Efter att jag först publicerade detta har jag fått fram ytterligare uppgifter om John. Delvis genom ytterligare efterforskningar via en släktforskningssida på nätet. Genom den sidan fick jag kontakt med Johns barnbarn Bob. Bob bor i Massachusetts och skrev om sina minnen av John. Bobs första bil – en Mercury från 1949 – ärvde han när John gått bort. Jag har kompletterat med Bobs uppgifter i texten nedan.
En Mercury från nätet.
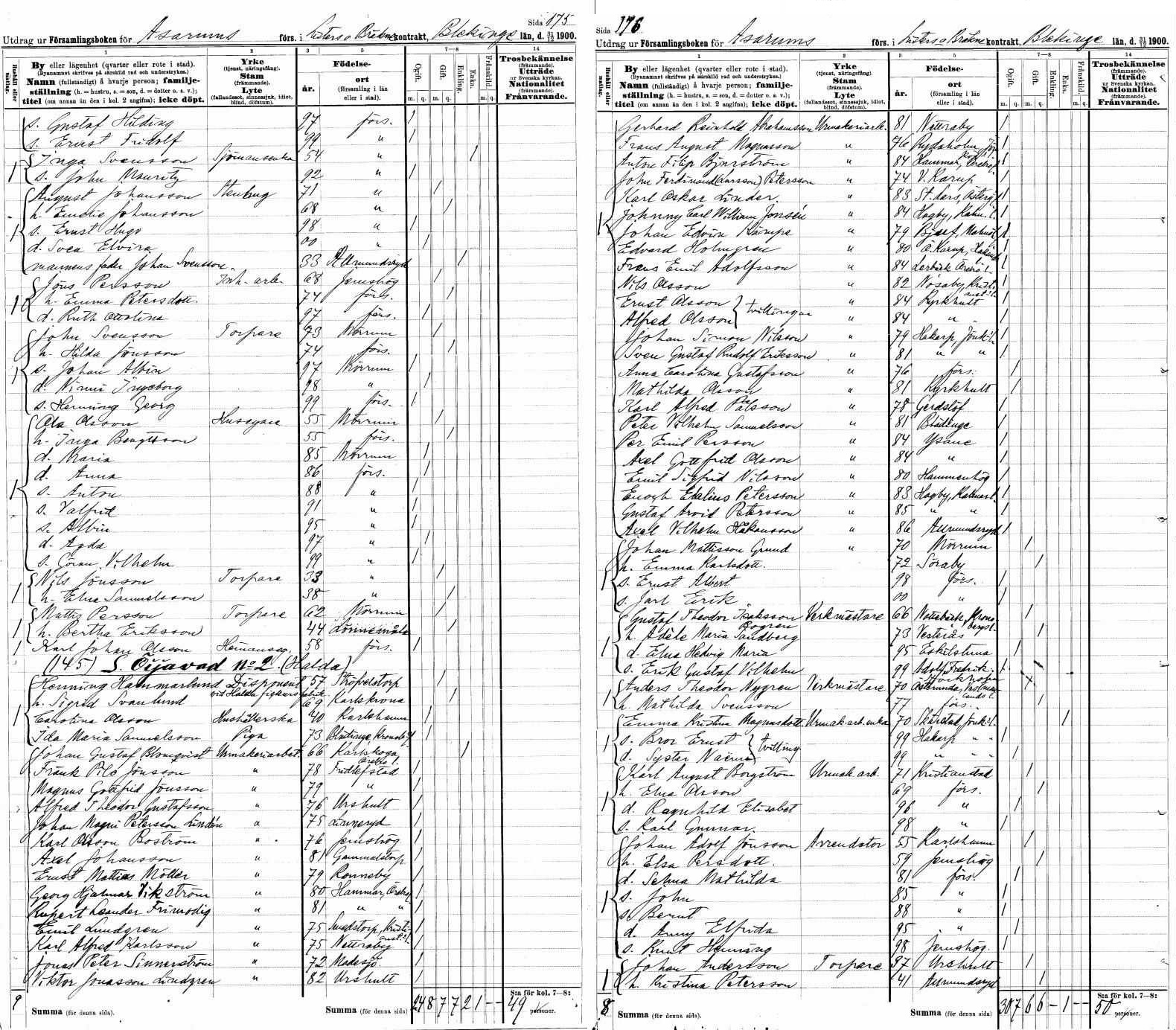
John E Kämpe var en av 1,2 miljoner svenskar som emigrerade till USA. John Edvin föddes i Bjuv strax utanför Malmö den 4 september 1879 och dog i USA 8 januari 1978. J E Kämpe var son till urmakaren Anders Kempe (född i Tibbarp, Bjuv) och Gustafva Johannesdotter. Vid år 1900 års folkräkning (21 år gammal) finns han som boende i Blekinge tillsammans med 35 personer på samma adress (samtliga urmakeriarbetare). Det tog en sekund innan polletten ramlade ner – Halda! Adressen anges till S. Öijavad N:o 2 Halda 145. Henning Hammarlund – grundare av Halda – uppförde ett arbetarehem med matsalar och sovrum. John måste alltså varit en av de urmakeriarbetare som tillverkade Halda fickur. Man kan spekulera om John lärde yrket av sin far eller via den utbildning man hade internt på Haldafabriken. Jag vet inte när John började på Haldafabriken, men på tidiga bilder från fabriken ser man att de flesta arbetarna var barn. Den yngste arbetaren enligt folkräkningen 1900 var 14 år.
Några kommentarer till utdraget ur folkräkningslängden. Förutom Henning Hammarlund med fru och pigor bodde även urmakarna Carl Borgström (startade AB Urfabriken – ABU 1920) och Johan Gustav Blomqvist här. De senare anställdes för att kunna producera de första fickuren omkring 1890. År 1901 hade Haldafabriken totalt 58 arbetare. Vid denna tid utvecklades flera nya produkter och tillverkningen av taxametrar och telemetrar tog fart vid 1903. Jag har skrivit lite om Halda i ett tidigare inlägg.
Det finns en uppgift i en husförslängd från Reslöv (nära Eslöv) att han var boende på Ängslotten no 31 och att han var inflyttad dit 24/11 1902. Vad jag fått fram så emigrerade han den 23/9 1903 till USA. Under resan träffade han sin blivande hustru Ellen Wilhelmina (född Seehausen från Skåne). De slog sig ner i Waltham, Massachusetts. där han jobbade på den kända urfabriken Waltham Watch Company. En adress jag fått fram där de bodde år 1920 är Newton Street nr 350. Bob berättar att just denna gata på sydsidan av staden Waltham var befolkad av många svenskar.
Efter en tid startade han ett eget företag specialiserat på verktyg. Från 1914 till 1931 tillverkade han urrelaterade verktyg och utrustning. I slutet av sin karriär sysslade han med urreparationer och tillverkning av stenar. John och Ellen fick fyra barn – Olga (gift Swanson) (John bodde en tid hos Olga), Jennie (gift Andersen, enligt Bob en av Walthams största släkter) (Olga och Jennie var aktiva i Swedenborgkyrkan, de försökte bevara sitt svenska arv genom seder och bruk.), Helen och Herbert (Bobs far). Förutom Walthams urfabrik jobbade även John på Howard Clock Company. John hjälpte även sin son Herbert i hans bilverkstad.
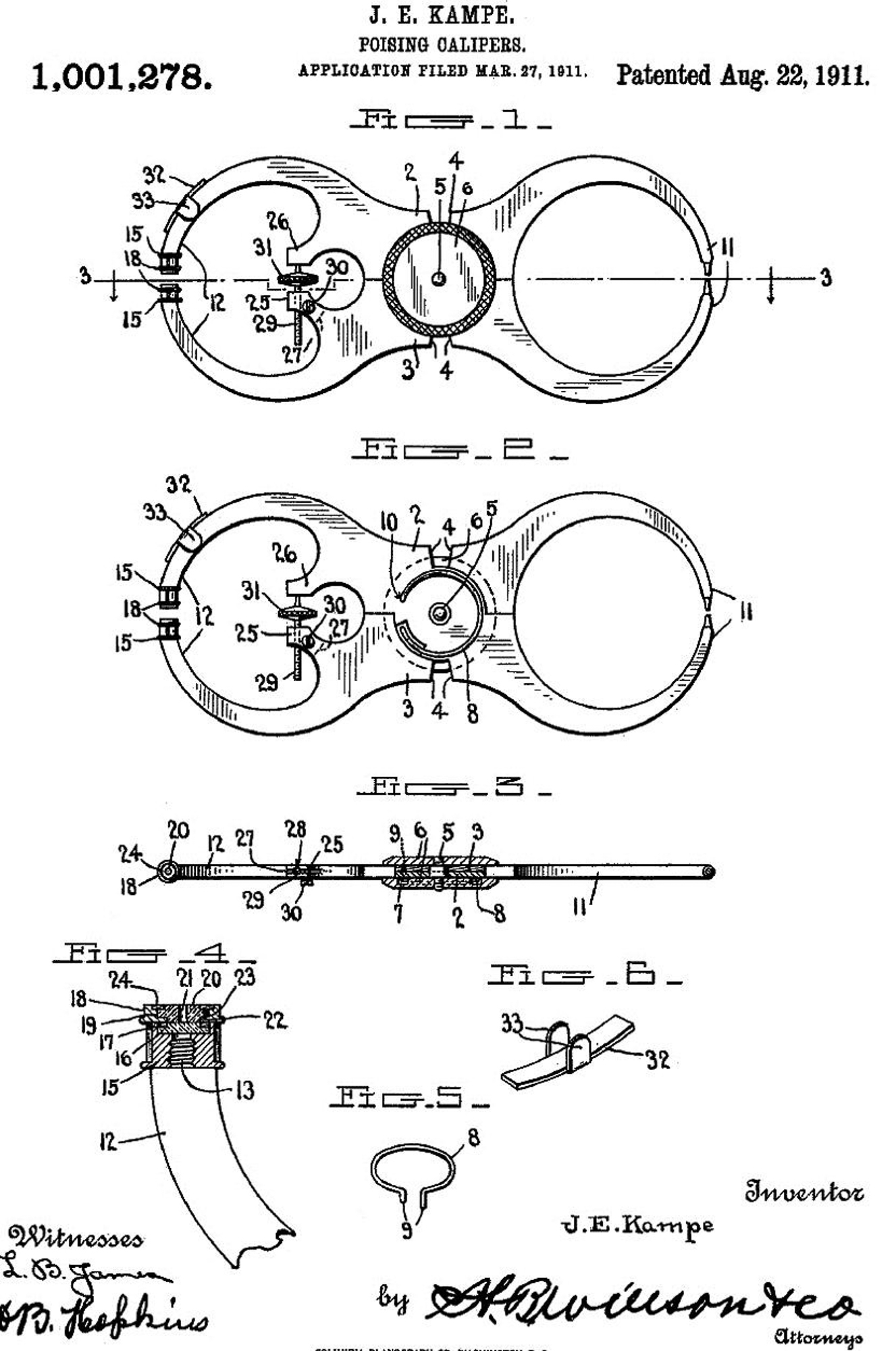
J E Kampe fick patent på fyra verktyg, en speciell syftningslinjal för rundlöpcirkeln (848,831 år 1907); rundlöp- avvägnings-cirkel (1,001,1278 år 1911), en förbättrad version på rundlöpcirkeln (2,039,226 år 1935) samt patent på en speciell urmakarskruvmejsel. (1,361,335 år 1920).
Man tillverkade även en svarv med 50 mm dubbhöjd för 9 mm patroner.
Mitt verktyg har jag ärvt av en urmakare som i sin tur fått det från en urmakare ”Per i Hagen” som hade urverkstad i stadsdelen Hagen i Göteborg. Per hade jobbat i USA och hade detta verktyg med sig hem därifrån.
God Jul!
Källor: http://www.lathes.co.uk/kampe/ https://patents.google.com/?inventor=John+E+Kampe Statistiska Centralbyrån (SCB) – samlingspost, Utdrag ur födelse-, vigsel- och dödböcker 1860-1949, SE/RA/420401/01/H 1 AA/659 (1879) Riksarkivet, Folkräkningar (Sveriges befolkning) 1900 Google maps Carrosantigos Halda – en svensk fickurfabrik. Sandström, Carlsson och Sjunnesson 1987.
Muntligt av Erik Hultkrantz E-post december 2020 av Bob Kampe, Williamstown, Massachusetts
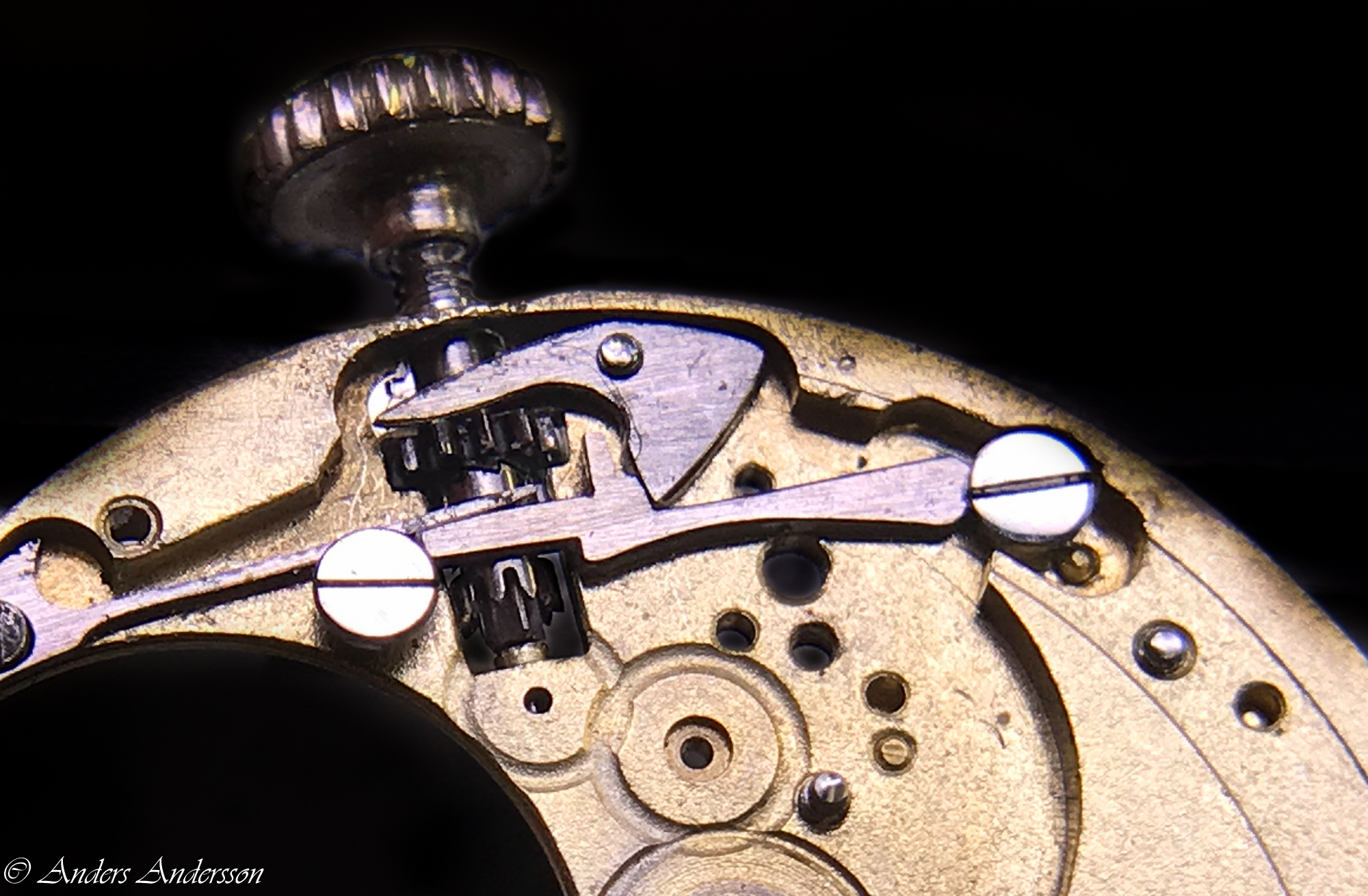
Vad har vi här?
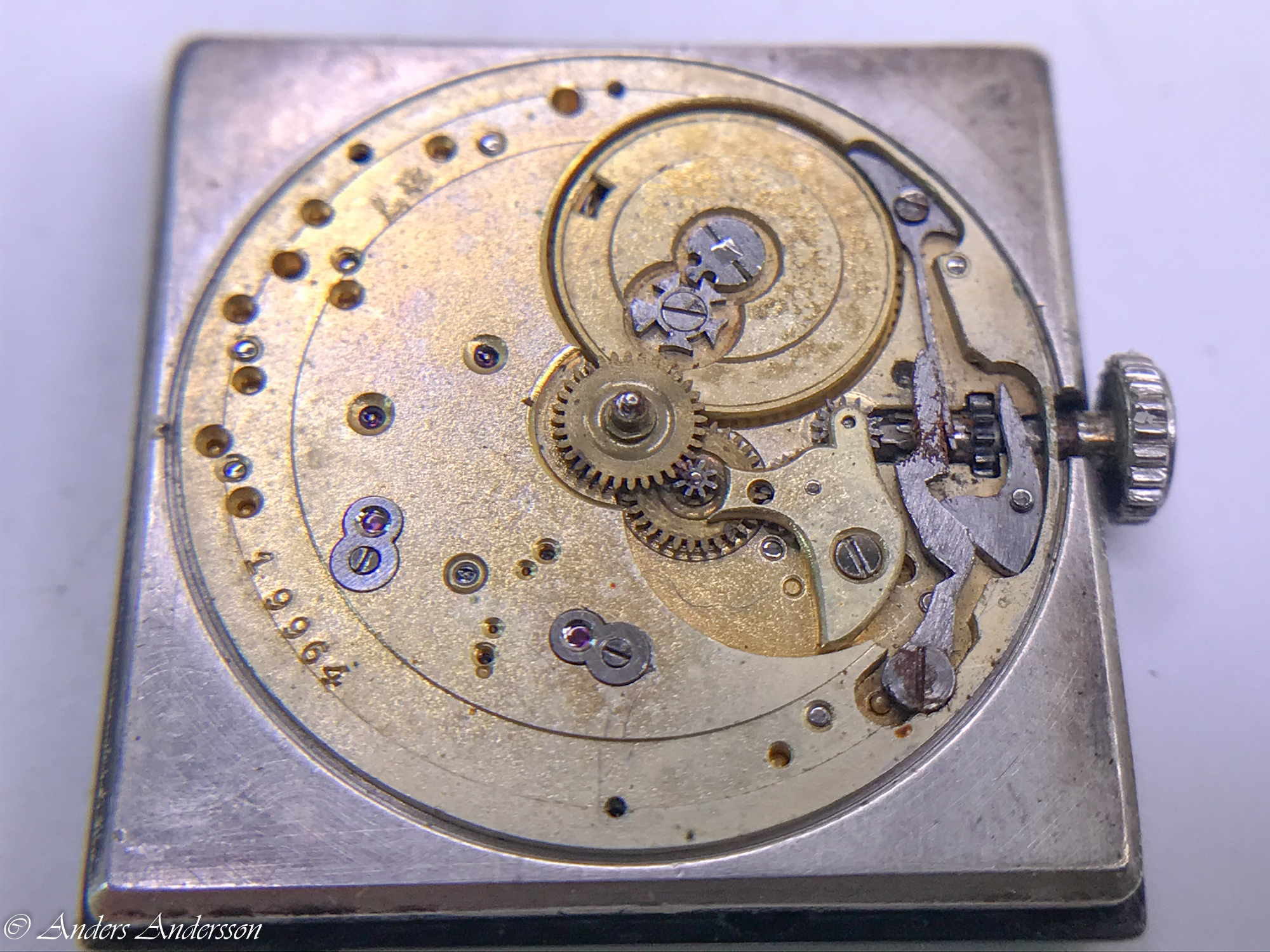
Ett ganska enkelt armbandsur med fläckig, fyrkantig boett, där det satt ett äldre sladdrigt brunt läderarmband.
Det var något fel i visarställningen men det gick hjälpligt att dra upp fjädern.
Vid en närmare titt stod det L. Leroy & Cie på urtavlan. Lät bekant.
Lyfte av visarna och tog bort de två skruvarna som håller tavlan för att inspektera.
(Det jag först tyckte var ett gammalt tråkigt band visade sig vara originalbandet. Bandet är sytt direkt på klockan!)
Så här såg det ut under tavlan.
Det var inte så konstigt att det inte gick att ställa visarna!
Någon hade försökt att tillverka en ny visarställarm, men den såg mest ut som en prototyp. Dessutom blockerade en ny skruv rörelsen för armen.
Hur går man tillväga för att få till en fungerande visarställarm?
Det är ju inte direkt något vardagsarbete, man ser visarställarmar, man vet hur det ska fungera – när kronan dras ut skall muffhjulet skjutas fram mot visarställhjulet så att det går att ställa klockan, när kronan är intryckt ska armen kunna röra sig när kronan dras bakåt och ligga still när klockan dras. I detta verk ligger dessutom fjädringen i samma spår i muffhjulet – armen måste kunna röra sig fritt gentemot fjädern – i sina lägen.
Ett intressant problem som måste lösas!
Jag hade ingen hjälp av visarställarmen som satt i klockan.
Måste konstruera armen med hjälp av det som fanns kvar av originaldelar i verket.
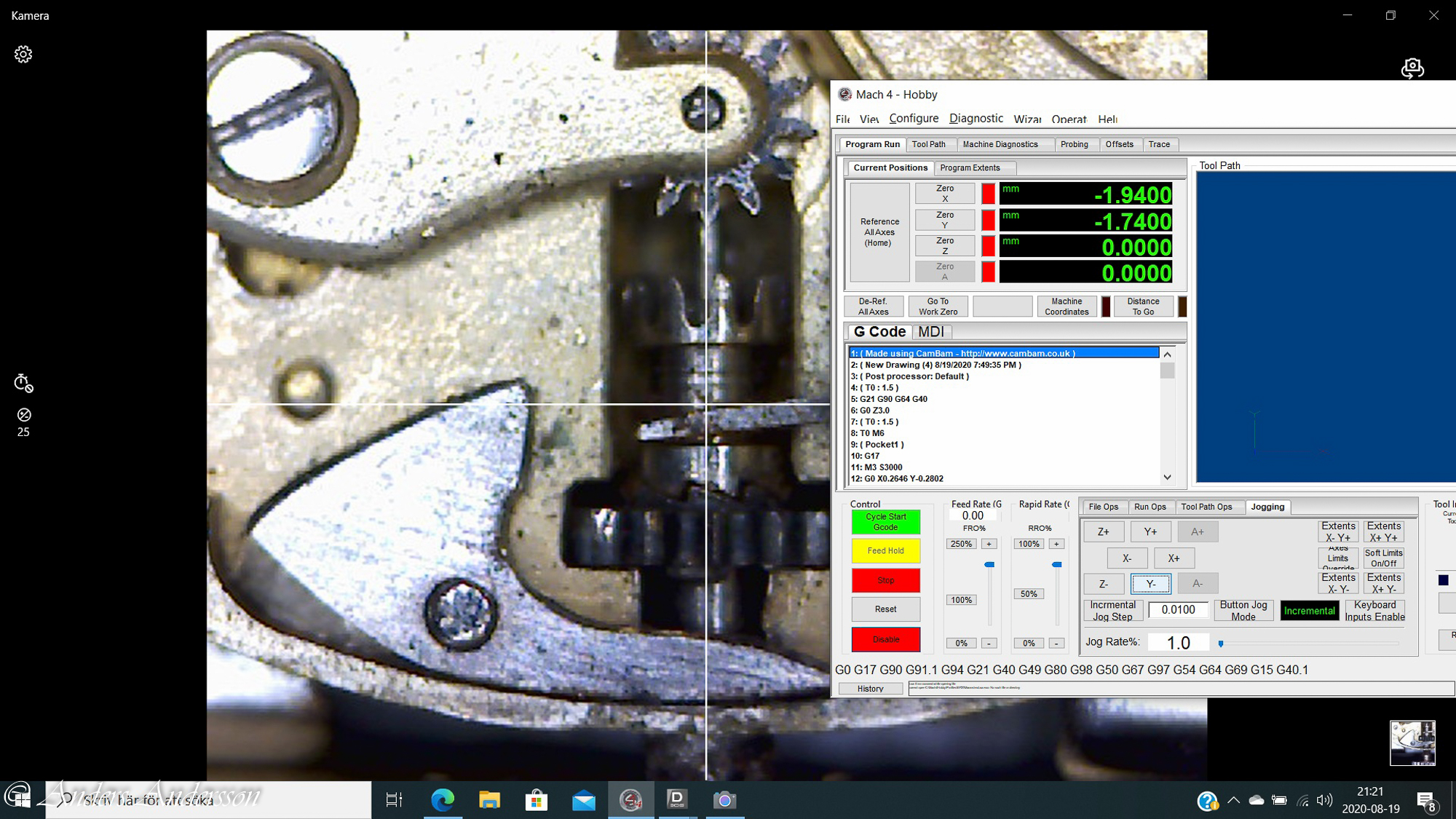
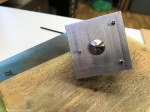
Tog hjälp av CNC-fräsens koordinatsystem tillsammans med en USB-kamera. En kombination som jag aldrig jobbat med tidigare – modernt värre. Men väldigt smidigt. Mäter upp med hjälp av datorn och CNC-maskinen. Tar en mängd olika viktiga mått.
Med hjälp av koordinaterna jag fått fram konstruerar jag en ny visarställarm.
Konstruktion pågår.
Konstruktion pågår.
Kronan ute.
Med intryckt krona.
Så här ska den se ut.
I mitt ritningsprogram kunde jag sedan lägga in de måttuppgifter jag hade, jag kan även lägga in mina verkbilder som bakgrund. Det gjorde att jag kunde testa om ritningen på visarställarmen fungerade mot verklighetens verk.
Innan jag började med armen tillverkade jag skruven för visarställarmen. Med ritningen som förebild började jag fila!
(Letade efter bilder på hur en visarställarm från Leroy kunnat se ut, men det var för mig omöjligt att hitta bilder på tavelsidan…
Fick bli min tolkning av hur den eventuellt hade sett ut.)
I de flesta moderna klockor har regeln två eller tre lägen. För att få dessa lägen exakt sitter det ett stift på regeln, stiftet tar i tirettfjädern som har två eller tre försänkningar som skapar de rätta lägena. Det är också viktigt att fjädringen är så stark att det krävs ett visst tryck för att ändra mellan tex uppdrag och visarställning – kronan får ju inte hoppa in när du ställer klockan. I denna Leroy var konstruktionen en annan. Här var det visarställarmen som skulle hålla kronan i position. Det gjorde jobbet mycket svårare, fick ju inte fila bort för mycket material, då skulle det inte fungera som tänkt.
Bra underlag när du ska slipa smådelar. Champagnekork. Notera att korkens fibrer ligger åt olika håll i champagnekorken. Mjukt och hårt, kläm och känn.
Börjar med att ta bort rost från regeln.
Gammal rostig skruv, en ny måste tillverkas.
Gängan för skruven var förstörd, fick gänga om.
Ny gänga.
Använder dessa smarta mätspetsar som skruvas fast på skjutmåttet.
Mäter verkbottnens tjocklek.
En skiss för skruven.
Måtten förberedda.
Skruvsvarvning
Skruvsvarvning
Snart klar.
Fräser skruvskäran med en slitsfräs.
Polerad och klar.
Polerad och klar.
Provning.
Skallen sticker inte upp över kanten som den gamla skruven gjorde.
Använder bladmått som ämne till visarställarmen.
Hålet för skruven klart.
Bara resten kvar!
Visarställarmen växer fram.
Visarställarmen växer fram.
Visarställarmen växer fram.
Visarställarmen växer fram.
Visarställarmen växer fram.
Nu börjar det likna något.
Det svåraste momentet var att få regelns två lägen att fungera korrekt. I visarställäge måste kronan ha ett motstånd så att man måste trycka på den för att kronan ska glida in i uppdragsläget.
Båda lägena fungerar!
Allt verkar fungera som det ska.
Får fixa till formen, tunna ut och lägga facetter.
Får fixa till formen, tunna ut och lägga facetter.
Får fixa till formen, tunna ut och lägga facetter.
Får fixa till formen, tunna ut och lägga facetter.
Långdrar på kork med en indiasten först, sista finishen blir med schellacksten.
Långdrar på kork med en indiasten först, sista finishen blir med schellacksten.
Armen klar.
Armen klar.
Nästa moment blir att tillverka en ny uppdragsaxel för att ersätta den gamla och rostiga. Hålet för uppdragsaxeln var väldigt slitet, så mycket att ingreppet mellan transmissionshjul och kronhjul blev för stort så att det kuggade över. Det brukar vara en ganska stor operation att fixa till. Har skrivit lite om detta förut bland annat här. Fick en idé om att göra ett foder. Problemet med foder är att det måste bli stabilt, det får inte lossna. Det är ganska stora krafter när klockan dras upp. Ofta använder man bara ett finger när man drar, det gör att det blir ensidigt tryck mot en sida av verkbottnen. Är då axeln sliten som i denna klocka, verkar axeln som en fil. Det är även känsligt med ingreppen. Det är ju ofta inte bara själva hålet som är slitet utan även de andra delarna i uppdraget brukar också vara mer eller mindre slitna.
Svarvade ett stålrör med en fläns som jag delvis filade bort. Gjorde sedan ett par spår i verkbottnen där jag kunde vrida in mitt foder. Det blev som en slags bajonettfattning, gjorde flänsarna svagt kilformade så att de skulle kilas fast när jag vred in röret. Det visade sig bli mycket bra och stabilt!
Även när jag fräst bort överflödigt material satt röret stabilt, det gick inte att rubba. Fjäderhusbryggan trycker dessutom emot fodret vilket skapar ytterligare stabilitet.
Uppdragsaxeln var rostig och i dåligt skick.
Den rostiga axeln har orsakat ett stort slitage verkbottnen.
Glappigt värre. Provar med alla uppdragshjulen om uppdraget ändå kunde fungera. Tyvärr var glappet så stort att ingreppet mellan trasmissionshjul och kronhjul var så stort att uppdraget hackade och tänderna rappade ur.
Kom på att det borde sitta en skruv här för att hålla visarställarmen i rätt positiion när den blir belastad.
Här kan man se hur någon försökt slå ihop hålet för att skruven skulle passa. Nu fanns varken skruv eller gängor i hålet kvar.
Här ser man de märken som den slitna axeln skurit in i verkbottnen.
Stort slitage.
Ovalt hål.
Mäter upp det slitna hålet till 1,2 mm.
Axelns diameter är 1 mm. Har nu tänkt att ta bort slitaget genom att borra upp hålet. För att det ska bli helt runt krävs det att jag borrar med 1,4 mm.
Svarvar en centreringsspets som jag senare ska sätta upp i fräsmaskinen.
Provar spetsen i verket.
Provar spetsen i verket.
Uppsättning i fräsmaskinen.
Uppsättning i fräsmaskinen.
Riktar först in det övre hålet, sedan sänker jag ner spetsen ända ner i botten till hålet för styrtappen.
När allt är centrerat är det bara att borra. Använder ett hårdmetallborr som inte böjer sig.
Hålet klart.
Hålet klart.
Hålet klart.
Använder nu min centrerspets till att svarva en ny uppdragsaxel.
Provar. Nu måste jag komma på en lösning för en fodring av hålet.
Så här löste jag problemet. Svarvade ett stålrör, sparade en fläns. Flänsen filade jag sedan bort till hälften ungefär.
Öronen på röret är en slags bajonett.
Fräser två spår i verkbottnen i motsvarande mått som öronen på mitt rör.
Spåren är gjorda så att röret ska bli fastkilat.
Jag trär in röret – insida och utåt – sedan vrider jag röret tills det är helt låst i verkbottnen.
Fräser bort överflödigt material, kontrollerar med en mejsel om allt överstick är borta.
Så, röret på plats. Överflödigt material är borta.
Nu kan jag göra klart uppdragsaxeln..
Nu kan jag göra klart uppdragsaxeln..
Bara gängan kvar.
Gängan fixad.
Nytt och gammalt.
Provar så att den nya axeln fungerar. Nu ska jag korta visarställarmen och göra en begränsningsskruv
Fick gänga upp hålet.
Ny skruv svarvad. Sätter upp i min hemmagjorda trefot där jag kan sätta svarvpatroner i en hållare.
Slipar och polerar.
Hela mekanismen färdig!
Efter allt arbete med att få ordning på uppdraget återstod nu bara att få igång själva urverket!
Efter rengöring och epilamisering satte jag ihop verket, fungerade det?
Naturligtvis inte! 🙂
Gången fungerade inte. Såg att det var bränd lack på en av hakstenarna, misstänkte att det var något fel här. Tog bort den brända schellacken, ställde in gången, satte dit ny fin schellack. Allt fungerade som det skulle!
En liten signatur i verket.
Alla delar rengjorda. Nu blänker det mesta igen!
Epilamisering för att oljan ska ligga kvar där jag vill.
Kanske inte den bästa metoden för att korta en för lång skruv – men den snabbaste!
Mitt stödfoder för uppdragsaxeln på plats. Tror att jag är oskyldig till de flesta av dessa märken. Man undrar ju hur den så kallade urmakaren tänkte här? Men man ser det allt för ofta tyvärr.
Verkbottnen.
Skruvarna var märkta. Individuellt anpassade sin plats.
Gånghjulet.
Verket delvis monterat.
Gott bett i poleringen på motstensbrickan!
Förhoppningsvis kommer man aldrig mer ha problem med ett knäppande uppdrag.
Ser misstänkt mörkt ut på undersidan av utgångsstenen.
Säkerhetskniv i guld.
Ser mörkt ut på utgångssidan.
Haken vilar mot anslaget utan att hjultanden släppt från hävytan på hakstenen.
Hakstenen måste skjutas inåt.
Bra att hålla i.
Man kan även se att någon slipat av hakstenen något. Kanske var något för bred. Hävytans längd blir något kortare.
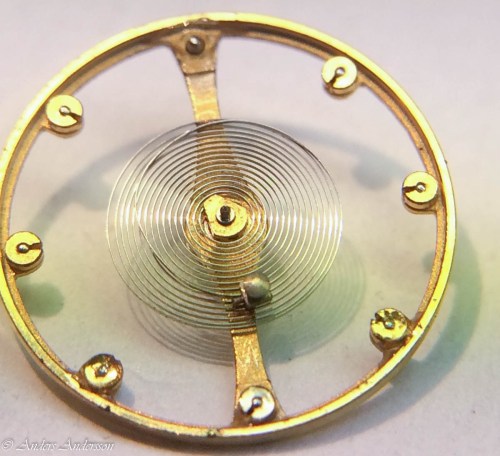
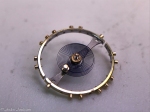
Balansen.
Balansen med breguetkurva.
Två små hack i balansringen brukar indikera att åt detta håll skall liverstenen sitta.
Verket fungerar!
Klockan går.
Klockan funkar.
Allt fungerar på tavelsidan.
Allt fungerar på tavelsidan.
Röret.
Små stopp för ruckarmen.
Balansparti.
Spärrhjul och kronhjul, inget knäpp längre!
Allt klart att sätta i boetten.
Tavla och visare på plats.
Detalj av tavlan i olika ljus.
Detalj av tavlan i olika ljus.
Boetten rengjord från oxid.
Originalspänne i silver.
Originalspänne i silver, original läderband.
Klockan klar.
Härligt att jobba med fina kvalitetsur av bästa sort!
Tyckte att detta inlägg blev lite långt så det kommer mer om företaget Leroy och minst en Leroyklocka till i framtida inlägg!
En gång i tiden var jag på kurs i Schweiz. En ledig dag begav jag mig till Bienne/Biel där jag visste att det det fanns en affär som sålde begagnade verktyg och reservdelar. Butiken finns fortfarande kvar – Horlogerie Herrli, Freiestrasse 24, Bienne.
Jag hittade en hel del smått och gott, bland annat en Spirograf. Var det var hade jag ingen aning om, men maskinen såg spännande ut – en ”bra ha sak” eller kanske måste ha sak. Jag hade mer eller mindre glömt bort den tills jag en dag öppnade en gammal låda där den låg. Jag blev nyfiken och försökte ta reda på lite mer om min apparat. Efter en hel del letande fann jag mycket mer information och några spännande sidospår – det mesta har med ur eller urmakeri att göra.
Det första man hittar när man söker på Spirograf är en geometrisk ritningsanordning som producerar matematiska rullningskurvor av sorten som är tekniskt känd som hypotrochoids och epitrochoids. Vi inom urmakeriet känner dem som tandformskurvor – hypocykloid och epicykloid. Den välkända leksaksversionen utvecklades av den brittiska ingenjören Denys Fisher och såldes först 1965.
Till slut hittade jag mer om just min apparat. Jag hittade en annons från Reno med deras Vibrograf och en artikel om Lepautes Vibrograf och Spirograf som ledde fram till denna artikel.
Jag börjar med ett första sidospår: Lepaute och Henry-Lepaute – en släkt av urmakare och ingenjörer.
Jean-André (1720-1789) och hans lillebror Jean-Baptiste (1727-1802) grundade en urmakardynasti. Lepaute var hovurmakare under den senare delen av 1700-talet. Lepaute tillverkade flera större ur, bland annat ett fasadur på École Militaire i Paris (vilket fortfarande fungerar).
Lepaute förfinade och utvecklade stiftgången som används i bland annat tornur. Han utvecklade urverk där alla hjulen sitter i det horisontella planet. Lepaute publicerade flera böcker bland annat tre upplagor av Traité d’Horlogerie och Description de plusieurs ouvrages d’horlogerie.
Nu hoppar jag vidare i Lepautefamiljen till Augustin Michel Adam Henry-Lepaute (–) han var förutom urmakare även specialist på fyrar!
Augustin Michel Adam Henry-Lepaute var urmakare och uppfinnare. Han grundade företaget som bar hans efternamn – Henry-Lepaute. Förutom urtillverkning var firman ledande inom tillverkning av fyrlinser. 1834 gifte sig Augustin Michel Adam Henry med sin kusin Anaïs Lepaute. Efter giftermålet tog han efternamnet Henry-Lepaute. Ibland försvinner bindestrecket, det kan vara förvirrande när man söker information.
Henry-Lepaute var hovurmakare hos de franska kungarna Louis-Philippe och
Napoleon III.
1825 startade Henry-Lepaute ett samarbete med Augustine Jean Fresnel (1788-1827).
Fresnel uppfann 1820 en genialisk fyrlins där han tagit bort onödigt material. Det gjorde att linsen blev tunnare och därmed lättare. Man kunde tillverka linsen i flera delar som sedan sattes samman till en lins. I centrum hade man en ”normal” lins – runtom satt ringformade prismaliknande linsringar. Denna linskonstruktion används än idag i fyrar, lanternor, trafikljus, dator- och tv-skärmar, platta förstoringsglas med mera.
Henry-Lepaute tillverkade loddrivna urverk för att rotera dessa fyrlinser.
1838 startades den första urfabriken för tillverkning av tornursverk och verk till fyrar. 1854 började även produktion av fyrlinser. Efter Augustins död 1885 drevs företaget vidare av sönerna Léon och Paul Henry-Lepaute. 1965 tillverkades den sista linsen vid Henry-Lepautes fabrik, då hade mer 1300 fyrar utrustats med Henry-Lepautes fyrljus.
Augustin Michel Adam Henry-Lepaute var elev hos Gustave Eiffel. Också de hade ett samarbete. Eiffel konstruerade flera av de fyrar som Henry-Lepaute tillverkade och byggde. Mer kända byggnader som Henry-Lepaute tillverkat och byggt är Eiffeltornet och Frihetsgudinnan.
Företaget finns fortfarande kvar!
Nu i mindre skala men de är fortfarande urmakare nu också med andra ben att stå på. Drivs av Michel Henry-Lepaute.
Idag när jag får en klocka för gångkontroll, tar det bara några sekunder så vet jag gångavvikelsen i klockans alla positioner, dessutom får jag reda på balansens amplitud, jag kan få en grafisk bild över ljuden i balans/hake/gånghjul.
Så har det naturligtvis inte alltid varit. Genom tiderna har det alltid varit komplicerat och framför allt mycket tidskrävande att reglera balans och spiral.
Tänkte skriva lite om hur man förr gick tillväga för att rucka en klocka och hur man räknade in spiralen.
Om man har en balans med spiral och håller fast spiralen med en tång på ett ställe där man tror att här ska den svänga rätt. Man sätter fart på balansen och räknar antal helsvängningar under en viss tid till exempel tio sekunder. På 10 sekunder skall en balans som har svängningstalet 18000, svänga 25 gånger. På detta sätt kan grovrucka en klocka eller snabbt grovt räkna in en spiral. Enkelt eller hur?
I praktiken inte helt lätt!
Ett annat sätt: du har ett fickur som du vet går rätt. Du placerar rättidsuret i ett rör på ett stadigt underlag nära ditt vänsteröra. Genom röret förstärks ljudet så att du hör klockans tick väl. Sedan håller du klockan som skall ruckas vid ditt högeröra och lyssnar på ticken. När klockornas tick överensstämmer med varandra startar du ett tidtagarur och väntar tills ticken åter överensstämmer. Om klockan som skall testas går nästan rätt får du nu vänta ganska lång tid. Genom en tabell får du reda på hur ticken överensstämmer. Till exempel om klockan går 42 sekunder fel per dygn tar det 6 minuter och 50 sekunder innan ticken överensstämmer. Då är det dags att rucka, lyssna, räkna och vänta. Har du tur tar det nu ännu längre tid innan ticken överensstämmer och då vet du åtminstone att du ruckat åt rätt håll!
Man kunde också jämföra mot ett rättidsur under en bestämd tid till exempel en timma, avvek testklockan till exempel 7 sekunder på en timma går klockan 2 minuter och 48 sekunder fel per dygn.
Att göra en dynamisk avvägning på den tiden måste ha varit oerhört tidskrävande!
En tidig maskin använde sig av principen med överensstämmande tick som startade ett stoppur. En annan maskin använde sig av ett stroboskop med en blinkande lampa bakom en roterande skiva med ett hål längst ut mot skivans kant. När klockan gick exakt rätt tändes lampan precis när hålet var precis mitt för lampan, om klockan gick fel såg man hålet förskjutet åt ena eller andra hållet. Nästa typ av maskin är den som har använts ända fram till våra dagar med utskrift på en pappersremsa. Den använder också samma princip med överensstämmelse.
Då är det en vals som roterar med exakt hastighet, på valsen sitter en förhöjning som vid varje varje varv dyker upp på samma ställe. Klockans tick förstärks och omvandlas i apparaten till en mekanisk rörelse, om klockan går rätt hamnar varje prick i en rät linje, går klockan fel kommer linjen att luta.
Om valsen ska rotera med rätt hastighet krävs det någon form av styrning, de tidigaste apparaterna hade en stämgaffel som tidsreferens, men redan på 40-talet började man använda quartz för att styra testappareten.
Det är nu Spirografen uppfinns. (Omkring 1950)
Spirografen är en apparat för räkna in spiralen, det vill säga att anpassa spiralens längd till ett bestämt svängningstal exempelvis 18000 svängningar per dygn.
Man kunde helt enkelt räkna hur många svängningar balansen gjorde som i det första exemplet här ovan. Men det blev betydligt enklare med den speciella inräkningsapparaten där man hänger balansen med spiral ovanför en referensbalans som man jämför mot. Man flyttar då spiralen i en tång tills balansen svänger lika med referensbalansen, sedan klipper man av spiralen till exempel exakt ett eller ett halvt varv efter den så kallade inräkningspunkten. I en lite modernare inräkningsapparat använder man två rullar istället för en tång. Då räcker det att vrida på rullen så matas automatiskt spiralen inåt. Processen går lite snabbare.
Att göra detta jobb är ju en ganska tidskrävande process, så på en fabrik med massproduktion kan man förstå att det behövdes en snabbare metod.
För att Spirografen skulle fungera behövdes dels en testapparat – i detta fall, Henry-Lepautes Vibrograf samt en drivanordning för Spirografen.
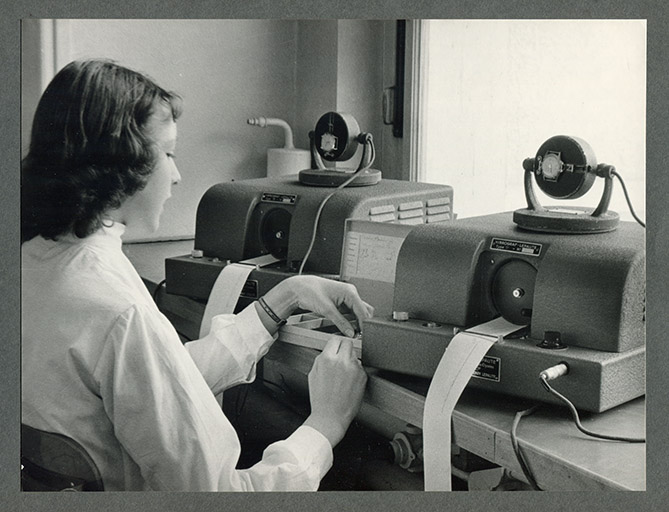
Med hjälp av Spirografen kunde en snabb spiralinräknerska nu räkna in 60 spiraler i timman!
En normalsnabb kvinna kunde räkna in 45-50 per timma. Detta var ett kvinnligt yrke.
På franska ”Regleuse”, på svenska reglös.
Arbetsgång.
Spirografen kan både ge och ta emot impulser. Den håller balansen i rörelse under inräkningen, när operatören trycker på en knapp registrerar vibrografen hur balansen svänger i sekunder per dygn. När balansen svänger rätt stiftas ytterfästet, ruckkurvan böjs, spiralen och stiftet klipps av i ett handgrepp! Noggrannheten på inräkningen hamnar på max 10 sekunders avvikelse på alla spiraler.
Man kunde spara Vibrografremsan för att kontrollera noggrannheten hos arbetarna.
Schematisk bild över impulssystemet.
Sista sidospåret:
Som jag förstår det hela så fortsatte företaget Reno att tillverka Henry-Lepautes Vibrograf och Spirograf.
Den ”nya” Renofabriken från 1958.
Interiör från Renofabriken 1958.
Reno utvecklades sedermera till Portescap Reno SA.
Incabloc känner ju de flesta till, utvecklades av Portescap. Man tillverkade även precisionsmotorer. En sådan motor använder Patek Philippe i sin ”Pendulette”. En solcell laddar upp ett batteri som i sin tur driver Portescapmotorn som drar upp fjädern i klockan.
Vibrograf och Spirograf tillverkas numera i modernare versioner av Greiner-Vibrograf som tog över Portescap 1987.
Den moderna versionen av Spirograf.
Så lite bilder:
Först den klassiska inräkningsapparaten, nästan alltid från Edouard Luthy, Bienne.
Min apparat köpte jag av Berta Hönig, hon arbetade i sin ungdom som reglös i Tyskland. Men hennes intresse för urmakeri var stort, så hon utbildade sig till urmakare. Detta var mycket ovanligt på den tiden. Efter kriget kom hon till Sverige och arbetade som urmakare hos bland annat Magnussons Ur i Göteborg.
Klassiskt varumärke
Vackert lås
Båda balanserna svänger i takt.
Båda balanserna svänger i takt.
Systemet med rullar.
Äntligen kommer jag till skott!
Här kommer bilderna på min Spirograf anpassad för Certina eller KF kaliber 23-35.
Du som har läst texten förstår säkert vad bilderna föreställer:
Gott slitage!
Spiralrester och avklippta stift som jag fann i botten på förvaringslådan.
Övre stenhålet för balansen samt det rörliga spiralfästet.
Med en ratt på sidan vrider man så att gaffeln hamnar i rätt position för att hålla balansen igång.
Spiralhyllans olika rörliga delar.
Nu gäller det att hitta Henry-Lapaute vibrografen samt ”extraburken” så kan jag börja räkna in spiraler ”en masse”.
Spirografen måste nog placeras i facket för mina mindre bra verktygsinvesteringar!
Men helt klart en milstolpe i urindustrins utveckling!
Det finns mycket mer att läsa, detta som jag har skrivit är bara lite skum på ytan. Genom dessa källor kan du som är mer intresserad söka dig vidare.
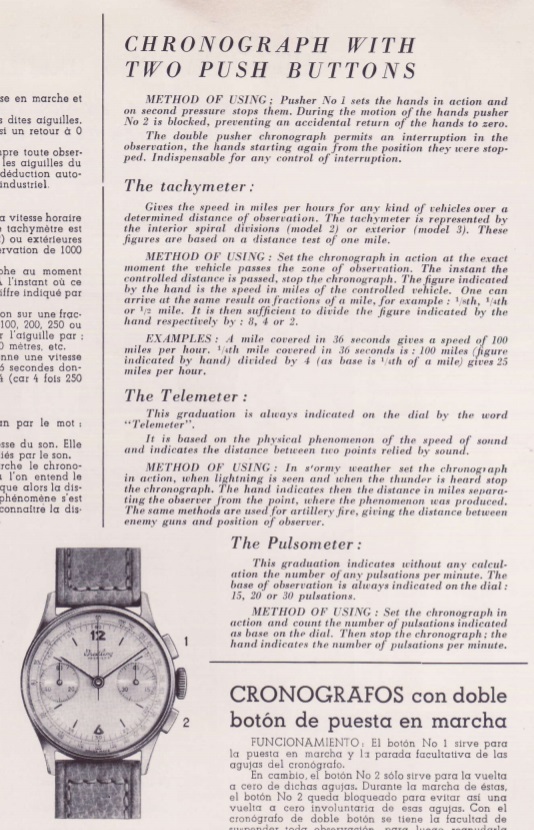
En kund hade lämnat in en Breitlingkronograf för reparation. Verket var Venus 170, vilket jag skrivit om tidigare (klicka här). Spiralen på detta verk hade många småfel som jag tänkte gå igenom mer noggrant.
Bilderna nedan är inscannade utdrag ur katalog 46 från Breitling.
Lite om Breitlings historia.
Breitling startades 1884 i Saint-Imier, Schweiz av Léon Breitling för tillverkning av ur med komplikationer, kronografer och mätinstrument.
1892 flyttades tillverkningen till La Chaux-de-Fonds och tar namnet G. Léon Breitling S.A., Manufacture de Montres Montbrillant. Man har nu 60 anställda.
1905 fick man patent på ett stoppur med tachymeterskala. Gaston Breitling tog över efter sin far 1914. Tillverkningen fokuseras mer mot kronografer, fortfarande fickur.
Samma år 1914 får man patent på ett läderfodral som gör att du kan bära stoppuret på armen. Det verkar som om man redan nu sätter namn på en del av sina modeller.
Kronografen ”Vitesse” tillverkas nu, den är populär bland polisen som använder den för att klocka fortkörare (vitesse = fart). Den har en urtavla med 30 sekunders skala.
Breitling tillverkar också en kronograf för bruk i kyrkan med namnet ”Unedue” – undrar när vi får se den i Breitlings nuvarande sortiment, kanske inte riktigt passar in.
På 1920-talet börjar man använda namnet Breitling på urtavlorna. I en katalog från 1923 har man 33 olika stoppur och fickurskronografer, varav en med kompass och två modeller av armband.
1927 avlider Gaston Breitling och tillverkningen fortsätter utan en officiell ledare. 1932 tar Gastons son Willy över ledningen. Tillverkningen inriktas mer mot flyget.
Man överger namnet ”Manufacture” (tillverkning) 1935, vilket innebär att man inte längre tillverkar alla delarna till klockan själv.
Man köper in billigare urverk genom Ebauches S.A., Venus, Valjoux, ETA, Fontainemelon, Le Landeron, Fleurier och Baumgartner.
1937 tar man fram en speciell klocka åt Lockheed som nu utvecklat tryckkabinen. 1940 börjar man utvecklingen av Chronomat som kommer i butik 1942.
1952 presenteras Navitimer, där man kan räkna ut sin position, bränsleförbrukning, färdriktning med mera.
1969 kommer modellen Chronomat-Chronomatic, en kronograf med automatuppdrag. Urverket utvecklades genom ett samarbete med Hamilton-Buren, själva kronografdelen utvecklades av Dubois & Dépraz och Heuer-Leonidas.
Är du intresserad av Breitlings modernare historia är det bara skriva Breitling på Google.
Breitling har tillverkat klockor med namnen: Aerotel, Chronomat, Montbrillant, Navitimer, Unedue och Vitesse.
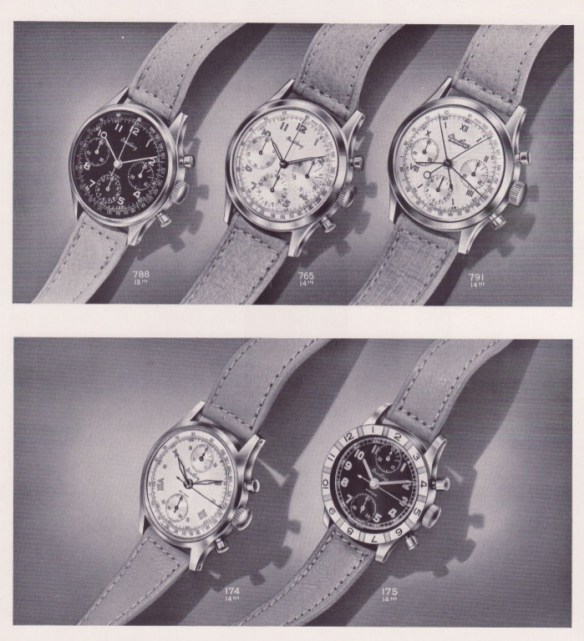
Intressant att skalringen på ref 175 är här satt på två över tolv, det betyder att man kan använda skalan som GMT-ring. Det krävs dock en urmakare för att flytta ringen som inte är vridbar på detta ur som är vattentätt till 2 bar.
(Lite ny information som tillkommit efter att jag skrev detta inlägg. Efter att jag lagat denna klocka, såldes den på nätet. Personen som köpte den visade sig vara den kände Breitlingsamlaren – WatchFred – som ropade in klockan. Det var tydligen den sista klockan som saknades för att han skulle få en komplett samling! Modellen är mycket ovanlig. Klockan har vridbar ring! Något som jag inte vågade testa, jag visste helt enkelt inte att den skulle vara vridbar. Inte så konstigt kanske, man kan omöjligt veta allt! Men nu vet jag! Det är väl det som är så kul med klockor, man lär sig alltid något nytt.)
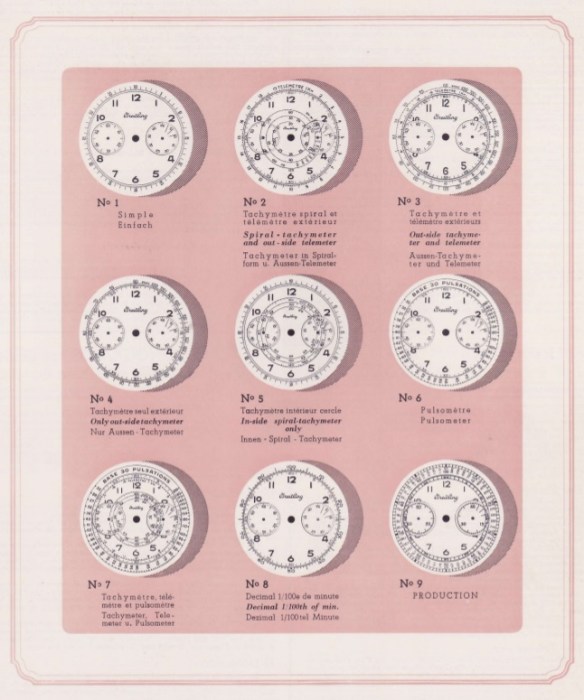
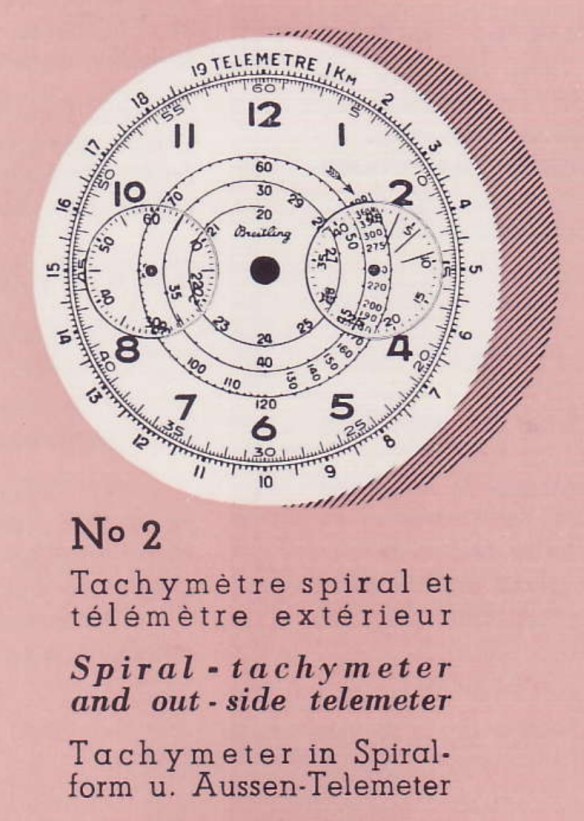
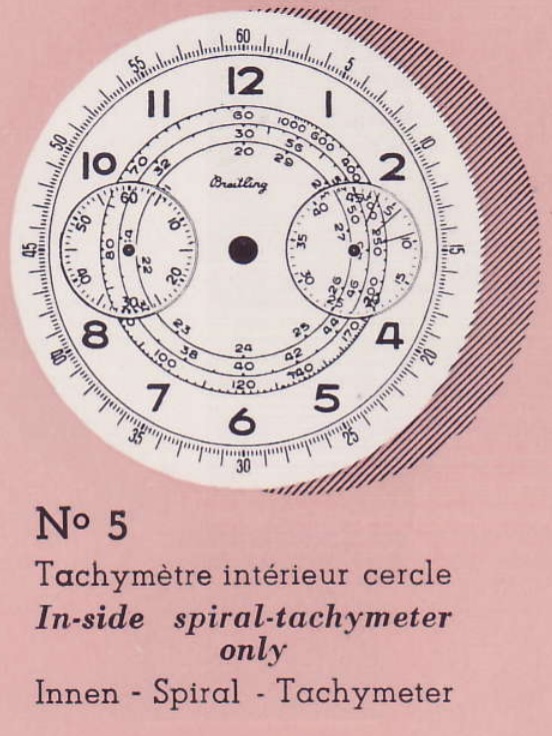
Här framgår vilka olika tavlor som är möjliga att beställa.
Det verkar som klockans urtavla är en blandning mellan 2 och 5.
Det verkar som klockans urtavla är en blandning mellan 2 och 5.
Förklaring till tavlans skalor.
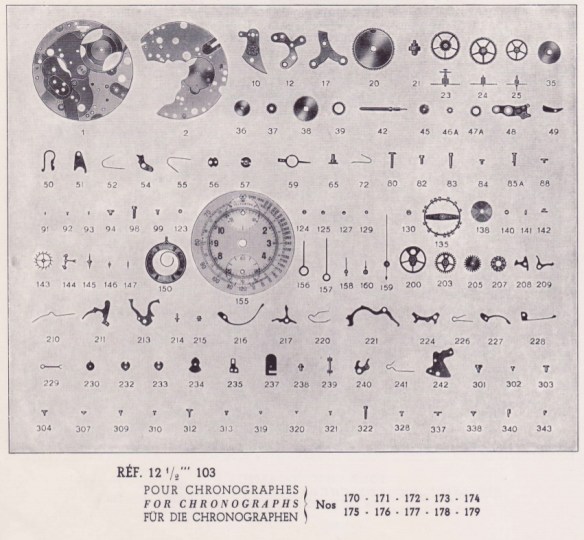
Reservdelslista över Breitling kaliber 103 – Venus 170.
Om själva reparationen.
Lite om spiralriktning.
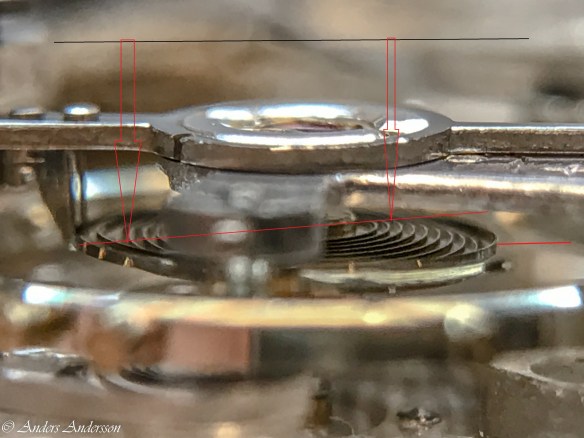
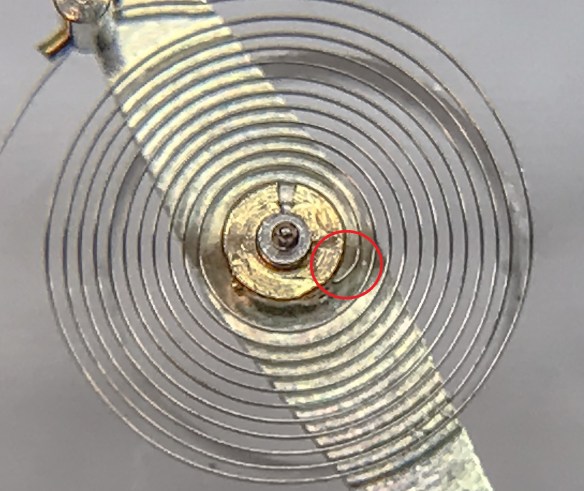
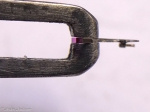
Så här såg det ut innan jag började greja med spiralen.
Man ser tydligt att något inne vid centrum är fel. Man kan ana att hela spiralen hänger ner – som ett paraply. De yttersta varven ligger konstigt.
Jag bedömer dessa fel som mindre som ska vara fullt möjliga att åtgärda.
När man riktar spiraler ska man gå metodiskt tillväga och fundera noga innan man böjer eller gör något med spiralen.
Är det rimligt att rikta?
När man ska rikta inne vid rullen får man endast jobba inom den röda cirkeln, kurvan ”k”. INGET ANNAT STÄLLE. Utseendet på detta innerfäste är ovanligt bra, ofta ser man att det inre varvet ligger närmare spiralrullen.
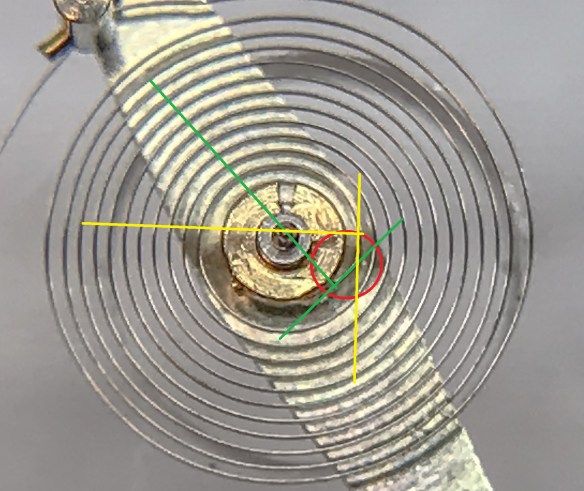
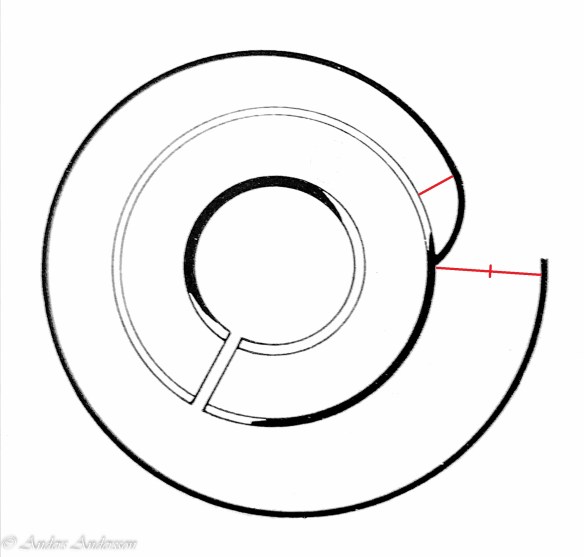
Det händer saker 180° mot det ställe där du riktar planet. På en perfekt stiftad spiral har du en liten rak bit innan böjen kommer och själva spiralen börjar, i detta fall är den raka biten i stort sett obefintlig. Då brukar jag trycka med en korntång inom den röda cirkeln, då böjs spiralen alldeles inne vid stiftningen. Just precis så var felet på denna spiral.
Att rikta rundlöpningen på en sådan här spiral kan ibland vara väldigt svårt. Då händer det mest saker 90° mot där du riktar. Det kan vara bra att ha bilden nedan i tankarna när du ska börja att rikta inne vid fästet.
Det är sällan man ser en perfekt stiftad spiral. En mjuk böj in mot fästpunkten, avståndet mellan rullen och området där spiralen börjar efter stiftningens kurva (k) skall vara ungefär ett spiralavstånd.
.
Man riktar tills spiralen löper runt och är plan. Kontrollera de innersta varven.
Klockan klar.
Källor:
La montre de poche suisse à travers les vallées horlogères av Réal Bossé 2015.
Spiraler och balanser, Sandström 1963.
Watch adjustment, Jendritzki 1963.
En kollega bad mig om hjälp med ett verk till ett Certina rättidsur med hoppande sekund. Klockan fungerade men den hoppade flera sekunder i taget.
Verket var snyggt tillverkat med en stor balans och breguetspiral. Har försökt att hitta någon information om verket men inte hittat något, inte ens vem som tillverkat det.
Har aldrig sett denna konstruktion tidigare på hoppande sekund.
Först tänkte jag göra det enkelt för mig och ”smida” ut det gamla, för korta fingret. Men det fungerade fortfarande inte. Det var bara att göra ett nytt finger.
Med det nya fingret på plats, anpassat till rätt längd fungerade klockan som tänkt. Sekundvisaren hoppade en gång per sekund.
Längst ned finns några videoklipp på hur det ser ut när klockan går.
Efter allt arbete med att svarva axlar och fixa till en haksten så fungerade äntligen klockan. Jag provade verket löst några dagar och den såg ut att gå både fint och hyfsat rätt. Det var dags att byta det skadade stenhålet i balanskloven.
Med stenen på plats var det åter dags att prova så att allt var som det skulle. I med balansen igen och klockan startade, men den stannade nästan med en gång!
Nej, inte mer fel nu…
Nu hade liverstenen hamnat på fel sida om gaffeln. Vad var fel?
Knivluften.
När balansstenen var bytt fanns inte längre det stora spelet i balansen som förmodligen ”förlät” gångfelet.
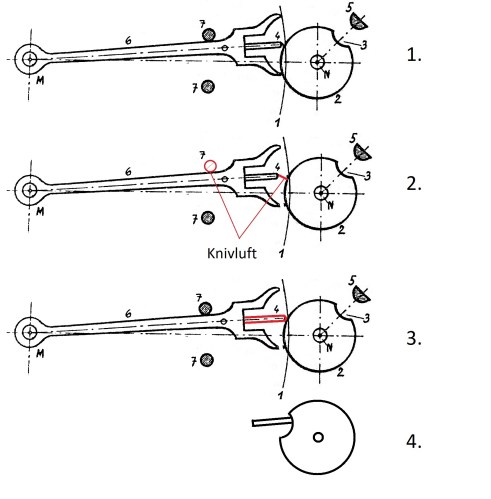
Vad är knivluft? Om du inte vet kommer här en liten förklaring.
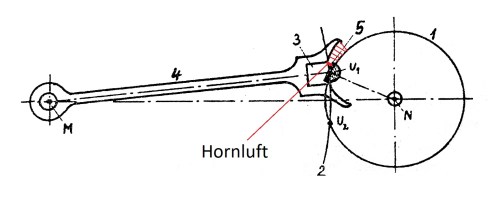
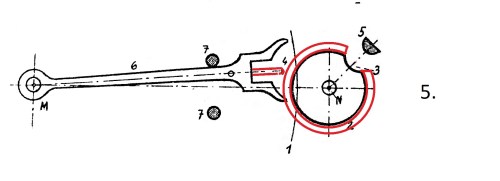
Vi tittar på den översta skissen först – fig. 1.
De viktigaste punkterna är nr 4 som är själva kniven, nr 2 är säkerhetsrullen och nr 7 som är anslagsstiften.
För att kontrollera knivluften – luft eller spel – vrider du balansen så att liverstenen nr 5 kommer ur hakgaffeln så som bilden visar. Du försöker att flytta haken i sidled, då ska du känna/se en luft mellan anslagsstiftet nr 7 och säkerhetsrullen nr 2.
I fig. 2 syns detta tydligt – det är bara det att i detta fall och i Jaccards fall är lite för mycket luft. Dessutom var det ju problem med att ställa in gången som jag nämnde i förra inlägget, vilan var fel. Vilan med sin dragning gör att haken dras emot anslagsstiftet om gången är rätt inställd. Om vilan är liten eller om gånghjulstanden kanske till och med faller på hävytan då trycker kniven emot säkerhetsrullen. Då kommer kniven att hamna i den lilla urfräsningen nr 3 vilket gör att liverstenen nr 5 hamnar på fel sida om gaffeln – det vill säga på hornets utsida. Balansen blir helt blockerad – stopp.
Jag försökte att lösa problemet genom att sträcka kniven – fig. 3.
En annan viktig luft när man jobbar med gången är – hornluften. Du kontrollerar den genom att låta balansen hamna i sitt neutralläge, sedan vrider du balansen åt något håll samtidigt som du för haken från sida till sida. Genom att vrida balansen provar du luften mot liverstenen, tills du provar knivluft. Dvs tills liverstenen inte längre rör vid hakens horn.
Nästa problem, när kniven blev sträckt till korrekt längd och knivluften också var bra då hände det som jag försökt att illustrera i fig. 4. Då låste sig kniven i försänkningen nr 3. Då fick jag korta ner kniven tills blockeringen släppte – klockan startade!
Det var fortfarande ganska stor knivluft men klockan verkade fungera. Jag provade den i olika lägen i flera dagar utan att klockan stannade – skönt, allt fungerade. Dags att lämna klockan.
När jag lämnade den hade den stannat…
Samma fel som förut, balansen hade hoppat över. Fasen också. Den hade ju fungerat bra hos mig men när den fick röra på sig lite stannade den.
Dags att ge upp?
Jag föreslog för Eric att jag sätter balansen rätt och han sedan får ha den gående i sin samling och att inte bära eller använda klockan. Nej. Jag vill använda klockan blev svaret. Jag åkte hem och bröt ihop. 🙂
Hur skulle jag lösa detta? Haken är förmodligen utbytt vid något tidigare tillfälle och är ett nummer för liten. Tillverka en ny hake? Hitta en passande i skroten? Sträcka själva haken? Byta till en större liverrulle? Hur hittar man en sådan med rätt storleksförhållande? Tillverka en ny liverrulle? Ganska krångliga och besvärliga lösningar. Finns det något enklare sätt?
Berättade för Eric om mina funderingar, han hade ett identiskt verk utan boett! Han hade även en klocka med ett liknande verk, bara att flytta över haken från något av dessa verk! Enkelt! Märkte ni det? ordet ”bara” igen…
Nej det gick inte heller, ingen passade. Jag hade funderat på en enkel lösning som gick ut på att trä över en ring på säkerhetsrullen som därmed skulle få större diameter. I alla fall värt att pröva. Svarvade till några små rullar i olika mått och började testa.
Så här såg min idé ut. Det verkar som om den fungerar – har ni hört den förut?
Men denna gången gjorde den verkligen det!
Bar den på mig några dagar, testade den i olika lägen, hade den i fickan i en vecka utan stopp! Var det verkligen sant att den fungerade?
Glömde att ta några bilder hur det såg ut i klockan, men filmade i alla fall.
Det är en riktigt bra funktion att kunna filma i slow-motion, du kan lätt kolla snabba förlopp, till exempel hur spiralen arbetar eller gången fungerar.
Det är inte lätt att se, men man kan i alla fall ana hur min ring skymtar och knivens luft.
Har lite fler bilder på verket och delarna. Allt är inte elände. 🙂
Detalj från boetten.
Så här skriver Eric om klockan:
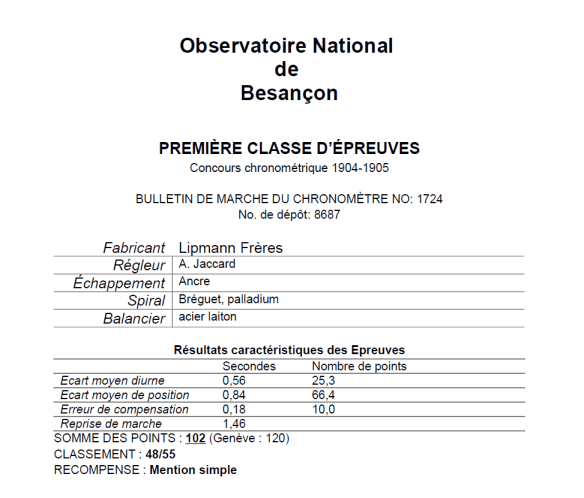
Lipmann freres nr 1724
1904-1905 var ett unikt tävlingsår för observatoriet i Besançon. Det hölls nämligen två kronometertävlingar det året. Utöver den årliga tävlingen, Concours annuel, som endast var öppen för tillverkare med verksamhet i Besançon, så hölls en nationell tävling, Concours national, där tillverkare från hela Frankrike kunde delta. För den nationella tävlingen togs ett speciellt regelverk fram och ekonomiskt stöd för tävlingen och dess priser samlades in från ett stort antal sponsorer. Totalt deltog 127 kronometrar från 28 franska tillverkare i den nationella tävlingen, varav 56 erhöll ett gångcertfikat och 55 av dessa också ett pris. Trots den nationella tävlingen hölls också den årliga tävlingen och det uttrycktes en oro att den årliga tävlingen inte skulle få tillräckligt många deltagare. Oron var dock obefogad då Besançons urtillverkare lämnade in 103 kronometrar för tävlingen. Vissa kronometrar tävlade dock i båda tävlingarna. Av dessa 103 erhöll 93 ett gångcertifikat och 55 fick ett tillräckligt bra resultat, Mention très satisfaisante, för att delta i tävlingsdelen och få pris.
Lip (Lipmann frères) var en av de mest framgångsrika deltagarna i kronometertävlingarna på observatoriet och en sponsor av observatoriets tävlingar. De deltog i båda tävlingarna 1904-1905 med sin urverksserie 17xx som justerats av Alfred Jaccard. Alfred Jaccard är en av de mest kända reglörerna genom tiderna och under sin tid som reglör för Omega slog han många precisionsrekord. Samtliga urverk i 17xx-serien var 19 linjer i diameter (43 mm) och utrustade med Breguet-spiral med dubbla kurvor i palladiumlegering. I den nationella tävlingen vann följande serienummer priser: 1741, 1750, 1733, 1778, 1777, 1731, 1780 och 1794. För sina tre bästa kronometrar vann Lip det fjärde av fem seriepriser för tillverkare. Reglören Alfred Jaccard vann det tredje av fyra seriepriser för reglörer för sina tre bästa kronometrar. Två av kronometrarna han vann seriepriset för hade han justerat åt Lip. I den årliga tävlingen vann följande Lip-kronometrar priser: 1733, 1741, 1731, 1757, 1728, 1750, 13786, 1761, 1743, 1776 och 1724. Vissa av Lips kronometrar tävlade alltså i båda tävlingarna. I den årliga tävlingen vann Lip det första av tre seriepriser för tillverkare.
Mitt exemplar, Lip 1724, var en av kronometrarna som tävlade i den årliga tävlingen. I tävlingen fick den totalt 102 poäng och var då en av 55 kronometrar med Mention très satisfaisante som fick delta i tävlingsdelen. Av dessa 55 kom den på plats 48. Med sitt poängresultat vann också kronometern ett pris, nämligen ett enkelt omnämnande, Mention simple, som var det lägsta av de fem prisnivåerna.
Kronometern är ett utmärkt exempel på den typ av ur som Alfred Jaccard arbetade med under sin tid i Besançon.
Eric ser till att jag inte blir arbetslös. Fick ett fickur igen för renovering. Verket känner jag igen sedan förut.
Så här såg det ut när jag fick klockan.
Eric har satt lite Rodico i löpverket.
Med verket ute ur boetten kunde jag konstatera att balansaxeln var av. Eric hade satt lite Rodico som stopp i löpverket, när jag tagit bort hindret såg jag att löpverket kunde röra sig – hakstenarna såg konstigt uppböjda ut och var inte i ingrepp med gånghjulet. Nåväl tänkte jag, hakstenarna har säkert lossnat på grund av dålig shellack.
Jag beslöt mig för att svarva en ny balansaxel och att ställa in gången senare när balansen fungerade. Noterade att stenen i balanskloven var skadad.
När balansen var klar blev nästa moment att kolla vad som hänt med haken och hakstenarna. Det första jag lade märke till var att stenarna hade olika färg och form, de var uppböjda i en konstig vinkel. När haken var fri såg jag att även en tapp var avbruten. För att se hur gången fungerar måste jag ha en fungerande hake, alltså var det bara att svarva en ny hakbom!
Men det var något annat fel med haken (väl synligt om man är uppmärksam) som jag fortfarande inte sett – kan du se det jag inte såg?
På äldre ur är ofta hakbommen gängad och fastskruvad i haken, så också i detta fall. Har aldrig tidigare tillverkat en hakbom med gänga, så det skulle bli en ny utmaning. Valde att svarva i blåstål som är ett bra material med god hårdhet och som ger fina poleringar. Skulle mitt gamla gängsnitt hålla får att gänga i blåstål?
Bara att prova, det gick fint. Resten gick också bra, svarvade klart, anpassade tapparna i rullbänken, gängade fast i haken.
Nu skulle gången provas. Det var då jag upptäckte det jag inte tidigare lagt märke till.
Hakstenarna hade samma vinklar! Alltså två utgångsstenar!
Det var nu det började kännas riktigt hopplöst, vad var detta för klocka jag hade åtagit mig att fixa! Tog en låååång fika.
Tittade i ett par skrotade verk från gamla projekt och hittade en hake med välvda stenar precis som det ska vara. Stenen passade i spåret, bara att prova gången igen.
Ny ingångssten på plats, med rätt vinkel. Men något för lång, gången går inte igenom.
Då kom nästa problem. Hakstenen var för lång! Gången gick inte igenom.
Hakstenen måste kortas in. På riktigt fina ur förr i tiden anpassades alltid hakstenen till hakens spår, den skulle bottna. (Se min artikel om Halda.)
Den ”nya” hakstenen var skadad på den inre icke verksamma delen, jag valde att slipa bort det mesta av det skadade området.
Hur slipar man en haksten?
Studerade lite i min litteratur men fann inte så mycket. Jag hade slipat en haksten en gång tidigare när jag var på Patek Philippe, den gången var det också en gammal fin välvd haksten som hade slitage på den verksamma ytan. Fick göra det jag trodde var rätt och så som jag kom ihåg det. Ett stort problem när man slipar hårda material som glas och rubin är att det det går ur flisor på ”släppkanten”. För att förhindra detta slipar man först en facett på släppkanten innan du slipar den plana ytan.
Man brukar använda en kopparskiva som man applicerar diamantpasta på, med en stålrulle pressar man in diamantkornen i den mjuka kopparen. Sedan slipar man först med grov diamantpasta, sedan svarvar man ren kopparytan och tar en finare pasta och så vidare. Jag provade den finaste av mina diamantskivor som jag slipar sticklar på, och det fungerade fint. Med tanke på att det var bakänden på stenen som skulle slipas bort var ytnoggrannheten inte viktig. Men jag ville ju inte att kanten skulle flisa sig. Höll en trasa med fotogen mot skivan samtidigt som jag slipade. Det gick väldigt bra, inga flisor och ytan blev fin. Den duger dock inte som verksam yta, då hade jag fått använda diamantpasta på kopparskiva som jag beskrev ovan.
När jag satte in haken i klockan såg jag det inte var möjligt att ställa in gången, hur jag än gjorde var det omöjligt att få det helt rätt. Gången hade nästan ingen vila, dessutom var det inte lika på båda sidor. Provade ändå med balansen – klockan gick, dessutom med riktigt fin svängning. Provade den på bänken några dagar innan jag tänkte ge mig på att göra resten, bara att byta balansstenen som var sprucken och sedan rengöring. Eller? (Jag brukar säga till kunder att ordet ”bara” inte finns, nu fick jag smaka på min egen medicin…)
Mer om detta i del 2.
Stage – lärling hos Patek Philippe.Anders Andersson
Några år efter att jag slutat urmakarskolan fick jag tillfälle att åka till Patek Philippe i Genève för vidareutbildning – eller ”stagiere”. Bakgrunden var att under utbildningen i Borensberg skulle man göra ett specialarbete, mitt ämne blev Patek Philippe. Jag skrev till dem ett antal gånger med olika frågor jag hade. När vi i skolan senare gjorde en resa till Schweiz – med bland annat besök hos Patek Philippe – tackade jag för de uttömmande svaren jag fått via brev. Varför inte passa på att fråga om det fanns möjlighet att senare komma ner för mer utbildning eller arbete?
Så det gjorde jag!
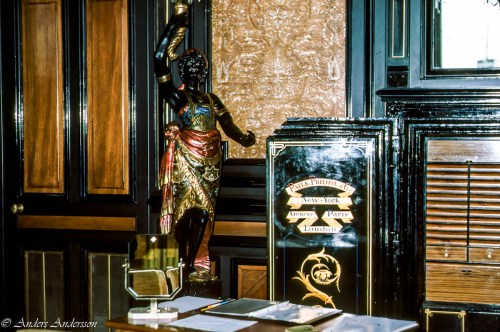
1985 fick jag brev från Patek Philippe – jag var välkommen ner för en utbildning.Kursen var upplagd så att jag fick gå igenom både reparation och produktion. Service, guld-, gravyr- och emaljarbeten, boettering av nya klockor samt kontor och butik låg alla på prestigeadressen Rue du Rhône 41.
Rue du Rhône 41.
Butiken på Rue Du Rhône 41.
Mjukstartade första dagen med att byta ett antal balansaxlar. Efter ett par veckors jobb i serviceverkstaden fick jag flytta till själva fabriken som på den tiden
(1964-1998) låg vid ”Jonction”, Rue des Pêcheries 2.
Från skolresan 1983. Fabriken vid Jonction, Rue des Pêcheries 2.
Från skolresan 1983.
Nu fick jag göra mer spännande saker och fick reparera klockor som jag bara drömt om!
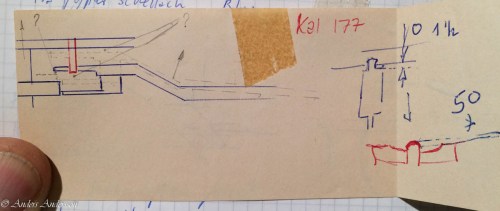
Hur var det med språket? Det är franska som gäller, ett språk jag inte behärskade. Som tur var fanns en(!) person i fabriken som kunde engelska. Om det körde ihop sig ordentligt fick han tillkallas som tolk. Annars fick man använda papper och penna och rita. Fick börja med att justera hela gångpartiet på det mycket tunna verket 177 – endast 1,75 mm. Grunden till detta verk tillverkades av Frederique Piguet men modifierades av Patek Philippe.
Skiss av mästerurmakaren Pierre Dominietto som försökte lära mig gångjustering i den högre skolan.
Skiss av mästerurmakaren Pierre Dominietto som försökte lära mig gångjustering i den högre skolan.
Det är mycket att tänka på när gången skall ställas in på detta verk.
I produktionen är alla delar ”råa”. Det är första gången dina delar monteras i urverket. När vi fick urverken var hela löpverket och uppdraget monterat. Jag skulle sätta in haken och hakbryggan, justera alla lufter och ställa in gången på världens tunnaste verk!
Först justeras höjdluften för haken in så att den rör sig korrekt. Sedan kontrolleras hakstenen så att gånghjulstanden hamnar mitt på stenen. Detta justeras genom att skjuta hakens axel upp eller ner. Därefter kontrolleras så att hakgaffel och säkerhetskniv hamnar på rätt ställe gentemot balansen. För att justera detta böjer man haken uppåt eller nedåt. Sedan är det hornluftens tur, ställs in på Pateks kaliber genom att fila bort material i anslagsytorna. Svettigt jobb för en nybörjare! (sedan rhodineras verket) Till sist justeras vila och fall genom att flytta hakstenarna.
Liverstenen sitter direkt i balansen.
Liverstenen sitter direkt i balansen. En anekdot från den tiden: min bänkgranne som jobbade med detta dagligen – att justera och ställa in gångar – gjorde naturligtvis många, många fler än vad jag lyckades med. För att få stabilitet när han jobbade högg han fast överkäkens framtänder i bänken, det hade bildats ett riktigt bett i bänkkanten!
Det tog honom bara någon minut för att kontrollera och göra de nödvändiga justeringarna. Efter en veckas träning kom jag upp i 15-20 verk om dagen…
Hake i två nivåer.
Hake i två nivåer.
Att vi alla kan göra misstag – även den bäste – fick jag erfara eller rättare sagt höra en dag när jag satt och trixade med gånginställning. Ett förfärligt ljud hördes, tänk dig att du drar en metallbit över ljudtungorna i en speldosa mycket snabbt, sedan det franska kraftuttrycket MERDE! Det blev helt tyst i rummet, jag vände mig om och jag såg M Dominietto slänga ner sitt arbete i bänklådan, han tog av sig rocken och försvann – i några dagar. Han höll nämligen på och jobbade med ett fickur med inbyggd speldosa. Istället för cylinder hade den en roterande plan skiva med en massa stift monterade som rörde vid ljudtungorna. Han hade gjort det fatala misstaget att inte släppa ner fjädern innan han tog isär verket!
Men klockan blev klar till slut och kan nu beskådas på Patek Philippe Museum.Nästa steg blev nu ur med komplikationer. Fick börja med att ta isär och sätta ihop den perpetuella kalendern på en klocka tre gånger. Sedan en kronograf – samma procedur. Därefter ett verk med båda delarna, kronograf och evig kalender.
Sedan fickur med kvarts- och minutrepetition.
Komplicerade ur, från skolresan 1983.
Till sist kom min läromästare Max Berney med ett fantastiskt fickur och visade mig. – det hade allt! Så kallad Grande Complication, det vill säga förutom allt ovanstående, kronograf evig kalender, minutrepetition även självslag. Man ställer in med en knapp på sidan då slår klockan varje heltimma av sig själv.
Interiör från verkstaden för komplicerade ur.
Från avdelningen komplicerade ur.
Jag trodde att han bara ville visa detta komplicerade mästerverk, men det visade sig att jag skulle reparera den.
Urverket var smart uppbyggt med moduler i olika våningar. Varje skruv med tillhörande del, tex en fjäder, lades ner i en plastask med en massa fack. En skruv med sin del i varje fack. Till slut hade jag fem plastlådor med 96 fack i varje full med delar. Alla delar inspekterades noga, mest för att upptäcka rost. Ofta får dessa mycket värdefulla klockor bara ligga i ett kassaskåp, till slut börjar de rosta. Så det blev mycket slipande och polerande under några dagar.
M Berney tillverkade snabbt några nya fjädringar till mig när några allt för rostiga fjädringar behövde ersättas. För att kontrollera att fjädringen blev korrekt satte han fjädern i en klove som han sedan höll mot bänken, knäppte med nageln mot fjädern för att höra om fjädern hade rätt ton. Innan han satte igång knäppte han ihop händerna och vred dem utåt tills det knakade samtidigt som ha sa: – Abra kadabra.
Sista tiden, en månad, tillbringade jag på reglageavdelningen under ledning av Maurice Dufour. Han var en mycket behaglig och lugn man. Rätt man på rätt plats kan man säga. Han lärde mig allt om hur en spiral skall riktas och hur ett bra reglage skall utföras.
En Gyromaxbalans som någon ödelagt vid en tidigare ”reparation”. Fastlimmade vikter, en vikt saknas.
En ödelagd Gyromaxbalans från en reparation på ett PP-ur.
Ibland stängdes butiken helt, då var det en viktig kung eller kund som ville strosa runt och shoppa i lugn och ro. Chefen bjöd ibland på fika om affärerna gått särskilt bra.
Pendulette les Dauphines
Pendulette les Dauphines.
Under tiden jag var hos PP färdigställdes ett specialbeställt bordsur till en kund. Det var tillverkat av 3125 gr guld,
1086 gr silver en 2,5 karats diamant var visarmutter.
Man kunde och kan troligen fortfarande gå in till Patek Philippe och be att de tillverkar just den klocka eller annat guldsmedsarbete man själv vill ha.
En glada tillverkad i guld vid Patek Philippes ateljé.
Rovfågel tillverkad i guldsmedsateljén hos PP.
Interiör från butiken på Rue du Rhône 41.
Interiör från butiken på Rue du Rhône.
Interiör från reparationsverkstaden. Svarvare och urmakare sida vid sida.
Svarvare och urmakare på rad. Serviceavdelningen på Rue du Rhône.
Jag ska heller inte glömma att nämna telefonmannen som kom en gång i veckan och hälsade artigt på alla i rummet innan han tog upp en trasa och rengjorde luren och putsade bakelittelefonen på alla avdelningar.Tiden gick fort och det blev så småningom dags att resa hem med många nya erfarenheter i bagaget. Efter några år ringde det en person från Patek Philippe och frågade om jag ville komma ner och bygga eviga kalendrar, men det är en annan historia.
Du hittar min blogg om urmakeri på:
anderstestarblog.wordpress.com
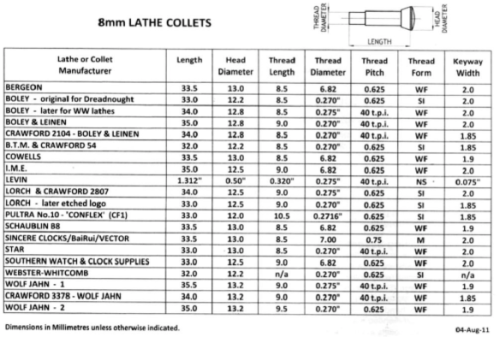
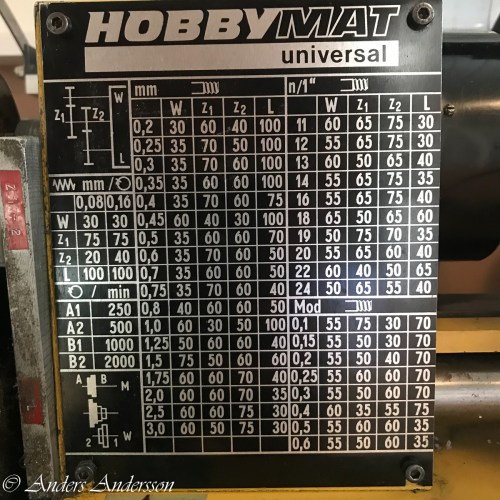
Har planerat ett tag att tillverka en hållare för 8 mm svarvpatroner. Till det behöver man en dragstång eller mutter för att kunna dra åt. Att hitta en passande gängtapp verkade omöjligt, så när jag skaffade en svarv med möjlighet till gängskärning kanske min plan kunde gå i lås. På maskinen finns en tabell med olika matningar och stigningar. Tyvärr fanns inte den udda stigningen med – 0,625 mm som Lorch har på sina svarvpatroner.
Översikt av olika 8 mm svarvpatroner
Tabell för olika matningar
Till svarven hör en uppsättning kugghjul med olika tandantal – undrar om någon kombination som inte fanns med i tabellen kunde fungera?
Hur räknar man ut utväxling?
Det var ett tag sedan jag sysslade med sådant.
Växellådan för matningen/gängskärningen består 4 kugghjul – två drivna och två drivande.
För att räkna ut utväxling med flera hjul och drivar använder man formeln
i = z * z / z’ * z’ produkten av drivande hjul divideras med produkten av drivna hjul (drivar).
Till svarven hör ett antal kugghjul med dessa tandantal:
30 – 35 – 40 – 50 – 55 – 60 – 65 – 70 – 75 – 100
Jag började helt enkelt med att testa några kombinationer.
Först provade jag kombinationen:
60 * 100 = 6000 / x = utväxlingen 0,625
x = 0,625 * 6000 = 3750
För att få reda på vilka hjul som kan passa kan man dela upp 3750 i minsta faktorer – primfaktorer.
Heltal som inte är primtal kan delas upp i två eller flera primtal vars produkt är talet själv. De kallas då primfaktorer. Orddelen prim kommer av ett latinskt ord som betyder först, främst. Ex: 10 = 2·5. Talen 2 och 5 är primfaktorer. Ex: 24 = 2·2·2·3. Talen 2 och 3 är primfaktorer.
3750 / 5 =
750 / 2 =
375 / 5 =
75 / 5 =
15 / 3 =
5 / 5 =
1
Mina primfaktorer är: 5 – 2 – 5 – 5 – 3 – 5
Då kan man multiplicera 5 * 2 = 10 * 5 = 50
vilka kombinationer finns kvar? jo
5 * 3 = 15 * 5 = 75
mitt i prick – första försöket!
75*50=3750 / 60*100=6000
3750/6000=0,625
Drivande hjul 75 & 50, drivna hjul 60 & 100
Några av kugghjulen till gängskärningen.
Mina kugghjul skulle räcka till!
Bara att sätta in i svarven och prova om jag hade räknat rätt!
Mitt första taffliga försök till gänga. Blev tillräckligt bra för att kontrollera att stigningen stämde. Nu ska jag köpa ett gängskär!
På nästan alla moderna kronografer sitter särskilt centrumsekundräknarvisaren rejält fast. Varför man sätter dessa visare så hårt begriper jag inte. Jag har aldrig varit med om att kronografvisare lossar på grund av de sitter löst, man sätter ju fast dem hårt men inte så hårt som på fabriken. Däremot har jag varit med om att försöka ta bort visarna med den vanliga visaravtagaren med följd att visarputsen sitter kvar på axeln och visaren lossnar. Det kan fungera om visarna har varit borttagna förut men sällan annars.
Min lösning på detta problem.
Jag använder en korntång som heter 14a. Den har en skjutlåsning som gör att du kan hålla små saker med den, det finns några hål som du till exempel kan hålla en visare i. (Om en visare sitter för löst, välj ett lämpligt hål, lägg tången på högkant mot ett stålplan, knacka försiktigt med en hammare för att krympa hålet.) Längst ute i spetsen finns en fin käft formad som en avbitartång. Det är den delen jag använder för att ta bort visarna med.
Det gäller att få ett bra grepp om visarputsen så att inte tången kan glida upp och ta med sig visaren. Du kan med hjälp av käftarna skära in ett djupare spår i putsen genom att föra tången ut och in. Se till att tångens undersida är polerad så att du inte gör märken i minutvisaren. Du kan kontrollera med en lupp så att du verkligen fått märken som kan fungera. Jag brukar sätta verket i en verkhållare, sedan lägger jag ett skydd över tavlan. Nu gäller det att palla upp ett stöd för tången så att den blir parallell med tavlan eller något högre. Jag använder oftast de aluminiumringar som sitter runt nya fjädrar, de kommer i olika tjocklekar, du klippa och forma dem efter behov. Ibland har tavlan en nitad skalring som är hög runt tavlan, då använder jag halvor av dessa ringar.
För småvisarna räcket det oftast med tavelskyddet som uppallning – det går att lägga ett extra ibland. Sedan använder jag hävstångsprincipen och lyfter av visarna. Jag har faktiskt aldrig förstört en visare sedan jag började göra på detta sätt för kanske 30 år sedan!
Så det fungerar alldeles utmärkt, man får träna lite i början bara.
Lycka till!
TAG-Heuer med VAL 7750-verk, för renovering.
Tim o minutvisare, samt sekundräknarvisaren överst.
Timräknaren.
Korntången med sin smarta låsfunktion.
Använder korntång 14a.
Undersidan försöker jag hålla polerad.
Det är bra om den yttersta spetsen inte är alltför vass, då blir den som en avbitartång.
Lägger ett skydd mot tavlan.
Om detta ska fungera måste jag palla upp mellan tavla och mitt verktyg.
Använder gamla ringar som sitter runt nya fjädrar som distanser.
Pallar upp så mycket att tången är parallell med tavlan eller något högre. Sedan klämmer jag åt runt visarputsen. Om du är osäker kan du föra tången in och ut lite så att du skär upp en anvisning i putsen, då får du garanterat ett bra grepp. Sedan är det bra att ta i och lyfta visaren!
Visaren avlyft – hel och utan skador!
Visaren borttagen.
Här ser du märket efter tången.
Alla visare borta och hela med putsarna kvar.
Ett annat bra verktyg för att lossa krokarna som håller tavlan.
Ett annat bra verktyg för att lossa krokarna som håller tavlan som ibland sitter hårt.
Ytterligare ett användningsområde för tången – att ta bort den ofta slitna spärren (1428) för klinkhjulet.


 Några kommentarer till utdraget ur folkräkningslängden. Förutom Henning Hammarlund med fru och pigor bodde även urmakarna Carl Borgström (startade AB Urfabriken – ABU 1920) och Johan Gustav Blomqvist här. De senare anställdes för att kunna producera de första fickuren omkring 1890. År 1901 hade Haldafabriken totalt 58 arbetare. Vid denna tid utvecklades flera nya produkter och tillverkningen av taxametrar och telemetrar tog fart vid 1903.
Några kommentarer till utdraget ur folkräkningslängden. Förutom Henning Hammarlund med fru och pigor bodde även urmakarna Carl Borgström (startade AB Urfabriken – ABU 1920) och Johan Gustav Blomqvist här. De senare anställdes för att kunna producera de första fickuren omkring 1890. År 1901 hade Haldafabriken totalt 58 arbetare. Vid denna tid utvecklades flera nya produkter och tillverkningen av taxametrar och telemetrar tog fart vid 1903.










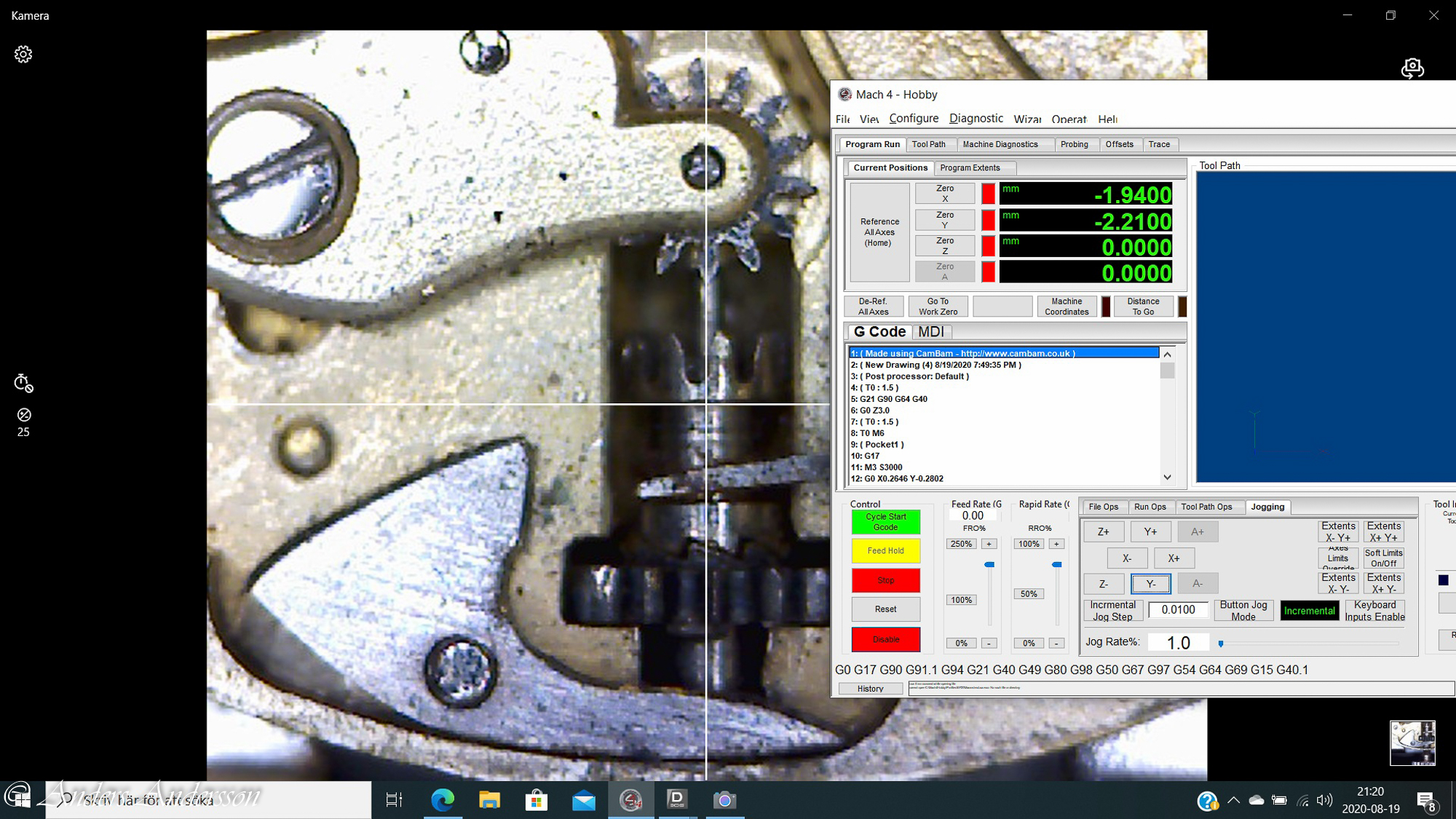
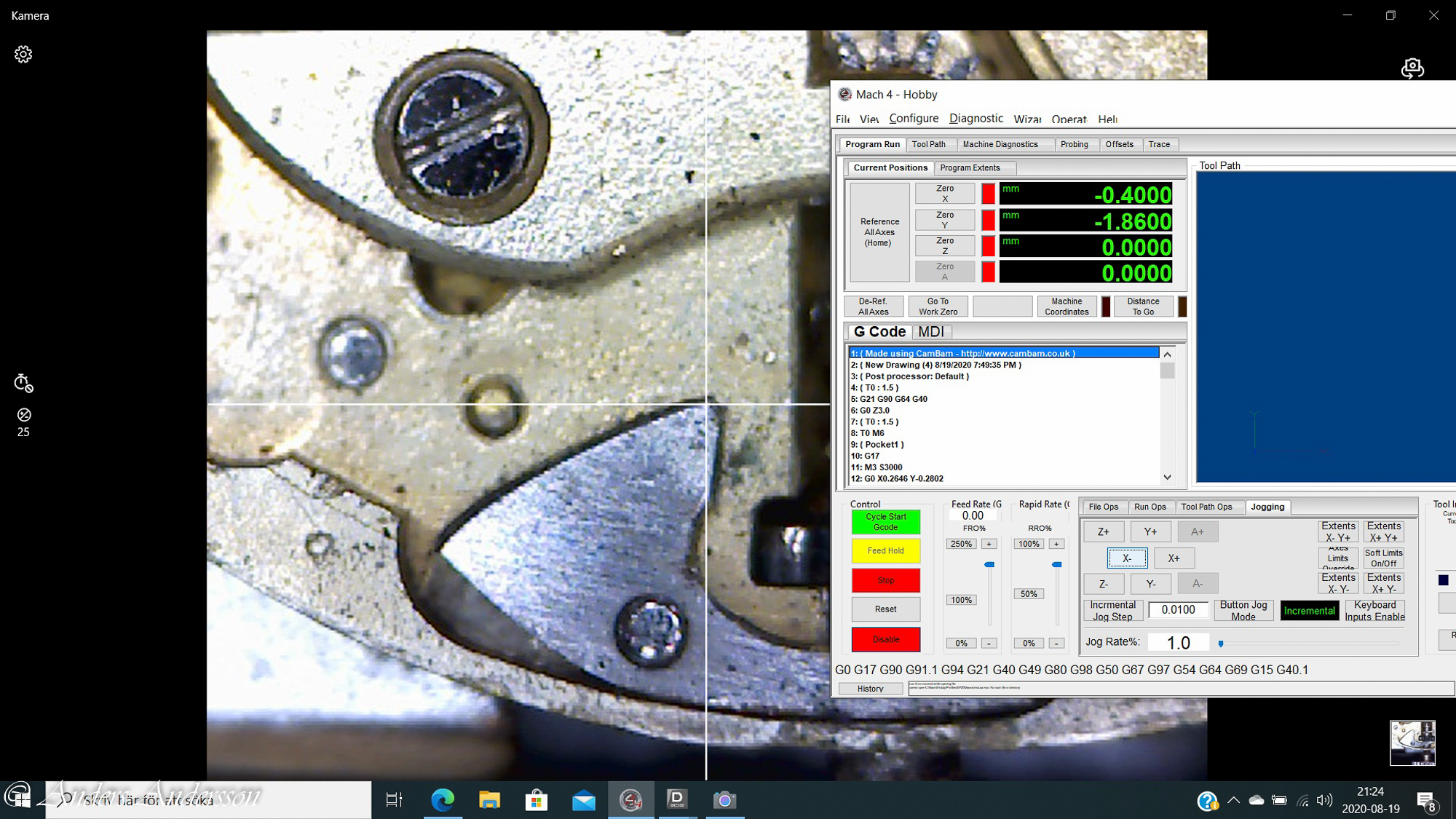 Mäter upp med hjälp av datorn och CNC-maskinen. Tar en mängd olika viktiga mått.
Mäter upp med hjälp av datorn och CNC-maskinen. Tar en mängd olika viktiga mått.






















































































































 Arbetsgång.
Arbetsgång.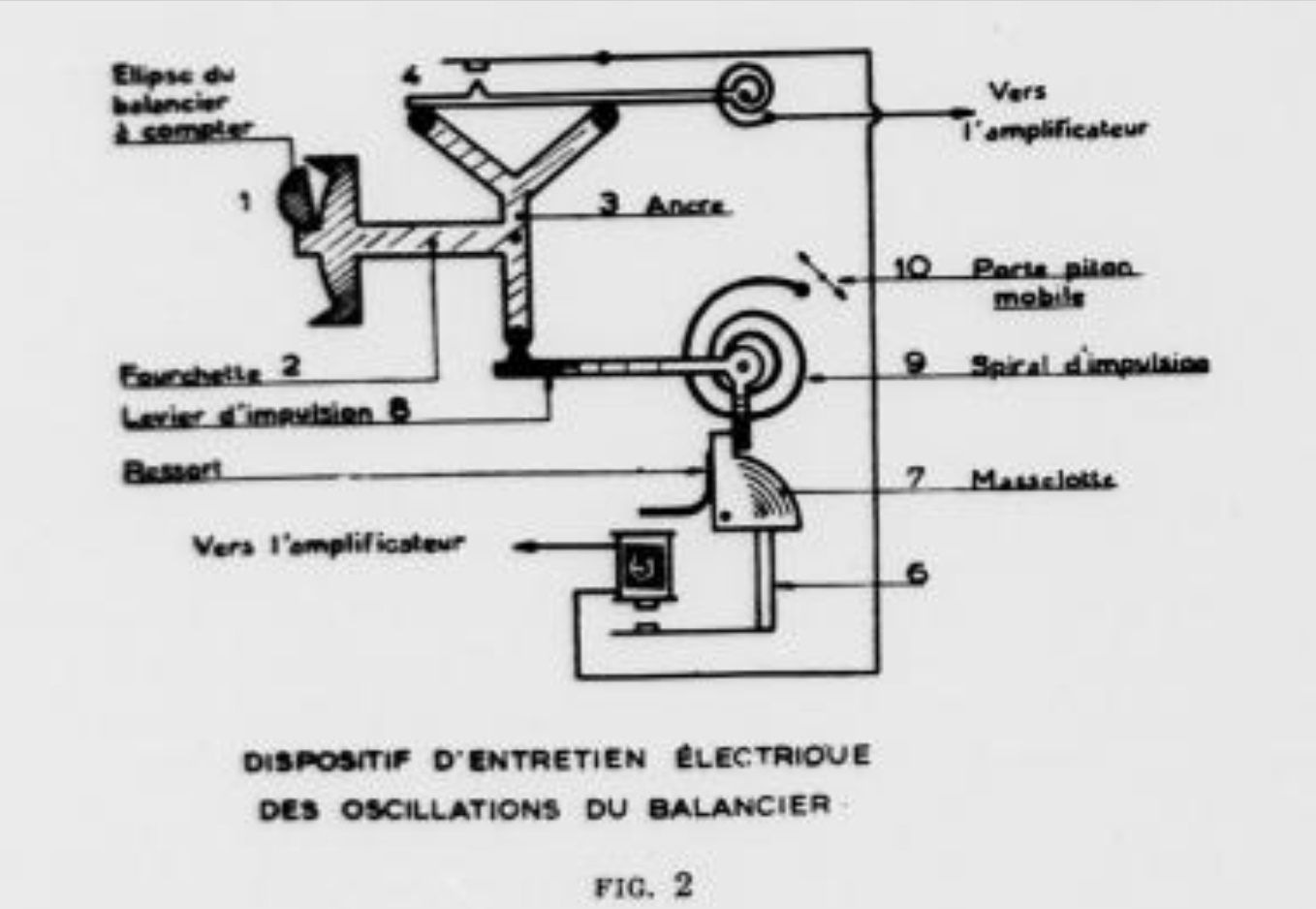




 Den moderna versionen av Spirograf.
Den moderna versionen av Spirograf.