Victor Kullberg 4035, del 2.
Texten är delvis publicerad i Svensk Urmakeritidning Nr 1, mars 2025. Bloggdelen är kompletterad med fler bilder och utökad text med lite mer förklaringar till hur jag tillverkade stenarna till gången.
Inledning
Tänkte berätta om en renovering av en däckskronometer tillverkad 1882 av Victor Kullberg. Min kund hade ärvt kronometern av sin far som hade köpt den för länge sedan i London. Han berättade att den hade fungerat men att den nu stod helt still. Den hade också reparerats vid några tillfällen tidigare.
Besiktning av kronometern

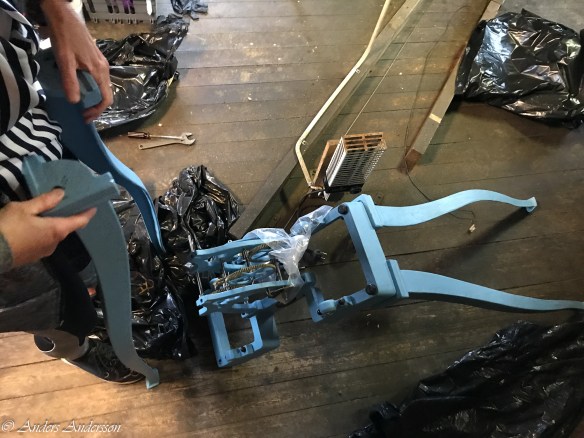
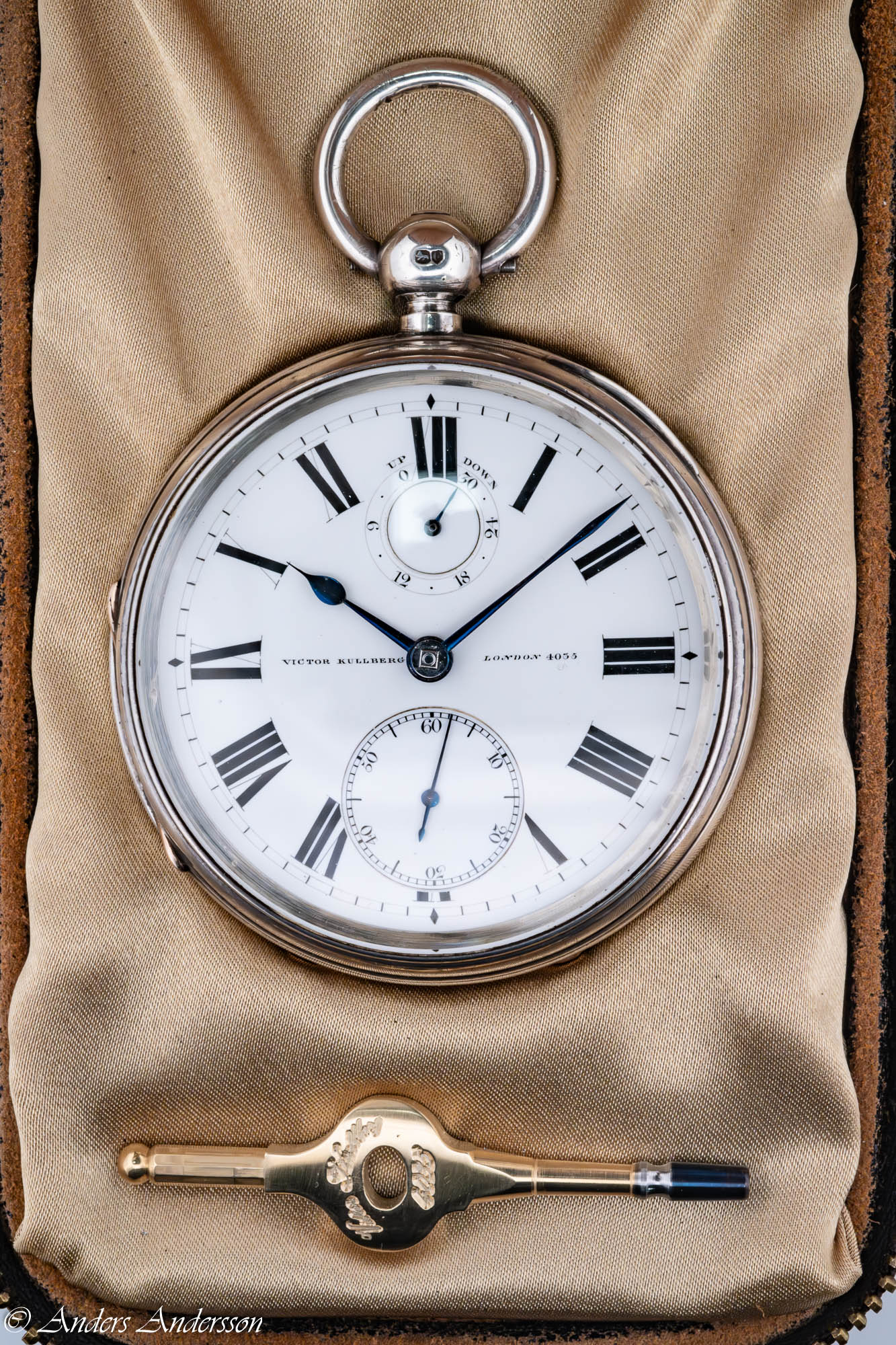
Så här såg kronometern ut när jag först fick se den.
Kronometern har en kraftig silverboett. Urtavlan är ren och tydlig och har förutom de vanliga visarna även en gångreservvisare. När man trycker på knappen vid bygeln kan man öppna baklocket där man finner uppdragshålet. För att ställa visarna öppnar man framsidan, där kommer man även åt en spärr för att kunna fälla upp urverket.

Spärr under glasringen för att kunna fälla upp verket.
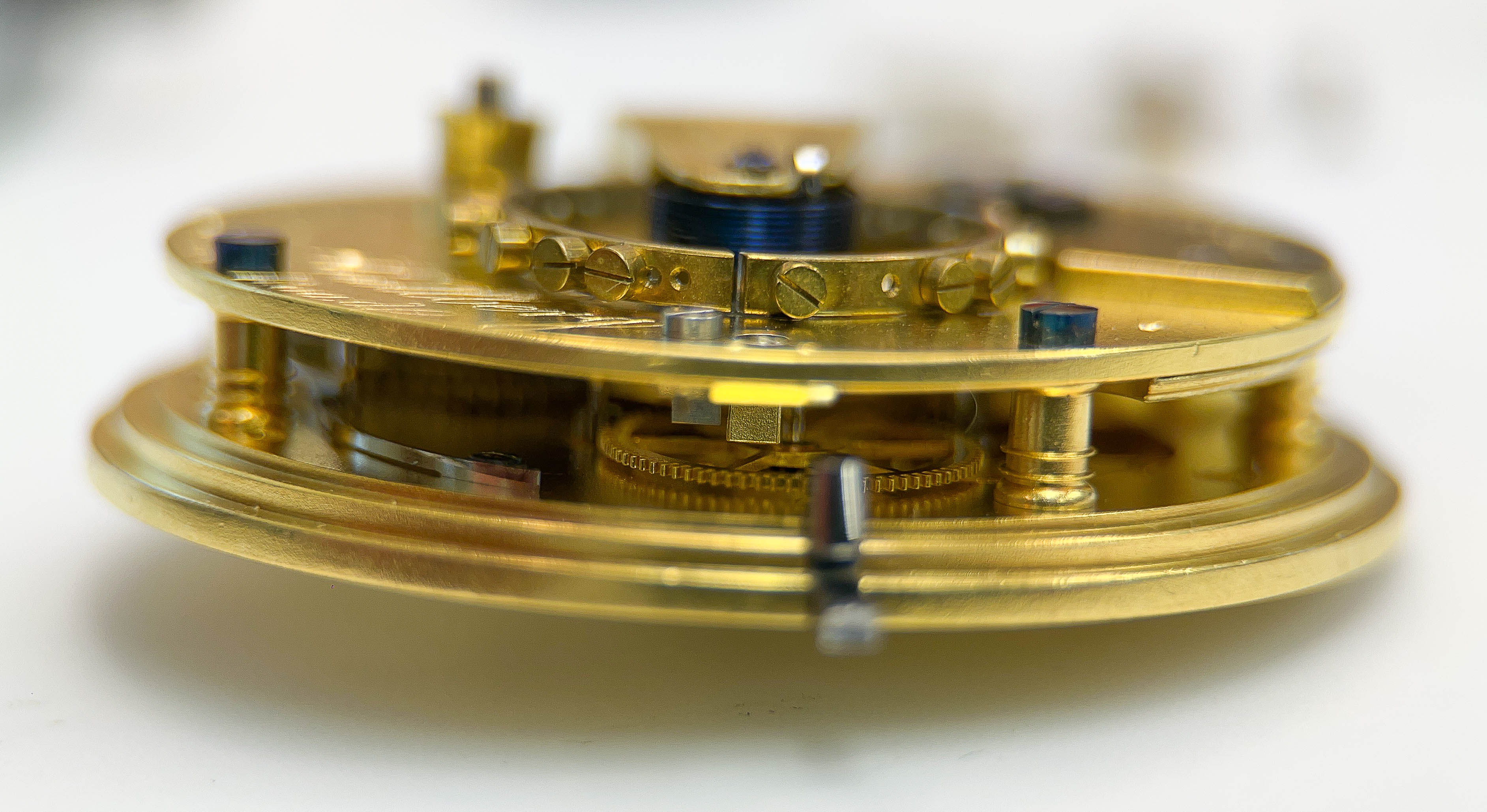
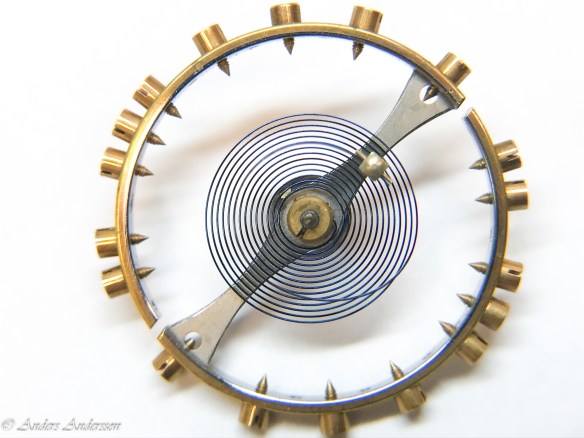
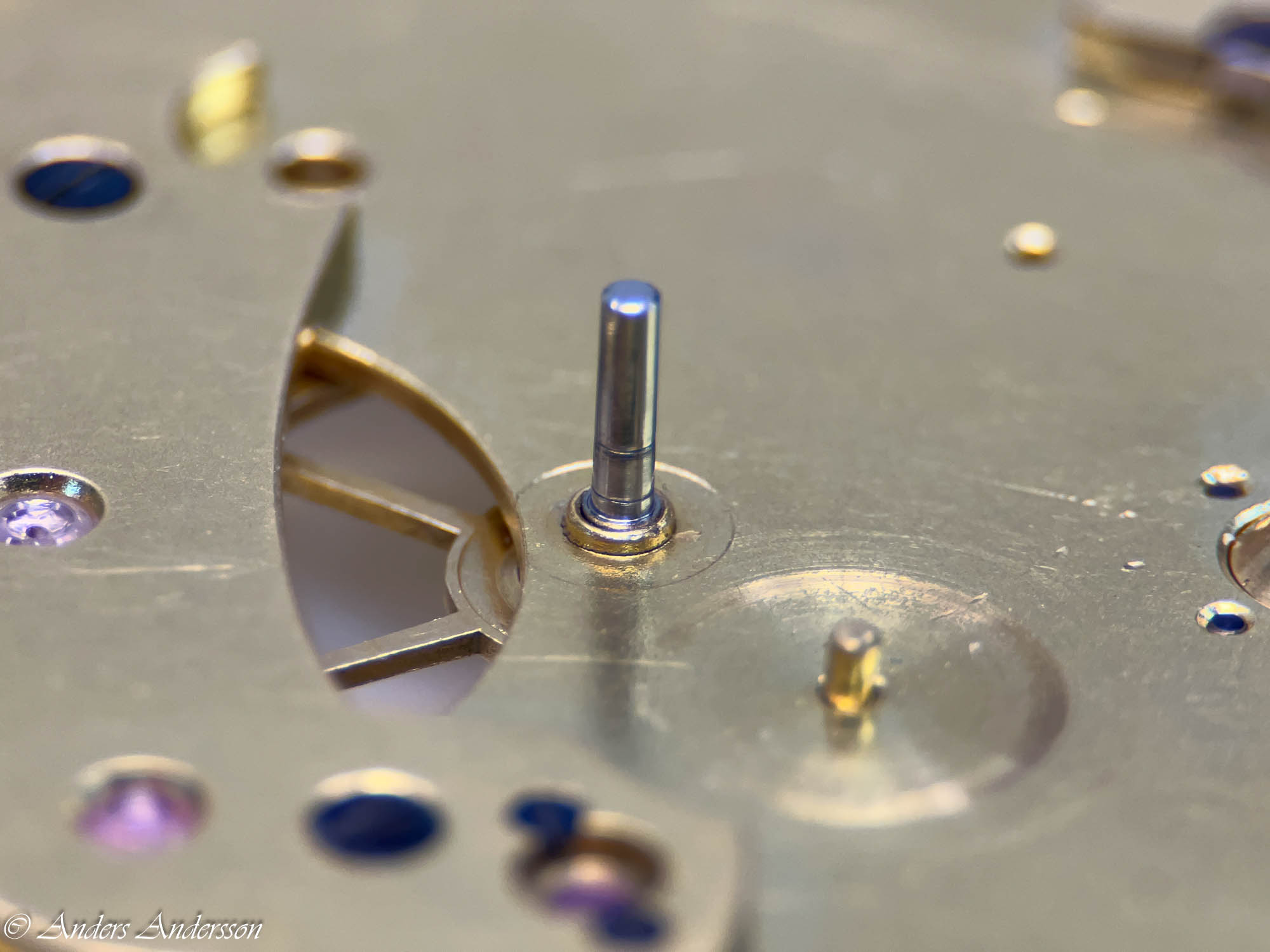
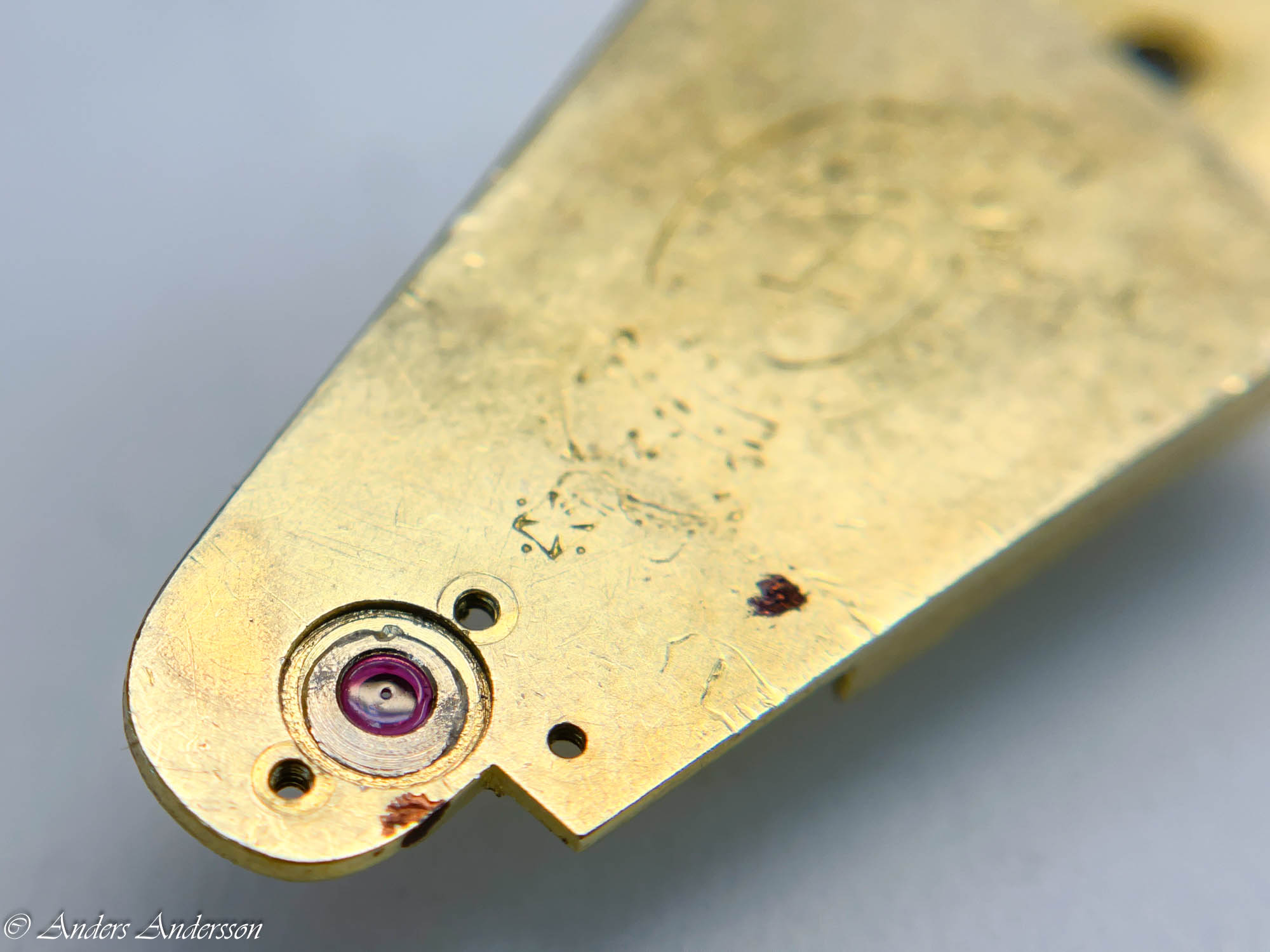
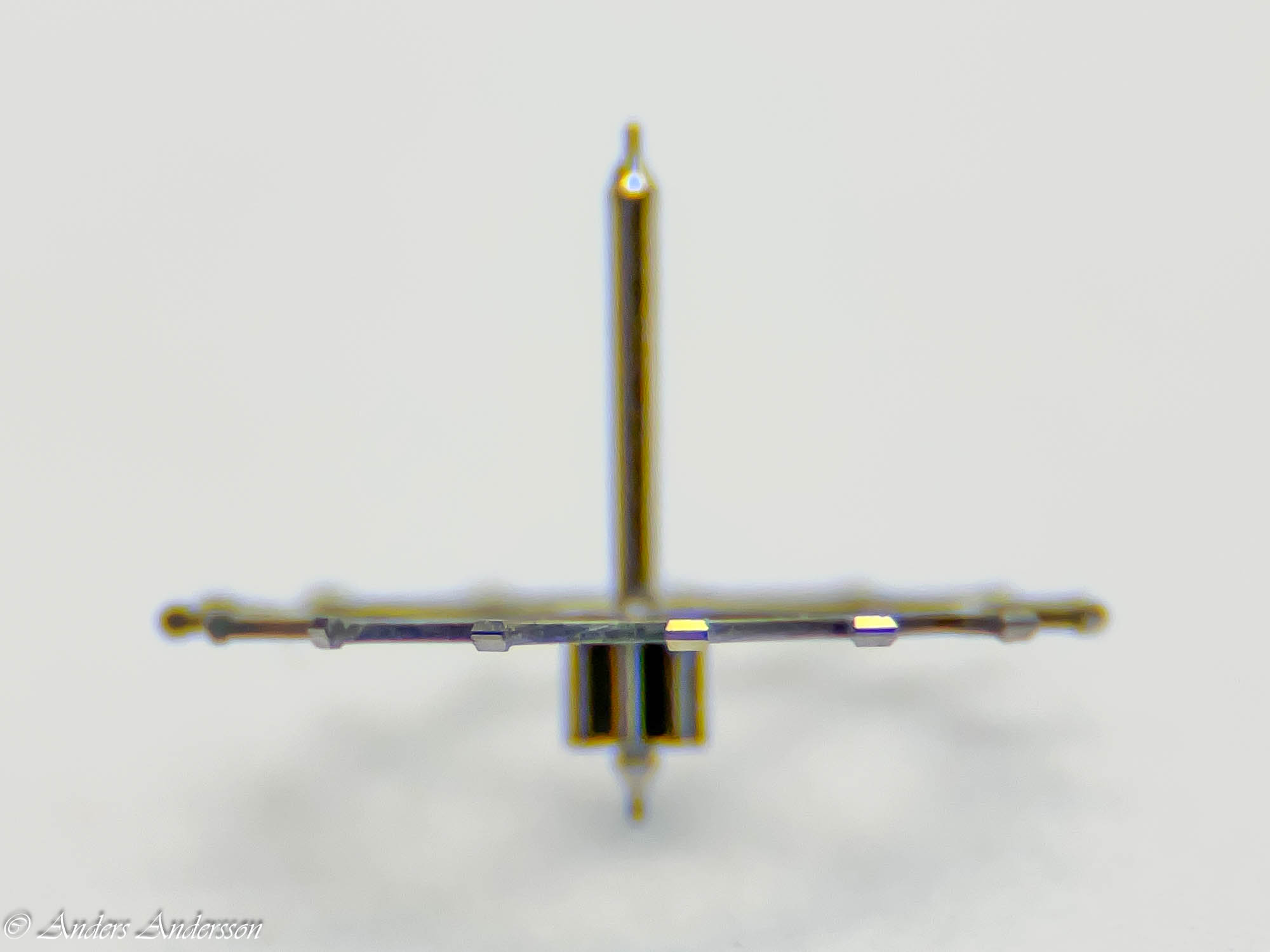
På bilden syns hur balansen ligger an mot verkbotten.

På bilden syns tydligt hur balansen ligger an mot verkbotten.

Här kan man se en halvcirkel där balansen legat emot verkbottnen och skavt.
Balansen lutade mycket åt ett håll – så mycket att den tog i verkbottnen. Jag kunde även se några andra märkliga saker.
Balanskloven var nedböjd.

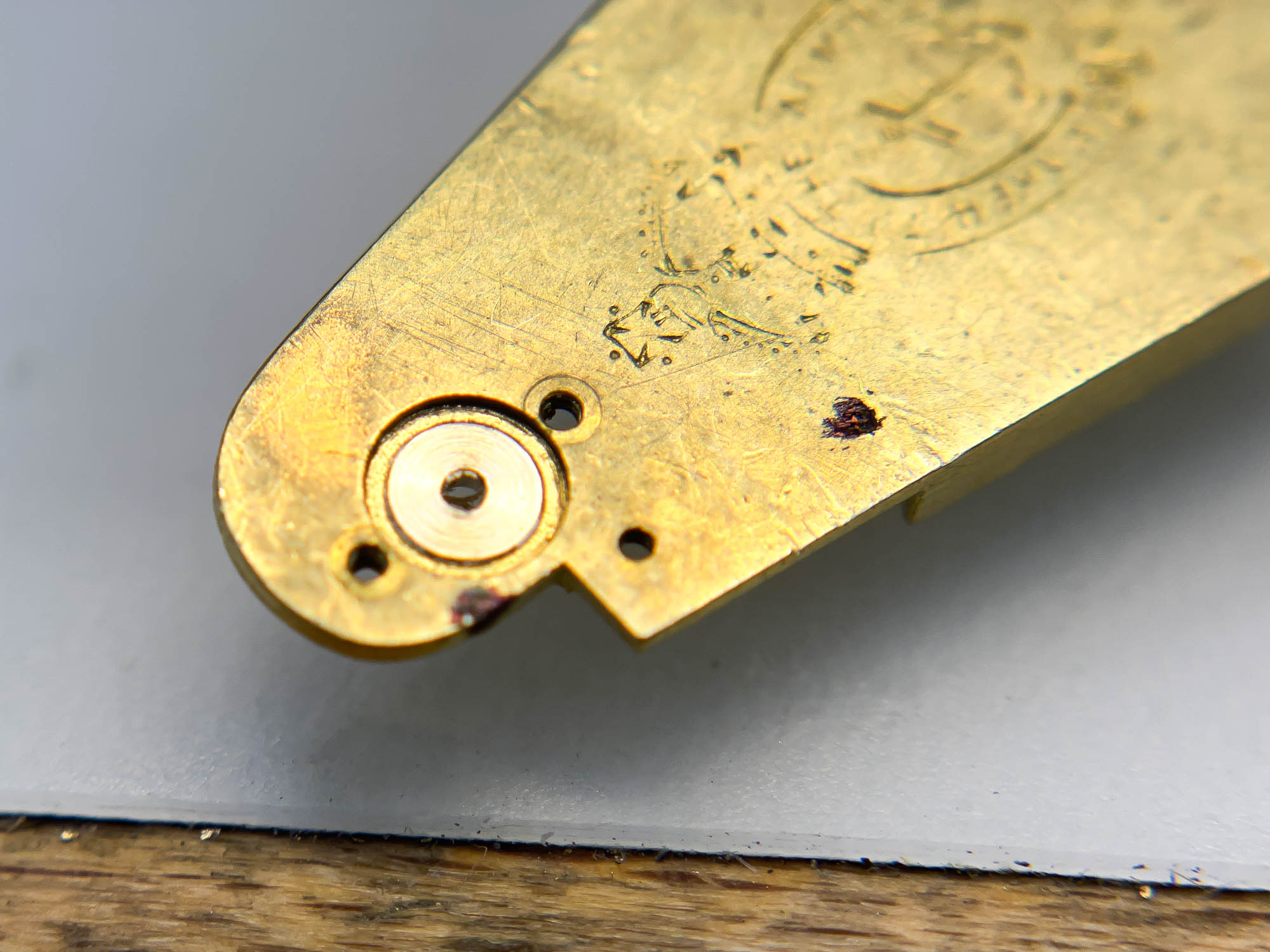
Kullbergs stolthet – Maker to the admirality – var delvis bortslipat. Varför?…

Mycket som hänt på undersidan av kloven.
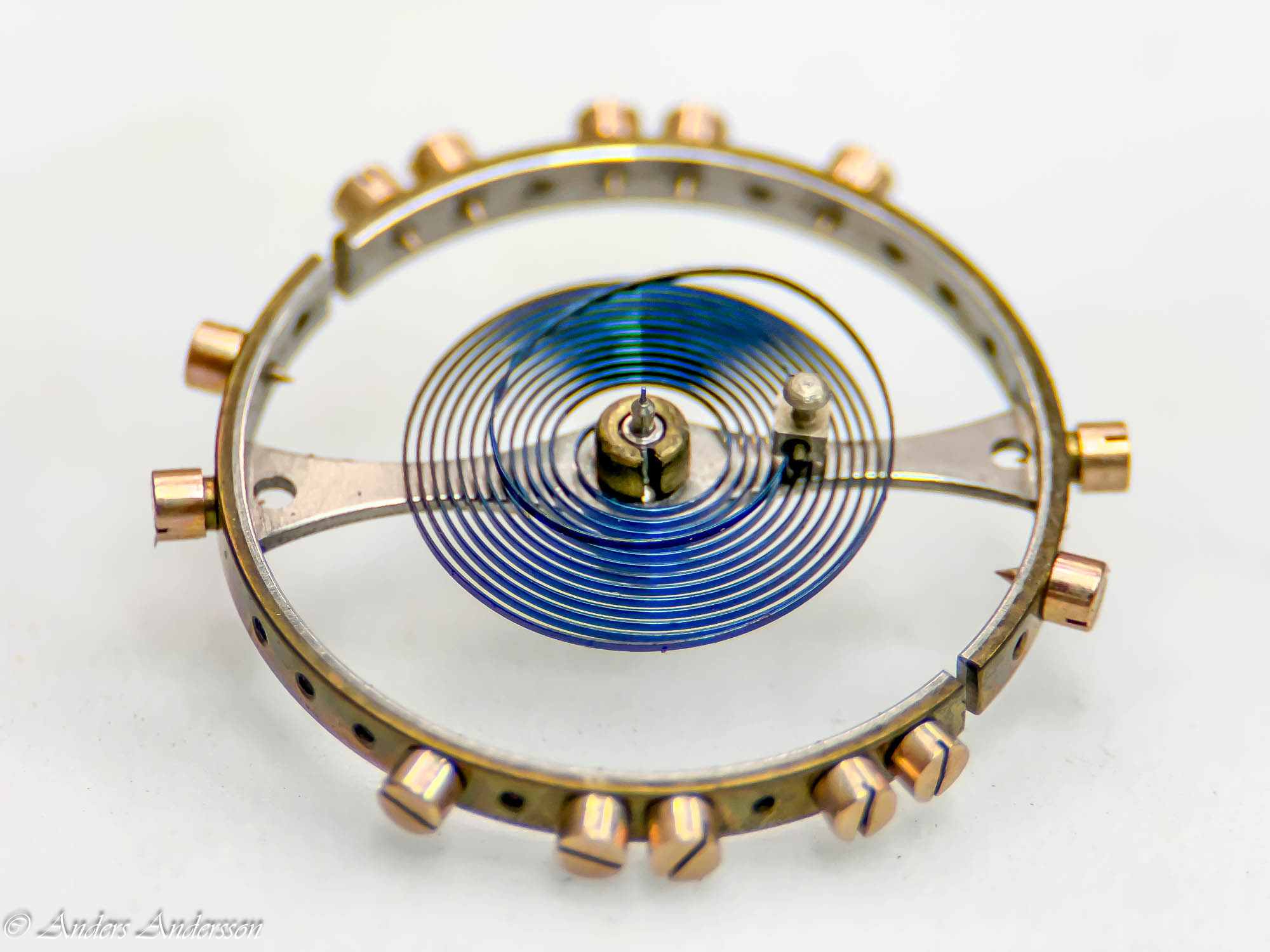
Balanskloven var nedåtböjd och förgyllningen var delvis bortslipad på ovansidan. När jag tog bort kloven syntes att någon filat ned framkanten så att kloven ytterligare skulle luta. Verket har kronometergång, kompensationsbalans med cylindrisk spiral. Balansaxeln såg ”hemmagjord” ut och var definitivt utbytt någon gång.
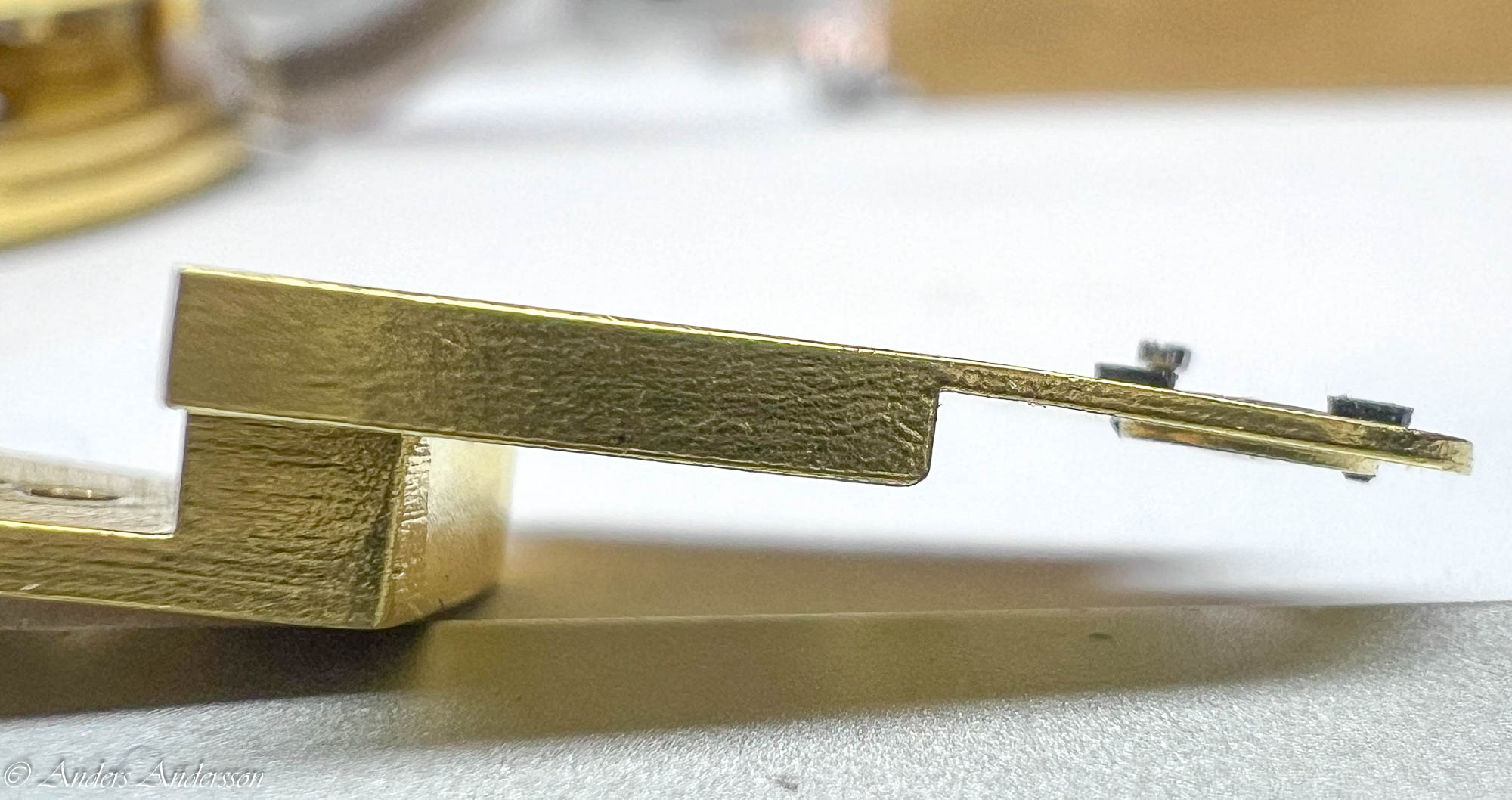
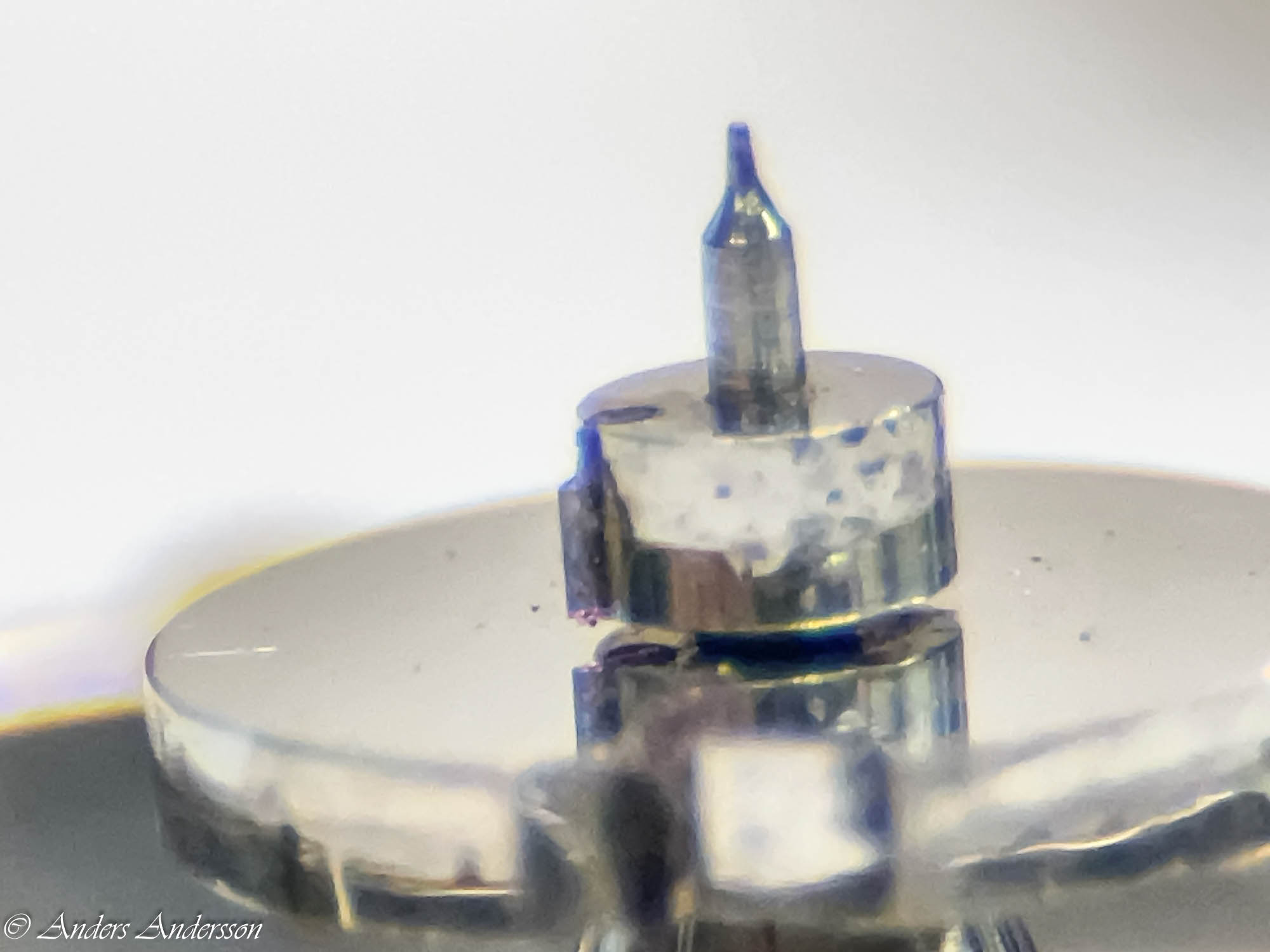
Impuls- och utlösarsten i dåligt skick. Här nedan följer några bilder för att illustrera hur två av gångens stenar var skadade.
Impulssten.
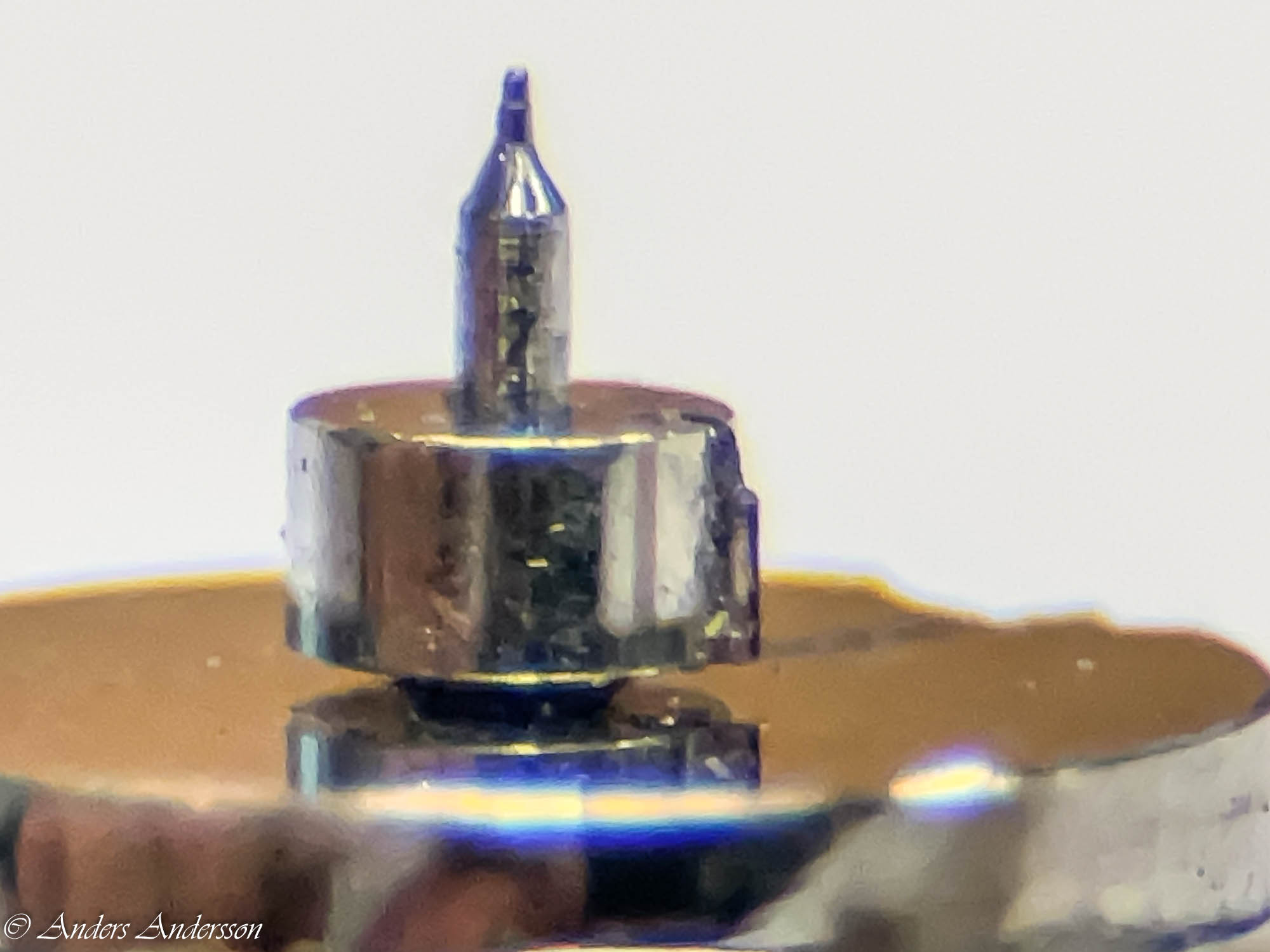
Notera även den slitna balanstappen. Trumpeten och tappen har fel form, ”hemmagjord” balansaxel.
Impulsstenen.
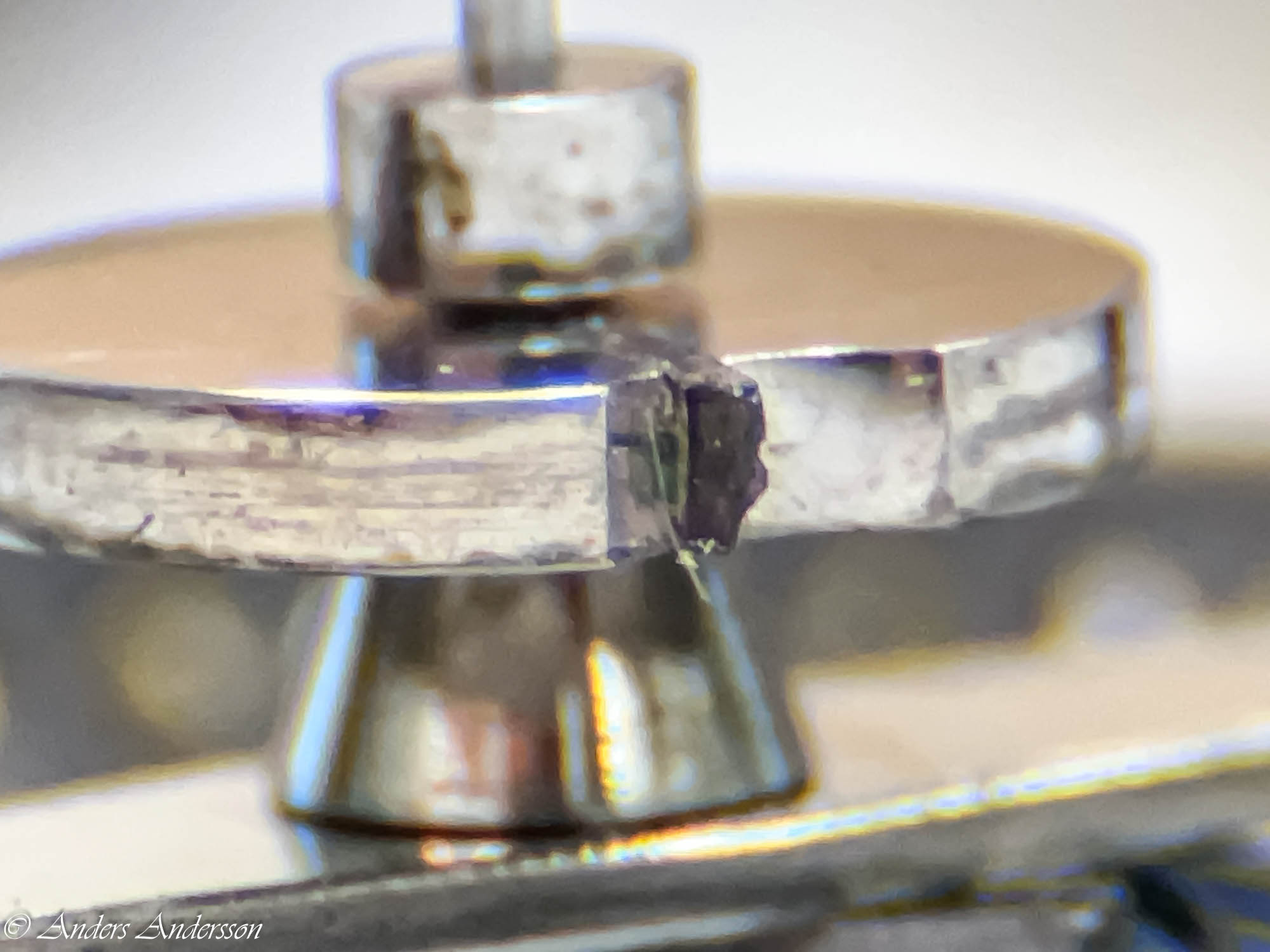
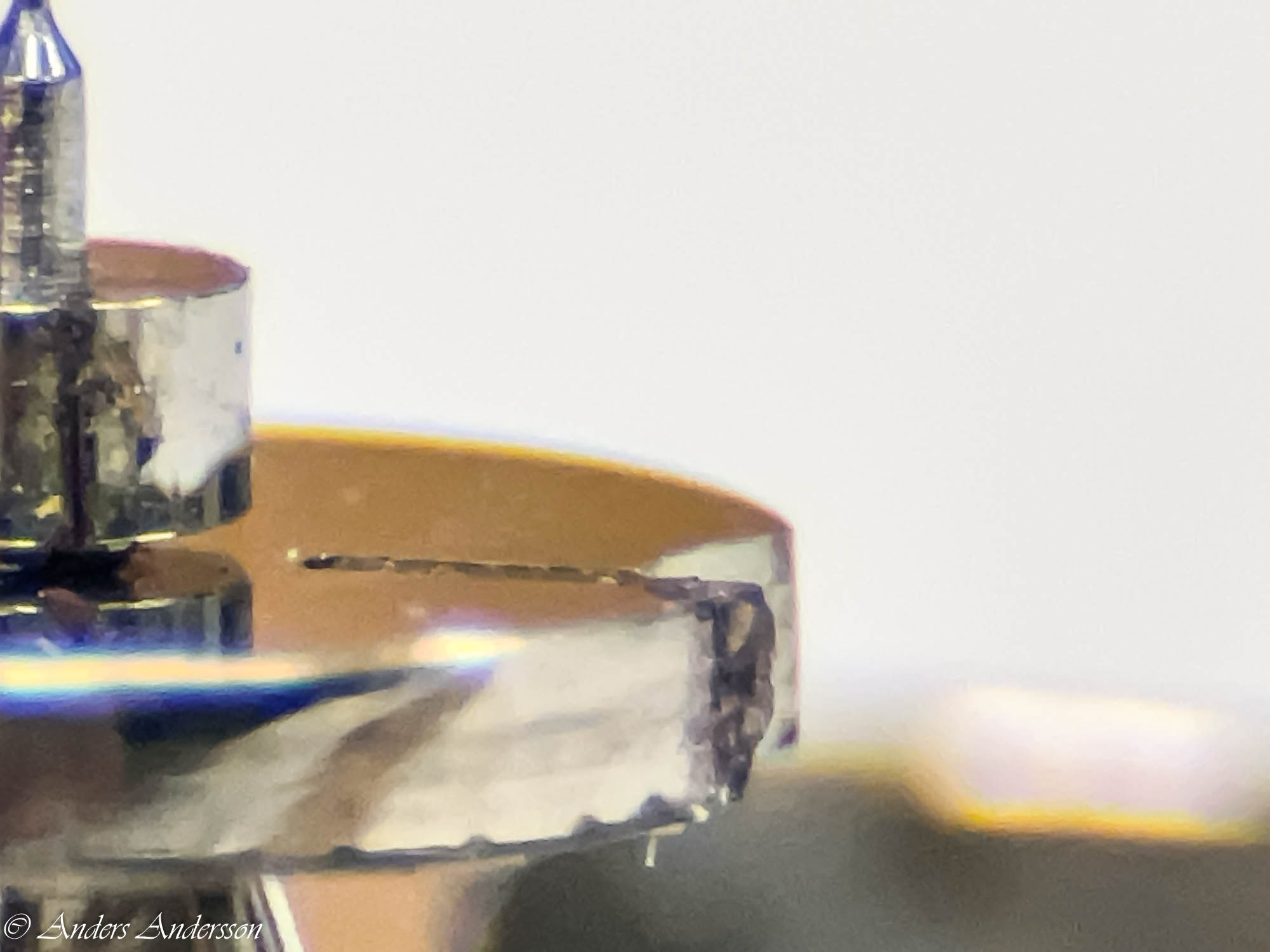
Skadad utlösarsten.

Detalj av den skadade utlösarstenen.
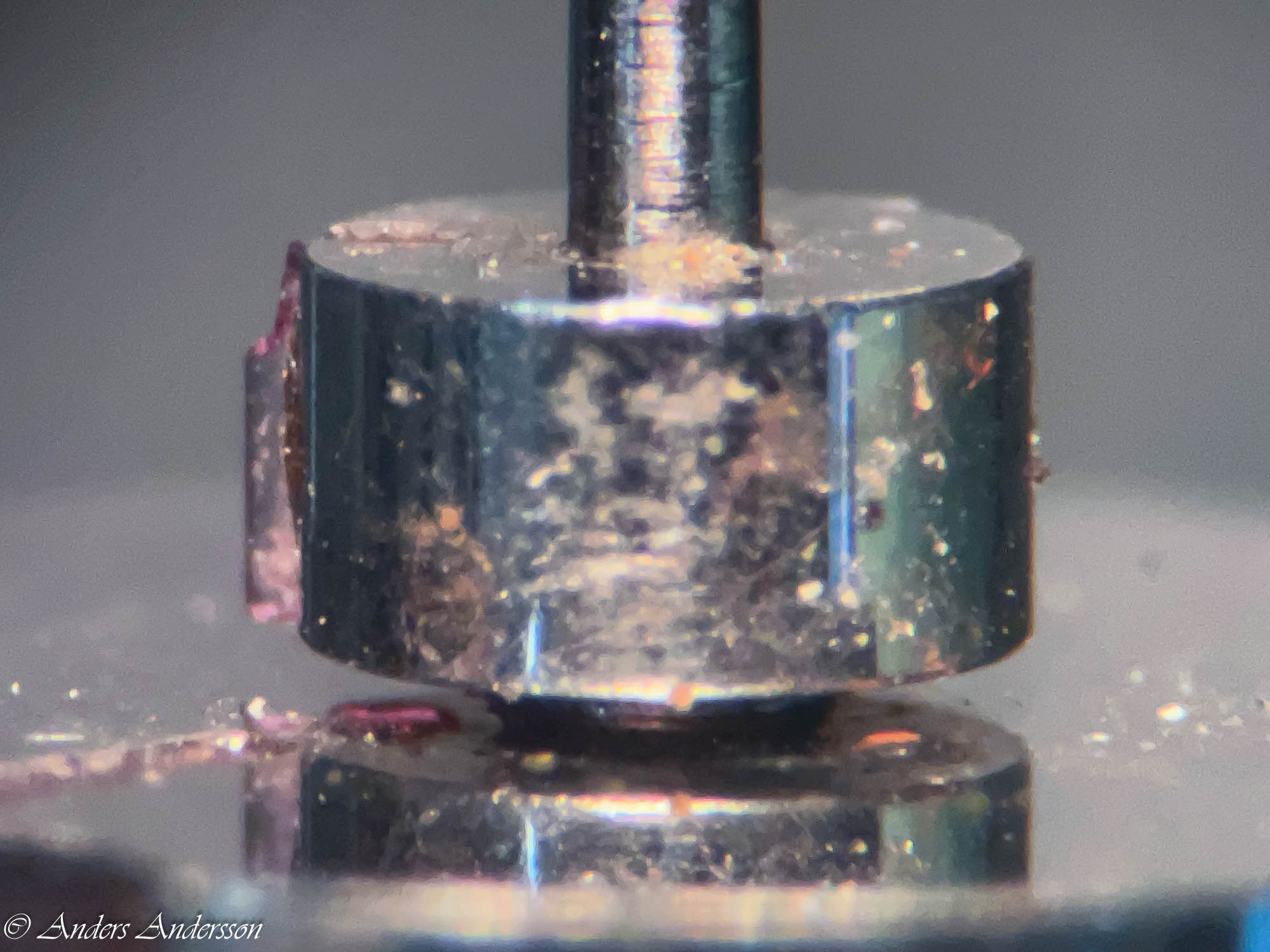
Skadad impulssten.
Vid en närmare granskning av impuls- och utlösarstenarna syntes att flisor gått ur stenarna, dessutom var de båda stålrullarna mycket repiga och delvis deformerade.
Detantfjäder, guldfjäder och vilsten såg fina ut. Den undre balanskloven var även den lutande och filad på.

Den undre balanskloven bar även den spår av nedfilning.
För att uttrycka sig milt hade någon eller några tyvärr gjort mindre bra ifrån sig. Skulle det vara möjligt att någonsin få denna kronometer i gångbart skick igen? Kände mig tveksam till det. Funderade på vad som hänt. Jag kan delvis förstå varför man böjer bryggorna – kanske hade någon gjort nya balanstappar på den gamla balansaxeln. Sedan har också den axeln gått sönder och man har gjort en ny axel efter den gamla för korta axeln. Men varför filar man av ovansidan?
Stenarna hade kanske gått sönder när man tagit bort rullarna eller när man försökt vrida på dem för att ställa in gången.
Provade att ta bort motstenen för balansen, det visade sig att det satt en lös chaton för balanshålet. När den lossade något ur sin fattning visade det sig att balansen faktiskt började röra på sig och den började ticka. Fick en idé att svarva en ny chaton där hålet satt ocentrerat så att balansen skulle bli planare.
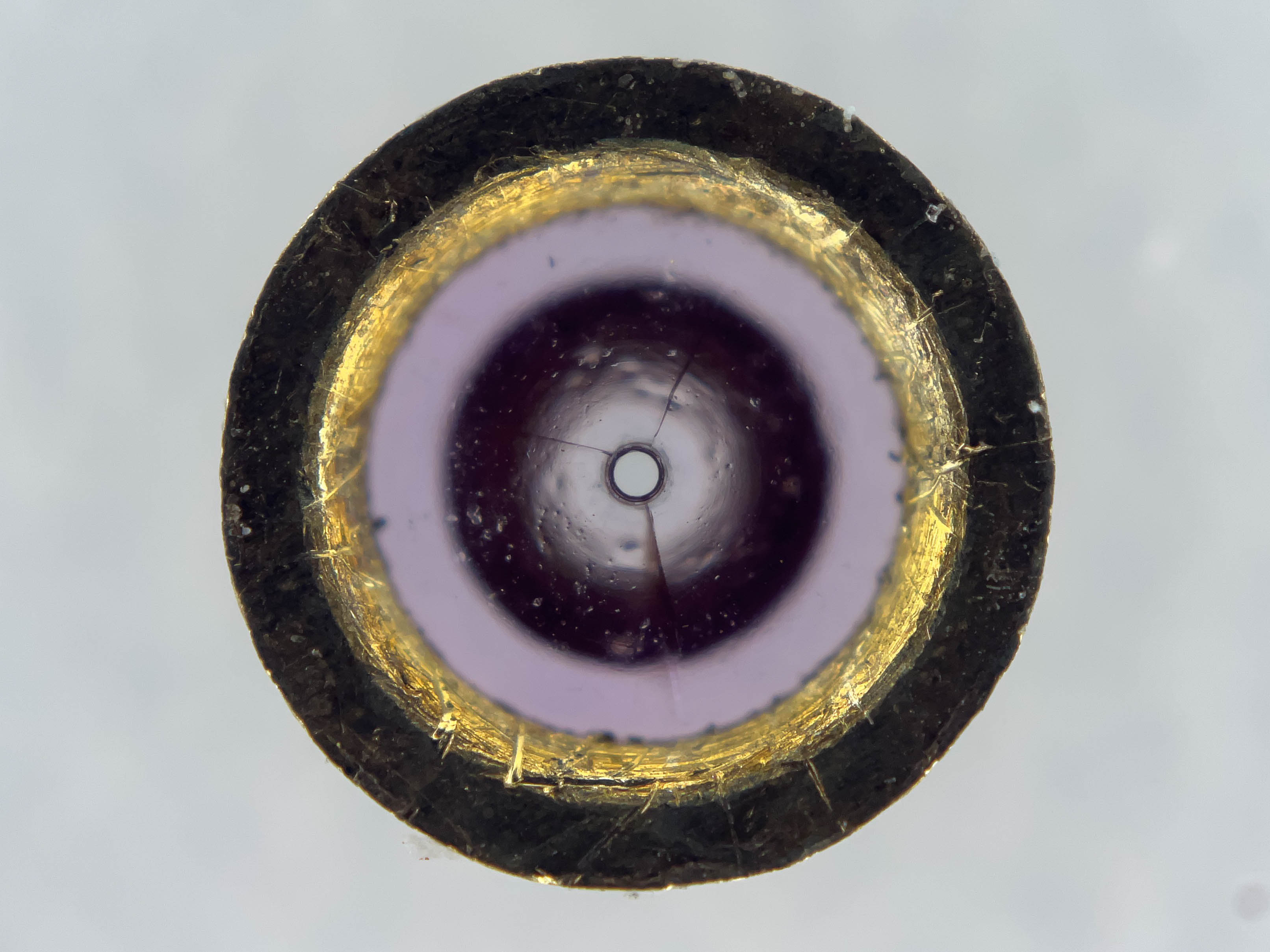
Balansstenhålet var spräckt. Naturlig rubin.
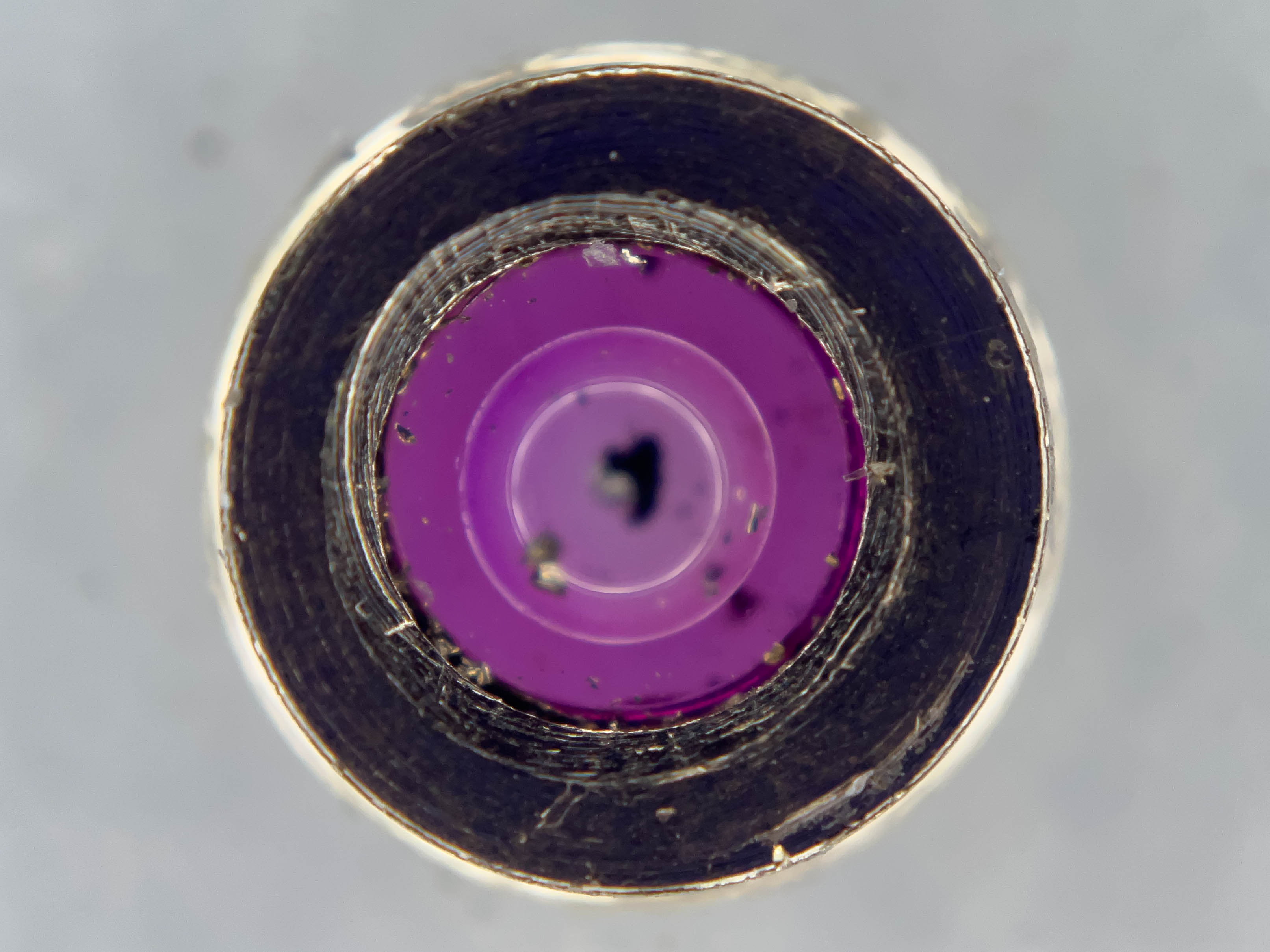
Svarvade en ocentrerad ”testchaton” i mässing och pressade in en syntetisk rubin.
Det visade sig att min teori fungerade och verket tickade med denna lösning. Bara resten kvar – ny balansaxel, rikta upp klovarna och svarva en riktig chaton med schweizersvarven det trodde jag mig kunna men hur får man tag på nya stenar till gången? Det går inte att bara beställa, de måste tillverkas. Jag tillfrågade en person om han kunde hjälpa mig med det, det kunde han visserligen men han sa att jag skulle försöka själv först. Hur vet man att man inte kan om man inte har försökt? Efter diskussion med kunden kom vi överens om att han ville ha kronometern i ett fungerande skick med tillverkning av de delar som behövdes.
Renoveringen – tillverkning av nya stenar.
Vid några tillfällen har jag anpassat hakstenar om de varit för långa eller för höga. Det går fint att slipa dem på en fin diamantskiva som smörjs med fotogen. Man får vara försiktigt så att inte kanterna flisar sig, men det går att förebygga genom att först lägga en liten facett på den sida som ligger på ”utgångssidan”.
Var får man tag på syntetisk rubin? Vad kostar en sådan? Eller kan man använda en haksten eller en motsten som man slipar om?

Syntetisk rubin som den levererades till mig.
Efter lite efterforskning på nätet visade det sig att det gick att beställa rårubin från bland annat Indien och Thailand. Priset beror bland annat på vikt, klarhet, och storlek men stenen jag beställde hamnade på cirka 500: -.
Äkta rubin och safir består av korund – aluminiumoxid. Syntetisk rubin tillverkas av korund. Vid tillverkning av syntetisk rubin tillsätts även kromoxid för att få den röda färgen. (Tillsätter man järnoxid och titansyra får man syntetisk safir, andra tillsatser kan ge andra färger till exempel gul och blå.) Korund används även för tillverkning av smärgel till slippapper eller slipstenar.
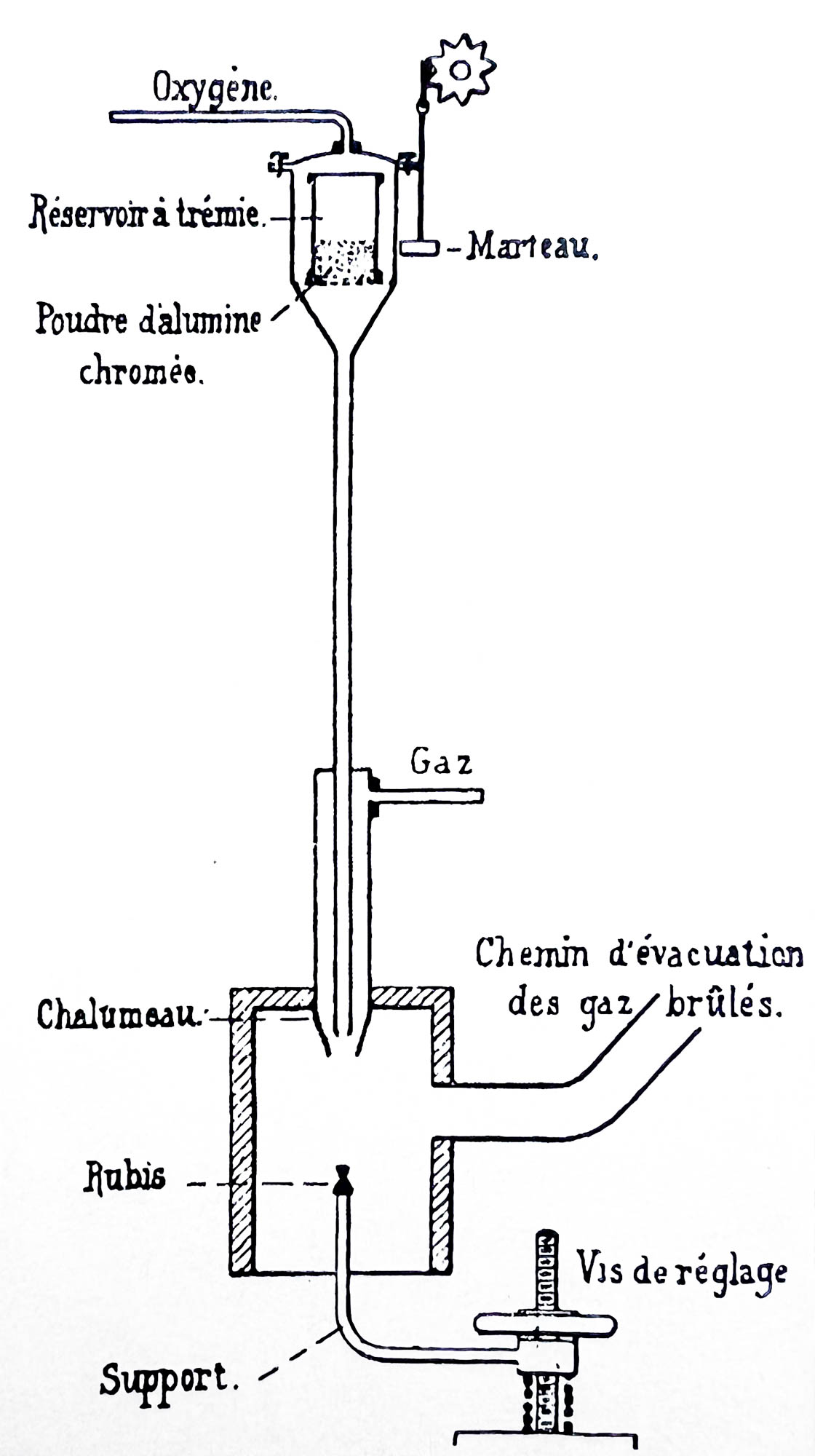
Bild från: Die Edelsteine und Ihre Bearbeitung fur Uhrmacherei, Bijouterie und Industrie, Trincano, L.
Enkelt förklarat placeras aluminiumoxid- och kromoxidpulver överst i ett verkikalt rör. I toppen är en hammare monterad, den hamrar i en jämn takt. Hammaren slår på behållaren med pulvret. Hammarslagen gör att en liten mängd pulver faller i en jämn ström ner i en ugn där pulvret hettas upp till 1800–2000 °C. De små kornen blir då små vitglödande droppar. Dessa droppar faller sedan ner på en rost längst ner i röret och kyls ned. Vid avkylningen bildas kristaller. Den syntetiska rubinen byggs sedan långsamt upp i tunna skikt. Rårubinen blir ca 100-120 mm lång, ca 20 mm i diameter. När den säljs är den oftast halverad på längden.
Bearbetning
Diamant är det hårdaste naturmaterial som finns – den har hårdhet 10 Mohs. Rubin har hårdhet 9 Mohs. Mohs hårdhetsskala är en jämförande skala, till exempel är rubin dubbelt så hård som topas (8 Mohs) men diamant är fyra gånger så hård som rubin. Därför är diamant det mest lämpliga material för att bearbeta rubinen med. Det finns en uppsjö av olika verktyg med diamantbeläggning i olika finhetsgrader.

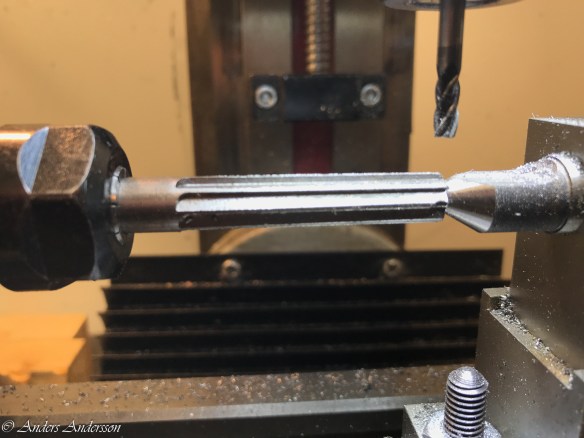
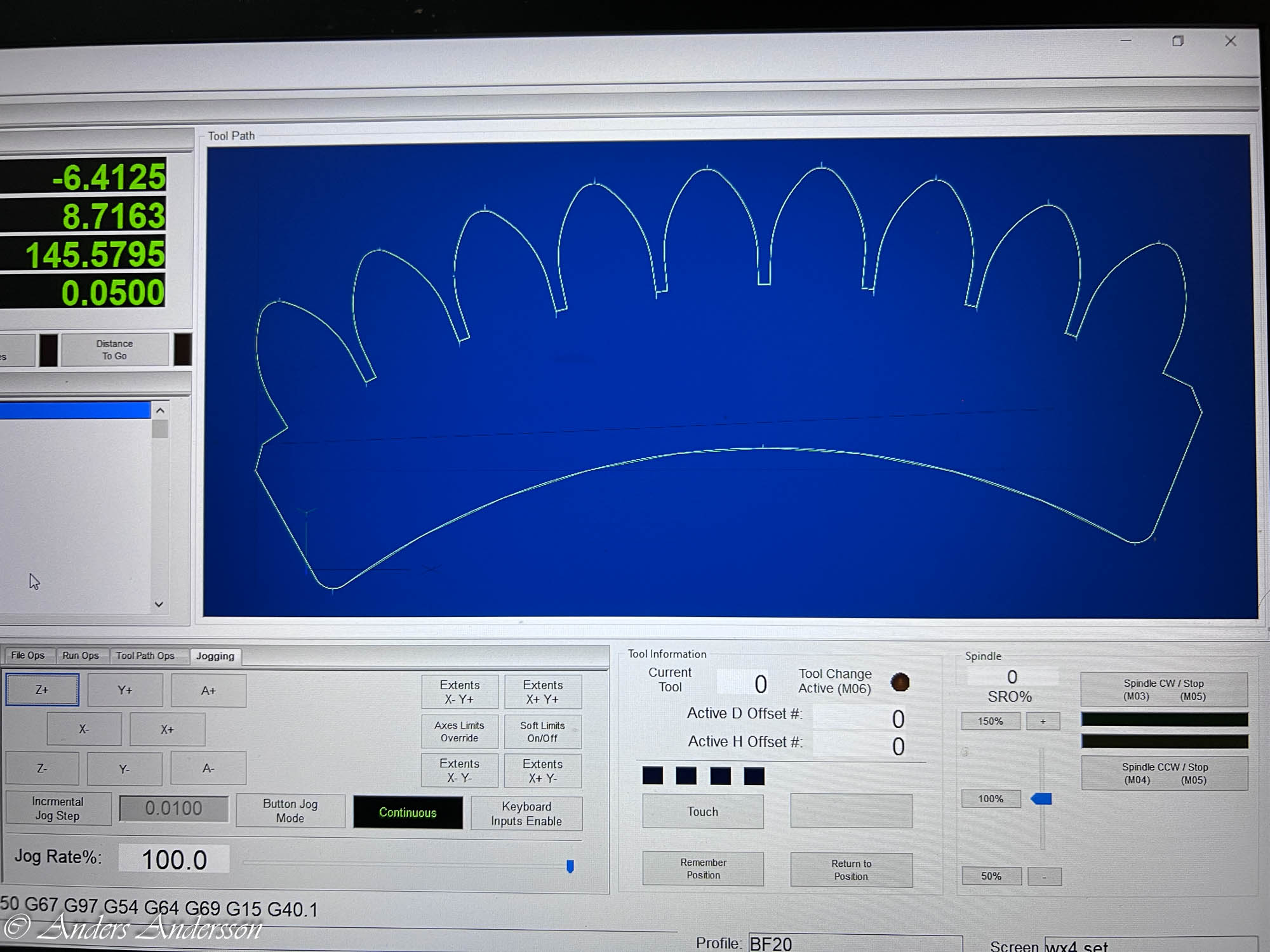
Byggde en enkel apparat för kunna såga upp rårubinen i skivor.

Min första ”skiva” av rårubin.
Med hjälp av kapskivan sågade jag en skiva av rubinstaven.
Nästa steg blev att dela skivan i mindre bitar, när jag fått en lämplig flisa var det dags att börja forma rubinbiten till en impulssten. En fördel med kronometergången är att stenarna har en ganska enkel form, funktionsytan är plan. Inga besvärliga vinklar som måste hållas. Impulsstenen har en rektangulär form som påminner lite om ankargångens haksten, men i stället för en plan hävyta har impulsstenen en radie.

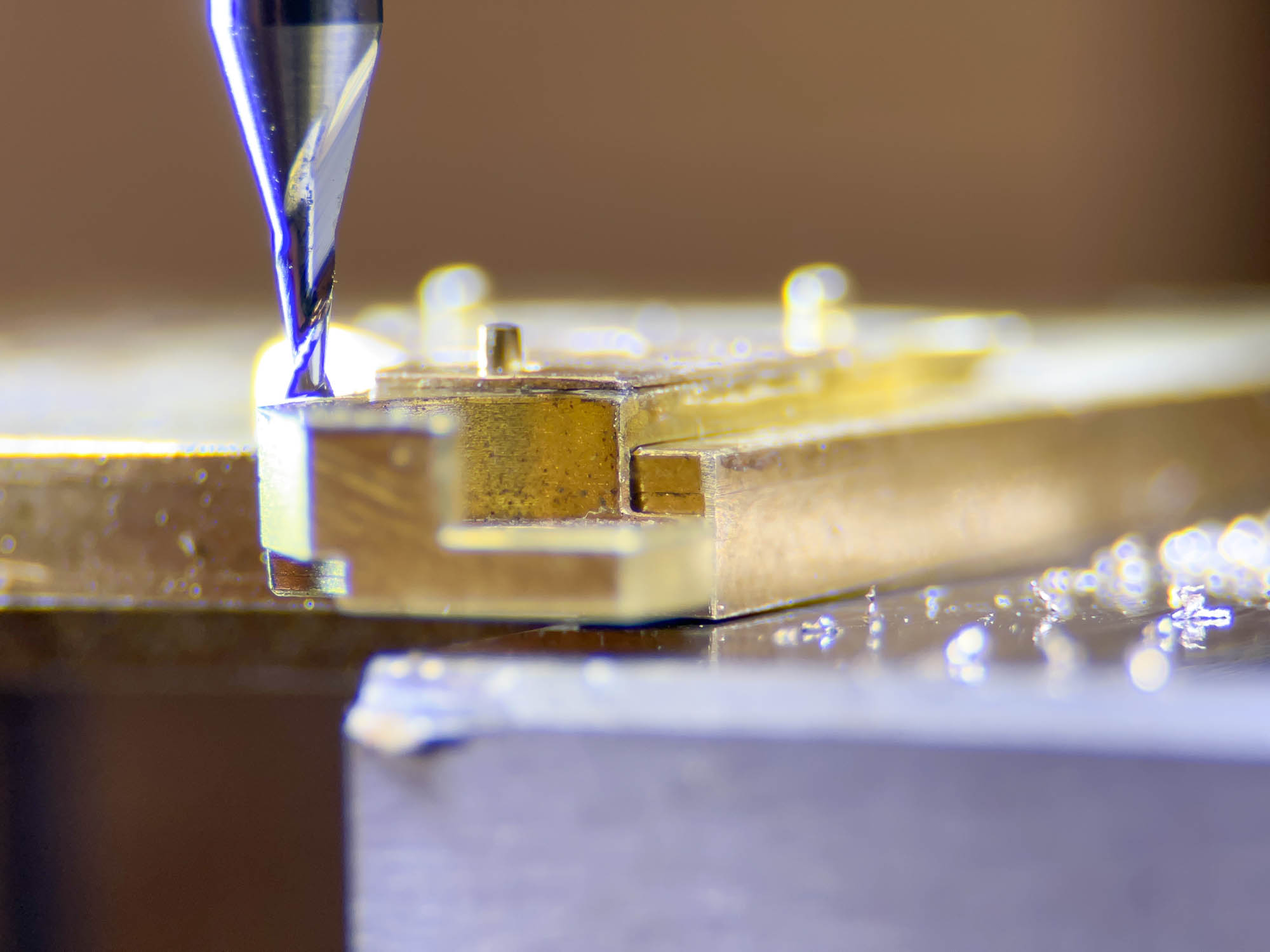
Enkel hållare i mässing. Har fräst en liten vinkelrät kant som stenämnet vilar och styrs emot.
Jag klämde fast ämnet i en enkel hållare som jag tillverkat i mässing. Grovslipar fram en rektangulär form något större än måtten på min ritning. Slipningen gör jag i svarven på en fin diamantskiva som jag använder när jag slipar mina hårdmetallsticklar.

Lackar upp stenämnet i en mässingsbit. Man kan ana de olika stegvisa ansatserna i spåren.

Stenen har rätt bredd. Kanten polerad och klar.

Första steget. Anpassning av stenens bredd. Man ser tydligt att stenen inte är plan ännu.
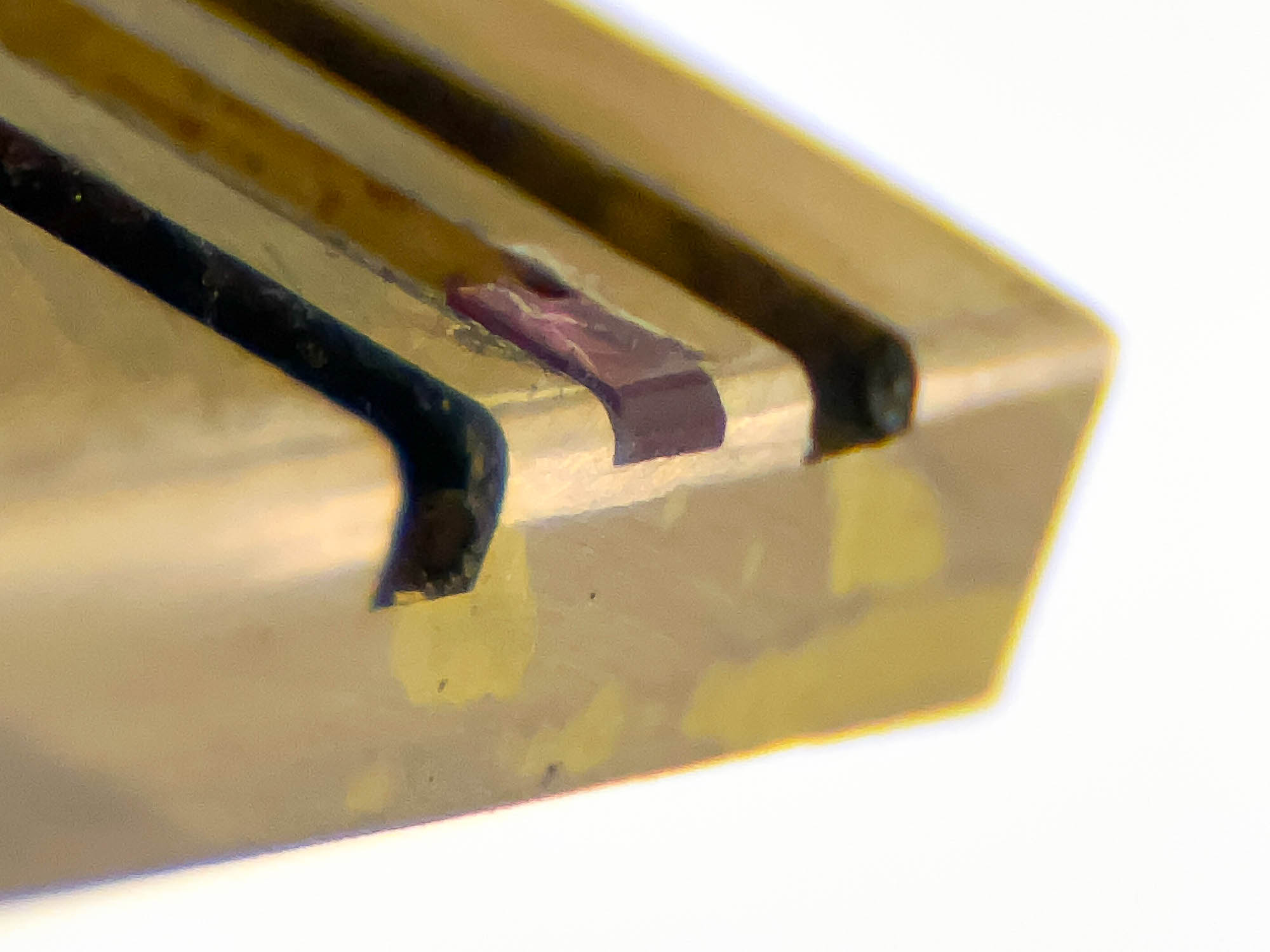
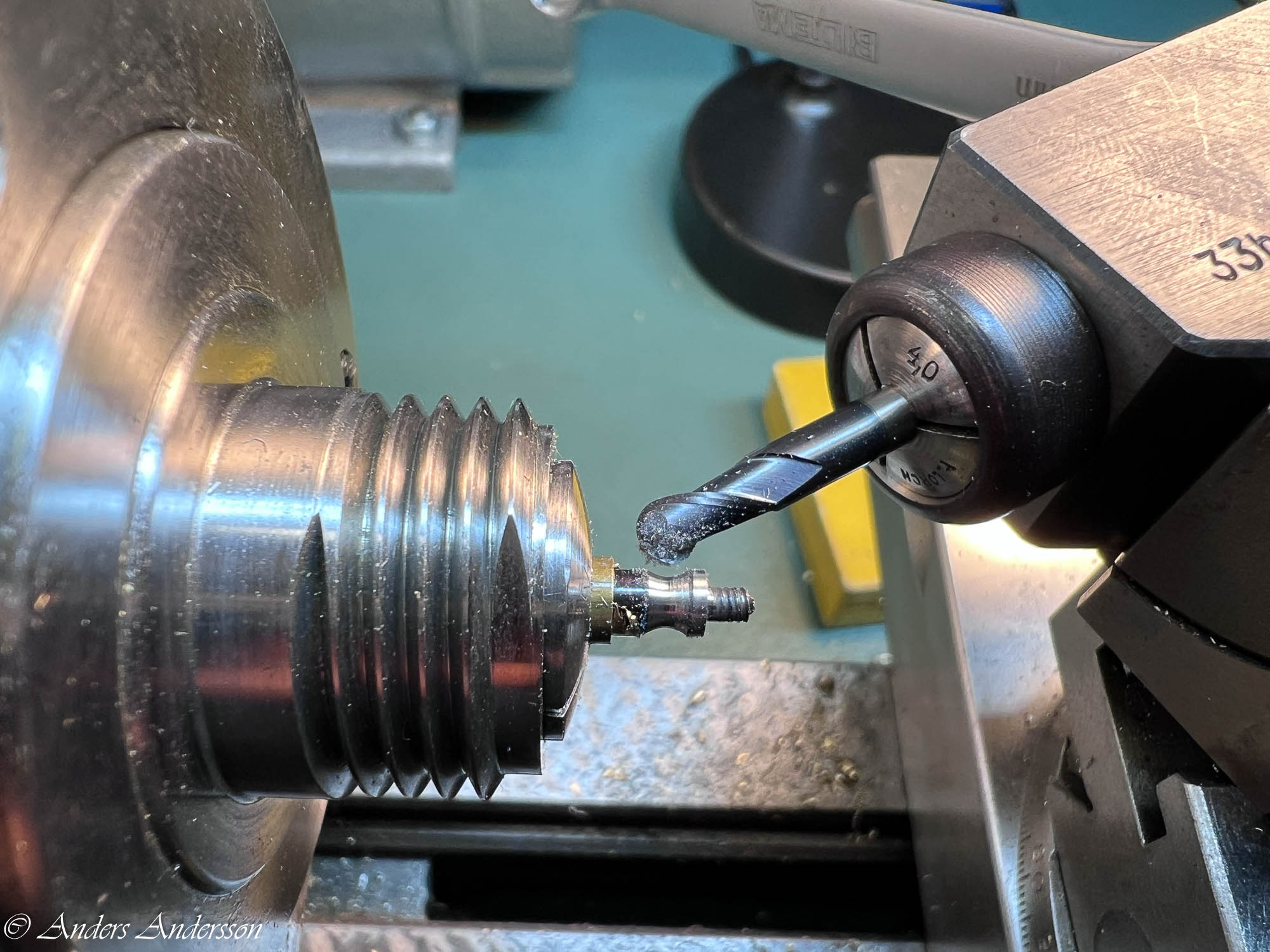
För att slipa stenen till korrekt form med riktiga mått tillverkar jag ett enkelt verktyg. Det är en mässingsbit där jag fräser spår med olika djup. Impuls-stenen ska vara 0,8 mm bred, jag gör spår med 1,0 – 0,9 – 0,8 mm djup. Lackar fast ämnet i spåret med 1 mm djup och slipar sedan ner ena sidan, därefter vänder jag stenen så att jag får den nyslipade plana ytan nedåt och flyttar den till spåret med 0,9 mm djup. När den ytan är klar har jag två parallella ytor och en sten med 0,9 mm bredd. Lackar återigen upp stenämnet och slipar ner till 0,8 mm bredd som är det slutliga måttet.

Nu slipas och poleras planen för att stenen ska få rätt tjocklek.
Till sist gör jag radien på stenen.
Nu har jag en sten med korrekt bredd, nu formar jag tjockleken (0,3 mm) på samma stegvisa sätt. Avslutningsvis lägger jag en radie, anpassar längden och bryter kanterna.

Diamantpapper i olika grovlekar lägger jag på en glasskiva för att forma och till sist polera.

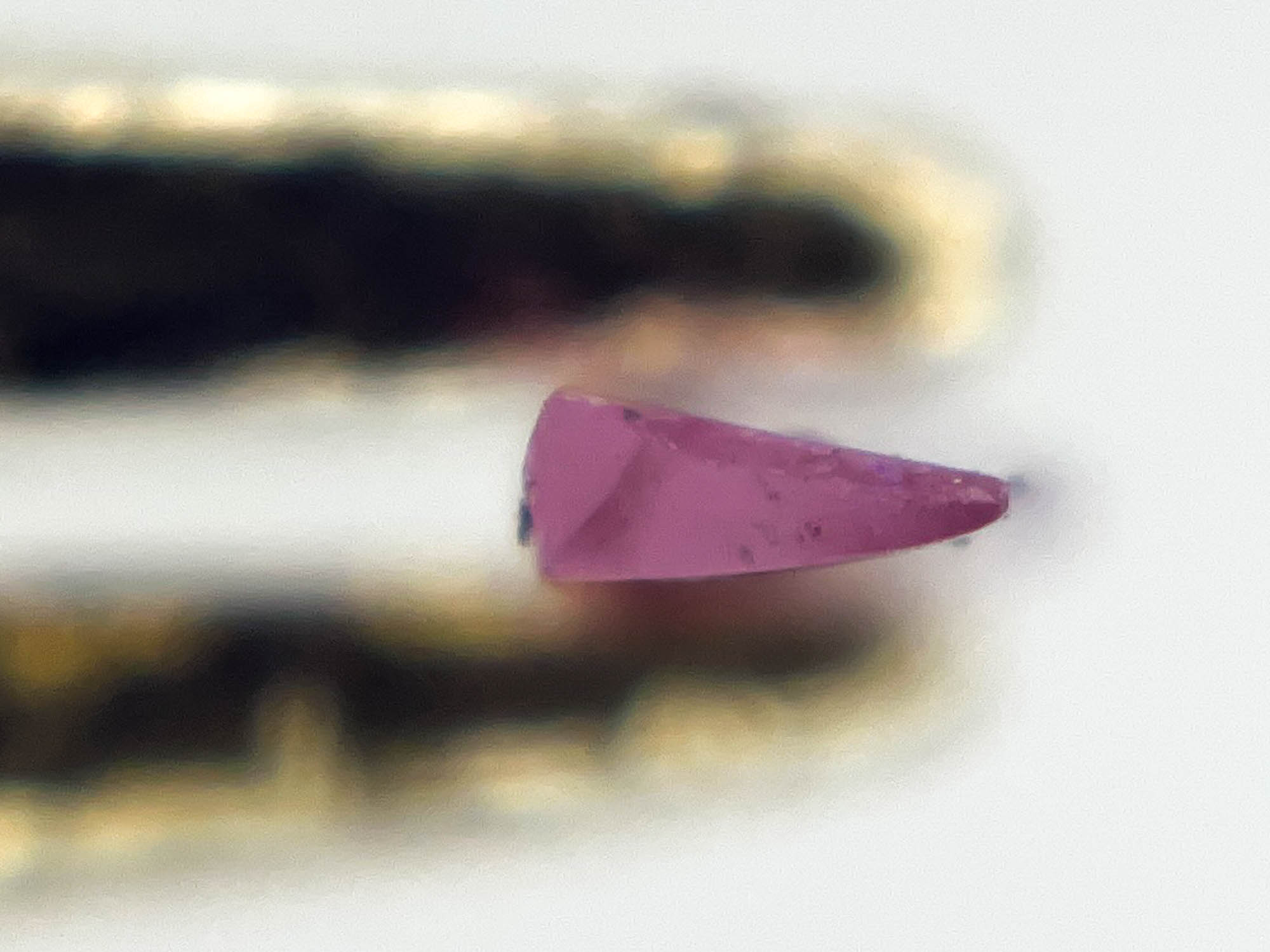
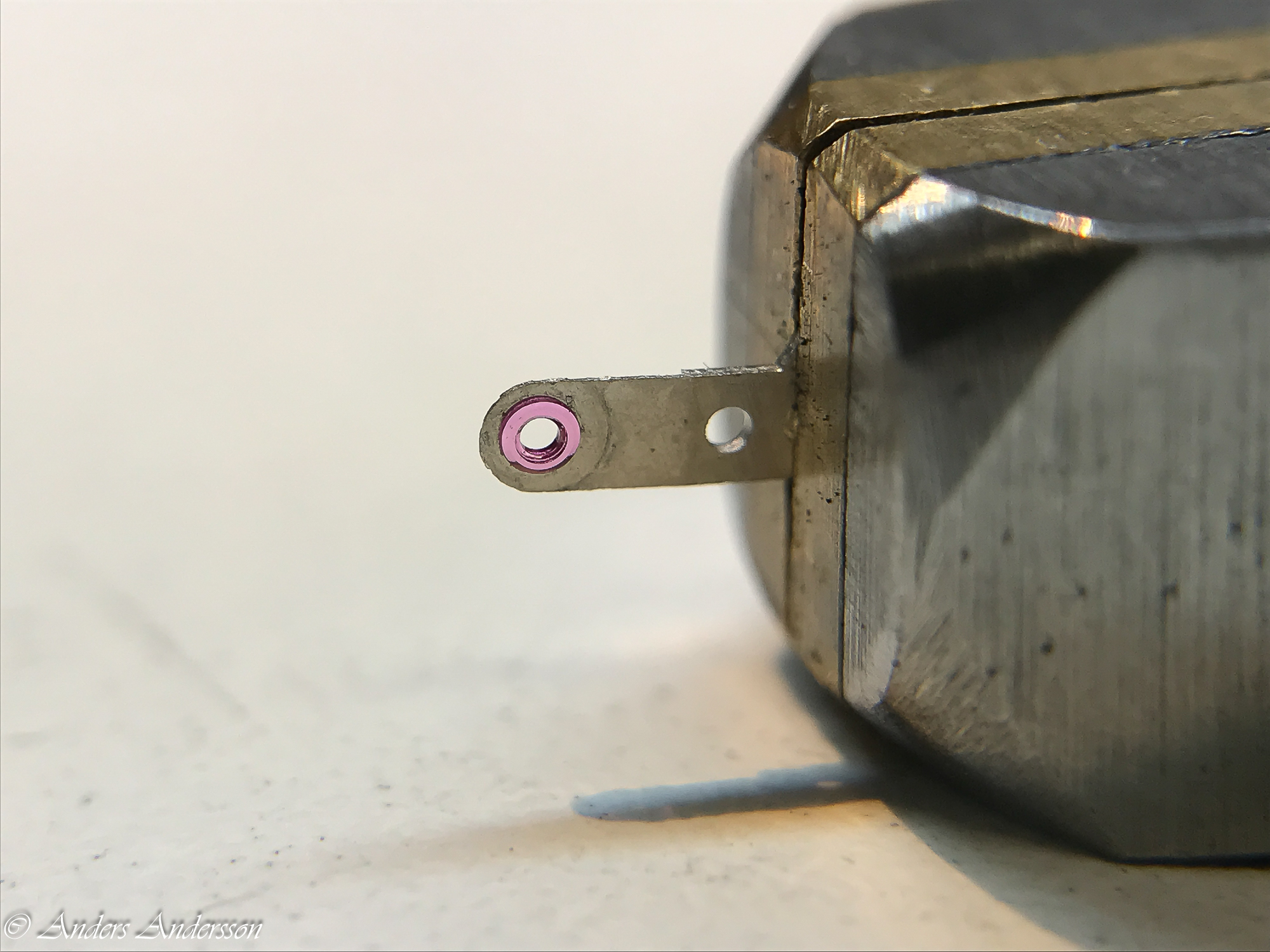
Första intrycket – ser bra ut!
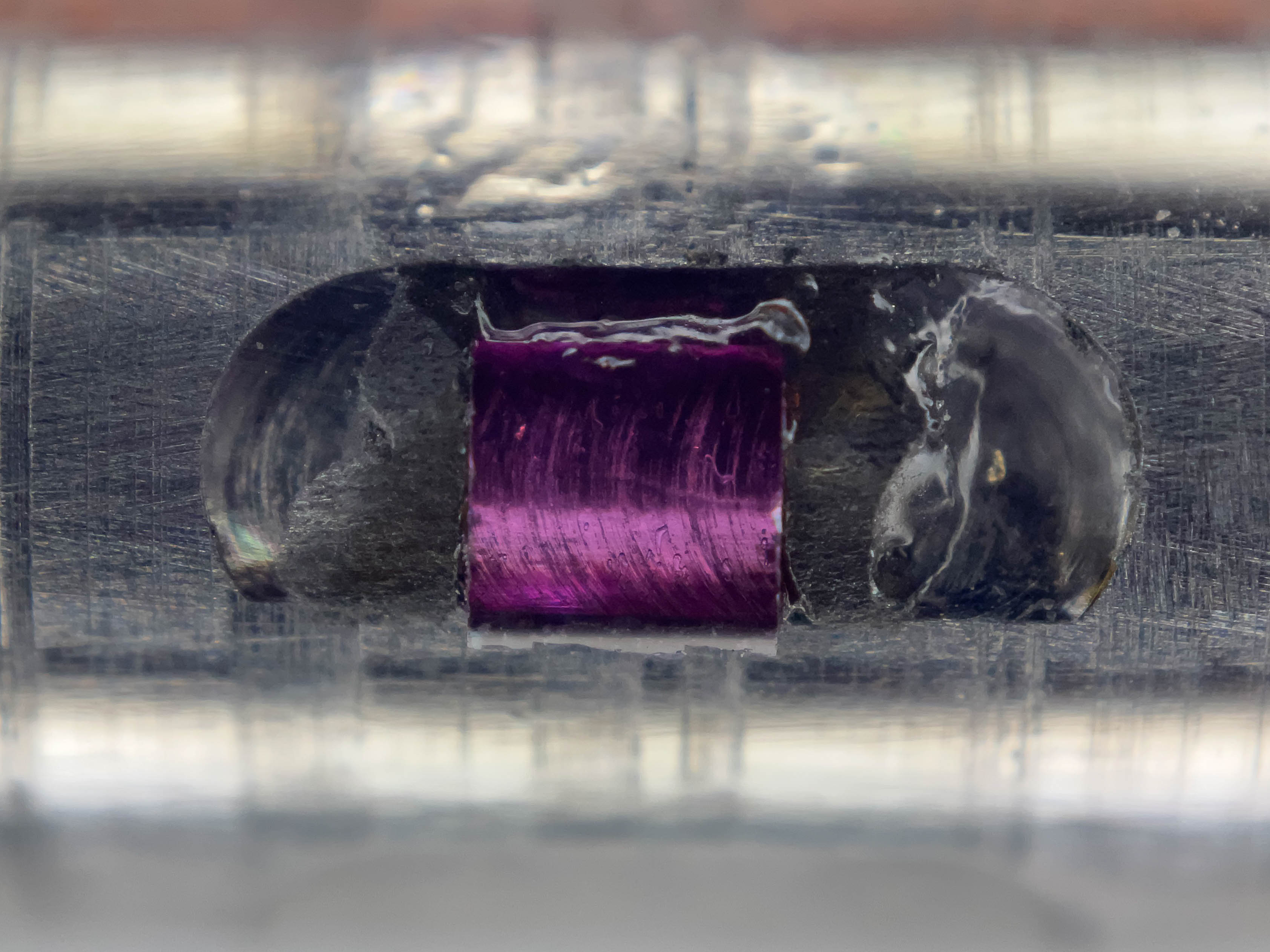
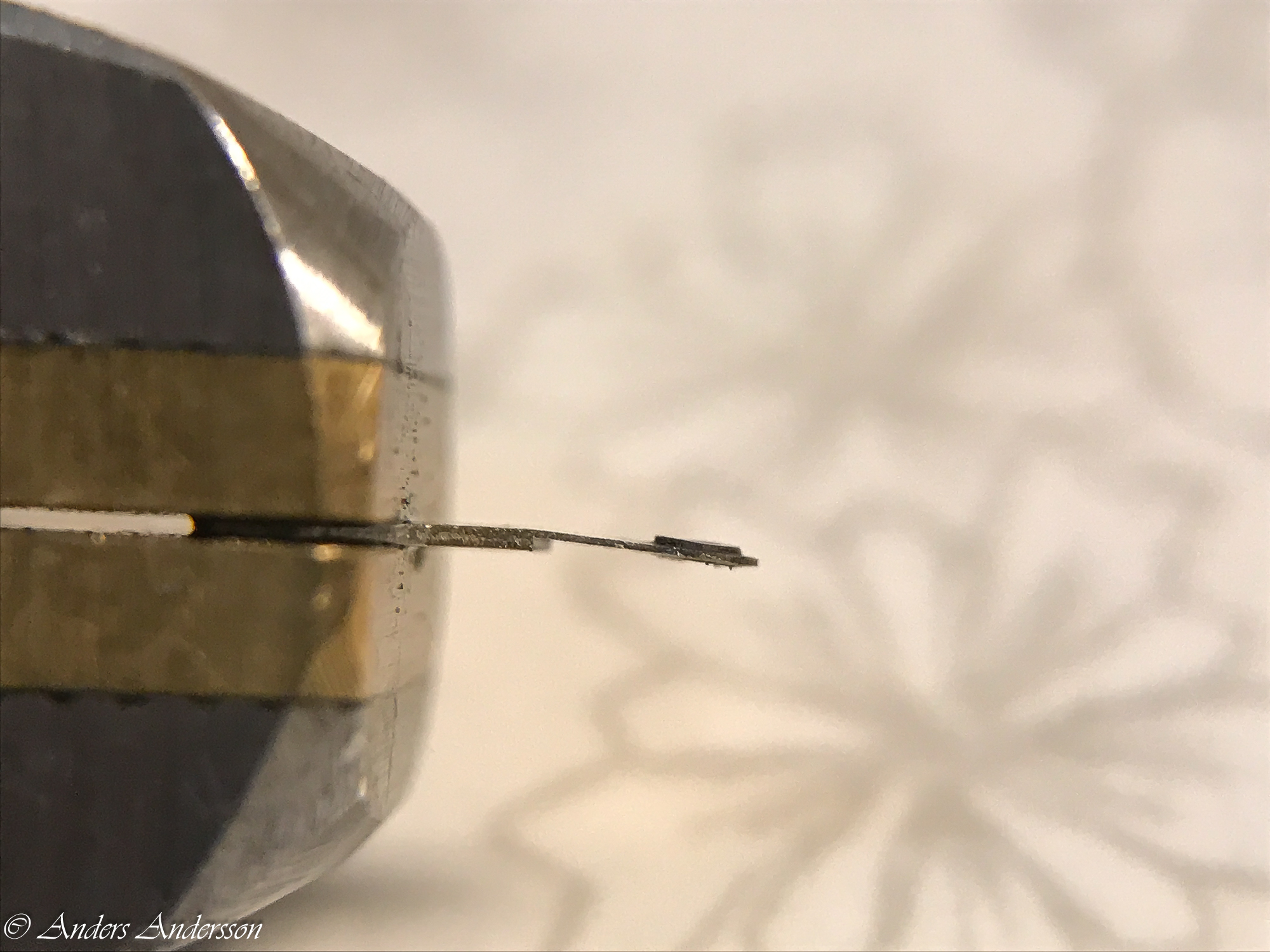
Stenen med sin slutgiltiga form, till sist gör jag en liten kantbrytning. Tittar man noga ser man att små flisor gått ur kanterna. Se nedan.

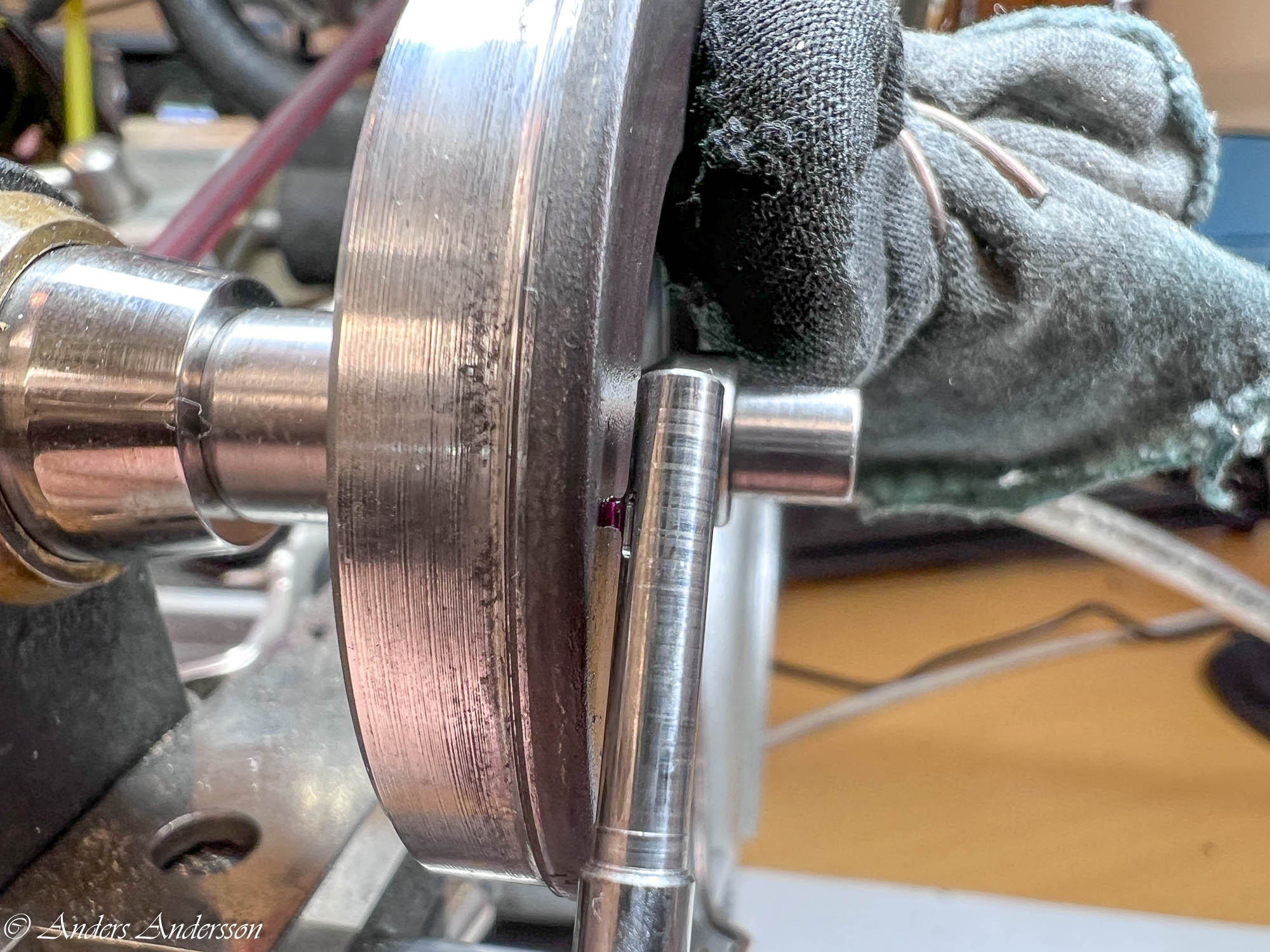
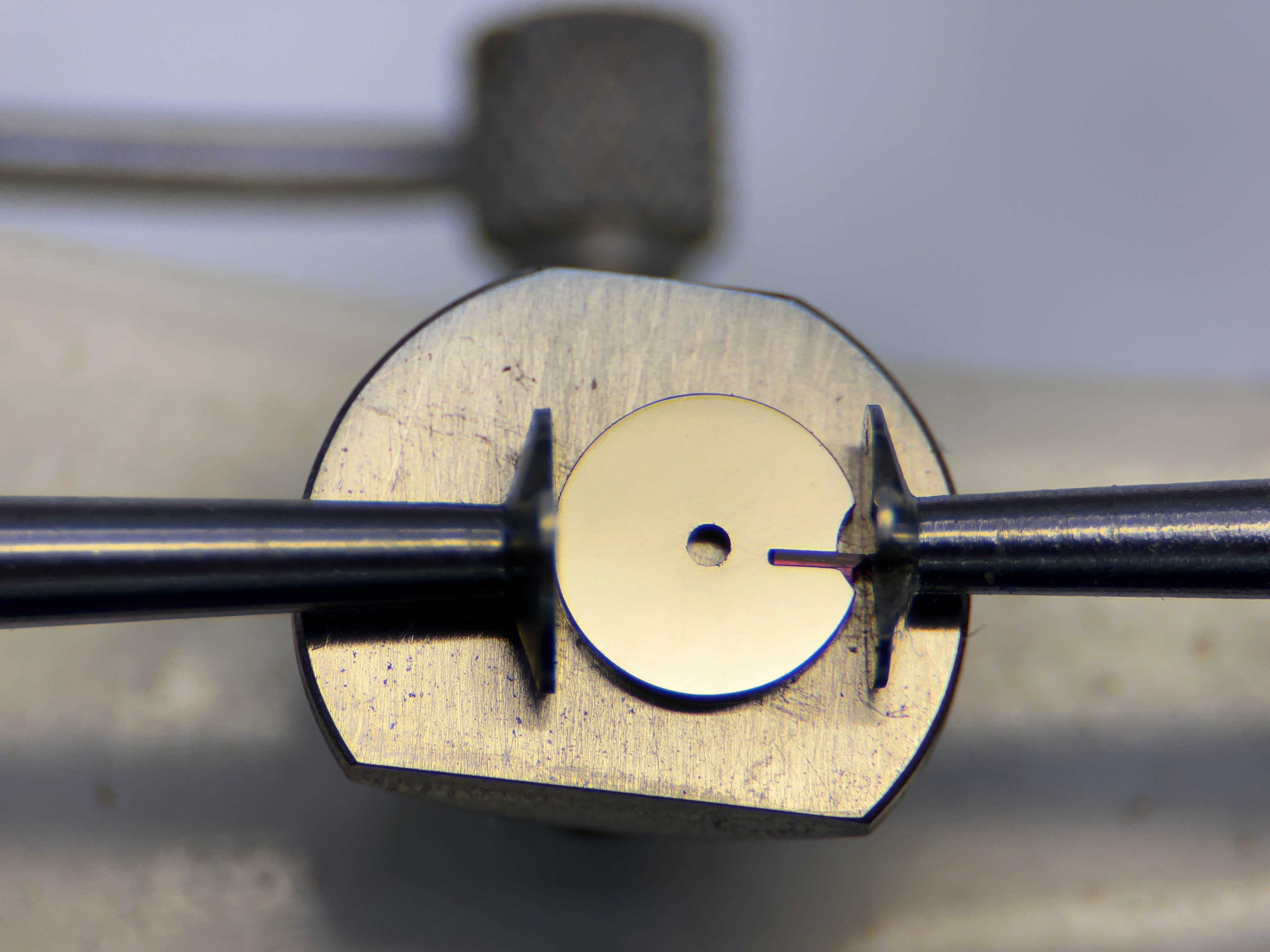
Provar stenen i impulsrullen.
Nu skulle jag tillverka den mycket mindre utlösarstenen. Den skulle ha en kilform, dessutom några olika radier.
Originalstenens profil.

Den skadade impulsstenen. Notera att ytorna inte är parallella.

Min ritning av utlösarstenen.
Tillvägagångsättet för att göra utlösarstenen påminner om hur impulsstenen tillverkades. Här tillverkade jag några olika hållare i stål för att kunna slipa fram rätt radie. Slipade fram ett rektangulärt ämne först. Polerade den plana sidan först, sedan gjordes radien i bakkanten och så vidare.
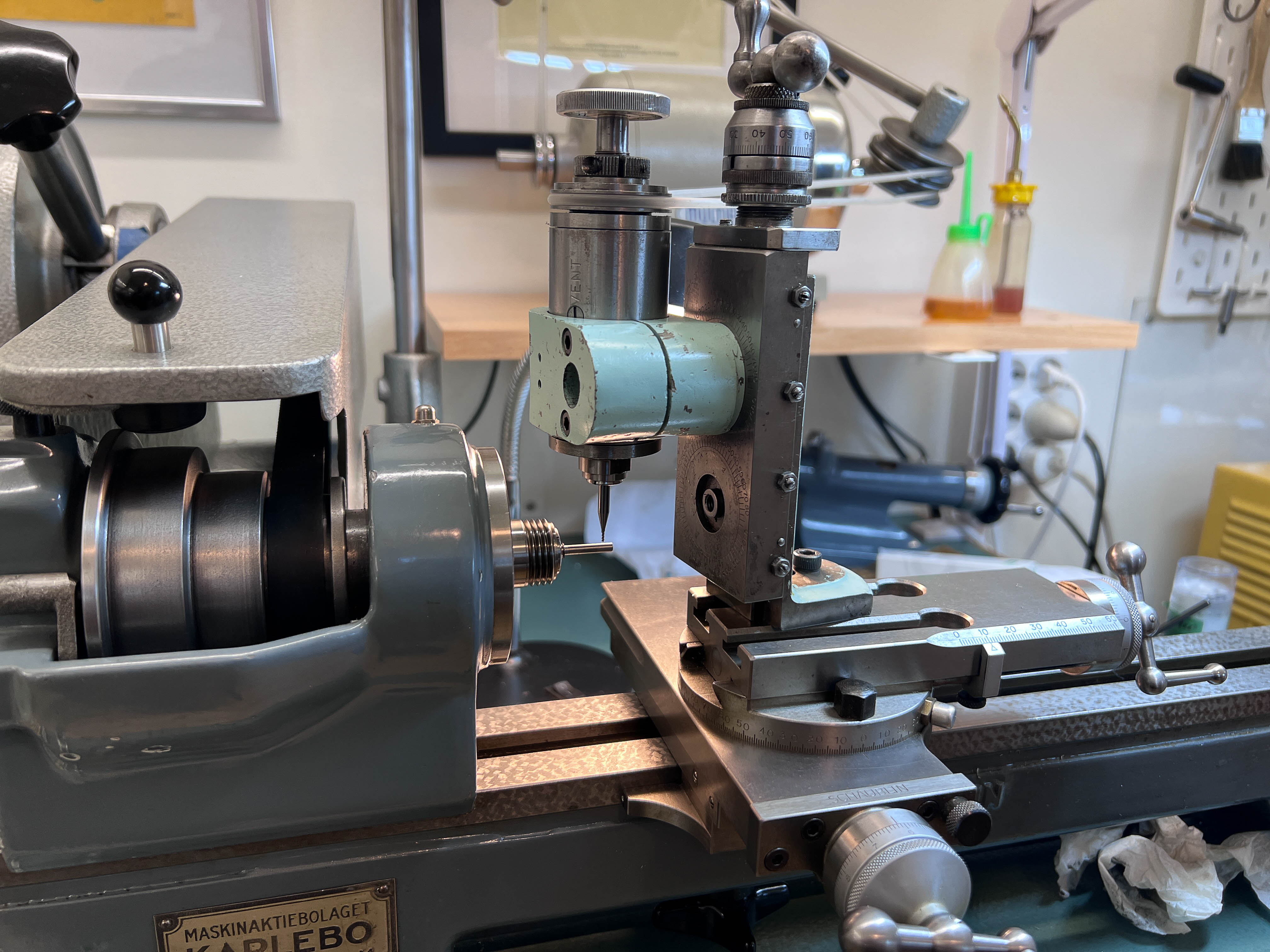
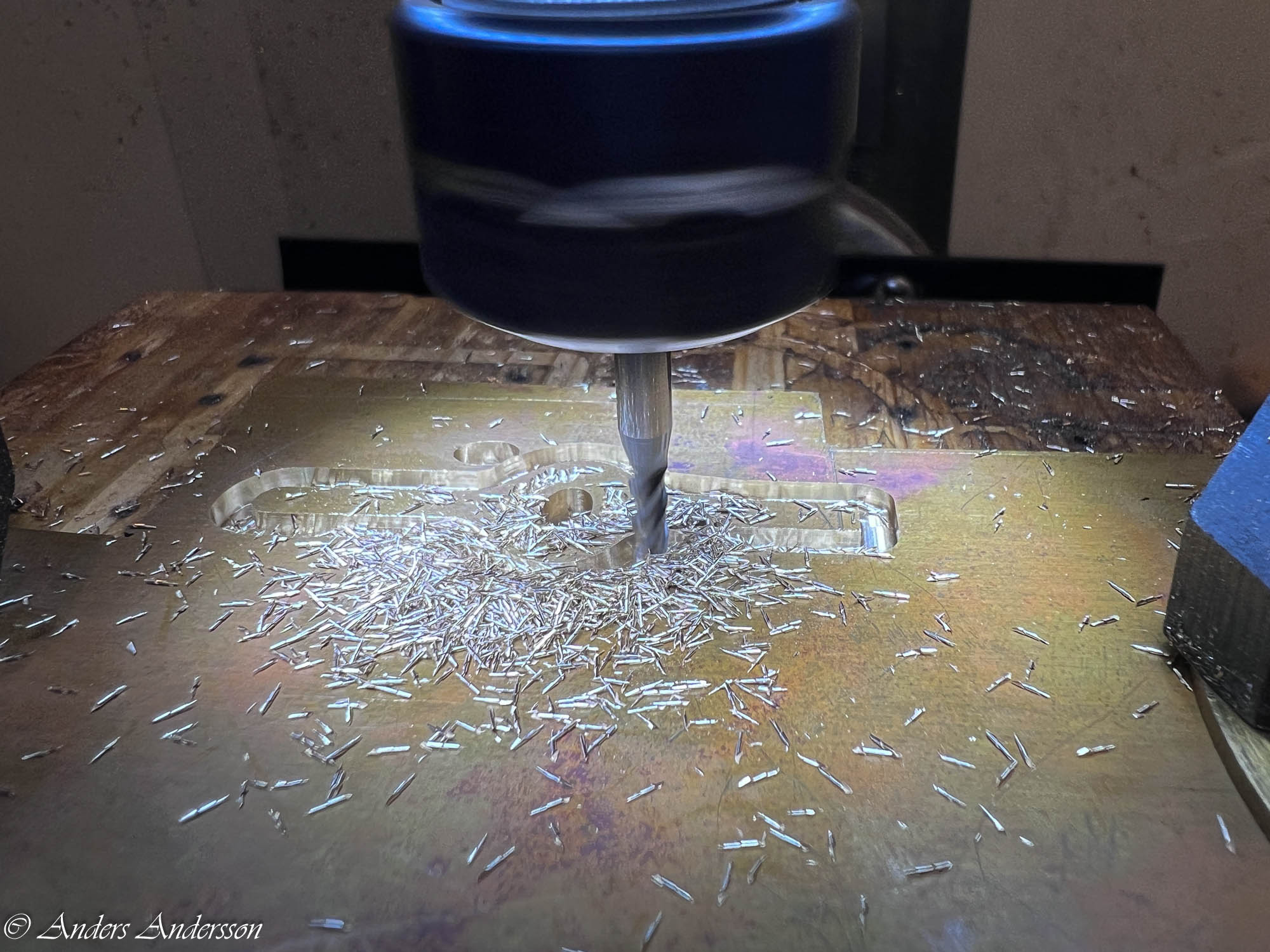
Fräser några olika fördjupningar med olika djup i ett stålämne för att forma ovansidans radie.
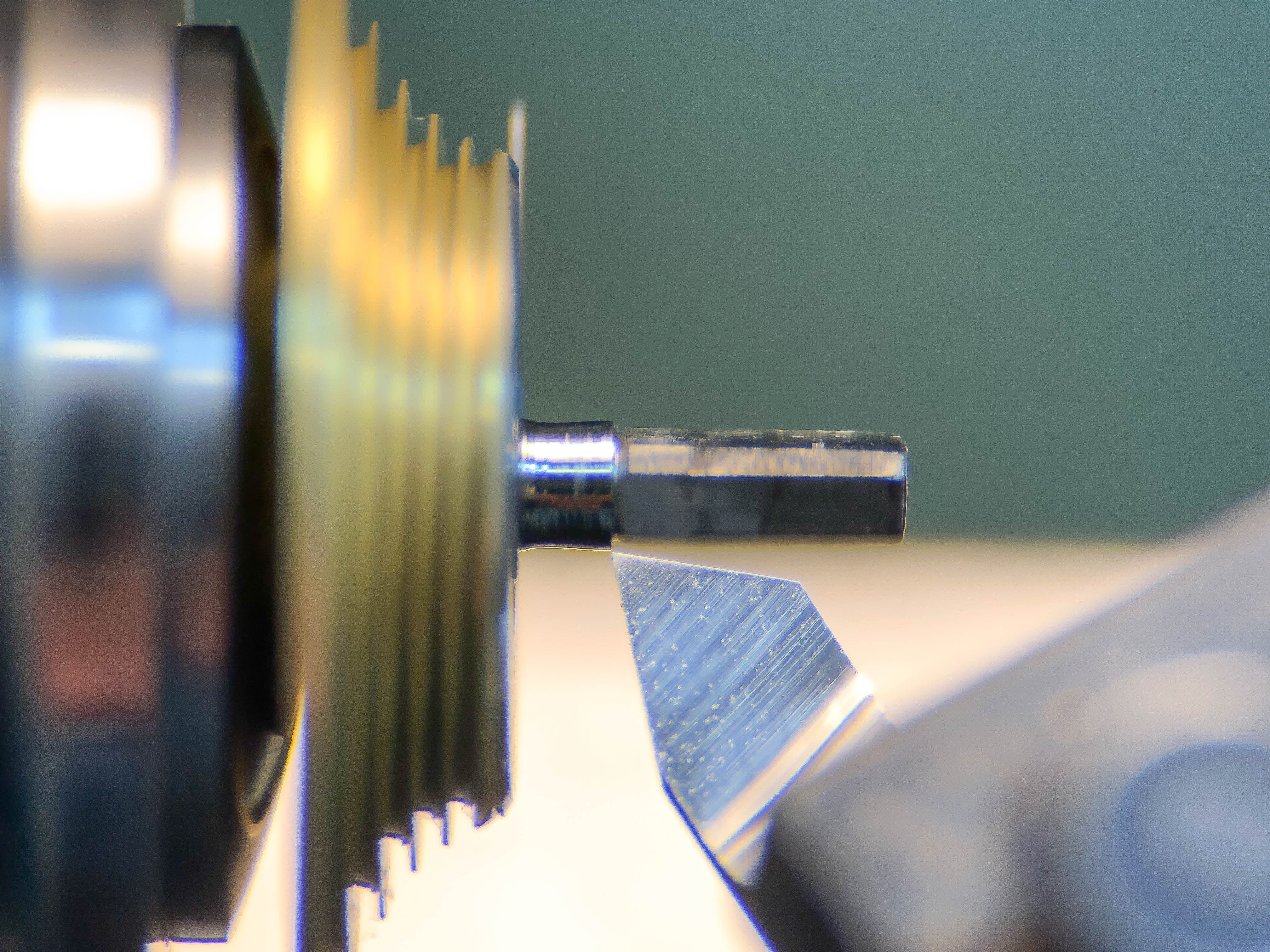
Här ”skrotar” jag bort material med hjälp av en fin diamantskiva. Dränker in en tygbit fotogen för smörjning.

Ovansidans radie formad, stenens tjocklek rätt.
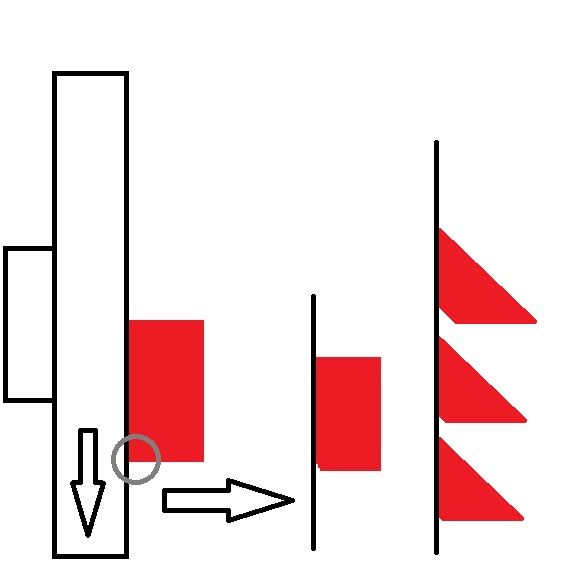
När man bearbetar hårda material som till exempel glas och rubin får man ofta problem med att det går ur flisor på ”släppsidan”. För att minska problemet kan man lägga en 45° facett. Sedan slipar fram till att facetten nästan försvunnit, med hela tiden minskande tryck. Man får fundera på vilket håll som är lämpligast att slipa ifrån. När man anser sig vara klar med formningen lägger man ytterligare en liten fin facett eller radie antingen med diamantpasta eller det finaste pappret. Se ovan på bilden av impulsstenen innan kanten är bruten. (Det är väldigt svårt att helt undvika att flisor går ur kanterna hur noga och försiktig man än är. Men med mycket övning går det bättre.)
Slutlig polering av ovansidan.

Kontroll av passformen i utlösarrullen.

Nu har jag två passande stenar i respektive rulle. Eftersom rullarna ganska illa hanterade justerade jag dem lite och polerade bort de värsta reporna.
Sammanfattningsvis kan jag säga att det gick mycket lättare än jag trodde att forma rubinen. När jag lärt mig hur effektiva de olika diamantpappren var, hur fort de olika kornstorlekarna avverkade och så vidare kom jag snart underfund med hur jag skulle gå tillväga. För grovavverkning tycker jag att diamantskivan i svarven fungerade bäst, för att komma ner till mått använde jag 9 microns papper och för poleringen 3 mic och 1 mic. Köpte 200 mm rondeller utan lim som jag bara höll ned mot en glasskiva. Genom att jag lackade upp stenarna på en hållare tryckte hållaren ner pappret plant mot glaset. Det fungerade också att tejpa fast pappret. Väljer man papper med lim ger den en mer fjädrande yta som lättare böjer kanter och plan.
För att kunna gå vidare med att ställa in gången och prova om mina stenar fungerade var det bäst att rikta klovarna samt svarva en ny chaton för balanshålet. Även en ny balansaxel behövdes med rätt längd.
Mer om detta i del 3.
Källor:
Böcker att läsa mer om kronometergången:
Der Chronometergang, Irk. A.
Die Feinstellung der Uhren, Giebel & Helwig
Die Hemmungen der Uhren, Dietzschold, C.
Mechanische Uhren mit Fachzeichnen, Lehotzky, Ludwig
The practical watch escapement, Daniels, G.
The Ship’s Chronometer, Whitney, Anthony E.
Lite om rubinbearbetning:
Die Edelsteine und Ihre Bearbeitung fur Uhrmacherei, Bijouterie und Industrie, Trincano, L.
På nätet finns: L’art de travailler les pierres précieuses à l’usage de l’horlogerie et de l’optique, enseigné en dix leçons… / par N. Dumontier https://watchlibrary.org/en/details/BNF_bpt6k939096d_3
Material inköpt på eBay, sökord:
Rubin: Red Diffusion Ruby Facet Certified AAA
Diamantsågklinga: Diamond Lapidary Saw Blade Cutting Stone Disc
Diamantpapper: Diamond lapping film





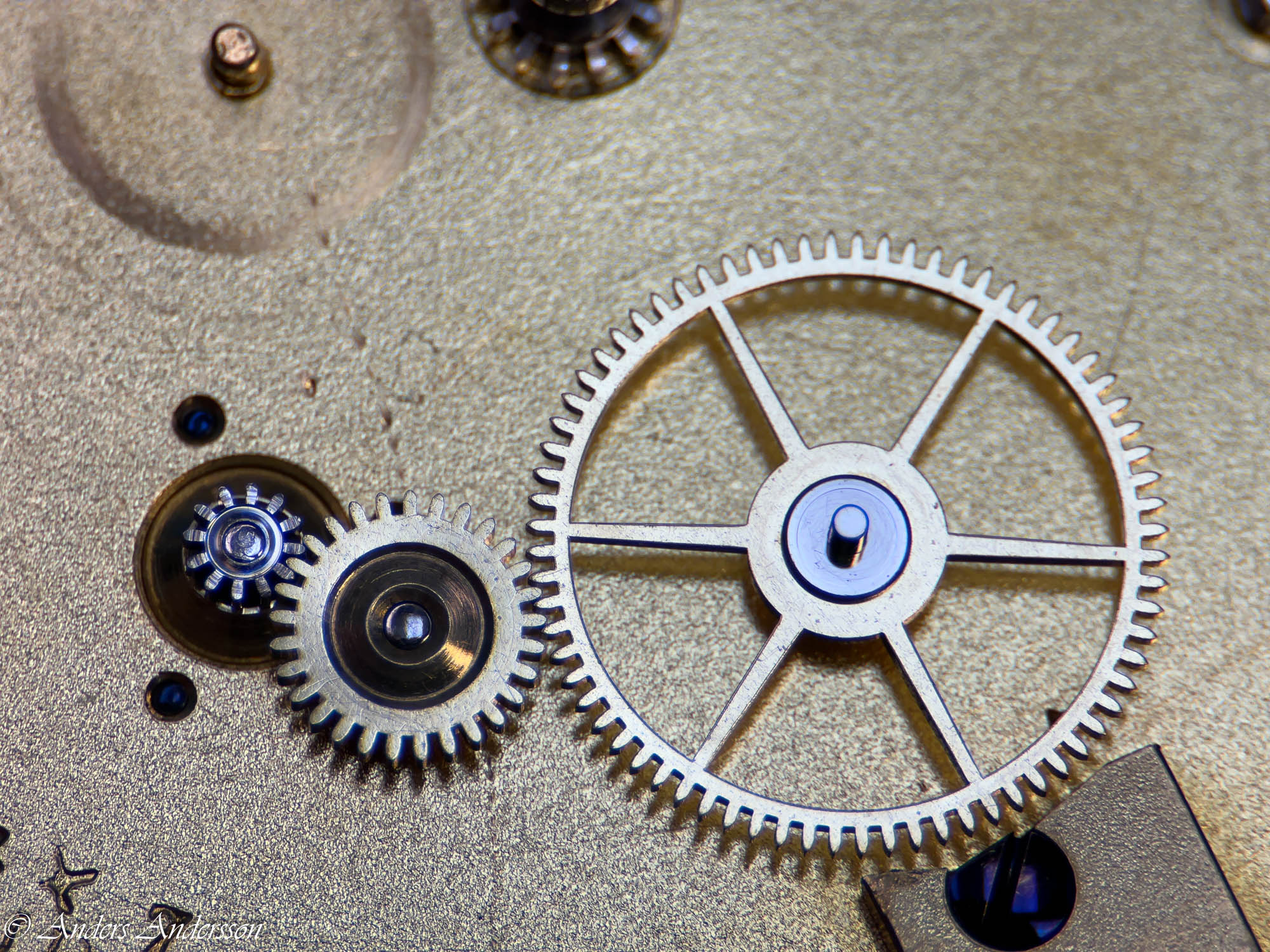
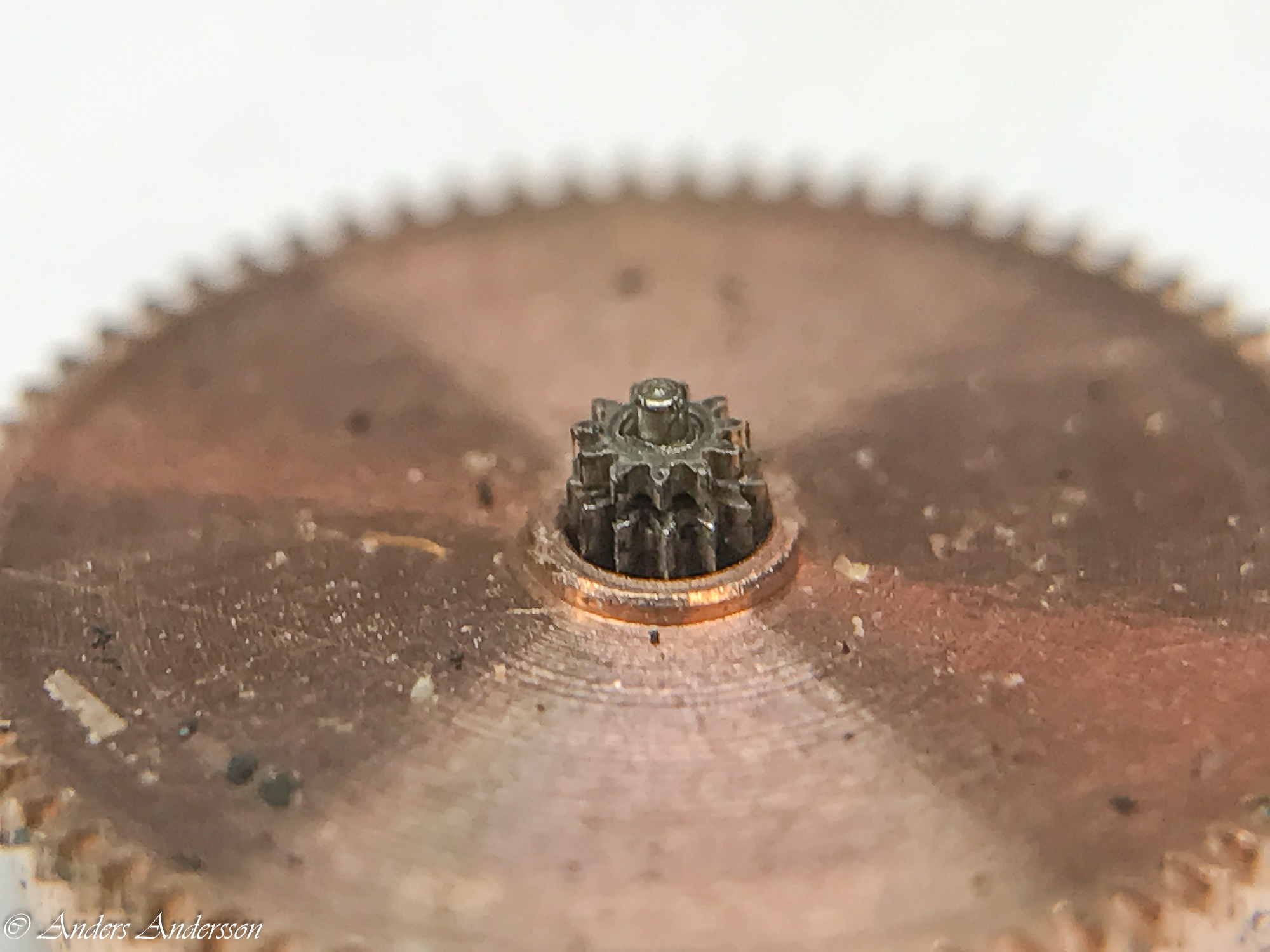
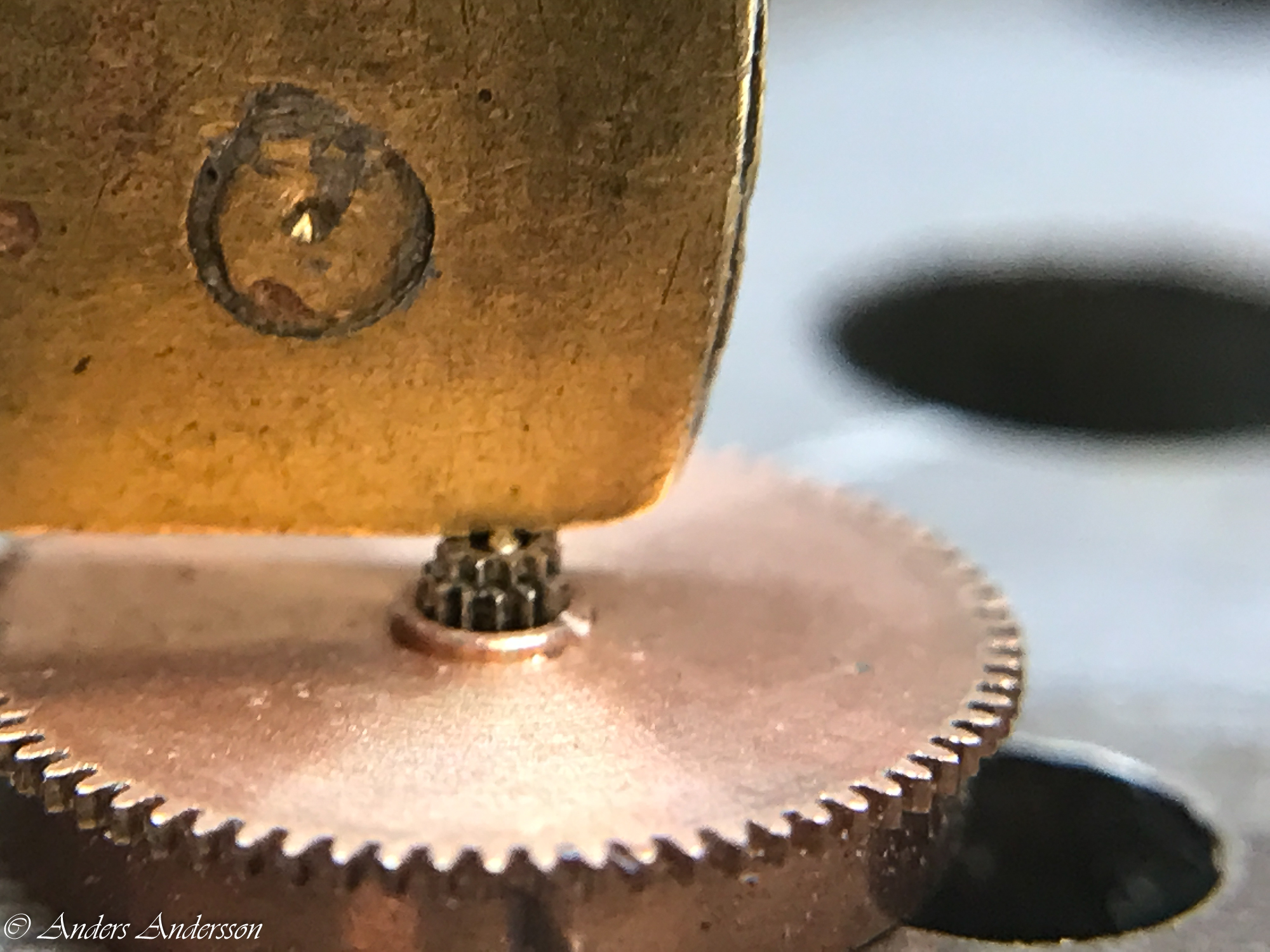
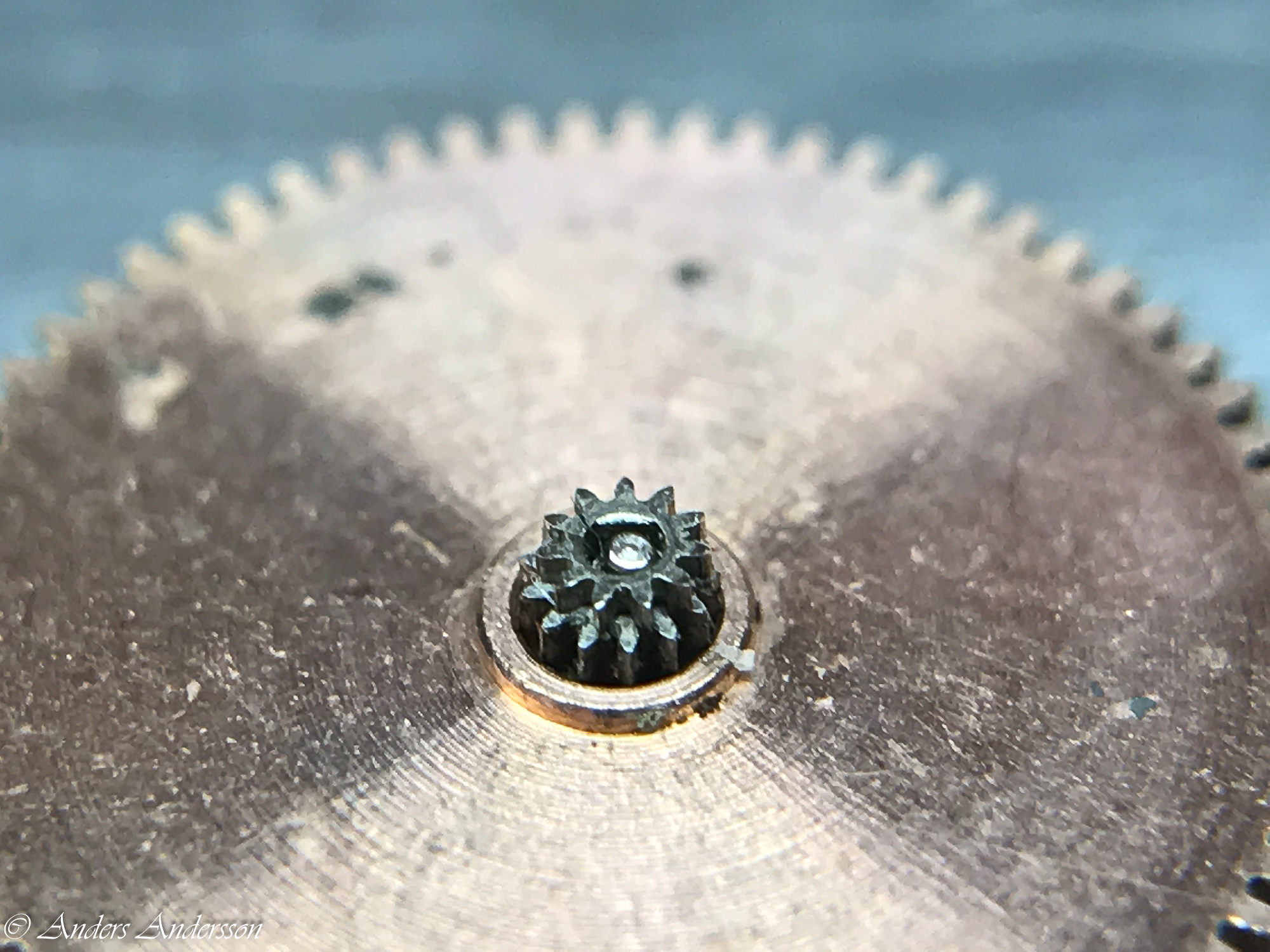
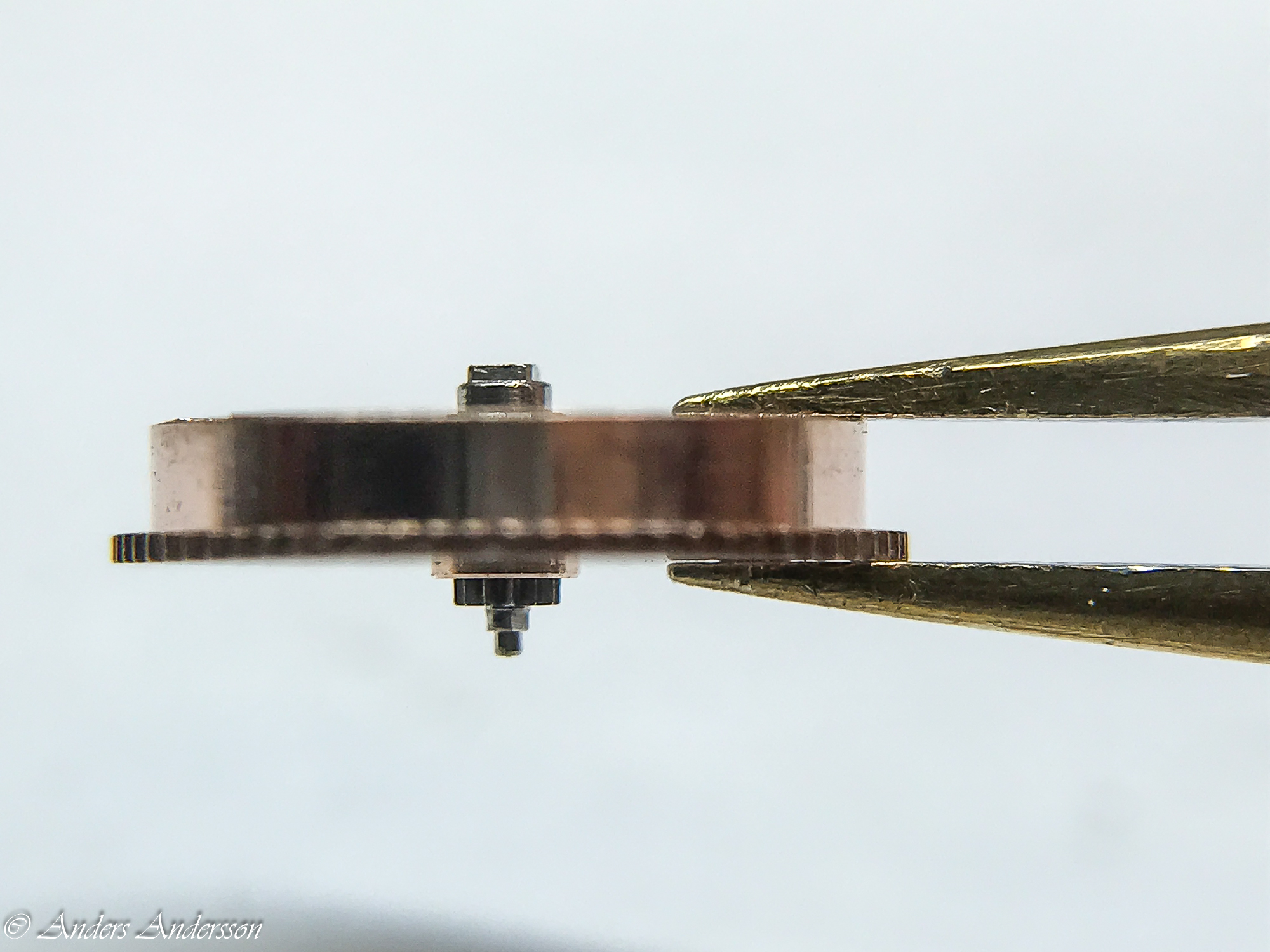
 Limmade fast de nya tänderna på hjulet.
Limmade fast de nya tänderna på hjulet.



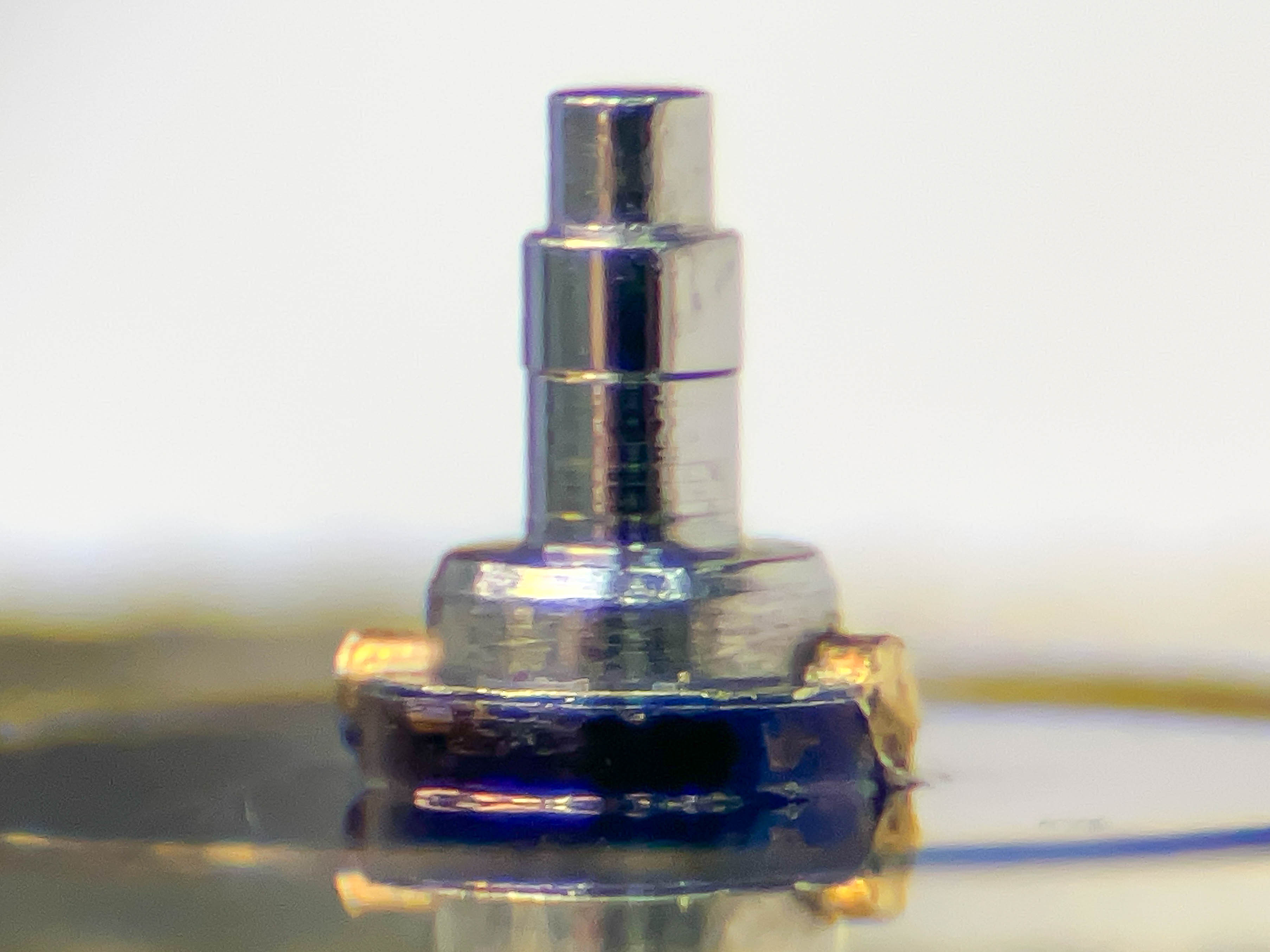
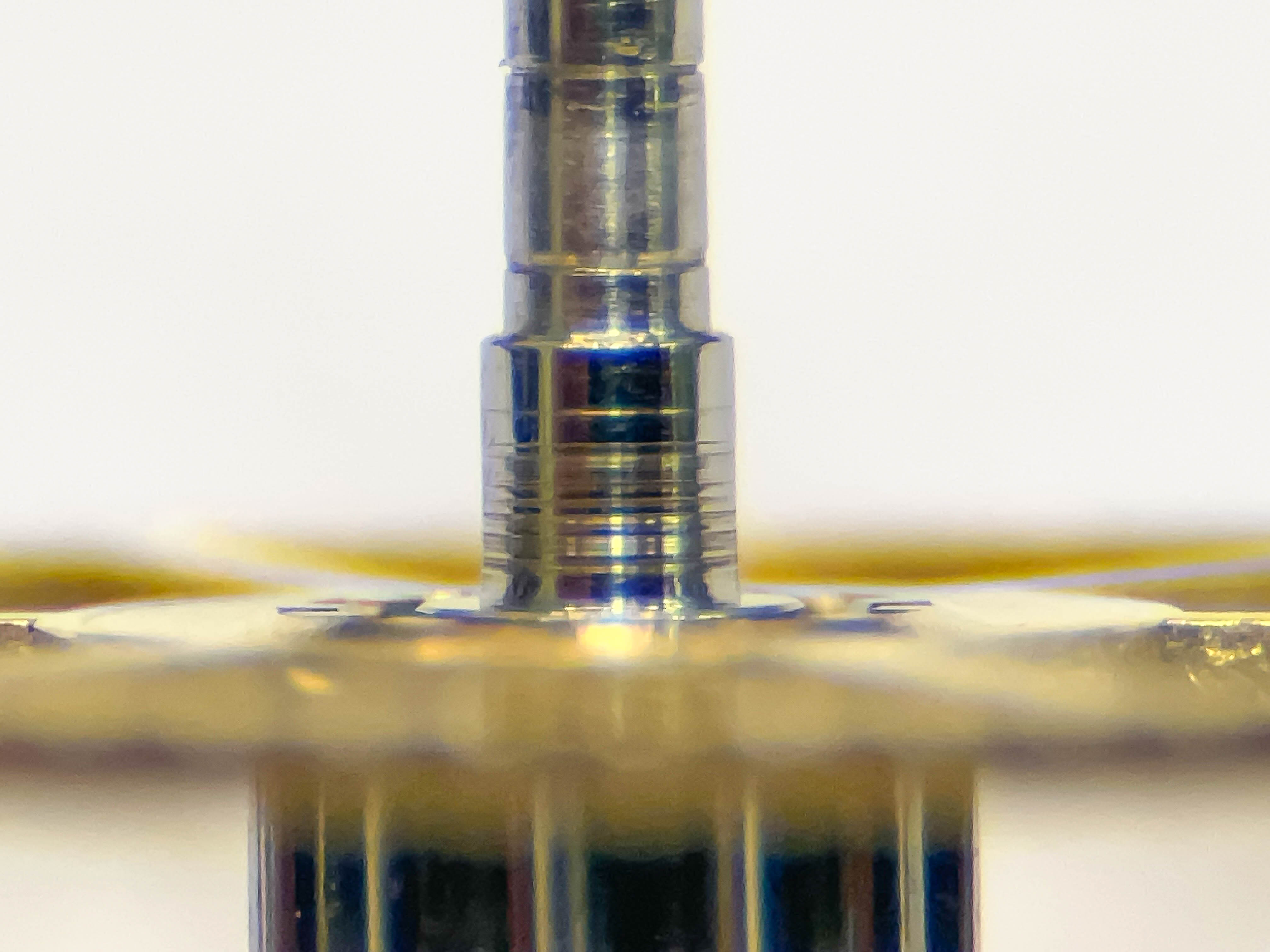

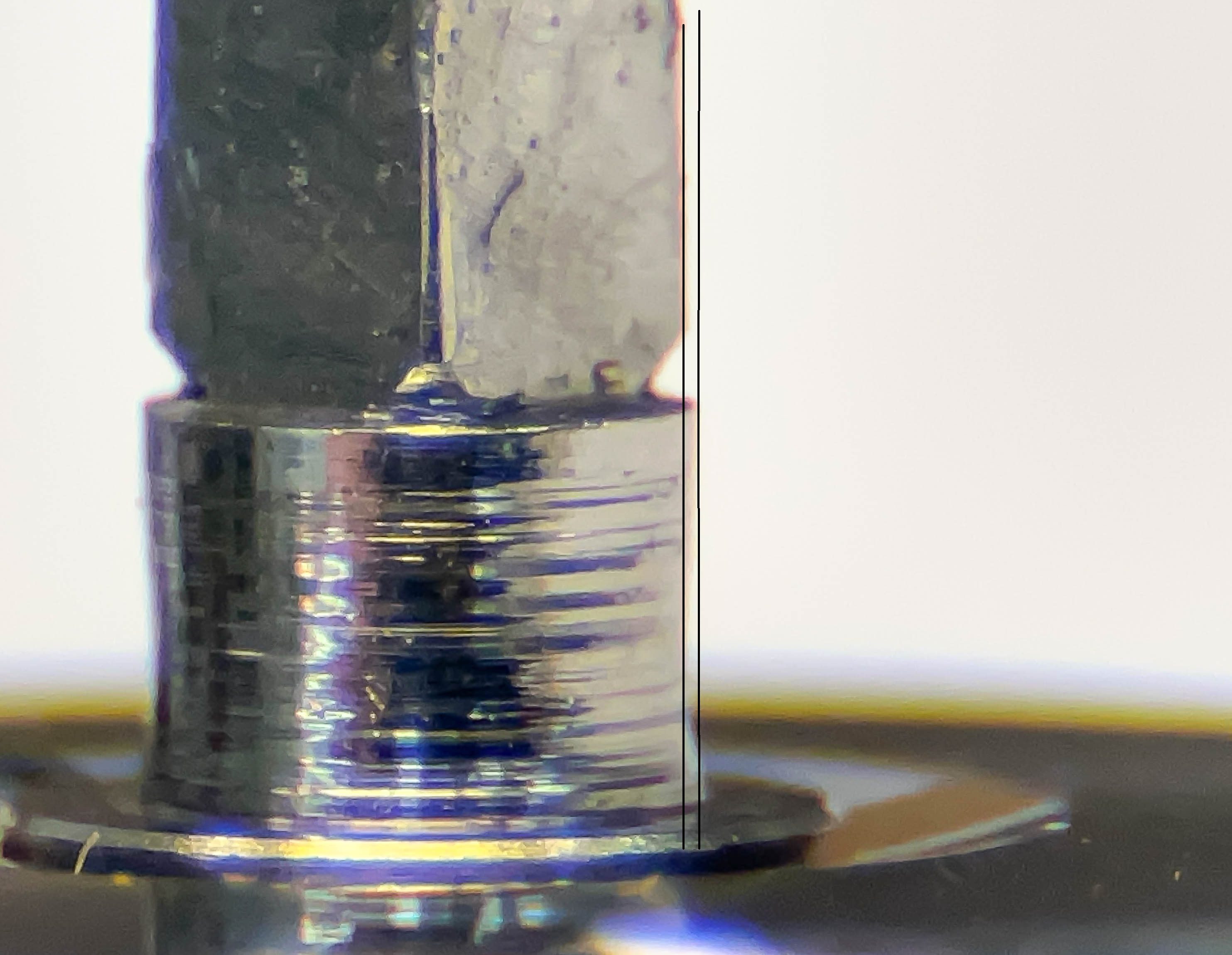









































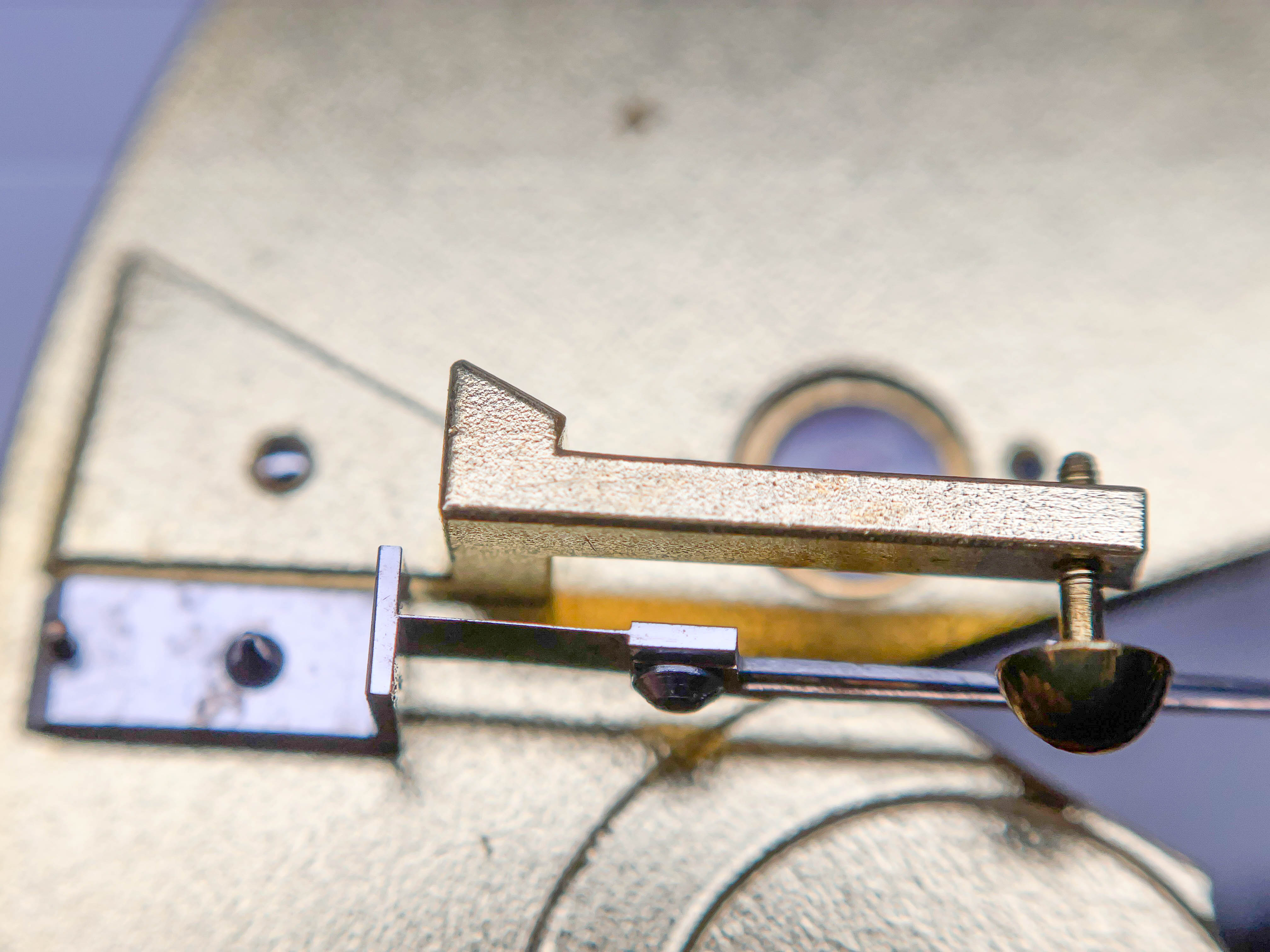
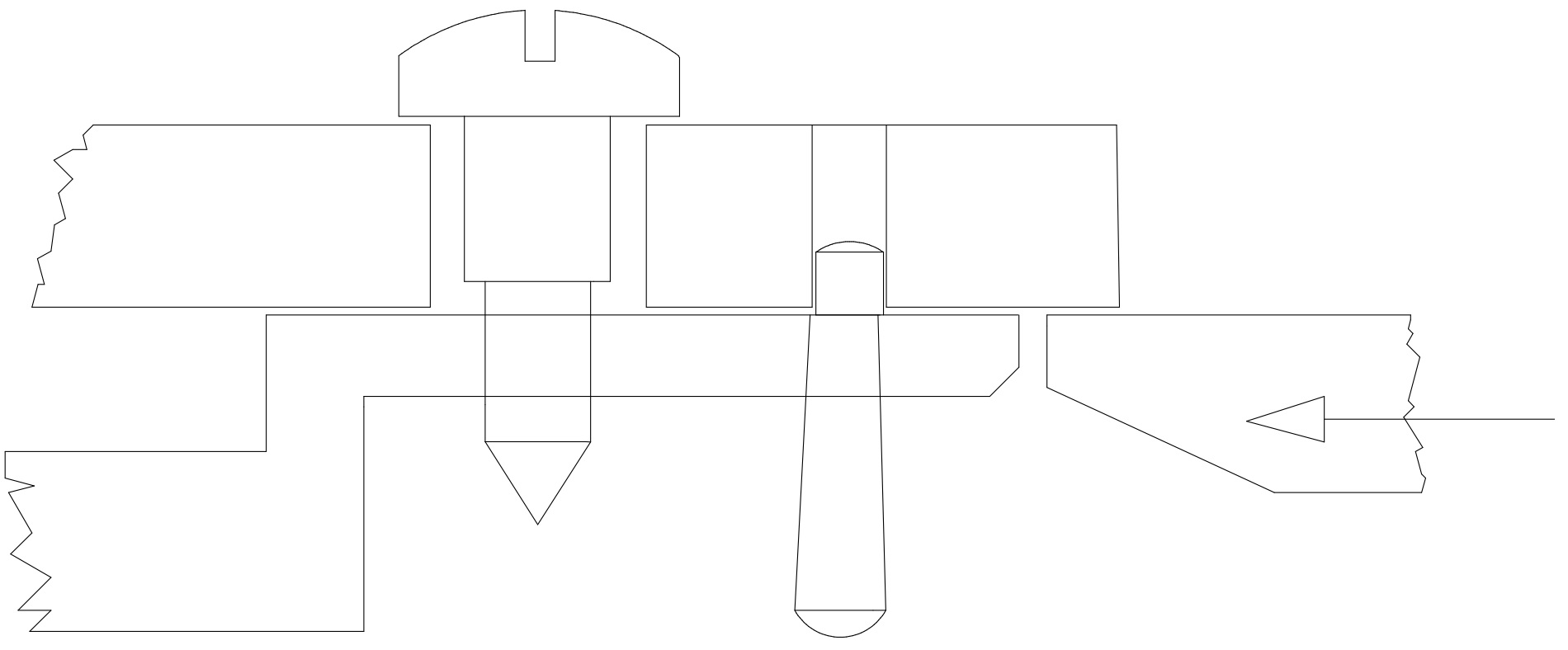
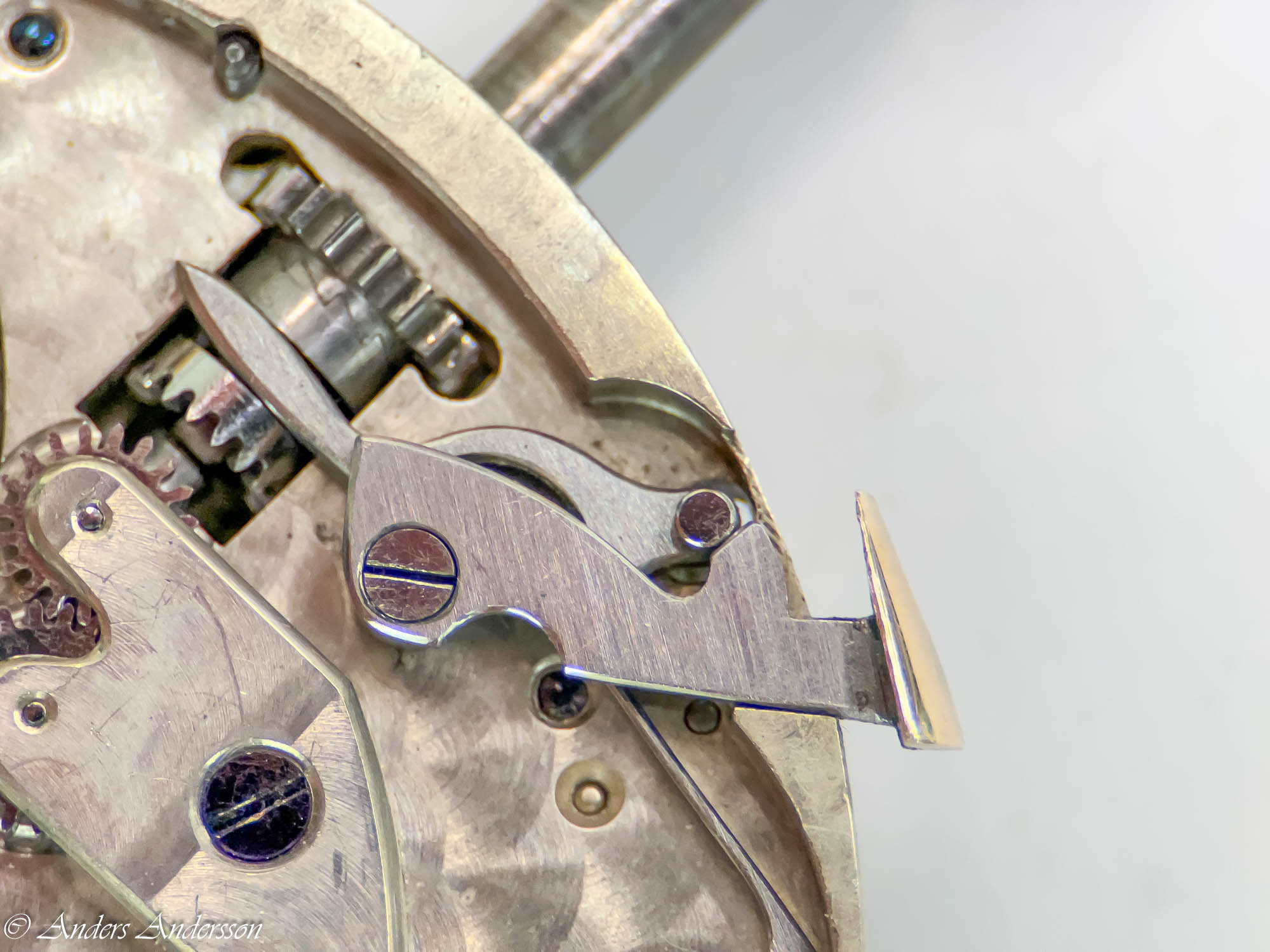
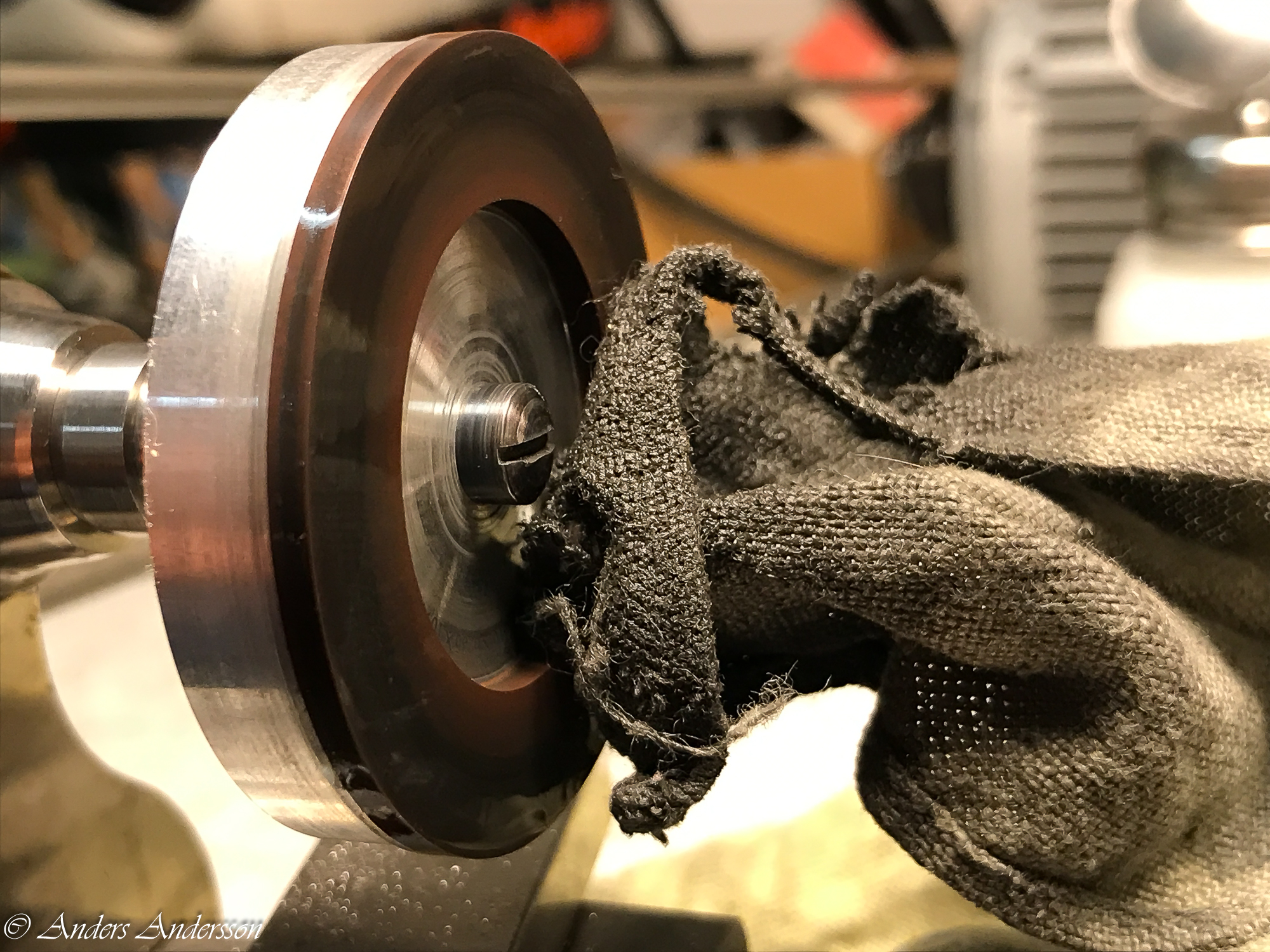
 Nu kontrollerar jag att ytan där detantfjädern vilar mot skruven är fin. Det kan slitas in märke i skruven efter många års gång. Det är bara en liten yta av skruven som vilar mot fjädern, skruven har en något konisk insvarvning för att minska skruvens vilyta. Gånghjulstanden ska vila 1/3 in på vilstenen, detta justeras genom att vrida på vilskruven.
Nu kontrollerar jag att ytan där detantfjädern vilar mot skruven är fin. Det kan slitas in märke i skruven efter många års gång. Det är bara en liten yta av skruven som vilar mot fjädern, skruven har en något konisk insvarvning för att minska skruvens vilyta. Gånghjulstanden ska vila 1/3 in på vilstenen, detta justeras genom att vrida på vilskruven.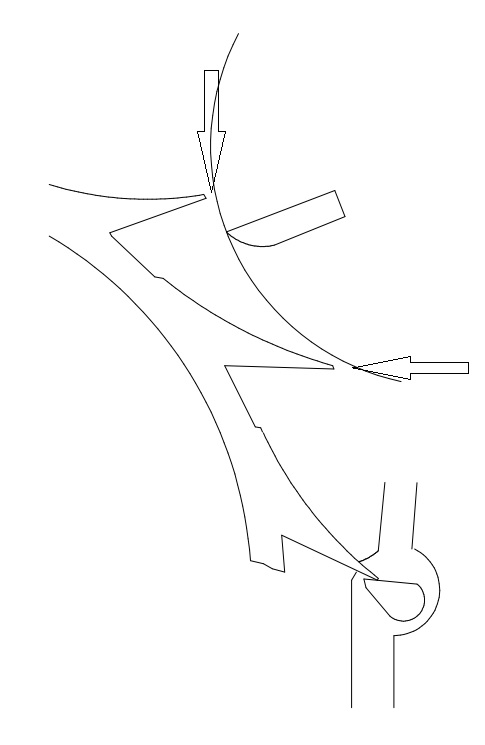





























































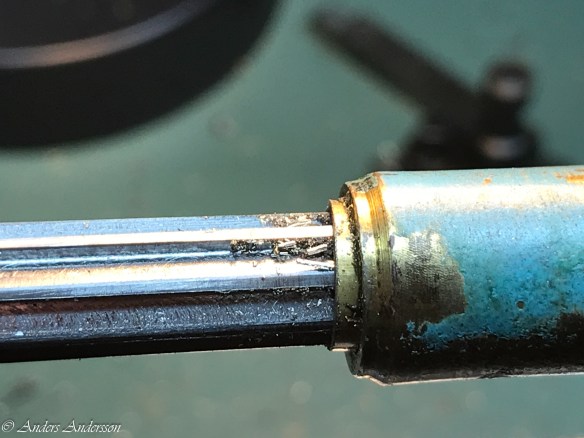
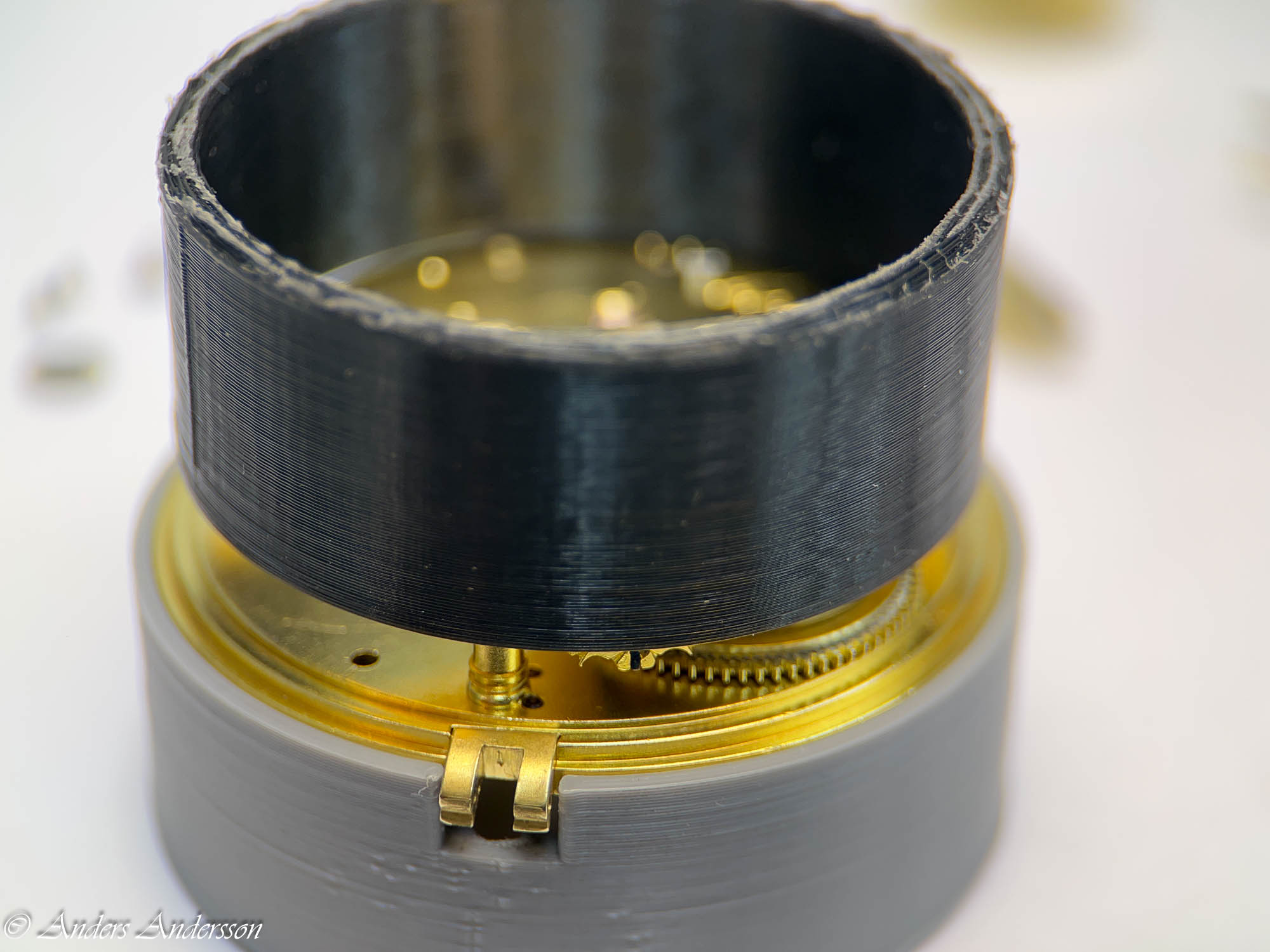
 Efter några veckor dök bälgen upp, det var dags för byte.
Efter några veckor dök bälgen upp, det var dags för byte. Först låser jag balansen med transportsäkringen, en spak vid klockan sex under urtavlan.
Först låser jag balansen med transportsäkringen, en spak vid klockan sex under urtavlan. Därefter lossar jag den bakre foten, sedan de två stora skruvarna.
Därefter lossar jag den bakre foten, sedan de två stora skruvarna. Handskar på, lyfter ut verket ur fodralet.
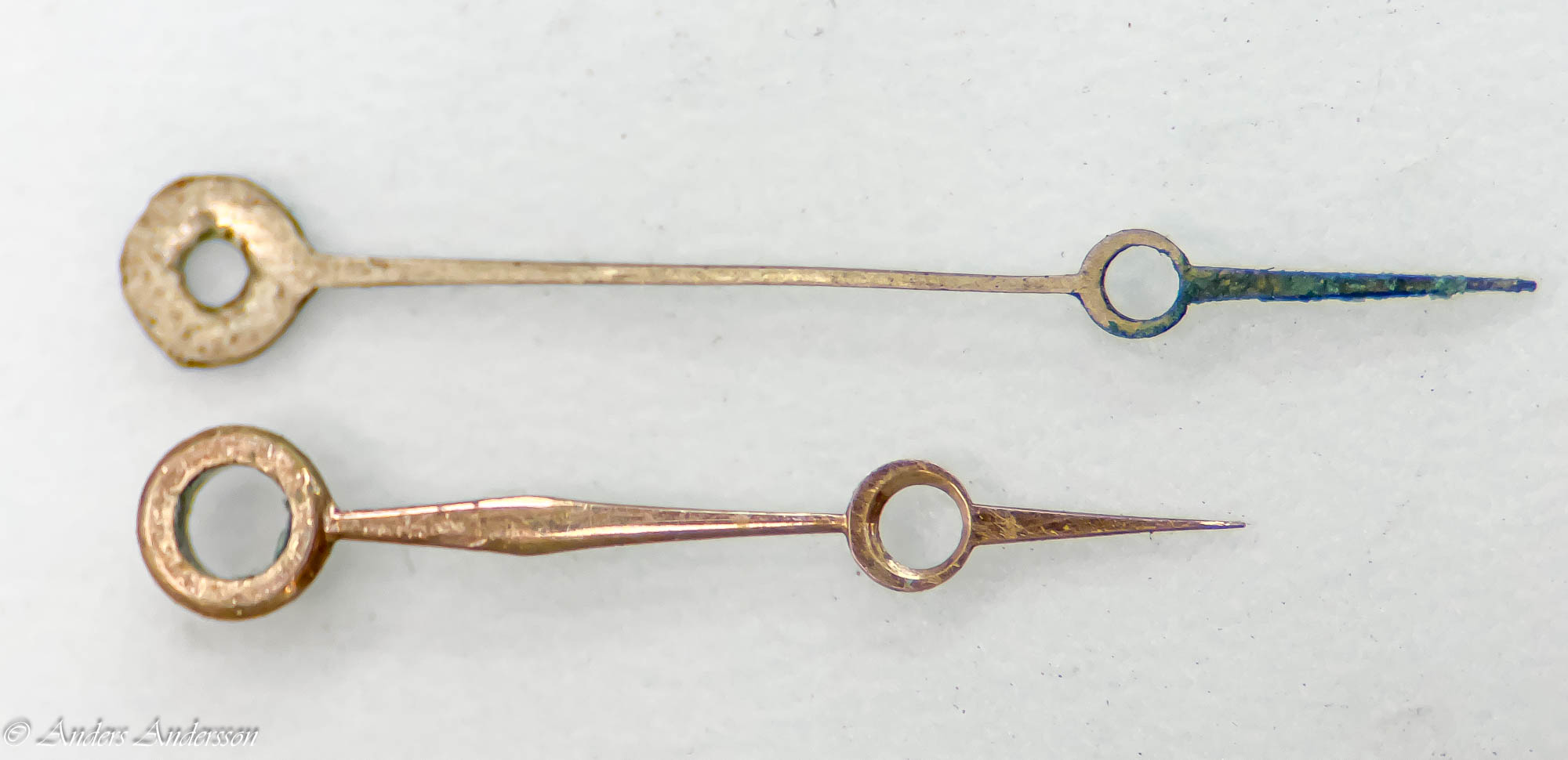
Handskar på, lyfter ut verket ur fodralet. Jag känner på minutvisaren som är alldeles stum, visarfriktionen går mycket trögt. Som tur var försökte jag inte att med våld vrida på visaren!
Jag känner på minutvisaren som är alldeles stum, visarfriktionen går mycket trögt. Som tur var försökte jag inte att med våld vrida på visaren! Jag plockar bort sifferring och tavelring. Till sist lyfter jag försiktigt bort visarna utan att vrida.
Jag plockar bort sifferring och tavelring. Till sist lyfter jag försiktigt bort visarna utan att vrida. Jag tar bort behållaren med bälgen. Blev överraskad när fjädern och aluminiumskålen föll ut. Dessa delar ska sitta ihop i änden av kedjan. Varför var de lösa?
Jag tar bort behållaren med bälgen. Blev överraskad när fjädern och aluminiumskålen föll ut. Dessa delar ska sitta ihop i änden av kedjan. Varför var de lösa? Behållaren med bälgen sitter fast i en bajonettfattning. Det går trögt att vrida den!
Behållaren med bälgen sitter fast i en bajonettfattning. Det går trögt att vrida den! Testade i alla fall att sätta tillbaka delarna till uppdraget. När bälgen var hel kanske det bara var att sätta ihop så skulle klockan fungera igen?
Testade i alla fall att sätta tillbaka delarna till uppdraget. När bälgen var hel kanske det bara var att sätta ihop så skulle klockan fungera igen? Tog bort urverket från stativet, det visade sig att uppdragshjulet med spiralfjädern och kedjehjulet satt fast!
Tog bort urverket från stativet, det visade sig att uppdragshjulet med spiralfjädern och kedjehjulet satt fast! Dags att ta isär urverket. Limmade på lite skumplast på verkringen för att inte göra märken på verket.
Dags att ta isär urverket. Limmade på lite skumplast på verkringen för att inte göra märken på verket.

 För att få isär verket behöver man lyfta av hjulen i visarväxeln.
För att få isär verket behöver man lyfta av hjulen i visarväxeln. Urverket delat.
Urverket delat. Centrumhjulet med visarfriktionen, gånghjul och hake.
Centrumhjulet med visarfriktionen, gånghjul och hake. Notera de tunna tapparna på gånghjul och hake – fickursdimensioner.
Notera de tunna tapparna på gånghjul och hake – fickursdimensioner. När jag försökte vrida på visarfriktionen fick jag ta i – till slut släppte det med ett klick!
När jag försökte vrida på visarfriktionen fick jag ta i – till slut släppte det med ett klick! Verkbottnarna efter rengöring.
Verkbottnarna efter rengöring. Fjäderhuskärnan bar också spår av fett som inte gick bort i rengöringen.
Fjäderhuskärnan bar också spår av fett som inte gick bort i rengöringen. Jag ställer verket upp och ner för att kontrollera att haken står helt lodrätt. Annars kanske den måste vägas av.
Jag ställer verket upp och ner för att kontrollera att haken står helt lodrätt. Annars kanske den måste vägas av. Verket ihopsatt med visarna på plats.
Verket ihopsatt med visarna på plats. Aluminiumskålen ska hamna på 45 mm avstånd från stativet – 6 länkar hänger fritt från kedjan.
Aluminiumskålen ska hamna på 45 mm avstånd från stativet – 6 länkar hänger fritt från kedjan. Det är viktigt att kedjan inte är vriden.
Det är viktigt att kedjan inte är vriden.
 Alla delar på plats, kontroll av klockans funktion.
Alla delar på plats, kontroll av klockans funktion.



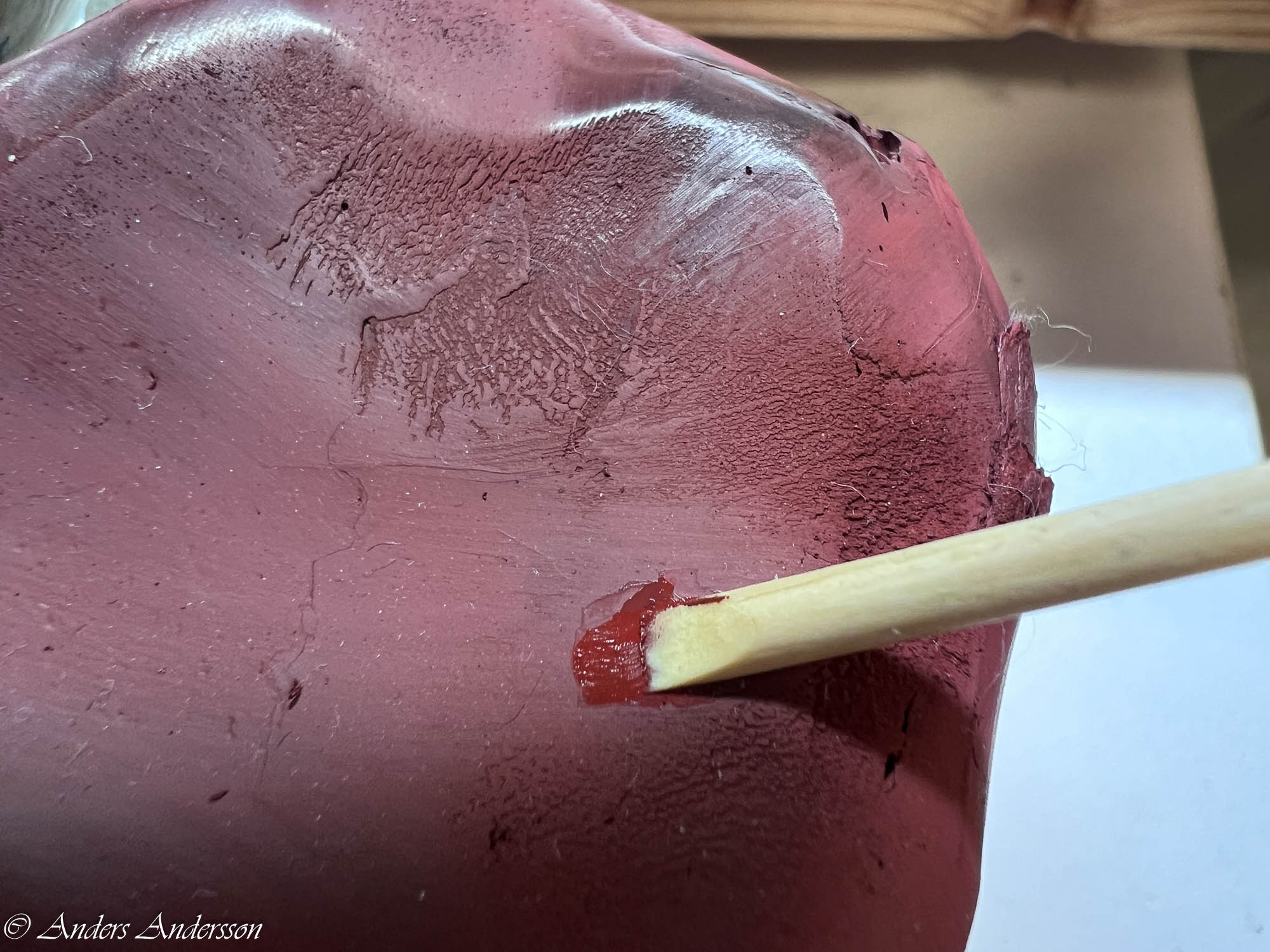
 Under några dagar kontrollerar jag att uppdraget fungerar. Noterar positionen på pricken.
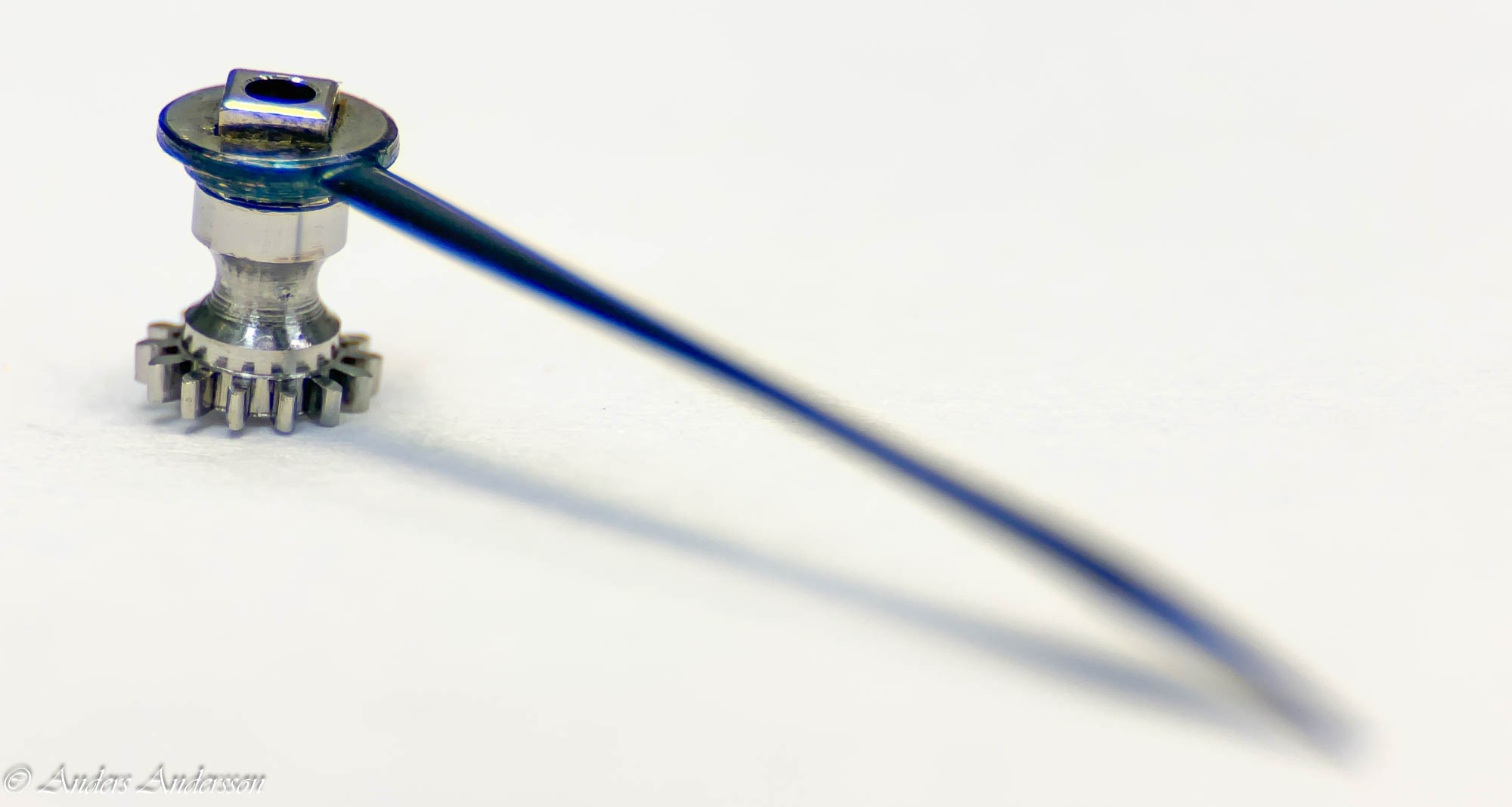
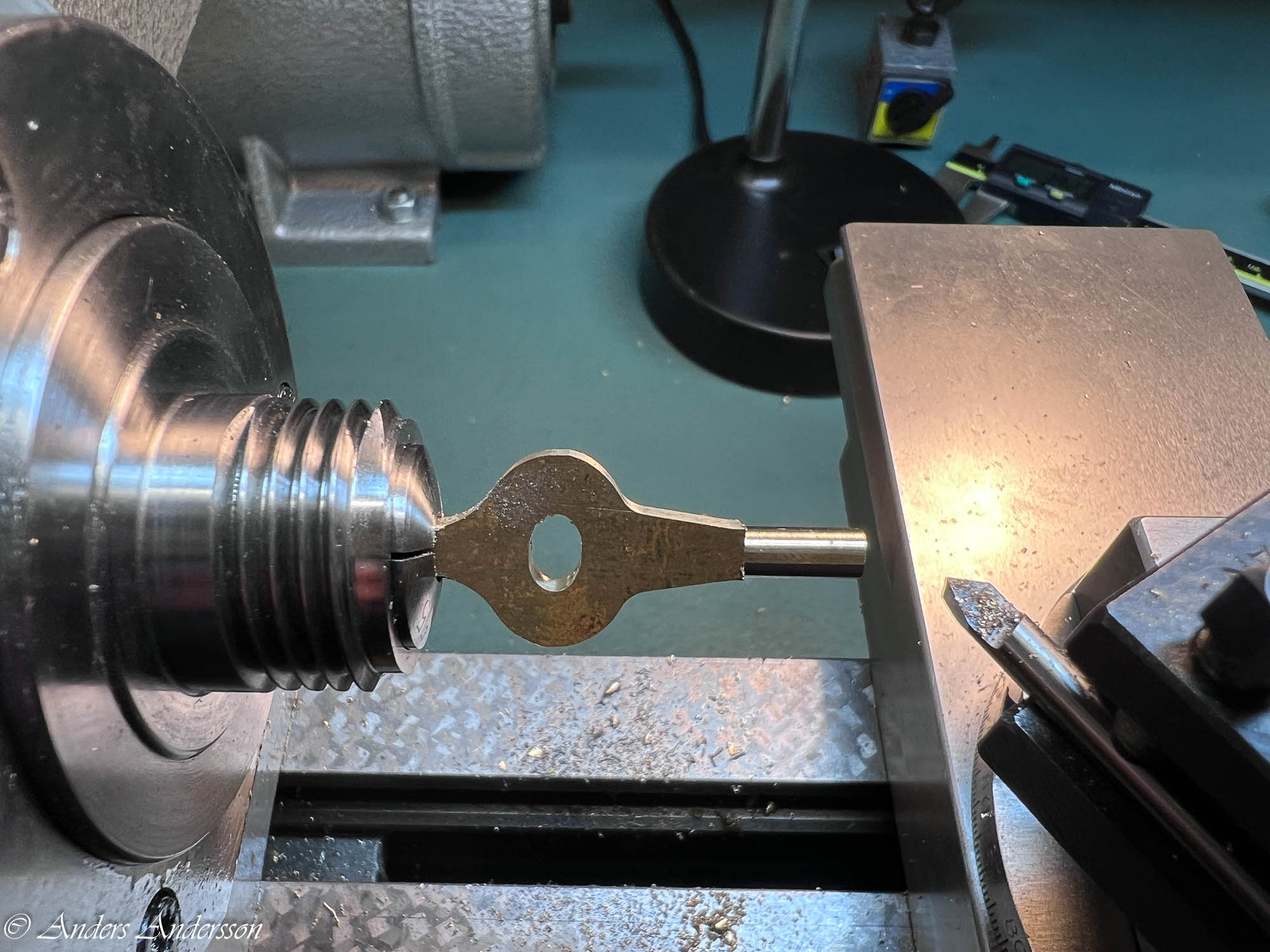
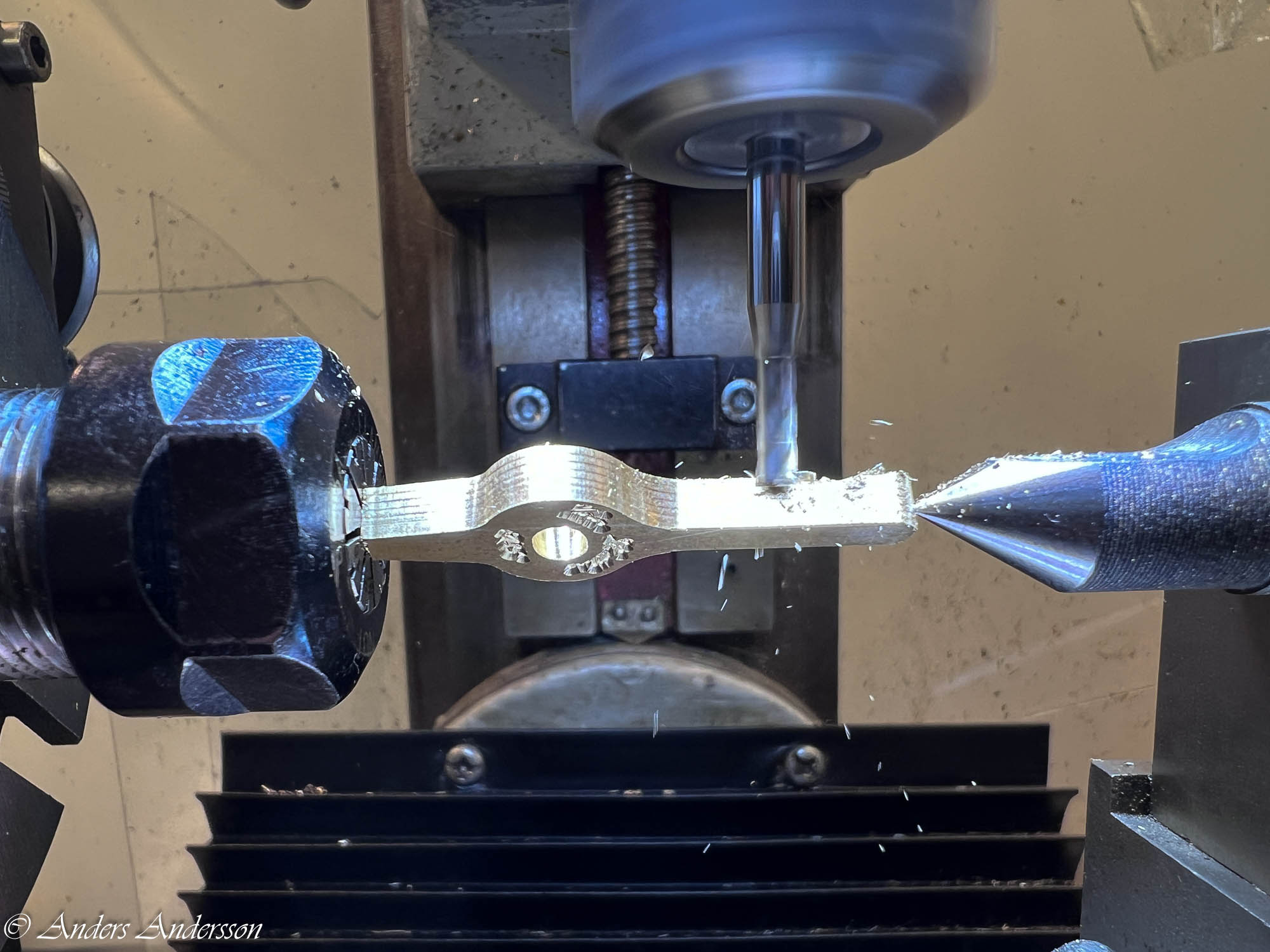
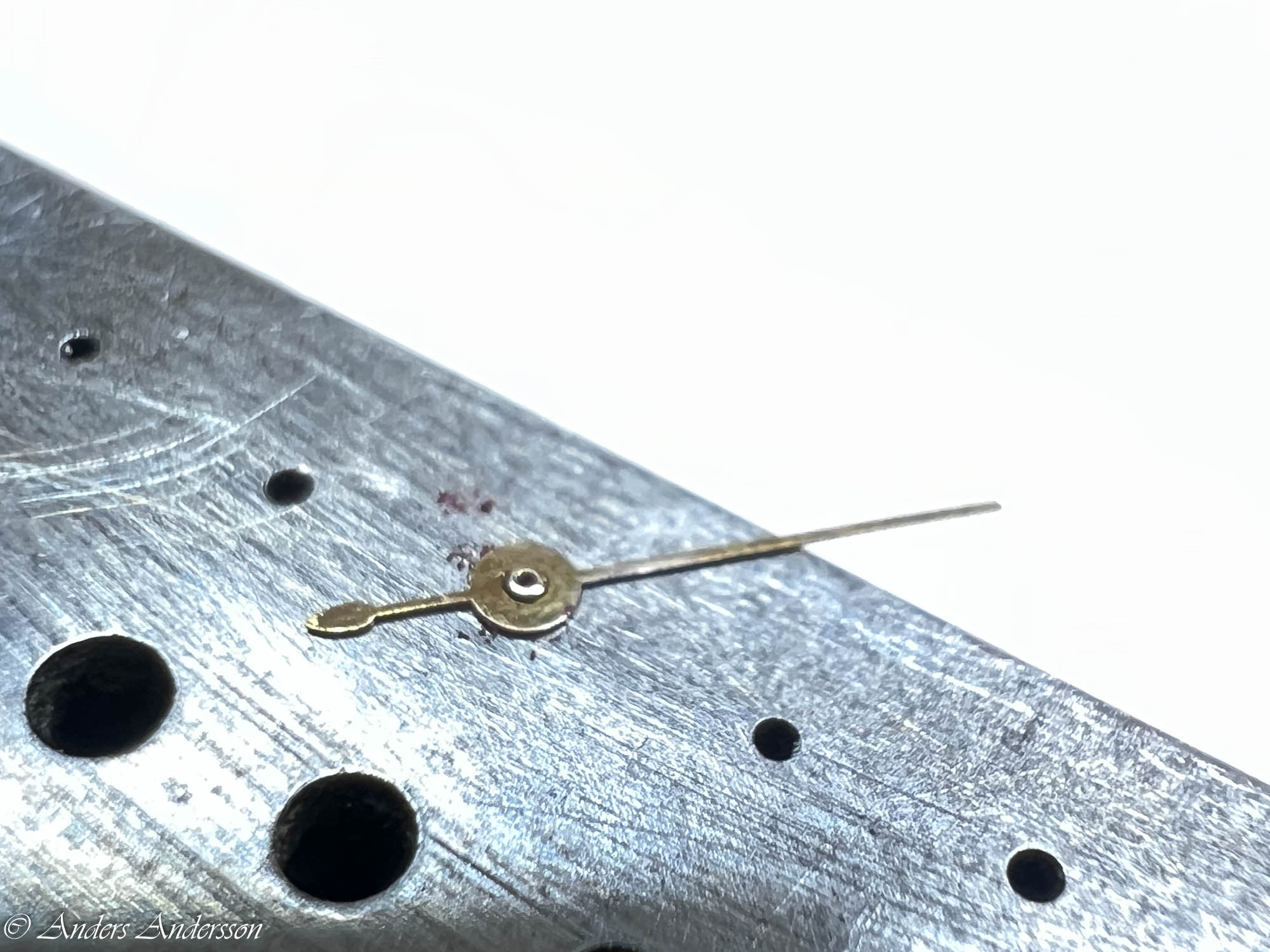
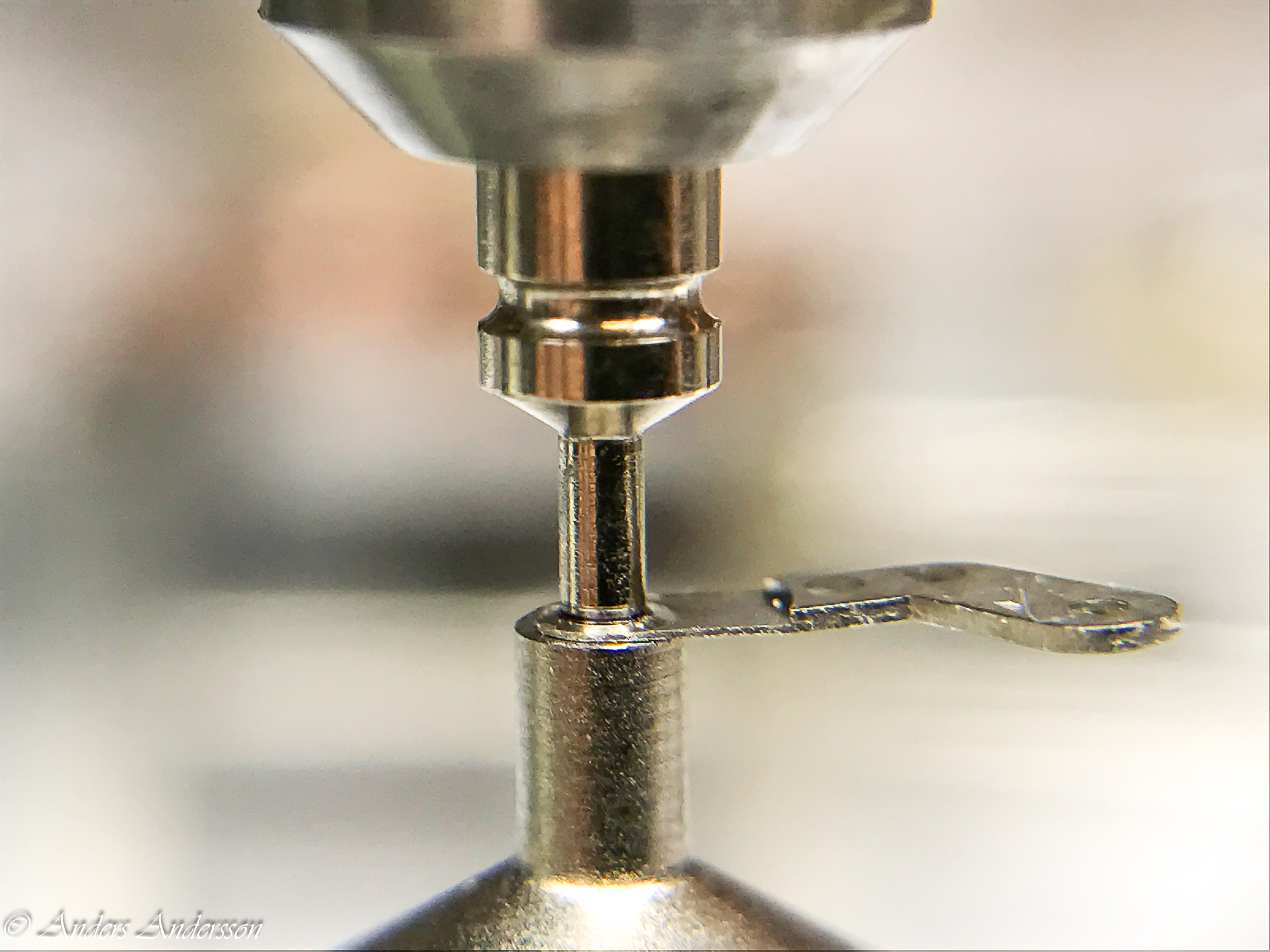
Under några dagar kontrollerar jag att uppdraget fungerar. Noterar positionen på pricken. Till sist tillverkar jag ett litet verktyg för att ställa ruckvisaren i 0-position.
Till sist tillverkar jag ett litet verktyg för att ställa ruckvisaren i 0-position. Filar till en bit mässingstråd som jag fäster i ett träskaft.
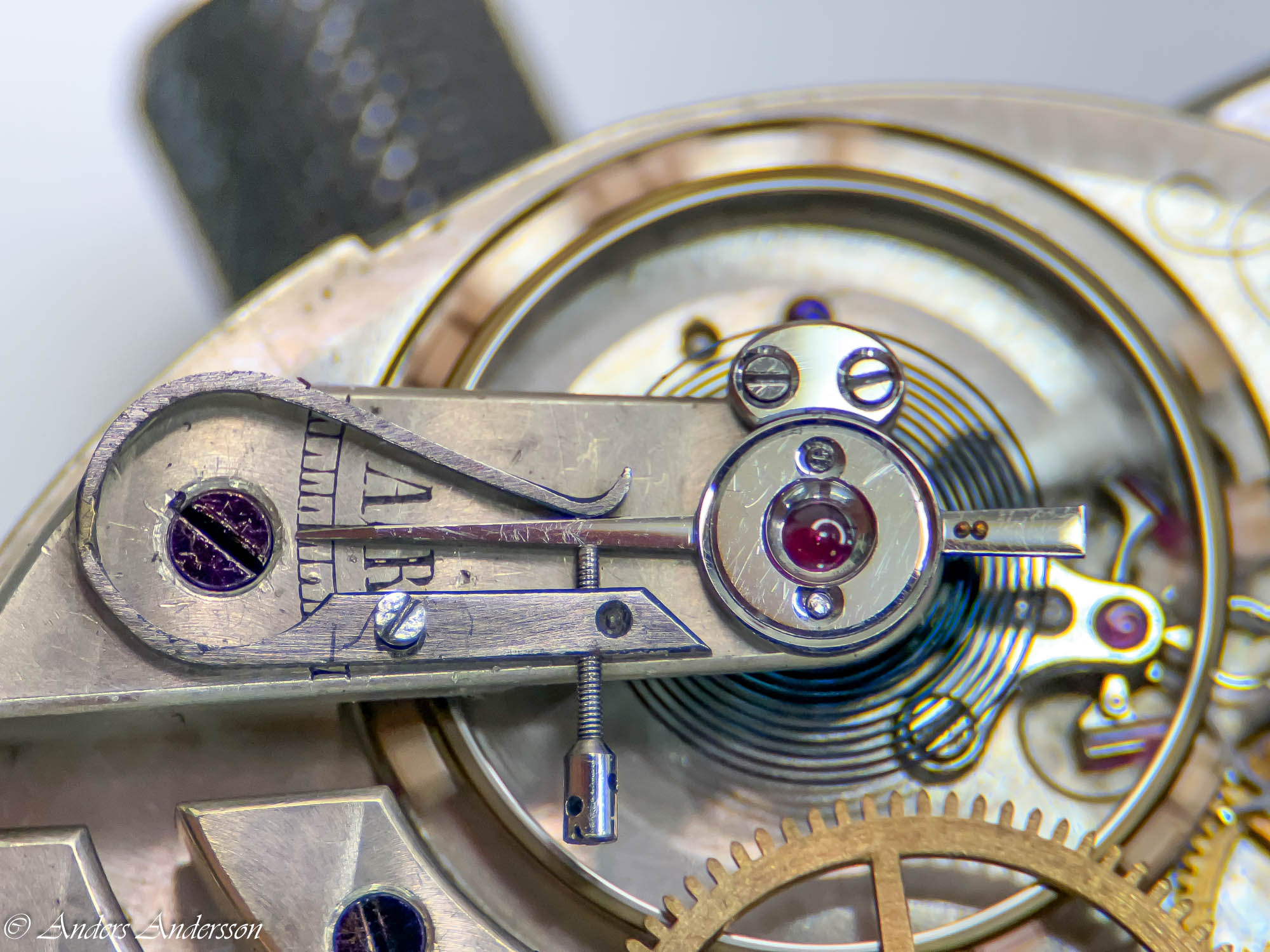
Filar till en bit mässingstråd som jag fäster i ett träskaft. Mellan ruckarmen och stativet sitter ett tandat hjul där ruckarmen är fäst genom en friktion. Genom att blockera det tandade hjulet kan man flytta ruckvisaren till 0-läge.
Mellan ruckarmen och stativet sitter ett tandat hjul där ruckarmen är fäst genom en friktion. Genom att blockera det tandade hjulet kan man flytta ruckvisaren till 0-läge.