför väl, inkräktar jag i ditt värdefulla utrymme med dessa anmärkningar.
Herr C. Frodshams medhjälpare, samt vad jag nyss sagt om bindningen av sammanfogade laminat, föreslår för mig en balansstil som jag ger en skiss av (fig. 3). Det är en Arnolds balans, helt enkelt. Genom att göra pelarna i ett stycke med lamellen, som var Arnolds mode, och tillåta ett litet utrymme mellan pelarna och de yttre ändarna av lamellen, skulle små skruvar i pelarnas bas vid de längsta ändarna av lamellen beröras underifrån av den lilla biten av fria lameller som sträcker sig från pelarens fixtur fixtur och därmed öka längden på pelaren, bildar en hjälpkompensation (auxiliary) som liknar Pooles test i kyla.
Dina, &c,
V. KULLBERG.
Dessa balanser var komplicerade att tillverka och de användes bara i några få kronometrar. Skänklarna hade ovansidan i mässing, undersidan i stål – medans balansringens översida var i stål och undersidan i mässing. 1872 använde Kullberg en ny konstruktion som han kallade ”Improved Ordinary Balance”. Denna typ av balans användes av flera andra kronometertillverkare.

Förbättrad ordinarie balans.

Kullbergs ”Low rim” låg balansring-balans. Presenterad på Parisutställningen 1867.
Den låga balansringen i genomskärning. Denna konstruktion böjer sig uppåt samtidigt som den rör sig inåt.
Citat från HJ januari 1875 om ”Low rim balans”:
Den här balansringen böjer sig uppåt samtidigt som den böjer sig inåt, och herr Kullberg sa att på grund av så stor längd på balansringen som löper, så att säga vid sidan av mittstången (balansskänkeln), erhölls en så riklig verkan för att få kronometern i fråga fortade en halv sekund mellan 30°F och 100°F, vilket nästan fick honom att tro att en solid balansring i samma form (i stället för en bimetall) skulle agera tillräckligt för att minska felet i extrema fall till nästan noll.
Om du vill läsa mer om hur de olika balanserna fungerar kan du göra det i Borgelins artikel eller i ovan nämnda artikel i HJ jan 1875, se källhänvisningen längst ner på sidan.
OBSERVATORIETESTER
Kullberg annonserade ofta i Horological Journal.
Det skulle bli en lång artikel om man skulle rabbla upp alla priser som Kullberg fick. Det kan också ibland vara förvirrande och lätt att blanda ihop priser för olika utställningar med priser eller placeringar vid tester av kronometrars prestanda [1] . Men vid observatoriet i Greenwich låg det ofta Kullbergkronometrar i toppen:
Etta och tvåa 1862, tvåa 1863, etta 1864, etta 1872, etta (bäst resultat någonsin) och trea 1873, tvåa 1874, tvåa 1876, tvåa av 373 deltagare. Det var Kullberg som hade poängrekordet 9,1 fram till tävlingarna vid Greenwich upphörde 1914.
[1] I boken Urmakare och klockor i Sverige och Finland, G. Pipping 1995, nämns att ”år 1860, erövrade han silvermedalj vid kronometertävlingarna i Besançon”. Det är fel, 1860 hölls en utställning med syftet att främja urindustrin, det var alltså en medalj för en utställning. Tester av kronometrar i Besançon startade först 1885.

Skeppskronometer 2515 av Kullberg.

Fickursverk 4015 av Kullberg.
Men hur står sig Kullbergs kronometrar i en jämförelse utanför Storbritannien?
 Vid det kungliga Greenwichobservatoriet testades mellan åren 1840–1914 skepps- och däckskronometrar av enbart brittiska tillverkare, med fokus på försäljning av kronometrar med de bästa resultaten till marinen. Man testade bara skeppskronometrar i en position – det vill säga – tavla upp. Testerna ändrades vid några tillfällen men i huvudsak kan man säga att kronometern placerades i ca 40°C under tre till sex veckor i en ugn, ett antal veckor i ett skjul utomhus utanför ett av kronometerrummets norra fönster (Man hade alltså inget speciellt kylrum utan det var utomhustemperaturen under det halvår som testet pågick som styrde.), flera veckor i kronometerrummet, i rumstemperatur, där man varje dag vred kronometern 90° för att upptäcka fel orakade av magnetism, totalt pågick testet ett halvår.
Vid det kungliga Greenwichobservatoriet testades mellan åren 1840–1914 skepps- och däckskronometrar av enbart brittiska tillverkare, med fokus på försäljning av kronometrar med de bästa resultaten till marinen. Man testade bara skeppskronometrar i en position – det vill säga – tavla upp. Testerna ändrades vid några tillfällen men i huvudsak kan man säga att kronometern placerades i ca 40°C under tre till sex veckor i en ugn, ett antal veckor i ett skjul utomhus utanför ett av kronometerrummets norra fönster (Man hade alltså inget speciellt kylrum utan det var utomhustemperaturen under det halvår som testet pågick som styrde.), flera veckor i kronometerrummet, i rumstemperatur, där man varje dag vred kronometern 90° för att upptäcka fel orakade av magnetism, totalt pågick testet ett halvår.

Vid det andra – också det kungliga – observatoriet i Storbritannien – Kew testade man även utländska tillverkares däckskronometrar och andra bärbara kronometrar, där prövades kronometrarna i olika positioner, samt i olika temperaturer. Regelbundna tester av bärbara kronometrar vid Kew startades 1884. Man testade även sparsamt skeppskronometrar, kronografer och polisens tidtagare för hastighetskontroll. 1885 placerade sig Kullberg på andra plats dock utan utländsk konkurrens.
Tanken från början med testerna vid Kew var att marknadsföra de brittiska urens höga kvalité och deras exakthet. Strax därefter blev britterna överkörda av framför allt schweizarna. När Paul Ditisheim började använda guillaumebalanser och tävla vid Kew 1903 var han helt dominerande. De var inte förrän de konservativa britterna själva började använda nymodigheten guillaumebalans som de fick höga placeringar. 1912 placerade sig firma Victor Kullberg tvåa (efter Ditisheim). Vid de ytterst få tillfällen där namnet Kullberg förekommer vid Kew placerade sig dock firman bra.
De enda jämförande testen med deltagare från olika länder i samma tävling – med Kullberg som deltagare – jag funnit skedde i samband med utställningen i Sydney 1879 och världsutställningen i Melbourne, Australien år 1880–1881. Utställningen i Sydney blev inte erkänd som världsutställning av ”Bureau of International Expositions”. Man valde att starta världsutställningen i Melbourne strax efter att utställningen i Sydney avslutats, så att utställningsobjekten kunde flyttas till Melbourne under vintern. I olika artiklar kan man läsa recensioner och kritik om hur testerna utfördes och hur man bedömde resultaten. Sammantaget kan man säga att deltagarna inte tyckte att resultaten var rättvisa.
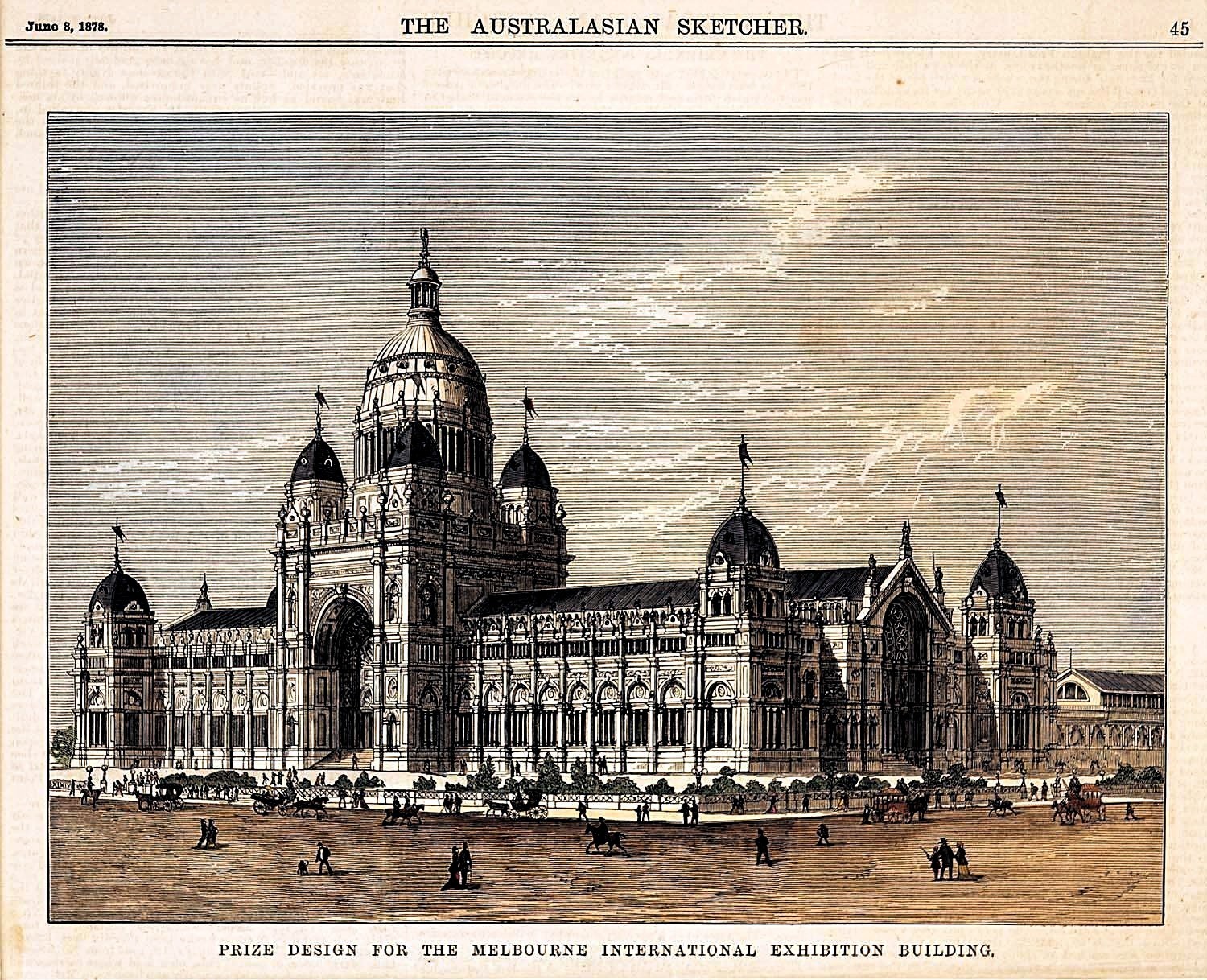
Världsutställningen i Melbourne 1880–1881.
Under världsutställningen i Melbourne utfördes i alla fall tester på sedvanligt sätt vid observatoriet i samma stad. I klassen för fickurskronometrar ställde ett schweizisk kollektiv upp (Enligt Eric Leskinen var det troligen Charles-Adolf Montandon,
Haas-Privat & Cie och Patek Philippe & Cie.), American Watch Co, Waltham, en tysk tillverkare, fem brittiska tillverkare och en brittisk/schweizisk tillverkare upp. Bland de brittiska finner vi firma Victor Kullberg som ställde upp med tre fickurskronometrar som placerade sig 11, 20 och 37 av totalt 46 testade kronometrar. Kullberg ställde även upp som enda deltagare med tre skeppskronometrar. Alla Kullbergs kronometrar stod sig väl i den hårda konkurrensen.
Resultatet av tävlingen:
1. Schweiziska kollektivet
2. Daniel Buckney, London
3. American Watch Co, Waltham-Mass.
4. Nicole Nielsen & Co, London
5. C. Baume & Co, London och Genève
6. A. Lange & Söner, Glashütte
7. Kilpatrick & Co, London
8. English Watch Co, Birmingham
9. Victor Kullberg, London

Porträtt av Victor Kullberg strax före sin död 1890.
ÖVRIGT
Victor Kullberg var med i starten av British Horological Institute, och nämns i nästan varje nummer av Horological Journal (HJ) från 1860 och framåt. Kullberg deltog också ofta i olika utställningar där hans utställning alltid fick beröm för de vackert utförda arbeten som ställdes ut, han fick många priser för utställningar.
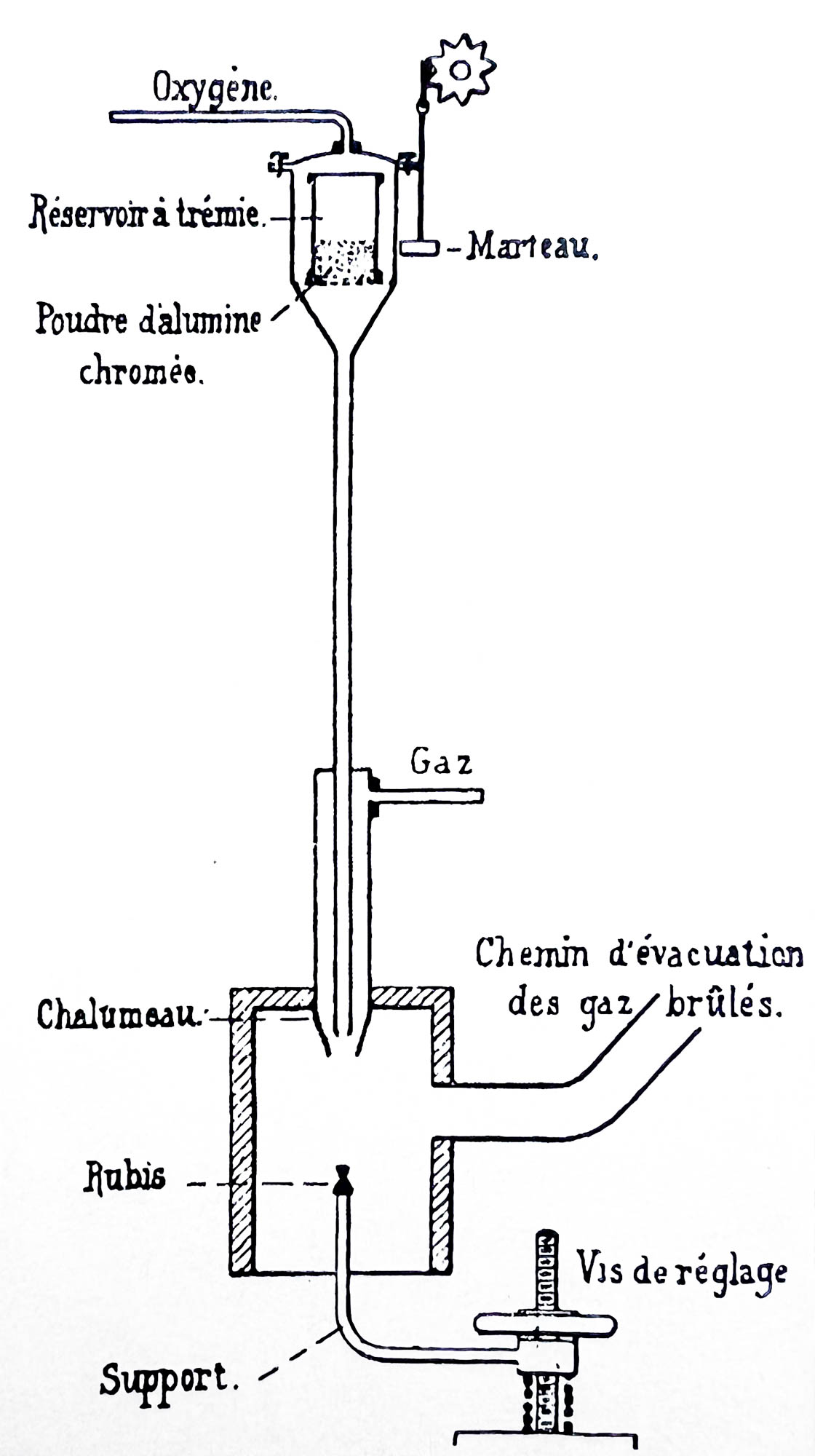
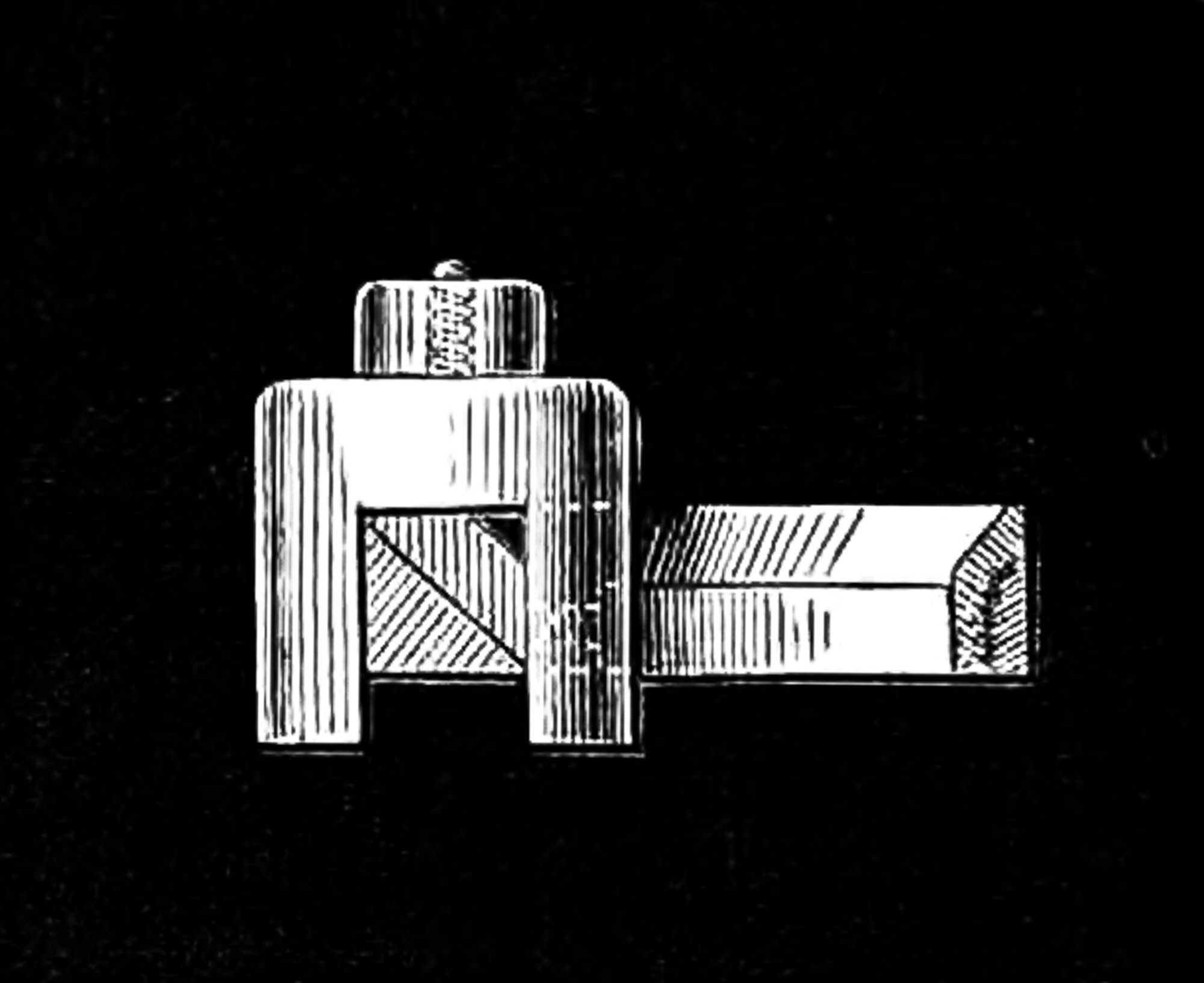
Kullberg blev även känd för en gasregulator som användes i flera observatorier (både Greenwich och Kew) och hos tillverkare av kronometrar för att reglera värmen i en ugn speciell för tester.
För att kunna testa en kronometer i värme placerades den i en gasdriven ugn. Man hade problem med att gastrycket varierade beroende på hur många som använde stadsgasen. Med Kullbergs uppfinning kunde värmen regleras ”med en noggrannhet som i en kronometerbalans”. Greenwich rapporterar en avvikelse av endast 3 grader per vecka.
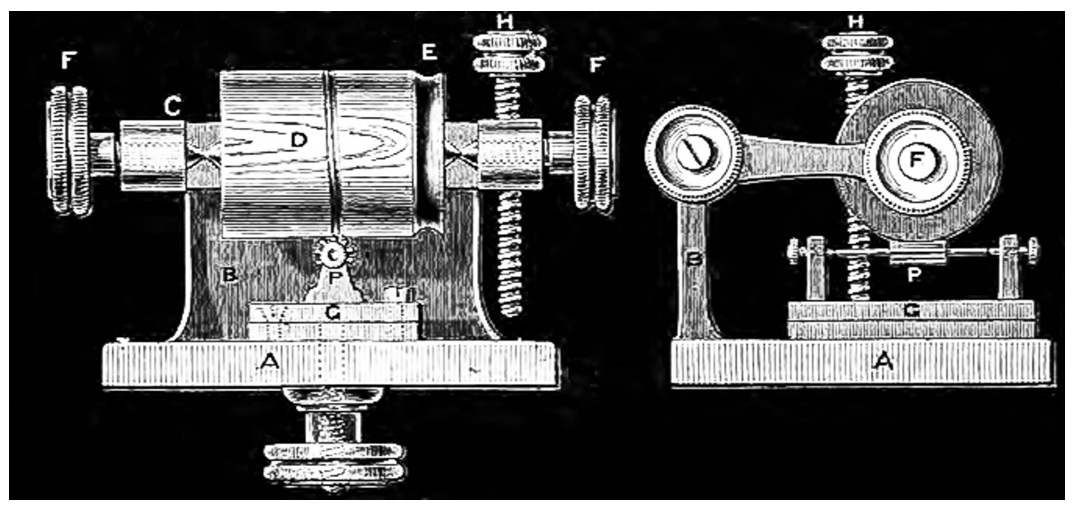
En av Kullbergs ritningar på en bågdriven polerapparat för drivar. En läsare påpekade att fibrerna i trärullen måste gå åt andra hållet, inte på tvärs som illustrationen visar. (HJ mars 1873)
Kullberg var en man med många idéer. Några var mer lyckade än andra.
Här visar jag några olika idéer som Kullberg presenterat i Horological Journal.

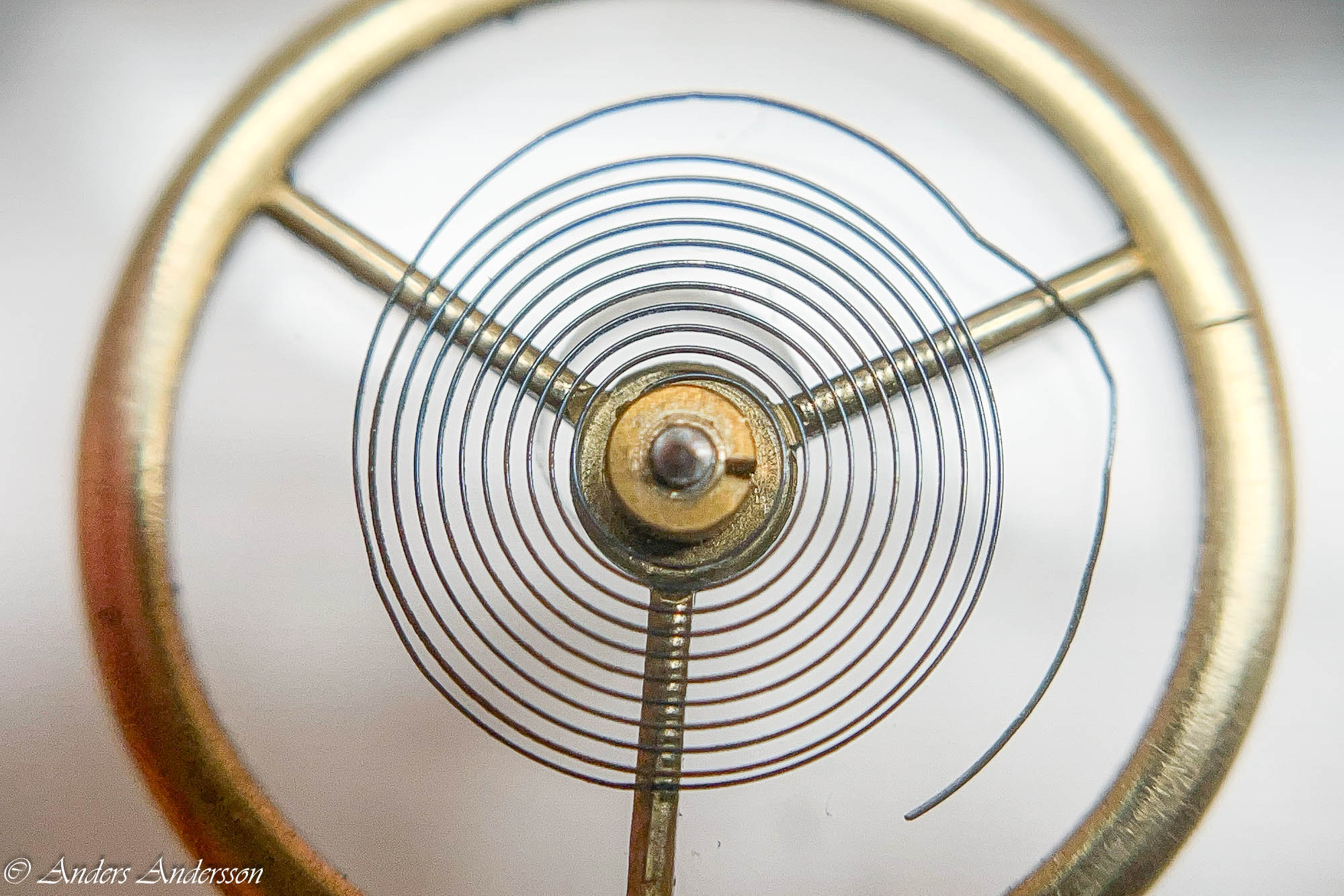
Ibland hade man problem med att kronometerbalansen svängde för mycket. Här är Kullbergs lösning på det problemet. Två stift placerade på lagom avstånd till spiralen, så att när balansen vridit sig ett helt varv tar spiralen i dessa stift och bromsar ner svängningen.
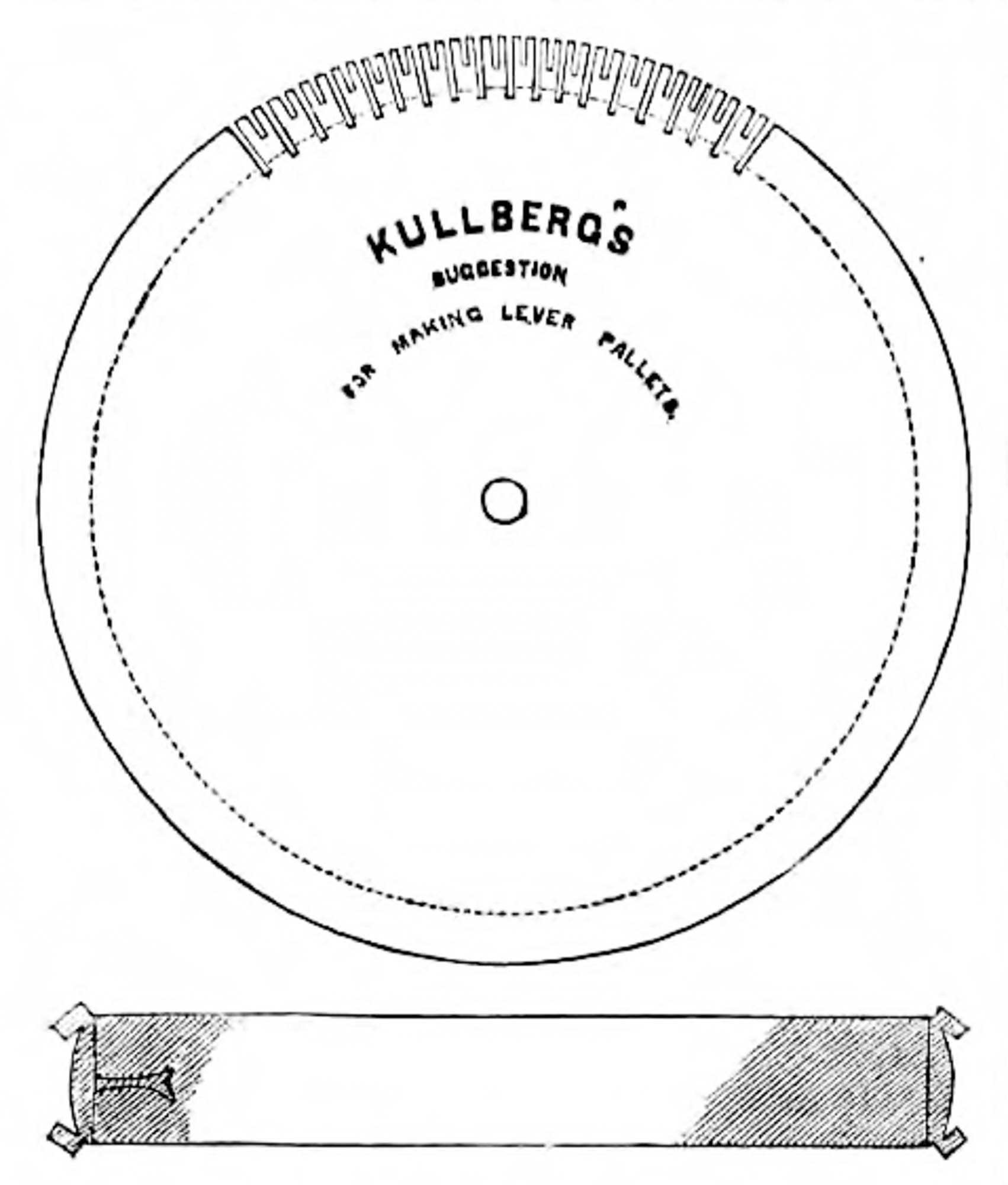
En idé av Kullberg att göra hakpaletter.
En annan mer komplex lösning på det nyckellösa uppdraget. ”The Horological Journal” nr 9 augusti 1869.

Nyckellöst uppdrag beskrivet i HJ september 1883.
Bland de mer lyckade kan nämnas det nyckellösa uppdraget för fickur med snäcka avbildat här ovan. Han konstruerade en elektrisk kontakt för kronometrar, den var tänkt för att noggrant kunna styra slavur.
Utveckling av en mekanism som låste gånghjulet när balansen togs bort. 1887 publicerade Kullberg en studie som blev mycket uppmärksammad om hur centrifugalkraften påverkar balansen. Han visade hur olika balansers tjocklek påverkade gångresultatet. Han gav även råd om hur en balans ska konstrueras för att påverkas så lite som möjligt av centrifugalkraften.

Detalj av det nyckellösa uppdraget i fickur 4015.
Efter Kullbergs död 1890 drevs företaget vidare av systersonen Pehr Johan Wennerström och Kullbergs söner – Carl-Victor och William. 1894 anställdes den svenske urmakaren Sanfrid Lundquist som drev företaget vidare fram till slutet år 1947. Man räknar med att firma Kullberg tillverkade ca 8000 ur varav ca 70% var kronometrar och resten fickur och andra ur.
Denna artikel är inte tänkt att vara en fullständig redovisning av firma Kullberg utan jag har försökt att skriva om några mindre kända fakta om Kullberg. För dig som blivit inspirerad och vill läsa mer om Victor Kullberg finns några utmärkta artiklar på svenska.
Se nedan.
KÄLLOR
Andersson A. Victor Kullberg 4035, lite om en omfattande renovering.
Svensk Urmakeri-Tidning Nr 1 mars 2025.
Andersson A. Victor Kullberg, kronometermakaren.
Svensk Urmakeri-Tidning Nr 1 mars 2025.
Borgelin, P. Victor Kullberg ”KRONOMETERKUNGEN”. TID-skrift Årg. 9 – 2017.
(Finns som PDF på nätet)
Ljungdahl C. Victor Kullberg, den svenske kronometermakaren. DAEDALUS 1992. (Finns som PDF på nätet)
Horological Journal, illustrationer och artiklar från 1858-1890.
Wikipedia
The Marine Chronometer, Gould
The Ship’s Chronometer, Whitney








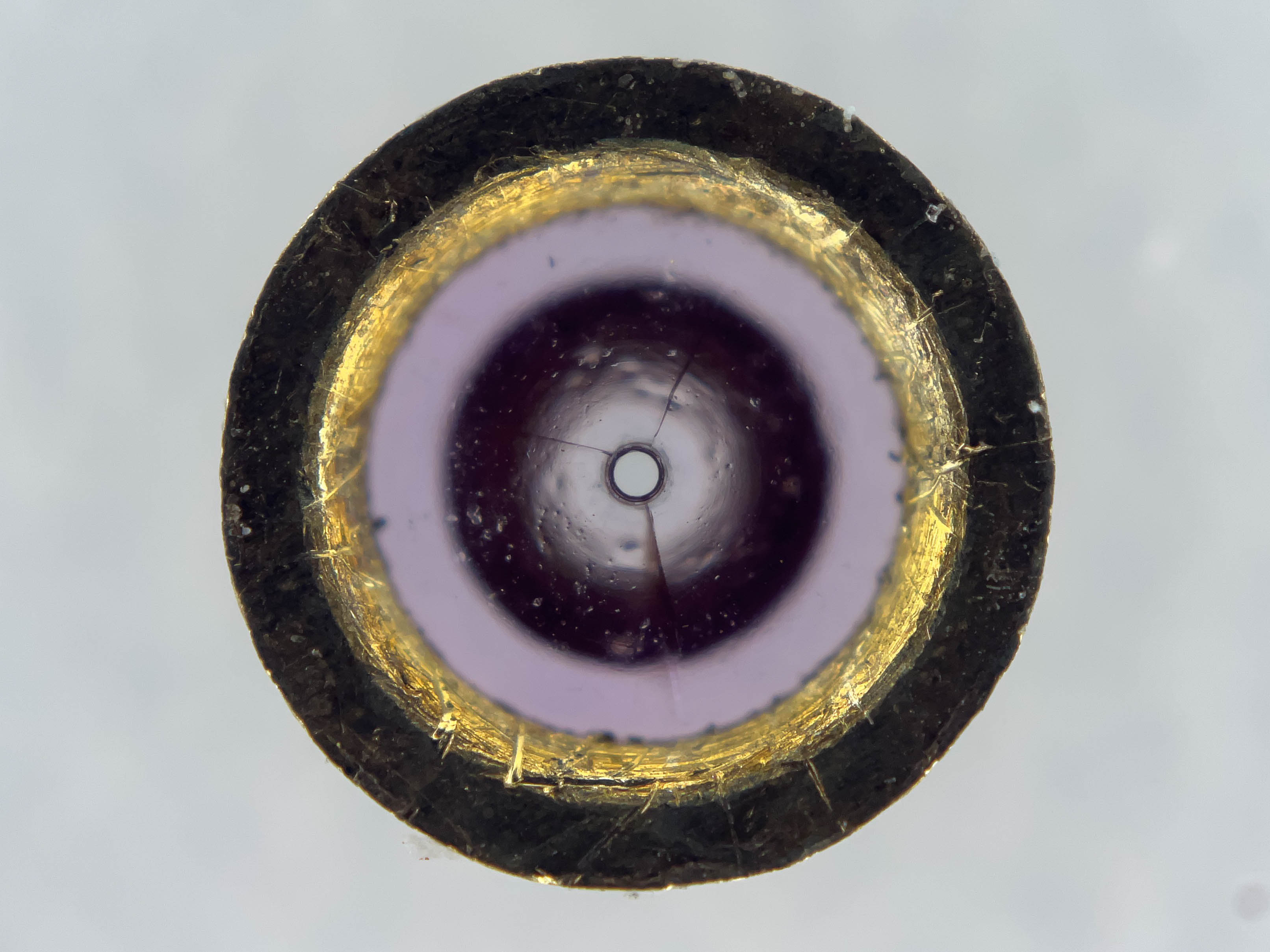
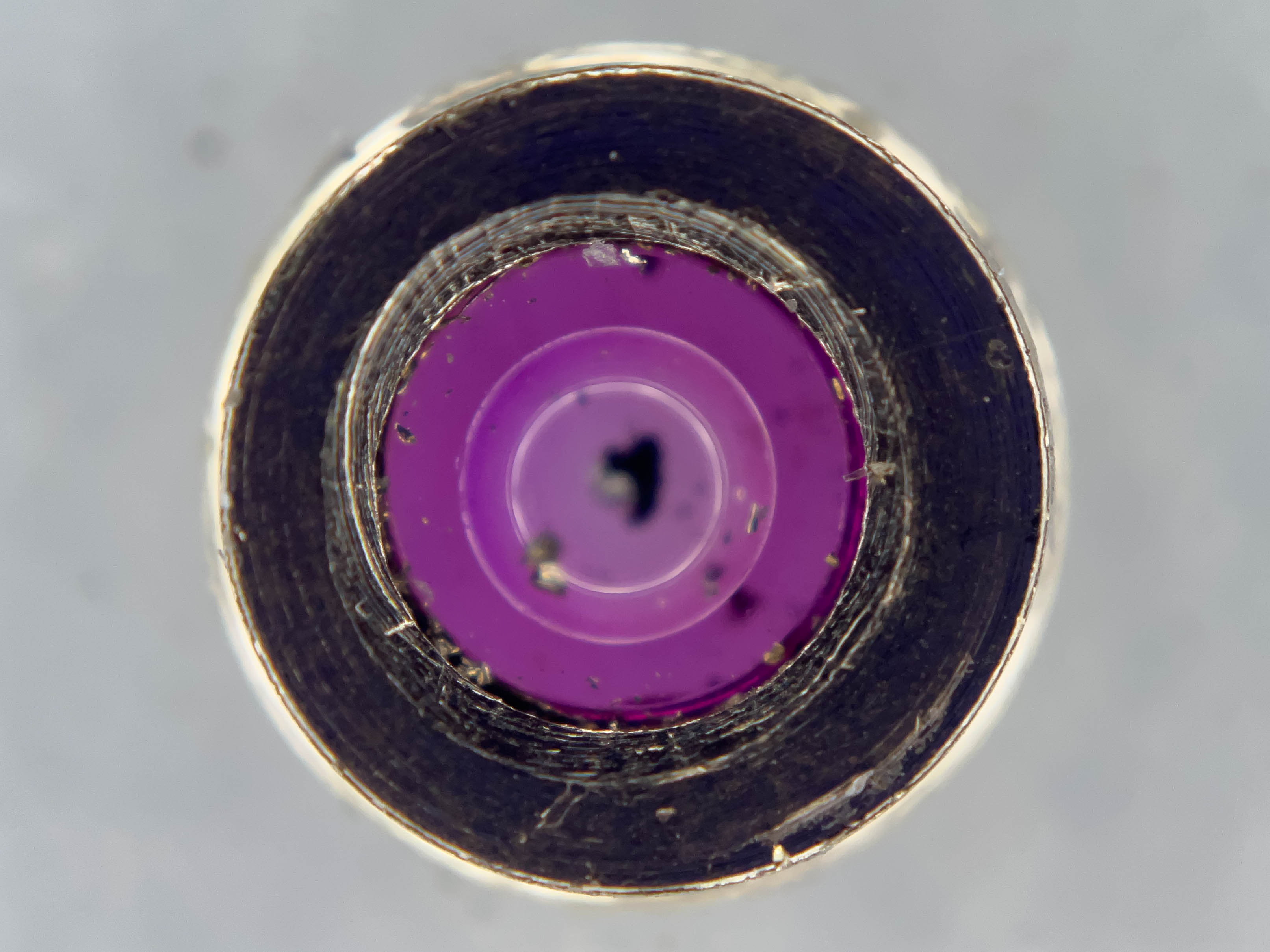
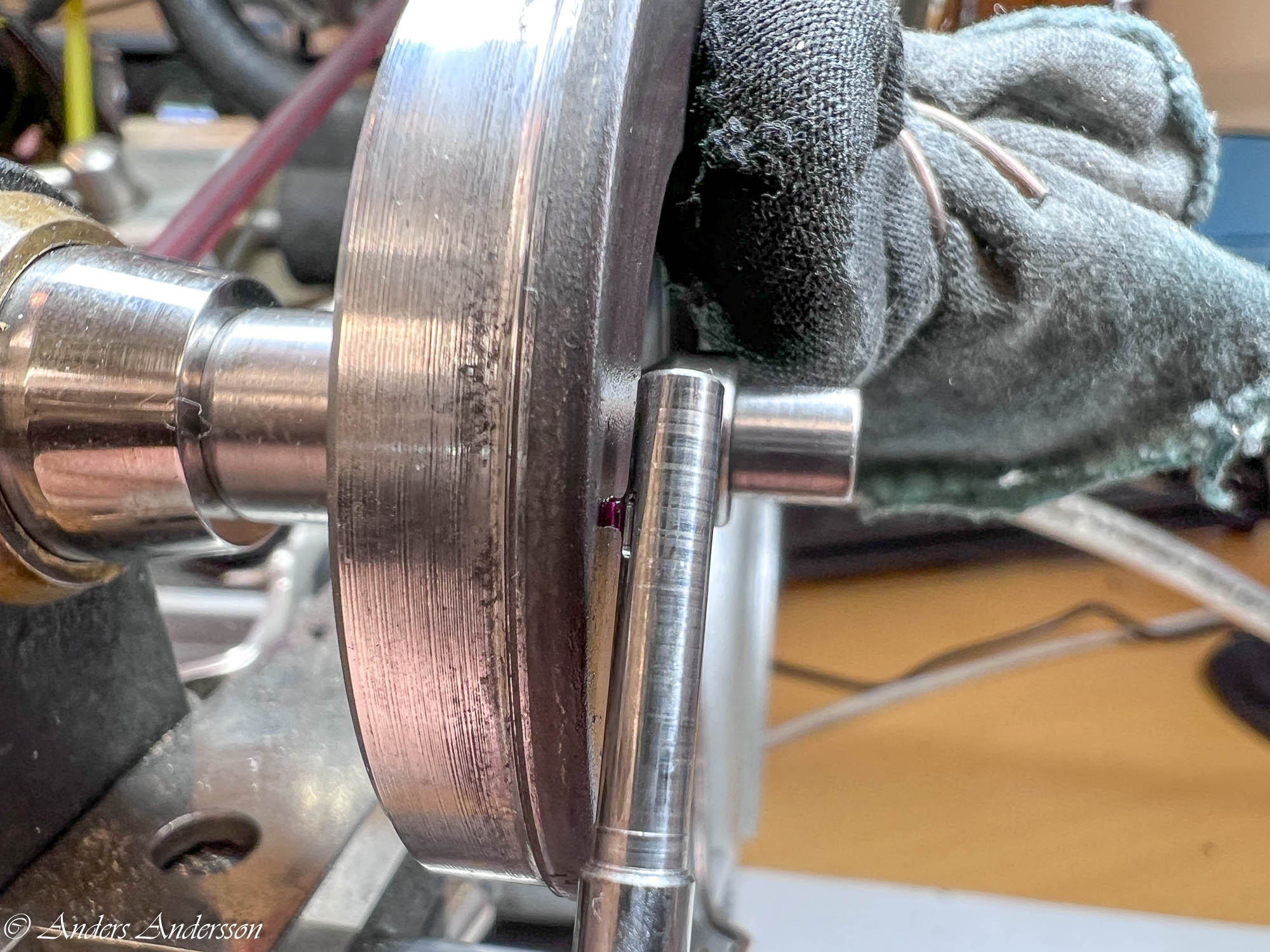
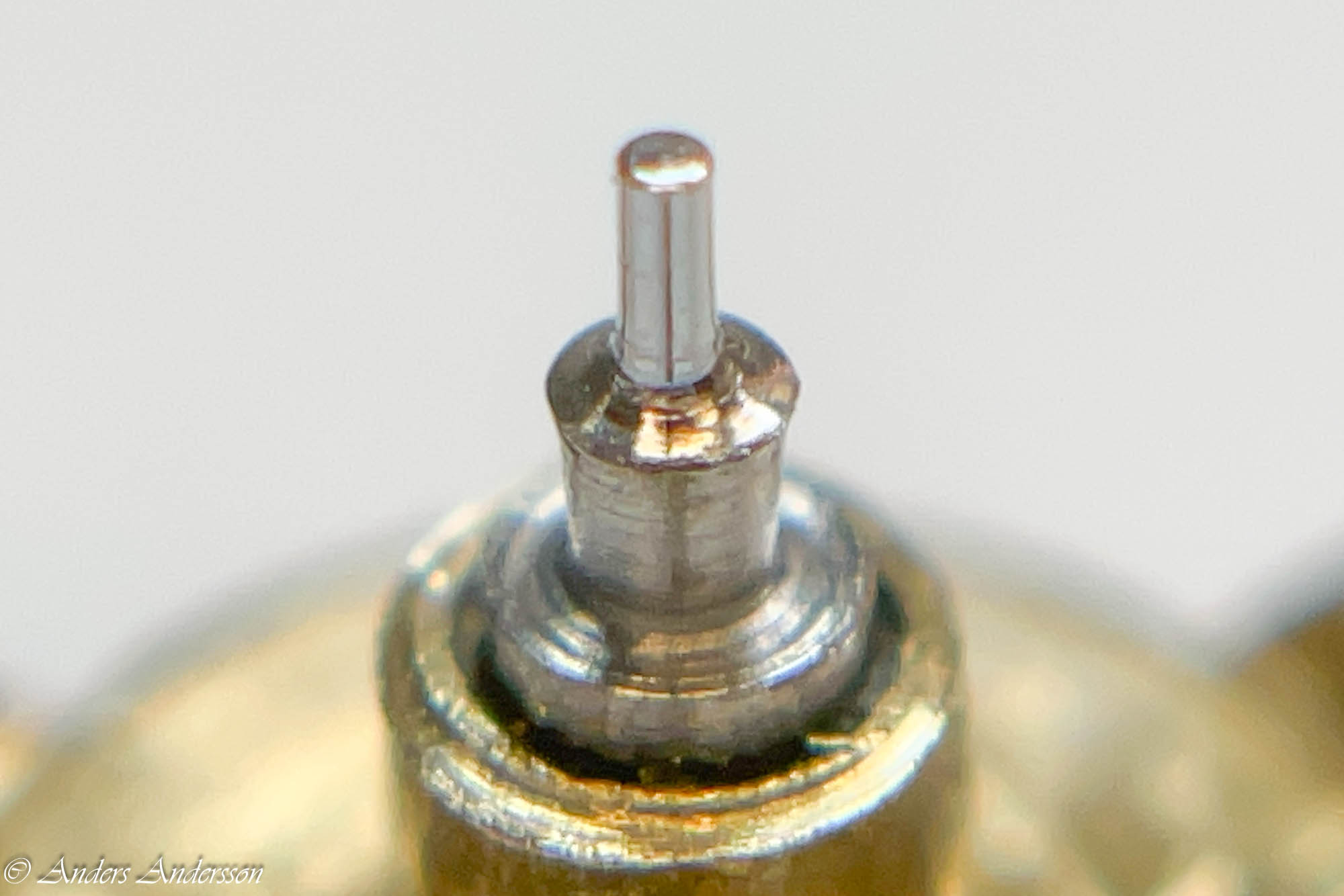
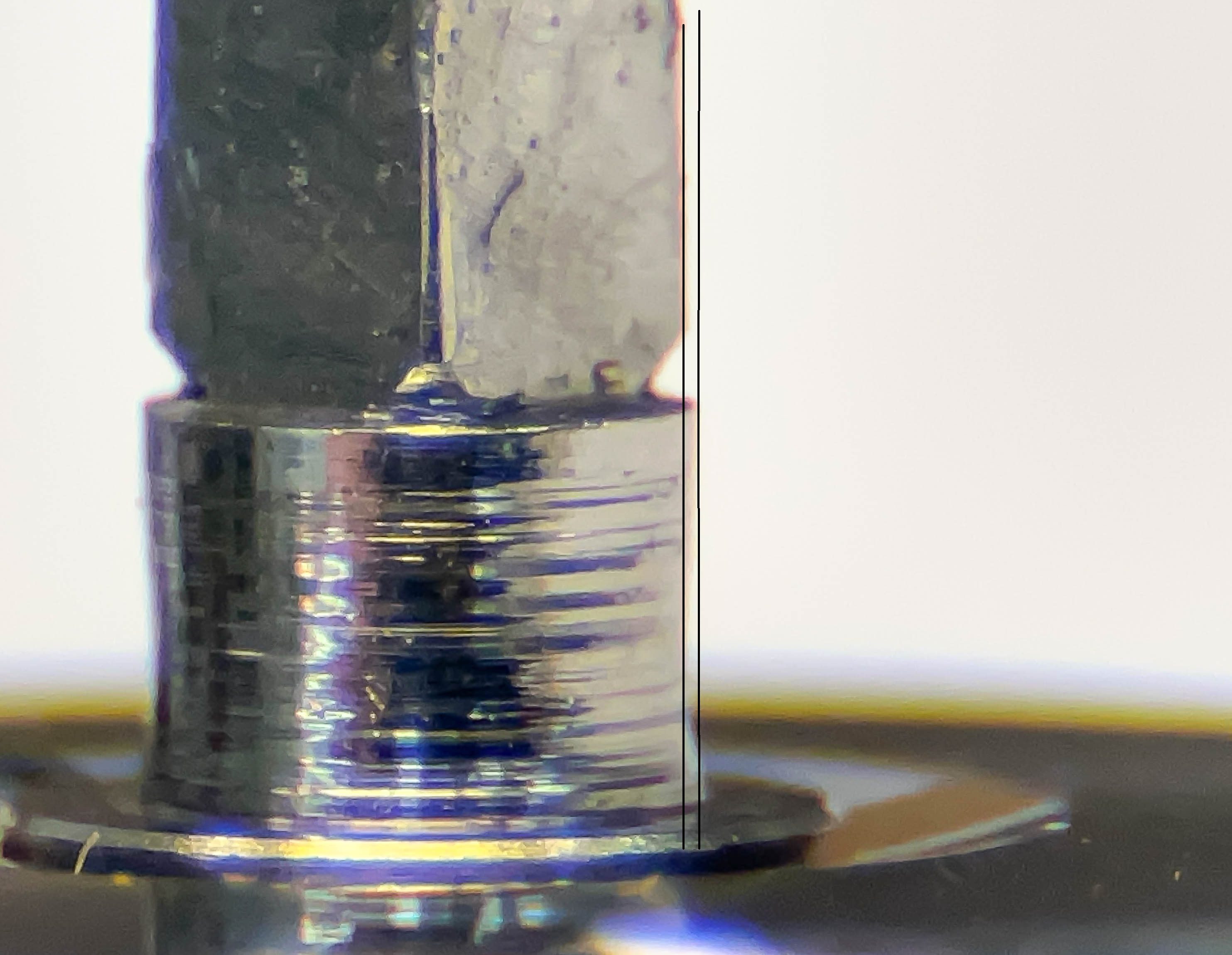
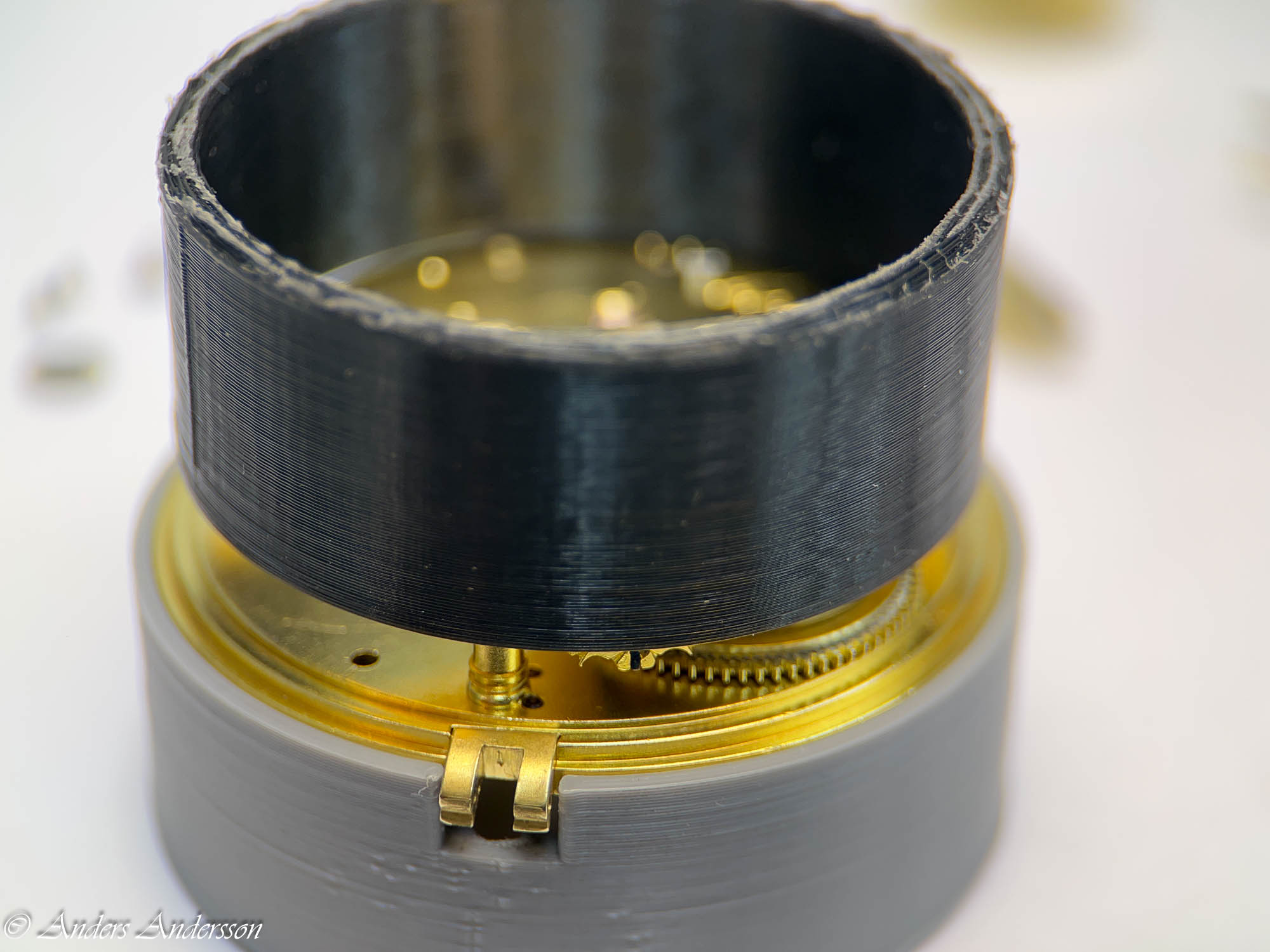
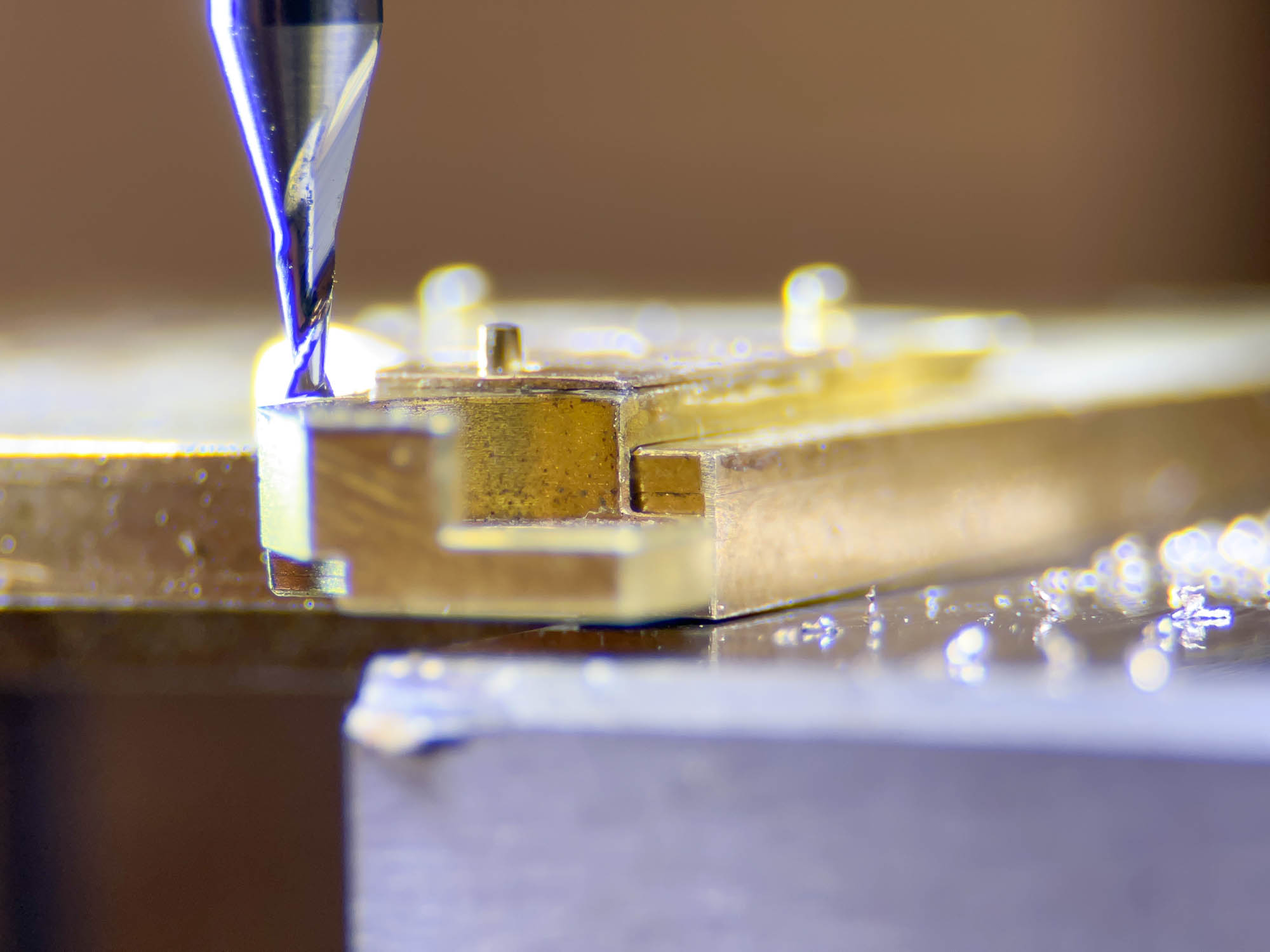
 Här ser man att verket är ”rengjort” men inte tillräckligt.
Här ser man att verket är ”rengjort” men inte tillräckligt.



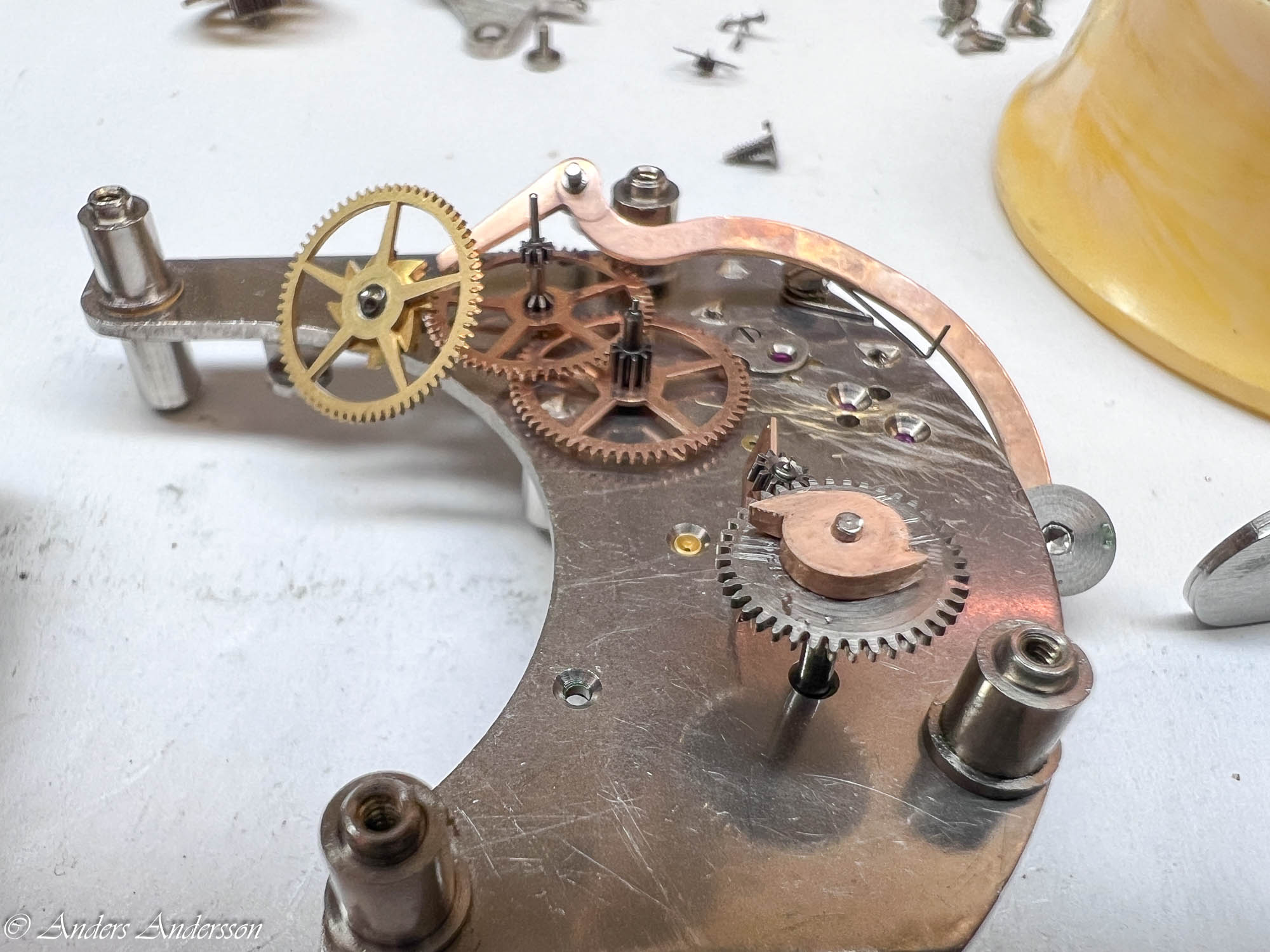







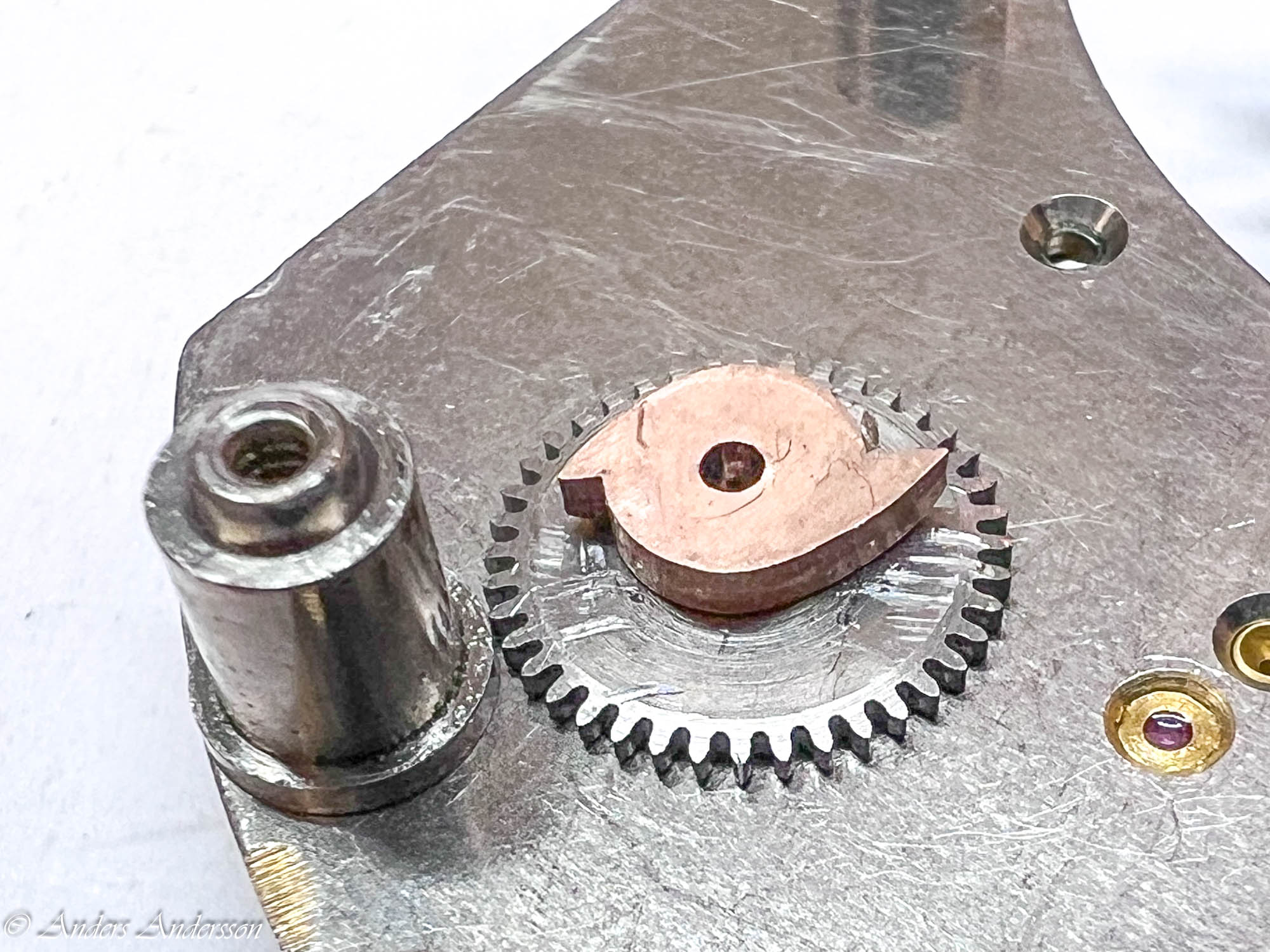




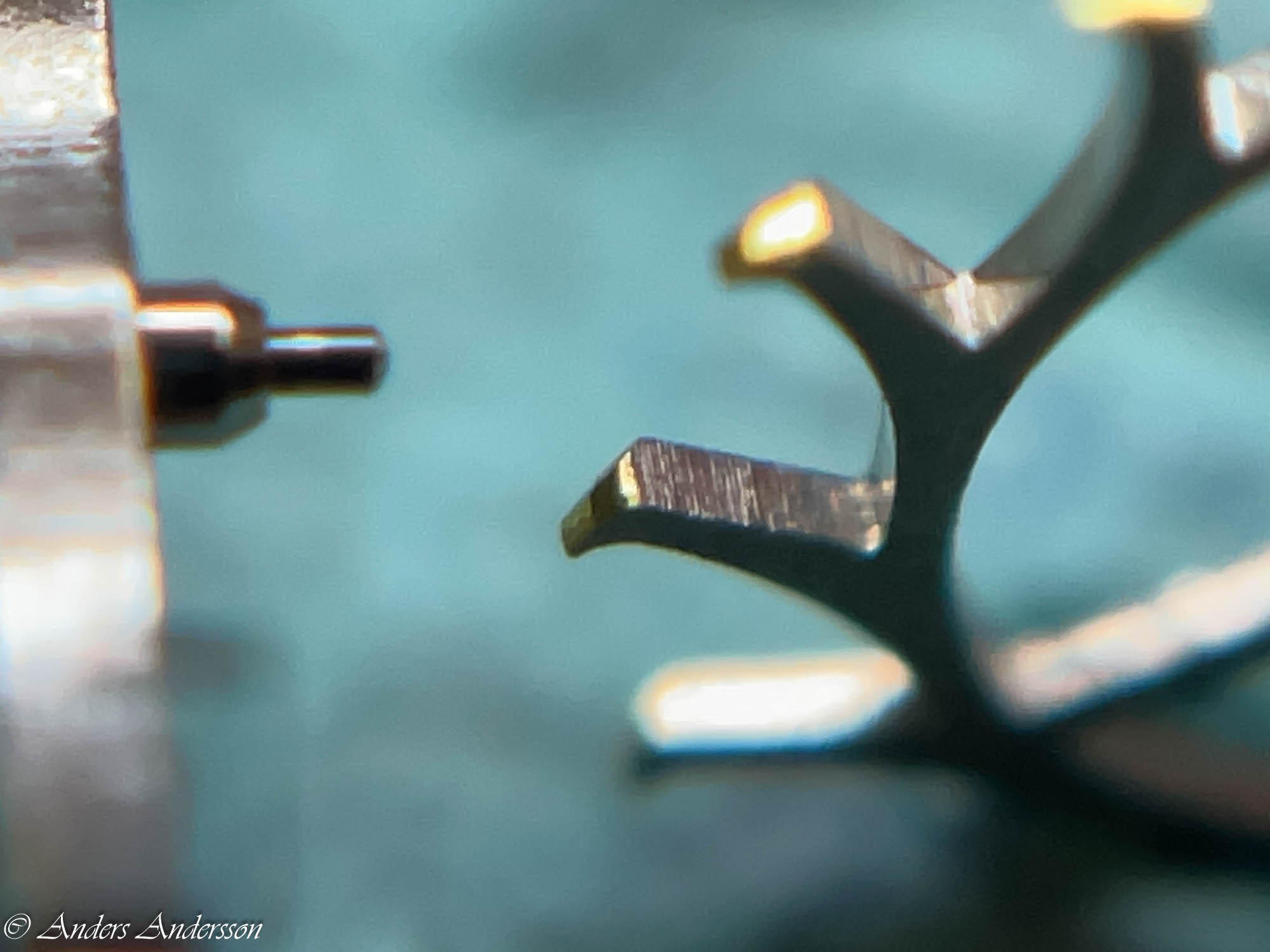










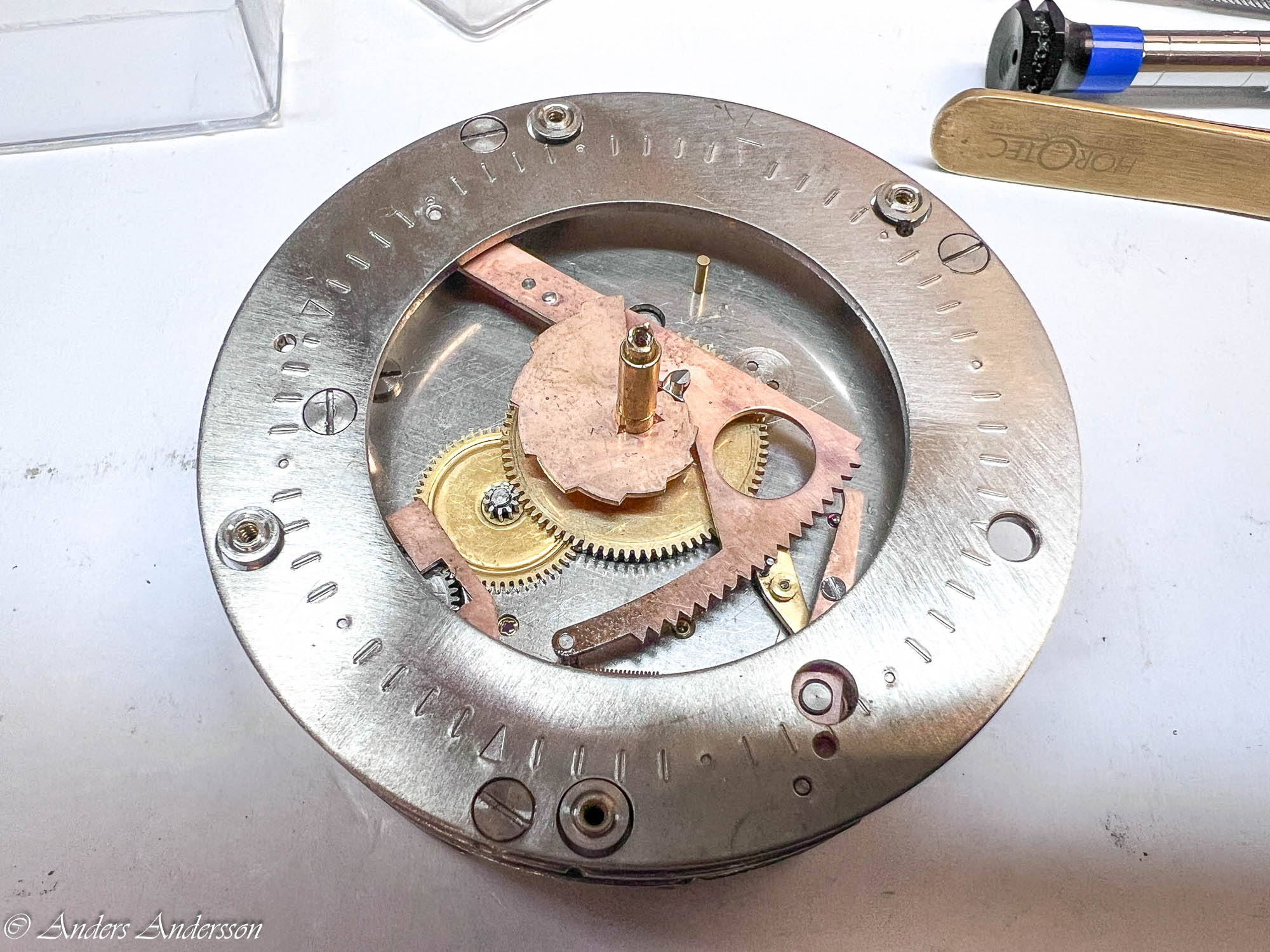




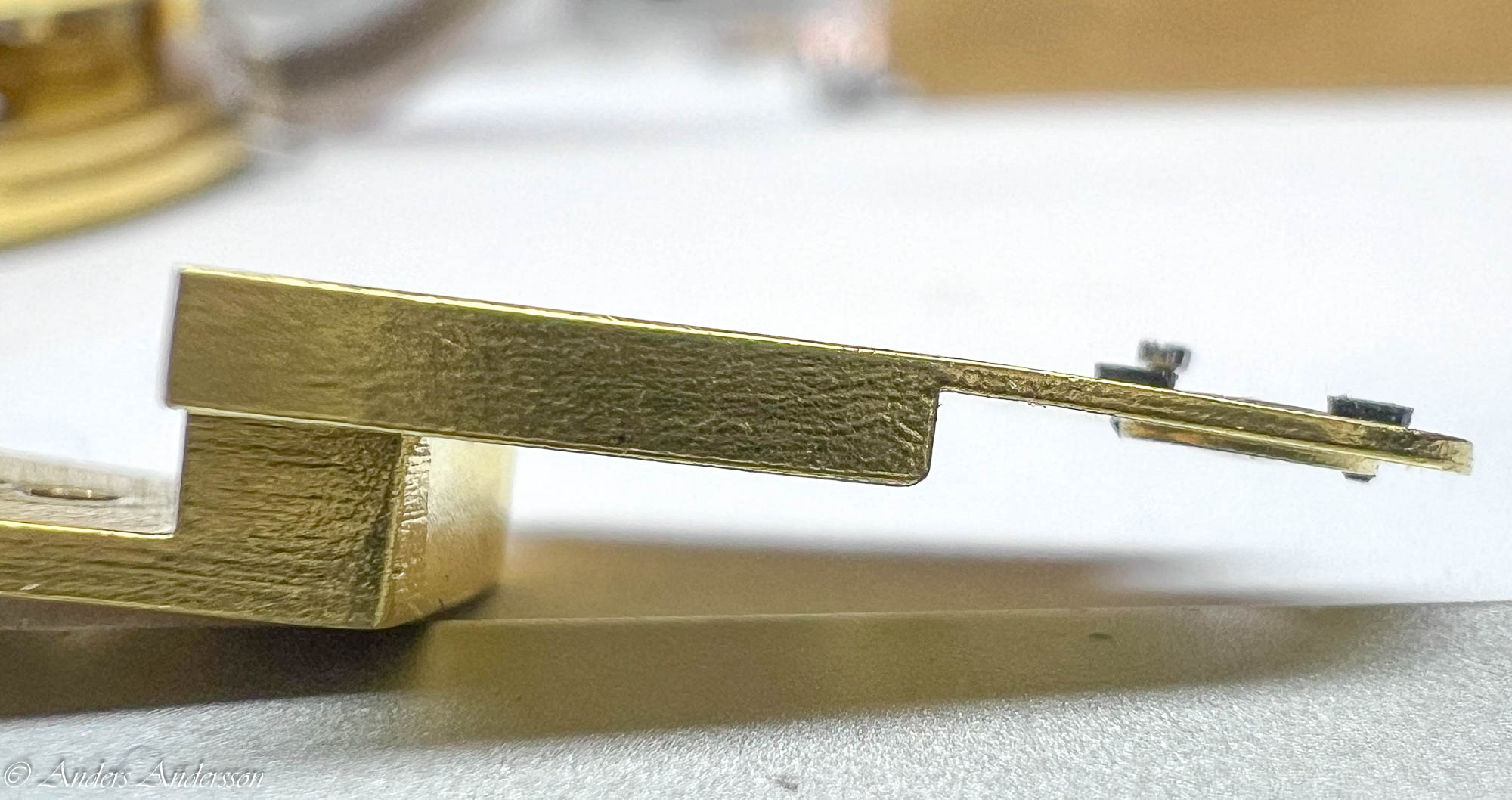
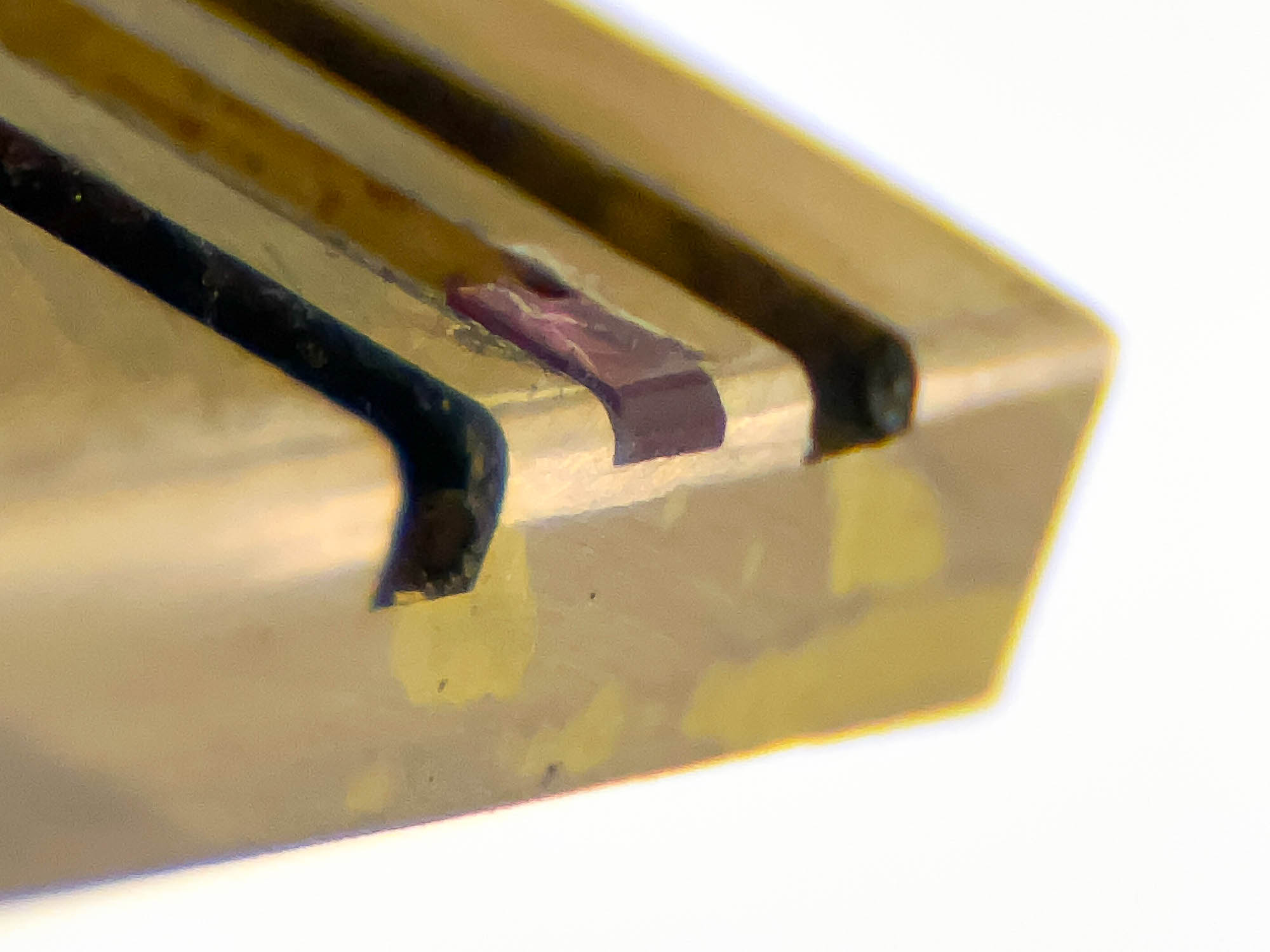
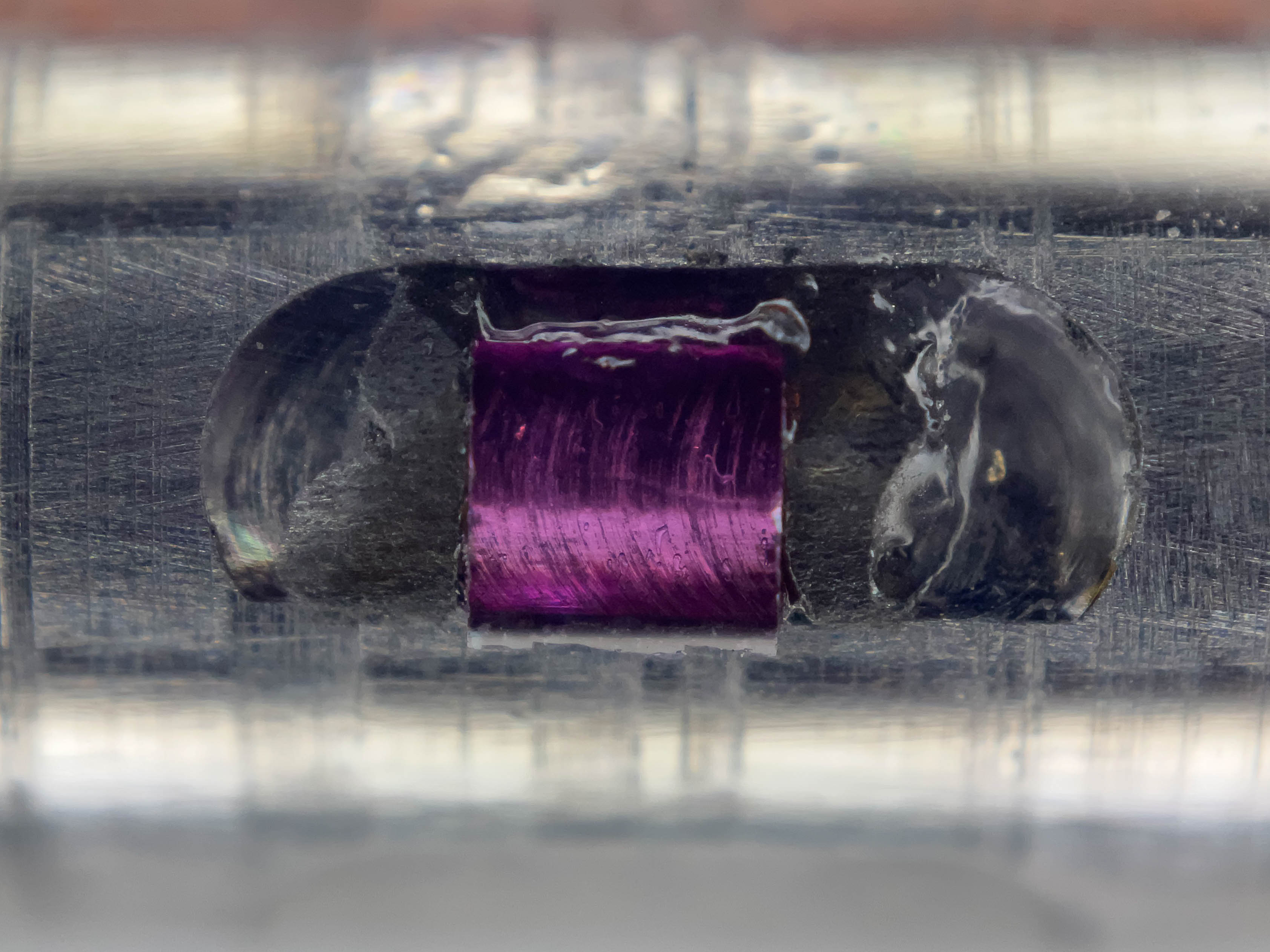
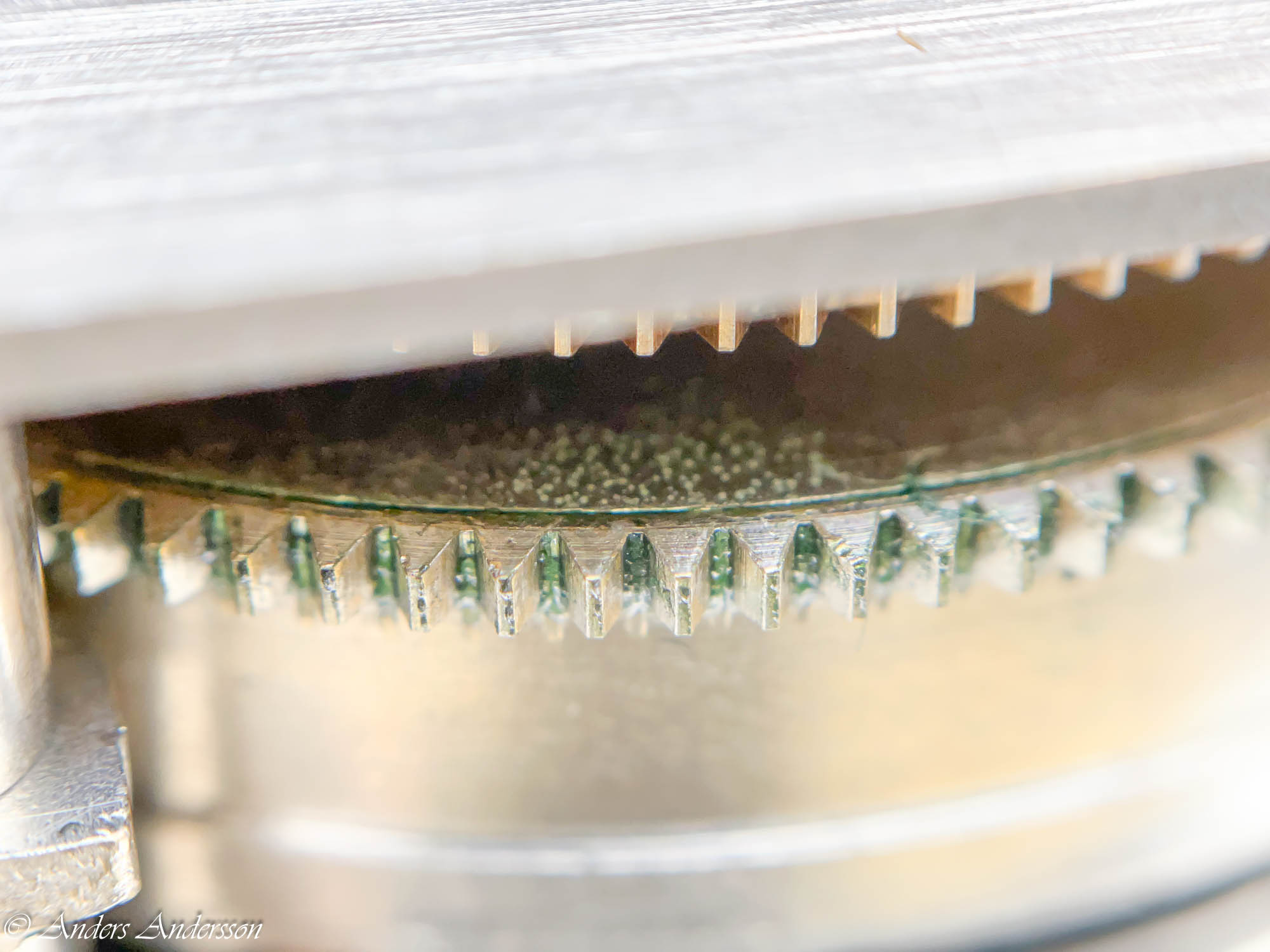
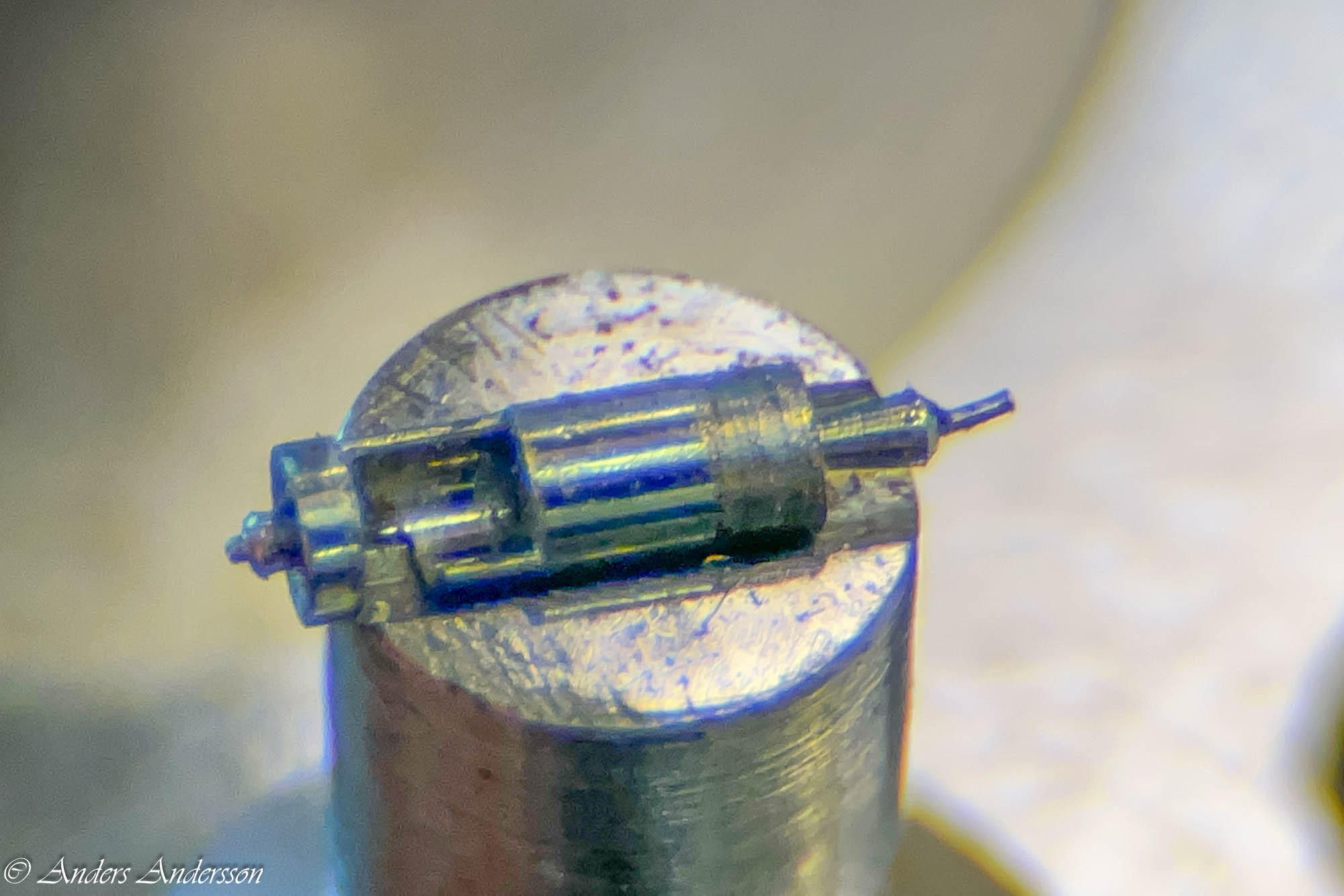
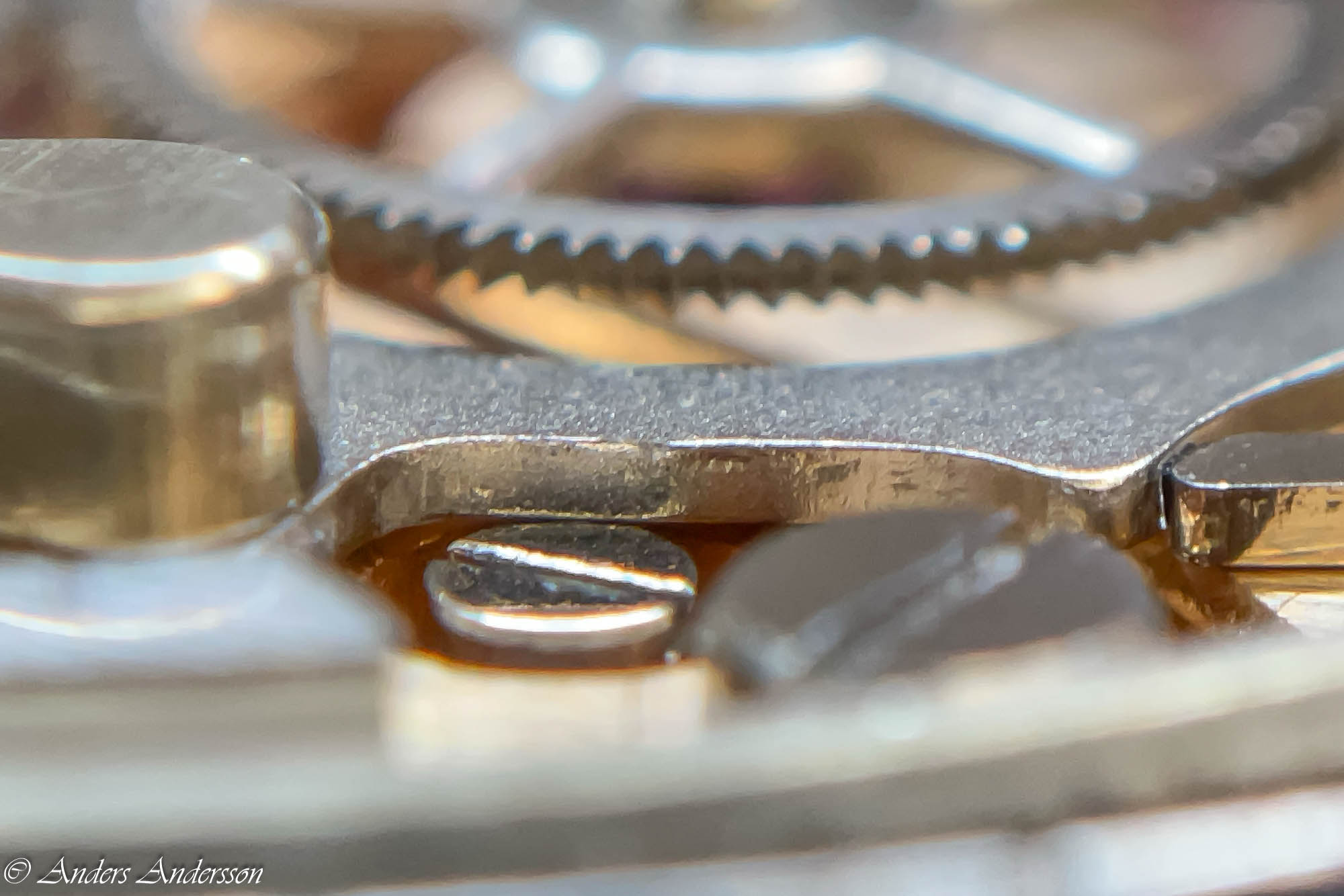
 Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.
Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.

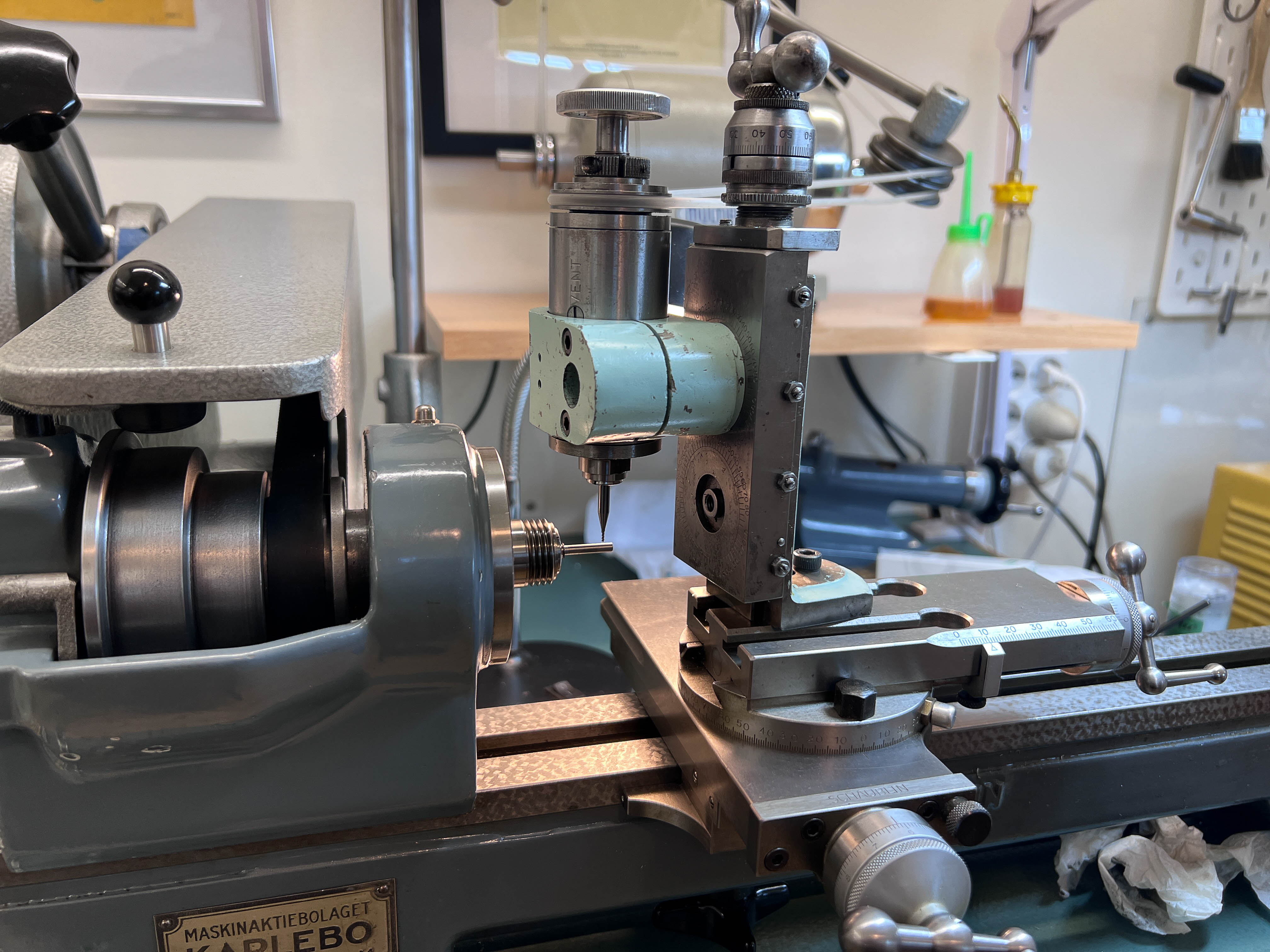
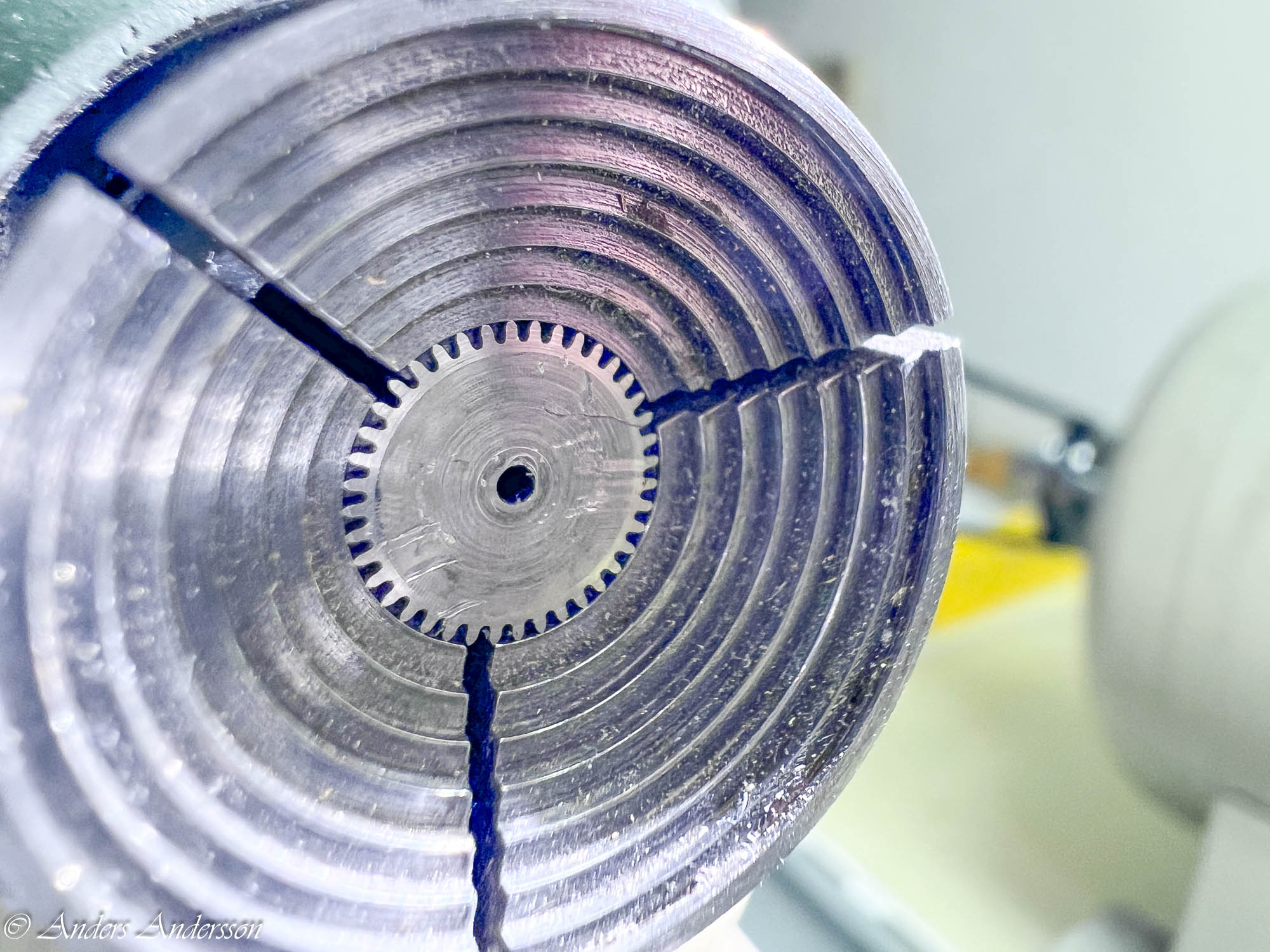
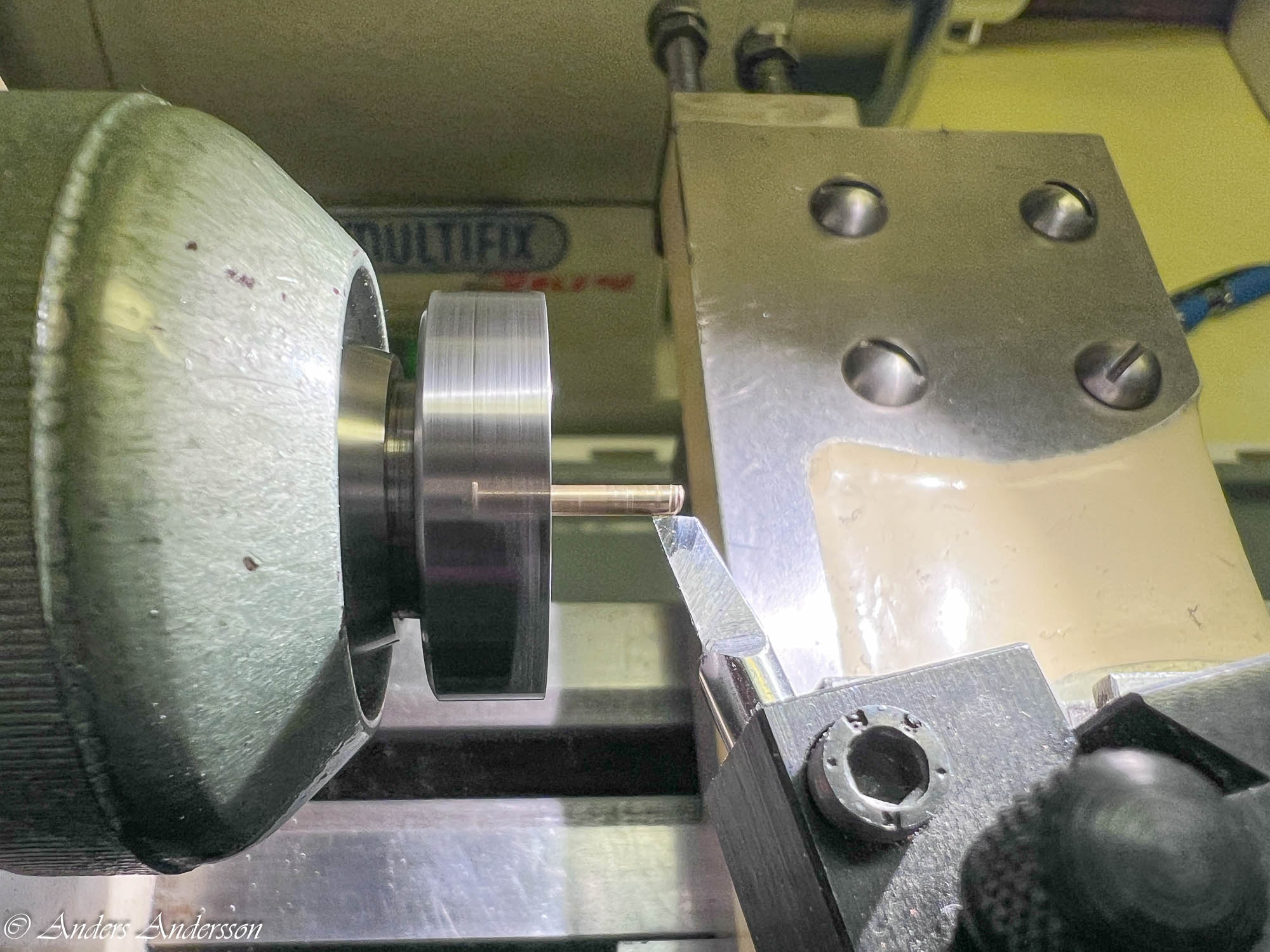
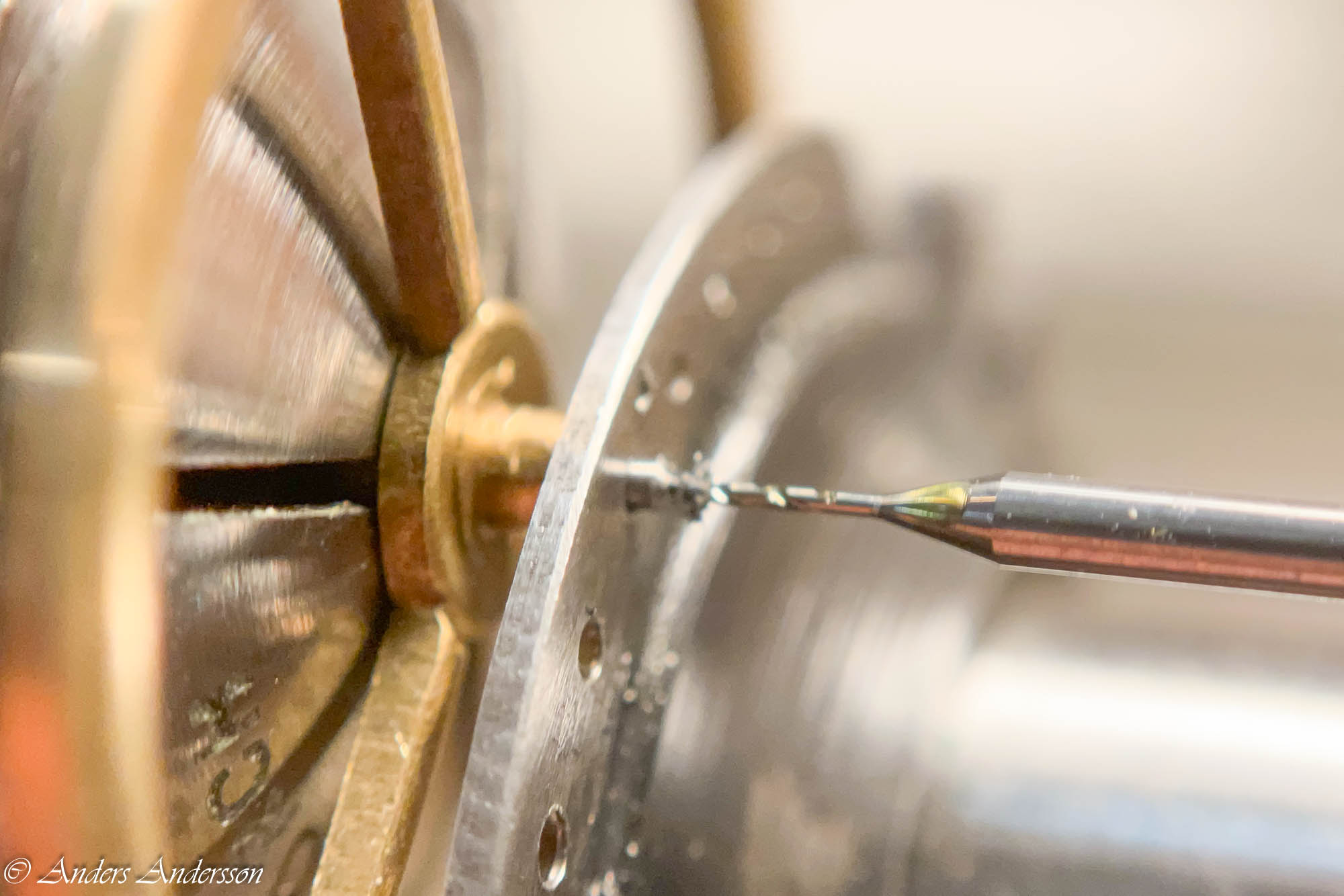
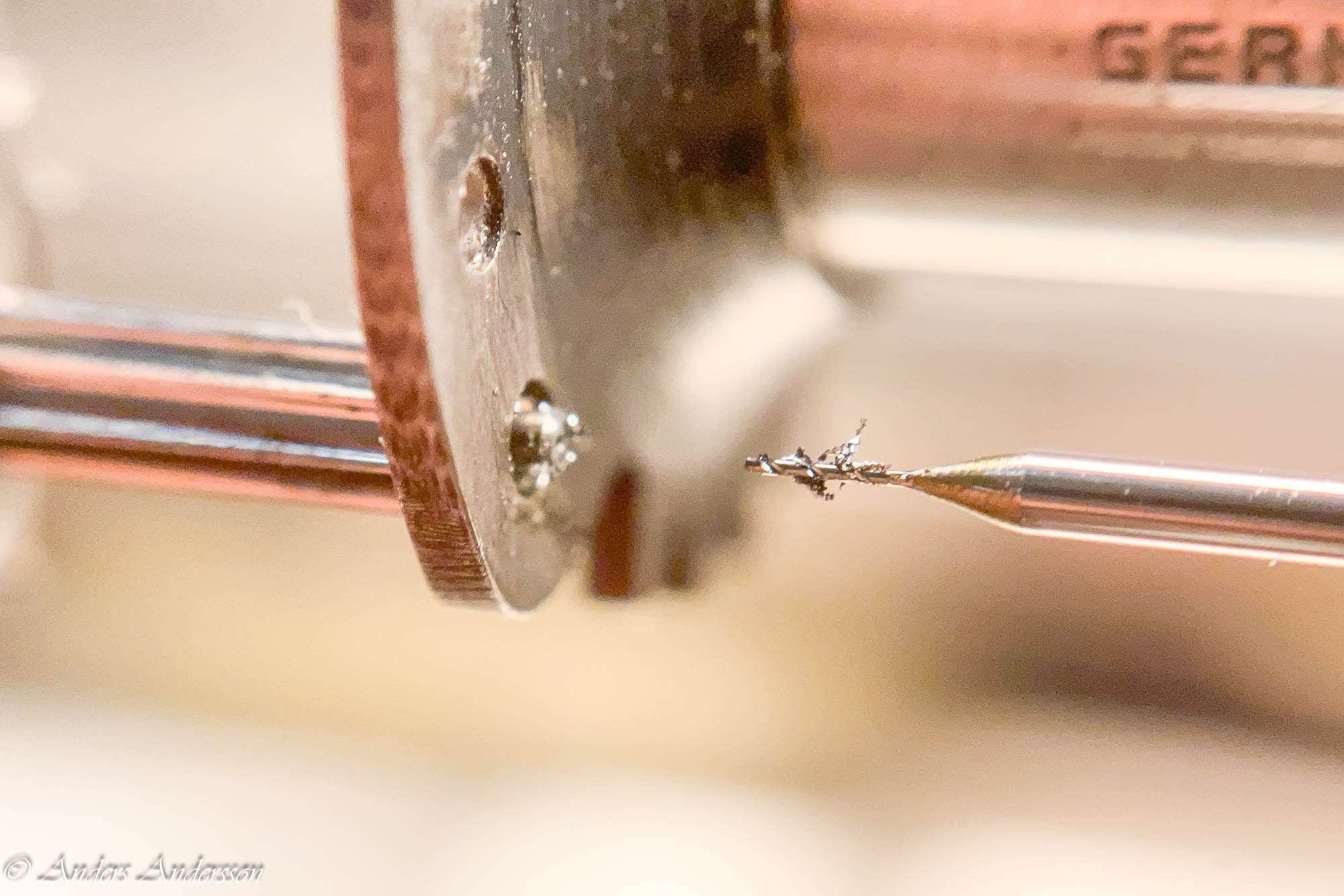
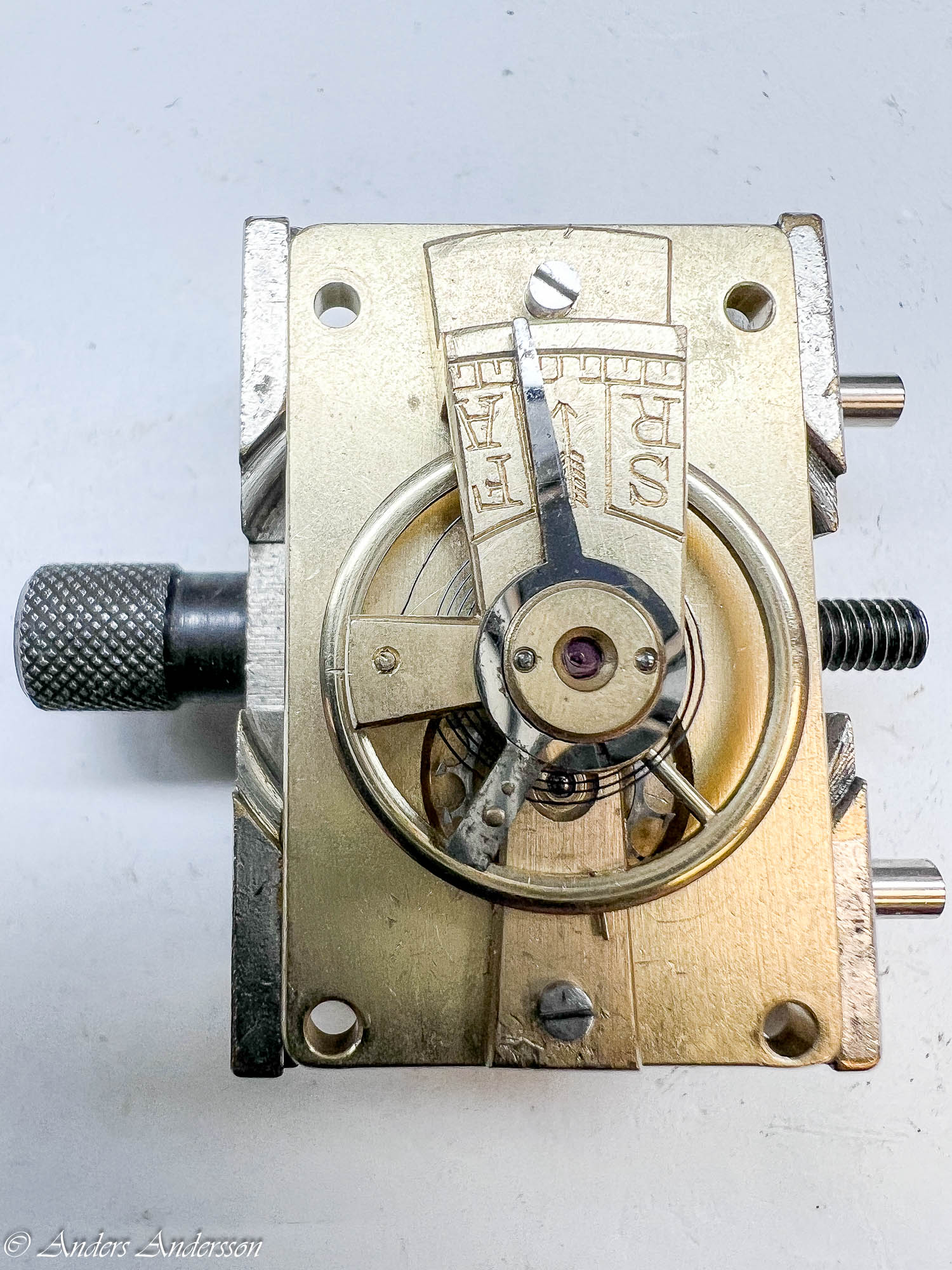
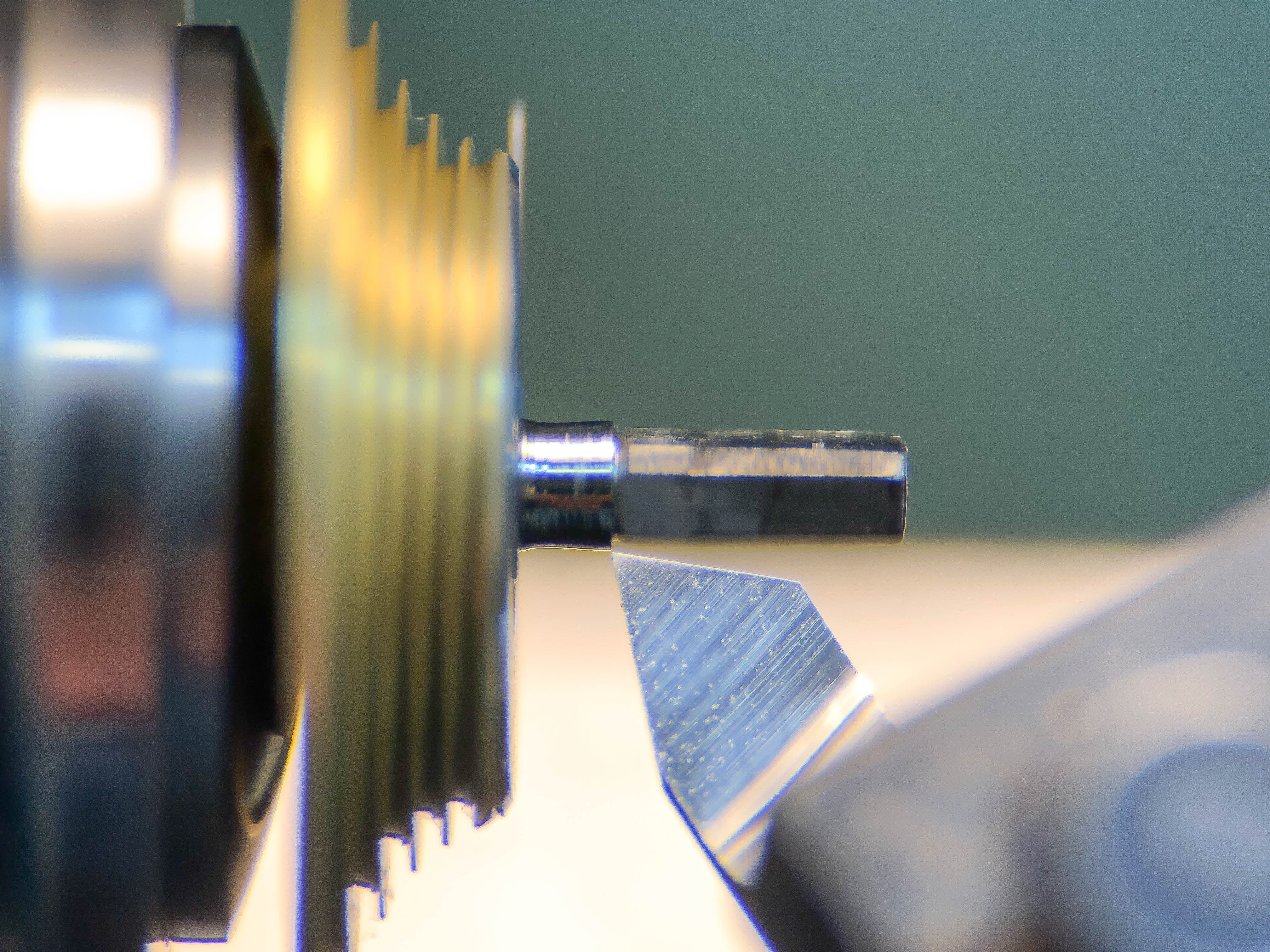
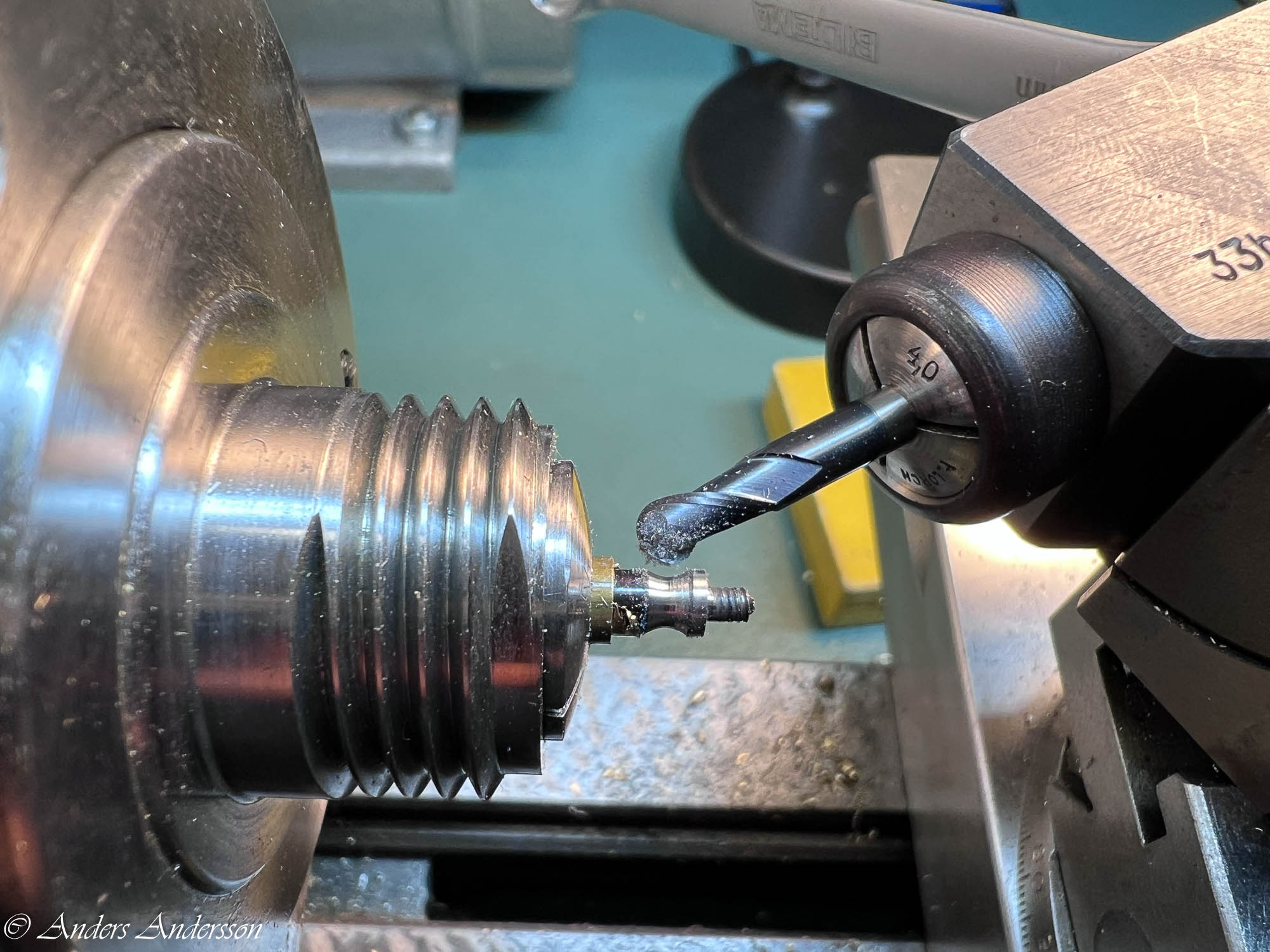
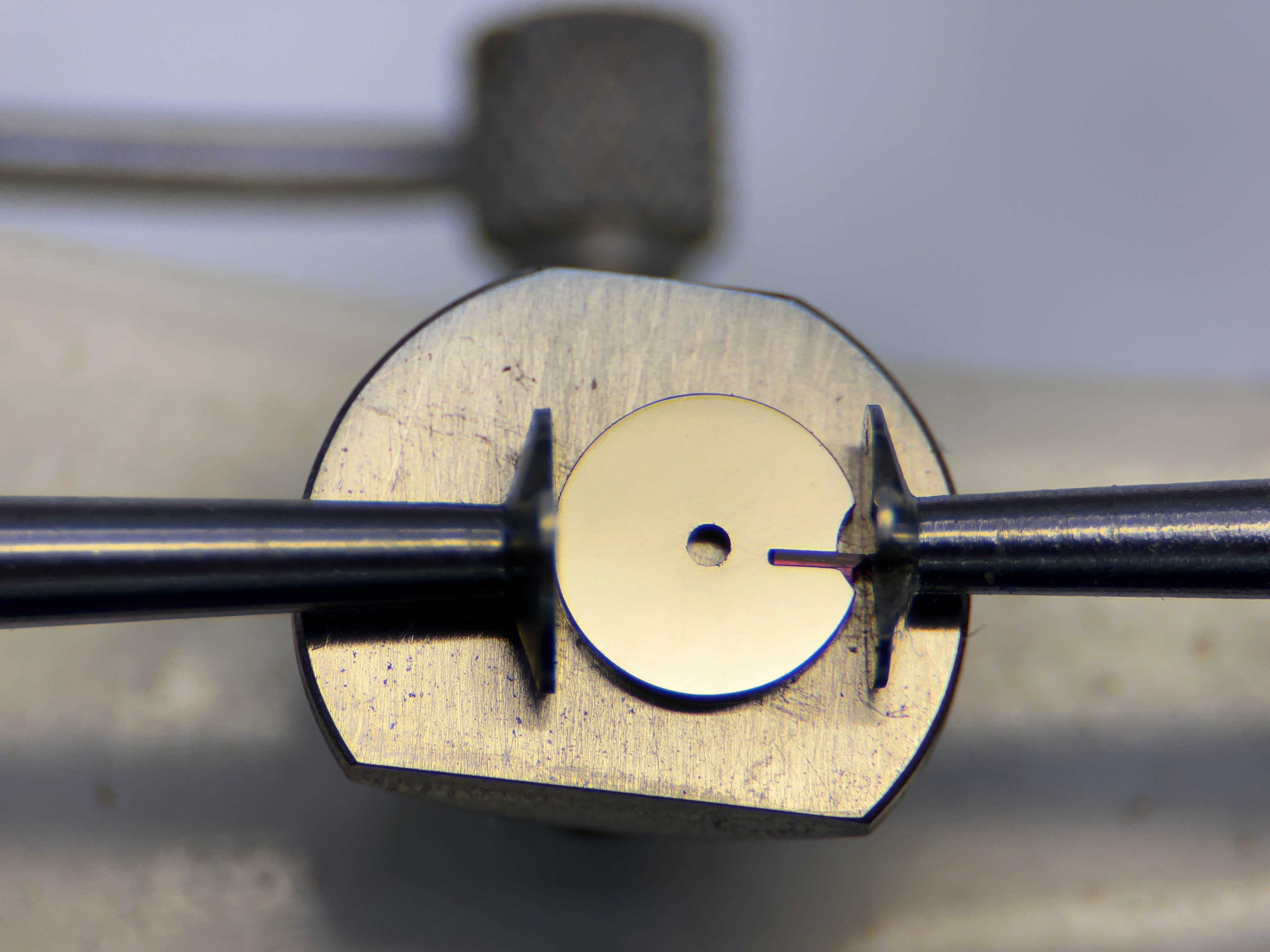
 Balansen centreras med hålskivan i svarven.
Balansen centreras med hålskivan i svarven.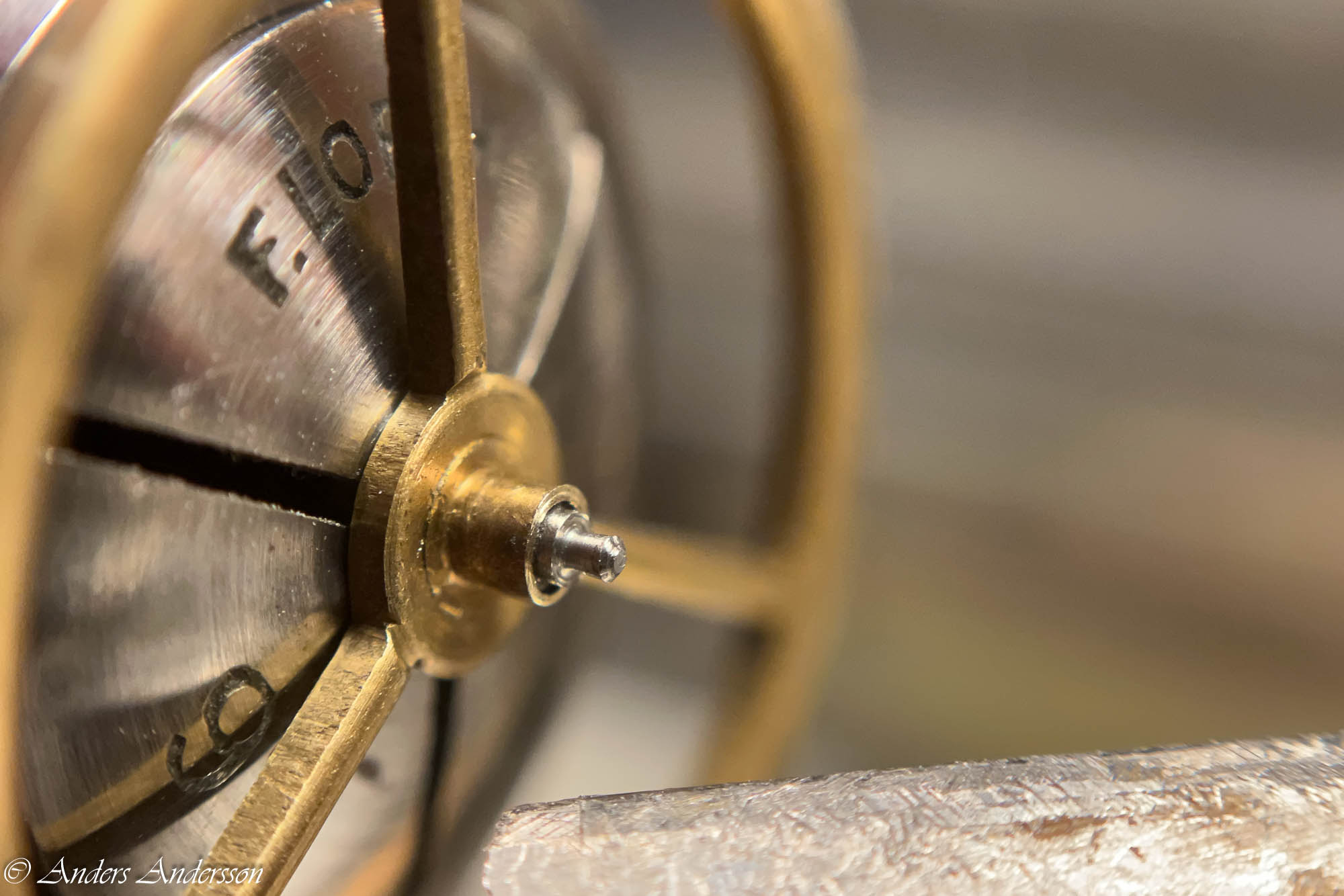

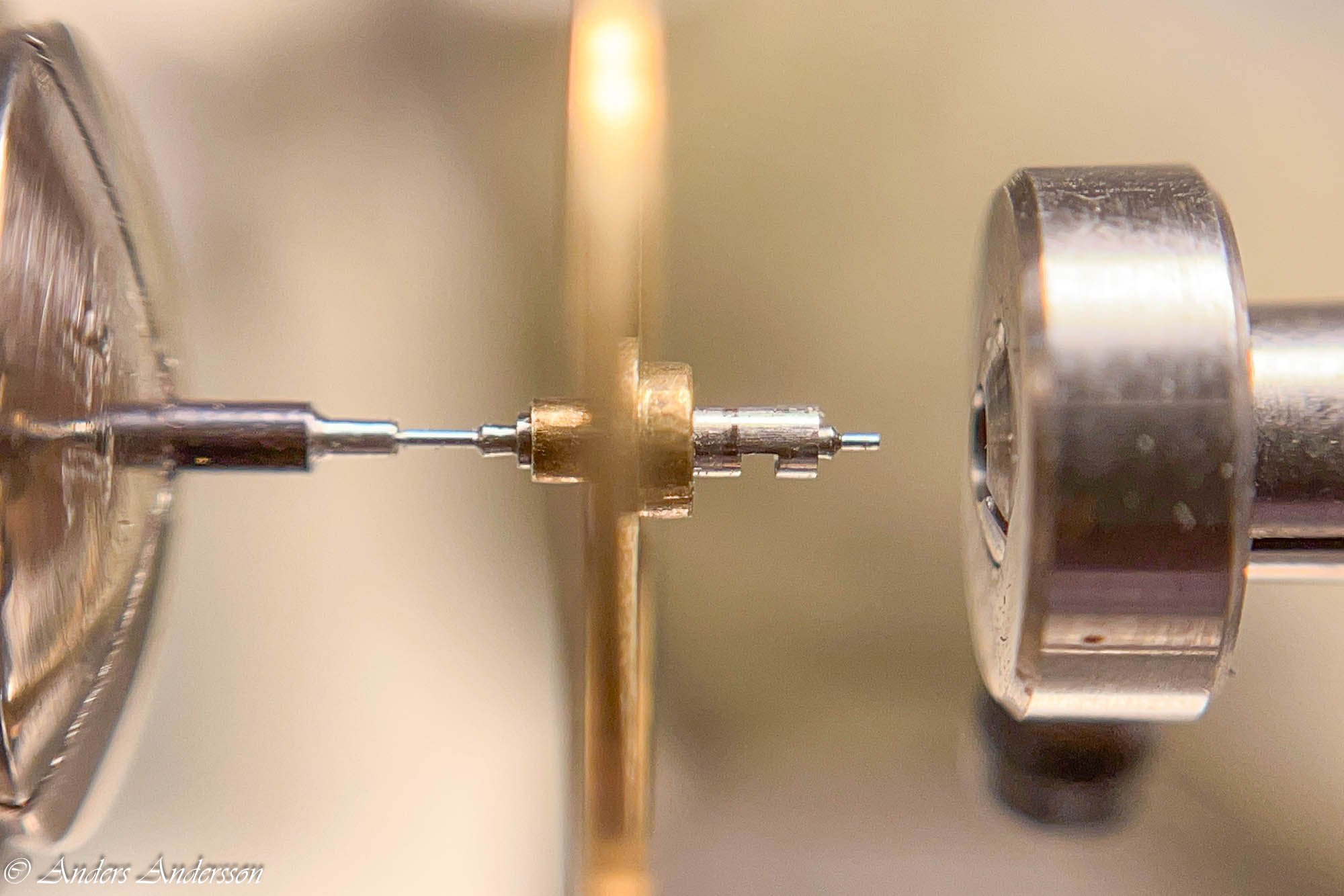



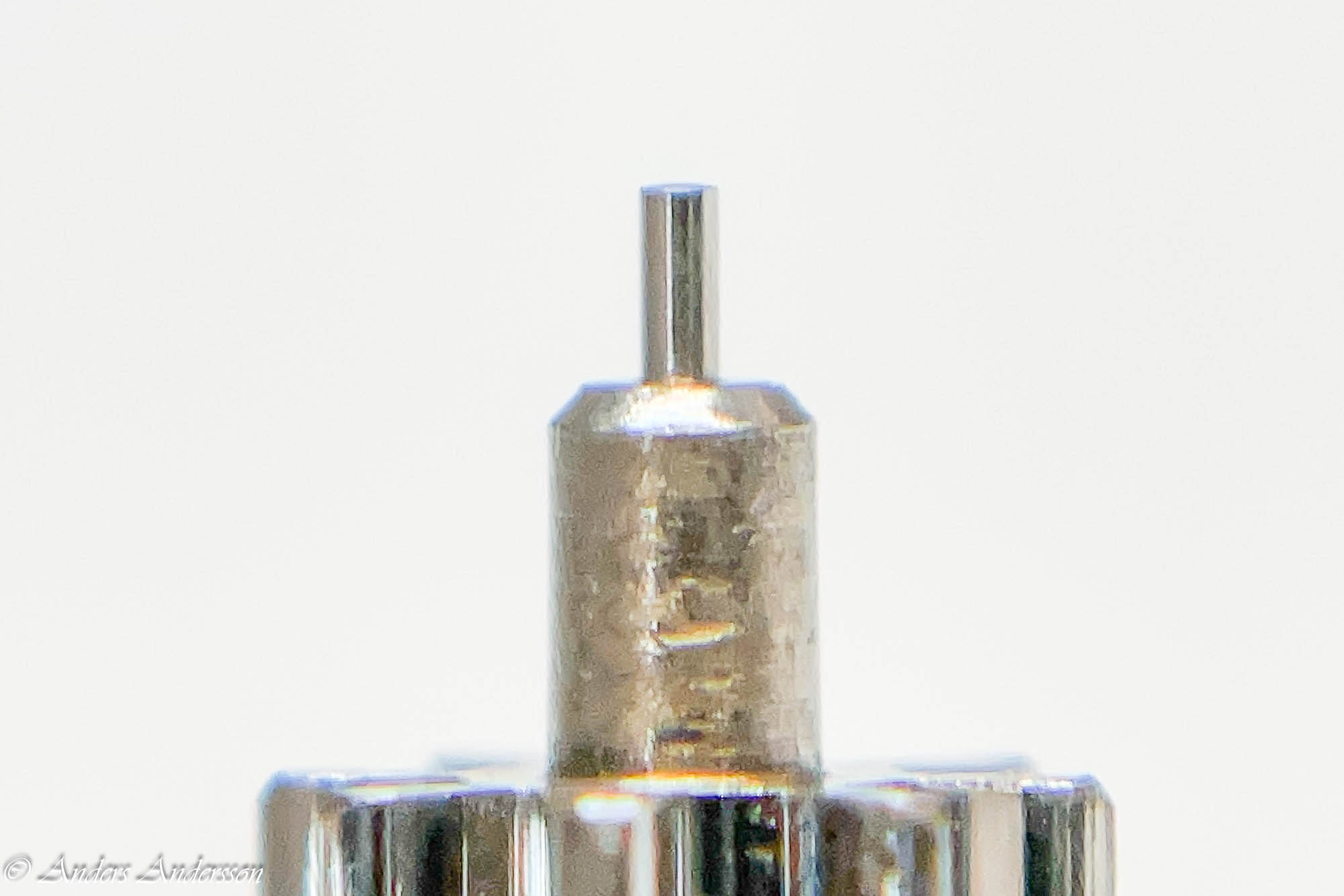














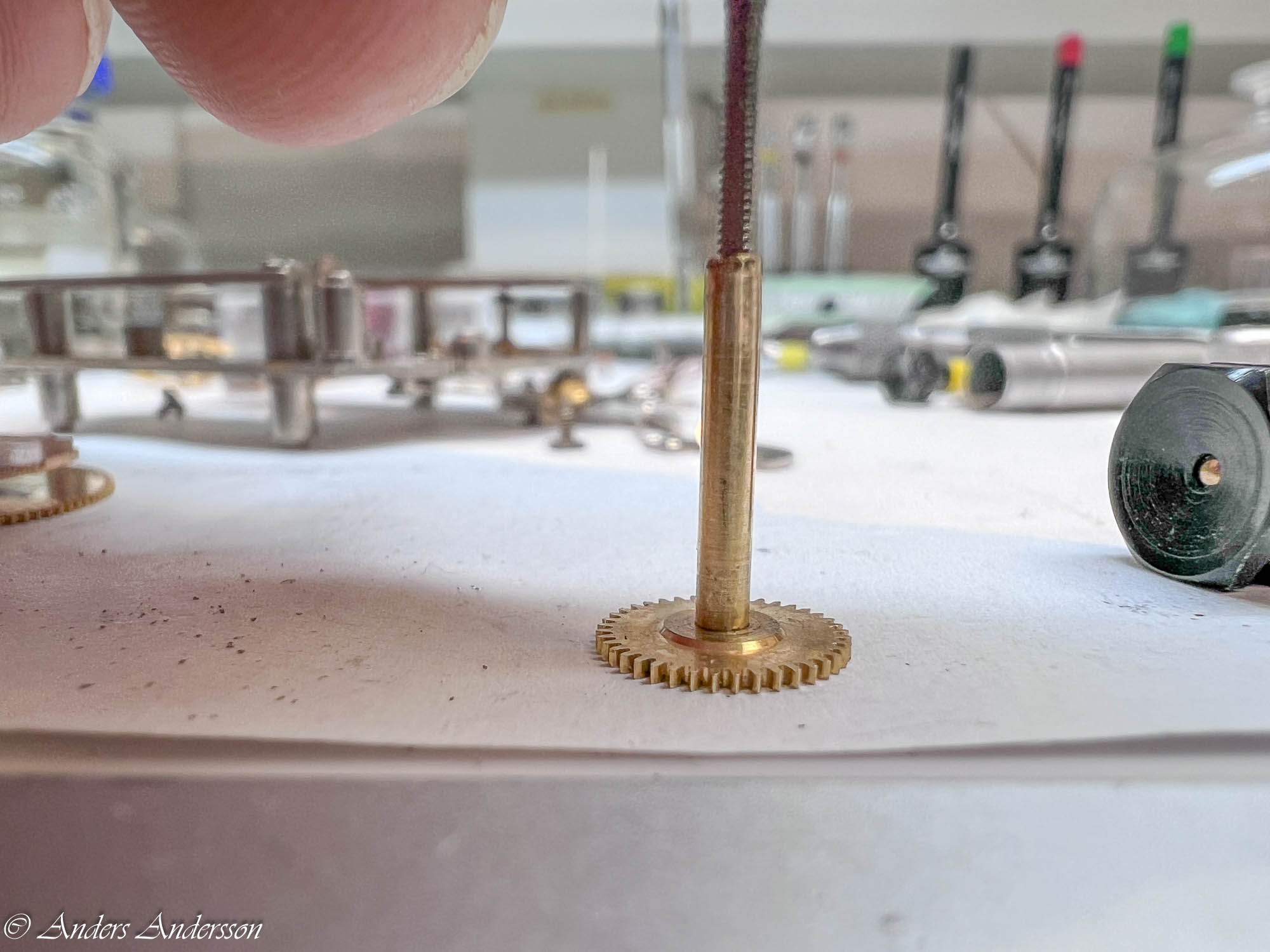
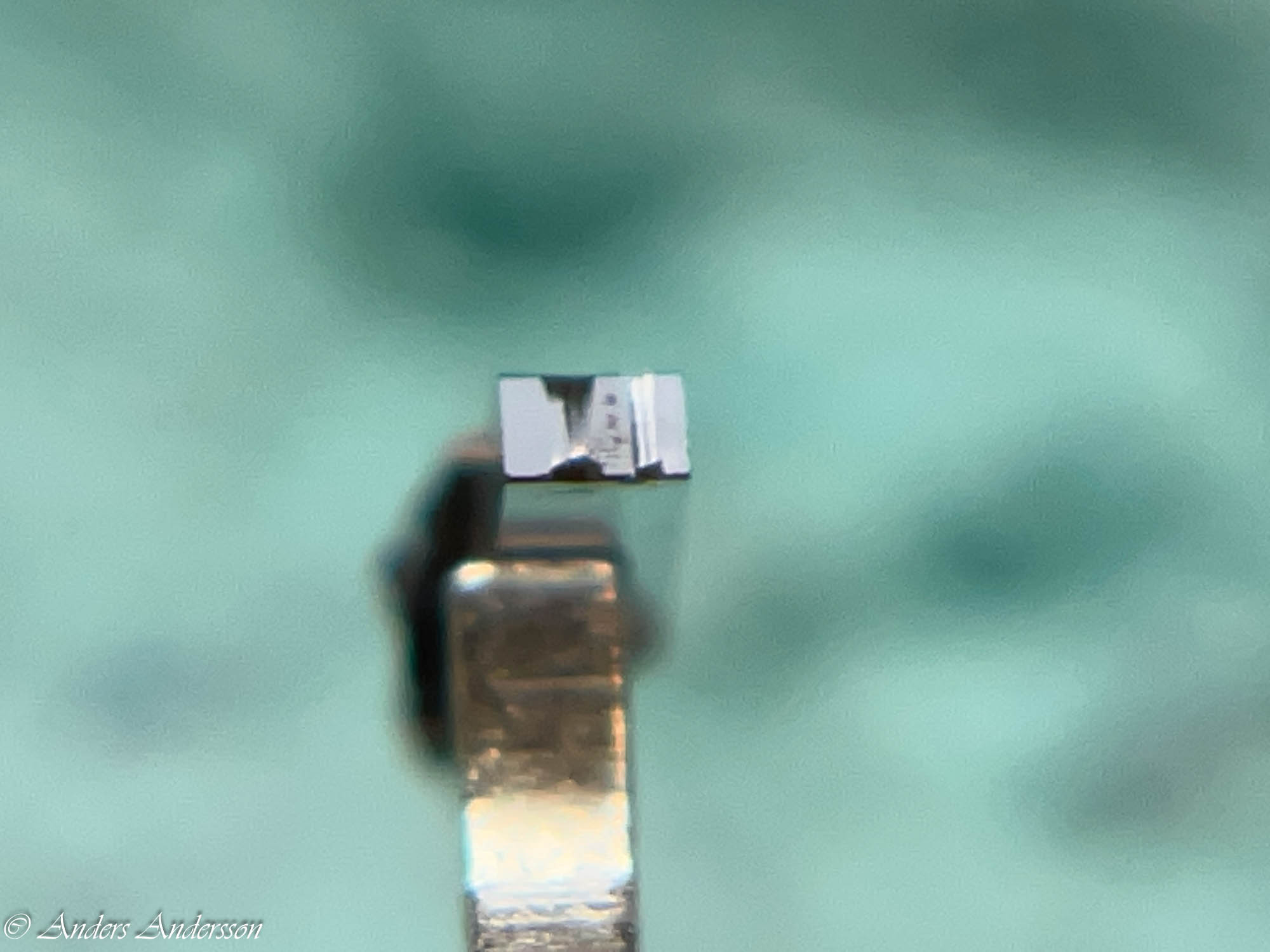
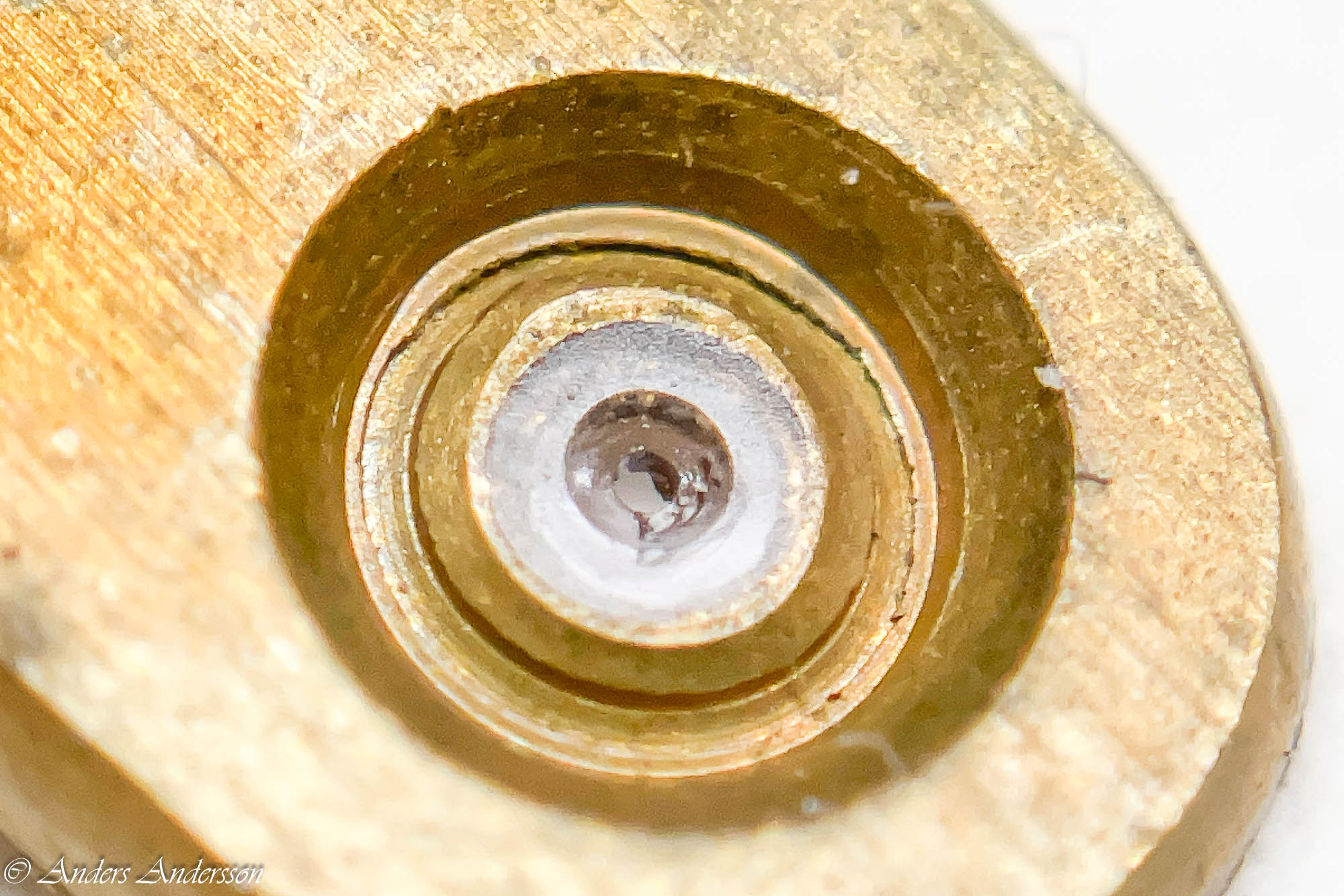
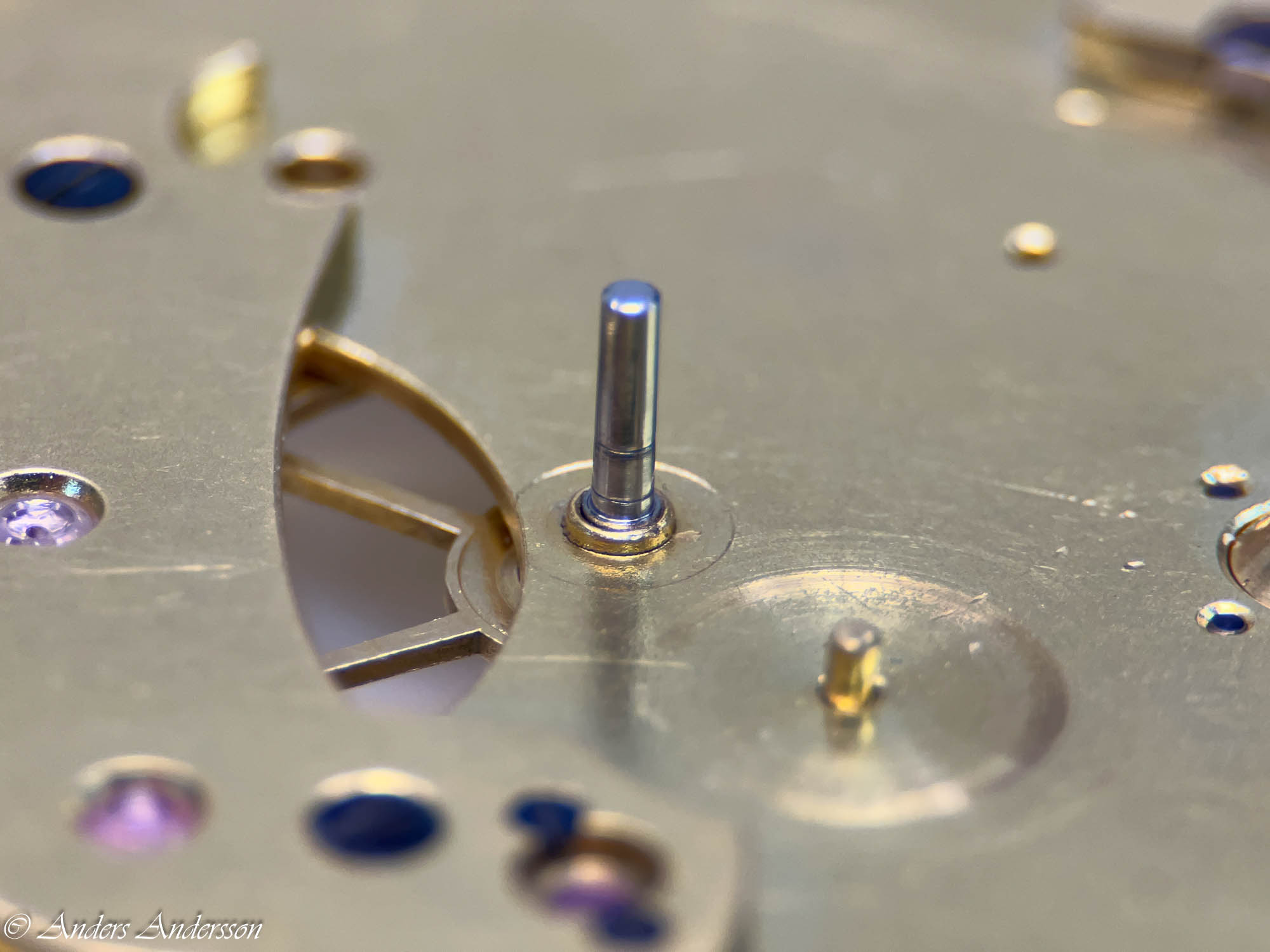
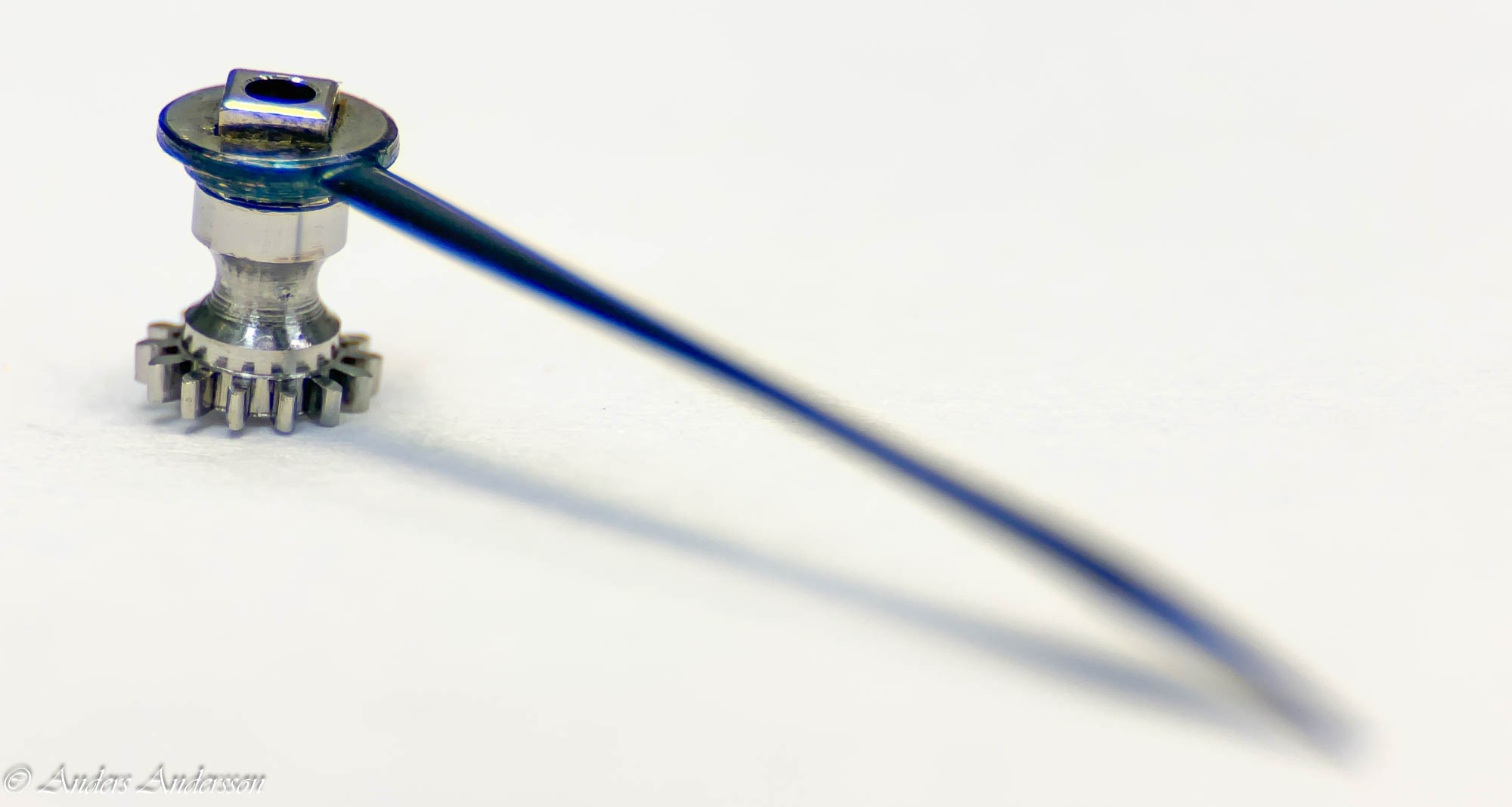
 Tappen lös.
Tappen lös.

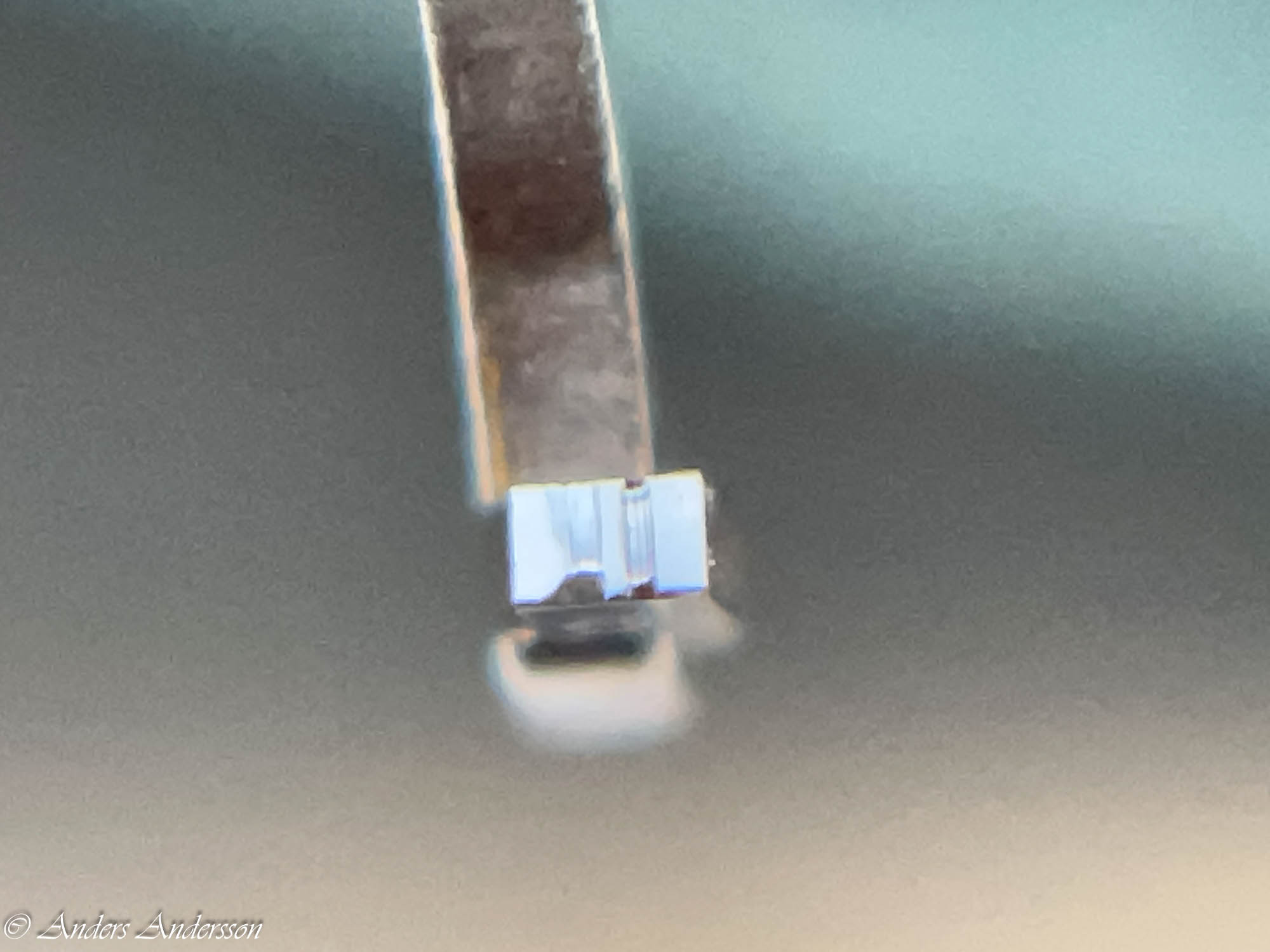
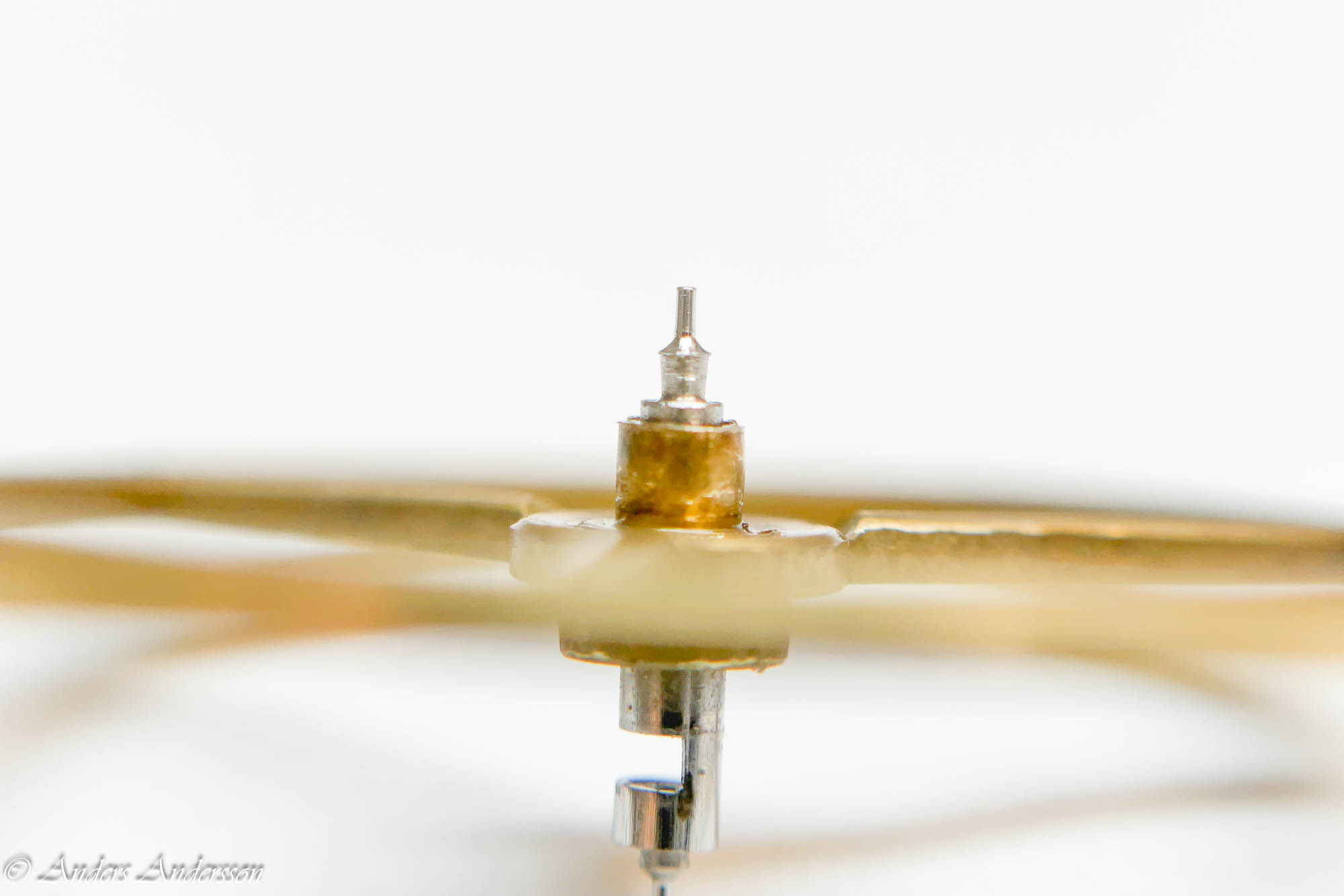
 Med en tung fot av troligen zink.
Med en tung fot av troligen zink.


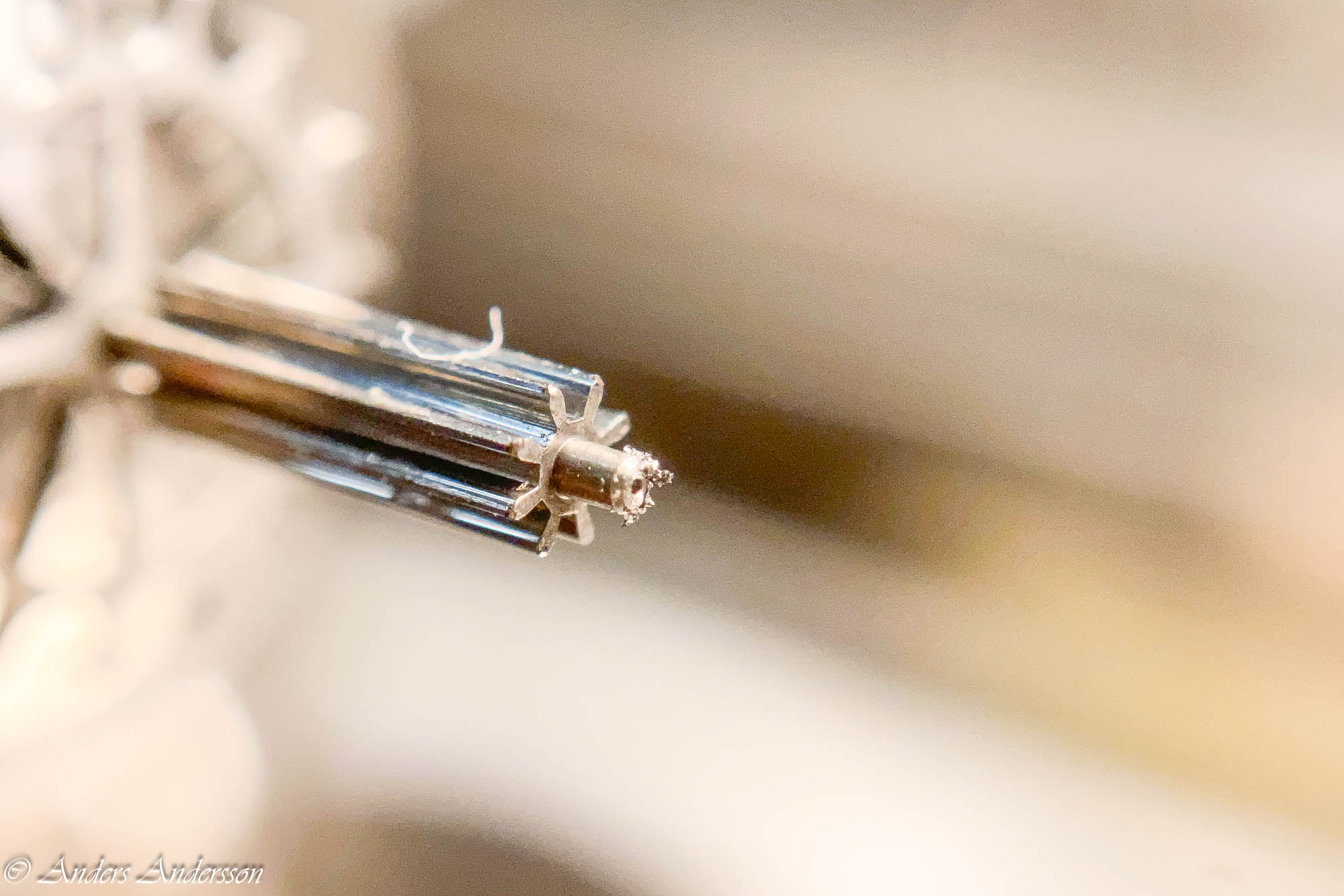
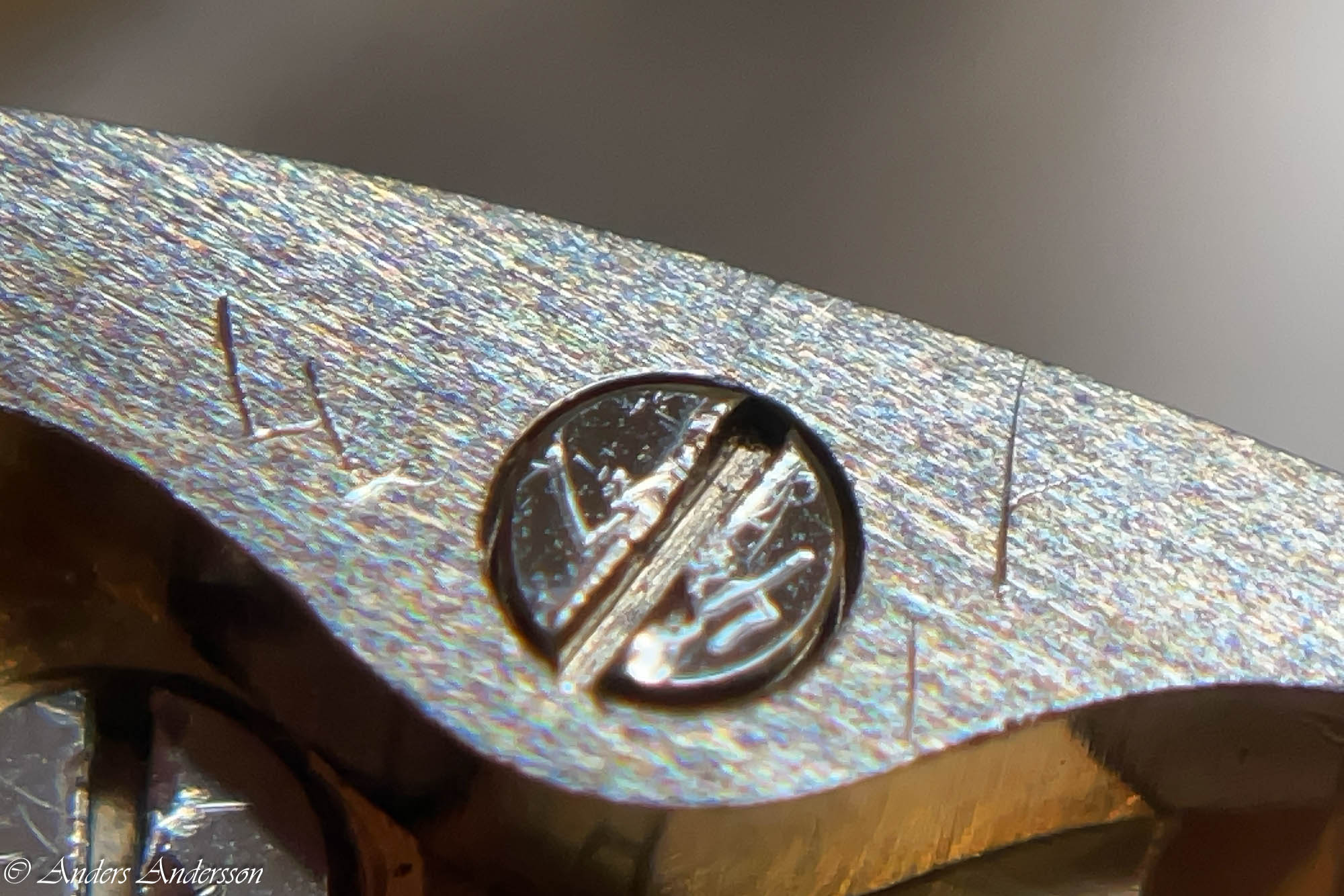
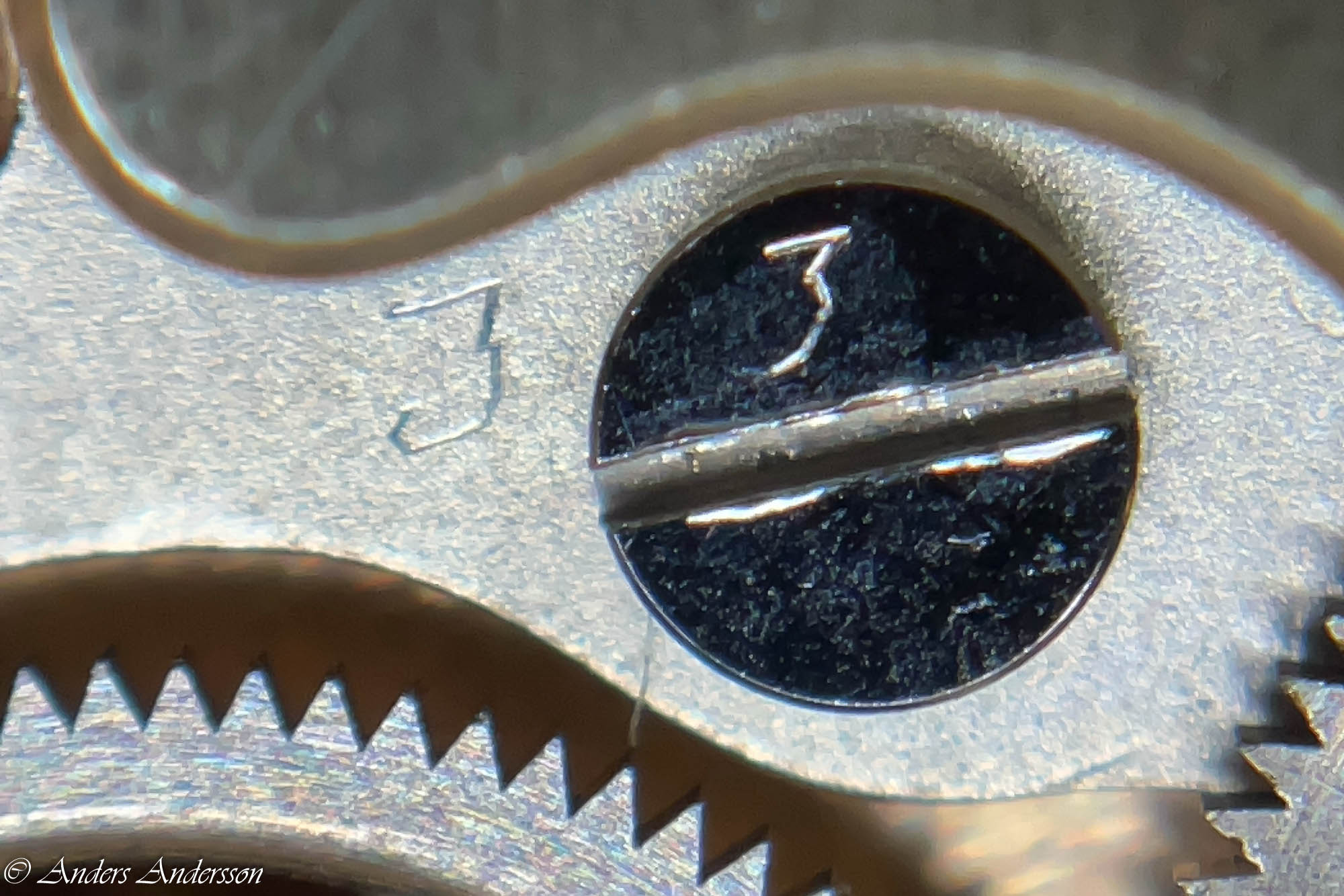
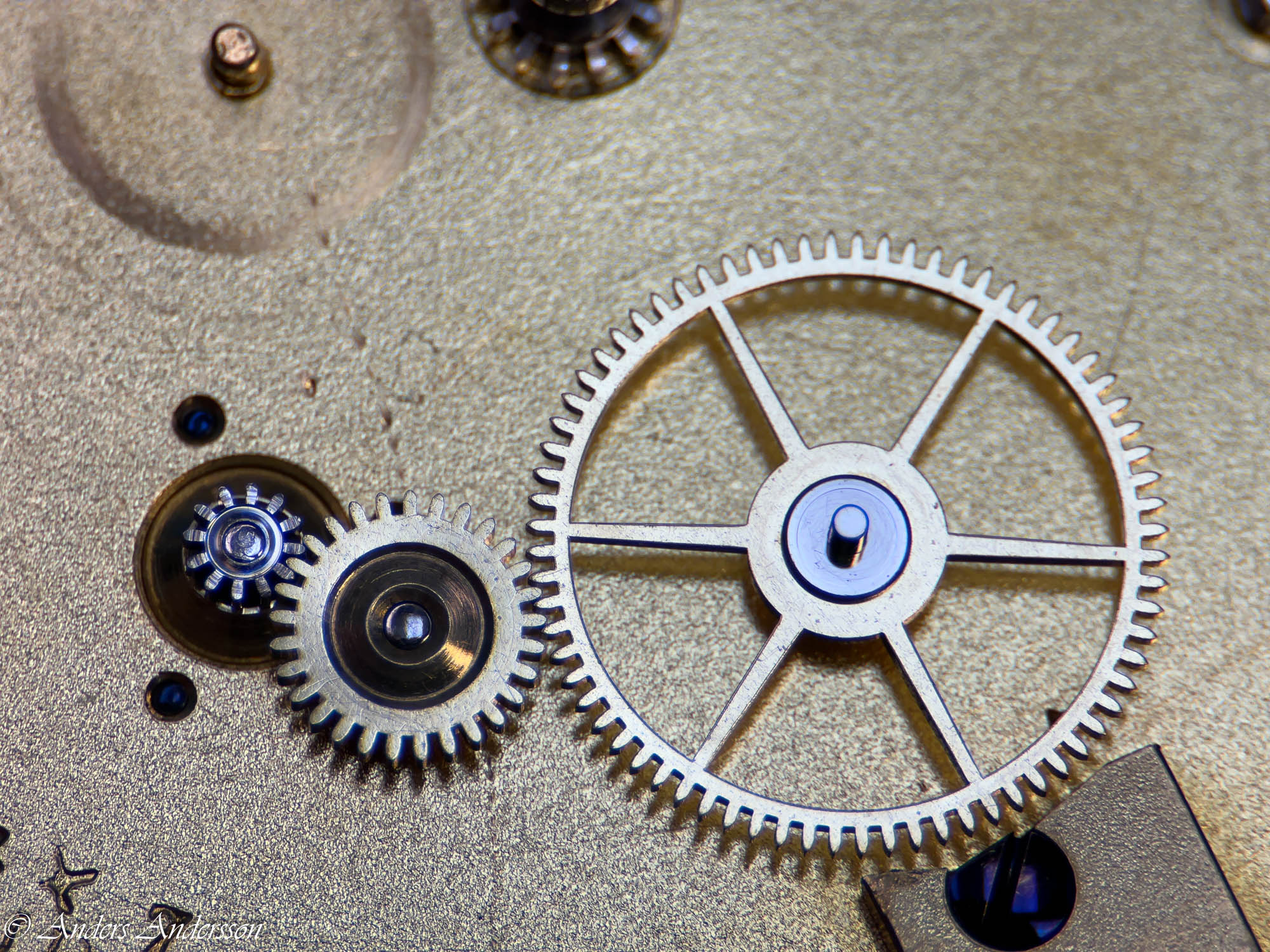
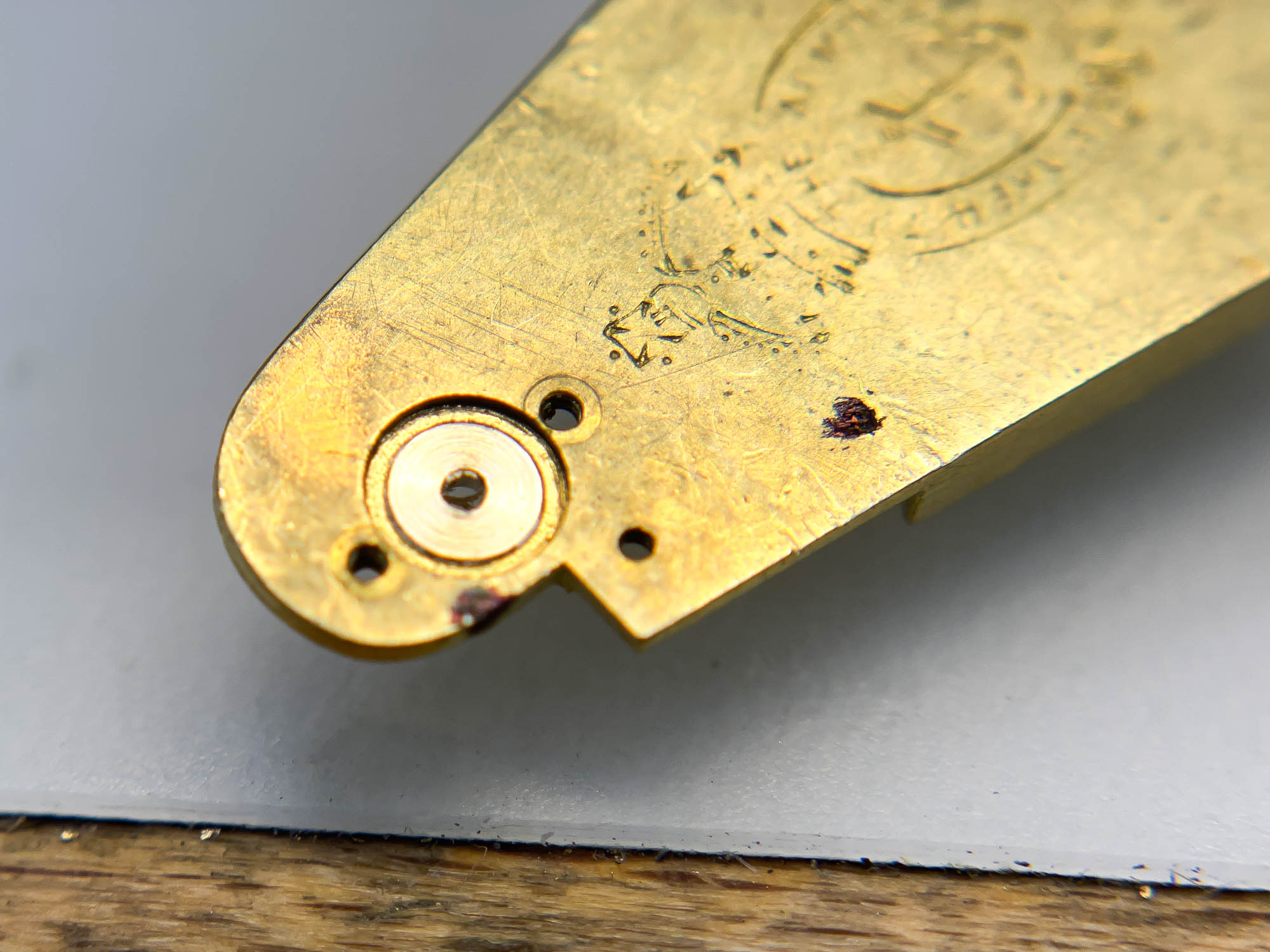
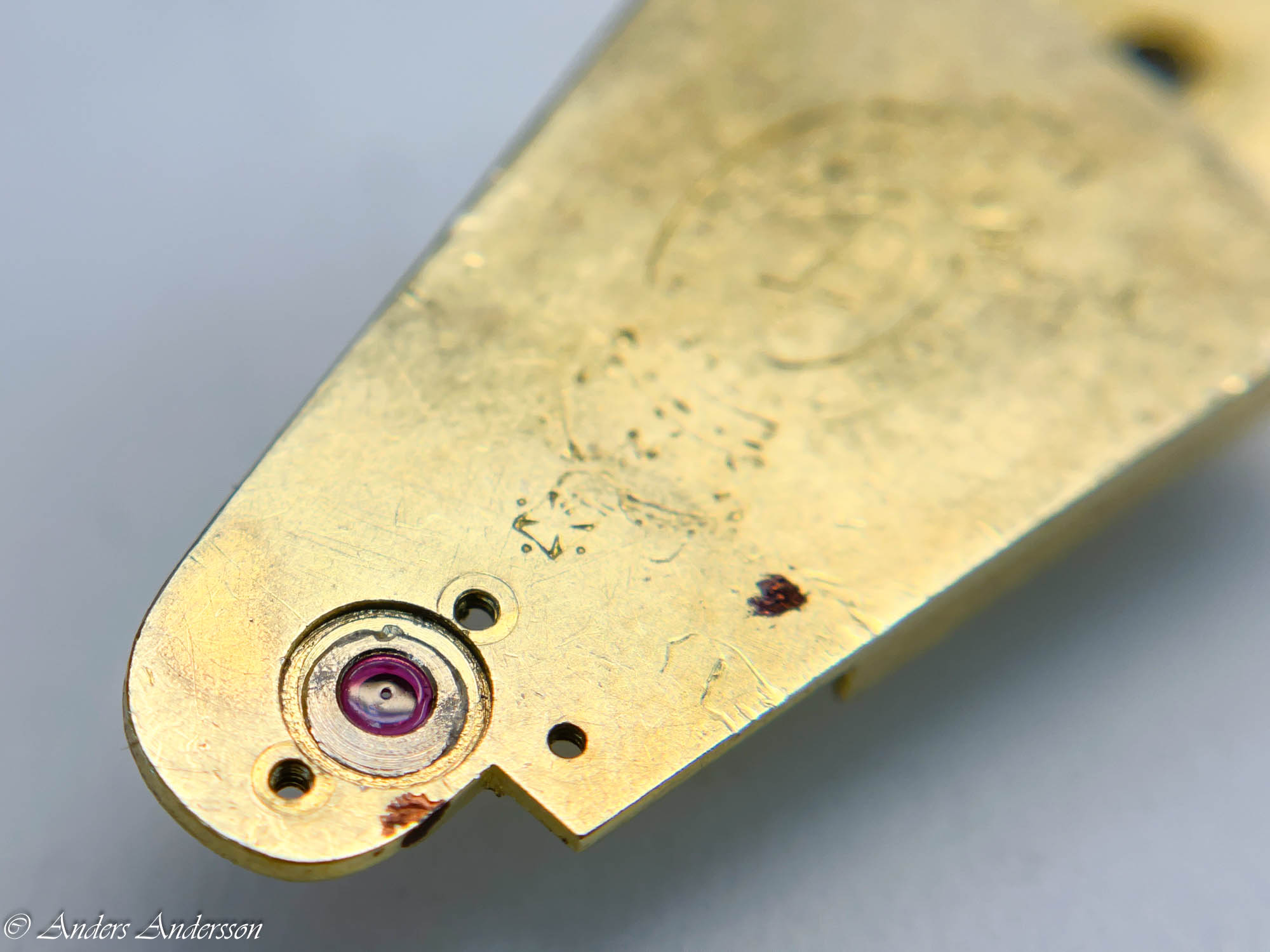
 Pelarhjulets skruv märkt med K L. Man ser även att en av pelarna är avbruten.
Pelarhjulets skruv märkt med K L. Man ser även att en av pelarna är avbruten.

























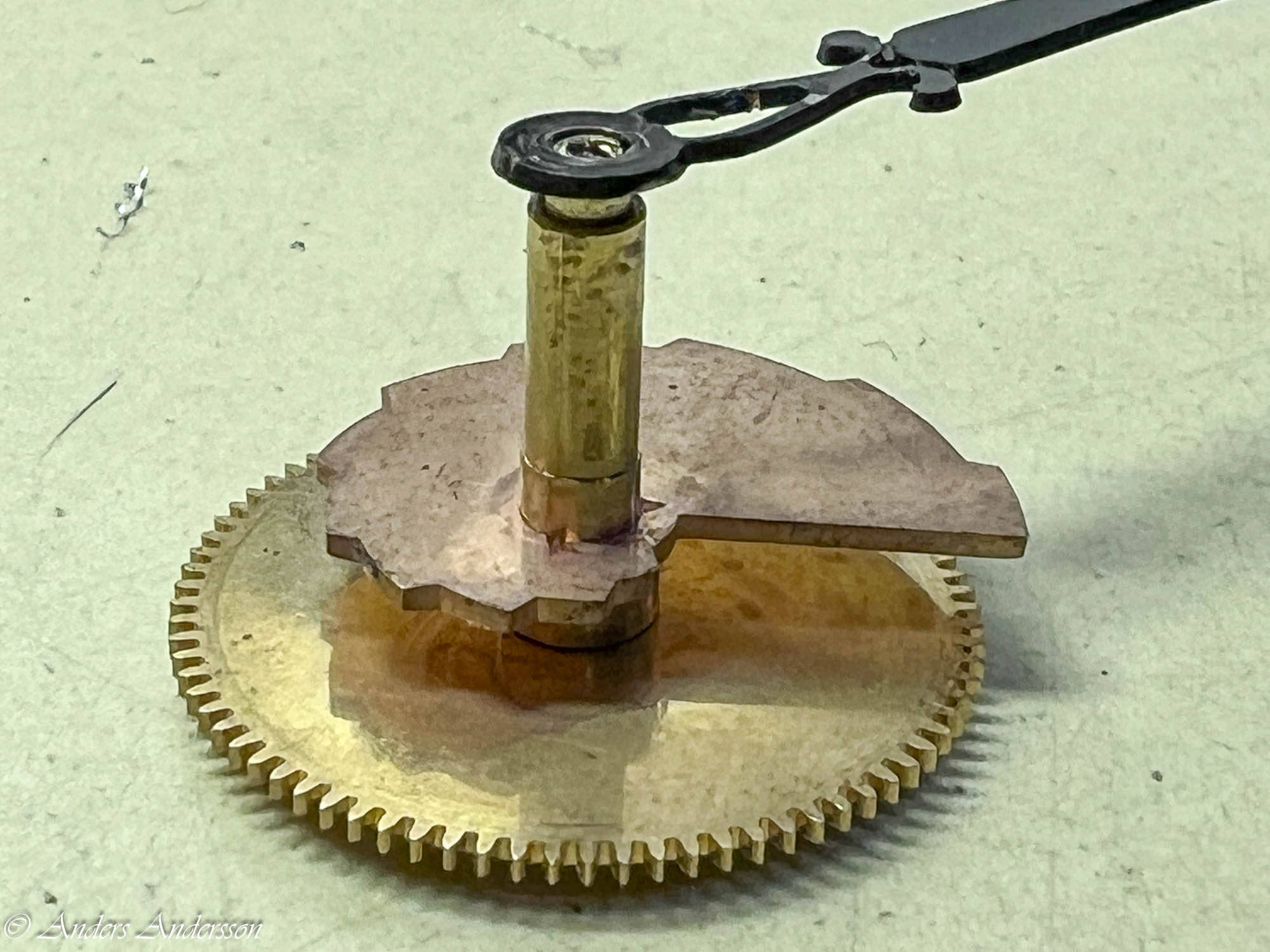
 Limmade fast de nya tänderna på hjulet.
Limmade fast de nya tänderna på hjulet.
















































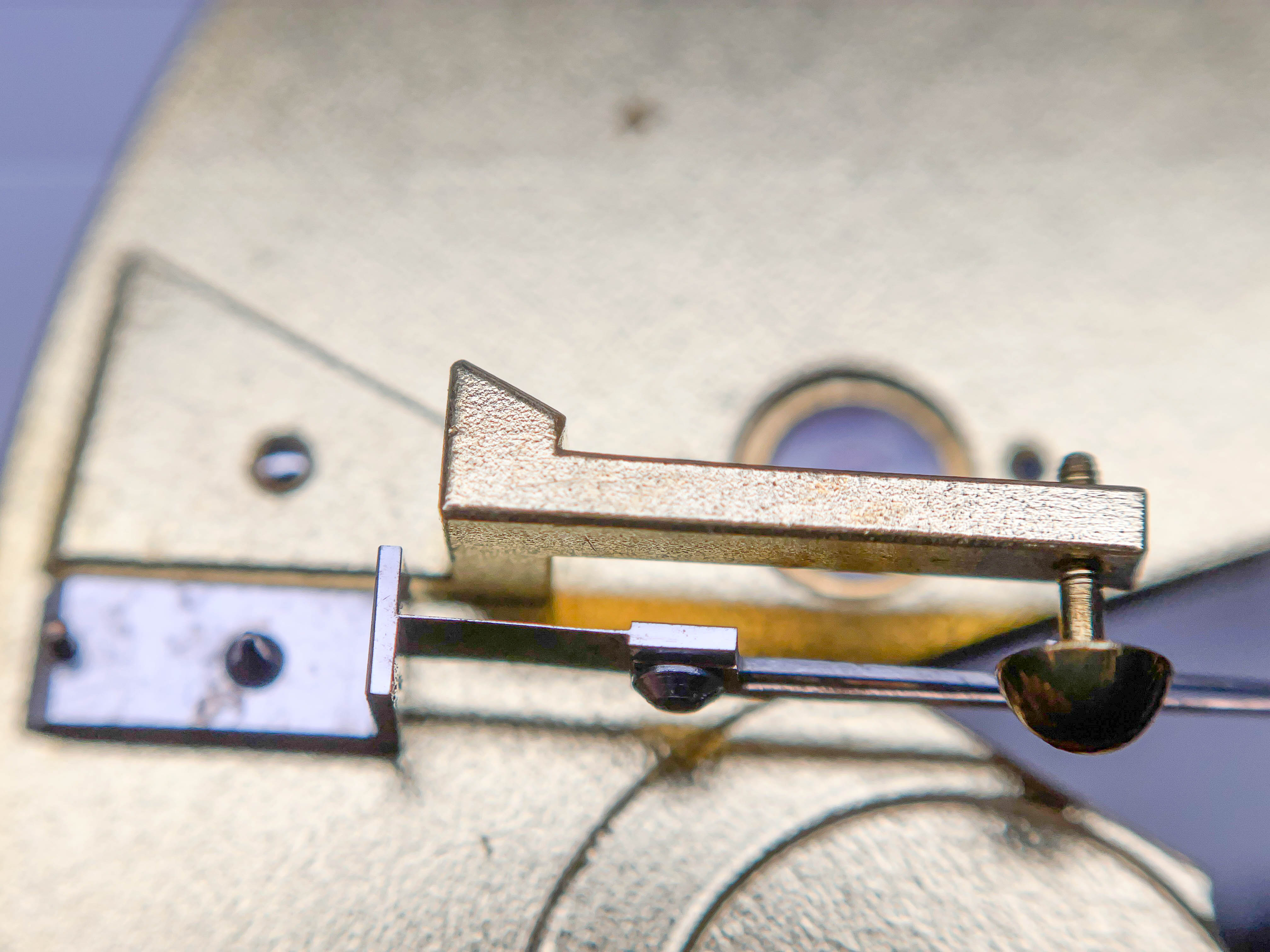
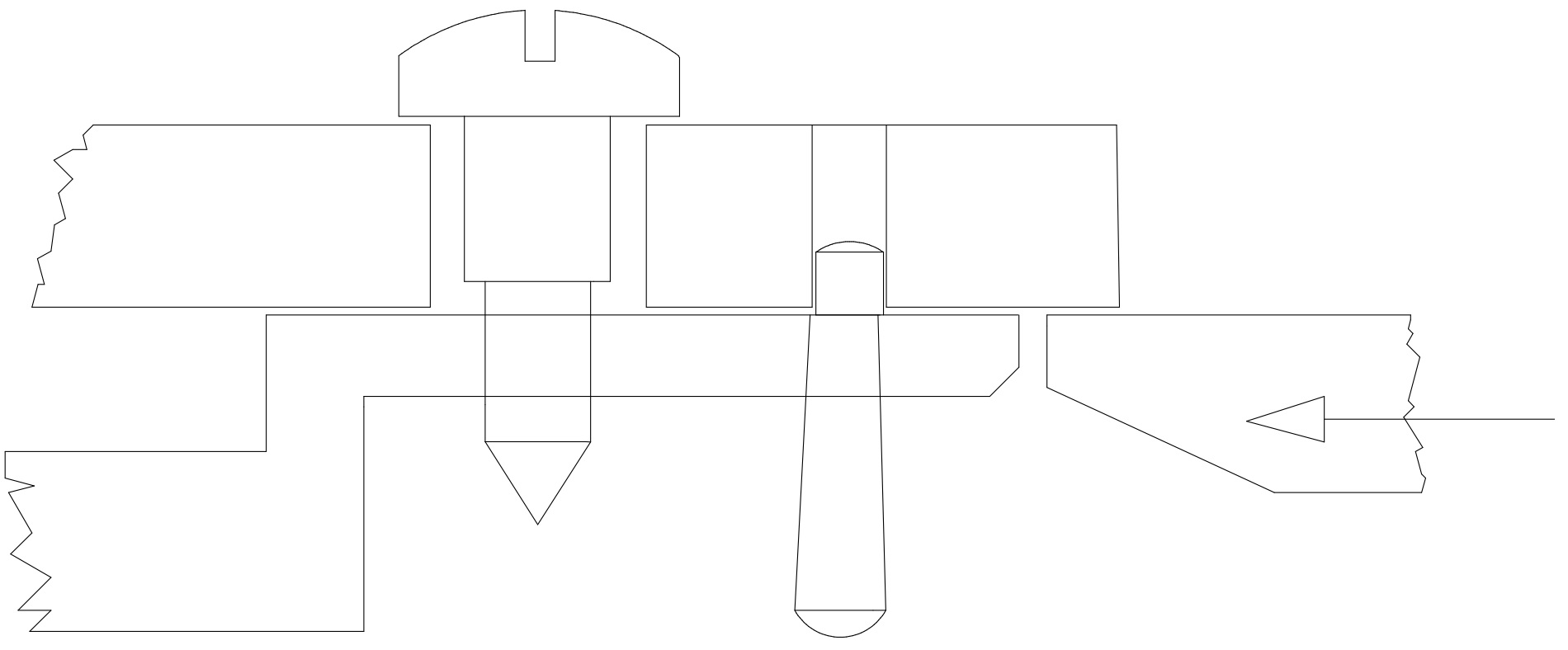
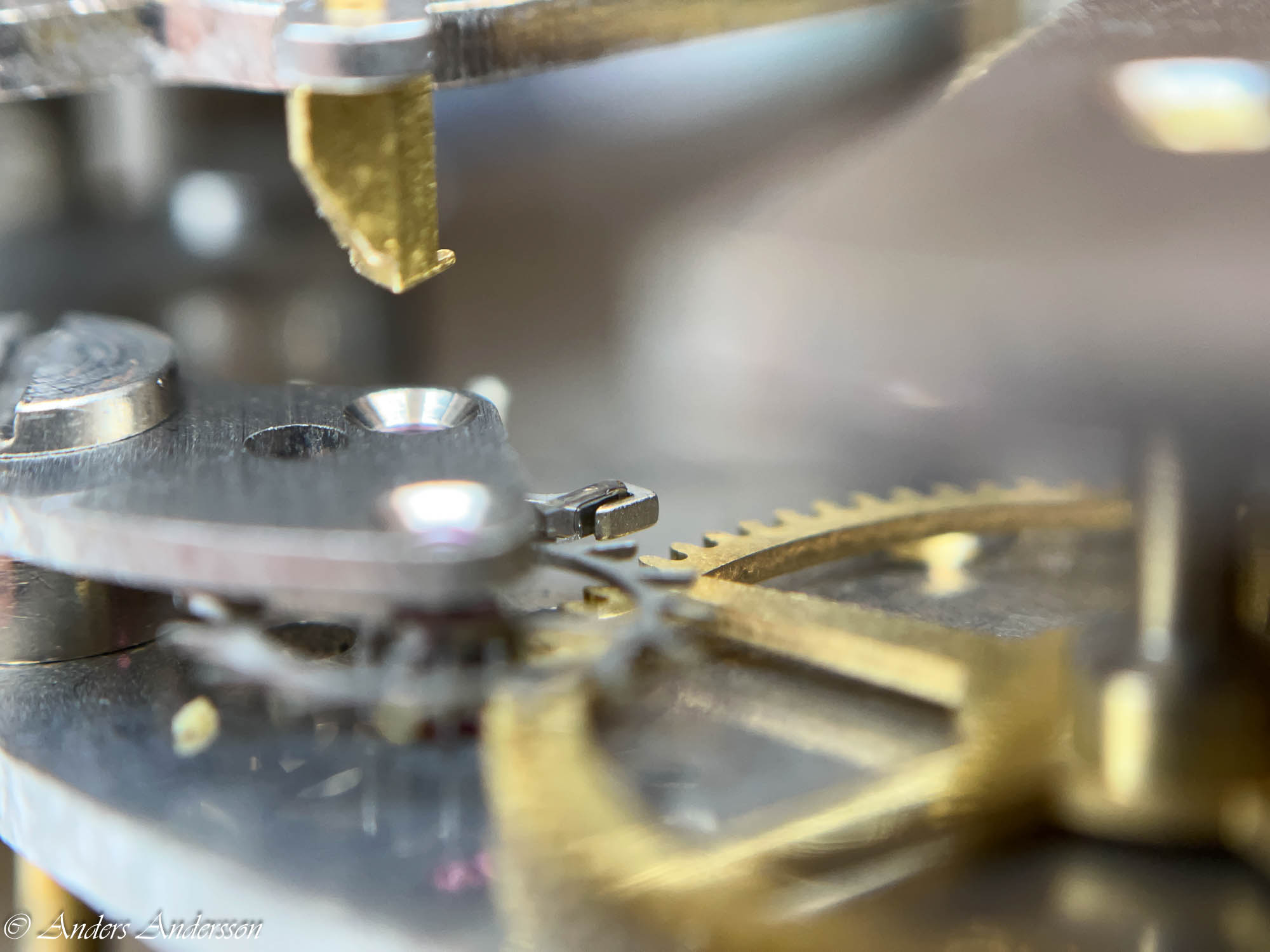
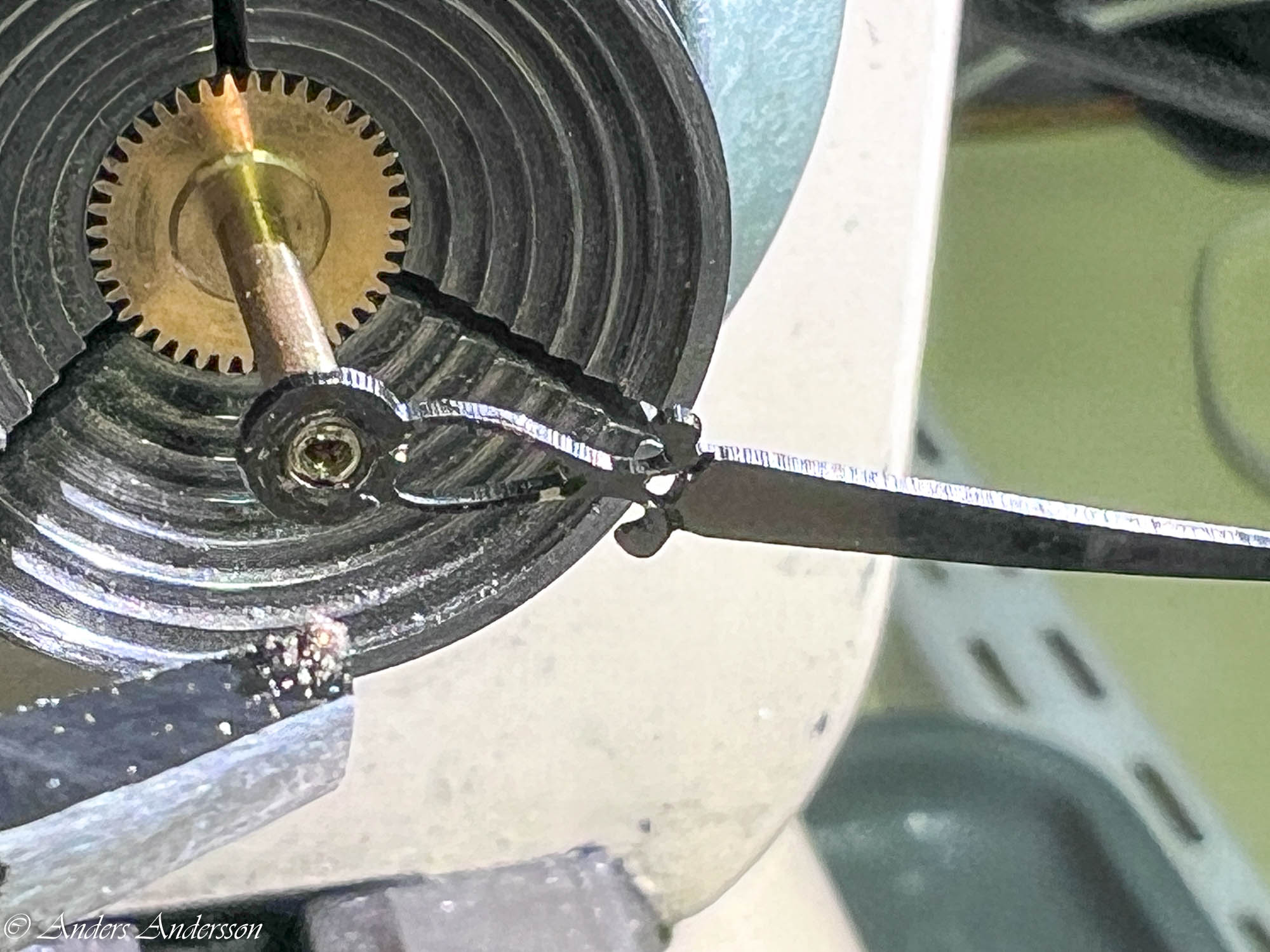
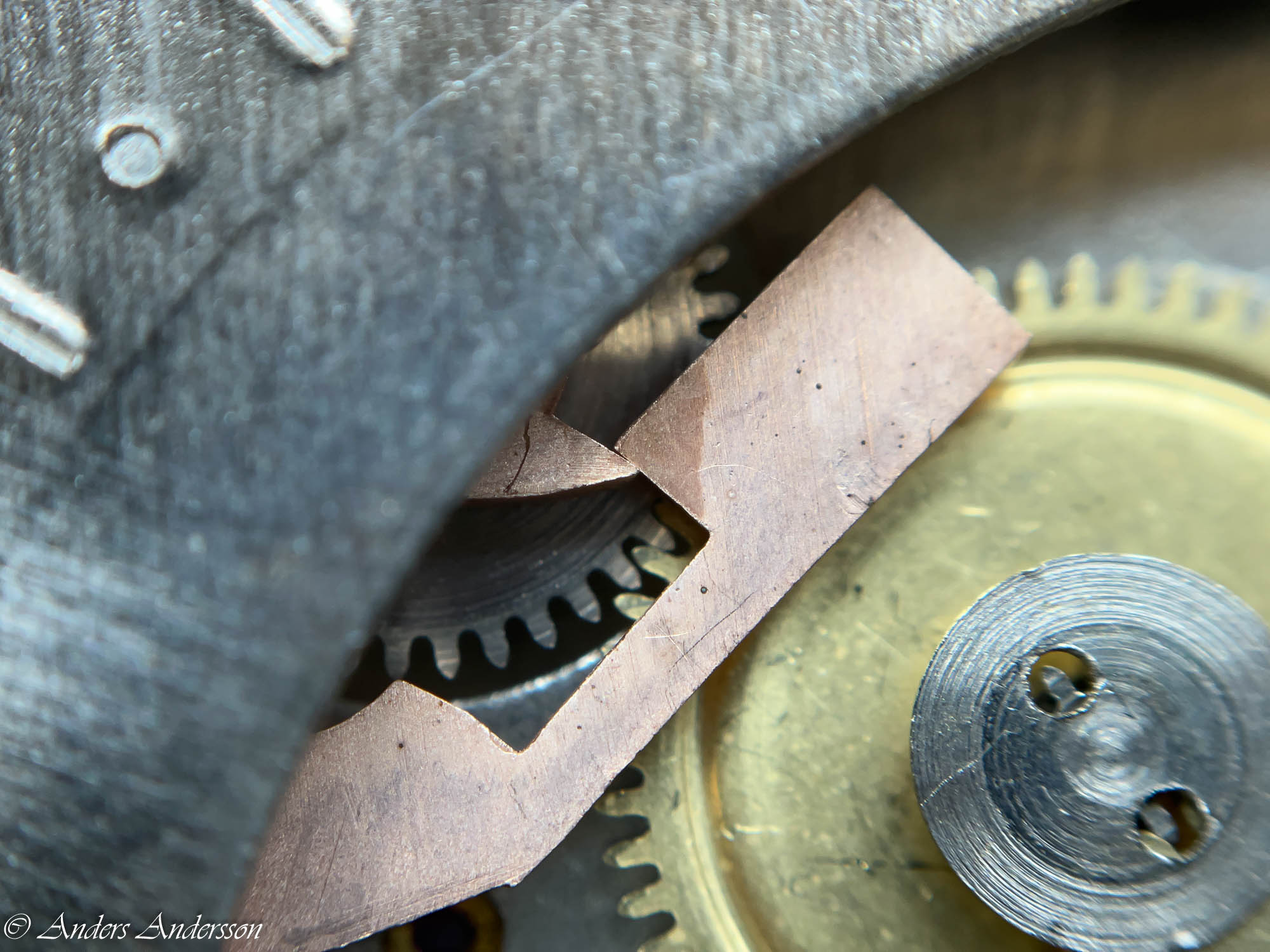
 Nu kontrollerar jag att ytan där detantfjädern vilar mot skruven är fin. Det kan slitas in märke i skruven efter många års gång. Det är bara en liten yta av skruven som vilar mot fjädern, skruven har en något konisk insvarvning för att minska skruvens vilyta. Gånghjulstanden ska vila 1/3 in på vilstenen, detta justeras genom att vrida på vilskruven.
Nu kontrollerar jag att ytan där detantfjädern vilar mot skruven är fin. Det kan slitas in märke i skruven efter många års gång. Det är bara en liten yta av skruven som vilar mot fjädern, skruven har en något konisk insvarvning för att minska skruvens vilyta. Gånghjulstanden ska vila 1/3 in på vilstenen, detta justeras genom att vrida på vilskruven.