Kort historik

1888 började konstnären Frédéric Imhof, att tillverka urtavlor. Hans företag växte så småningom till ett familjeföretag – Imhof. Det blev känt för att producera eleganta och högkvalitativa konstnärliga bordsklockor och mekanismer. Hans son, Arthur Imhof, grundade Manufacture de Pendulettes d’Art Arthur Imhof S.A. 1924, integrerade urverksproduktion och expanderade företaget internationellt.

Företagets ursprung kan spåras tillbaka till Frédéric Imhof, en skicklig konstnär som började designa urtavlor för andra tillverkare.
Verksamheten expanderade, och Frédérics son, Arthur, tog så småningom över och drev dess tillväxt.

År 1924 grundade Arthur Imhof formellt Manufacture de Pendulettes d’Art Arthur Imhof S.A. i La Chaux-de-Fonds, Schweiz.

Under Arthurs ledning expanderade företaget och produktionen ökade, man integrerade urverkstillverkningen och började exportera klockor globalt till marknader i Amerika, Asien och andra länder.

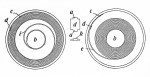
Bordsur på roterande sockel med fyra funktioner: tid, temperatur, luftfuktighet och lufttryck.
Imhof fokuserade på att skapa högkvalitativa konstnärliga bordsur även kallade stilur (Pendulettes d’Art) och mer prisvärda produkter såsom reseväckarur och vanliga väckarklockor. Man fick ett gott rykte för sina eleganta och konstnärliga klockor.
Företaget levererade urverk till mer prestigefyllda varumärken och tillhandahöll sina högkvalitativa 8-dagars urverk för klockor tillverkade av tillverkare som Boucheron, Bucherer, Cartier och Tiffany.
Företaget är känt för ett brett utbud av produkter, inklusive världsklockor från 1960-talet, dekorativa slagverk med automater och skrivbordsset i modern stil, ofta med invecklade detaljer som handemaljerade urtavlor och utarbetade förgyllda mässingsfodral.

Här ser vi grundaren Arthur Imhof i sällskap med Gerard Bauer, ordförande för FH, under firandet av Imhofs 50-årsjubilieum.
Reparationen

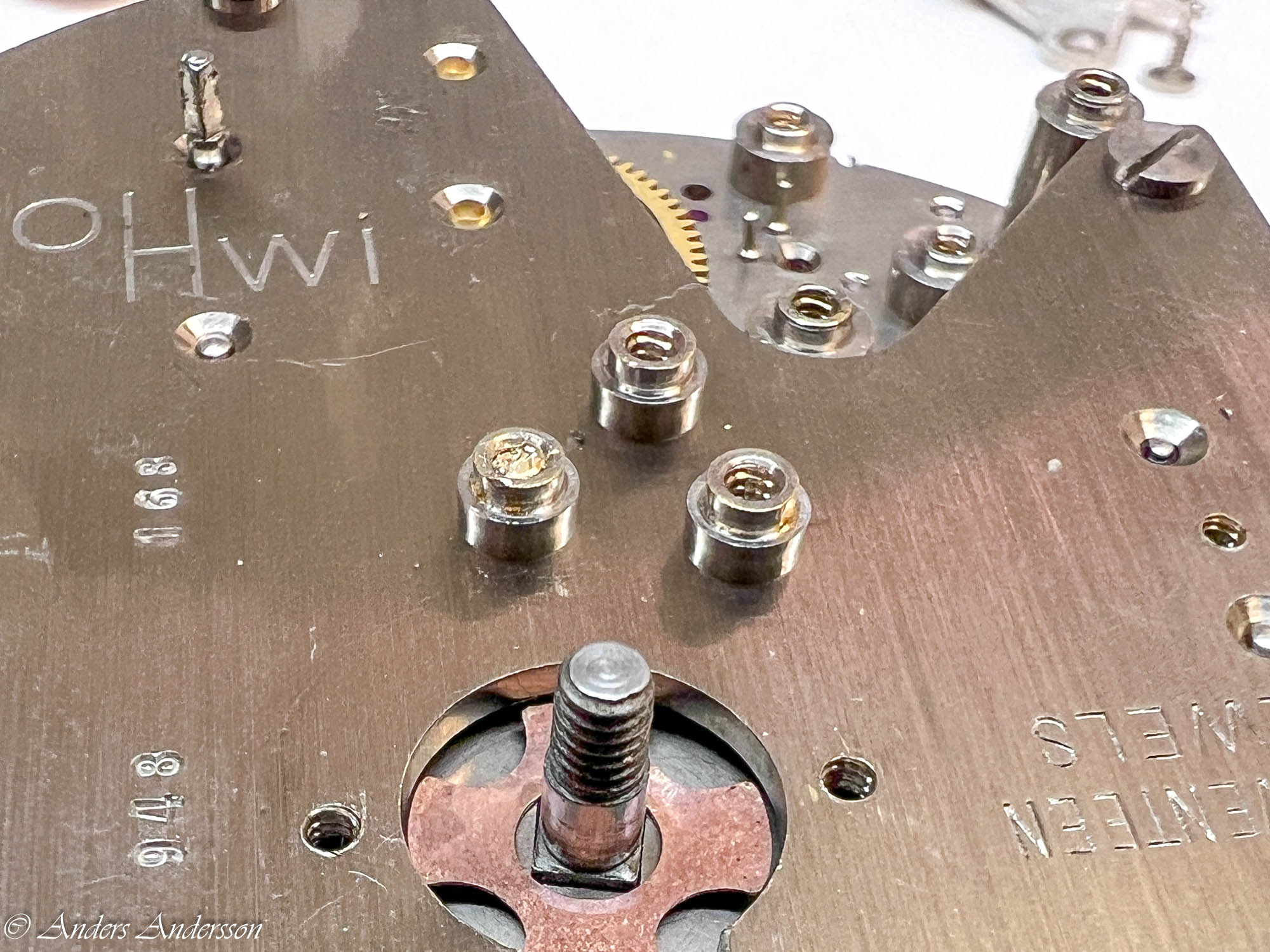
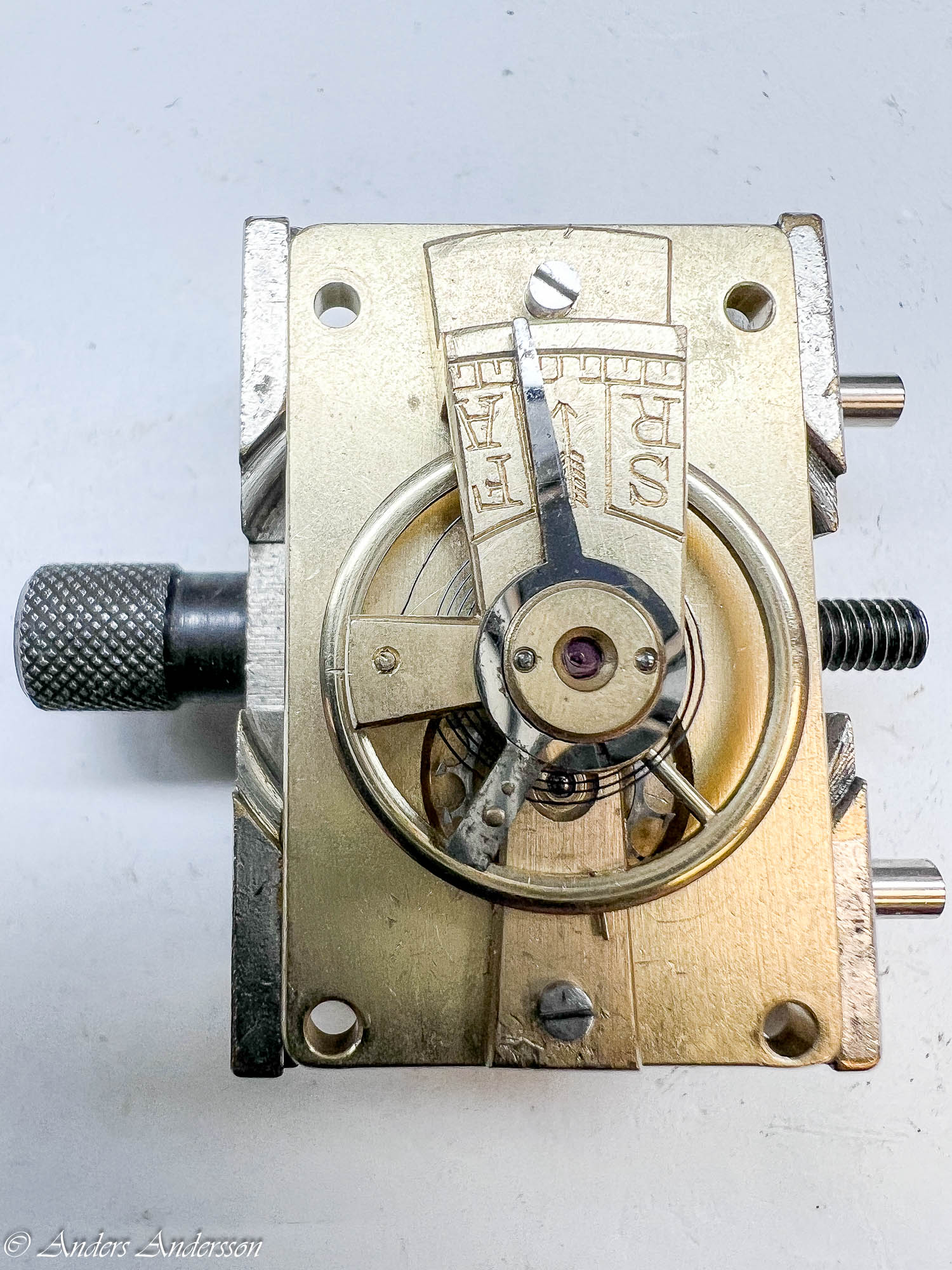
En kund hade lämnat in ett urverk som satt i ett stilur. Urtavlan var märkt med Bucherer och verket var av Imhofs fabrikat. Imhof är kända för sina väckarur, men de tillverkade även ur med olika komplikationer. Verket i detta ur med kaliber 948 är utrustat med en slagmekanism. Klockan slår hel- och halvslag.
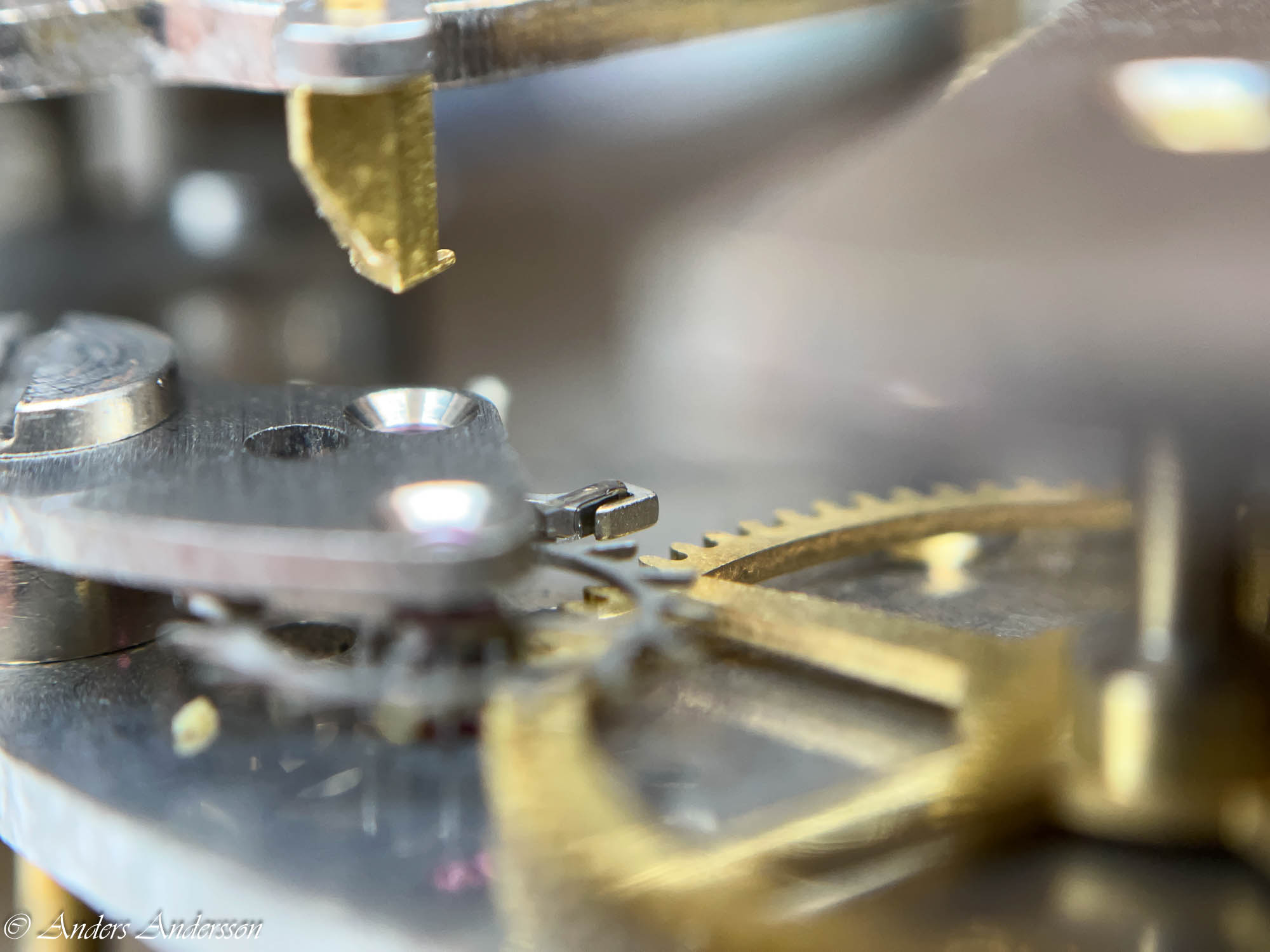
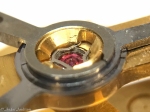
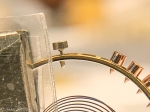
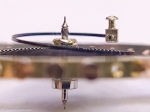
Ganska snart upptäckte jag att verket blivit utsatt för misshandel av en ”så kallad urmakare”. Jag upptäckte många fel och slitage, men även tidigare reparationer av någon med kunskap. På ovanstående bild ser man att hakstenen är flyttad uppåt parallellt med haken.
 Här ser man att verket är ”rengjort” men inte tillräckligt.
Här ser man att verket är ”rengjort” men inte tillräckligt.
Jag gjorde ett kostnadsförslag där jag försökte få med alla fel som jag hittade, tog extra höjd för dolda fel som jag vet brukar komma när jag tar isär mer. Detta är särskilt viktigt att tänka på om du ser att någon annan varit före dig som inte har ordentlig kunskap.
Kunden godkände kostnadsförslaget – dags att sätta igång.
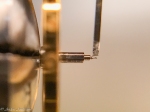
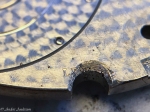
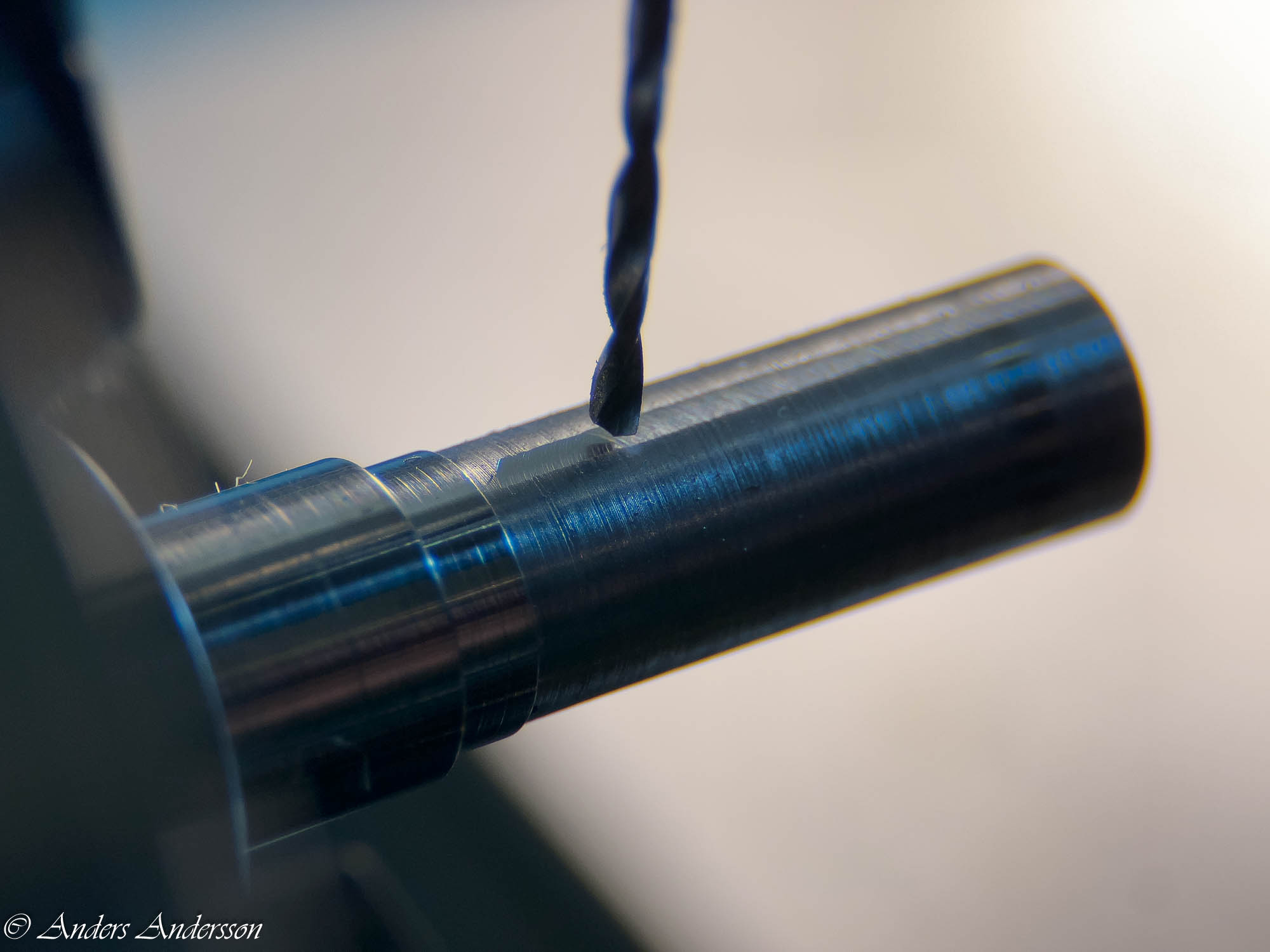
Jag började med att ta bort den avbrutna skruven för fodralets baksida/klangskålen.

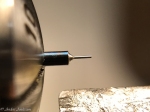
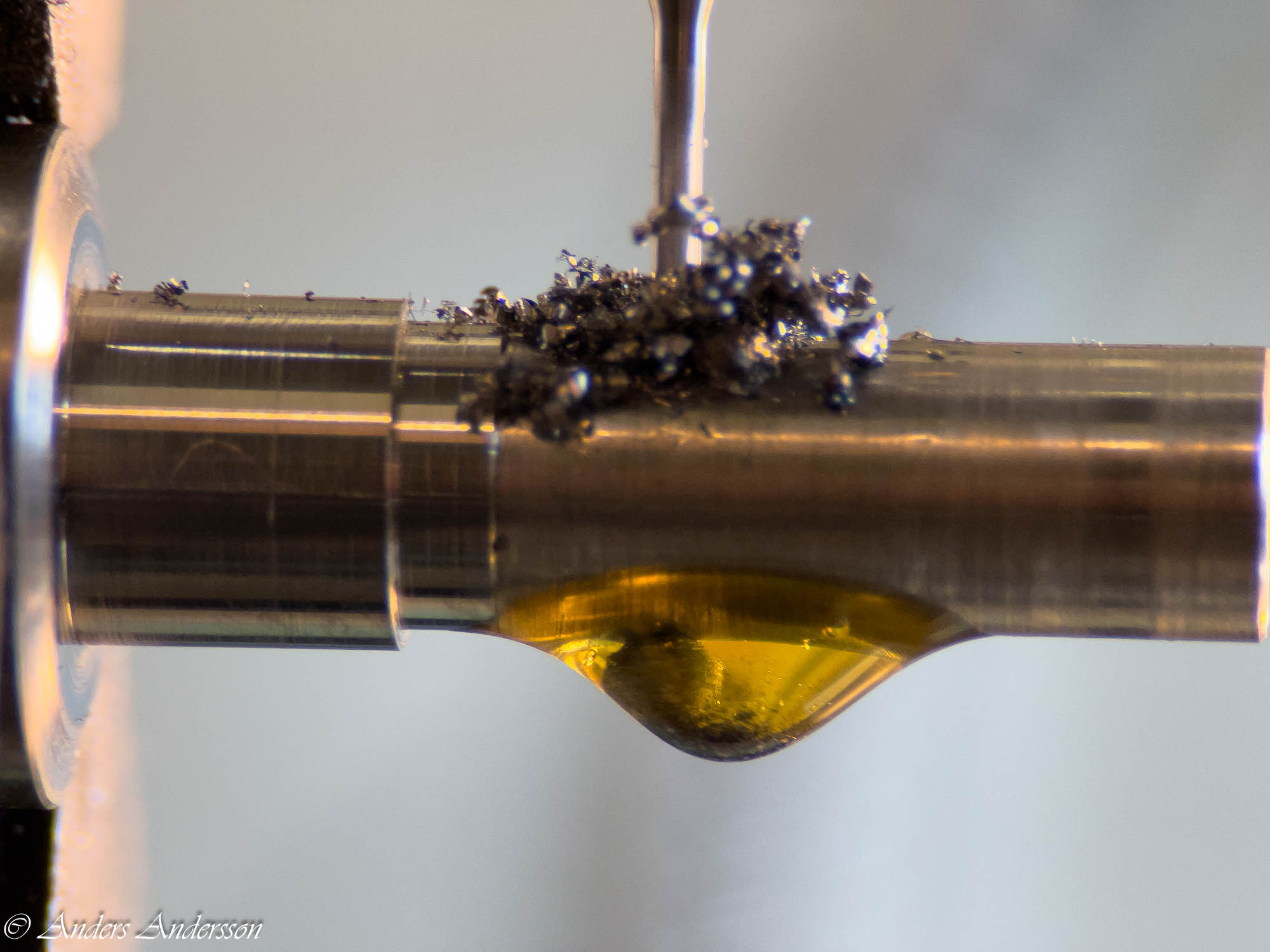
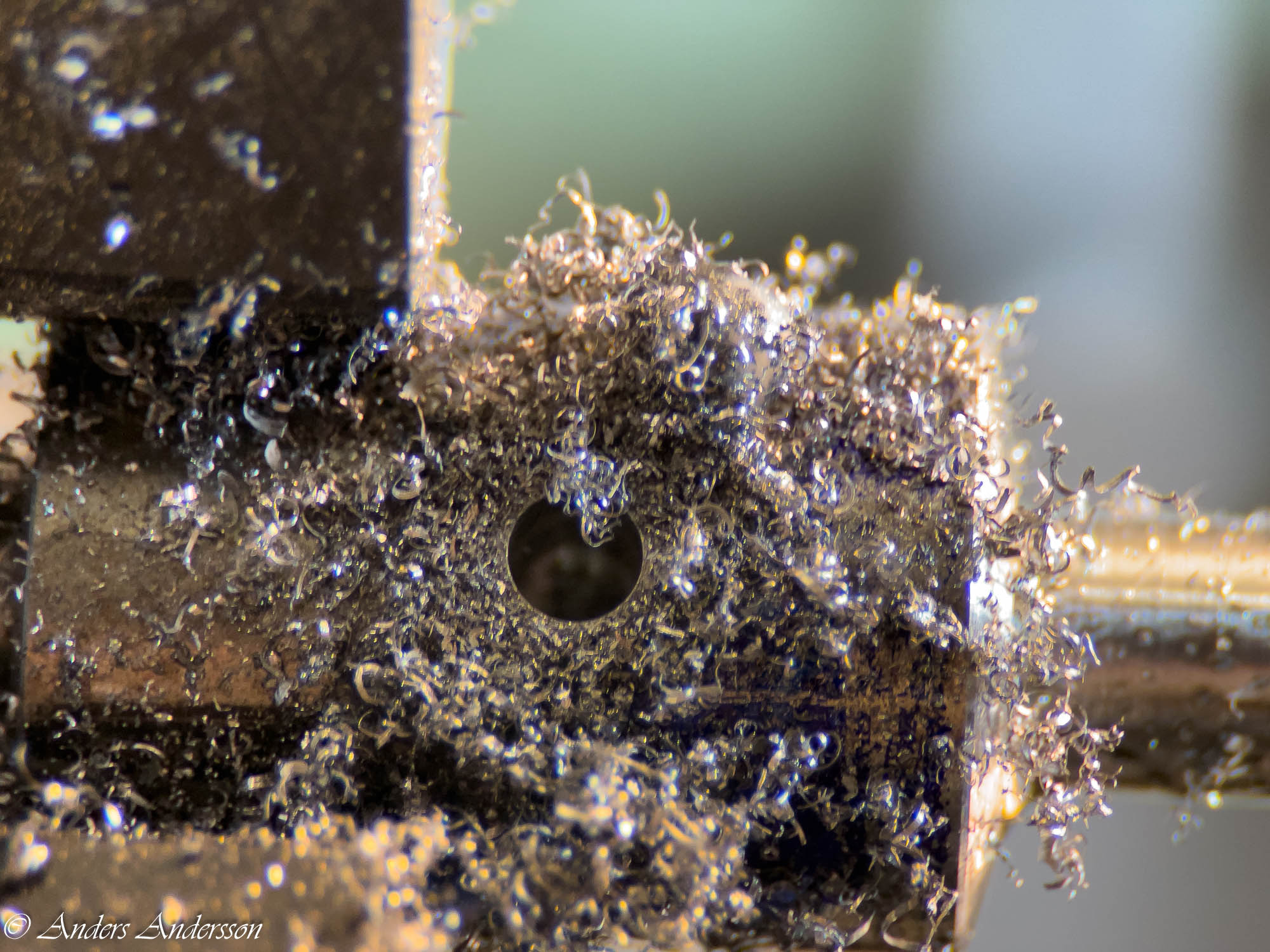
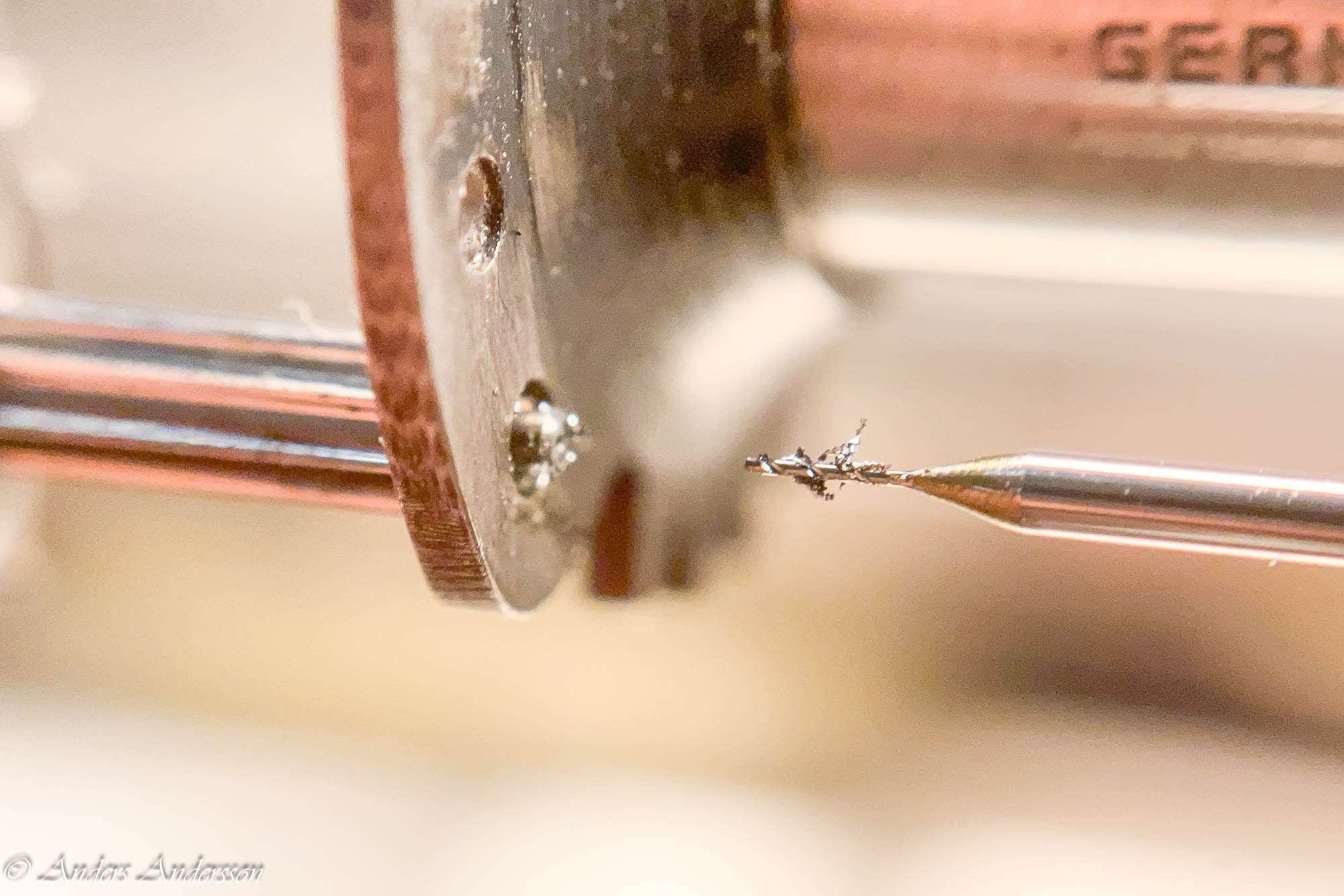
Borrar ur den avbrutna skruven.

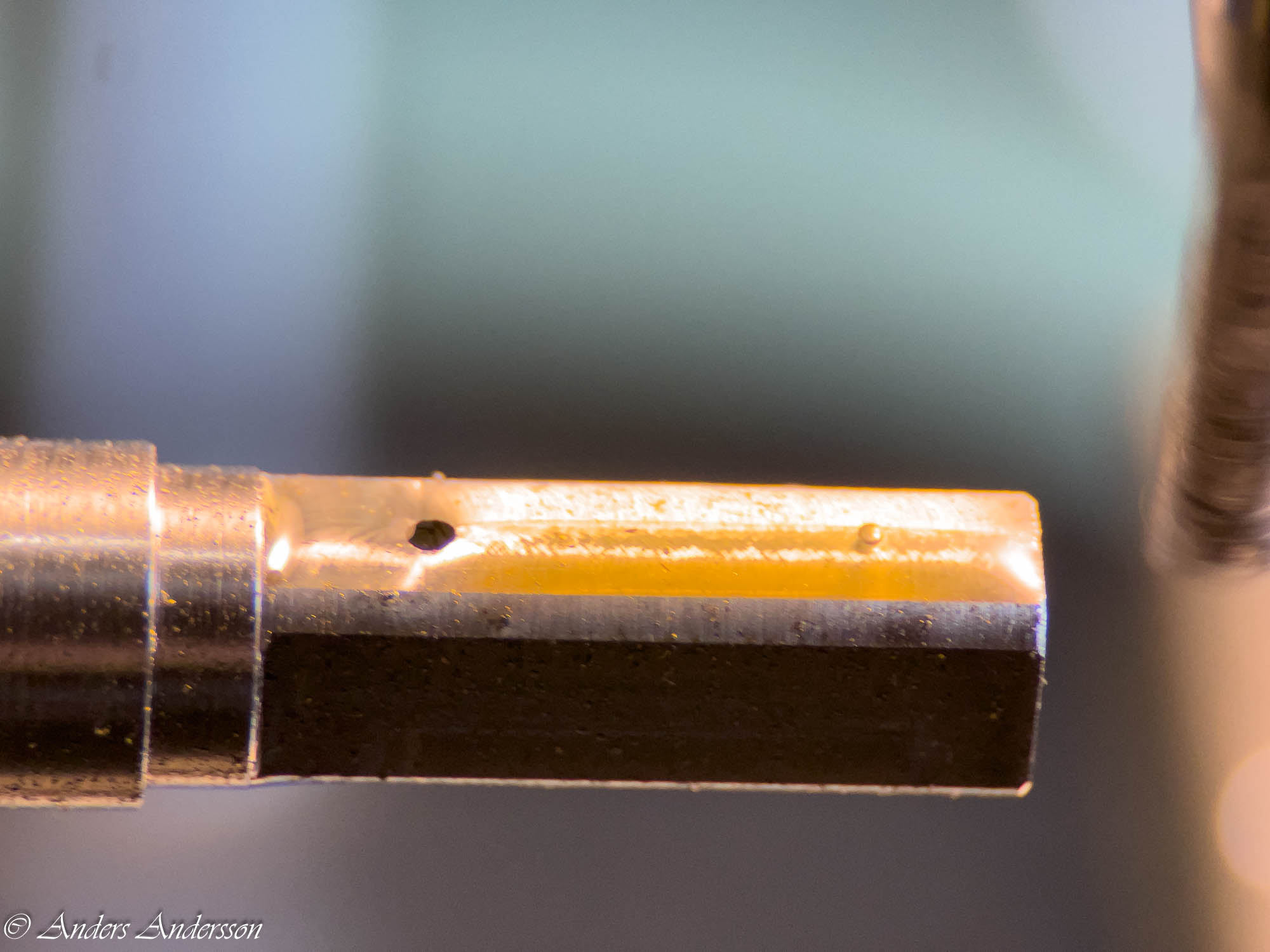
När jag har ett hål i skruven går det fint att skruva bort den avbrutna biten.

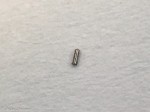
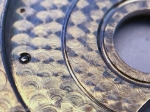
När jag började att ta isär verket upptäckte jag denna bussning som satt löst.
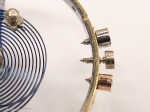
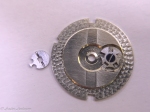
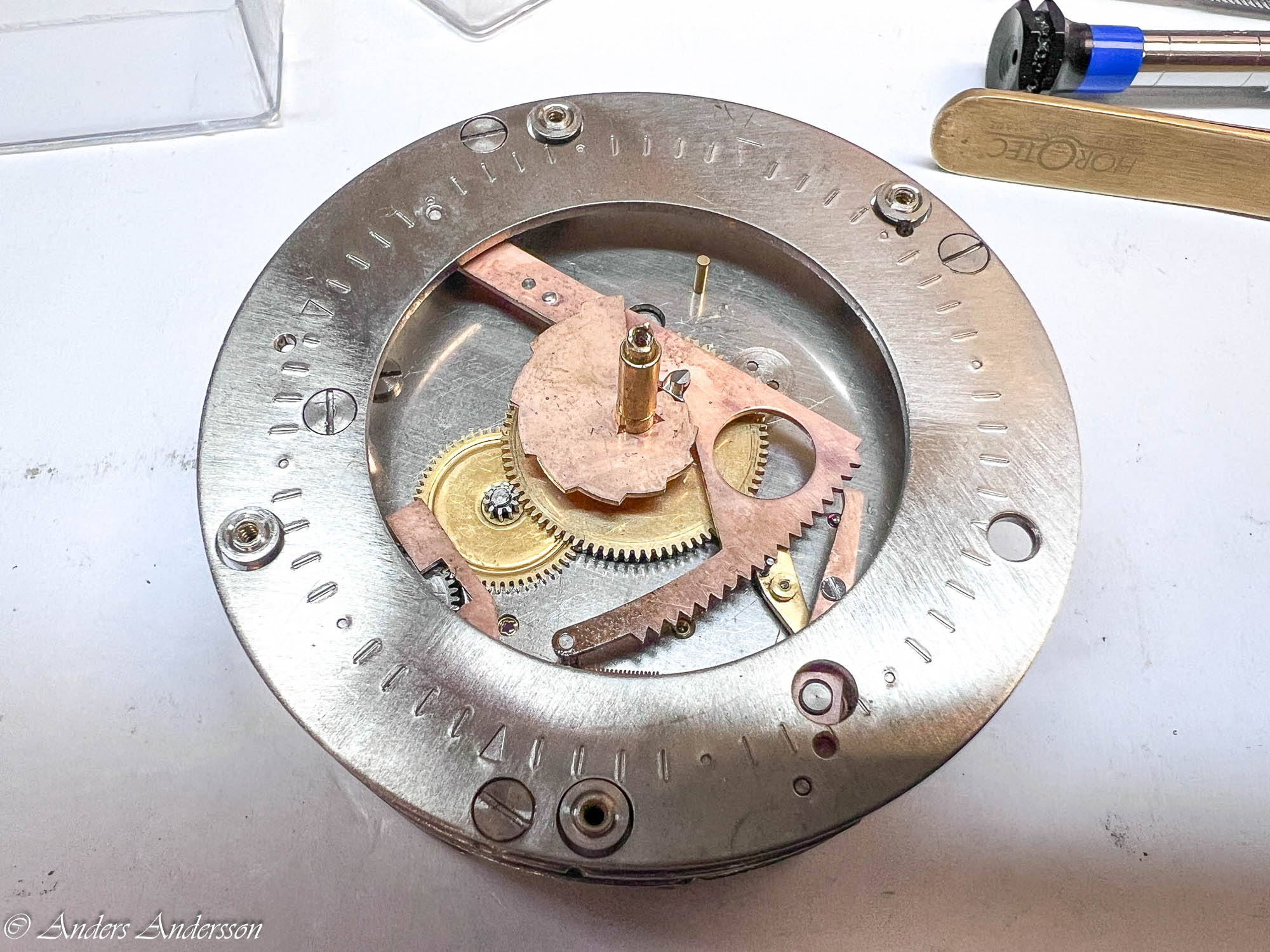
Slagverkets delar. Stora hack i verkbottnen samt hjulet under utlösaren för slaget.

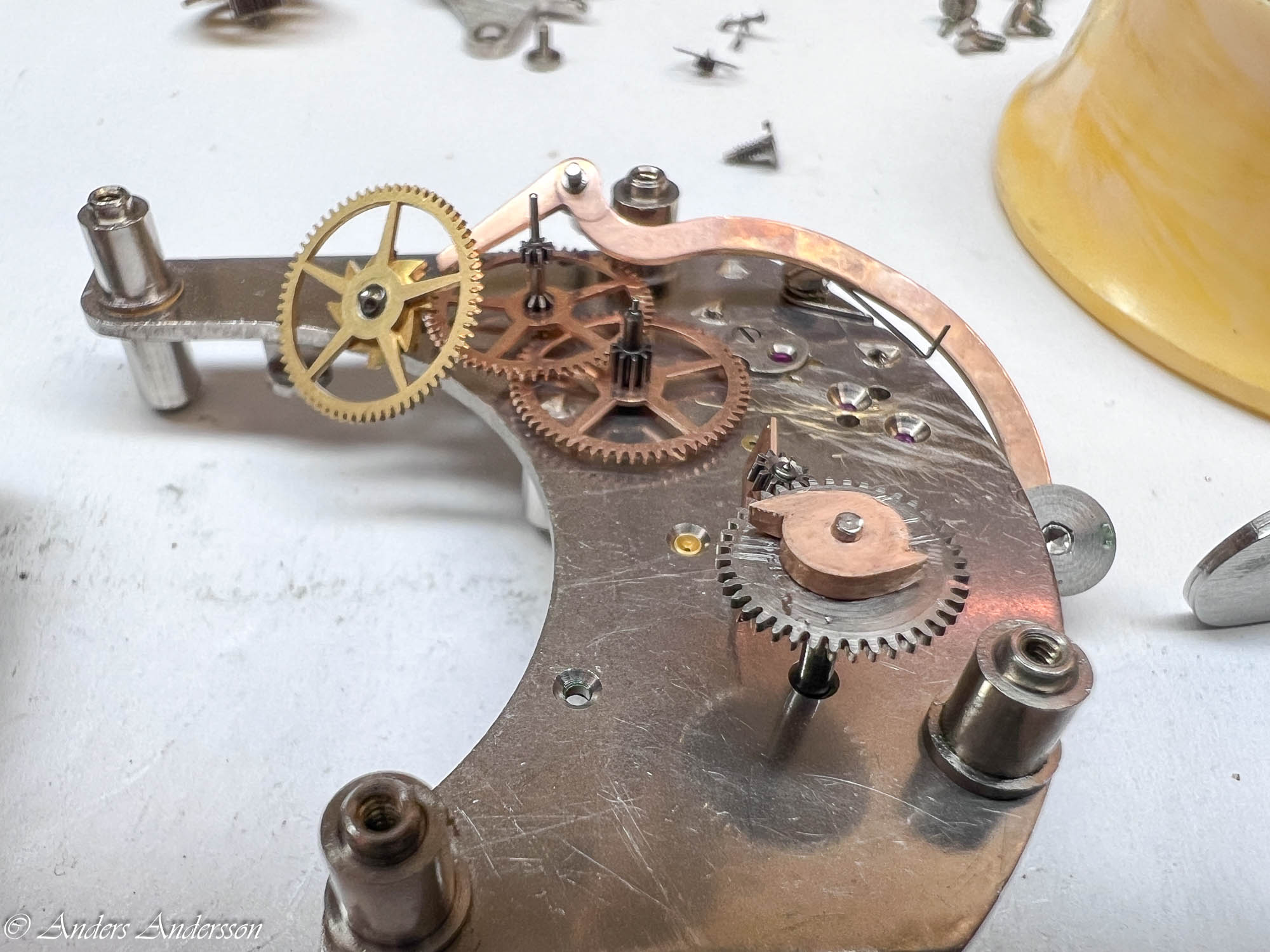
Verket isärtaget.

Gammal ingrodd olja.

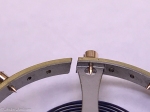
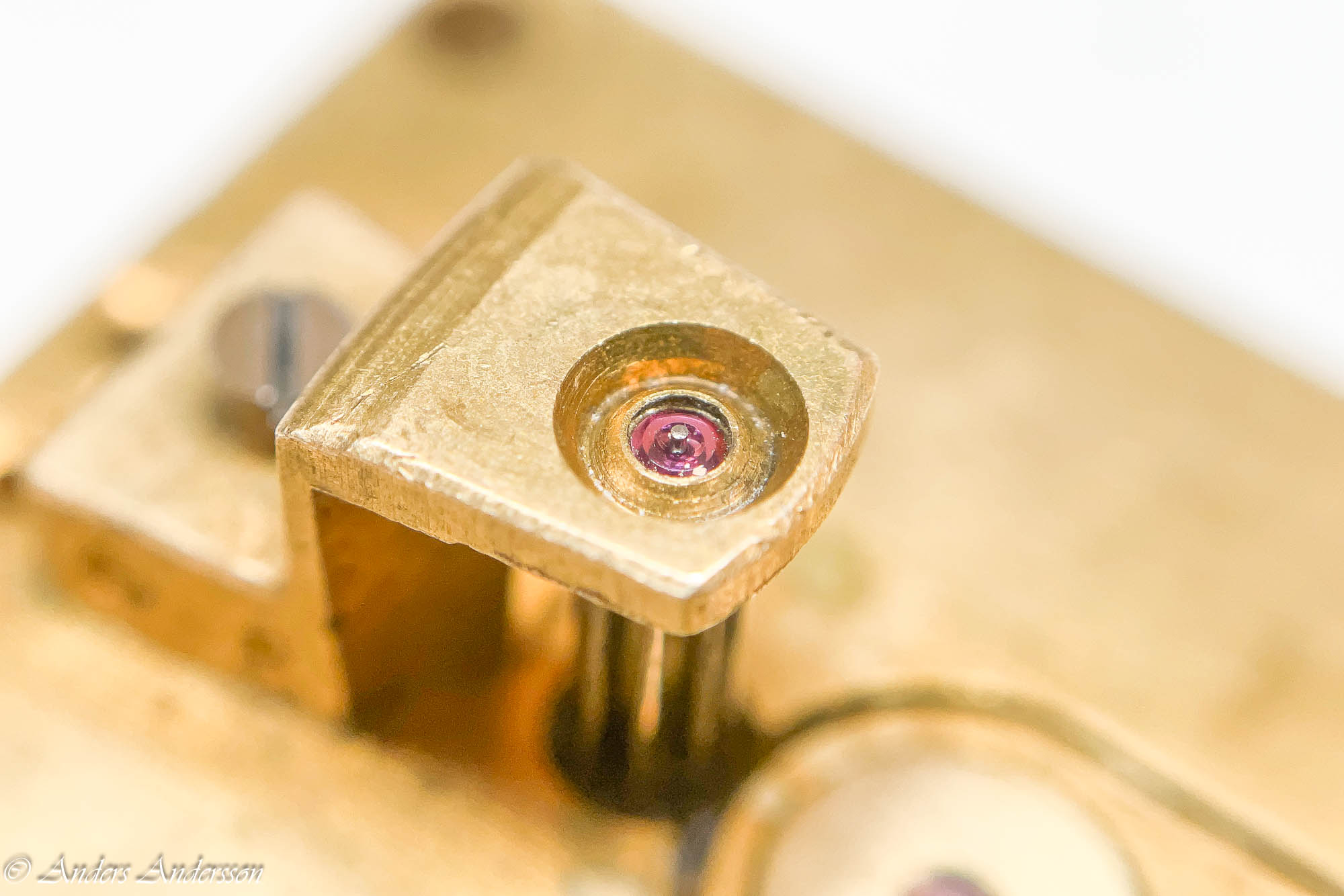
Motstenen till vindfånget var lös.

Antagligen den lösa motstenen som orsakat den krokiga tappen.

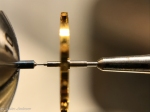
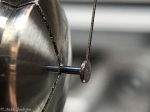
Riktar tappen med mitt speciella verktyg.

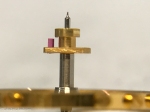
Tappen är rak igen!

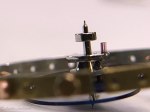
Vindfånget kommer att fungera. Som alltid med vindfång är det viktigt att kontrollera friktionen mellan axeln och själva vindfånget. Vindfånget ska kunna vrida sig något när slaget stoppar.
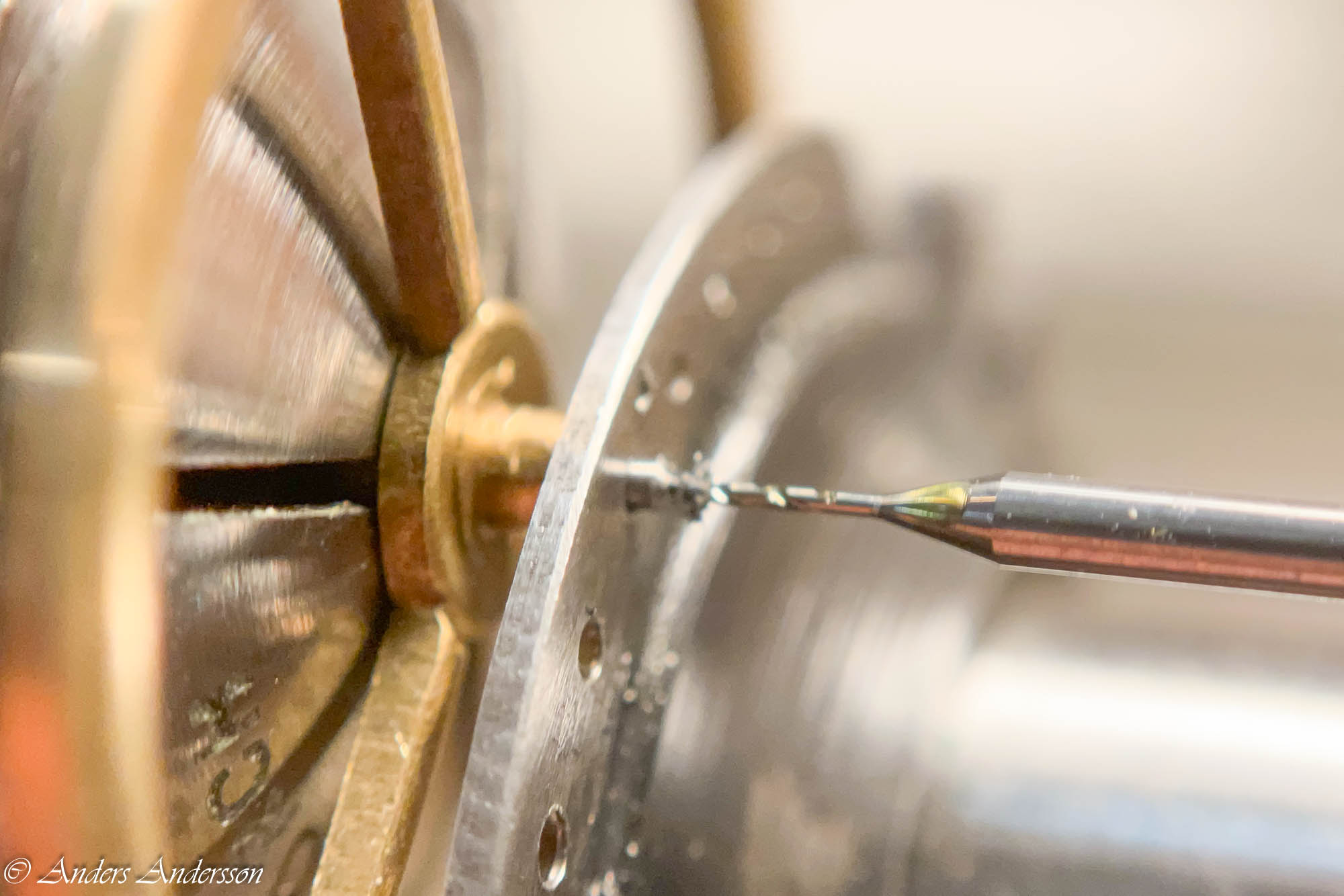
Istället för att försöka lyfta utlösaren med risk att skada minuthjulet och lyftaren använder jag en stans mot axeln. Som synes har någon varit före mig som inte använt den metoden.
Sätter upp hjulet och svarvar plant och slipar fint.

Som följd av den brutala behandlingen med att försöka få loss utlösaren har även axeln böjts.
Fortsätter i svarven och riktar den böjda axeln.

Mer jobb i svarven för att fixa till det här. Förstår inte vad som hänt här men det är inte snyggt i alla fall!
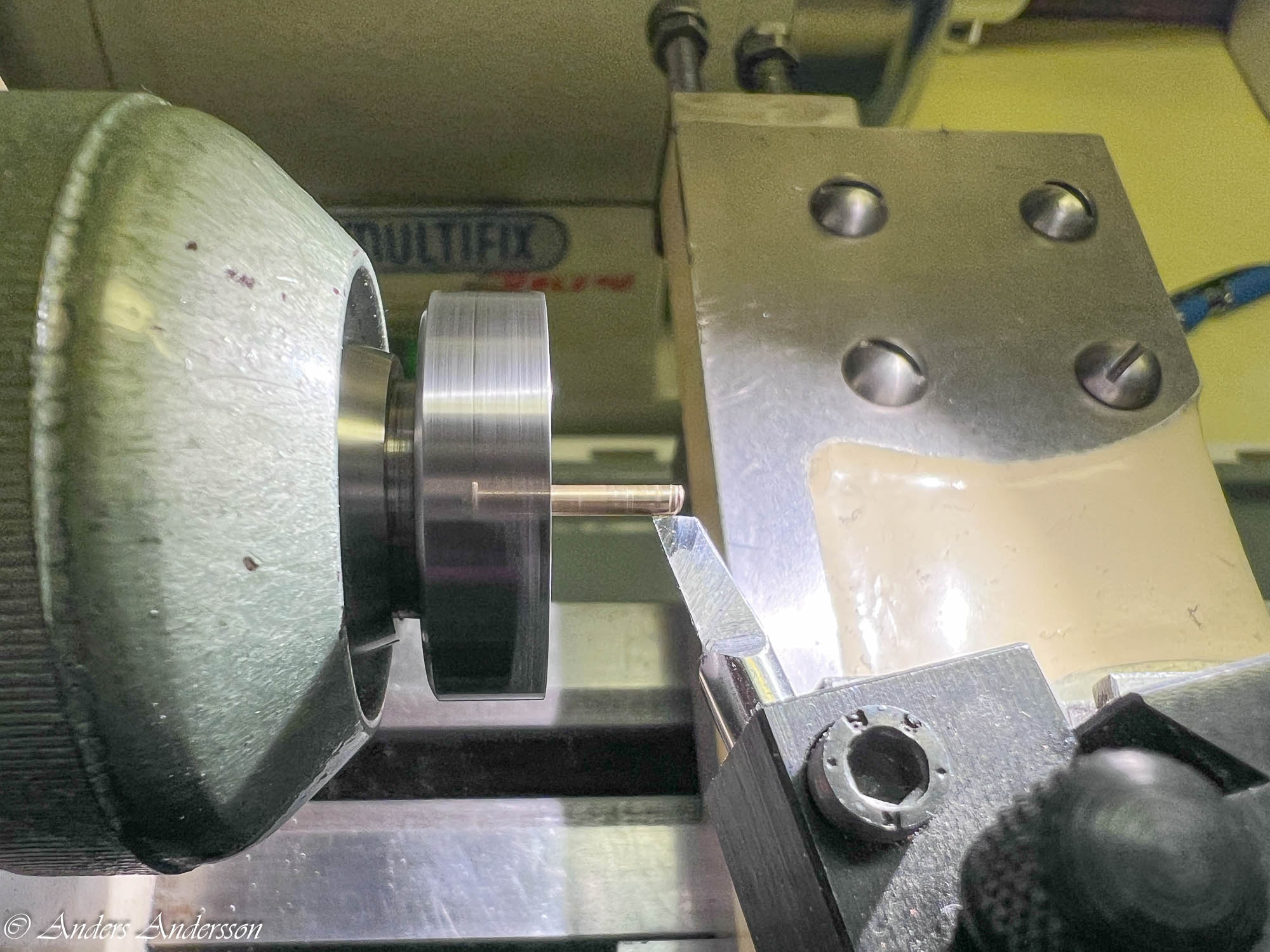
Svarvar rent och plant.
Provar med visaren.
Reparerar gängan.
Nu hamnar minutvisaren i rätt position.

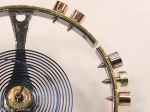
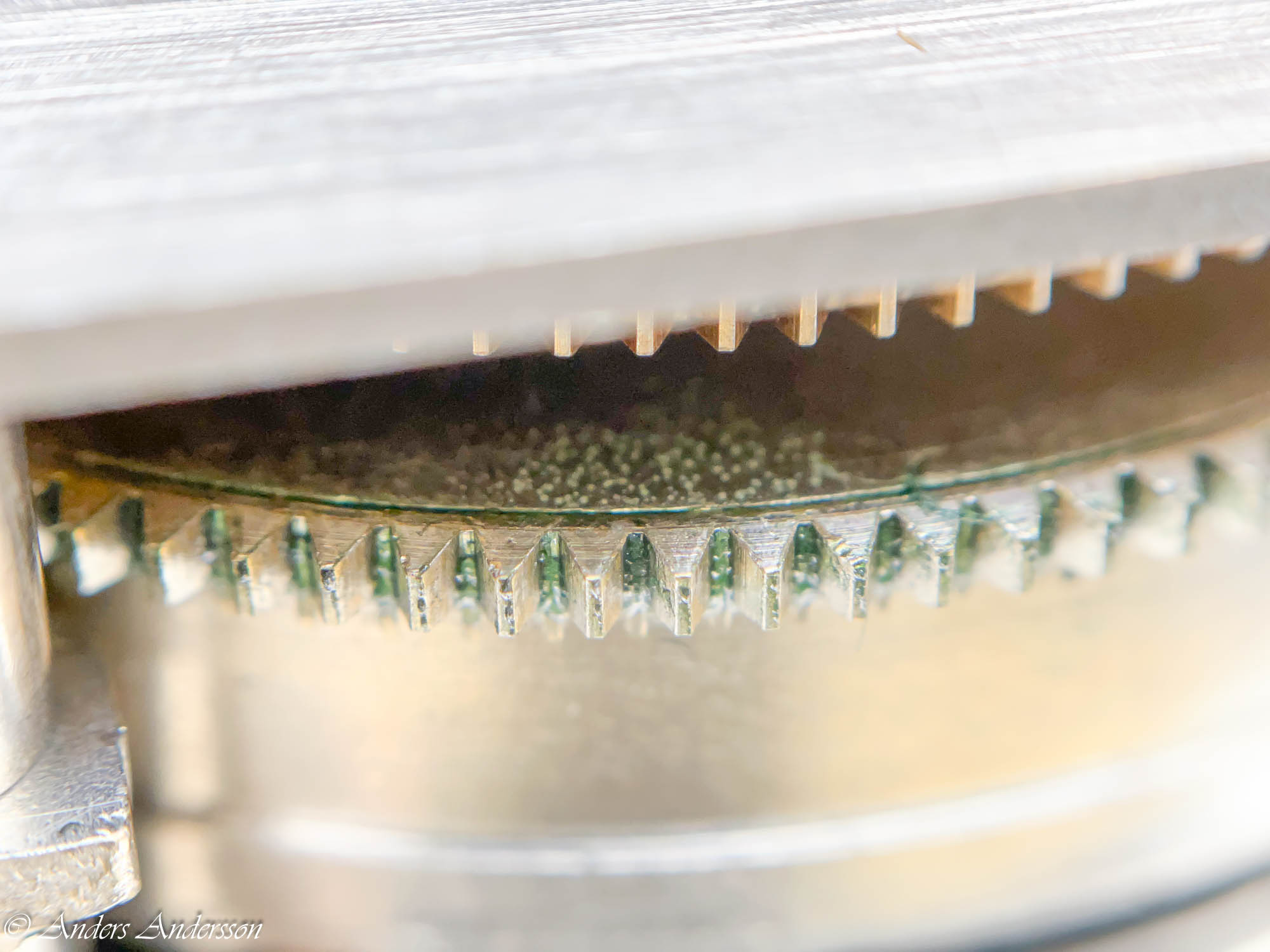
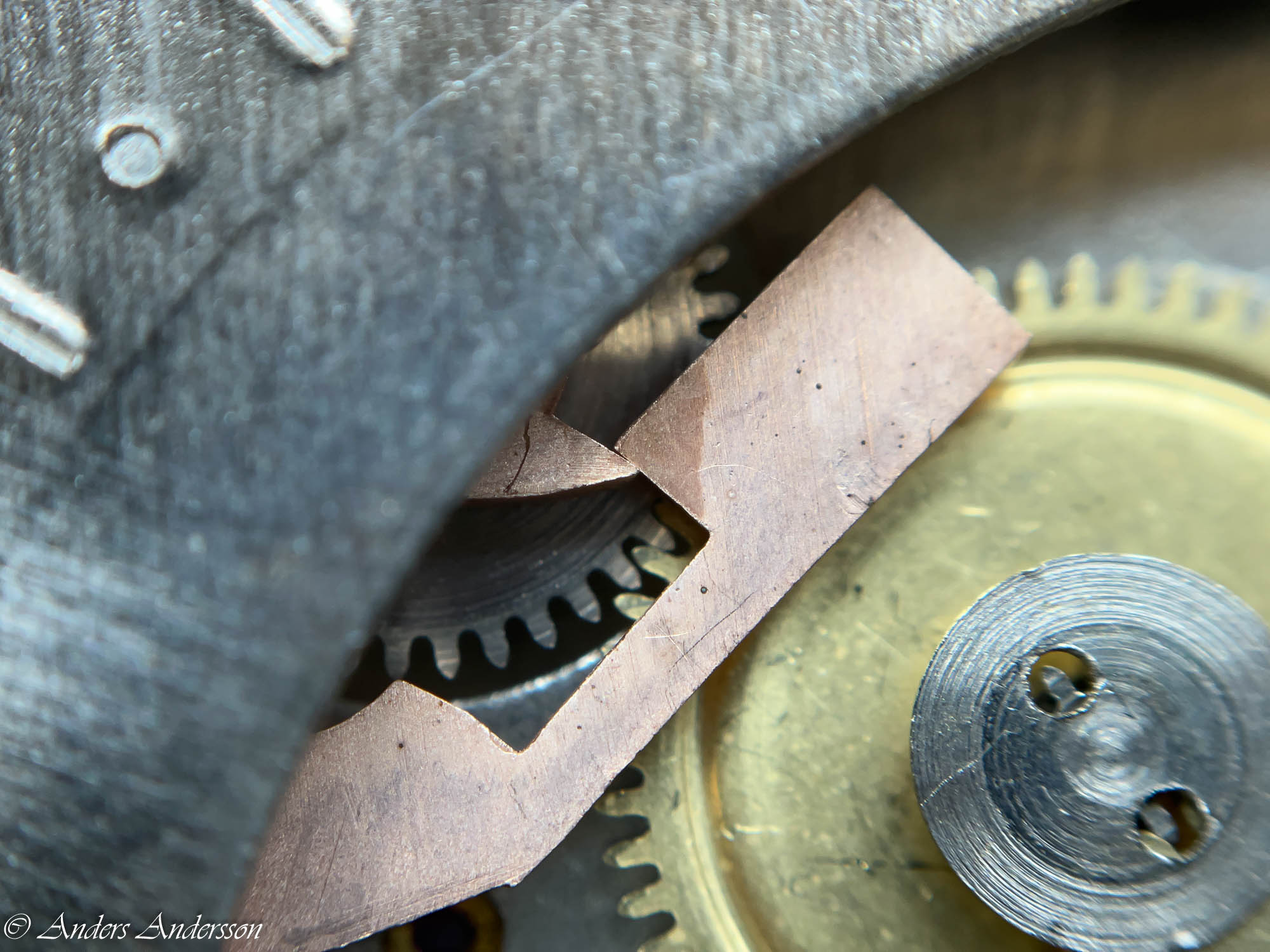
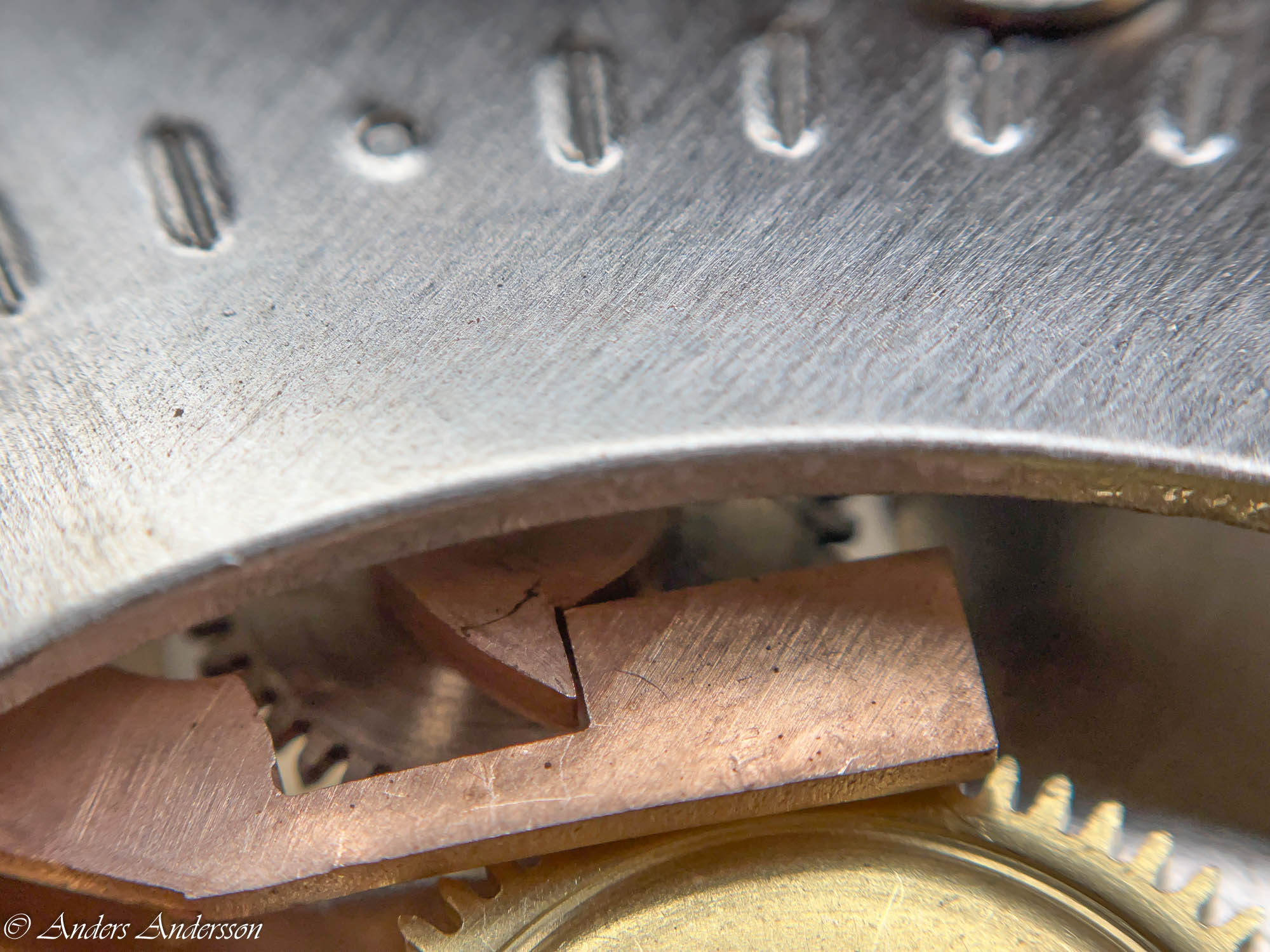
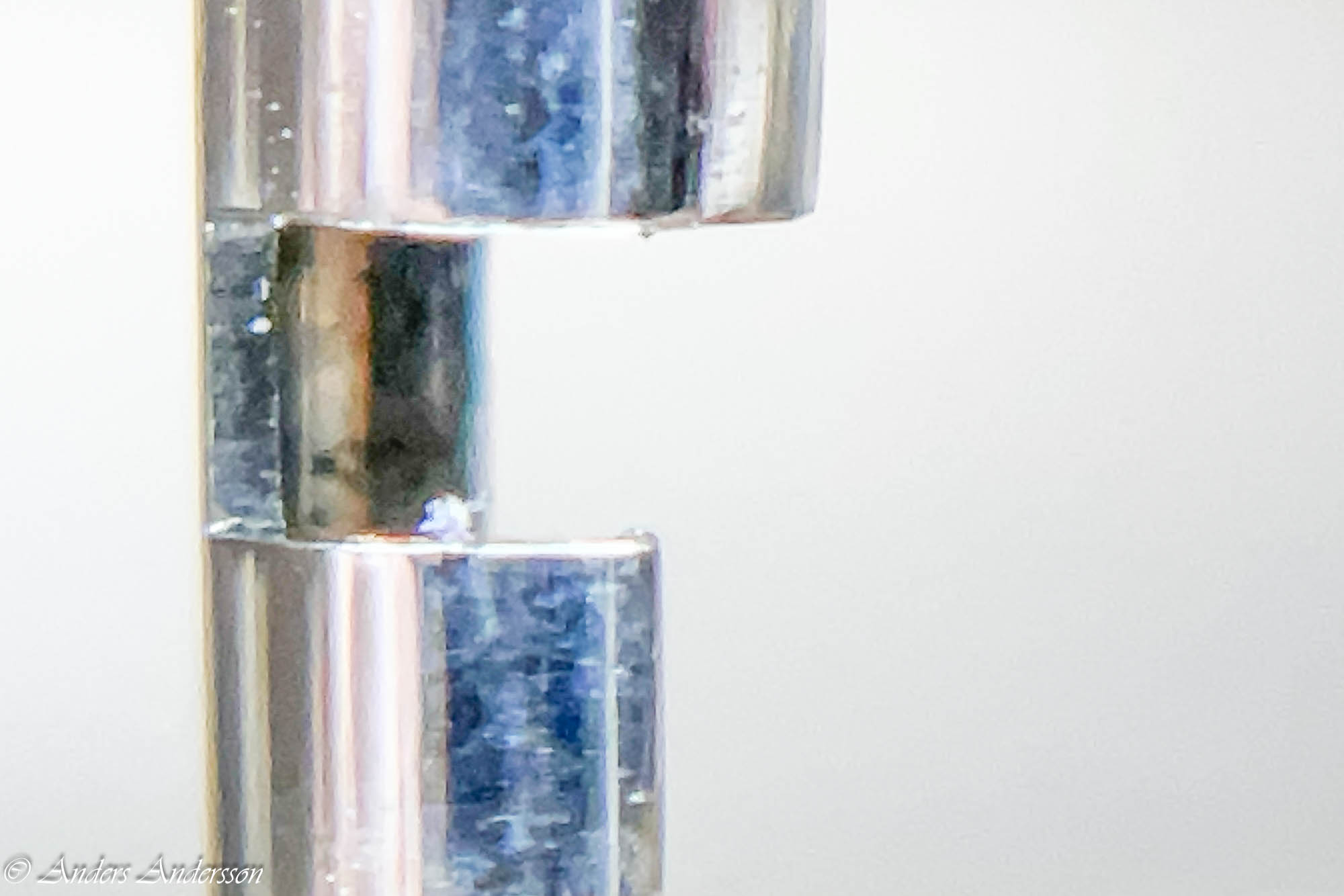
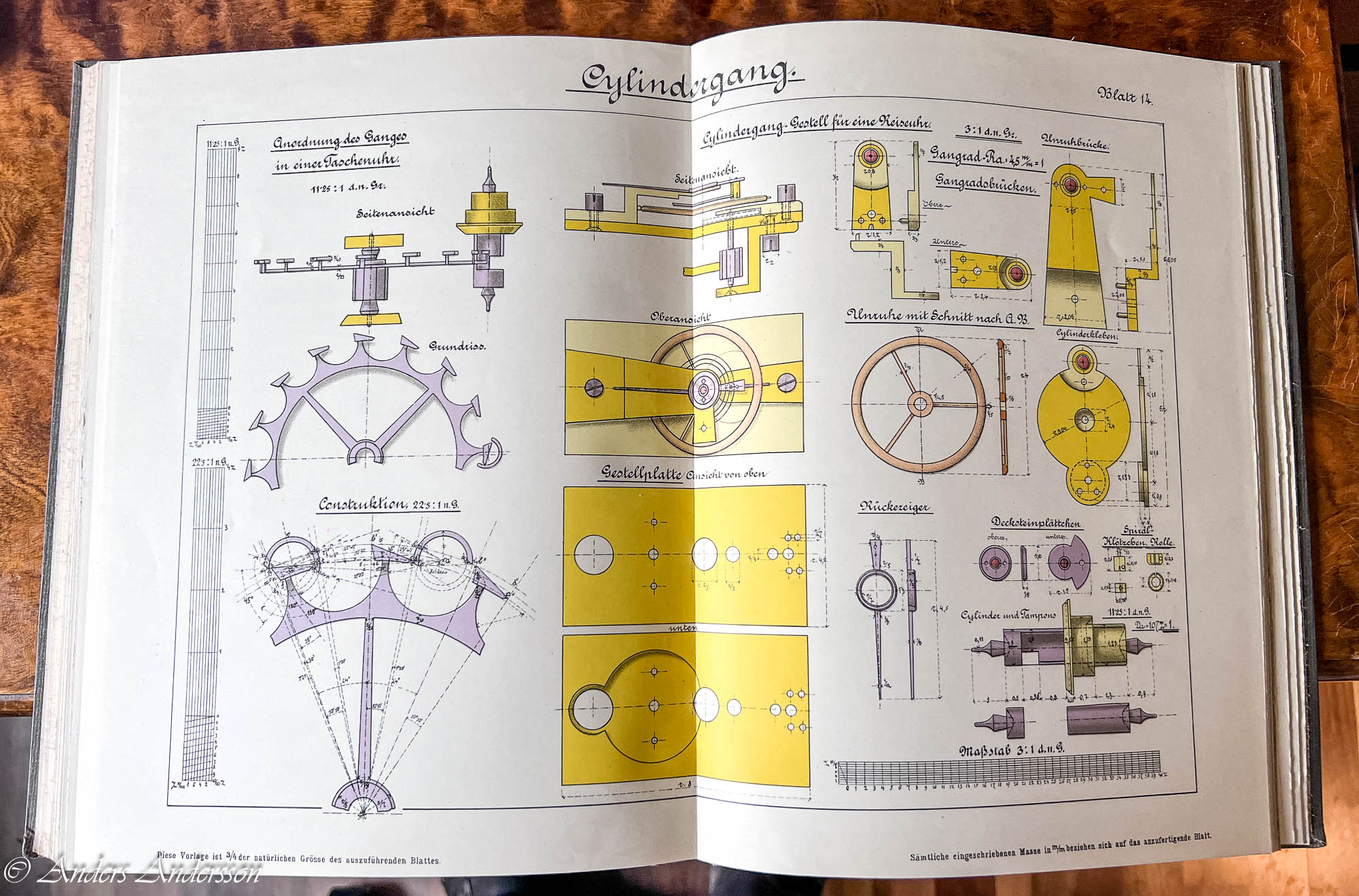
Nästa problem att ta sig an är det slitna gångpartiet. Man ser tydligt hur tandens hävyta är deformerad, dessutom oregelbundet.

En kombination av slitage och justering. Man kan ana märken av en fil.
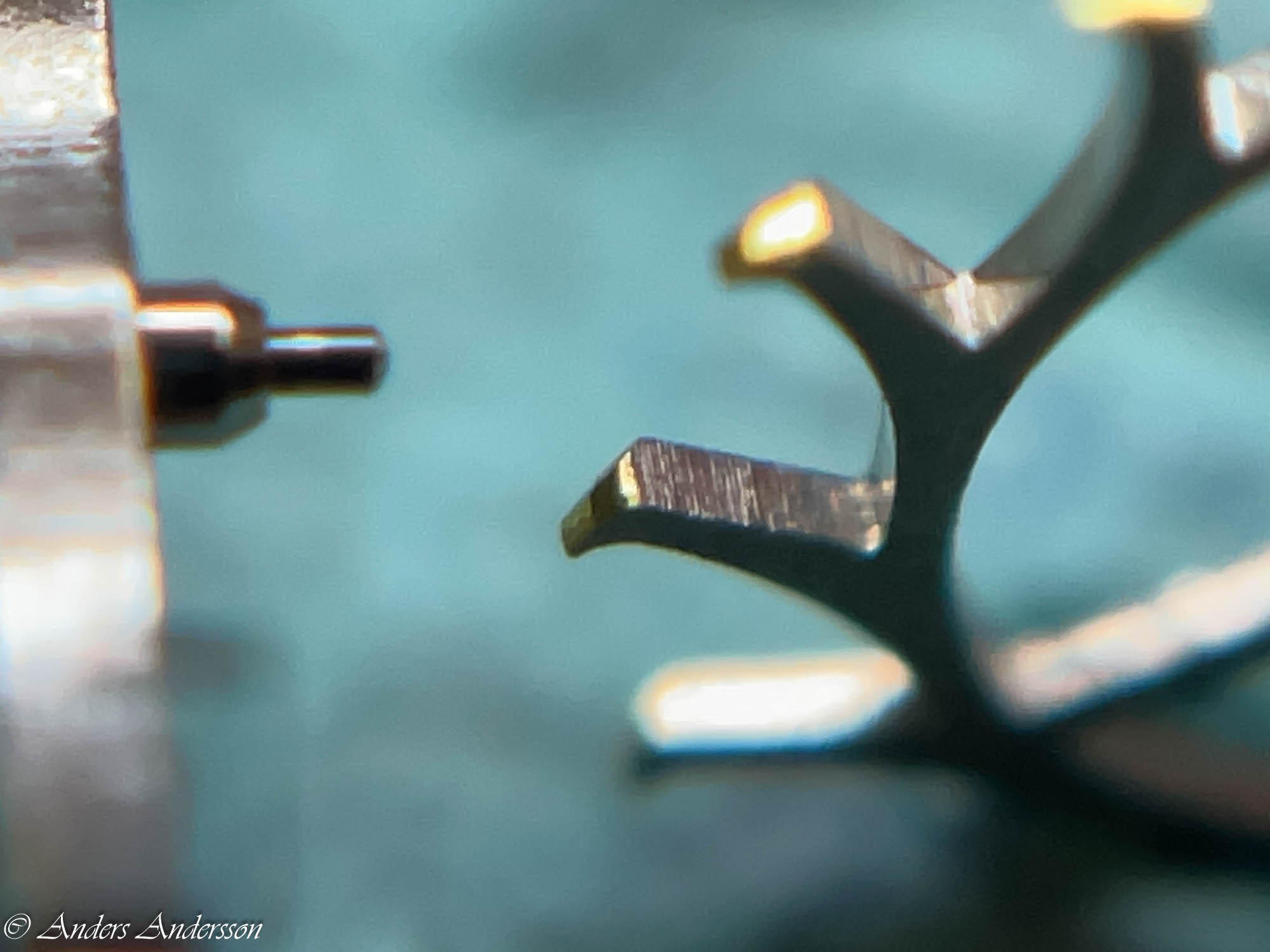
Tandens hörn – övergångshörnet, skall vara skarpt och inte – som här avrundat.

Kraftiga slitage på hakstenen. Men istället för att byta sten har någon flyttat stenen i höjdled.
Rejäla märken av slitage.
Både in- och utgångsstenarna hade stort slitage.

Sätter in nya stenar. Testar med detta först. Hade jag haft ett nytt gånghjul hade jag naturligtvis bytt det, men jag letade hos leverantörer och på nätet men hittade inget. Om inte tandtopparna redan varit ”grejade” med hade jag kunnat polerat topparna. Då sätter man upp hjulet i svarven och sätter en fin polerskiva mot topparna. Med hjälp av delningsskivan flyttar man fram tand för tand och polerar topparna en efter en. Det skulle varit ett sista alternativ om inte klockan skulle gå bra och balansen svänga med bra amplitud. Men det visade sig senare att den ändå fungerade ok så jag lämnade hjulet så här.

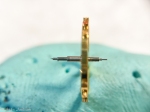
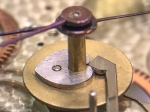
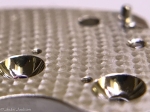
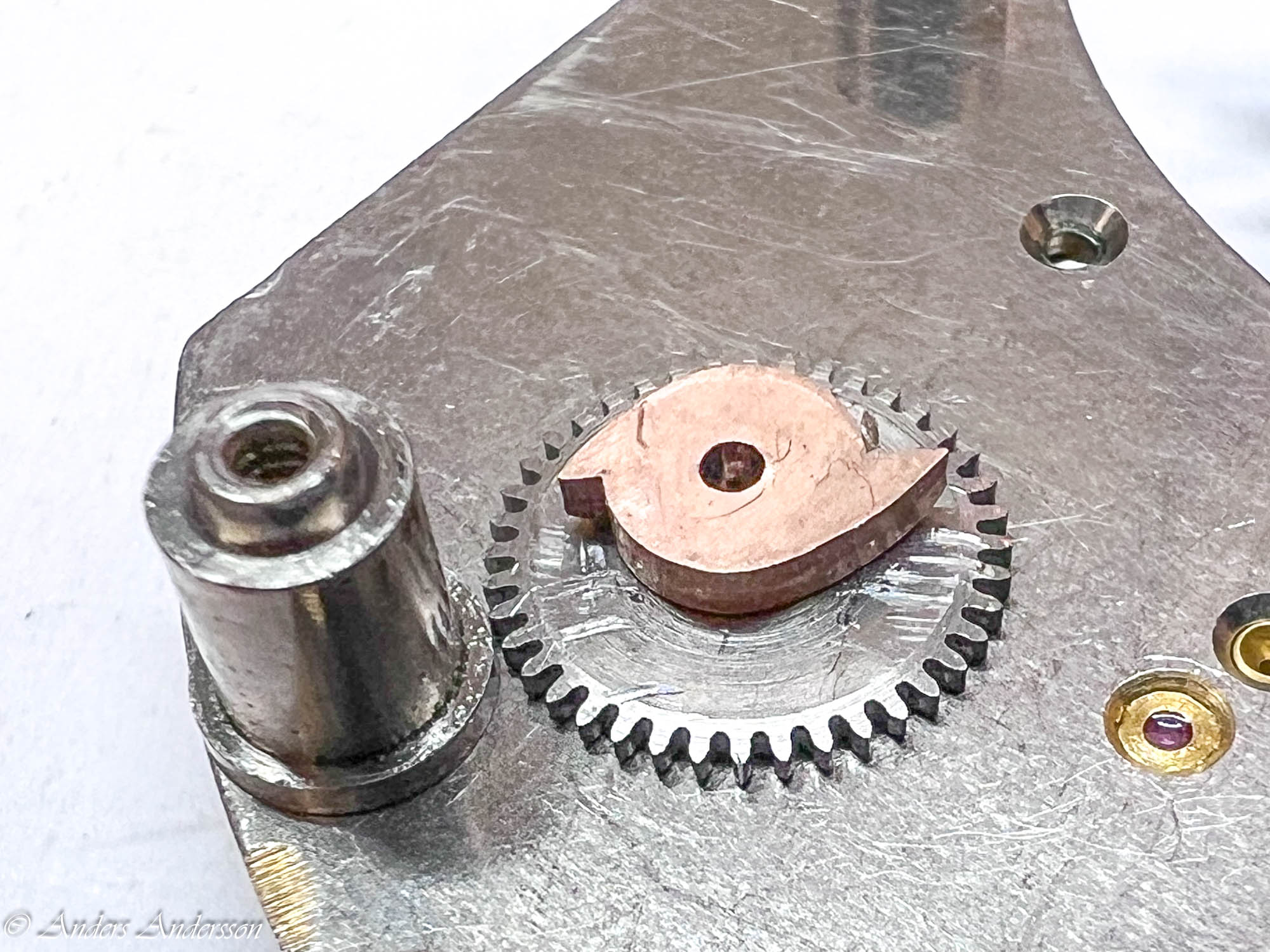
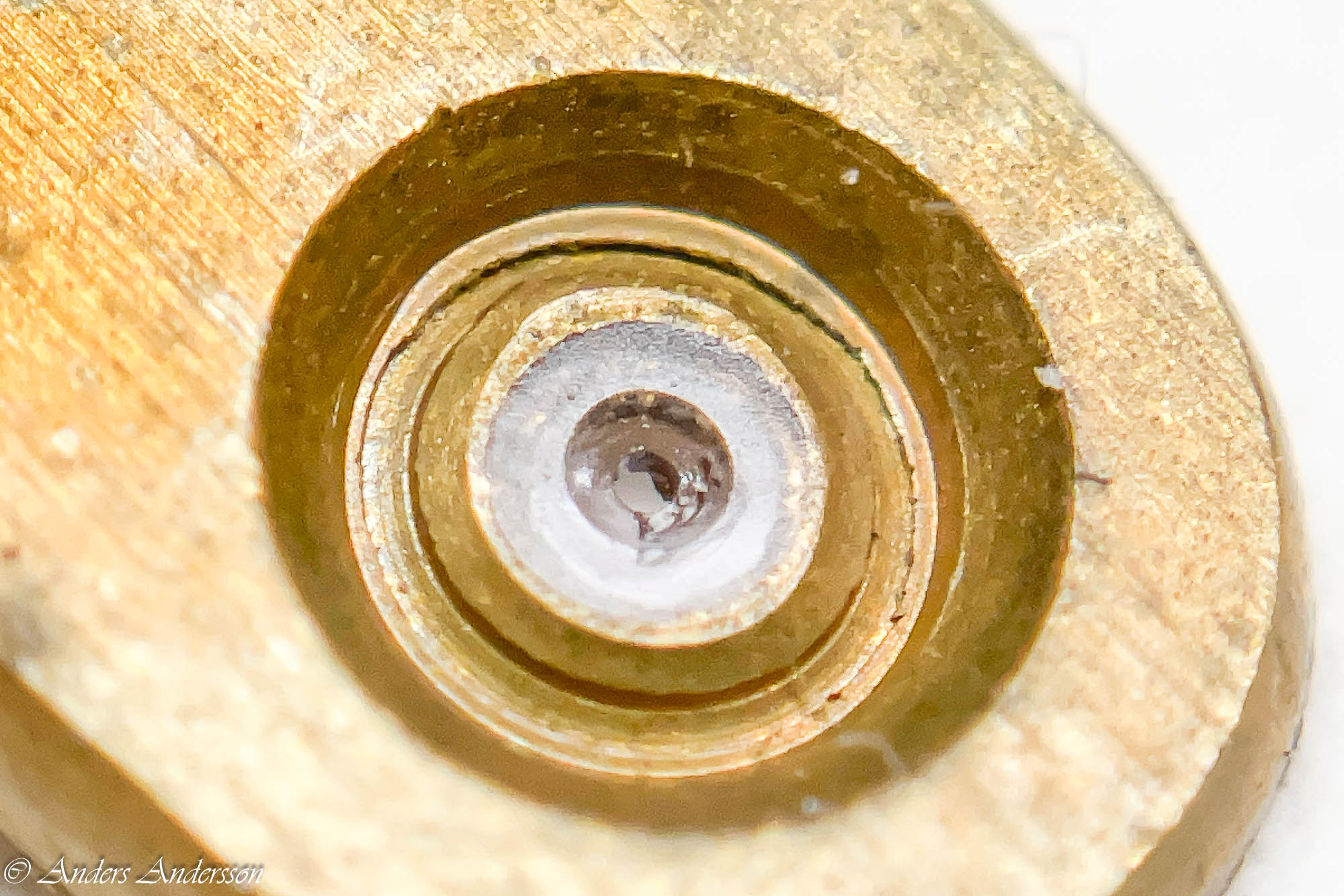
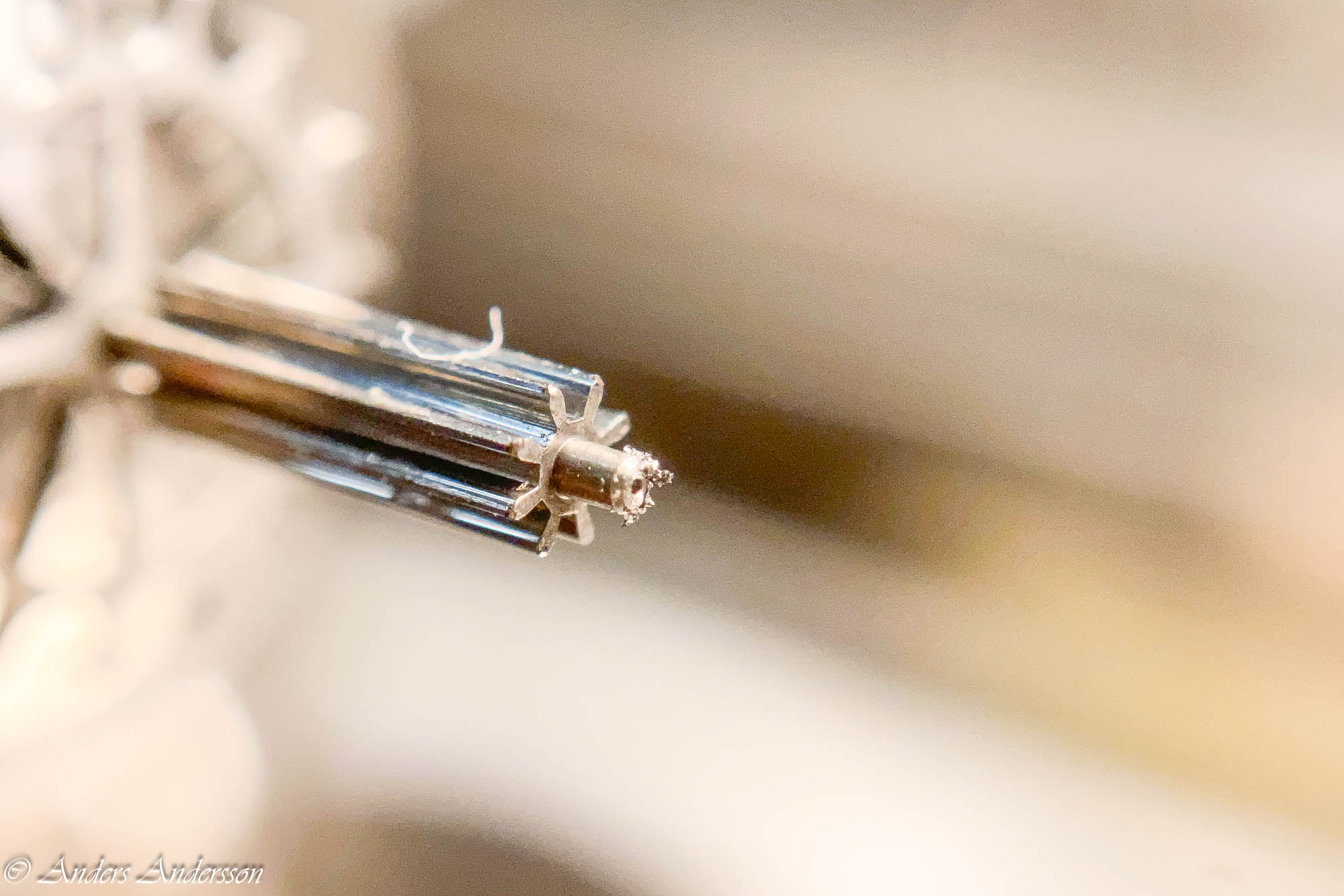
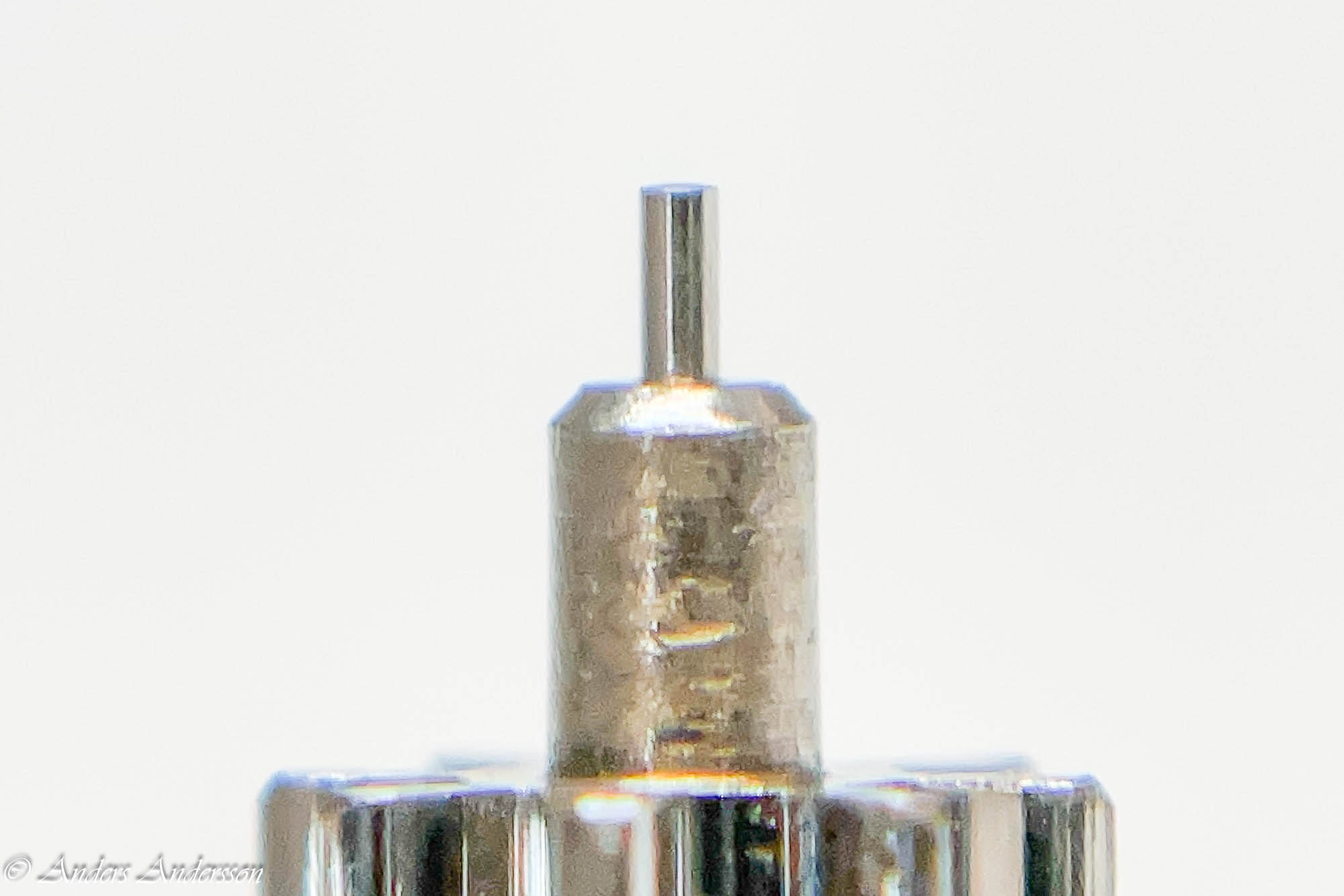
Det är meningen att man ska kunna ta ut fjäderhuset när det övriga verket fortfarande sitter ihop. Man ser märken i verkbotten efter fjäderhuskärnan när man försökt få ut fjäderhuset. När jag själv försökte få in/ut fjäderhuset kände jag att det här går alldeles för trögt, varför?

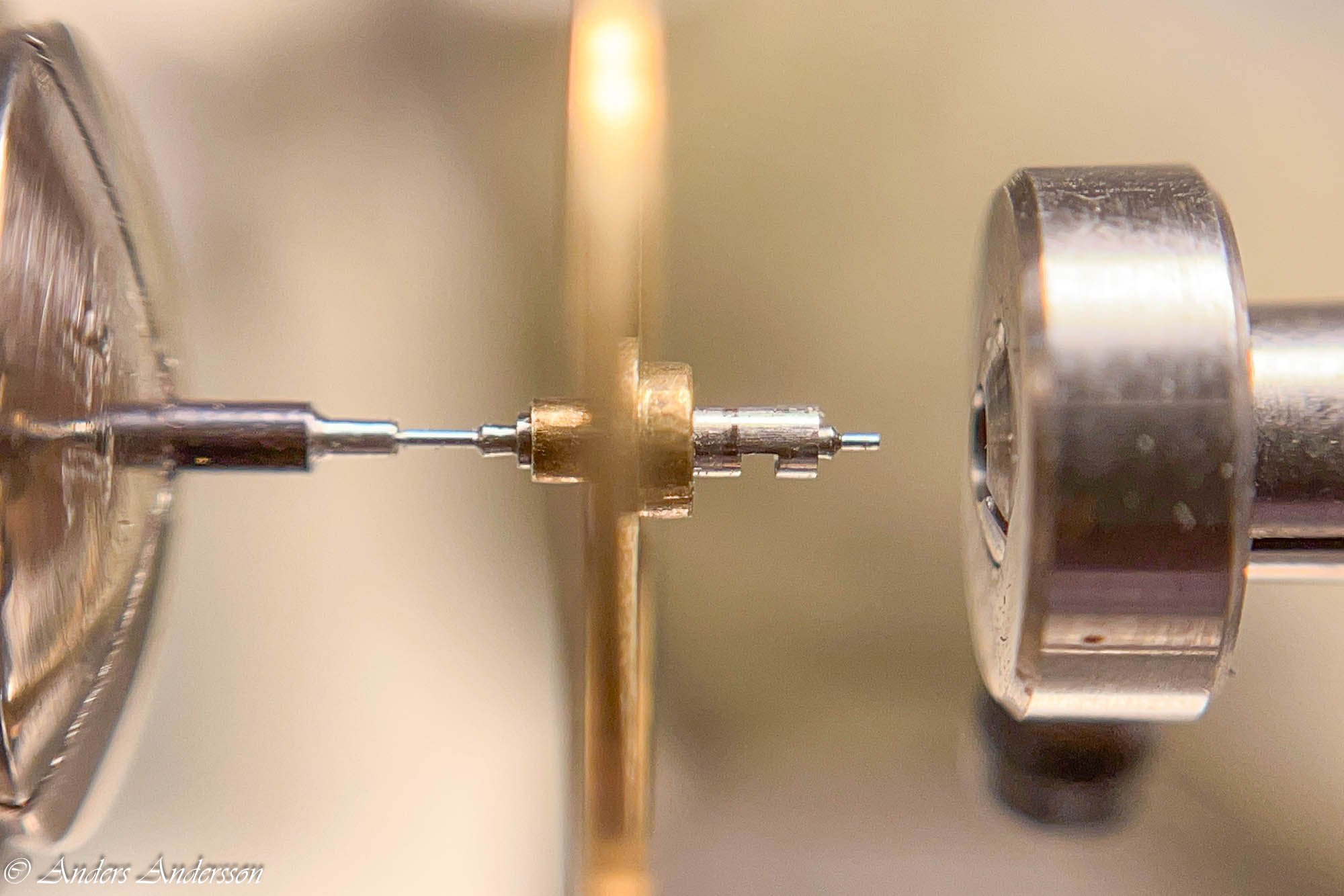
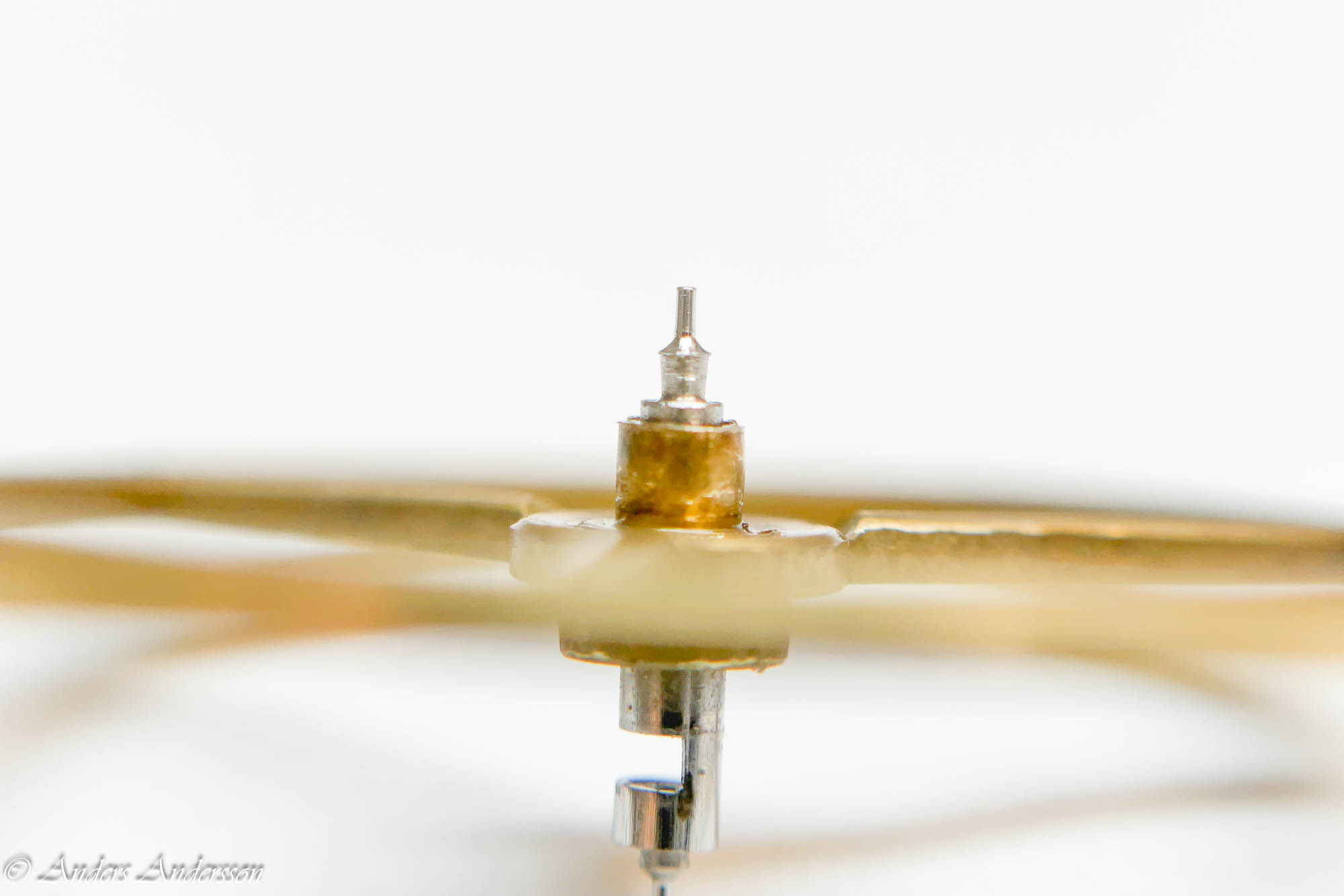
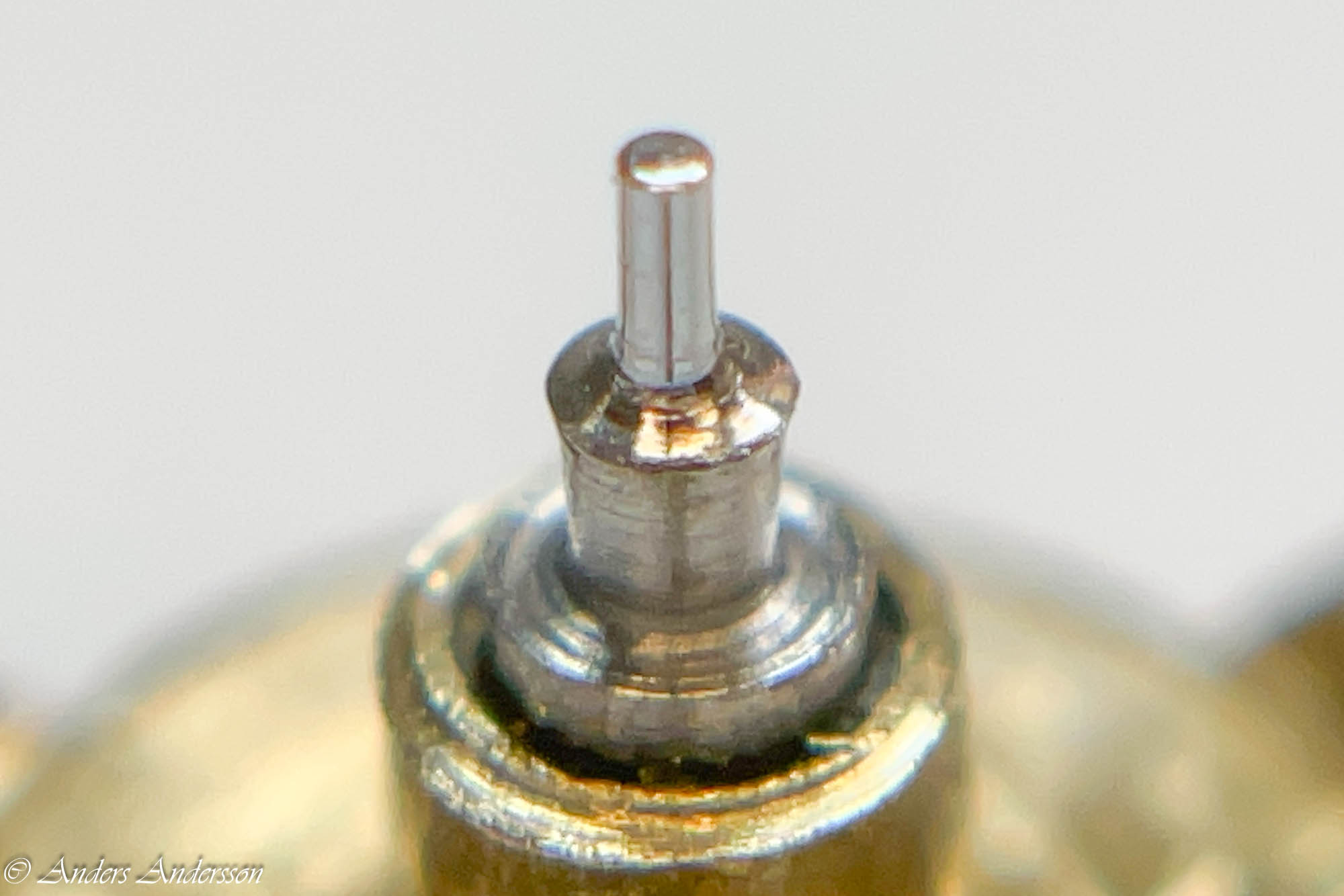
Jo änden på fjäderhuskärnan var slarvigt avstucken från fabriken så en liten tapp stack ut ca 0,5 mm på undersidan. Man kan ana den efter att jag slipat och polerat änden. Med denna korrigeringen går det lätt och fint att sätta in och ta ut fjäderhuset, kärnan har marginal mot botten och poleringen gör att inga ytterligare märken skapas.


Uppenbarligen har reparatören inte förstått att axeln för visarväxelhjulet INTE är gängad utan inpressad. Inget är dock så skadat att det stoppar funktionen.
Funktionen för utlösning av slaget fungerade sådär. Antagligen berodde detta på misshandlande delar som jag beskrivit ovan. Armen ska falla ner exakt på minut 00 och 30. Här vandrade utlösarmen sakta nedåt.
När armen till slut nådde botten på utlösarhjulet hade det gått flera minuter.

Sätter upp armen i skruvstycket och filar till formen.

Armen justerad så att den kan falla ned på rätt sätt.

Slitage på hävstiftshjulet för slaget.

Här jag bockat slagarmen lite så att den verkar på återstoden av de slitna tandtopparna.
Nu är alla delar på plats och injusterade så att slaget fungerar som det ska.

Bara det sista kvar, åt vilket håll ska den sitta?

Reparationen klar.
Källor:
https://clockdoc.org/gs/handler/getmedia.ashx?moid=49126&dt=2&g=1
https://www.watchprosite.com/independents/imhof-a-heritage-a-legacy/16.1630401.16572866/
https://www.mikrolisk.de/show.php?site=280
https://www.ecrater.com/p/15203647/arthur-imhof-clock-company-50-year?srsltid=AfmBOoq4_rJ5FsPWSXCMPR5vWQ5IbFNatsjy7PHe4ikpKhmTPaDqsq0_
Klicka för att komma åt 19410724.pdf

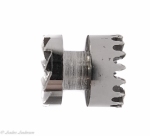
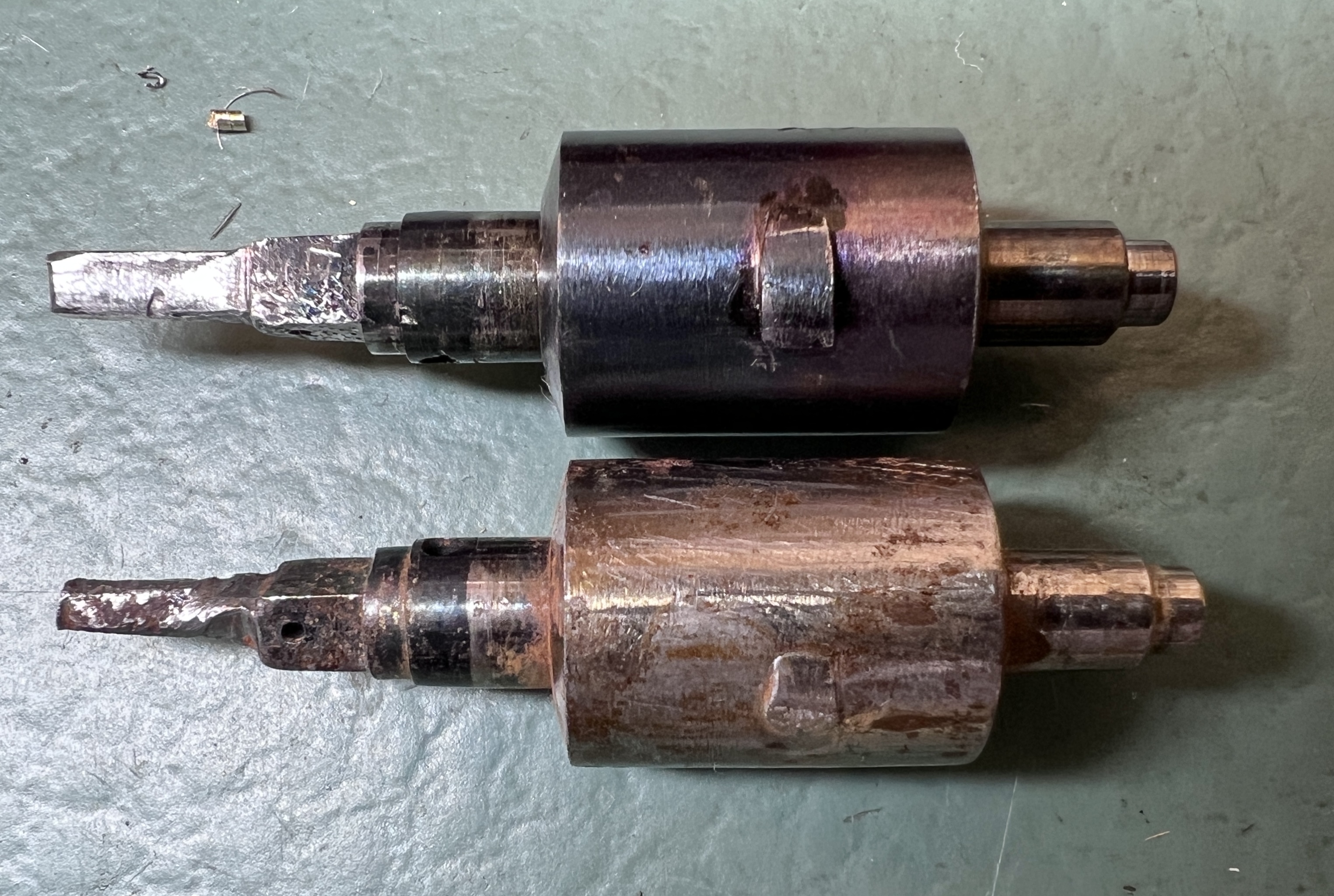 En kund undrade om jag kunde hjälpa till att reparera eller tillverka nya fjäderhuskärnor.
En kund undrade om jag kunde hjälpa till att reparera eller tillverka nya fjäderhuskärnor.
















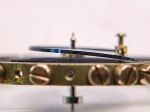
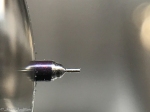
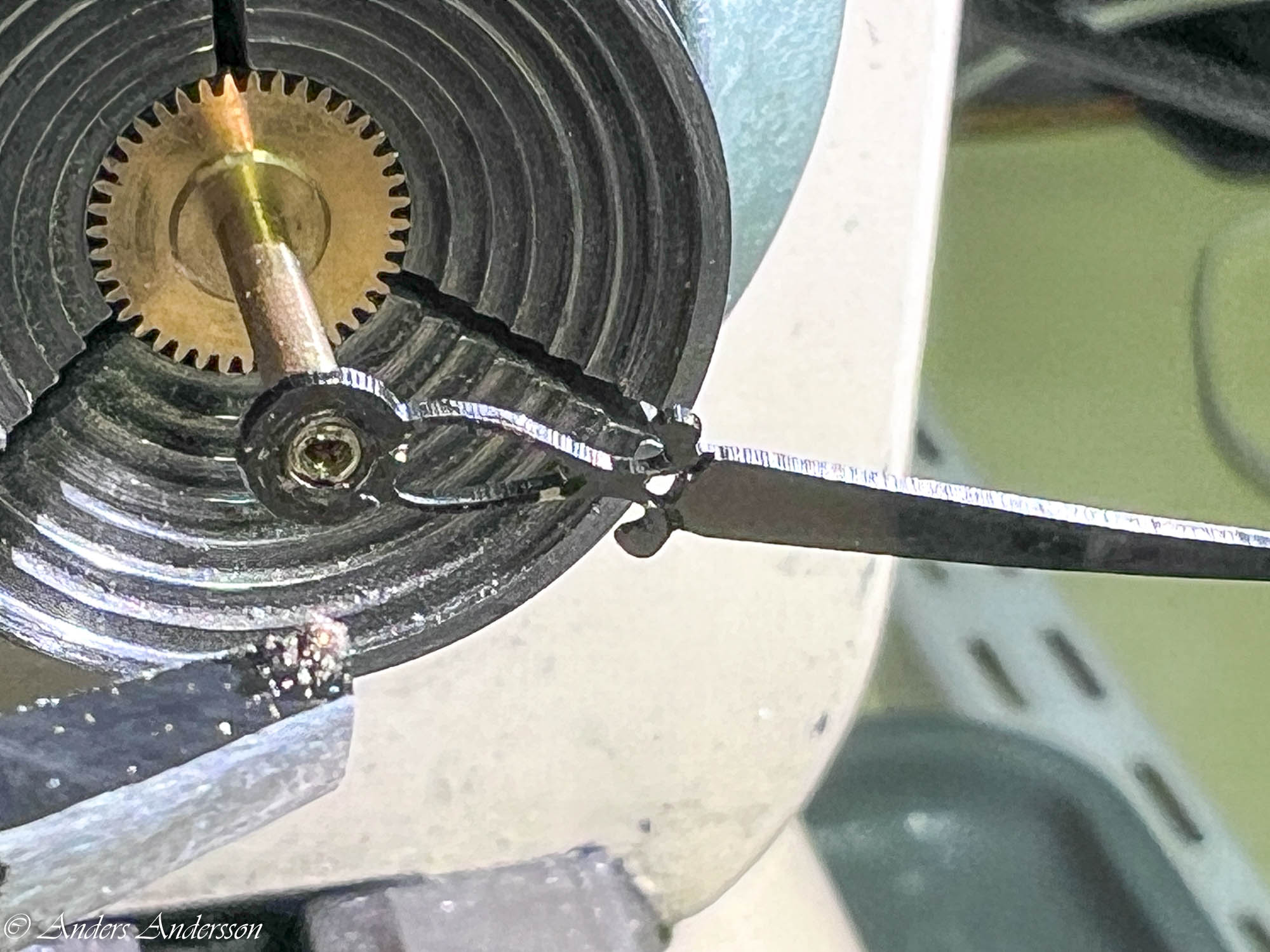
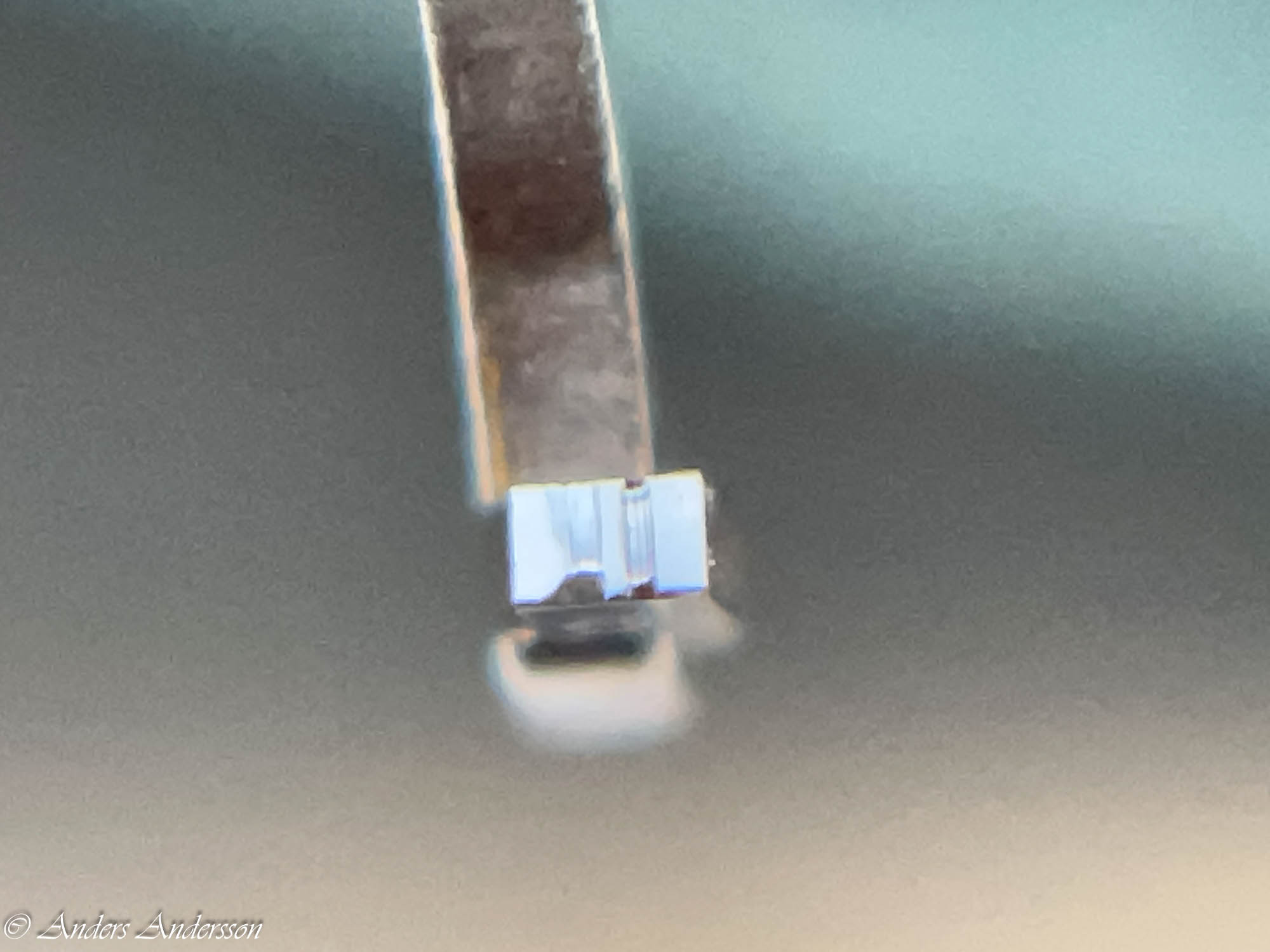
 Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.
Man kan ana ett mörkt streck både inuti och på utsidan av cylindern, även ett litet slitage på hävytan.

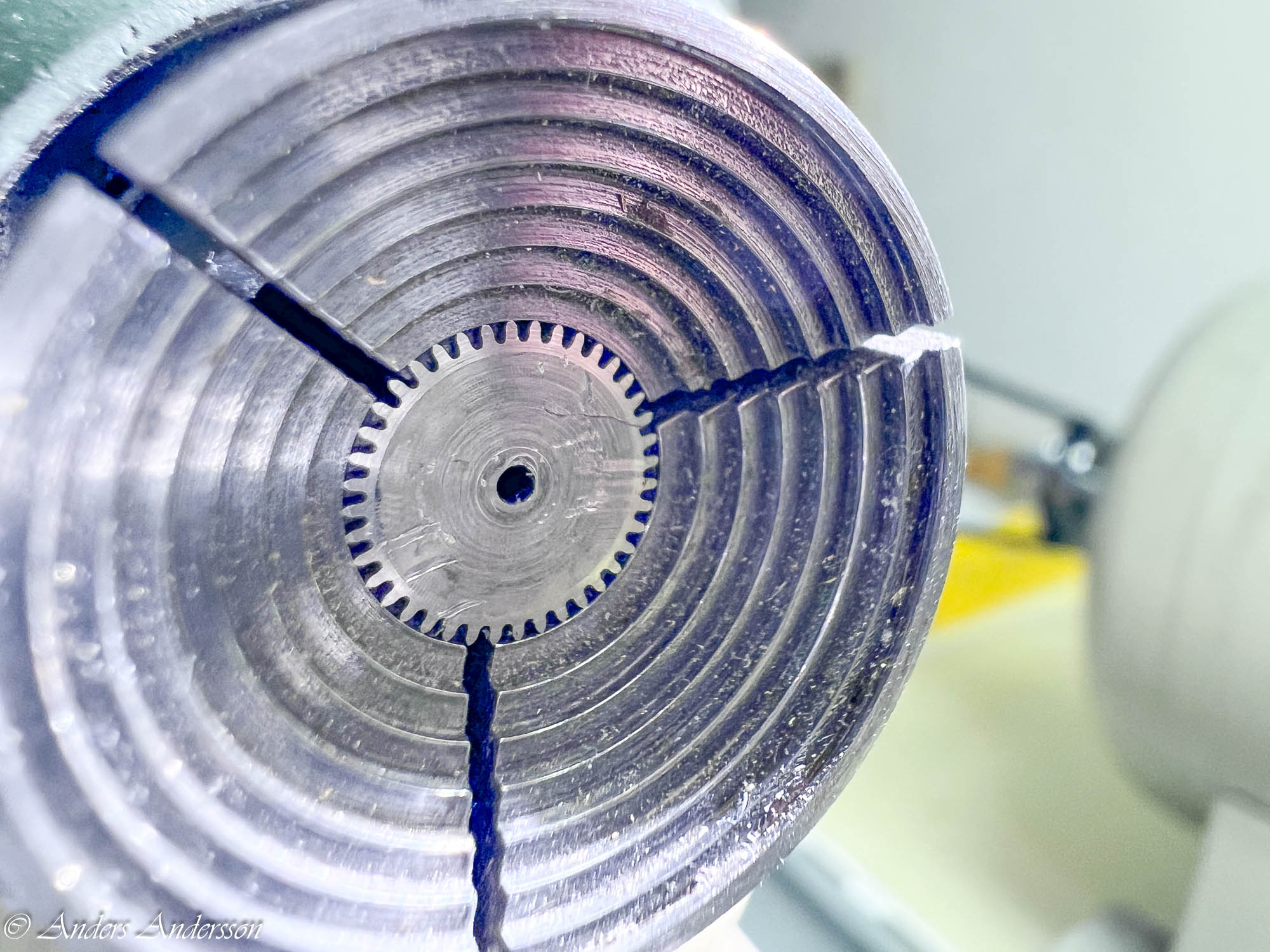
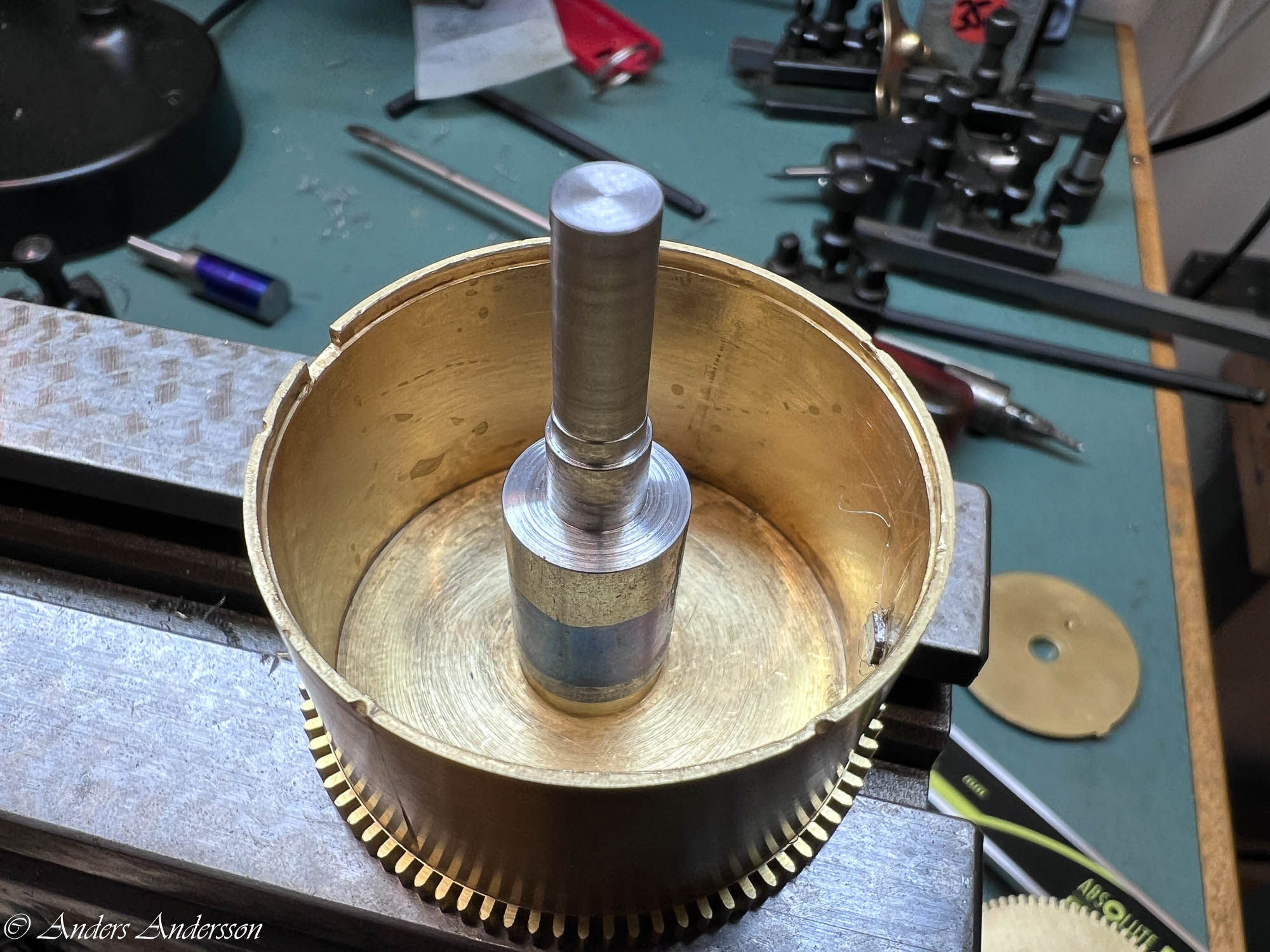
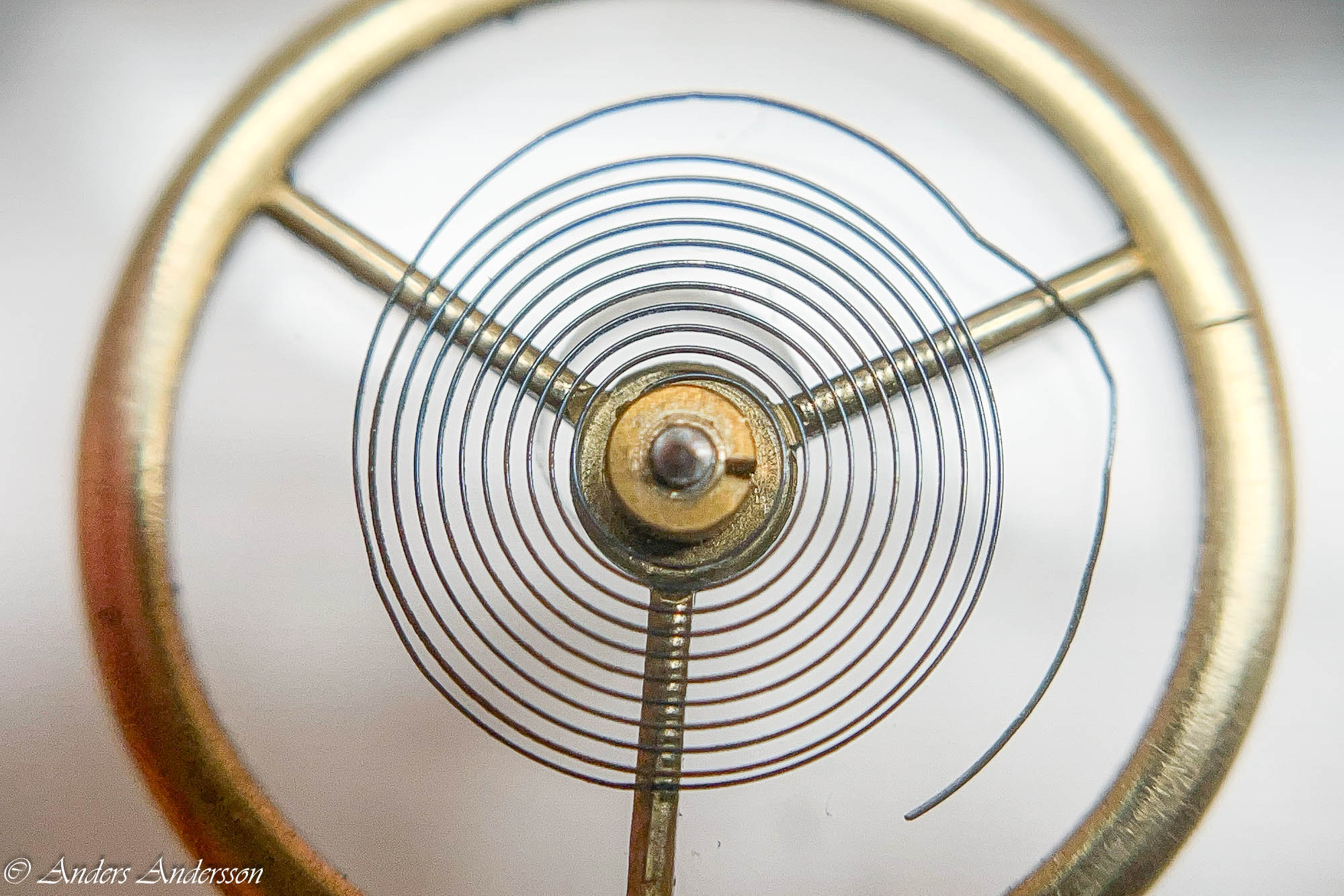
 Balansen centreras med hålskivan i svarven.
Balansen centreras med hålskivan i svarven.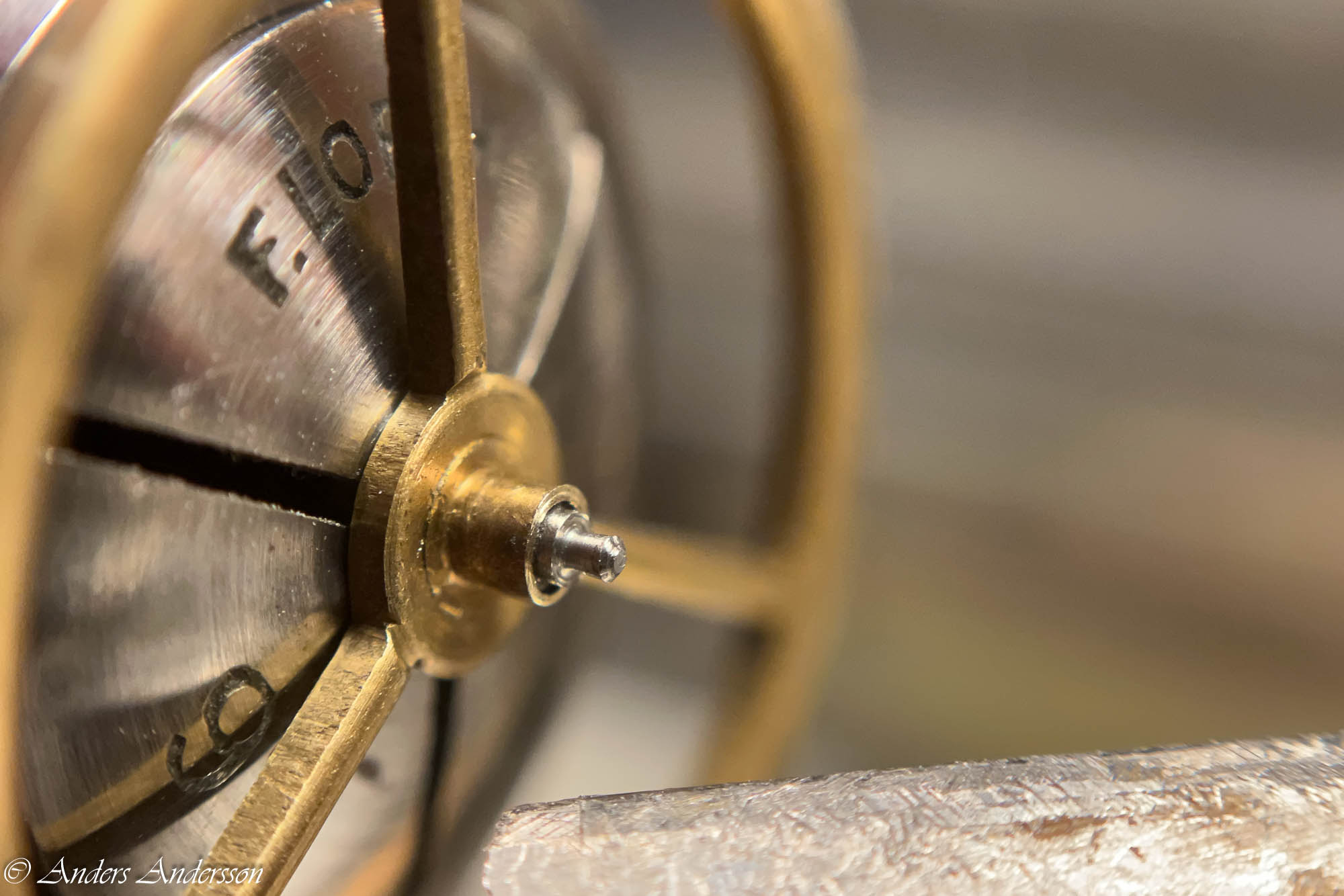






















 EDOUARD KOEHN SR
EDOUARD KOEHN SR