Eric hade lyckats komma över ett löst LIP kronometerurverk. (Boetten hade förmodligen smälts ned av någon skändare för några futtiga kronor…) Han ville dels ha hjälp att sätta in verket i en boett samt försöka få igång urverket.

Erics LIP-verk
För jämförelse. Erics kronometerverk allra överst, under två verk med samma grundverk. Den ena klockan slaktades för att använda boetten till Erics kronometer. Notera att det står ”Chronomètre” på båda dessa urtavlor, dessa ur har dock aldrig testats som kronometrar. Kanske var det ändå klockor med en kvalité lite utöver det vanliga och som gick bättre än vardagsmodellerna från LIP. Bägge har i alla fall breguetspiral, den ena till och med i palladium.
Tänkte denna gång skriva om hur en kronometer definieras, lite om LIP samt förklara hur spiral och balans är konstruerade i just denna kronometer. Eric kompletterar med lite om hur testningen gick till. Till sist kommer en liten beskrivning om arbetet med verk och boett.
I det dagliga arbetet på verkstaden råkar man ibland på begreppet kronometer, kanske främst då en Rolex som behöver ses över. Att få in ett ur som är en officiellt certifierad kronometer som testats vid ett observatorium, dessutom en första klassens kronometer av det franska märket LIP hör definitivt inte till vanligheterna!
Lite om LIP.
Emmanuel Lipmann startade tillverkning av klockor 1867 i Besançon i Frankrike. Runt 1900 började man tillverka egenkonstruerade verk och 1908 registrerades namnet LIP. Fram till att det egentliga märket LIP lades ner 1976 (märket finns fortfarande) räknar man med att otroliga 10 miljoner klockor producerats vid fabriken. De flesta uren tillverkades för den franska marknaden. Man gjorde tidigt framgångsrika marknadsföringskampanjer.
Namnen Chronometre Lip och Chronometre de France registrerades i en period då gångnoggrannhet var ett viktigt säljargument. Ibland trycktes dessa namn på urtavlan för lura folk att tro att det var en kronometer man köpte. Men man tillverkade också många riktiga kronometrar som testades vid observatoriet i Besançon och som stämplades med huggormsstämpeln eller viperestämpeln (mer om den senare). Man vann flera priser för sina kronometrar. Nämnas bör också att en del kronometrar inte bär stämpeln
”Chronomètre ” på tavlan – leta efter huuggormsstämplen på verket.
 För att sätta in LIP i ett sammanhang när det gäller testning, tävling och utdelande av medaljer för kronometrar vid observatoriet i Besançon kan man säga att sett till vunna guldmedaljer var de näst störst med 181 av totalt 598 utdelade guldmedaljer under perioden 1885-1913.
För att sätta in LIP i ett sammanhang när det gäller testning, tävling och utdelande av medaljer för kronometrar vid observatoriet i Besançon kan man säga att sett till vunna guldmedaljer var de näst störst med 181 av totalt 598 utdelade guldmedaljer under perioden 1885-1913.
Hur förklarar man på ett enkelt sätt vad som är en kronometer?
Det går inte!
Ju mer man sätter sig in i ämnet desto mer förvirrad blir man.
Som du säkert kommer att märka när du läst detta inlägg är det ett virrvarr av observatorier, testprocedurer, siffror och formler, olika konstruktioner, reglörer, länder, tävlingar, medaljer med mera med mera…
Så det finns mycket att grotta ner sig i för den som är intresserad!
Här kommer jag bara att skriva om en bråkdel, annars blir det en hel roman.
I dagligt tal är en kronometer en klocka som går väldigt bra, håller tiden i stort sett perfekt. I England får en klocka endast kallas kronometer om den har kronometergång, i Tyskland, Frankrike, Schweiz och Italien har man kommit överens om att en klocka får kallas kronometer om den blivit godkänd i tester som utförts på ett officiellt sätt oavsett gångtyp.
Enkelt beskrivet finns det skeppskronometrar, fickur och armbandsur, men dessa kan i sin tur delas in i ytterligare kategorier.
I huvudsak kan man säga att det finns två typer av officiella tester dels vid ett observatorie dels vid en byrå. De viktigaste observatorierna är Besançon i Frankrike, Geneve och Neuchatel i Schweiz, Hamburg i Tyskland, Greenwich och National Physical Laboratory (Kew) i England och Milano i Italien. Av byråer kan nämnas det moderna och kanske mest kända i våra dagar – COSC, men även Poincon de Besançon kan nämnas. Det fanns byråer på flera ställen i Schweiz och Tyskland i de övriga länderna gjordes testerna vid de ovannämnda observatorierna (för att skapa ytterligare förvirring?).
Vad är det då som skiljer mellan de testerna vid ett observatorie och de gjorda vid en byrå?
Ett test vid ett observatorie är ett vetenskapligt test (med vetenskapliga metoder) som sker under en lång tidsperiod (tiden varierar, men kan vara upp till 60 dagar). Urverket prövas då i olika positioner samt i tre temperaturer. I ett protokoll införs sedan de olika mätvärdena och man räknar ut flera viktiga värden (till exempel om verket varit nedkylt till 4C i några dagar mäts skillnaden före och efter – hur väl den går tillbaka till värdet före mätningen samt det sekundära felet räknas fram).
Ett test vid en byrå är mycket enklare, det sker under en kort tidsperiod, man räknar fram enklare medelvärden. Testet är konstruerat så att de flesta uren skall klara testningen och är väl egentligen mest ett marknadsföringstricks, men det visar ju ändå att klockan har en hög gångnoggrannhet. Bland annat Rolex hade stor inverkan vid framtagandet av dessa test. Redan 1959 godkändes fler än 100000 klockor i Schweiz, hur många som godkänns idag kan man bara spekulera om. Så det är stor skillnad på kronometer och kronometer!
Ett vetenskapligt instrument eller ett någorlunda rättgående armbandsur.
Av ovanstående vet vi att det är noga att man skiljer på begreppet kronometer. Man kanske ska indela dem i observatoriekronometrar – som genomgått tester och godkänts vid ett observatorie och främst används till vetenskapliga studier och noggranna observationer främst vid positonsbestämning och officiellt certifierade kronometrar som godkänts av en byrå eller testinstitut efter ett enkelt test, främst avsedda för vanliga konsumenter med intresse för en mekanisk klocka som håller tiden bra.
Så till kronometern!
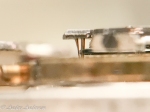
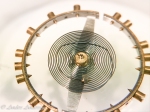
Balansen är en så kallad Guillaumebalans. Vid en första anblick ser den ut som en vanlig kompensationsbalans, man får titta efter extra noga. Skruvarna är större, tillverkade i guld, fyra av dem är i platina. Balansen är uppskuren en bit ut räknat från skänkeln – i detta fall två ”skruvbredder”. Men det som är det viktigaste, som man inte kan se med vanliga metoder är den speciella stållegeringen som ståldelen av balansen består av – den speciella Aniballegeringen som Guillaume uppfann. En kompensationsbalans kompenserar för temperaturförändringar. Den är tillverkad av bimetall – stål och mässing. Stål och mässing har olika temperturkoefficienter.
I värme expanderar stål mindre än mässing, det gör att den fria änden av balansen rör sig inåt, balansens verksamma diameter minskar vilket gör att klockan fortar, detta kompenserar för den minskade elasticiteten i spiralen vid en värmeökning. En vanlig, rätt justerad kompensationsbalans kompenserar för värmeskillnader på ett mycket effektivt sätt. Men en Guillaumebalans gör det i det närmaste helt perfekt! Den kompenserar nämligen även för det så kallade sekundära felet. Att kunna kompensera för det sekundära felet är nyckeln till att få en kronometer att gå exakt. Vad är då det sekundära felet?
När man testar en kronometers gång gör man det i kyla, rumstemperatur och värme, det brukar vara vid +4C, +20C och +35C. En vanlig kompensationsbalans kompenserar inte linjärt, det blir en topp någonstans. Då måste man ha någon form av hjälpkompensation som tar bort den toppen = det sekundära felet. Innan Guillaume kom på aniballegeringen (anibal är en förkortning av Acier au NIckel pour BALanciers) gjordes många snillrika konstruktioner av balanser, där den svenske urmakaren Victor Kullberg särskilt utmärkte sig.
Guillaume fick 1920 års nobelpris i fysik för sin forskning om legeringar mellan nickel och stål. Han upptäckte bland annat den märkliga legeringen invar som fått stor betydelse inom urmakeriet för den speciella egenskapen att den har ytterst liten värmeutvidgning.
För att en balans ska få kallas Guillaumebalans krävs kombinationen av en bimetallbalans med mässing och den speciella stållegeringen anibal tillsammans med en stålspiral. Så en Guillaumebalans är ett system som består av både spiral och balans tillsammans.
Något om spiralen.
Spiralen har något så ovanligt som två breguetkurvor!
En traditionell övre/yttre samt en inre kurva.
Idealiskt vore att spiralens inre fästpunkt skulle sitta exakt i centrum av balansaxeln. Men man är ju tvungen att klippa av det innersta av spiralen och fästa den i en spiralrulle, enkelt uttryckt kan man säga att den inre kurvan kompenserar för detta. Om man har både en inre kurva och en ytterkurva tar man helt bort det som kallas ”Caspari-effekten”, dvs ett fel som uppstår i förhållandet mellan spiralens inre och yttre fästpunkter – spiralrulle och ytterfäste. Man kan säga att man genom dessa två kurvor tar bort alla fel/nackdelar som spiralen har. Nackdelar? Den inre kurvan är på grund av sin ringa storlek mycket svår att böja till korrekt form – är formen fel blir istället gångfelet större. Så det krävs en mycket skicklig reglör för att få spiralen att fungera så bra som möjligt.
Fördelen med den vanliga breguetkurvan jämfört mot en planspiral är att breguetkurvan gör så att den plana/undre delen av spiralen rör sig koncentriskt när den arbetar. En planspiral rör sig excentriskt. En breguetspiral får därför inga tyngdpunkter eftersom spiralvarven alltid har förhållandevis samma avstånd sinsemellan. (Det gör det enkelt att kontrollera om kurvan har korrekt form, man vrider balansen så att spiralen drar ihop/utvidgar sig, sedan jämför man avstånden mellan varven, har spiralen rört sig excentriskt åt något håll är kurvformen fel och man får justera. Finns flera exempel på det här i min blogg.) Den plana spiralen är endast koncentrisk i vila, när balansen rör sig utvidgar den sig mer på ena sidan än den andra. Således väger spiralen mer på den sida som är mer utvidgad än den andra ihopdragna sidan. Det påverkar gången väldigt mycket. Man hittar bara dubbla kurvor i riktiga precionsur där man lägger ner mycket arbete och kostnader för att få klockan att gå så rätt som möjligt.
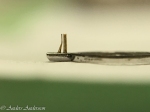
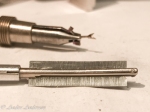
För att kunna böja en breguetkurva krävs att spiralen har två plan. Genom att göra två knän på spiralen får man fram dessa två plan. För att göra dessa knän är det enklaste och allra vanligaste sättet att man med ett verktyg trycker spiralen mot ett mjukt underlag. Man böjer då spiralen i höjdled. Det är lätt förstå att materialpåfrestningen blir stor vid dessa knän – sammanpressning och sträckning. Det gör att området vid knät blir oelastisk = negativ påverkan av spiralen. Om man (som på denna spiral) böjer spiralen sidledes blir övergången mjuk och fin, påfrestningarna blir inte lika stora och elasticiteten påverkas knappast. Man kan ibland se dessa kurvknän på finare ur, till exempel Patek Philippe.

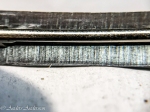
- Här syns tydligt skillnaden mellan planspiral och spiral med breguetkurva. Excentrisk resp koncencentrisk sammandragning/utvidgning.

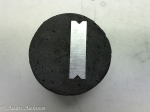
- De två undre raderna visar inre kurvor – kurva vid spiralrullen. De tre övre raderna visar ”vanliga” breguetkurvor där kurvan är uppböjd över den övriga spiralen – spiral i två plan.
Så här skriver Eric om sitt urverk och testningen i Besançon:
”Serienummerserien på ungefär 150 identiska urverk som innehåller nummer 202438, ~202385 till ~202535, testades som första klassens kronometrar på observatoriet i Besançon mellan 1910 och 1913. Av dessa vann 52 stycken guldmedalj. Nummer 202525 vann år 1912 ”Coupe Chronometrique” och kom då alltså på första plats av 232 testade urverk det året (med 259,4 Besançon-poäng av totalt 300 möjliga). Totalt testades 816 urverk från alla olika tillverkare mellan 1910 och 1913 på observatoriet i första klassen.
Testningen i första klassen, som alltså också var en tävling dit tillverkarna skickade sina bästa urverk, var 44 dagar lång över 8 perioder på 5-6 dagar vardera. Perioderna användes för att testa urverket i olika positioner och i olika temperaturer. Nedan detaljeras de olika perioderna:

 och nedan de olika gränsvärdena för första klassen:
och nedan de olika gränsvärdena för första klassen:

De testade urverken rangordnades efter resultat och ett poängsystem där ett urverk maximalt kunde få 300 poäng nyttjades (300 motsvarade en felfri gång och uppnåddes aldrig, men flera urverk nådde över 260).
Tillverkarna tilldelades också medaljer och priser efter urverkens poängresultat i den första klassen. Dessa utgjorde sedan en central del i tillverkarnas marknadsföring, då observatoriepriser var de bästa utmärkelserna urverk kunde få:
 Det ur som vann, förutsatt att det också nådde över 250 poäng, gavs ”Coupe Chronometrique”.
Det ur som vann, förutsatt att det också nådde över 250 poäng, gavs ”Coupe Chronometrique”.
Urverk med över 200 poäng gavs guldmedalj, urverk med över 175 poäng gavs silvermedalj och de över 150 poäng gavs bronsmedalj. Minst 100 poäng krävdes för ett certifikat utan pris.
Utöver den första klassen fanns också två andra klasser för fickur i Besançon, nämligen den andra och den tredje klassen. Klasserna var anpassade efter mer alldagliga fickur och testningslängden för den andra klassen var 31 dagar och för den tredje klassen 18 dagar. Den tredje klassen togs dock bort efter år 1913 och kom i någon mening att ersättas år 1931 av vad som kallades ”Poincon de Besançon”, men detta kommer inte att behandlas här.
Urverk som testades i någon av klasserna stämplades med en huggorms-stämpel, le poinçon à tête de vipère, som var ett bevis på observatoriets testning:

- Huggormsstämpeln anger att det är en fransk kronometer.
Beroende på klassen som urverkets testats i placerades stämpeln olika:

- Huggormsstämpelns placering anger kronometerns klass.
Värt att nämna är att testningssystemet på observatoriet i Besançon var skapat efter det som användes på det schweiziska observatoriet i Geneve och att systemen i stort var identiska (specifika skillnader kommer inte att behandlas här). I resultatlistor från Besançon finns urverkens poäng uträknade med tre metoder, nämligen Besançon-metoden (maximalt 300 poäng), den äldre Geneve-metoden (också maximalt 300 poäng, men med små skillnader i uträkningen av poäng) samt den nya Geneve-metoden (maximalt 1000 poäng). Att urverkens poäng fanns uträknade med de tre metoderna gjorde att det direkt gick att jämföra urverk testade i Besançon med de testade i Geneve. Gemensamma rekordlistor publicerades också, bland annat år 1910 där ett urverk från franska Leroy, nummer 7075, med 270,8 gamla Geneve-poäng, höll världsrekordet. Schweiziska Golay fils et Stahls nummer 30605 låg på andra plats med 270,1 poäng.
Vad gäller urverk 202438 från Lip, så vann det troligen silver- eller bronsmedalj år 1912. Dessa publicerades dock inte i den offentliga publikationen ”Bulletin Chronometrique” från observatoriet (endast guldmedaljörerna publicerades) och därför har inte urverkets exakta resultat kunnat hittas än.”
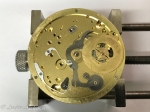
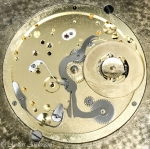
Man använde samma grundverk/konstruktion till många olika urverk av varierande kvalitet (se de översta bilderna). I detta fall har man förmodligen använt många standarddelar men utrustat verket med den speciella Guillaumebalansen. Det märks bland annat på att finishen på hjul, drivar och gångparti är av ordinär kvalité, olika typer av stenhål i verkbotten resp verksida. Man märker även att ytfinish och färg på mässingen skiljer på tavel- och verksida.
Därför köpte Eric in några vanliga LIP-fickur, tanken var att kronometerverket kunde passa i någon av boetterna eftersom grundverken var desamma.
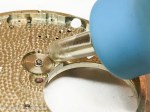
Med lite modifikation passade verket i en av boetterna. Eftersom kronometerverket saknade uppdragsaxel och axeln från den slaktade klockan inte passade så bra var jag tvungen att fixa till en ny axel.
Hur går klockan nu efter reparationen?
Den går bra, men knappast som en första klassens observatoriekronometer!
Det är mycket som hänt med verket sedan den godkändes…
Vid bilderna finns mer förklaringar till reparationen. Klicka för att se större bilder.
I detta ämne finns mycket skrivet och det finns hur mycket som helst att läsa på nätet för den som söker. Dock finns inte så mycket på svenska.
Några tryckta källor:
Jendritski: Watch Adjustment, 1963
Leskininen: artiklar i Tid-Skrift Årgång 8 – 2016 och Årgång 10 – 2018.
Lundin & Borgelin: G.W.Linderoths Urfabrik, 2008
Sandström: Spiraler Balanser, 1963
Källor på nätet:
Klicka för att komma åt comptoir_lipmann.pdf
http://people.timezone.com/msandler/Articles/DownesLip/Lip.html